WO2020105443A1 - 防護服 - Google Patents
防護服Info
- Publication number
- WO2020105443A1 WO2020105443A1 PCT/JP2019/043611 JP2019043611W WO2020105443A1 WO 2020105443 A1 WO2020105443 A1 WO 2020105443A1 JP 2019043611 W JP2019043611 W JP 2019043611W WO 2020105443 A1 WO2020105443 A1 WO 2020105443A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- garment
- protective clothing
- nonwoven fabric
- hood
- protective
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/02—Overalls, e.g. bodysuits or bib overalls
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/28—Means for ventilation
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
- A41D13/11—Protective face masks, e.g. for surgical use, or for use in foul atmospheres
- A41D13/1107—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape
- A41D13/1153—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape with a hood
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/20—Pockets; Making or setting-in pockets
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/10—Impermeable to liquids, e.g. waterproof; Liquid-repellent
- A41D31/102—Waterproof and breathable
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/14—Air permeable, i.e. capable of being penetrated by gases
- A41D31/145—Air permeable, i.e. capable of being penetrated by gases using layered materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/18—Containers, packaging elements or packages, specially adapted for particular articles or materials for wearing apparel, headwear or footwear
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2200/00—Components of garments
- A41D2200/20—Hoods
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2400/00—Functions or special features of garments
- A41D2400/38—Shaping the contour of the body or adjusting the figure
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2400/00—Functions or special features of garments
- A41D2400/52—Disposable
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2500/00—Materials for garments
- A41D2500/30—Non-woven
Definitions
- Patent Document 2 The "easy-to-wear clothes” of Patent Document 2 is configured such that at the time of wearing, both legs of the garment and the anchor strips installed on the insides of both sleeves are pulled and shortened, and in that state, both legs and both hands are inserted to surround the clothes. It can be worn without touching clothes, but there are many accessories to install such as a sheath part through which the anchor strip passes and a loop for fixing the anchor strip, and the sewing process is complicated, and the cost increases as a disposable application. It became a problem.
- the "dustproof hood" described in Patent Document 3 and the "protective suit” of Patent Document 4 are protective suits with high airtightness, and when worn in an enclosed space such as a clean room, they were humid and inferior in comfort.
- the protective garment described in Patent Document 5 is also excellent in chemical resistance and the like because a plurality of layers of highly waterproof materials are laminated, but when worn in an enclosed space such as a clean room, it is sultry and inferior in comfort.
- a method of forming protective clothing with a highly breathable material can be considered, but the water vapor evaporated from the body, especially the head, causes dew condensation at the interface between the equipment such as goggles and the protective clothing. It was also found to occur.
- An object of the present invention is to improve the drawbacks of the prior art, and to provide a protective suit which is not only comfortable to wear but also suppresses the occurrence of dew condensation even when wearing a brace. Another object is to provide protective clothing that can be easily and surely worn in a clean room.
- the protective garment of the present invention has any one of the following configurations (1) to (11).
- (1) Composed of a non-woven fabric having a ventilation rate of 20 cm 3 / cm 2 / sec or more and 150 cm 3 / cm 2 / sec or less and a non-woven fabric having a ventilation rate of 0 cm 3 / cm 2 / sec or more and 19 cm 3 / cm 2 / sec or less
- a protective garment having a hood coupled thereto, wherein the hood has an opening at the center of the wearer's face, and belt-shaped members at the upper side of the opening and the lower parts of the left and right sides of the opening.
- a protective suit characterized in that two strip-shaped members are connected to each other on the left and right temporal regions, or configured to be connectable.
- the opening is formed in the front center of the hood with a width of 13 cm to 16 cm and a length of 9 cm to 13 cm, and the ventilation amount is 0 cm 3 / cm 2 / sec or more and 19 cm 3 / cm 2 / sec or less.
- the protective clothing according to (1) above wherein the non-woven fabric is arranged on at least a part of the periphery of the opening.
- the protective clothing according to (1) or (2) which includes an upper garment of a length corresponding to the vicinity of the wearer's buttocks, and the hood is coupled to the upper garment.
- FIG. 3 is an enlarged view of the front surface of the hood portion of the outer garment in the protective garment, showing the embodiment of the present invention.
- FIG. 4 is an enlarged view of the rear surface of the hood portion of the upper garment in the protective garment, showing the embodiment of the present invention.
- FIG. 3 is an enlarged view of a waist rubber adjusting portion of the lower garment in the protective garment, showing the embodiment of the present invention. It is a figure of the state where the upper garment in the protective clothes was folded, showing one embodiment of the present invention. It is a figure of the state where the lower garment in the protective suit was folded, showing one embodiment of the present invention. It is a figure of the state where the upper garment in the protective suit was packed showing one embodiment of the present invention. It is a figure of the state which packed the lower garment in protective clothes which shows one embodiment of the present invention. It is the figure which the pseudo contaminant adhered to the front body of the general cover type protective suit used in the reference example 5.
- FIG. 9 is a diagram in which pseudo contaminants are attached to the rear body of the general cover-type protective suit used in Reference Example 5.
- the protective clothing 100 of the present invention shown in FIG. 1 is one in which a hood 2 that covers the wearer's head and has an opening 3 formed at the center of the wearer's face is sewn onto a garment 1. is there.
- a low-ventilation non-woven fabric 6 having an air permeability of 0 cm 3 / cm 2 / sec or more and 19 cm 3 / cm 2 / sec or less is used, and otherwise the air permeability is
- the highly permeable non-woven fabric 7 which is a large material, it is possible to achieve comfortable wearability while eliminating problems such as dew condensation.
- the eyes, nose and mouth can be exposed by forming the opening 3 in the front center of the hood of the above protective clothing.
- the size of the opening 3 is preferably 13 cm to 16 cm in width (horizontal direction), more preferably about 15 cm.
- the length (vertical direction) of the opening is preferably 9 cm to 13 cm, more preferably 11 cm to 12 cm. This is a number obtained by referring to the Japanese Human Body Dimension Data Book 2004-2006 published by the Ergonomics Research Center.
- the cheek arch width A shown in FIG. 4 in the width direction and the figure 5 in the length direction are shown in FIG. It is considered that the size is such that the exposure of the skin is minimized and the line of sight is not hindered by referring to the distance between the eyebrows and the diaper B shown.
- the low air permeable non-woven fabric 6 be provided at least at a part of the periphery of the opening 3 having such a size.
- the close contact degree of the hood can be further increased.
- the forehead and the opening side can be pulled together. As a result, the number of wearing steps can be reduced and the degree of adhesion is improved.
- the goggle belt When wearing goggles, the goggle belt is worn from the front of the hood through the side of the head to the back of the hood, but the belt-shaped member is placed around the goggle belt. Therefore, it is desirable that the periphery of the belt-shaped member is also made of the low-ventilation nonwoven fabric 6 that is a material having a small air permeability. That is, as shown in dark colors in FIGS. 2 and 3, it is preferable that the upper side belt-shaped member 4, the left and right side belt-shaped members 5 and the region from the left and right side portions of the opening to the occipital region of the hood are made of the low-ventilation nonwoven fabric 6. .. By doing so, it is possible to more reliably prevent the occurrence of dew condensation due to insensitized evaporation from the body in the portion where the goggles are attached.
- the upper side belt-shaped member 4 may be locked by any structure that can be locked by applying tension, such as pulling and stopping both left and right ends in accordance with the circumference of the head circumference. Further, both ends of the upper side band-shaped member 4 are crossed at the back of the head and connected, or a hook-and-loop fastener or a double-sided tape is attached to the end of the upper side band-shaped member 4 to fix both ends of the upper side band-shaped member 4 in contact with each other. Alternatively, the double-sided tape may be attached and fixed to the side surface of the head. In addition, the upper side belt-shaped member 4 needs to have a length equal to or longer than the wearer's head circumference when fixing both ends of the upper side belt-shaped member 4 by crossing each other.
