WO2020158111A1 - 二相ステンレス鋼、継目無鋼管、および二相ステンレス鋼の製造方法 - Google Patents
二相ステンレス鋼、継目無鋼管、および二相ステンレス鋼の製造方法 Download PDFInfo
- Publication number
- WO2020158111A1 WO2020158111A1 PCT/JP2019/044765 JP2019044765W WO2020158111A1 WO 2020158111 A1 WO2020158111 A1 WO 2020158111A1 JP 2019044765 W JP2019044765 W JP 2019044765W WO 2020158111 A1 WO2020158111 A1 WO 2020158111A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- stainless steel
- duplex stainless
- content
- composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a duplex stainless steel, and more particularly to a duplex stainless steel having both excellent strength and toughness and capable of being hot worked in a manufacturing process.
- the present invention also relates to a seamless steel pipe and a method for producing duplex stainless steel.
- duplex stainless steel material which is a material having excellent corrosion resistance, is used as a material for oil country tubular goods.
- Various techniques have been proposed for increasing the strength of duplex stainless steel.
- Patent Document 1 a duplex stainless steel tube that has been subjected to final rolling is reheated to a temperature T (° C.) that satisfies 800+5Cr(%)+25Mo(%)+15W(%) ⁇ T ⁇ 1150, and then rapidly cooled.
- T a temperature that satisfies 800+5Cr(%)+25Mo(%)+15W(%) ⁇ T ⁇ 1150.
- Patent Document 2 proposes a method for producing a high-strength duplex stainless steel material using an austenitic/ferritic duplex stainless steel containing Cu.
- the duplex stainless steel is heated to 1000° C. or higher to perform hot working, then is rapidly cooled from a temperature of 800° C. or higher, and then warm worked to 300 to 700° C. Further cold working produces a high-strength duplex stainless steel material.
- Patent Document 2 also discloses that after the cold working, an aging heat treatment is further performed at 450° C. to 700° C.
- Patent Document 3 proposes a method for producing a duplex stainless steel pipe having a minimum yield strength of 758.3 to 965.2 MPa.
- a duplex stainless steel material having a predetermined component composition is hot-worked into a cold-working raw pipe, and when cold-rolling the cold-working raw pipe to produce a steel pipe,
- the workability Rd represented by the cross-section reduction rate in the final cold rolling step is controlled within a specific range.
- Patent Document 4 proposes a duplex stainless steel containing C, Si, Mn, Ni, Cr, Cu, and N, and having a ferrite phase area ratio of 20 to 60%.
- the yield strength of the duplex stainless steel pipe obtained by the manufacturing method proposed in Patent Document 1 is at most about 680 MPa, and the range that can be used for oil country tubular goods was limited.
- the strength-enhancing technology proposed in Patent Documents 2 and 3 has a problem that it takes a long time to manufacture because the amount of cold working must be increased in order to increase the strength.
- the present invention provides a duplex stainless steel that is suitable as a material for crude oil or natural gas oil well pipes, gas well pipes, and the like, has high strength, high toughness, and is excellent in hot workability. To aim.
- high strength refers to a strength of yield strength (YS): 862 MPa or more.
- high toughness means the absorbed energy vE -10 : 40 J or more in the Charpy impact test at -10°C.
- the present inventors have obtained the following findings as a result of repeated research on the strength and toughness of duplex stainless steel in order to solve the above problems.
- the structure of the steel has a composite structure containing 20 to 70% of the austenite phase as the first phase and the second phase is the ferrite phase. It is possible to obtain a duplex stainless steel having excellent corrosion resistance under an environment in which a stress near the yield strength is applied.
- high strength of YS: 862 MPa or more can be achieved by containing a certain amount of Cu or more and performing a slight cold working. Further, by reducing N to less than 0.075%, it is possible to suppress the formation of nitrides when the aging heat treatment is performed and achieve excellent toughness.
- the present invention has been made based on the above findings, and its gist structure is as follows.
- composition is further in mass%, W: Duplex stainless steel according to the above 1, containing 1.5% or less.
- composition is further in mass%, V: Duplex stainless steel according to the above 1 or 2, containing 0.20% or less.
- composition is further in mass%,
- composition is further in mass%, REM: 0.005% or less, Ca: 0.005% or less,
- composition is further in mass%, Ta: 0.1% or less,
- composition is further in mass%, Al: 0.5% or less, Ti: 0.5% or less, Nb: Duplex stainless steel according to any one of 1 to 6 above, containing 1 or 2 or more selected from the group consisting of 0.5% or less.
