WO2020138090A1 - Film de résine thermoplastique, papier d'enregistrement et étiquette pour enregistrement - Google Patents
Film de résine thermoplastique, papier d'enregistrement et étiquette pour enregistrement Download PDFInfo
- Publication number
- WO2020138090A1 WO2020138090A1 PCT/JP2019/050636 JP2019050636W WO2020138090A1 WO 2020138090 A1 WO2020138090 A1 WO 2020138090A1 JP 2019050636 W JP2019050636 W JP 2019050636W WO 2020138090 A1 WO2020138090 A1 WO 2020138090A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- resin film
- calcium carbonate
- coat layer
- film according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
Definitions
- the present invention relates to a thermoplastic resin film, recording paper and recording label.
- ⁇ Widely known recording papers that can be printed in various ways, with paper or resin film as the base material and a coat layer containing an inorganic filler provided on the surface of the base material.
- a recording sheet may be used, for example, as a ballot sheet for a public office election of a governor, a legislator, or the like.
- the ballot paper is preliminarily printed with a frame for inscription, an explanatory note, etc., and a pencil is used as a writing tool at the time of entry. Therefore, not only printability but also pencil writability is required.
- a dedicated counter is used for counting ballots, but even under low humidity conditions where static electricity is likely to occur in the winter, it is easy to count votes, and there is no double feeding during transportation by the counter, and High antistatic properties are required so that the counting work becomes easy.
- a recording paper having pencil writability there is a water-resistant recording paper using a pigment having a relatively large average particle diameter (for example, refer to Patent Document 1).
- a paint for coated paper which mainly contains heavy calcium carbonate, light calcium carbonate and the like having a large particle size as a pigment.
- a matte coated paper for gravure printing using particles having a large particle size is known (for example, refer to Patent Document 2).
- the present invention aims to achieve both printability and pencil writing properties, and antistatic properties in a low humidity environment.
- the present invention is as follows.
- Plastic resin film
- thermoplastic resin film as described in (1) above, which is 3.5 or less.
- thermoplastic resin film according to.
- thermoplastic resin film according to (4) wherein the mass ratio of the content of the secondary aggregated light calcium carbonate to the content of the pigment in the coat layer is 5:95 to 70:30.
- the coating layer further contains, as a binder, one or more selected from the group consisting of a styrene-butadiene copolymer, a styrene-acrylic copolymer and an ethylene-vinyl acetate copolymer.
- a binder one or more selected from the group consisting of a styrene-butadiene copolymer, a styrene-acrylic copolymer and an ethylene-vinyl acetate copolymer.
- thermoplastic resin film as described in (8) or (9) above, wherein the content of the binder in the coat layer is 20 to 50% by mass.
- thermoplastic resin film as described in any one of (1) to (10) above, wherein the coating layer has a solid content per unit area of 1 to 15 g/m 2 .
- thermoplastic resin film Any of (1) to (11) above, wherein the substrate is a porous film containing the thermoplastic resin and one or more selected from the group consisting of inorganic fillers and organic fillers.
- the thermoplastic resin film according to.
- a recording paper which comprises the thermoplastic resin film according to any one of (1) to (12) above and a print layer provided on a coat layer of the thermoplastic resin film.
- thermoplastic resin film Provided on the thermoplastic resin film according to any one of (1) to (12) above, and on the other surface opposite to the coating layer provided on at least one surface of the thermoplastic resin film A recording label comprising the adhesive layer is provided.
- both printability and writability and antistatic properties in a low humidity environment can be achieved.
- thermoplastic resin film of one Embodiment of this invention It is a sectional view showing an example of composition of recording paper of one embodiment of the present invention. It is a sectional view showing an example of composition of a recording label of one embodiment of the present invention.
- thermoplastic resin film the recording paper and the recording label of the present invention will be described in detail, but the description of the constituent elements described below is an example (representative example) as one embodiment of the present invention. It is not specific to the content of.
- (meth)acrylic indicates both acrylic and methacrylic.
- numerical range represented by using “to” means a range including the numerical values described before and after "to” as the lower limit value and the upper limit value.
- the thermoplastic resin film of the present invention includes a base material containing a thermoplastic resin, and a coat layer provided on at least one surface of the base material.
- the thermoplastic resin film of the present invention may be provided with a layer other than the base material and the coat layer as long as the coat layer is the outermost surface.
- the other layer include a design, a transfer foil provided for the purpose of preventing forgery, a hologram, a pattern layer such as a security thread, an intermediate layer for adjusting the thickness and strength, a functional layer such as a polarizing film, and the like.
- FIG. 1 shows a configuration example of a thermoplastic resin film 10 according to an embodiment of the present invention.
- the thermoplastic resin film 10 includes a base material 1 and a coat layer 2.
- FIG. 1 shows an example in which the coat layer 2 is provided as an outermost layer on one surface of the substrate 1.
- the substrate is not particularly limited as long as it contains a thermoplastic resin, and may be a resin film in which the thermoplastic resin is a matrix resin, or the resin film or a substrate other than the resin film is impregnated with the thermoplastic resin. It may be a coated or laminated processed sheet material.
- the processed sheet material for example, pulp paper, woven fabric such as fiber, non-woven fabric such as spunbond, core material such as natural leather and artificial leather, a thermoplastic resin impregnated, coated or laminated sheet base material, resin Examples include coated paper.
- the base material may have a single-layer structure or a multi-layer structure.
- each layer can impart various functions such as white opacity, adhesion to ink used in the printing layer, heat insulation, and easy peeling.
- the base material is preferably a porous film containing a thermoplastic resin and one or more kinds selected from the group consisting of an inorganic filler and an organic filler. If the content of the thermoplastic resin in the substrate that is a porous film is 35% by mass or more in the substrate, a thermoplastic resin film that is easily bent and does not easily crease is easily obtained.
- the recording sheet of the present invention is used as a ballot sheet, it is particularly preferable because the ballot sheet can be easily opened when the ballot is counted even after being folded and placed in a ballot box. Even when the ballots are processed by the counter, the double feeding of the ballots can be reduced to improve the transportability. Moreover, the whiteness is easily adjusted by the holes, and the desired whiteness is easily obtained.