- the upper garment and the lower garment are separated from each other, as compared to the tethered type protective garment, which requires a complicated wearing sequence and is troublesome to wear.
- the hood is combined and the upper garment has a length corresponding to the vicinity of the buttocks of the wearer, can overlap the lower garment, and can prevent dust generation from the human body. ..
- the term "around the buttocks" as used herein means a range of 10 cm in the vertical direction centering on the buttocks, that is, the most protruding part of the buttocks.
- the elastic material 12 it is preferable to install the elastic material 12 on the side hem of the upper garment 1 to prevent the hem of the upper garment from rising up and protruding from the lower garment when the arm is raised.
- the elastic material 12 a flat rubber, a rib knitted fabric, or the like can be used, but it is more preferable to use elastic rubber because of its cost and easy handling.
- a lower garment 10 that can cover from the waist to the ankle as shown in FIG. 7 can be exemplified.
- this lower garment 10 as shown in FIG. 8, since the elastic material 13 (elastic rubber etc.) is inserted in the waist, it can be fixed to the waist simply by passing both legs through the lower garment and pulling it up.
- the elastic material 13 elastic rubber etc.
- Extendable rubber inserted into the waist needs to be 0.7 to 0.9 times the body waist size. If the length is less than 0.7 times the body waist size, it is difficult to pass the buttocks and the waist is too tight to be worn for a long time. On the other hand, if it is larger than 0.9 times the body waist size, it may slide down during wearing, which is not preferable. Within the above range, the waist part is slightly caught on the buttocks when passing through the buttocks, but after passing, the waist can be fitted.
- the packaging bag there is no particular limitation on the packaging bag, and it is preferable that it is a bag through which sterilizing gas can pass. Further, it is preferable that the packaging bag is provided with an opening so that smooth wearing can be promoted.
- the form of the opening is not particularly limited, but it is preferable to provide the notch 19 for opening on the side surface of the bag from the viewpoint of convenience in manufacturing and appearance, and it is easy to understand that the opening is the opening.
- the protective clothing of the present invention enclosed in a packaging bag is preferably finished by sterilization.
- the sterilization process mentioned here is a process of killing bacteria and viruses, and ordinary techniques can be used. Specifically, it is possible to adopt a method of killing bacteria and viruses by irradiating with high energy rays such as ultraviolet rays, electron rays and gamma rays, or by exposing to ethylene oxide gas. Among these, in the case of using a material that has been subjected to electret processing for protective clothing, it is preferable to perform sterilization processing with ethylene oxide gas in order to maintain the performance of electret processing even after sterilization processing.
- the protective garment of the present invention can be used in a clean room by the above sterilization process.
- the material used for the protective garment of the present invention may basically be a non-woven fabric having the above-mentioned breathability, and examples thereof include a non-woven fabric single layer and a laminate using the non-woven fabric. ..
- the laminate a three-layer laminate having an SMS structure (spunbond nonwoven fabric / meltblown nonwoven fabric / spunbond nonwoven fabric) or an SFS structure (spunbond nonwoven fabric / film / spunbond nonwoven fabric), SF structure (spunbond nonwoven fabric / film) Is well known.
- the SMS structure and the SFS structure since a functional material can be used for the middle layer, and the spunbonded nonwoven fabric of the front and back layers can serve as a protective layer from the outside, and can give texture and softness, This is one of the preferred forms.
- the SF structure is preferable because it has a two-layer structure and thus has excellent fabric flexibility and does not allow air and moisture to permeate.
- the body of the protective suit (the upper garment 1, the lower garment 10, and the highly permeable nonwoven fabric part of the hood 2) has an SMS structure with an air permeability of 20 cm 3 / cm 2 / sec or more and 150 cm 3 / cm 2 / sec or less. It is preferable to use the non-woven fabric. Further, for the low-ventilation nonwoven fabric portion of the hood 2, it is preferable to select an SF-structured nonwoven fabric having an air permeability of 0 cm 3 / cm 2 / sec or more and 19 cm 3 / cm 2 / sec or less.
- the average fiber diameter of the fibers constituting the spunbonded nonwoven fabric is preferably 18 ⁇ m or more and 30 ⁇ m or less.
- the average fiber diameter is 18 ⁇ m or more, the spunbonded nonwoven fabric has excellent air permeability, and as a result, good air permeability of the protective clothing fabric can be obtained.
- the average fiber diameter is 30 ⁇ m or less, a spunbonded nonwoven fabric having a soft texture can be obtained.
- the thinning of the average fiber diameter of the fibers constituting the spunbonded non-woven fabric is, for example, when producing the fibers constituting the spunbonded non-woven fabric, the discharge amount of the resin is small, the discharge speed is fast, and the stretching of the fiber is large. It becomes possible by doing.
- melt blown nonwoven fabric Synthetic fibers and natural fibers are exemplified as the fibers constituting the melt blown nonwoven fabric used for the fabric for protective clothing, but synthetic fibers are preferable from the viewpoint that the fiber diameter can be arbitrarily set.
- Meltblown nonwoven fabric can be obtained by the meltblown method.
- the melt-blowing method is generally a method in which a thermoplastic polymer extruded from a spinneret is blown with hot air to be thinned into fibers and a web is formed by utilizing the self-bonding property of the fibers.
- the spinning conditions in the meltblowing method include polymer discharge amount, nozzle temperature, air pressure, etc. By optimizing these spinning conditions, a nonwoven fabric having a desired fiber diameter can be obtained.
- the melt blown non-woven fabric preferably contains a polyolefin resin as a main component.
- a melt-blown non-woven fabric containing a polyolefin resin as a main component, the productivity and the texture of the protective clothing fabric are improved.
- polypropylene is more preferable because the dust collection performance of the protective clothing material is easily improved by electret processing.
- the fact that the meltblown nonwoven fabric contains a polyolefin resin as a main component means that the meltblown nonwoven fabric contains 80% by mass or more of the polyolefin resin with respect to the entire meltblown nonwoven fabric as described above.
- the melt blown nonwoven fabric preferably contains a polyolefin resin in an amount of 90% by mass or more with respect to the entire melt blown nonwoven fabric, and more preferably the melt blown nonwoven fabric is made of only a polyolefin resin.
- the average fiber diameter of the fibers constituting the meltblown nonwoven fabric is preferably 3 ⁇ m or more and 8 ⁇ m or less.
- the average fiber diameter is 8 ⁇ m or less, the dust collection efficiency of the meltblown nonwoven fabric becomes good, and as a result, the dust collection efficiency of the protective clothing material becomes good.
- the average fiber diameter is 3 ⁇ m or more, the breathability of the melt-blown nonwoven fabric and the discharge of residual gas during sterilization are more excellent, and as a result, the breathability of the cloth for protective clothing and the discharge of residual gas are improved. Will be better.
- the average fiber diameter of the fibers constituting the meltblown nonwoven fabric can be adjusted by ordinary techniques. Specifically, when producing fibers for use in a meltblown nonwoven fabric, the amount of resin discharged is small, the discharge speed is fast, and the degree of stretching of the fibers is large, so that the fibers can be thinned.
- the thickness of the meltblown nonwoven fabric is preferably 100 ⁇ m or more and 200 ⁇ m or less.
- the thickness of the melt-blown nonwoven fabric is 200 ⁇ m or less, it becomes possible for the fabric for protective clothing to have good air permeability and discharge of residual gas.
