WO2020095009A2 - Procédé de fabrication d'une pièce en alliage d'aluminium - Google Patents
Procédé de fabrication d'une pièce en alliage d'aluminium Download PDFInfo
- Publication number
- WO2020095009A2 WO2020095009A2 PCT/FR2020/050108 FR2020050108W WO2020095009A2 WO 2020095009 A2 WO2020095009 A2 WO 2020095009A2 FR 2020050108 W FR2020050108 W FR 2020050108W WO 2020095009 A2 WO2020095009 A2 WO 2020095009A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- variant
- heat treatment
- alloy
- optionally
- formation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/22—Direct deposition of molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1051—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding by electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the technical field of the invention is a method of manufacturing an aluminum alloy part, using an additive manufacturing technique.
- additive manufacturing techniques have developed. They consist in shaping a part by adding material, which is the opposite of machining techniques, which aim to remove material.
- machining techniques which aim to remove material.
- additive manufacturing is defined according to French standard XP E67-001 as a "set of processes for manufacturing, layer by layer, by adding material, a physical object from a digital object".
- ASTM F2792 January 2012 also defines additive manufacturing.
- Different additive manufacturing methods are also defined and described in ISO / ASTM 17296-1.
- the use of additive manufacturing to produce an aluminum part, with low porosity, has been described in document W02015006447.
- the application of successive layers is generally carried out by application of a so-called filler material, then melting or sintering of the filler material using an energy source of the laser beam, electron beam, plasma torch type. or electric arc.
- the thickness of each added layer is of the order of a few tens or hundreds of microns.
- the Applicant Company has determined an alloy composition which, used in an additive manufacturing process, makes it possible to obtain parts with remarkable mechanical performance, without it being necessary to carry out heat treatments of the dissolution and quenching type. .
- the parts used have interesting properties of thermal conductivity or electrical conductivity. This allows to diversify the possibilities of applications of these parts.
- a first object of the invention is a method of manufacturing a part comprising the formation of successive metal layers, superimposed on each other, each layer being formed by the deposition of a filler metal, the filler metal being subjected to a supply of energy so as to enter into fusion and to constitute, by solidifying, said layer, the process being characterized in that the filler metal is an aluminum alloy comprising the following alloying elements (% in weight) :
- - Zr 0.5% to 2.5%, preferably according to a first variant 0.8 to 2.5%, more
- - Fe 0% to 3%, preferably 0.5% to 2.5%; preferably according to a first variant 0.8 to 2.5%, preferably 0.8 to 2%, more preferably 0.8 to 1.2; or preferably according to a second variant 1.5 to 2.5%, preferably 1.6 to 2.4%, more preferably 1.7 to 2.3%;
- Mg ⁇ 0.2%, preferably ⁇ 0.1% preferably ⁇ 0.05%;
- alloying elements include, for example, Cr, V, Ti, Mn, Mo, W, Nb, Ta, Sc, Ni, Zn, Hf, Nd, Ce, Co, La, Ag, Li, Y, Yb , Er, Sn, In, Sb, Sr, Ba, Bi, Ca, P, B and / or mischmetal.
- the process can include the following characteristics, taken in isolation or in technically feasible combinations:
- Zr 0.8 to 2.5%, or preferably 1% to 2.5%, or more preferably 1.2% to 2.5%, or more preferably 1.3% to 2.5% or more preferably 1.5% to 2.5%;
- Zr 0.5 to 2%, more preferably 0.6 to 1.8%, more preferably 0.6 to 1.6%, more preferably 0.7 to 1.5%, more preferably 0.8 to 1, 5% more preferably 0.9 to 1.5%, even more preferably 1 to 1.4%;
- Fe 0.5% to 2.5% or 0.5% to 2%; preferably 0.8 to 2.5%, preferably 0.8 to 2%, more preferably 0.8 to 1.2;
- Fe 0.5% to 2.5% or 0.5% to 2%; preferably 1.5 to 2.5%, preferably 1.6 to 2.4%, more preferably 1.7 to 2.3%;
- Cu 0.05% to 0.5%, preferably 0.1 to 0.4%;
- the mass fraction of each other alloying element is strictly less than 500 ppm, 300 pm, 200 ppm, or even 100 ppm;
- the mass fraction of each impurity is strictly less than 300 ⁇ m, 200 ppm, or even 100 ppm;
- the alloy does not contain Cr, V, Mn, Ti, Mo, or in a mass fraction of less than 500 ppm, 300 ppm, 200 ppm or even less than 100 ppm.
- the alloy used according to the present invention comprises Cu, according to a mass fraction of 0.05% to 0.5%, preferably from 0.1 to 0.4%.