- thermoplastic resin that can be used as the base material is not particularly limited, but examples thereof include ethylene-based resins such as high-density polyethylene and medium-density polyethylene, propylene-based resins such as polypropylene, poly(4-methylpent-1-ene), ethylene-cyclic Olefin resins such as cycloolefin copolymers such as olefin copolymers; polyamide resins such as nylon-6, nylon-6,6, nylon-6,10, nylon-6,12; polyethylene terephthalate and its copolymers, Thermoplastic polyester resins such as polyethylene naphthalate, polybutylene terephthalate, and aliphatic polyester; styrene resins such as atactic polystyrene, syndiotactic polystyrene, styrene-acrylonitrile resin, acrylonitrile-butadiene-styrene resin; polycarbonate,
- ethylene resin, propylene resin or olefin resin is preferable, and propylene resin or high density polyethylene is more preferable, Propylene resins are more preferred.
- the propylene-based resin include isotactic, syndiotactic or propylene homopolymers showing various stereoregularity, propylene as a main component, and the propylene and ethylene, butene-1, hexene-1, heptene-1, Examples thereof include a propylene copolymer with an ⁇ -olefin such as 4-methylpentene-1.
- the copolymer may be a binary system, a ternary system or a quaternary system, and may be a random copolymer or a block copolymer.
- the content of the thermoplastic resin in the base material is preferably 35% by mass or more from the viewpoint of securing sufficient pores and imparting whiteness and opacity, and 50
- the amount is preferably 92% by mass or less, and more preferably 86% by mass, from the viewpoint of imparting sufficient strength to the thermoplastic resin film and preventing breakage during stretch molding.
- thermoplastic resin having a melting point lower than that of the propylene-based resin such as polyethylene, polystyrene, and ethylene-vinyl acetate copolymer is 3% based on 100% by mass of the propylene-based resin from the viewpoint of enhancing the stretchability. It is preferable to use in combination of up to 25 mass %.
- filler examples include inorganic fillers and organic fillers.
- examples of the inorganic fillers include calcium carbonate, calcined clay, silica, diatomaceous earth, talc, barium sulfate, aluminum sulfate, magnesium oxide, alumina, and ultraviolet light absorbing filler.
- examples of the ultraviolet light absorbing filler include titanium dioxide and zinc oxide.
- organic fillers examples include polyethylene terephthalate, polybutylene terephthalate, polycarbonate, nylon-6, nylon-6,6, cyclic olefin polymers, cyclic olefins and ethylene when the base matrix resin is a polyolefin resin. And the like, which has a melting point higher than that of the polyolefin resin used, for example, a range of 120 to 300° C., or a glass transition temperature of 120 to 280° C., for example. You may use individually by 1 type or in combination of 2 or more types from the said inorganic filler or organic filler. When two or more kinds are combined, an inorganic filler and an organic filler may be mixed and used.
- the average particle diameter of the inorganic filler or the organic filler is preferably 0.01 ⁇ m or more, more preferably 0.05 ⁇ m or more, while 10 ⁇ m or less is preferable, and 8 ⁇ m or less is more preferable.
- the average particle size of the inorganic filler or the organic filler is the average value of the measured values of 100 particle sizes randomly observed from the observation region by observing the cross section of the thermoplastic resin film in the thickness direction with an electron microscope. The particle diameter is determined from the maximum value (maximum diameter) of the distance between two points on the contour of the particle.
- the content of the filler in the base material is preferably 8% by mass or more, more preferably 14% by mass or more, while preferably 65% by mass or less and more preferably 50% by mass or less.
- the content of the filler is 8% by mass or more, it is easy to obtain a sufficient number of pores and it is easy to give a desired whiteness or opacity to the porous film.
- the content is 65% by mass or less, the strength of the porous film is easily obtained, and there is a tendency that the porous film is not easily broken during stretch molding.
- the base material can also contain other additives as required.
- Other additives include, for example, heat stabilizers, UV stabilizers (light stabilizers), dispersants, antistatic agents, antioxidants, optical brighteners, UV absorbers, dyes, pigments, lubricants, anti-adhesive agents.
- heat stabilizer for example, sterically hindered phenol type, phosphorus type, amine type and the like can be usually added in an amount of 0.001 to 1% by mass.
- a sterically hindered amine type, a benzotriazole type, a benzophenone type and the like can be usually added in an amount of 0.001 to 1 mass %.
- a silane coupling agent for example, a higher fatty acid such as oleic acid and stearic acid, a metal soap, polyacrylic acid, polymethacrylic acid, or a salt thereof can be usually added in an amount of 0.01 to 4% by mass.
- a low-molecular-weight surfactant such as stearic acid monoglyceride or stearyldiethanolamine can be usually added in an amount of 0.01 to 4% by mass.
- the base material may be a non-stretched film or a stretched film.
- the base material is preferably a stretched film stretched in at least a uniaxial direction, and a stretched film stretched in a biaxial direction (hereinafter sometimes referred to as a biaxially stretched film). ) Is more preferable. Since the biaxially stretched film is stretched in the biaxial direction, it is difficult to stretch when it is bent, and the bending elastic modulus is high, so that the biaxially stretched film is hard to have a crease. Therefore, for example, when the recording sheet of the present invention is used as a ballot sheet, it is preferable that the voter bends in any direction because it is hard to stretch and has a crease.
- the substrate has a multilayer structure
- the base material is preferably subjected to a surface treatment so that the surface is activated from the viewpoint of enhancing the adhesion to the adjacent layer of the base material, for example, the coat layer.
- a surface treatment include corona discharge treatment, flame treatment, plasma treatment, glow discharge treatment, ozone treatment and the like, and these treatments can be combined. Among them, corona discharge treatment or flame treatment is preferable, and corona treatment is more preferable.
- the amount of discharge when performing corona discharge treatment is preferably 600 J/m 2 (10 W ⁇ min/m 2 ) or more, more preferably 1,200 J/m 2 (20 W ⁇ min/m 2 ) or more. .. Further, the discharge amount is preferably 12, 000J / m 2 (200W ⁇ min / m 2) or less, and more preferably not more than 10,800J / m 2 (180W ⁇ min / m 2).