- a method for producing a duplex stainless steel according to any one of 1 to 7 above The steel material having the composition according to any one of 1 to 7 above is heated to a heating temperature of 1000° C. or higher, and then the steel material is cooled at an average cooling rate of 1° C./s or higher. Then, a solution treatment for cooling to a cooling stop temperature of 300° C. or lower is performed, The steel material after the solution treatment is subjected to cold working with a reduction amount in the thickness direction: 5 to 10%, Duplex stainless steel in which the steel material after the cold working is heated to a heating temperature of 350° C. to 600° C., held at the heating temperature for a holding time of 5 minutes or more and 100 minutes or less, and then subjected to an aging heat treatment for cooling. Manufacturing method.
- composition The composition of the duplex stainless steel of the present invention and the reason for the limitation will be described. Hereinafter, mass% is simply expressed as% unless otherwise specified.
- C 0.03% or less C is an element having an effect of stabilizing the austenite phase and improving strength and low temperature toughness.
- the C content is 0.03% or less, preferably 0.02% or less, and more preferably 0.01% or less.
- the lower limit of the C content is not particularly limited, but it is preferably 0.004% or more from the viewpoint of enhancing the effect of adding C.
- Si 1.0% or less Si is an element effective as a deoxidizing agent. However, if the Si content exceeds 1.0%, the precipitation of intermetallic compounds due to heat treatment becomes excessive, and the corrosion resistance of steel deteriorates. Therefore, the Si content is 1.0% or less, preferably 0.7% or less, and more preferably 0.6% or less. On the other hand, the lower limit of the Si content is not particularly limited, but in order to sufficiently obtain the above effect, the Si content is preferably 0.05% or more, and more preferably 0.10% or more.
- Mn 0.10 to 1.5%
- Mn is an element that is effective as a deoxidizing agent, similar to Si described above, and fixes S that is unavoidably contained in steel as a sulfide to improve hot workability. These effects are obtained at a content of 0.10% or more. Therefore, the Mn content is 0.10% or more, preferably 0.15% or more, more preferably 0.20% or more. On the other hand, when the Mn content exceeds 1.5%, not only the hot workability is deteriorated but also the corrosion resistance is adversely affected. Therefore, the Mn content is set to 1.5% or less, preferably 1.0% or less, and more preferably 0.50% or less.
- P 0.030% or less P reduces the corrosion resistance such as carbon dioxide gas corrosion resistance, pitting corrosion resistance and sulfide stress cracking resistance, so it is preferable to reduce as much as possible, but if 0.030% or less acceptable. Therefore, the P content is 0.030% or less, preferably 0.020% or less, and more preferably 0.015% or less.
- the lower limit of the P content is not particularly limited. However, excessive reduction of P raises refining costs, which is economically disadvantageous. Therefore, the P content is preferably 0.005% or more, and more preferably 0.007% or more.
- S 0.005% or less
- S is an element that significantly deteriorates the hot workability and hinders stable operation of the steel pipe manufacturing process, and it is preferable to reduce it as much as possible.
- Steel pipes can be manufactured in the process. Therefore, the S content is 0.005% or less, preferably 0.002% or less, and more preferably 0.0015% or less.
- the lower limit of the S content is not particularly limited, but excessive reduction of S is industrially difficult, and it involves an increase in desulfurization cost in the steelmaking process and a decrease in productivity. Therefore, the S content is preferably 0.0001% or more, and more preferably 0.0005% or more.
- Cr 20.0-30.0% Cr is a basic component effective for maintaining corrosion resistance and improving strength. In order to obtain these effects, the Cr content needs to be 20.0% or more. Therefore, the Cr content is 20.0% or more. In order to obtain higher strength, the Cr content is preferably 21.0% or more, more preferably 21.5% or more. On the other hand, if the content of Cr exceeds 30.0%, the ⁇ phase, which is a phase of the intermetallic compound of Fe and Cr, tends to precipitate, and both corrosion resistance and toughness deteriorate. Therefore, the Cr content is 30.0% or less. From the viewpoint of further improving sulfide stress crack resistance and toughness, the Cr content is preferably 28.0% or less, and more preferably 26.0% or less.
- Ni 5.0-10.0%
- Ni is an element contained for stabilizing the austenite phase and obtaining a two-phase structure.
- the Ni content is 5.0% or more, preferably 6.0% or more.
- the Ni content is 10.0% or less, preferably 8.5% or less.
- Mo 2.0-5.0%
- Mo is an element that increases resistance to pitting corrosion due to Cl ⁇ and low pH, and enhances sulfide stress cracking resistance and sulfide stress corrosion cracking resistance. In order to obtain the above effect, the content of 2.0% or more is required. Therefore, the Mo content is 2.0% or more, preferably 2.5% or more. On the other hand, if the Mo content exceeds 5.0%, the ⁇ phase precipitates, and the toughness and corrosion resistance decrease. Therefore, the Mo content is 5.0% or less, preferably 4.5% or less, and more preferably 3.5% or less.