- Each layer can in particular describe a pattern defined from a digital model.
- the method may include, following the formation of the layers, that is to say following the formation of the final part, an application of at least one heat treatment.
- the heat treatment can be either include an annealing or an annealing. It can also include dissolution and quenching, even if it is preferred to avoid them. It can also include hot isostatic compression.
- the heat treatment can be carried out: - at a temperature above 400 ° C, in which case the duration of the heat treatment is between 0.1 h and 10 h;
- the duration of the heat treatment is from 0.5 h to 100 h.
- the heat treatment can be carried out at a temperature greater than or equal to 350 ° C. or 400 ° C., or a duration of 90 to 200 h, so as to obtain a thermal conductivity or optimal electric.
- a temperature of 380 to 470 ° C and a duration of 90 to 110 h can be carried out at a temperature greater than or equal to 350 ° C. or 400 ° C., or a duration of 90 to 200 h, so as to obtain a thermal conductivity or optimal electric.
- a temperature of 380 to 470 ° C and a duration of 90 to 110 h for example a temperature of 380 to 470 ° C and a duration of 90 to 110 h.
- the method does not include quenching following the formation of the layers, that is to say following the formation of the final part, or following the heat treatment.
- the method does not include steps of dissolution followed by quenching.
- the filler metal takes the form of a powder, the exposure of which to a beam of light or of charged particles results in a localized fusion followed by solidification, so as to form a solid layer.
- the filler metal comes from a filler wire, the exposure of which to an electric arc results in a localized melting followed by a solidification, so as to form a solid layer.
- a second object of the invention is a metal part, obtained after application of a method according to the first object of the invention.
- a third object of the invention is a filler material, in particular a filler wire or a powder, intended to be used as a filler material for an additive manufacturing process, characterized in that it is made of an aluminum alloy, comprising the following alloying elements (% by weight):
- - Zr 0.5% to 2.5%, preferably according to a first variant 0.8 to 2.5%, more
- - Fe 0% to 3%, preferably 0.5% to 2.5%; preferably according to a first variant 0.8 to 2.5%, preferably 0.8 to 2%, more preferably 0.8 to 1.2; or preferably according to a second variant 1.5 to 2.5%, preferably 1.6 to 2.4%, more preferably 1.7 to 2.3%; - optionally Si: ⁇ 0.3%, preferably ⁇ 0.2%, more preferably ⁇ 0.1%;
- Mg ⁇ 0.2%, preferably ⁇ 0.1% preferably ⁇ 0.05%;
- the aluminum alloy forming the filler material may have the characteristics described in connection with the first object of the invention.
- the filler material may be in the form of a powder.
- the powder can be such that at least 80% of the particles making up the powder have an average size in the following range: 5 ⁇ m to 100 ⁇ m, preferably from 5 to 25 ⁇ m, or from 20 to 60 ⁇ m.
- the diameter of the wire can in particular be comprised from 0.5 mm to 3 mm, and preferably comprised from 0.5 mm to 2 mm, and more preferably from 1 mm to 2 mm.
- Another object of the invention is the use of a powder or a filler wire as described above and in the rest of the description in a manufacturing process chosen from: cold spraying (CSC ), laser fusion deposition (LM D), friction additive manufacturing (AFS), plasma spark sintering (FAST) or rotary friction welding (IRFW), preferably cold spraying (CSC).
- CSC cold spraying
- LM D laser fusion deposition
- AFS friction additive manufacturing
- FAST plasma spark sintering
- IRFW rotary friction welding
- Figure 1 is a diagram illustrating an additive manufacturing method of the SLM type.
- Figure 2 illustrates the tensile and electrical conduction properties determined during the experimental tests of Example 1, from samples manufactured using an additive manufacturing process according to the invention.
- FIG. 3 Figure 3 is a diagram illustrating an additive manufacturing process of the WAAM type.
- Figure 4 is a diagram of the test tube used according to the examples.
- Figure 5 is a diagram of the second test pieces of Example 1.
- Figure 6 illustrates the tensile and electrical conduction properties determined during the experimental tests of Example 2, from samples produced using an additive manufacturing process according to the invention.
- x% - y% means greater than or equal to x% and less than or equal to y%.
- impurity is meant chemical elements present in the alloy unintentionally.
- FIG. 1 shows schematically the operation of an additive manufacturing process of the selective laser melting type (SLM).
- the filler metal 15 is in the form of a powder placed on a support 10.
- An energy source in this case a laser source 11, emits a laser beam 12.
- the laser source is coupled to the material d contribution by an optical system 13, the movement of which is determined according to a digital model M.
- the laser beam 12 propagates along an axis of propagation Z, and follows a movement along an XY plane, describing a pattern depending on the model digital. The plane is for example perpendicular to the axis of propagation Z.