- the thickness of the meltblown nonwoven fabric is 100 ⁇ m or more, the dustblown efficiency of the meltblown nonwoven fabric is good, and as a result, the dustblown efficiency of the cloth for protective clothing is good.
- the film As the film used for the cloth for protective clothing, various films obtained by ordinary techniques can be used, but among them, a film having moisture permeability and waterproof property is preferable.
- the film means a film obtained from a resin extruded in two dimensions.
- the film having moisture permeability and waterproof property for example, a fine porous film obtained by filling and dispersing an inorganic filler in a resin, and stretching, a certain solvent, a soluble resin and an insoluble resin are mixed, There is a microporous film obtained by eluting only the soluble portion with a solvent.
- a method of laminating spunbonded non-woven fabric, a melt blown non-woven fabric, a film or the like which constitutes the fabric for protective clothing can be a method that does not impair the performance of the present invention, but due to excessive heat, the spun bond non-woven fabric or the melt blown non-woven fabric is in a desired state.
- ultrasonic bonding heat bonding using a hot embossing roll having a pattern height of 1 mm or more, and bonding with an adhesive can be used.
- the laminating process with an adhesive is preferable.
- a part or the whole of the layer structure of the protective clothing fabric is preferably an electret nonwoven fabric, and more preferably the meltblown nonwoven fabric is an electret meltblown nonwoven fabric.
- the dust collection performance is improved while ensuring a high air permeability of the protective clothing material.
- the layer structure of the fabric for protective clothing as an electret nonwoven fabric, it becomes possible to suppress the occurrence of lint such as short fibers and foreign substances contained in the fabric when used as the fabric for protective clothing. ..
- Various known methods can be used for electretization, for example, it is possible to electretize by corona discharge or water flow. Then, a part of the material of the layer constitution may be electretized and then laminated by the above-mentioned laminating method, or all the materials of the layer constitution may be laminated and then electretized.
- Collection efficiency 10 samples for measurement were collected, and each sample was measured by a collection performance measuring device.
- a dust storage box is connected to the upstream side of a sample holder for setting a measurement sample, and a flow meter, a flow rate adjusting valve, and a blower are connected to the downstream side.
- a particle counter is used as the sample holder, and the number of dust particles on the upstream side and the number of dust particles on the downstream side of the measurement sample can be measured through the switching cock.
- a pressure gauge is provided in the sample holder to read the static pressure difference between the sample upstream and downstream.
- a polystyrene standard latex powder with a diameter of 0.3 ⁇ m (Nacalai Tech's 0.309U polystyrene 10 mass% solution diluted 200 times with distilled water) was filled in the dust storage box, and the sample was placed in the sample holder. And adjust the air volume with a flow rate adjustment valve so that the filter passing speed is 3 m / min, and the dust concentration is 10,000 to 40,000 / 2.83 ⁇ 10 ⁇ 4 m 3 (0.01 ft 3 ).
- a hot-melt adhesive machine sprays a hot-melt adhesive heated to 150 ° C. and melted onto the first surface of one spunbonded non-woven fabric from a T-die so that the applied amount is 2 g / m 2. It was applied in a striped pattern. Then, a film was attached to the first surface of the spunbonded nonwoven fabric coated with the hot melt adhesive to obtain an SF nonwoven fabric. The air flow rate of this SF nonwoven fabric was 0.05 cm 3 / cm 2 / sec.
- the upper and lower garments of protective clothing were cut using the SMS non-woven fabric and joined together with an overlock sewing machine.
- a hood was attached to the upper garment to have the shape shown in FIGS.
- the lower garment had the shape shown in FIGS.
- the upper side of the opening is sewn with a string-like locking member which is 2 cm wide and 130 cm long and which constitutes the upper side belt-shaped member 4 made of SF non-woven fabric.
- a 50 cm-long string-shaped locking tool that constitutes the left and right side strip members 5 made of SF non-woven fabric was sewn on.
- the upper end of the string-like locking device that constitutes the lateral band-shaped member 5 is placed on the string-shaped locking device that constitutes the upper side belt-shaped member 4, and is integrated up to the end portion.
- the locking tool was tied and fixed.
- Example 2 The SMS nonwoven fabric used in Example 1 was used to cut an upper garment and a lower garment of protective clothing, and ultrasonically welded them. A hood is attached to the jacket. The configuration of the hood was the same as that described in Example 1 except for the following points. That is, the upper side of the opening is sewn with a string-like locking tool made of SF non-woven fabric having a width of 2 cm and a length of 60 cm, and the right and left sides of the opening are also provided with a width of 2 cm and a length of 50 cm. A string-like locking device made of SF non-woven fabric was sewn on.
- a flat rubber having a width of 1 cm and a length of 10 cm, which constitutes the elastic material 12, is sewn on the side hem of the jacket 1. Further, a flat rubber having a width of 1 cm and a length of [waist dimension-5 cm] was inserted as the elastic material 13 in the waist of the lower garment 10.
- the hem of the upper garment 1 was folded with the hem folded back by 10 cm, and the waist of the lower garment 10 was folded back at 15 cm, put into respective packaging bags, subjected to electret processing, and further subjected to sterilization processing with ethylene oxide gas.
- Example 3 In the same manner as in Example 1, a spunbonded non-woven fabric was used as the two front and back non-woven fabrics, and a melt blown non-woven fabric was sandwiched therebetween to obtain an SMS non-woven fabric.
- the hot melt adhesive which was heated to 150 ° C. and melted was applied to the film side of the SF nonwoven fabric of Example 1 in a spray form from a T die so that the application amount was 2 g / m 2 . After that, another spunbonded nonwoven fabric was attached to the film surface coated with the hot melt adhesive to obtain an SFS nonwoven fabric.
- the upper and lower garments of the protective suit were cut using the above SMS non-woven fabric, joined with a lockstitch sewing machine, and the hood was joined to the upper garment.
- the configuration of the hood was the same as that described in Example 1 except for the following points. That is, fasteners were sewn on the front center of the lower part of the hood and the front center of the upper garment so that they could be opened and closed to be released. When the fastener was closed, an opening with a width of 14 cm and a length of 10 cm was formed in the front center of the hood.
- Example 1 the place where the SF non-woven fabric was adopted in Example 1 was replaced with the SFS non-woven fabric, and the upper side of the opening was sewn with a string-like locking tool made of the SFS non-woven fabric having a width of 2 cm and a length of 130 cm.
- a string-like locking tool having a width of 2 cm and a length of 50 cm was sewn on each of the left and right sides of the part.
- the upper end of the string-like locking device on the upper side was placed on the upper part of the string-like locking device and sewn up to the end to be integrated, and when worn, the left and right strings were tied and fixed by the back of the head.
- the upper garment 1 was folded with the hem folded back by 5 cm, and the waist of the lower garment 10 was folded back by 10 cm, put into respective packaging bags, subjected to electret processing, and further subjected to sterilization processing with ethylene oxide gas.
- the upper and lower garments were taken out from their respective packaging bags, and the feeling of wearing when wearing and working was evaluated against the evaluation criteria in Table 1.