- the amount of discharge when carrying out the flame treatment is preferably 8,000 J/m 2 or more, more preferably 20,000 J/m 2 or more.
- the discharge amount is preferably 200,000 J/m 2 or less, more preferably 100,000 J/m 2 or less.
- the coat layer is provided on the outermost surface of at least one side of the substrate, and imparts excellent printability, pencil writing properties, and high antistatic properties independent of humidity environment to the thermoplastic resin film.
- the coat layer contains secondary agglomerated light calcium carbonate and smectite.
- the coat layer contains secondary agglomerated light calcium carbonate as a pigment.
- the secondary aggregated light calcium carbonate is a secondary particle body in which fine primary particles are aggregated when synthesizing the light calcium carbonate. Since primary particles are randomly aggregated to form secondary particles, fine voids between the primary particles are spread over the entire coating layer, and ink absorbability is good. Therefore, printability of ink transfer property and water scratch resistance Is improved. Further, the voids cause fine irregularities on the surface, and graphite is scraped off from the pencil and easily adheres to the surface, so that the writability with the pencil is improved.
- the secondary agglomerated light calcium carbonate is obtained, for example, by reacting a calcium hydroxide aqueous suspension with a lime-calcining kiln exhaust gas, and adjusting the concentration, temperature, carbon dioxide gas blowing amount, etc. of the calcium hydroxide aqueous suspension. be able to.
- the secondary agglomerated light calcium carbonate obtained by secondary agglomeration in the synthesis stage has a narrow particle size distribution. Since the surface roughness of the coating layer containing such calcium carbonate particles is uniform, the ink transfer property, the water scratch resistance and the pencil writing property are good.
- the value of w/d is 1.0. It is preferably not less than 3.5 and not more than 3.5.
- the value of w/d is 1.0 or more, the surface of the coat layer is appropriately rough, so that excellent pencil writability is easily obtained.
- the value of w/d is 3.5 or less, the surface of the coat layer is appropriately smooth, so that excellent ink transfer property and water scratch resistance are easily obtained.
- the value of w/d is more preferably 1.2 or more, preferably 3.0 or less, and more preferably 2.5 or less.
- the value of w/d in the coat layer can be obtained by observing the cross section of the layer. That is, an electron micrograph of a cross section of a layer is taken using a scanning electron microscope, and when the taken image is regarded as a spherical shape in which the projected area of particles approximates to 100 arbitrary secondary particles, The particle size is calculated as the average secondary particle size d. Then, the width w of 50% peak height is obtained from the distribution of the average secondary particle diameter d, and the value of w/d is calculated.
- the secondary agglomerated light calcium carbonate can be used alone or in combination of two or more kinds.
- the average secondary particle diameter (d) of the secondary agglomerated light calcium carbonate is preferably 1 ⁇ m or more, more preferably 1.5 ⁇ m or more, from the viewpoint of imparting pencil writability, and the secondary agglomerated light calcium carbonate is removed from the coat layer. From the viewpoint of suppression, 10 ⁇ m or less is preferable, and 8 ⁇ m or less is more preferable.
- the average primary particle size of the secondary agglomerated light calcium carbonate is preferably 0.01 ⁇ m or more, more preferably 0.03 ⁇ m or more, from the viewpoint of the sharpness of the line when writing with a pencil, From the viewpoint of ease of writing, the thickness is preferably 1.0 ⁇ m or less, more preferably 0.5 ⁇ m or less.
- the above average secondary particle size or average primary particle size can be determined by image analysis from a scanning electron micrograph of secondary agglomerated light calcium carbonate.
- the average secondary particle size is obtained when an electron micrograph is taken using a scanning electron microscope and the projected area of the particles is regarded as a sphere whose projected area approximates to any 100 secondary particles from the taken image. Can be calculated as the average secondary particle size.
- the average primary particle size is a spherical shape in which the projected area of particles is approximate to 100 arbitrary primary particles whose shape can be confirmed by taking an electron micrograph using a scanning electron microscope. The particle size when considered can be calculated as the average primary particle size.
- the pigment in the coat layer may be only secondary agglomerated light calcium carbonate, but other pigments may be used in combination from the viewpoints of improving pencil writing performance and cost.
- pigments that can be used in combination include kaolin, zeolite, secondary non-agglomerated calcium carbonate, secondary agglomerated heavy calcium carbonate, calcium silicate, aluminum hydroxide, calcined clay, talc, white carbon, organic pigments (plastic pigment), and the like.
- kaolin is preferable from the viewpoint of ink acceptability and low cost. Kaolin is also preferable because it is easily dispersed in water.
- the average primary particle size of the pigments that can be used in combination is preferably 0.05 ⁇ m or more, more preferably 0.1 ⁇ m or more, from the viewpoint of improving pencil writing properties, and 15 ⁇ m or less, from the viewpoint of improving antistatic properties. It is more preferably 10 ⁇ m or less. From the viewpoint that the pigment fills the gaps between the particles of the secondary agglomerated light calcium carbonate to uniformly disperse the secondary agglomerated light calcium carbonate in the coat layer and to prevent the pigment from falling out of the coat layer, the average of the pigments used in combination is 1
- the secondary particle size is preferably smaller than the average secondary particle size (d) of the secondary agglomerated light calcium carbonate, and more preferably 1/2 or less of the average secondary particle size (d).
- the mass ratio of the content of the secondary agglomerated light calcium carbonate in the coat layer and the content of the pigment used in combination is the secondary agglomerated light carbonate in the coat layer. From the viewpoint of uniformly dispersing calcium and reducing the loss from the coat layer, 5:95 to 70:30 is preferable, and 10:90 to 60:40 is more preferable.
- Smectite is one kind of clay mineral, and imparts a high antistatic property to the coating layer even in a low humidity environment.
- Smectites for example, structural formula [(Si 8-a Al a) (Mg 6-b Al b) ⁇ O 20 (OH) 4 ] - is represented by the ⁇ M + a-b. Note that M + is often Na + , and ab>0.
- smectites examples include hectorite, saponite, montmorillonite, bentonite, beidellite and nontronite. Among them, hectorite is preferable from the viewpoint of antistatic property.
- the smectite may be either a natural smectite or a synthetic smectite, but in general, a synthetic smectite having a small particle size is preferable because the number of contacts between particles is large and a high antistatic property can be exhibited.