- the interaction of the laser beam 12 with the powder 15 generates a selective fusion of the latter, followed by solidification, resulting in the formation of a layer 20i. .20 n .
- When a layer has been formed it is covered with powder 15 of the filler metal and another layer is formed, superimposed on the layer previously produced.
- the thickness of the powder forming a layer may for example be
- the support 10 or tray can be heated to a temperature of up to 350 ° C.
- the heating temperature of the tray can be for example around 50 ° C, 100 ° C, 150 ° C or 200 ° C.
- the heating of the plate generally makes it possible to reduce the humidity at the level of the powder bed and also to reduce the residual stresses on the parts in manufacture.
- the humidity level at the powder bed seems to have a direct effect on the porosity of the final part. Indeed, it would seem that the higher the humidity of the powder, the higher the porosity of the final part.
- heating the plate is one of the existing possibilities for carrying out hot additive manufacturing.
- the present invention cannot be limited to the use of this single heating means. All other heating means can be used in the context of the present invention to heat and control the temperature, for example an infrared lamp.
- the process according to the present invention can be carried out at a temperature of up to 350 ° C.
- Average particle size of 5 to 100 ⁇ m, preferably 5 to 25 ⁇ m, or 20 to 60 ⁇ m.
- the values given mean that at least 80% of the particles have an average size in the specified range.
- the sphericity of a powder can for example be determined using a morphogranulometer.
- the flowability of a powder can for example be determined according to ASTM B213 or ISO 4490: 2018. According to ISO 4490: 2018, the flow time is preferably less than 50.
- Low porosity preferably from 0 to 5%, more preferably from 0 to 2%, even more preferably from 0 to 1% by volume.
- the porosity can in particular be determined by image analysis from optical micrographs or by helium pycnometry (see standard ASTM B923).
- the Applicant has observed that the application of heat treatments of the quenching type could induce distortion of the part, due to the sudden variation in temperature.
- the distortion of the part is generally all the more significant as its dimensions are important.
- the advantage of an additive manufacturing process is precisely to obtain a part whose shape, after manufacture is final, or almost final. The occurrence of significant deformation resulting from heat treatment is therefore to be avoided.
- a finishing machining can be carried out on the part after its manufacture: the part manufactured by additive manufacturing extends according to its final shape, except for the final machining.
- the applicant sought an alloy composition, forming the filler material, making it possible to obtain acceptable mechanical properties, without requiring the application of heat treatments, subsequent to the formation of the layers, that is to say following the formation of the final part, which may induce distortion. This is particularly to avoid heat treatments involving a sudden change in temperature.
- the invention makes it possible to obtain, by additive manufacturing, a part whose mechanical properties are satisfactory, in particular in terms of elastic limit.
- the filler material may be in the form of a wire or a powder.
- the Applicant has found that by limiting the number of elements present in the alloy having a content in excess of 1% by mass, a good compromise is obtained between the advantageous mechanical and thermal properties. It is usually accepted that the addition of elements in the alloy makes it possible to improve certain mechanical properties of the part produced by additive manufacturing. By mechanical properties is meant, for example, the elastic limit or the elongation at break. However, the addition of too much, or too much diversity, of alloying chemical elements can adversely affect the heat conduction properties of the part resulting from additive manufacturing. Thus, the use of binary or ternary alloys in an additive manufacturing process constitutes a promising path in the field of additive manufacturing.
- the Applicant considered that it was useful to reach a compromise between the number and the quantity of the elements added to the alloy, so as to obtain acceptable mechanical and thermal (or electrical) properties.
- the alloy essentially consists of two elements (Al and Zr).
- Al and Zr the alloy essentially consists of two elements (Al and Zr).
- Zr 0.5% to 2.5% and Fe ⁇ 1%;
- the alloy consists essentially of three elements (Al, Zr and Fe).
- Al, Zr and Fe elements
- the presence of Fe in the alloy makes it possible to improve the mechanical properties, whether it is the mechanical properties in hot and cold traction or the hardness.
- Zr 0.5% to 2.5% and Fe> 1%.
- Zr in the alloy confers a good processability of the alloy, the term processability corresponding to the Anglo-Saxon designation "processability", qualifying the ability of an alloy to be shaped by an additive manufacturing process. This translates, at the level of a part manufactured by additive manufacturing, by a virtual absence of defects, cracking type, and low porosity.
- processability qualifying the ability of an alloy to be shaped by an additive manufacturing process. This translates, at the level of a part manufactured by additive manufacturing, by a virtual absence of defects, cracking type, and low porosity.