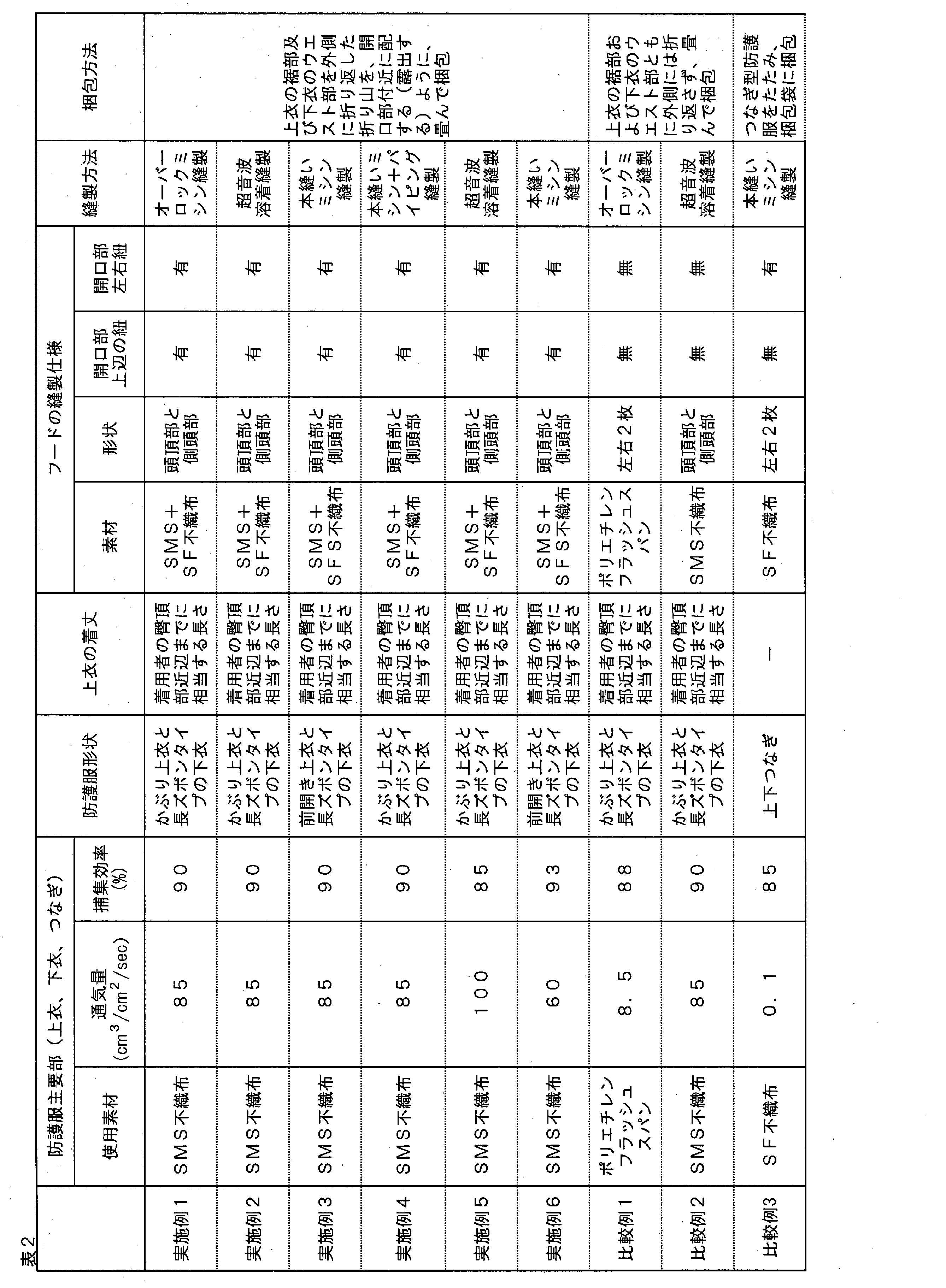
- the results are shown in Table 3, and the physical properties and constitution of the protective suit are shown in Table 2.
- the upper garment was taken out of the packaging bag, the hood of the upper garment was first put on and the arms were passed through, and then the front-opening fastener was pulled up to the central opening in front of the hood and worn. Then, the lower garment was taken out from the packaging bag and worn.
- Example 4 When sewing the upper and lower garments of the protective suit, the protective suit was sewn, packaged and evaluated in the same manner as in Example 1 except that the ends of the cloth were sewn together with a lock stitch sewing machine so as to cover the ends of the fabric.
- Example 5 Using 2 sheets of spunbonded non-woven fabric, a hot-melt adhesive machine was used to heat and melt the hot melt adhesive at 150 ° C to the first side of 1 sheet of spunbonded non-woven fabric at an application amount of 1.5 g / It was applied in a spray form from a T-die so as to be m 2 . Then, the melt blown nonwoven fabric was bonded to the first surface of the spunbonded nonwoven fabric coated with the hot melt adhesive. Further, the hot-melt adhesive heated to 150 ° C. and melted was sprayed from the T-die onto the melt-blown non-woven fabric side of the obtained spunbonded non-woven fabric / melt-blown non-woven fabric so that the coating amount was 1.5 g / m 2. Applied.
- Example 6 Using 2 sheets of spunbonded non-woven fabric, a hot melt adhesive machine was used to heat and melt the hot-melt adhesive at 150 ° C to the first surface of 1 sheet of spunbonded non-woven fabric at a coating amount of 2.5 g / It was applied in a spray form from a T-die so as to be m 2 . Then, the melt blown nonwoven fabric was bonded to the first surface of the spunbonded nonwoven fabric coated with the hot melt adhesive. Further, the hot-melt adhesive which was heated to 150 ° C. and melted was sprayed from the T-die onto the melt-blown non-woven fabric side of the obtained spunbonded non-woven fabric / melt-blown non-woven fabric so that the coating amount was 2.5 g / m 2.
- the hot melt adhesive which was heated to 150 ° C. and melted was applied to the film side of the SF nonwoven fabric of Example 1 in a spray form from a T die so that the application amount was 2 g / m 2 . After that, another spunbonded nonwoven fabric was attached to the film surface coated with the hot melt adhesive to obtain an SFS nonwoven fabric.
- a hooded upper garment and a lower garment were sewn with an overlock sewing machine to obtain a protective suit.
- the hood had a bilaterally symmetrical shape as shown in FIG. 6 and was obtained by joining two left and right sheets.
- a flat rubber having a width of 1 cm and a length of 60 cm was inserted into the waist of the lower garment.
- This protective garment was folded without folding the hem of the upper garment and the waist of the lower garment was not folded, placed in respective packaging bags, subjected to electret processing, and further subjected to sterilization processing with ethylene oxide gas.
- Example 2 Using the SMS nonwoven fabric obtained in Example 1, a protective garment was sewn in the same manner as in Example 1 except that the following points were changed.
- the hood had a shape in which the parietal region and the temporal region were sewn in the same manner as in Example 1, and an opening with a width of 15 cm and a length of 11 cm was provided in the center, but all were sewn with SMS non-woven fabric, and a locking device. Finished without attaching. Further, sewing was performed by ultrasonic welding.
- This protective garment was folded without folding the hem of the upper garment and the waist of the lower garment was not folded, placed in respective packaging bags, subjected to electret processing, and further subjected to sterilization processing with ethylene oxide gas.
- Example 3 The SF non-woven fabric obtained in Example 1 was used to sew upper and lower joint-type protective clothing.
- the tie type is a shape in which the hood, front body, back body, sleeves, and pants are integrated, and the front body can be opened and closed by sewing fasteners.
- the hood had a bilaterally symmetrical shape as shown in FIG. 6, two pieces were joined to each other on the left and right sides, and a string-like locking tool having a width of 2 cm and a length of 60 cm was sewn to the left and right of the opening with the same SF nonwoven fabric as the body.
- This protective suit was folded, put in a packaging bag, subjected to electret processing, and further subjected to sterilization processing with ethylene oxide gas.
- the protective clothing top and bottom was taken out from each packaging bag and the wearing time was measured. Although the time required for clothing was increased by the number of steps increased by 2 steps, such as opening the fastener on the front body of the body and then wearing the fastener, and then closing the fastener, the pseudo-pollutant was hardly attached.
- the evaluation results are shown in Table 4.
- the same wearing test as the above protective clothing was conducted.