- Cu 1.0 or More and Less Than 2.0% Cu is an element having a function of precipitating fine ⁇ -Cu by aging heat treatment and significantly increasing strength. Further, Cu has a function of strengthening a protective film formed on the surface of stainless steel, suppressing hydrogen intrusion into the steel, and enhancing resistance to sulfide stress cracking and resistance to sulfide stress corrosion cracking. Therefore, in the present invention, it is extremely important to contain an appropriate amount of Cu. In order to obtain the above effect, it is necessary to contain 1.0% or more of Cu. Therefore, the Cu content is 1.0% or more, preferably 1.1% or more, more preferably 1.2% or more, and further preferably 1.3% or more.
- the Cu content is 2.0% or more, ⁇ -Cu excessively precipitates, the low temperature toughness decreases, and the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance also decrease. .. Further, if the Cu content is 2.0% or more, hot workability deteriorates due to hot work cracking, and pipe making becomes impossible. Therefore, the Cu content is less than 2.0%, preferably 1.9% or less.
- N Less than 0.075% N is known as an element that improves pitting corrosion resistance and contributes to solid solution strengthening in ordinary duplex stainless steel, and 0.10% or more is positively added. ..
- the present inventors (1) N forms various nitrides in the case of performing the aging heat treatment, and rather the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance at a low temperature of 80° C. or lower. It was newly revealed that the N content is 0.075% or more, and (2) the above action is remarkable. Therefore, the N content is less than 0.075%, preferably 0.05% or less, more preferably 0.03% or less, still more preferably 0.015% or less.
- the lower limit of the N content is not particularly limited, but in order to obtain more excellent characteristics, the N content is preferably 0.001% or more, more preferably 0.005% or more.
- the duplex stainless steel according to one embodiment of the present invention may have a composition including the above-mentioned elements, the balance of Fe and inevitable impurities.
- the above are the basic components in the present invention, and the characteristics intended by the present invention can be obtained with the above basic components, but it is also possible to optionally contain the selective elements described below.
- the content of O (oxygen) contained as the unavoidable impurities is preferably 0.01% or less.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain W in the amounts described below.
- W 1.5% or less W is an element having an effect of further improving sulfide stress corrosion cracking resistance and sulfide stress cracking resistance. However, if the W content exceeds 1.5%, one or both of toughness and sulfide stress crack resistance may decrease. Therefore, when W is added, the W content is set to 1.5% or less, preferably 1.2% or less, and more preferably 1.0% or less. On the other hand, the lower limit of the W content is not particularly limited, but from the viewpoint of enhancing the effect of adding W, the W content is preferably 0.02% or more, more preferably 0.3% or more. , 0.4% or more is more preferable.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain V in the amounts described below.
- V 0.20% or less
- V is an element that further improves the strength of steel by precipitation strengthening.
- the V content exceeds 0.20%, one or both of toughness and sulfide stress crack resistance may decrease. Therefore, when V is added, the V content is 0.20% or less, preferably 0.08% or less, and more preferably 0.07% or less.
- the lower limit of the V content is not particularly limited, but from the viewpoint of enhancing the effect of adding V, the V content is preferably 0.02% or more, more preferably 0.03% or more. , 0.04% or more is more preferable.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain one or both of Zr and B in the amounts described below. Both Zr and B are useful as elements contributing to further improvement in strength, and can be selected and contained as necessary.
- Zr 0.50% or less Zr contributes not only to the above-mentioned strength improvement but also to further improvement of sulfide stress corrosion cracking resistance. However, if the Zr content exceeds 0.50%, one or both of toughness and sulfide stress cracking resistance may decrease. Therefore, when Zr is contained, the Zr content is 0.50% or less, preferably 0.40% or less, and more preferably 0.30% or less. On the other hand, the lower limit of the Zr content is not particularly limited, but from the viewpoint of enhancing the effect of adding Zr, the Zr content is preferably 0.02% or more, more preferably 0.05% or more. , 0.10% or more is more preferable.