- An optimal mass fraction of Zr can be understood, according to a first variant, from 0.8 to 2.5%, more preferably from 1 to 2.5%, even more preferably from 1.3 to 2.5%.
- the concentration of primary A ⁇ Zr precipitates is too low, which leads to a formation of coarse columnar grains which can cross several layers, according to an epitaxial growth, progressing from one layer to another layer. The part obtained is thus more sensitive to solidification cracking.
- the mass fraction of Zr is from 0.5% to 2.5%, preferably according to a first variant from 0.8% to 2.5%, or even from 1% to 2.5%, even from 1.2% to 2.5%, or even 1.3% to 2.5%, or even 1.5% to 2.5%; or preferably according to a second variant, from 0.5 to 2%, or even from 0.6 to 1.8%, or even from 0.6 to 1.6%, even from 0.7 to 1.5%, even from 0.8 to 1.5% or even 0.9 to 1.5%, even 1 to 1.4%.
- the mass fraction of Fe is less than or equal to 3%. It is preferably comprised from 0.5% to 3%, preferably according to a first variant 0.8 to 2.5%, preferably 0.8 to 2%, more preferably 0.8 to 1.2; or preferably according to a second variant 1.5 to 2.5%, preferably 1.6 to 2.4%, more
- the alloy can also include other alloying elements, such as Cr, V, Ti, Mn, Mo, W, Nb, Ta, Sc, Ni, Zn, Hf, Nd, Ce, Co, La, kg, Li, Y, Yb, Er, Sn, In, Sb, Sr, Ba, Bi, Ca, P, B and / or mischmetal, according to a mass fraction individually strictly less than 0.1%, preferably less than 500 ppm, and preferably less than 300 ppm, or 200 ppm, or 100 ppm.
- some of these alloying elements, in particular Cr, V, Ti and Mo degrade the conductivity.
- Cu is considered to be less harmful with regard to thermal and / or electrical conductivity.
- the addition of Mg in the absence of a solution-quenching-tempering treatment would lower the electrical or thermal conductivity without significant impact on the mechanical properties. Added to this is its tendency to evaporate during the atomization and SLM process, especially for high liquidus alloys like those tested according to the present invention.
- the alloy used according to the present invention does not comprise Mg or else according to an amount of impurity, ie ⁇ 0.05%.
- the alloy comprises other alloying elements, such as Y, Yb, Er, Sn, In, Sb, they are preferably present in a mass fraction strictly less than 500 ppm, or even strictly less than 300 ppm, even strictly less than 200 ppm or 100 ppm.
- the alloys according to the present invention are not alloys of the AA6xxx type, due to the absence of simultaneous addition of Si and Mg in amounts greater than 0.2%.
- the aluminum alloy used according to the present invention could comprise: Zr 1.52%; Fe 213 ppm; If 183 ppm; impurities: ⁇ 0.05% each with a total of impurities ⁇ 0.15%;
- Test pieces were produced by SLM, using an EOS290 SLM type machine (supplier EOS). This machine heats the tray on which the parts are made to a temperature of around 200 ° C. The tests were carried out with a plate heated to around 200 ° C., but additional tests have shown the good processability of the alloys according to the present invention at lower plate temperatures, for example 25 ° C., 50 ° C., 100 ° C. or 150 ° C.
- the laser power was 370 W.
- the scanning speed was 1400 mm / s.
- the gap between two adjacent scan lines, usually referred to as the "vector gap" was 0.11 mm.
- the layer thickness was 60 ⁇ m.
- the powder used had a particle size essentially between 3 ⁇ m and 100 ⁇ m, with a median of 40 ⁇ m, a 10% fractile of 16 ⁇ m and a 90% fractile of 79 ⁇ m.
- First test pieces were produced, in the form of vertical solid cylinders (direction Z) relative to the construction plate which forms the base in the plane (X-Y).
- the cylinders were 11 mm in diameter and 46 mm high.
- Second test pieces were produced, taking the form of parallelepipeds of dimensions 12 (direction X) x 45 (direction Y) x 46 (direction Z) mm (see Figure 5). All parts have undergone a 4-hour SLM post-relaxation treatment at 300 ° C.
- Certain first parts underwent a post-production heat treatment at 350 ° C, 400 ° C or 450 ° C, the duration of the treatment being between 1 h and 104 h. All of the first parts (with and without post-production heat treatment) were machined to obtain cylindrical tensile test pieces having the following characteristics in mm (see Table 1 and Figure 4): In Figure 4 and Table 1, 0 represents the diameter of the central part of the test piece, M the width of the two ends of the test piece, LT the total length of the test piece, R the radius of curvature between the part center and the ends of the test piece, The length of the central part of the test piece and F the length of the two ends of the test piece.