- the evaluation results are shown in Table 4.
- the number of wearing procedures was the same as in Reference Example 1, but adhesion of pseudo contaminants was observed on the upper garment hem, lower garment waist, lower garment hem, and lower garment buttocks. It was difficult to wear without touching the outer side when wearing it, such as when the upper and lower garments contacted the outer side of the protective clothing when opened, and there were many contact points on the outer side. Also, wearing clothes was long.
- Adhesion was observed at the top of the hood, near the center in front of the tie, and around the collar of the tie. It is probable that he had to touch these parts because he put on the hood to adjust the wearing condition and put the hood in the joint. In addition, it takes time to find a place that does not adhere to the outside when the bag is opened, and the legs contact the floor surface even when it is worn, and the hood is put in the protective clothing, so the wearing time becomes long. As a result, there were many contact points to the outside.
- the protective clothing of the present invention has excellent wearing comfort and suppresses the generation of dew condensation, so that it is preferably worn in a sealed space such as a clean room.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Mechanical Engineering (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Details Of Garments (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
Abstract
Description
(1) 通気量20cm3/cm2/sec以上150cm3/cm2/sec以下の不織布と通気量0cm3/cm2/sec以上19cm3/cm2/sec以下の不織布とから構成されているフードが結合された防護服であって、該フードは、着用者の顔中心の位置に開口部を有し、該開口部の上辺と開口部左右辺の下部とに帯状部材を有し、該2本の帯状部材が左右側頭部で夫々結合されている、または、結合可能に構成されていることを特徴とする防護服。
(2) 前記開口部は、フードの前中心に幅13cmから16cm、長さ9cmから13cmの大きさで形成され、前記通気量0cm3/cm2/sec以上19cm3/cm2/sec以下の不織布が、該開口部の周囲の少なくとも一部に配置されている、前記(1)に記載の防護服。
(3) 着用者の臀頂部近辺までに相当する着丈の上衣を含み、該上衣に前記フードが結合されている、前記(1)または(2)に記載の防護服。
(4) 前記上衣の裾を外側に折り返して形成された折り山が表面に配されるようたたまれて梱包袋内に包装されている、前記(3)または(4)に記載の防護服。
(5) ウエスト部から踝までを覆うことができる下衣を含む、前記(3)または(4)に記載の防護服。
(6) 前記下衣のウエスト部に寸法調整治具が設けられている、前記(5)に記載の防護服。
(7) 前記下衣のウエスト部を外側に折り返して形成された折り山が表面に配されるようたたまれて梱包袋内に包装されている、前記(5)または(6)に記載の防護服。
(8) 前記梱包袋を開けたときに前記上衣の折り山および/または前記下衣の折り山が露出するように梱包されている、前記(4)または(7)に記載の防護服。
(9) 滅菌加工が施されている、前記(1)~(8)のいずれかに記載の防護服。
(10) クリーンルームで使用されるものである、前記(1)~(9)のいずれかに記載の防護服。
(11) 使い捨てである、前記(1)~(10)のいずれかに記載の防護服。
防護服用生地に使用するスパンボンド不織布を構成する繊維としては、合成繊維や天然繊維が例示されるが、繊維径を任意に設定できる点から、合成繊維が好ましい。
防護服用生地に使用するメルトブロー不織布を構成する繊維としては、合成繊維や天然繊維が例示されるが、繊維径を任意に設定できる点から、合成繊維が好ましい。
防護服用生地に使用するフィルムとしては通常の技術で得られる様々なフィルムを使用可能だが、この中でも透湿防水性を有するフィルムであることが好ましい。ここでフィルムとは、二次元上に押し出された樹脂から得られる膜のことを意味する。透湿防水性を有するフィルムとしては、例えば無機フィラーを樹脂中に充填、分散し、延伸することで得られる微多孔フィルムや、ある溶媒に対し、可溶性の樹脂と不溶性の樹脂を混合し、前記溶媒で可溶性部分のみを溶出し得られる微多孔フィルムなどがある。
防護服用生地を構成するスパンボンド不織布、メルトブロー不織布、フィルムなどを積層する方法は、本発明の性能を損なわない方法を取り得るが、過度の熱により、スパンボンド不織布やメルトブロー不織布が所望の状態を超えて溶融または融着すること防ぐため、超音波接着加工や、柄高さが1mm以上の熱エンボスロールを用いた熱接着加工、および接着剤による貼り合わせ加工を用いることができる。この中でも特に、スパンボンド不織布、メルトブロー不織布、フィルムがそれぞれ接着する領域を均一に接着させるために、接着剤による貼り合せ加工が好ましい。
防護服用生地は、その層構成の一部、または全体が、エレクトレット化されたエレクトレット不織布であることが好ましく、より好ましくはメルトブロー不織布がエレクトレットメルトブロー不織布であることが好ましい。防護服用生地の層構成の一部または全体をエレクトレット不織布とすることで、防護服用生地の高い通気度を確保しつつ粉塵捕集性能が向上する。また、防護服用生地の層構成の一部、または全体をエレクトレット不織布とすることで、防護服用生地とした際に生地に含まれる短繊維や異物などのリントの発生を抑制することが可能となる。
(1)通気量
JIS L 1913:2010 6.8.1 フラジール形法に基づき、15cm×15cmの大きさの試験片を通過する空気量をN=3で測定し、その平均値を通気性とした。
10カ所測定用サンプルを採取し、それぞれの試料について、捕集性能測定装置で測定した。この捕集性能測定装置においては、測定サンプルをセットするサンプルホルダーの上流側にダスト収納箱を連結し、下流側に流量計、流量調整バルブ、ブロワを連結して構成する。また、サンプルホルダーにパーティクルカウンターを使用し、切り替えコックを介して、測定サンプルの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができるように構成する。さらに、サンプルホルダーには圧力計を設け、サンプル上流、下流の静圧差を読みとる。
(3)着用感
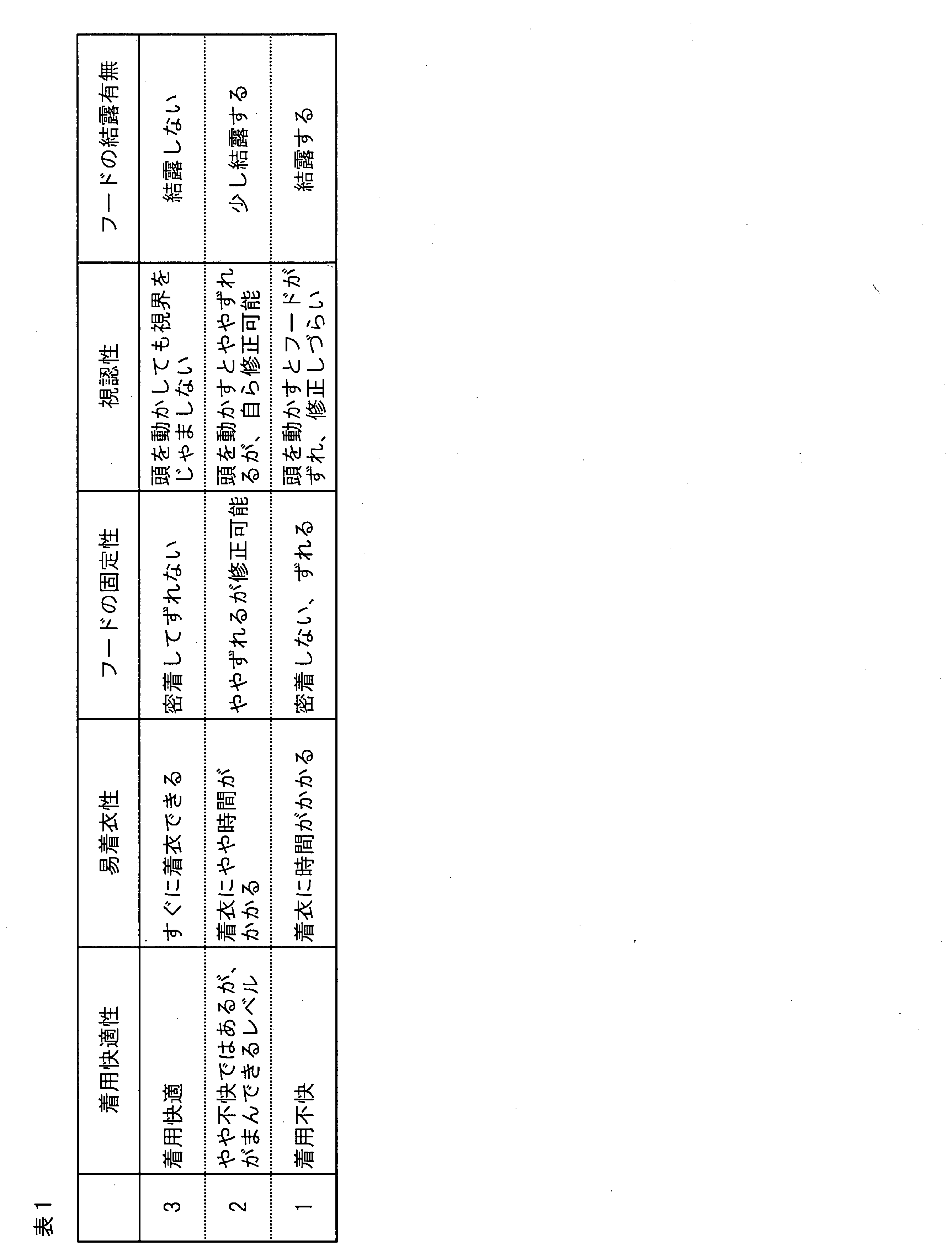
モニターに防護服を着用させ、その上にゴーグルとマスクを装着して、25℃×40%RHの環境下で20分作業した時の着用快適性、易着衣性、フードの固定性、視認性、およびフードにおける結露有無について官能評価を実施した。その評価基準を表1に示す。5名のモニターそれぞれによって付与された点数の平均を算出し、四捨五入した値を採用した。
(1)着衣手順数
(2)着衣時間