- B 0.0030% or less B is useful as an element that contributes to the above-mentioned strength improvement and further improvement of hot workability. However, if the B content exceeds 0.0030%, the toughness and hot workability may be reduced. If contained in a large amount, the resistance to sulfide stress cracking may decrease. Therefore, when B is contained, the B content is 0.0030% or less, preferably 0.0028% or less, and more preferably 0.0027% or less. On the other hand, the lower limit of the B content is not particularly limited, but from the viewpoint of enhancing the effect of adding B, the B content is preferably 0.0005% or more, more preferably 0.0008% or more. , 0.0010% or more is more preferable.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain one or more selected from the group consisting of REM, Ca, Sn, and Mg in the amounts described below. ..
- REM, Ca, Sn, and Mg is an element that contributes to further improvement of sulfide stress corrosion cracking resistance, and can be selected and contained as necessary.
- REM 0.005% or less REM (rare earth metal) is an element that contributes to the improvement of sulfide stress corrosion cracking resistance as described above. However, if the REM content exceeds 0.005%, the effect of adding REM is saturated, and the effect commensurate with the amount added is not obtained, which is economically disadvantageous. Therefore, when REM is added, the REM content is 0.005% or less, preferably 0.004% or less. On the other hand, the lower limit of the REM content is not particularly limited, but from the viewpoint of enhancing the effect of adding REM, the REM content is preferably 0.001% or more, and more preferably 0.0015% or more. ..
- Ca 0.005% or less Ca is an element that contributes to the improvement of sulfide stress corrosion cracking resistance as described above. However, if the Ca content exceeds 0.005%, the effect of Ca addition is saturated and the effect commensurate with the amount added cannot be obtained, which is economically disadvantageous. Therefore, when Ca is added, the Ca content is 0.005% or less, preferably 0.004% or less. On the other hand, the lower limit of the Ca content is not particularly limited, but from the viewpoint of enhancing the effect of adding Ca, the Ca content is preferably 0.001% or more, more preferably 0.0015% or more. ..
- Sn 0.20% or less
- Sn is an element that contributes to the improvement of sulfide stress corrosion cracking resistance as described above. However, if the Sn content exceeds 0.20%, the effect of addition of Sn is saturated, and the effect corresponding to the added amount cannot be obtained, which is economically disadvantageous. Therefore, when Sn is added, the Sn content is set to 0.20% or less, preferably 0.15% or less.
- the lower limit of the Sn content is not particularly limited, but from the viewpoint of enhancing the effect of adding Sn, the Sn content is preferably 0.05% or more, more preferably 0.09% or more. ..
- Mg 0.01% or less Mg is an element that contributes to the improvement of sulfide stress corrosion cracking resistance as described above. However, if the Mg content exceeds 0.01%, the effect of addition of Mg is saturated, and the effect corresponding to the added amount cannot be obtained, which is economically disadvantageous. Therefore, when adding Mg, the Mg content is set to 0.01% or less, preferably 0.005% or less. On the other hand, the lower limit of the Mg content is not particularly limited, but from the viewpoint of enhancing the effect of adding Mg, the Mg content is preferably 0.0002% or more, more preferably 0.0005% or more. preferable.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain one or more selected from the group consisting of Ta, Co, and Sb in the amounts described below.
- Ta, Co, and Sb is an element that contributes to further improvement of CO 2 corrosion resistance, sulfide stress cracking resistance, and sulfide stress corrosion cracking resistance, and can be selected and contained as necessary. ..
- Ta 0.1% or less
- the lower limit of the Ta content is not particularly limited, but from the viewpoint of enhancing the Ta addition effect, the Ta content is preferably 0.01% or more, and 0.03% or more. More preferably.
- the Ta content exceeds 0.1%, the effect of addition of Ta is saturated and the effect commensurate with the added amount cannot be obtained, which is economically disadvantageous. Therefore, when Ta is added, the Ta content is 0.1% or less, preferably 0.07% or less.
- Co 1.0% or less
- the lower limit of the Co content is not particularly limited, but from the viewpoint of enhancing the effect of adding Co, the Co content is preferably 0.01% or more, more preferably 0.03% or more.
- the Co content exceeds 1.0%, the effect of addition of Co is saturated and the effect commensurate with the added amount cannot be obtained, which is economically disadvantageous. Therefore, when Co is added, the Co content is 1.0% or less, preferably 0.3% or less.
- Sb 1.0% or less
- the lower limit of the Sb content is not particularly limited, but from the viewpoint of enhancing the effect of adding Sb, the Sb content is preferably 0.01% or more, and 0.03% or more. More preferably.
- the Sb content exceeds 1.0%, the Sb addition effect is saturated, and the effect corresponding to the addition amount cannot be obtained, which is economically disadvantageous. Therefore, when Sb is added, the Sb content is 1.0% or less, preferably 0.3% or less.
- composition of the duplex stainless steel in another embodiment of the present invention may further optionally contain one or more selected from the group consisting of Al, Ti, and Nb in the amounts described below.