- Some second test pieces have undergone post-production heat treatment, as described in connection with the first pieces.
- the second test pieces were subjected to electrical conductivity tests, based on the fact that the electrical conductivity changes in a similar manner to the thermal conductivity.
- the second test pieces have undergone a surface polishing on each face of 45 mm x 46 mm for conductivity measurements using an abrasive paper with roughness 180.
- the electrical conductivity measurements were carried out on the polished faces using a Foerster Sigmatest 2.069 at 60 kHz measurement.
- Table 2 below represents, for each first test piece, the heat treatment temperature (° C.), the heat treatment time, the yield strength at 0.2%.
- a remarkable aspect is that the heat treatment makes it possible to increase very
- the parameters making it possible to obtain good mechanical properties are as follows: at 400 ° C., the duration being from 1 h to 10 h;
- the duration being from 10 h to 100 h, knowing that a duration ranging from 10 h to 20 h seems sufficient.
- the temperature of the heat treatment is preferably less than 450 ° C., and for example comprised from 300 ° C. to 420 ° C.
- the temperature of the heat treatment is preferably greater than or equal to 350 ° C or even 400 ° C, with a duration which may exceed 100 h, for example from 90 to 200 h.
- the heat treatment is preferably tempering or annealing.
- Figure 2 illustrates the tensile properties (ordinate axis, representing the elastic limit Rp0.2 expressed in MPa) as a function of the thermal conductivity properties (abscissa axis, representing the thermal conductivity expressed in MS / m). It is recalled that the thermal conduction properties are assumed to be representative of the electrical conduction properties. In Figure 2, the percentages indicate the elongation at break. The beneficial effect of the heat treatment has been represented by an arrow, both from the point of view of electrical conductivity and of the elastic limit. In the legend of Figure 2, the term "raw" means an absence of heat treatment.
- the relative density of the samples was greater than 99.5%, which translates a porosity ⁇
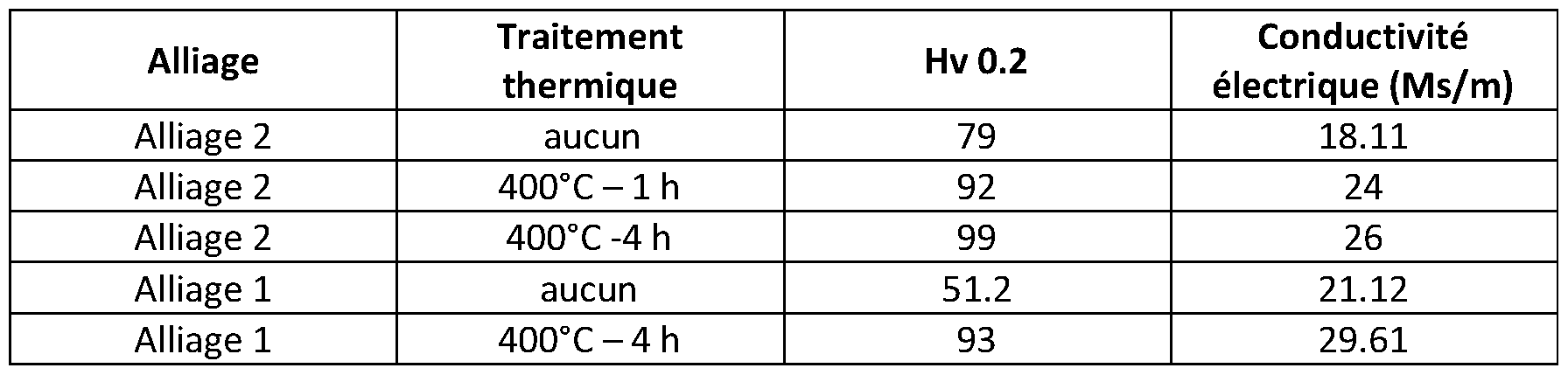
- an alloy 2 the mass composition of which measured by ICP included Al; Zr 1.78%; Fe 1.04%; If 1812 ppm; Cu 503 ppm; impurities ⁇ 0.05% each with an accumulation of impurities ⁇ 0.15%.
- the powder used had a particle size essentially between 3 ⁇ m and 100 ⁇ m, with a median of 41 ⁇ m, a 10% fractile of 15 ⁇ m and a 90% fractile of 82 ⁇ m.
- N / A means that the characteristic has not been measured.
- the powder used had a particle size essentially between 3 ⁇ m and 100 ⁇ m, with a median of 41 ⁇ m, a 10% fractile of 15 ⁇ m and a 90% fractile of 82 ⁇ m.
- Test pieces were produced by SLM, using an EOS M290 SLM type machine (supplier EOS).