(3)外側への接触性
(1)(2)(3)を同時に評価する。
スパンボンド不織布2枚を使用し、ホットメルト接着機にて、150℃に加温し溶融させたホットメルト接着剤を、1枚のスパンボンド不織布の第1の面に塗布量が2g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したスパンボンド不織布の第1の面にメルトブロー不織布を貼り合わせた。さらに、150℃に加温し溶融させたホットメルト接着剤を、得られたスパンボンド不織布/メルトブロー不織布のメルトブロー不織布側に、塗布量が2g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したメルトブロー不織布の面にもう1枚のスパンボンド不織布を貼り合わせた。得られたスパンボンド不織布/メルトブロー不織布/スパンボンド不織布の3層積層品を巻取り、SMS不織布を得た。このSMS不織布の通気量は85cm3/cm2/secであった。
実施例1で使用したSMS不織布を用いて防護服の上衣、下衣を裁断して超音波にて溶着縫製した。上衣にはフードを結合した。フードの構成は、次の点以外は実施例1に記載したものと同じとした。すなわち、開口部の上辺には、2cm幅×60cm長さの、SF不織布で作った紐状係止具を縫い付け、開口部の左右それぞれの側辺にも、2cm幅×50cm長さの、SF不織布で作った紐状係止具を縫い付けた。さらに上辺の紐状係止具の上に側辺の紐状係止具の上端をのせ端部まで一体化し、端部には両面テープを付け、着用の際は端部の両面テープをフード後面中央部に接着させて固定した。上衣1の脇裾には伸縮素材12を構成する1cm幅10cm長さの平ゴムを縫い付けた。また、下衣10のウエストには、伸縮素材13として、[ウエスト寸法-5cm]長さの1cm幅の平ゴムを挿入した。上衣1の裾を10cm折り返した状態でたたみ、また、下衣10のウエストを15cmで折り返して、それぞれ梱包袋に入れ、各々エレクトレット加工を施し、さらに酸化エチレンガスによる滅菌加工を施した。
実施例1と同様に、表裏2枚の不織布としてスパンボンド不織布を使用し、その間にメルトブロー不織布をはさんで接着したSMS不織布を得た。
防護服の上衣、下衣を縫製するにあたり、生地端をパイピングテープでカバーするように本縫いミシンで接ぎ合わせた以外は実施例1と同様に防護服を縫製、梱包し、評価した。
スパンボンド不織布2枚を使用し、ホットメルト接着機にて、150℃に加温し溶融させたホットメルト接着剤を、1枚のスパンボンド不織布の第1の面に塗布量が1.5g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したスパンボンド不織布の第1の面にメルトブロー不織布を貼り合わせた。さらに、150℃に加温し溶融させたホットメルト接着剤を、得られたスパンボンド不織布/メルトブロー不織布のメルトブロー不織布側に、塗布量が1.5g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したメルトブロー不織布の面にもう1枚のスパンボンド不織布を貼り合わせた。得られたスパンボンド不織布/メルトブロー不織布/スパンボンド不織布の3層積層品を巻取り、SMS不織布を得た。このSMS不織布の通気量は100cm3/cm2/secであった。
スパンボンド不織布2枚を使用し、ホットメルト接着機にて、150℃に加温し溶融させたホットメルト接着剤を、1枚のスパンボンド不織布の第1の面に塗布量が2.5g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したスパンボンド不織布の第1の面にメルトブロー不織布を貼り合わせた。さらに、150℃に加温し溶融させたホットメルト接着剤を、得られたスパンボンド不織布/メルトブロー不織布のメルトブロー不織布側に、塗布量が2.5g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したメルトブロー不織布の面にもう1枚のスパンボンド不織布を貼り合わせた。得られたスパンボンド不織布/メルトブロー不織布/スパンボンド不織布の3層積層品を巻取り、SMS不織布を得た。このSMS不織布の通気量は60cm3/cm2/secであった。
ポリエチレン製フラッシュスパン不織布1層の素材を使用し、フード付き上衣および下衣をオーバーロックミシンで縫製し、防護服を得た。フードは、図6に示すような左右対称な形状とし、左右2枚を接ぎ合わせて得た。下衣のウエストには1cm幅×60cm長さの平ゴムを挿入した。この防護服を、上衣の裾は折り返さないでたたみ、下衣のウエスト部も折り返さないでたたみ、各々梱包袋に入れ、エレクトレット加工を施し、さらに酸化エチレンガスによる滅菌加工を施した。
実施例1で得たSMS不織布を使い、以下の点を変更した以外は、実施例1と同じように防護服を縫製した。フードは、実施例1と同様に頭頂部と側頭部を縫合した形状とし、中央には幅15cm×長さ11cmの開口部を設けたが、全てSMS不織布で縫製し、また、係止具を付けずに仕上げた。さらに、縫製は超音波溶着により行った。この防護服を、上衣の裾は折り返さないでたたみ、下衣のウエスト部も折り返さないでたたみ、各々梱包袋に入れ、エレクトレット加工を施し、さらに酸化エチレンガスによる滅菌加工を施した。
実施例1で得たSF不織布で上下つなぎ型の防護服を縫製した。つなぎ型とは、フード、前身頃、後身頃、袖、ズボンが一体化した形状で、前身頃はファスナーを縫着して開閉できる形をいう。フードは、図6に示す左右対称な形状とし、左右2枚を接ぎ合わせ、開口部の左右には身頃と同じSF不織布で2cm幅×60cm長さの紐状係止具を縫い付けた。この防護服をたたみ、梱包袋に入れ、エレクトレット加工を施し、さらに酸化エチレンガスによる滅菌加工を施した。

スパンボンド不織布2枚を使用し、ホットメルト接着機にて、150℃に加温し溶融させたホットメルト接着剤を、1枚のスパンボンド不織布の第1の面に塗布量が2g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したスパンボンド不織布の第1の面にメルトブロー不織布を貼り合わせた。さらに、150℃に加温し溶融させたホットメルト接着剤を、得られたスパンボンド不織布/メルトブロー不織布のメルトブロー不織布側に、塗布量が2g/m2となるようTダイからスプレー状に塗布した。その後、ホットメルト接着剤を塗布したメルトブロー不織布の面にもう1枚のスパンボンド不織布を貼り合わせた。得られたスパンボンド不織布/メルトブロー不織布/スパンボンド不織布の3層積層品を巻取り、SMS不織布を得た。
(上1)前身頃を上にしてシワのないよう広げる。
(上2)裾を表側に折り返す。
(上3)左右袖を内側に折りたたむ。
(上4)フードを内側にたたむ。
(上5)前記(上2)の折り山を、フードを畳んだ折り山の上に重なるように折りたたむ。後身頃の折り返し部分が一番上になるように、なおかつ折り山が梱包袋の取り出し口の側になるように梱包袋11に挿入する。
(下1)後身頃を上にしてシワのないよう広げる。
(下2)ウエストを表側に折り返す。
(下3)左右脇線を内側に折りたたむ。
(下4)足先から上に折りたたんでいく。
(下5)前記(下2)の折り山が梱包袋の取り出し口側になるように梱包袋18に挿入する。
参考例1で用いたのと同じSMS不織布を使用し、以下の点を変更した以外は参考例1と同様にして防護服を得て梱包した。すなわち、上衣の裾の折り返しを18cmに変更した。下衣については、ウエストに1cm幅の平ゴムを60cm長さに切り挿入し、また、ウエストを10cm折り返して梱包した。
参考例1で得られたSMS不織布を用い、前開きの上衣と下衣からなる防護服を縫製した。上衣は前中心を解放できる形とし、ファスナーを縫着して開閉できるようにした。裾には参考例1と同様、脇裾に裾ゴムを縫い付けた。上衣の前ファスナーを閉じた状態で裾を防護服上衣:8cmcm、防護服下衣:15cm折り返して梱包する以外は参考例1と同様に準備した。
ポリエチレン製フラッシュスパン不織布1層の素材を使用し、フード付きヤッケ型上衣、下衣を本縫いミシンで縫製した。下衣のウエストには1cm幅×60cmの平ゴムを挿入した。この防護服に関して、上衣の裾を折り返さないでたたみ、また下衣もウエスト部を折り返さないでたたみ、各々梱包袋に入れ、滅菌加工を施した。
参考例1で得たSMS不織布を使い、上下つなぎ型の防護服を縫製し、上記防護服と同様の着用試験をした。評価結果を表4に記載した。
参考例1で得たSMS不織布で上下つなぎ型防護服を縫製した。ただし、フードは単体の別フードを使用し、防護服自体はフードの付いていないつなぎ型として梱包袋に入れ滅菌加工を施した。着用順としては、まずフードを頭にかぶせて紐で固定する。次に防護服を着用して、フードが外に出ないように全て防護服の中に入れる。上記防護服と同様の着用試験をした。評価結果を表4に記載した。