- Al, Ti, and Nb form intermetallic compounds with Ni in the aging heat treatment, and further increase the strength without lowering the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance at a low temperature of 80°C or lower. Is an element that raises.
- the Al content is preferably 0.05% or more, and is 0.30% or more. More preferably.
- the Al content exceeds 0.5%, the intermetallic compound is excessively precipitated, and on the contrary, the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance at low temperatures are deteriorated. Therefore, when Al is added, the Al content is 0.5% or less.
- Ti 0.5% or less
- the lower limit of the Ti content is not particularly limited, but from the viewpoint of enhancing the effect of adding Ti, the Ti content is preferably 0.02% or more, and 0.30% or more. More preferably.
- the Ti content exceeds 0.5%, the intermetallic compound is excessively precipitated, and on the contrary, the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance at low temperatures are deteriorated. Therefore, when adding Ti, the Ti content is 0.5% or less.
- Nb 0.5% or less
- the lower limit of the Nb content is not particularly limited, but from the viewpoint of enhancing the effect of adding Nb, the Nb content is preferably 0.02% or more, and 0.30% or more. More preferably.
- the Nb content exceeds 0.5%, the intermetallic compound is excessively precipitated, and on the contrary, the sulfide stress corrosion cracking resistance and the sulfide stress cracking resistance at low temperatures are deteriorated. Therefore, when Nb is added, the Nb content is 0.5% or less.
- Duplex stainless steel in another embodiment of the present invention in% by weight, C: 0.03% or less, Si: 1.0% or less, Mn: 0.10 to 1.5%, P: 0.030% or less, S: 0.005% or less, Cr: 20.0-30.0%, Ni: 5.0-10.0%, Mo: 2.0-5.0%, Cu: 1.0% or more and less than 2.0%, N: less than 0.075%, Optionally, W: 1.5% or less, Optionally, V: 0.20% or less, Optionally, one or both of Zr: 0.50% or less and B: 0.0030% or less, Optionally 1 or more selected from the group consisting of REM: 0.005% or less, Ca: 0.005% or less, Sn: 0.20% or less, and Mg: 0.01% or less, Optionally 1 or more selected from the group consisting of Ta: 0.1% or less, Co: 1.0% or less, and Sb: 1.0% or less, Arbitrarily, 1 or 2 or more selected from the group consisting of Al: 0.5% or less, Ti: 0.
- the duplex stainless steel of the present invention has a structure containing a volume ratio of 20 to 70% austenite phase and 30 to 80% ferrite phase.
- the volume ratio of the austenite phase is set to 20% or more, preferably 30% or more, and more preferably 40% or more.
- the volume ratio of the austenite phase is 70% or less, preferably 65% or less, more preferably 60% or less.
- the volume ratio of the ferrite phase 30-80% If the volume ratio of the ferrite phase is less than 30%, the desired high strength cannot be secured. Therefore, the volume ratio of the ferrite phase is set to 30% or more, preferably 35% or more, and more preferably 40% or more. On the other hand, if the volume ratio of the ferrite phase exceeds 80%, the desired low temperature toughness value cannot be obtained. Therefore, the volume ratio of the ferrite phase is 80% or less, preferably 70% or less, more preferably 60% or less.
- the structure of the duplex stainless steel in one embodiment of the present invention may be composed of only two phases of an austenite phase and a ferrite phase.
- the duplex stainless steel according to the embodiment of the present invention may have a structure composed of austenite phase: 20 to 70% and ferrite phase: 30 to 80%.
- the structure of the duplex stainless steel according to another embodiment of the present invention may contain a precipitate as the balance other than the austenite phase and the ferrite phase.
- the precipitate may include, for example, one or more selected from the group consisting of intermetallic compounds, carbides, nitrides, and sulfides.
- the content of the precipitate is not particularly limited, but the total volume ratio is preferably 1% or less. That is, the duplex stainless steel according to the embodiment of the present invention may have a structure composed of austenite phase: 20 to 69%, ferrite phase: 30 to 79%, and precipitate: 1% or less.
- Yield strength 862 MPa or more
- the duplex stainless steel of the present invention has a yield strength (YS) of 862 MPa or more.
- the yield strength is preferably 870 MPa or more, more preferably 880 MPa or more.
- the upper limit of the yield strength is not particularly limited, for example, the yield strength may be 1034 MPa or less, 1020 MPa or less, or 1010 MPa or less.
- vE -10 40 J or more
- the duplex stainless steel of the present invention has an absorbed energy vE -10 of 40 J or more in a Charpy impact test at -10°C.