- a synthetic hectorite that can be used is Laporte Industries represented by the same structural formula as natural hectorite, that is, the structural formula [(Si 8 (Mg 5.34 Li 0.66 )O 20 (OH,F) 4 )]Na 0.66.
- Laponite B, S, etc. made by the same company has a structural formula in which all of the (OH, F) 4 parts are hydroxy groups, that is, structural formula [(Si 8 (Mg 5.34 Li 0.66 )O 20 (OH) 4 )]Na 0.66 Laponite RD, RDS, XLG, XLS and the like manufactured by Laporte Industries Co. represented by
- the average particle size of smectite is preferably 0.01 ⁇ m or more, more preferably 0.02 ⁇ m or more.
- the average particle diameter is preferably 10 ⁇ m or less, more preferably 5 ⁇ m or less, from the viewpoint of preventing the smectite from falling off from the coat layer.
- the content of the secondary agglomerated light calcium carbonate in the coat layer is preferably 10% by mass or more, more preferably 15% by mass or more, and further preferably 20% by mass or more in terms of solid content. .. From the viewpoint of preventing the secondary agglomerated light calcium carbonate from falling off from the coat layer, the content is preferably 50% by mass or less, more preferably 47% by mass or less, and further preferably 45% by mass or less in terms of solid content. .. From the viewpoint of antistatic performance, the content of smectite in the coat layer is preferably 0.5% by mass or more, more preferably 1% by mass or more, and further preferably 2% by mass or more, in terms of solid content. From the viewpoint of low cost, the content is preferably 10% by mass or less, more preferably 9% by mass or less, and further preferably 8% by mass or less in terms of solid content.
- the mass ratio (Ma:Mb) of the content (Ma) of the secondary agglomerated light calcium carbonate and the content (Mb) of smectite in the coat layer is preferably 60:40 to 99:1, and 70:30 to 98:2 is more preferable. When the mass ratio is within the above range, antistatic performance is likely to be exhibited.
- the coat layer preferably further contains a binder.
- the binder allows the secondary agglomerated light calcium carbonate and the smectite to be uniformly present in the coating layer.
- the adhesion between the secondary agglomerated light calcium carbonate and the substrate can be improved, and the printability and pencil writability are further improved.
- binders can be used, for example, styrene-butadiene copolymer, styrene-acryl copolymer, ethylene-vinyl acetate copolymer, butadiene-methylmethacrylate copolymer, vinyl acetate- Examples thereof include various copolymers such as a butyl acrylate copolymer, polyvinyl alcohol, a maleic anhydride copolymer, and an acrylic acid-methyl methacrylate copolymer. Of these, one kind may be used alone, or two or more kinds may be used in combination.
- any of these binders can be preferably used, but from the viewpoint of adhesion between the base material and the coat layer, the coat layer is used as a binder, a styrene-butadiene copolymer, It is preferable to contain at least one selected from the group consisting of a styrene-acrylic copolymer and an ethylene-vinyl acetate copolymer.
- the content of the binder in the coat layer is preferably 20% by mass or more, more preferably 23% by mass or more, and further preferably 25% by mass or more from the viewpoint of adhesion between the secondary agglomerated calcium carbonate and the substrate. Further, the same content is preferably 50% by mass or less, more preferably 47% by mass or less, and further preferably 45% by mass or less from the viewpoint of uniformly dispersing the secondary aggregated light calcium carbonate and smectite in the coat layer. ..
- the coat layer further contains a crosslinking agent, and the binder in the coat layer is crosslinked by the crosslinking agent. Due to the crosslinking of the binder, the water scratch resistance in the printed portion of the surface of the coat layer is easily improved.
- cross-linking agent a conventionally known cross-linking agent can be used.
- examples of usable crosslinking agents include metal-based crosslinking agents such as ammonium zirconium carbonate, epoxy-based crosslinking agents such as polyglycerol polyglycidyl ether, polyamide epichlorohydrin resins, polyamine epichlorohydrin resins, and polyamine polyamide epichlorohydrides.
- Examples include epichlorohydrin-based cross-linking agents such as phosphorus adducts and oxazoline-based cross-linking agents such as oxazoline group-containing polymers.
- the binder is one or more selected from the group consisting of the above metal-based crosslinking agent, epoxy-based crosslinking agent, epichlorohydrin-based crosslinking agent and oxazoline-based crosslinking agent. It is preferably crosslinked by.
- the coat layer preferably contains a metal-based cross-linking agent, and more preferably ammonium zirconium carbonate, from the viewpoint of improving the water-resistant adhesion of the coat layer.
- the coat layer may contain an additive as necessary within a range that does not impair the effects of the present invention.
- the additive that can be used include a dispersant, a low molecular weight type or a high molecular weight type antistatic agent, a thickener, a water retention agent, a defoaming agent, a water resistant agent, a colorant, and a preservative.
- the dispersant for example, polycarboxylic acid or the like can be usually added in an amount of 0.05 to 5% by mass.
- Solid content after drying per unit area of the coating layer (mass) from the viewpoint of improving the water resistance abrasion resistance in printing areas of the coating layer surface, 1 g / m 2 or more, more preferably 2 g / m 2 or more From the viewpoints of printability, especially ink transferability and pencil writability, 15 g/m 2 or less is preferable, and 10 g/m 2 or less is more preferable. Therefore, the solid content after drying of the coat layer per unit area is preferably 1 to 15 g/m 2 , and more preferably 2 to 10 g/m 2 .
- the mass per unit area of the coat layer is, after measuring the mass of the thermoplastic resin film having a constant area, measuring the mass of the remaining thermoplastic resin film obtained by scraping off the coat layer, and dividing the mass difference by the area. Measured by
- thermoplastic resin film of the present invention can be produced by forming a coat layer on at least one surface of a base material.
- the base material is a processed sheet material of a thermoplastic resin
- the base material is obtained by subjecting the base material to processing such as impregnating the thermoplastic resin with other components, coating or laminating.
- the substrate is a porous film
- it can be obtained by mixing the thermoplastic resin with other components such as a filler and then forming the film.