2:フード
3:開口部
4:上辺帯状部材
5:左右側辺帯状部材
6:低通気不織布
7:高通気不織布
8:頭頂部に対応する部分を構成する布帛(頭頂部)
9:側頭部に対応する部分を構成する布帛(フード側面)
10:防護服の下衣
11:寸法調整治具
12:上衣の脇裾の伸縮素材
13:下衣のウエストの伸縮素材
14:上衣の裾端
15:上衣の折り返し分量
16:下衣の折り返し分量
17:下衣のウエスト端
18:梱包袋
19:切り欠き
A:頬弓幅
B:眉間・オトガイ距離
C:上辺帯状部材と左右側辺帯状部材の結合部位
Claims (11)
- 通気量20cm3/cm2/sec以上150cm3/cm2/sec以下の不織布と通気量0cm3/cm2/sec以上19cm3/cm2/sec以下の不織布とから構成されているフードが結合された防護服であって、該フードは、着用者の顔中心の位置に開口部を有し、該開口部の上辺と開口部左右辺の下部とに帯状部材を有し、該2本の帯状部材が左右側頭部で夫々結合されている、または、結合可能に構成されていることを特徴とする防護服。
- 前記開口部は、フードの前中心に幅13cmから16cm、長さ9cmから13cmの大きさで形成され、前記通気量0cm3/cm2/sec以上19cm3/cm2/sec以下の不織布が、該開口部の周囲の少なくとも一部に配置されている、請求項1に記載の防護服。
- 着用者の臀頂部近辺までに相当する着丈の上衣を含み、該上衣に前記フードが結合されている、請求項1または2に記載の防護服。
- 前記上衣の裾を外側に折り返して形成された折り山が表面に配されるようたたまれて梱包袋内に包装されている、請求項3または4に記載の防護服。
- ウエスト部から踝までを覆うことができる下衣を含む、請求項3または4に記載の防護服。
- 前記下衣のウエスト部に寸法調整治具が設けられている、請求項5に記載の防護服。
- 前記下衣のウエスト部を外側に折り返して形成された折り山が表面に配されるようたたまれて梱包袋内に包装されている、請求項5または6に記載の防護服。
- 前記梱包袋を開けたときに前記上衣の折り山および/または前記下衣の折り山が露出するように梱包されている、請求項4または7に記載の防護服。
- 滅菌加工が施されている、請求項1~8のいずれかに記載の防護服。
- クリーンルームで使用されるものである、請求項1~9のいずれかに記載の防護服。
- 使い捨てである、請求項1~10のいずれかに記載の防護服。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019568785A JP7424056B2 (ja) | 2018-11-20 | 2019-11-07 | 防護服 |
| KR1020217008416A KR20210092193A (ko) | 2018-11-20 | 2019-11-07 | 방호복 |
| EP19887292.1A EP3884804A4 (en) | 2018-11-20 | 2019-11-07 | PROTECTIVE CLOTHING |
| CN201980075523.3A CN113038851B (zh) | 2018-11-20 | 2019-11-07 | 防护服 |
| US17/289,836 US20210401098A1 (en) | 2018-11-20 | 2019-11-07 | Protective clothing |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-217377 | 2018-11-20 | ||
| JP2018217377 | 2018-11-20 | ||
| JP2018-217378 | 2018-11-20 | ||
| JP2018217378 | 2018-11-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020105443A1 true WO2020105443A1 (ja) | 2020-05-28 |
Family
ID=70774476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/043611 Ceased WO2020105443A1 (ja) | 2018-11-20 | 2019-11-07 | 防護服 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210401098A1 (ja) |
| EP (1) | EP3884804A4 (ja) |
| JP (1) | JP7424056B2 (ja) |
| KR (1) | KR20210092193A (ja) |
| CN (1) | CN113038851B (ja) |
| TW (1) | TW202027634A (ja) |
| WO (1) | WO2020105443A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022092340A (ja) * | 2020-12-10 | 2022-06-22 | 国立大学法人お茶の水女子大学 | 防災服及び防災服の製造方法 |
| US20230263244A1 (en) * | 2020-07-13 | 2023-08-24 | Mat Product & Technology, Sl | Ventilated cooling and protective garment with facial shield |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12514308B2 (en) * | 2021-12-14 | 2026-01-06 | David W. Mittig | Disposable pants-protecting painter's chaps |
| KR102724561B1 (ko) * | 2022-04-04 | 2024-10-31 | 경희대학교 산학협력단 | 의료용 전동식 공기정화 호흡기를 위한 후드와 필터, 및 이를 포함하는 의료용 보호복 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5317444B2 (ja) | 1973-02-05 | 1978-06-08 | ||
| JPH10155924A (ja) | 1996-12-02 | 1998-06-16 | Goorudouin:Kk | 防塵フード |
| JP2001032120A (ja) * | 1999-07-12 | 2001-02-06 | Uni Charm Corp | 使い捨て着用物品 |
| JP2004044025A (ja) * | 2002-07-12 | 2004-02-12 | Shimano Inc | 釣用フード |
| JP2005290596A (ja) * | 2004-03-31 | 2005-10-20 | Mizuno Corp | ジャガード編地及び衣類 |
| JP2011117093A (ja) * | 2009-12-02 | 2011-06-16 | Toray Ind Inc | 衣服 |
| JP3185326U (ja) * | 2013-05-31 | 2013-08-08 | 有限会社 西産業 | 防塵面 |
| JP5380441B2 (ja) | 2007-07-20 | 2014-01-08 | キンバリー クラーク ワールドワイド インコーポレイテッド | 着用が容易な衣服 |
| JP6080925B2 (ja) | 2014-10-29 | 2017-02-15 | 株式会社ユア・ユニフォーム | 透湿防水性・耐久性を備えた防護服、及び、布帛 |
| JP2018082891A (ja) | 2016-11-24 | 2018-05-31 | 東洋紡株式会社 | 防護服 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01183505A (ja) * | 1988-01-04 | 1989-07-21 | Toray Ind Inc | 作業衣 |
| CN103211326A (zh) * | 2012-01-20 | 2013-07-24 | 深中海医疗用品(深圳)有限公司 | 一种舒适型口罩 |
| TWM449473U (zh) * | 2012-12-07 | 2013-04-01 | Chia-Nan Wang | 雨衣 |
| TWM459726U (zh) * | 2013-02-06 | 2013-08-21 | Zi-Tong You | 衣服的遮陽衣領結構 |