- vE -10 is preferably 43 J or more, and more preferably 49 J or more.
- the upper limit of vE ⁇ 10 is not particularly limited, but may be, for example, 70 J or less, 65 J or less, or 60 J or less.
- the tensile strength of the duplex stainless steel of the present invention is not particularly limited and may be any value, but it is preferably 900 MPa or more, more preferably 910 MPa or more, and more preferably 920 MPa or more. Is more preferable. Although the upper limit of the tensile strength is not particularly limited, it may be 1060 MPa or less, 1050 MPa or less, or 1040 MPa or less.
- the duplex stainless steel by subjecting the steel material having the above composition to solution treatment, cold working the steel material after the solution treatment, and subjecting the steel material after the cold working to an aging treatment It can be manufactured.
- a steel material (stainless steel) having the above-mentioned composition is used as the starting material for the solution treatment.
- the method for manufacturing the steel material is not particularly limited, and the steel material can be manufactured by any method.
- Heating temperature 1000°C or higher If the heating temperature in the solution heat treatment is less than 1000°C, desired high toughness cannot be secured. Therefore, the heating temperature is 1000° C. or higher, preferably 1050° C. or higher. On the other hand, although the upper limit of the heating temperature is not particularly limited, it is preferably 1150° C. or lower, more preferably 1100° C. or lower, from the viewpoint of preventing coarsening of the structure.
- the heating temperature here is the temperature at the surface of the steel material.
- the holding time in the solution heat treatment is not particularly limited. However, from the viewpoint of making the temperature in the steel material uniform, the holding time at the heating temperature is preferably 5 minutes or more, more preferably 10 minutes or more, and further preferably 20 minutes or more.
- the upper limit of the holding time is not particularly limited, but the holding time at the heating temperature is preferably 210 min or less.
- Average cooling rate 1° C./s or more
- the average cooling rate in the cooling process of the solution heat treatment is less than 1° C./s, intermetallic compounds such as ⁇ phase and ⁇ phase are precipitated during cooling, and low temperature toughness and corrosion resistance are low. Markedly reduced. Therefore, the average cooling rate is set to 1° C./s or more.
- the average speed is preferably 10° C./s or more, and more preferably 20° C./s.
- the upper limit of the average cooling rate is not particularly limited, but may be, for example, 30° C./s or less.
- the average cooling rate means the average of the cooling rates in the range from the heating temperature to the cooling stop temperature.
- the cooling method in the solution heat treatment is not particularly limited and may be any method, but water cooling is preferable.
- Cooling stop temperature 300° C. or less
- the cooling stop temperature in the cooling process of the solution heat treatment is higher than 300° C.
- ⁇ -prime phase is precipitated after that, and the low temperature toughness and corrosion resistance are significantly reduced. Therefore, the cooling stop temperature is set to 300° C. or lower, preferably 100° C. or lower, more preferably 30° C. or lower.
- the lower limit of the cooling stop temperature is not particularly limited, but is preferably 10° C. or higher, and more preferably 20° C. or higher.
- the steel material after the solution treatment is subjected to cold working at a reduction amount in the thickness direction: 5 to 10%.
- the cold working is preferably rolling. If the reduction amount is less than 5%, the desired high strength cannot be secured. If the reduction amount exceeds 10%, it becomes impossible to secure desired toughness.
- aging heat treatment After the cold working, an aging heat treatment is performed.
- the stainless steel is heated to a heating temperature of 350° C. to 600° C. (aging treatment temperature), kept at the heating temperature, and then cooled.
- aging treatment temperature 350° C. to 600° C.
- Heating temperature 350°C-600°C
- the heating temperature in the aging heat treatment is higher than 600° C.
- the precipitated Cu is coarsened and the strain due to cold working is released, so that desired strength, toughness and corrosion resistance cannot be secured. Therefore, the heating temperature is set to 600° C. or lower, preferably 500° C. or lower.
- the heating temperature in the aging heat treatment is 350° C. or higher, preferably 400° C. or higher.
- Hold time 5min-100min If the holding time of the aging heat treatment is less than 5 minutes, the desired structure cannot be made uniform. Therefore, the holding time is set to 5 minutes or longer, preferably 10 minutes or longer, and more preferably 30 minutes or longer. On the other hand, if the holding time exceeds 100 min, a hard ⁇ phase precipitates and desired toughness cannot be obtained. Therefore, the holding time is 100 min or less, preferably 90 min or less.
- the cooling conditions are not particularly limited, but it is preferable to cool to room temperature.
- the average cooling rate in the cooling is not particularly limited, but is preferably 1° C./s or more.