- the film forming method that can be used is not particularly limited, and various known forming methods can be used alone or in combination. Examples of the film molding method include cast molding, calender molding, roll molding, and inflation molding in which a molten resin is extruded into a sheet by a single-layer or multi-layer T die, an I die or the like connected to a screw type extruder.
- a film can also be formed by casting or calendering a mixture of a thermoplastic resin and an organic solvent or oil, and then removing the solvent or oil.
- a film forming method for a base material having a multi-layer structure include a multi-layer die method using a feed block or a multi-manifold, an extrusion lamination method using a plurality of dies, and the methods can be combined.
- a stretching method for producing a stretched film for example, a longitudinal stretching method using a peripheral speed difference of rolls, a lateral stretching method using a tenter oven, a sequential biaxial stretching method combining these, a rolling method, a tenter oven And a pantograph are used for simultaneous biaxial stretching, and a tenter oven and a linear motor are used for simultaneous biaxial stretching.
- a simultaneous biaxial stretching (inflation molding) method in which a molten resin is extruded into a tubular shape by using a circular die connected to a screw type extruder and then air is blown into the molten resin can be used.
- a base material having a multi-layered structure including a plurality of stretched films is produced, it may be stretched individually before laminating each layer, or may be stretched collectively after laminating. Further, the stretched layers may be laminated and then stretched again.
- the stretching temperature when performing the stretching is preferably in the range of the glass transition temperature of the thermoplastic resin or higher. Further, the stretching temperature in the case where the thermoplastic resin is a crystalline resin is within the range of not less than the glass transition point of the amorphous portion of the thermoplastic resin and not more than the melting point of the crystalline portion of the thermoplastic resin. Is preferable, and specifically, a temperature lower than the melting point of the thermoplastic resin by 2 to 60° C. is preferable.
- the stretching speed of the film is not particularly limited, but it is preferably in the range of 20 to 350 m/min from the viewpoint of stable stretch molding. Further, the stretching ratio of the film can also be appropriately determined in consideration of the characteristics of the thermoplastic resin used and the like. For example, when a film containing a propylene homopolymer or a copolymer is uniaxially stretched, the stretching ratio is usually about 1.2 times or more, preferably 2 times or more, and usually 12 times or less. And is preferably 10 times or less.
- the stretching ratio in the case of biaxial stretching is usually an area stretching ratio of 1.5 times or more, preferably 10 times or more, and usually 60 times or less, preferably 50 times or less. ..
- the stretch ratio is usually 1.2 times or more, preferably 2 times or more, while it is usually 10 times or less, preferably 5 times. It is as follows.
- the stretching ratio in the case of biaxial stretching is usually 1.5 times or more, preferably 4 times or more in terms of area stretching ratio, while it is usually 20 times or less, preferably 12 times or less.
- the stretching ratio is within the above range, the desired porosity can be obtained and the opacity can be easily improved. Further, the film is less likely to be broken, and stable stretch molding tends to be possible.
- a coat layer is formed on the base material.
- the method for forming the coat layer is not particularly limited, for example, by preparing a coating liquid in which various components of the coat layer are dispersed or dissolved in water, and by coating the coating liquid on a substrate and drying, A coat layer can be formed.
- a known device can be used as a coating device for the coating liquid, for example, air knife coater, gravure coater, blade coater, roll coater, reverse roll coater, bar coater, curtain coater, die slot coater, champlex coater, Examples include size press coaters, gate roll coaters, bill blade coaters and the like.
- thermoplastic resin film of the present invention is excellent in printability, particularly ink transferability and water scratch resistance, and is also excellent in pencil writing property. Ink or pencil letters can be clearly displayed, and the printed contents are easily maintained even when wet with water.
- the thermoplastic resin film of the present invention can be preferably used as a writable recording label or the like. Further, since the thermoplastic resin film of the present invention has a high antistatic property regardless of the humidity environment, the films do not stick to each other even in a low humidity environment such as winter. It has excellent transportability on printing devices and ballot counters, and is easy to handle.
- the thickness of the base material and the thermoplastic resin film is preferably 60 ⁇ m or more, more preferably 70 ⁇ m or more, further preferably 80 ⁇ m or more, from the viewpoint of obtaining stiffness suitable for transportation, and 150 ⁇ m or less from the viewpoint of ease of folding.
- the thickness is preferably 130 ⁇ m or less, more preferably 120 ⁇ m or less.
- the surface resistivity of the coating layer of the thermoplastic resin film is preferably 5 ⁇ 10 12 ⁇ or less, and 1 ⁇ 10 12 ⁇ or less, from the viewpoint of suppressing sticking of the thermoplastic resin films even in a low humidity environment. Is more preferable.
- the surface resistivity is usually 7 ⁇ 10 9 ⁇ or more, and more preferably 9 ⁇ 10 9 ⁇ or more.
- the surface resistivity is measured in accordance with JIS K6911:1995 under the conditions of a temperature of 20° C. and a relative humidity of 30%.
- the recording paper of the present invention includes the above-mentioned thermoplastic resin film of the present invention and a printing layer provided on the surface of the coating layer of the thermoplastic resin film.
- the thermoplastic resin film of the present invention may be used as various ballot papers such as election ballot papers, referendum ballots, and resident ballot papers, regardless of the type. it can.
- Excellent printability and pencil writability, by using the thermoplastic resin film of the present invention having a high antistatic property, by printing on the coat layer or by writing with a pencil, a frame line, letters and the like can be clearly displayed and water.
- this recording sheet It is possible to provide a recording sheet that is easy to use outdoors even if the printed contents are easily maintained even if it gets wet. Further, this recording paper is less likely to stick to the surface due to static electricity, has good transportability in a printing device or a counting machine even in a low humidity environment in winter, and is easy to handle, so that counting and counting operations are facilitated.
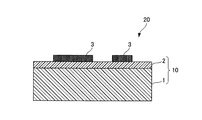
- FIG. 2 shows a configuration example of the recording paper 20 according to the embodiment of the present invention.
- the recording paper 20 includes the thermoplastic resin film 10 and the printing layer 3.
- the thermoplastic resin film 10 includes a base material 1 and a coat layer 2 provided on one surface of the base material 1, and a printing layer 3 is provided on the coat layer 2.