- the laser power was 370 W.
- the scanning speed was 1250 mm / s.
- the difference between two adjacent scanning lines, usually designated by the term "vector difference" was 0.111 mm.
- the layer thickness was 60 ⁇ m.
- Alloy 2 made it possible to show the positive impact of the addition of Fe on the increase in the elastic limit Rp02 and in the tensile strength Rm (without significant degradation of the electrical conductivity) compared to the alloy 1 of Example 1.
- This alloy 2 made it possible to reach, after heat treatment, values of Rp02 and of Rm not attainable by alloy 1 of Example 1, with Rp02 values greater than 260 MPa while maintaining an electrical conductivity greater than 24 MS / m or even 26 MS / m.
- Example 3 A third test similar to that of Example 2 was carried out using an alloy 3, the mass composition of which measured by ICP included: Al; Zr 1.23%; Fe 0.94%;
- the powder used had a particle size essentially between 3 ⁇ m and 100 ⁇ m, with a median of 37 ⁇ m, a 10% fractile of 15 ⁇ m and a 90% fractile of 71 ⁇ m.
- Test pieces were produced by SLM, using an EOS M290 SLM type machine (supplier EOS).
- the laser power was 370 W.
- the scanning speed was 1250 mm / s.
- the difference between two adjacent scanning lines, usually designated by the term "vector difference" was 0.111 mm.
- the layer thickness was 60 ⁇ m.
- alloy 3 also had a softer raw state of manufacture than that of alloy 2: Rp02 of 133 MPa vs 214 MPa respectively. This softer raw state is advantageous in terms of processability during the SLM process, because it allows a significant reduction of the residual stresses during the production of the part.
- the best mechanical strengths of alloy 3 and alloy 2 were similar and were obtained for a post-production heat treatment of 4 hours at 400 ° C. respectively against 1 hour at 400 ° C. Under these conditions for maximizing the mechanical strength, the alloy 3 had the advantage of offering both better elongation and better electrical conductivity.
- Example 4 A fourth test similar to that of Example 2 was carried out using an alloy 4, the mass composition of which measured by ICP included: Al; Zr 0.81%; Fe 1.83%;
- the powder used had a particle size essentially between 3 ⁇ m and 100 ⁇ m, with a median of 38 ⁇ m, a 10% fractile of 15 ⁇ m and a 90% fractile of
- Test pieces were produced by SLM, using an EOS M290 SLM type machine (supplier EOS).
- the laser power was 370 W.
- the scanning speed was 1250 mm / s.
- the difference between two adjacent scanning lines, usually designated by the term "vector difference" was 0.111 mm.
- the layer thickness was 60 ⁇ m.
- alloy 4 and alloy 1 were obtained for a heat treatment of 4 hours at 400 ° C. Under these conditions of maximization of the mechanical resistance, the alloy 4 presented compared to the alloy 1 a significant increase in Rp02 and in elongation with a decrease in the electrical conductivity, see table 2 above and table 6 ci -after.
- Example 2 A fifth test similar to that of Example 2 was carried out using an alloy 5, the mass composition of which measured by ICP included: Al; Zr 1.39%; Cu 0.32%;
- the powder used had a particle size essentially comprised from 3 to 100 miti, with a median of 27 miti, a 10% fractile of 11 miti and a 90% fractile of 54 miti.
- Test pieces were produced by SLM, using an EOS M290 SLM type machine (supplier EOS).
- the laser power was 370 W.
- the scanning speed was 1250 mm / s.
- the difference between two adjacent scanning lines, usually designated by the term "vector difference" was 0.111 mm.
- the layer thickness was 60 ⁇ m.
- alloy 5 made it possible to show the advantage of a reduction in the Zr content associated with an addition of 0.32% of Cu compared to alloy 1. In fact, alloy 5 presented both better mechanical resistance and better elongation than alloy 1, and this for all post-production heat treatments tested at 350 ° C and 400 ° C.
- alloy 1 The best mechanical strengths of alloy 1 were obtained for a heat treatment of 4 hours at 400 ° C. Under these conditions, alloy 5 exhibited, compared with alloy 1, a significant increase in Rp02 and in elongation, associated with a very slight decrease in electrical conductivity, see table 2 above and table 7 below. -after. Alloy 5 made it possible to show the positive impact of the addition of Cu associated with a decrease in Zr on the increase in the elastic limit Rp02 and in the tensile strength Rm (without significant degradation of the electrical conductivity) compared to alloy 1 of Example 1. [Table 7]
- test pieces were constructed in the form of vertical solid cylinders (direction Z) relative to the construction plate which forms its base in the plane (X-Y).
- the cylinders were 11 mm in diameter and 46 mm high.