- the upper limit of the average cooling rate is not particularly limited, but may be 30° C./s or less, for example.
- the cooling method in the aging heat treatment is not particularly limited and may be any method, but it is preferably performed by air cooling.
- the form of the duplex stainless steel in the present invention is not particularly limited, and can be any form.
- the duplex stainless steel can be in either plate or tube form.
- the duplex stainless steel in one embodiment of the present invention may be a duplex stainless steel plate or a duplex stainless steel tube.
- the duplex stainless steel is any one selected from the group consisting of a thin plate, a thick plate, a seamless steel pipe, a UOE steel pipe, an electric resistance welded steel pipe (ERW steel pipe), a spiral steel pipe, and a forged pipe.
- a seamless steel pipe is preferable.
- a steel pipe having the above-mentioned composition can be used as the above-mentioned steel material.
- the steel pipe (steel pipe material) as the steel material can be manufactured by any method without particular limitation.
- a billet having the above-mentioned composition may be hot worked into a steel pipe. More specifically, for example, first, molten steel having the above-described composition is melted and formed into a billet by a method such as a continuous casting method or an ingot-slump rolling method. Next, the billet is heated to a steel pipe material by an extrusion pipe forming method such as the Eugene Sejournet method or a hot working such as the Mannesmann pipe forming method. By subjecting the steel pipe material thus obtained to the solution treatment, the cold working, and the aging heat treatment described above, the seamless steel pipe made of the duplex stainless steel of the present invention can be obtained.
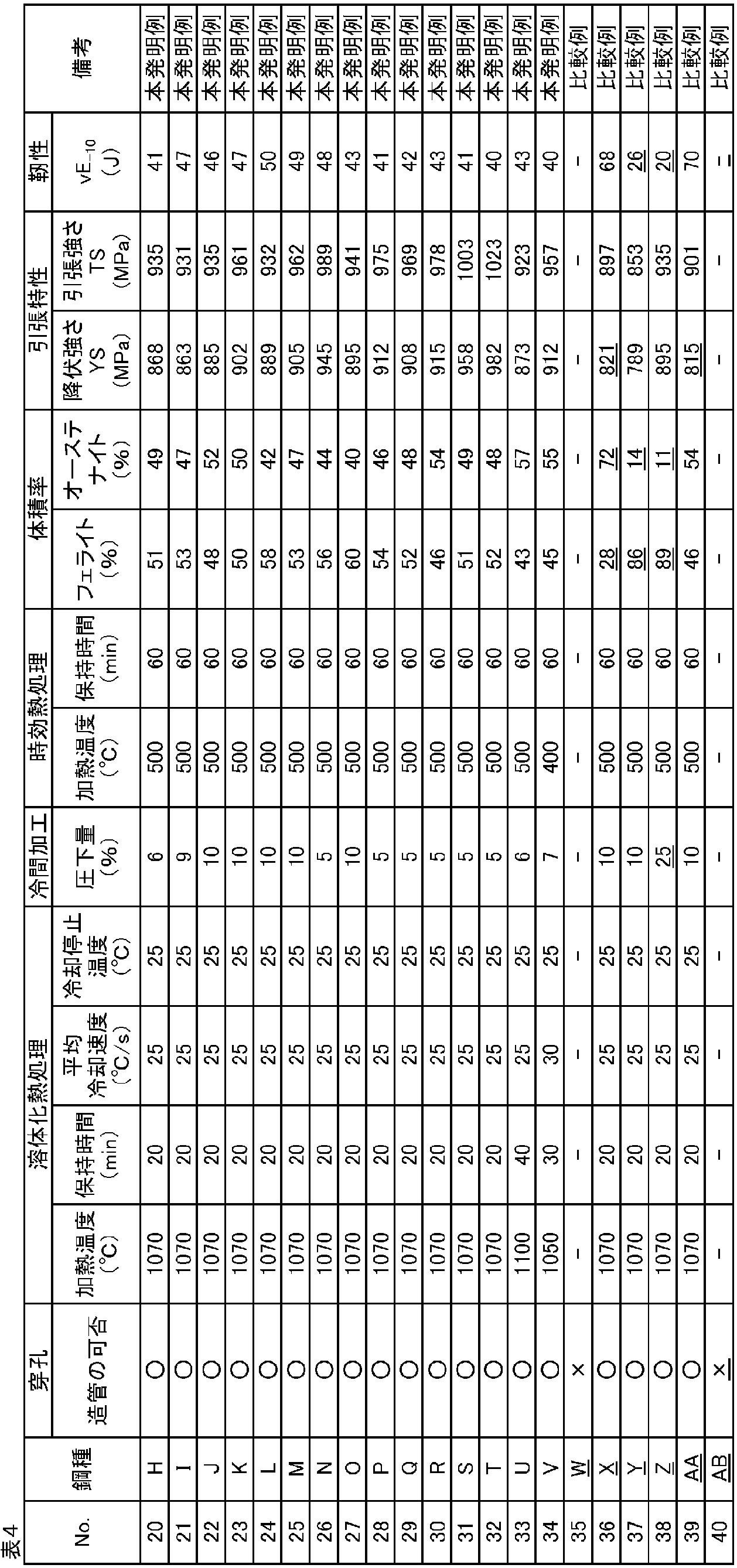
- molten steel having the composition shown in Tables 1 and 2 was melted in a converter and a billet was cast by continuous casting.