- the print layer is a layer formed by printing characters, frame lines, patterns and the like.
- the printing method is not particularly limited, and known printing methods such as gravure printing, offset printing, flexo printing, sticker printing, and screen printing can be used.
- the printing layer may include printing by various printers such as an inkjet system, an electrophotographic system, and a liquid toner system, hot stamping, cold stamping, and other foil stamping, transfer foil, hologram, and other conventionally known decorations.
- various inks such as oil-based ink, oxidative polymerization-curable ink, UV-curable ink, water-based ink, powder toner, liquid toner (electro ink) can be used according to the printing method.
- the recording label of the present invention is the above-mentioned thermoplastic resin film of the present invention, and an adhesive layer provided on the other surface of the thermoplastic resin film on the opposite side to the coating layer provided on at least one surface of the thermoplastic resin film.
- Excellent printability and pencil writability by using a high antistatic thermoplastic resin film of the present invention, by printing on the coat layer or by writing with a pencil, it is possible to clearly display the frame line, letters, etc. It is possible to provide a recording label that is easy to maintain the printed contents even when it gets wet and has excellent outdoor durability. Further, this recording label has little sticking due to static electricity, has good transportability even in a low humidity environment in winter, and is easy to handle.
- the coating layer of the thermoplastic resin film may be provided not only on one surface but also on the other surface. In this case, the coating layer is located between the adhesive layer and the base material.
- the recording label of the present invention may have a print layer similar to the above recording paper on the coat layer.
- the recording label of the present invention may be provided with a release paper on the pressure-sensitive adhesive layer, if necessary, in order to facilitate handling before being attached to an adherend.
- FIG. 3 shows a configuration example of the recording label 30 according to the embodiment of the present invention.
- the recording label 30 includes the thermoplastic resin film 10 and the adhesive layer 4 shown in FIG.
- the adhesive layer 4 is provided on the surface of the base material 1 opposite to the surface of the thermoplastic resin film 10 on which the coat layer 2 is provided.
- the rubber-based pressure-sensitive adhesive include a composition obtained by blending polyisobutylene rubber, butyl rubber or a mixture thereof with an organic solvent such as benzene, toluene, xylene or hexane, and dissolving the mixture, abietic acid rosin ester or terpene-phenol.
- examples thereof include a composition containing a tackifier such as a copolymer or a terpene-indene copolymer.
- acrylic pressure-sensitive adhesive examples include 2-ethylhexyl acrylate/n-butyl acrylate copolymer, 2-ethylhexyl acrylate/ethyl acrylate/methyl methacrylate copolymer having a glass transition point of -20°C or lower. It is possible to use a composition in which an acrylic copolymer is dissolved in an organic solvent, an emulsion-based pressure-sensitive adhesive of an acrylic copolymer having the same composition, or the like. Of these, acrylic adhesives are preferred.
- various types of pressure-sensitive adhesives such as solution type, emulsion type, delayed type and hot melt type can be used. Among them, the solution type or emulsion type is preferable, and the solution type is more preferable, from the viewpoint of ease of molding.
- the adhesive layer can be formed by directly applying the adhesive to the surface of the thermoplastic resin film and drying it if necessary.
- the pressure-sensitive adhesive layer is formed by applying the above-mentioned pressure-sensitive adhesive to a release paper, which will be described later, and drying it if necessary to once form the pressure-sensitive adhesive layer, and then laminating the pressure-sensitive adhesive layer so as to contact the surface of the thermoplastic resin film. It can also be formed by doing. The latter method in which the adhesive layer is once formed is preferable because each layer of the thermoplastic resin film is not exposed to a high temperature when the adhesive layer is dried.
- a die coater, bar coater, comma coater, lip coater, roll coater, gravure coater, spray coater, blade coater, reverse coater, air knife coater and the like can be mentioned.
- a comma coater or a gravure coater is preferable, and a gravure coater is more preferable, from the viewpoint of coatability.
- the coating amount of the pressure-sensitive adhesive is not particularly limited, but it is usually 3 g/m 2 or more, preferably 5 g/m 2 or more, more preferably 10 g/m 2 or more as the solid content after drying. It is usually 60 g/m 2 or less, preferably 40 g/m 2 or less, and more preferably 30 g/m 2 or less.
- the thickness of the adhesive layer is preferably 10 to 50 ⁇ m for an acrylic adhesive and 80 to 150 ⁇ m for a rubber adhesive.
- the release paper is not limited as long as the adhesive strength with the adhesive layer is a sheet material lower than the adhesive strength between the thermoplastic resin film and the adhesive layer, and any release paper is appropriately selected from commonly used release papers. Can be used.
- the release paper for example, high-quality paper, pulp paper such as kraft paper, processed paper calendered pulp paper, processed paper coated or impregnated with resin pulp resin, processed paper laminated resin film on pulp paper, Examples include glassine paper, coated paper, and processed paper obtained by subjecting a resin film to silicone treatment.
- a processed paper having a silicone treatment on the surface in contact with the adhesive layer is preferably used.
- binder (binder) -St-Bg copolymer: styrene-butadiene copolymer, trade name "LX407G51", manufactured by Zeon Corporation)
- -St-Ac copolymer styrene-acrylic copolymer, trade name "ZE-1425", manufactured by Seikou PMC Co., Ltd.
- -Et-AcOH copolymer ethylene-vinyl acetate copolymer, trade name "Sumikaflex S483HQ” Manufactured by Sumika Chemtex (crosslinking agent) 5800MT: ammonium zirconium carbonate, trade name "AZ Coat 5800MT", manufactured by San Nopco EX-521: polyglycerol polyglycidyl ether, trade name "Denacol EX-521", manufactured by Nagase Chemtex
- Example 1 Preparation of base material
- (I) 67 parts by mass of propylene homopolymer (trade name: Novatec PP MA3, manufactured by Nippon Polypro), 10 parts by mass of high-density polyethylene resin (trade name: Novatec HD HJ580N, manufactured by Nippon Polyethylene), heavy calcium carbonate particles (Commercial name: Softon 1800, Bihoku Powder Co., Ltd.) 23 parts by mass were mixed to prepare a resin composition a.