- test pieces were produced by SLM, using an EOS M290 SLM type machine (supplier EOS) and following 2 different sets of SLM parameters designated by Set 1 and Set 2 as follows:
- Example 6 made it possible to show the positive impact of the increase in the Fe content associated with a decrease in the Zr content on the mechanical properties at high temperature (comparison between performances of alloy 3 and of alloy 4).
- the method can include a hot isostatic compression (CIC).
- CIC treatment can in particular make it possible to improve the elongation properties and the fatigue properties.
- Hot isostatic compression can be performed before, after or in place of the heat treatment.
- the hot isostatic compression is carried out at a temperature of 250 ° C to 500 ° C and preferably from 300 ° C to 450 ° C, at a pressure of 500 to 3000 bars and for a period of 0.5 to 50 hours.
- the possible heat treatment and / or hot isostatic compression makes it possible in particular to increase the hardness or the elastic limit and the electrical conductivity of the product obtained. It should however be noted that, generally, the higher the temperature, the more the conductivity (electrical or thermal) is favored to the detriment of the mechanical resistances. According to another embodiment, suitable for alloys with structural hardening, it is possible to carry out dissolution followed by quenching and tempering of the formed part and / or hot isostatic compression.
- the hot isostatic compression can in this case advantageously replace the dissolution.
- the method according to the invention is advantageous, since it preferably does not require a solution treatment followed by quenching. Dissolution can have a detrimental effect on the mechanical resistance in certain cases by participating in a magnification of the dispersoids or of the fine intermetallic phases.
- the method according to the present invention also optionally comprises a machining treatment, and / or a chemical, electrochemical or mechanical surface treatment, and / or a tribofinishing. These treatments can be carried out in particular to reduce the roughness and / or improve the resistance to corrosion and / or improve the resistance to the initiation of fatigue cracks.
- FIG. 3 shows such an alternative.
- An energy source 31 in this case a torch, forms an electric arc 32.
- the torch 31 is held by a welding robot 33.
- the part 20 to be manufactured is placed on a support 10.
- the manufactured part is a wall extending along a transverse axis Z perpendicular to a plane XY defined by the support 10.
- a filler wire 35 melts to form a weld bead.
- the welding robot is controlled by a digital model M. It is moved so as to form different layers 20i ... 20 n , stacked on each other, forming the wall 20, each layer corresponding to a weld bead.
- Each layer 20i ... 20 n extends in the XY plane, according to a pattern defined by the digital model M.
- the diameter of the filler wire is preferably less than 3 mm. It can be comprised from 0.5 mm to 3 mm and is preferably understood to be from 0.5 mm to 2 mm, or even from 1 mm to 2 mm. It is for example 1.2 mm.
- SLS Selective Laser Sintering
- SHS Selective Heat Sintering
- EBM Electro Beam Melting
- DED Direct Energy Deposition
- DMD Direct Metal Deposition
- DLD direct laser deposition
- LFMT - laser freeform manufacturing technology
- CSC Cold Spray Consolidation
- the solutions according to the present invention are particularly suitable for the cold spraying process (known as “cold spray”), in particular because of the low hardness of the powder, which facilitates deposition.
- the part can then be hardened by hardening annealing (thermal post-treatment).
- solutions according to the present invention are particularly suitable for applications in the electrical, electronic and heat exchanger fields.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Plasma & Fusion (AREA)
- Crystallography & Structural Chemistry (AREA)
- Optics & Photonics (AREA)
- Powder Metallurgy (AREA)
Abstract
Description








Claims
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA3125851A CA3125851A1 (fr) | 2019-01-24 | 2020-01-24 | Procede de fabrication d'une piece en alliage d'aluminium |
| CN202080010843.3A CN113348262A (zh) | 2019-01-24 | 2020-01-24 | 制造铝合金零件的方法 |
| JP2021543270A JP7530369B2 (ja) | 2019-01-24 | 2020-01-24 | アルミニウム合金製部品の製造方法 |
| ES20706787T ES2946133T3 (es) | 2019-01-24 | 2020-01-24 | Procedimiento de fabricación de una pieza de aleación de aluminio |
| DE20706787.7T DE20706787T1 (de) | 2019-01-24 | 2020-01-24 | Verfahren zur herstellung eines aluminiumlegierungsteils |
| PL20706787.7T PL3914746T3 (pl) | 2019-01-24 | 2020-01-24 | Sposób wytwarzania części ze stopu aluminium |
| EP20706787.7A EP3914746B1 (fr) | 2019-01-24 | 2020-01-24 | Procédé de fabrication d'une pièce en alliage d'aluminium |
| KR1020217026604A KR102855094B1 (ko) | 2019-01-24 | 2020-01-24 | 알루미늄 합금 부품 제조 방법 |