| CN203609645U (zh) * | 2013-10-17 | 2014-05-28 | 陈先明 | 发汗减肥衣 |
| TWI554222B (zh) * | 2014-08-21 | 2016-10-21 | raincoat | |
| US10039941B2 (en) * | 2015-01-08 | 2018-08-07 | Debra Sharon Johnson | Cowl neck barrier gown with attachments |
| TWM522583U (zh) * | 2015-11-23 | 2016-06-01 | Univ Chang Gung Science & Technology | 防護衣 |
-
2019
- 2019-11-07 CN CN201980075523.3A patent/CN113038851B/zh active Active
- 2019-11-07 KR KR1020217008416A patent/KR20210092193A/ko not_active Withdrawn
- 2019-11-07 JP JP2019568785A patent/JP7424056B2/ja active Active
- 2019-11-07 US US17/289,836 patent/US20210401098A1/en not_active Abandoned
- 2019-11-07 WO PCT/JP2019/043611 patent/WO2020105443A1/ja not_active Ceased
- 2019-11-07 EP EP19887292.1A patent/EP3884804A4/en not_active Withdrawn
- 2019-11-15 TW TW108141484A patent/TW202027634A/zh unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5317444B2 (ja) | 1973-02-05 | 1978-06-08 | ||
| JPH10155924A (ja) | 1996-12-02 | 1998-06-16 | Goorudouin:Kk | 防塵フード |
| JP2001032120A (ja) * | 1999-07-12 | 2001-02-06 | Uni Charm Corp | 使い捨て着用物品 |
| JP2004044025A (ja) * | 2002-07-12 | 2004-02-12 | Shimano Inc | 釣用フード |
| JP2005290596A (ja) * | 2004-03-31 | 2005-10-20 | Mizuno Corp | ジャガード編地及び衣類 |
| JP5380441B2 (ja) | 2007-07-20 | 2014-01-08 | キンバリー クラーク ワールドワイド インコーポレイテッド | 着用が容易な衣服 |
| JP2011117093A (ja) * | 2009-12-02 | 2011-06-16 | Toray Ind Inc | 衣服 |
| JP3185326U (ja) * | 2013-05-31 | 2013-08-08 | 有限会社 西産業 | 防塵面 |
| JP6080925B2 (ja) | 2014-10-29 | 2017-02-15 | 株式会社ユア・ユニフォーム | 透湿防水性・耐久性を備えた防護服、及び、布帛 |
| JP2018082891A (ja) | 2016-11-24 | 2018-05-31 | 東洋紡株式会社 | 防護服 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3884804A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230263244A1 (en) * | 2020-07-13 | 2023-08-24 | Mat Product & Technology, Sl | Ventilated cooling and protective garment with facial shield |
| JP2022092340A (ja) * | 2020-12-10 | 2022-06-22 | 国立大学法人お茶の水女子大学 | 防災服及び防災服の製造方法 |
| JP7620973B2 (ja) | 2020-12-10 | 2025-01-24 | 国立大学法人お茶の水女子大学 | 防災服の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210401098A1 (en) | 2021-12-30 |
| JPWO2020105443A1 (ja) | 2021-10-07 |
| CN113038851B (zh) | 2022-11-18 |
| KR20210092193A (ko) | 2021-07-23 |
| EP3884804A4 (en) | 2022-09-07 |
| JP7424056B2 (ja) | 2024-01-30 |
| TW202027634A (zh) | 2020-08-01 |
| CN113038851A (zh) | 2021-06-25 |
| EP3884804A1 (en) | 2021-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5662076B2 (ja) | マスク | |
| US9247775B2 (en) | Mask | |
| KR100467924B1 (ko) | 탄성중합체복합물로구성된머리띠 | |
| US4932078A (en) | Unitized garment system for particulate control | |
| CN101754699B (zh) | 易穿戴的衣服 | |
| KR100439481B1 (ko) | 개인용호흡보호장치및그제조방법 | |
| JP7424056B2 (ja) | 防護服 | |
| JP6622697B2 (ja) | 改良されたフードを有する防護服 | |
| JP7251473B2 (ja) | 防護用フード | |
| JPH05125606A (ja) | 外科用フード | |
| KR20190104378A (ko) | 입자 장벽을 포함하는 후드 | |
| EP0157140A1 (en) | Protective clothing for particulate control | |
| JPH05125605A (ja) | 保護衣用カフスアセンブリ | |
| JP2015108203A (ja) | 通気構造を有する布帛及び衣服 | |
| JP7699912B2 (ja) | マスク | |
| JP2023080521A (ja) | 防護服 | |
| KR200433854Y1 (ko) | 일회용 방진 마스크 | |
| CN211747206U (zh) | 一种防护服 | |
| US20260068968A1 (en) | Protective Coverall having Antistatic Resilient Cuffs of Protective Fabric | |
| CA2248176C (en) | Multi-part headband and respirator mask assembly and process for making same | |
| JP7100611B2 (ja) | 衛生マスク | |
| JPH0611922B2 (ja) | 一体化された外被 | |
| JP2025124958A (ja) | マスク | |
| KR20220168083A (ko) | 복수의 안면부 고정편이 구비된 마스크 및 이의 제조방법 | |
| JP2021179027A (ja) | 衛生マスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019568785 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19887292 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217008416 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019887292 Country of ref document: EP Effective date: 20210621 |