- propylene homopolymer trade name: Novatec PP MA3, manufactured by Nippon Polypro
- 10 parts by mass of high-density polyethylene resin trade name: Novatec HD HJ580N, manufactured by Nippon Polyethylene
- heavy calcium carbonate particles Common name: Softon 1800, Bihoku Powder Co., Ltd.
- the resin composition a was melt-kneaded by an extruder set at 260° C., extruded into a sheet form from a die, and this sheet was cooled by a cooling roll to obtain an unstretched sheet.
- this unstretched sheet was heated again to 150° C., and then stretched 4.8 times in the sheet flow direction (MD) by utilizing the speed difference between the rolls to obtain a longitudinal uniaxially stretched resin film.
- This three-layer structure laminate was introduced into a tenter oven, heated to 155° C., stretched in the transverse direction 8 times using a tenter, then heat set (annealed) at 164° C., and further cooled to 55° C.
- the ears were slit to obtain a thermoplastic resin film having a thickness of 80 ⁇ m as the base material 1.
- thermoplastic resin film having a coat layer On one surface of the base material 1, a coating liquid for a coat layer was coated and dried by a bar coater so that the solid content per unit area after drying was 4.0 g/m 2 to form a coat layer.
- the thermoplastic resin film provided was obtained.
- thermoplastic resin film provided with the coating layer was cut, and an electron micrograph was taken using a scanning electron microscope. From the photographed image, the particle size when the projected area of the particle was approximated to a sphere with respect to arbitrary 100 secondary particles was calculated as the average secondary particle size d. Further, the width w of the 50% peak height of the particle size distribution was obtained, and the w/d value was calculated.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that the type of secondary agglomerated light calcium carbonate, the compounding ratio with the kaolin used in combination, and the like were changed. .. The w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that the amount of smectite compounded was changed.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that the blending amounts of the binder and the crosslinking agent were changed.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film As described in Examples 15 to 17 in Table 3, a thermoplastic resin film was obtained in the same manner as in Example 1 except that the type of smectite was changed. The w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film As described in Examples 18 to 19 in Table 3, a thermoplastic resin film was obtained in the same manner as in Example 1 except that the kind of binder was changed. The w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that the kind of the crosslinking agent was changed as described in Example 20 in Table 3.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- Example 21 As described in Example 21 in Table 4, a thermoplastic resin film was obtained in the same manner as in Example 1 except that the crosslinking agent was removed. The w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- Examples 22 to 25 As described in Examples 22 to 25 in Table 4, except that the coating amount of the coating liquid for the coat layer was changed to change the solid content per unit area of the coat layer after drying, Similarly, a thermoplastic resin film was obtained. The w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that the secondary agglomerated light calcium carbonate was removed.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that light calcium carbonate was blended instead of the secondary agglomerated light calcium carbonate.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin film was obtained in the same manner as in Example 1 except that smectite was removed.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- Comparative Example 4 As described in Comparative Example 4 in Table 4, a thermoplastic resin film without a coat layer was obtained.
- thermoplastic resin film of Comparative Example 5 was obtained in the same manner as Comparative Example 2 except that the dispersant was not used.
- the w/d value of the secondary agglomerated light calcium carbonate in the coat layer of the obtained thermoplastic resin film was measured in the same manner as in Example 1.
- thermoplastic resin films obtained in each example and comparative example were performed on the thermoplastic resin films obtained in each example and comparative example.
- Table 1 shows the contents and abbreviations of the material of the coat layer.
- Tables 2 to 4 show the evaluation results.
- thermoplastic resin film obtained in each of the examples and comparative examples was cut into A2 size (420 mm ⁇ 594 mm), a note was written on one side, and a design including character information such as a candidate, a frame line, and a design was offset printed. ..
- an offset printing machine trade name “Lithrone”, manufactured by Komori Corporation
- an oxidation polymerization type sheet-fed process ink “Fusion G (ink)” manufactured by DIC Corporation
- 1000 sheets were continuously printed at a speed of 6000 sheets/hour in an environment of a temperature of 23° C. and a relative humidity of 50% to obtain an offset printed matter.
- the character information of the obtained offset printed matter and the degree of transfer of the ink of the frame line are image-processed by an image analyzer (manufactured by Nireco: model Luzex IID) to calculate the area ratio of the ink transferred portion, and four levels are calculated according to the following criteria.
- An evaluation was made. A: 99% or more of the ink was transferred onto the thermoplastic resin film, and a good level B: 98% or more and less than 99% of the ink was transferred onto the thermoplastic resin film, and a generally good level C: 95 of the ink % Or more and less than 98% are transferred to the thermoplastic resin film and can be used practically D: Less than 95% of the ink is transferred to the thermoplastic resin film, which is an unusable level
- the printed surface was subjected to a friction test in which a load of 215 g was applied with a white cotton cloth (gold width 3) and the surface was rubbed 100 times.
- the ink portion before and after the test was image-processed with an image analyzer (manufactured by Nireco: model Luzex IID), and the residual ratio of the area of the ink portion was calculated and judged according to the following criteria.
- thermoplastic resin film 95% or more of the ink remains on the thermoplastic resin film
- a good level B 90% or more and less than 95% of the ink remains on the thermoplastic resin film
- a generally good level C 70 of the ink %
- D Less than 70% of the ink remains on the thermoplastic resin film for impractical use
- the smectite is contained in the coat layer together with the secondary agglomerated light calcium carbonate, not only the pencil writability but also the printability is excellent, and the surface in a low humidity environment of 30% RH is used.
- the resistivity is as low as 1.0 ⁇ 10 12 or less, and high antistatic properties are compatible.
- thermoplastic resin film of the present invention is excellent in printability, especially ink transferability and water scratch resistance, and has high pencil writability, so that it can be used for printing paper, poster paper, label paper, inkjet recording paper, thermal recording paper, thermal transfer receiving paper. It can be widely used as paper and pressure-sensitive transfer recording paper.
- the recording paper and the recording label of the present invention have excellent printability and high pencil writing ability, and thus can be effectively used for outdoor use.