| US17/424,285 US12377463B2 (en) | 2019-01-24 | 2020-01-24 | Method for manufacturing an aluminum alloy part |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1900598A FR3092119B1 (fr) | 2019-01-24 | 2019-01-24 | Procédé de fabrication d'une pièce en alliage d'aluminium, l'alliage comportant au moins du zirconium et du magnésium |
| FR1900598 | 2019-01-24 | ||
| FR1908684A FR3092120B1 (fr) | 2019-01-24 | 2019-07-30 | Procédé de fabrication d'une pièce en alliage d'aluminium |
| FR1908684 | 2019-07-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2020095009A2 true WO2020095009A2 (fr) | 2020-05-14 |
| WO2020095009A3 WO2020095009A3 (fr) | 2020-07-30 |
Family
ID=69650644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2020/050108 Ceased WO2020095009A2 (fr) | 2019-01-24 | 2020-01-24 | Procédé de fabrication d'une pièce en alliage d'aluminium |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2020095009A2 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111872386A (zh) * | 2020-06-30 | 2020-11-03 | 同济大学 | 一种高强度铝镁合金的3d打印工艺方法 |
| EP4227029A4 (fr) * | 2020-10-12 | 2024-04-17 | Osaka Research Institute of Industrial Science and Technology | Poudre métallique pour fabrication additive, procédé de fabrication d'un article fabriqué par fabrication additive l'utilisant, et article fabriqué par fabrication additive |
| JP2024521805A (ja) * | 2021-05-28 | 2024-06-04 | シーテック コンステリウム テクノロジー センター | 予熱を用いた付加製造技術を利用する、アルミニウム合金製部品の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015006447A1 (fr) | 2013-07-10 | 2015-01-15 | Alcoa Inc. | Procédés de production de produits forgés et d'autres produits travaillés |
| US20170016096A1 (en) | 2015-07-16 | 2017-01-19 | Hamilton Sundstrand Corporation | Method of manufacturing aluminum alloy articles |
-
2020
- 2020-01-24 WO PCT/FR2020/050108 patent/WO2020095009A2/fr not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015006447A1 (fr) | 2013-07-10 | 2015-01-15 | Alcoa Inc. | Procédés de production de produits forgés et d'autres produits travaillés |
| US20170016096A1 (en) | 2015-07-16 | 2017-01-19 | Hamilton Sundstrand Corporation | Method of manufacturing aluminum alloy articles |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111872386A (zh) * | 2020-06-30 | 2020-11-03 | 同济大学 | 一种高强度铝镁合金的3d打印工艺方法 |
| CN111872386B (zh) * | 2020-06-30 | 2021-12-31 | 同济大学 | 一种高强度铝镁合金的3d打印工艺方法 |
| EP4227029A4 (fr) * | 2020-10-12 | 2024-04-17 | Osaka Research Institute of Industrial Science and Technology | Poudre métallique pour fabrication additive, procédé de fabrication d'un article fabriqué par fabrication additive l'utilisant, et article fabriqué par fabrication additive |
| JP2024521805A (ja) * | 2021-05-28 | 2024-06-04 | シーテック コンステリウム テクノロジー センター | 予熱を用いた付加製造技術を利用する、アルミニウム合金製部品の製造方法 |
| US20240227023A1 (en) * | 2021-05-28 | 2024-07-11 | C-Tec Constellium Technology Center | Method for producing an aluminum alloy part implementing an additive manufacturing technique with preheating |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020095009A3 (fr) | 2020-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3914746B1 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| EP3860789A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| EP4061563B1 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| EP3860787B1 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| EP3749471A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium et de chrome | |
| WO2020058646A1 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| FR3092776A1 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| WO2020165543A1 (fr) | Procede de fabrication d'une pièce en alliage d'aluminium | |
| WO2024042291A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| WO2023237844A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| EP4149702A2 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| WO2020095009A2 (fr) | Procédé de fabrication d'une pièce en alliage d'aluminium | |
| WO2022208037A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium mettant en œuvre une technique de fabrication additive avec prechauffage | |
| WO2020070453A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| WO2025133519A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| WO2025133521A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| WO2025133520A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium | |
| WO2025133522A1 (fr) | Procede de fabrication d'une piece en alliage d'aluminium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20706787 Country of ref document: EP Kind code of ref document: A2 |
|
| ENP | Entry into the national phase |
Ref document number: 3125851 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2021543270 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20217026604 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020706787 Country of ref document: EP Effective date: 20210824 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20706787 Country of ref document: EP Kind code of ref document: A2 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17424285 Country of ref document: US |