Landscapes
- Laminated Bodies (AREA)
Abstract
La présente invention permet d'obtenir un bon équilibre entre l'imprimabilité, les propriétés d'écriture et les propriétés antistatiques dans un environnement à faible humidité. Un film de résine thermoplastique selon la présente invention est pourvu d'un matériau de base qui contient une résine thermoplastique et d'une couche de revêtement qui est disposée sur au moins une surface du matériau de base; et la couche de revêtement contient des agrégats secondaires de carbonate de calcium léger et de la smectite.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020563310A JP7308229B2 (ja) | 2018-12-26 | 2019-12-24 | 熱可塑性樹脂フィルム、記録用紙及び記録用ラベル |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018242819 | 2018-12-26 | ||
| JP2018-242819 | 2018-12-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020138090A1 true WO2020138090A1 (fr) | 2020-07-02 |
Family
ID=71127022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/050636 Ceased WO2020138090A1 (fr) | 2018-12-26 | 2019-12-24 | Film de résine thermoplastique, papier d'enregistrement et étiquette pour enregistrement |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7308229B2 (fr) |
| WO (1) | WO2020138090A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7049733B1 (ja) * | 2022-02-18 | 2022-04-07 | 株式会社Tbm | 選挙投票用紙及びその製造方法 |
| WO2022208966A1 (fr) * | 2021-03-31 | 2022-10-06 | 株式会社ユポ・コーポレーション | Papier d'impression |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11301096A (ja) * | 1998-04-20 | 1999-11-02 | Konica Corp | インクジェット記録用紙 |
| JP2001253166A (ja) * | 2000-03-14 | 2001-09-18 | Yupo Corp | インクジェット記録用紙 |
| JP2005008992A (ja) * | 2003-06-16 | 2005-01-13 | Daio Paper Corp | 多目的記録用紙 |
| JP2012218350A (ja) * | 2011-04-12 | 2012-11-12 | Oji Paper Co Ltd | 感熱記録体 |
| JP2016101679A (ja) * | 2014-11-27 | 2016-06-02 | 北越紀州製紙株式会社 | インクジェット記録用紙 |
| JP2017065246A (ja) * | 2015-09-30 | 2017-04-06 | トッパン・フォームズ株式会社 | 記録シート |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2887205B2 (ja) * | 1988-05-31 | 1999-04-26 | 王子製紙株式会社 | 印刷用塗被紙 |
| JPH07117332A (ja) * | 1993-10-21 | 1995-05-09 | New Oji Paper Co Ltd | インクジェット記録用シート |
-
2019
- 2019-12-24 WO PCT/JP2019/050636 patent/WO2020138090A1/fr not_active Ceased
- 2019-12-24 JP JP2020563310A patent/JP7308229B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11301096A (ja) * | 1998-04-20 | 1999-11-02 | Konica Corp | インクジェット記録用紙 |
| JP2001253166A (ja) * | 2000-03-14 | 2001-09-18 | Yupo Corp | インクジェット記録用紙 |
| JP2005008992A (ja) * | 2003-06-16 | 2005-01-13 | Daio Paper Corp | 多目的記録用紙 |
| JP2012218350A (ja) * | 2011-04-12 | 2012-11-12 | Oji Paper Co Ltd | 感熱記録体 |
| JP2016101679A (ja) * | 2014-11-27 | 2016-06-02 | 北越紀州製紙株式会社 | インクジェット記録用紙 |
| JP2017065246A (ja) * | 2015-09-30 | 2017-04-06 | トッパン・フォームズ株式会社 | 記録シート |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022208966A1 (fr) * | 2021-03-31 | 2022-10-06 | 株式会社ユポ・コーポレーション | Papier d'impression |
| JPWO2022208966A1 (fr) * | 2021-03-31 | 2022-10-06 | ||
| JP2024152962A (ja) * | 2021-03-31 | 2024-10-25 | 株式会社ユポ・コーポレーション | 記録用紙 |
| JP7580009B2 (ja) | 2021-03-31 | 2024-11-08 | 株式会社ユポ・コーポレーション | 記録用紙 |
| JP7049733B1 (ja) * | 2022-02-18 | 2022-04-07 | 株式会社Tbm | 選挙投票用紙及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7308229B2 (ja) | 2023-07-13 |
| JPWO2020138090A1 (ja) | 2021-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015072331A1 (fr) | Film de résine thermoplastique, récipient creux moulé à étiquette fixée, film adhésif, étiquette, et film à utiliser en impression | |
| US7101826B2 (en) | Recording paper and label paper using the same | |
| JP7308229B2 (ja) | 熱可塑性樹脂フィルム、記録用紙及び記録用ラベル | |
| JPWO2020145404A1 (ja) | 記録用紙及びその用途、並びに記録用紙の製造方法 | |
| US20220119682A1 (en) | Recording paper, use thereof, and method for producing recording paper | |
| JP7438402B2 (ja) | 積層体、インクジェット用紙及び粘着ラベル | |
| JP2019166753A (ja) | 印刷用紙 | |
| JP7791325B2 (ja) | 記録用紙 | |
| JP7123272B2 (ja) | 記録用紙及び記録用ラベル | |
| US7862884B2 (en) | Electrophotographic film and recorded material using the same | |
| JP7580009B2 (ja) | 記録用紙 | |
| EP1547798B1 (fr) | Papier d'enregistrement par transfert thermique de matiere fondue | |
| JP4219265B2 (ja) | 電子写真フィルム及びそれを用いた記録物 | |
| JP2004122774A (ja) | 溶融熱転写記録用紙 | |
| JP4925897B2 (ja) | 選挙投票用紙 | |
| JP3941404B2 (ja) | 電子写真用転写シート | |
| JP6960244B2 (ja) | 樹脂フィルム、及びこれを用いたポスター用印刷基材 | |
| JP2023071094A (ja) | 記録用紙 | |
| JP7142153B2 (ja) | 印刷用紙及び印刷物 | |
| JP4446671B2 (ja) | 電子写真ラベル | |
| JP2025049774A (ja) | レーザー印刷用の熱可塑性樹脂フィルム | |
| JP2000172000A (ja) | 電子写真用紙 | |
| JP4450560B2 (ja) | 電子写真フィルム | |
| JP2005280026A (ja) | 剥離性積層体 | |
| JP2003345253A (ja) | 熱転写ラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19902806 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020563310 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19902806 Country of ref document: EP Kind code of ref document: A1 |