- the billet was heated at 1150° C. to 1250° C. and then pipe-formed by hot working (perforation) using a model piercer to obtain a steel pipe material as a steel material.
- the obtained steel pipe material was subjected to solution heat treatment, cold working (rolling), and aging heat treatment under the conditions shown in Tables 3 and 4, to obtain a seamless steel pipe made of duplex stainless steel.
- Quantitative structure determination, tensile test, and Charpy impact test were performed on each of the seamless steel pipes after the aging heat treatment.
- the test method was as follows.
- the volume ratio of the ferrite phase was measured by the following procedure. First, a test piece was sampled from the finally obtained seamless steel pipe made of duplex stainless steel so that the plane perpendicular to the piercing and rolling direction and at the plate thickness center position was the observation position. Then, the test piece was corroded with a virella reagent. After that, the tissue was imaged with an optical microscope (magnification: 1000 times), the average value of the area ratio of the ferrite phase was calculated using an image analyzer, and this was defined as the volume ratio (volume %).
- the volume ratio of the austenite phase was measured by the X-ray diffraction method.
- Mo K ⁇ ray was used as the X-ray source, and the measurement was performed under the conditions of tube voltage: 50 kV and tube current: 84 mA.
- the test piece for measurement was taken from the seamless steel pipe that had been subjected to the above-mentioned heat treatment (solution heat treatment-aging heat treatment) so that the center position of the plate thickness was the measurement surface.
- the diffracted X-ray integrated intensities of the (220) plane of the austenite phase ( ⁇ ) and the (211) plane of the ferrite phase ( ⁇ ) were measured by X-ray diffraction.
- the duplex stainless steel satisfying the conditions of the present invention had both excellent yield strength and toughness and was capable of hot working in the manufacturing process.
- the duplex stainless steel of the present invention can be used very suitably as a material for oil well pipes, gas well pipes and the like.
- the comparative stainless steels that did not satisfy the conditions of the present invention were inferior in either yield strength or toughness.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
C :0.03%以下、
Si:1.0%以下、
Mn:0.10~1.5%、
P :0.030%以下、
S :0.005%以下、
Cr:20.0~30.0%、
Ni:5.0~10.0%、
Mo:2.0~5.0%、
Cu:1.0%以上、2.0%未満、および
N :0.075%未満を含有し、
残部Feおよび不可避的不純物からなる組成を有し、
体積率で、
オーステナイト相:20~70%、および
フェライト相:30~80%を含む組織を有し、
降伏強さYSが862MPa以上かつ、
-10℃におけるシャルピー衝撃試験の吸収エネルギーvE-10が40J以上である機械的特性を有する、二相ステンレス鋼。
W :1.5%以下を含有する、上記1に記載の二相ステンレス鋼。
V :0.20%以下を含有する、上記1または2に記載の二相ステンレス鋼。
Zr:0.50%以下、および
B :0.0030%以下の一方または両方を含有する、上記1~3のいずれか一項に記載の二相ステンレス鋼。
REM:0.005%以下、
Ca:0.005%以下、
Sn:0.20%以下、および
Mg:0.01%以下からなる群より選択される1または2以上を含有する、上記1~4のいずれか一項に記載の二相ステンレス鋼。
Ta:0.1%以下、
Co:1.0%以下、および
Sb:1.0%以下からなる群より選択される1または2以上を含有する、上記1~5のいずれか一項に記載の二相ステンレス鋼。
Al:0.5%以下、
Ti:0.5%以下、
Nb:0.5%以下からなる群より選択される1または2以上を含有する、上記1~6のいずれか一項に記載の二相ステンレス鋼。
上記1~7のいずれか一項に記載の組成を有する鋼素材に対して、前記鋼素材を1000℃以上の加熱温度に加熱し、次いで、前記鋼素材を平均冷却速度:1℃/s以上で、300℃以下の冷却停止温度まで冷却する溶体化処理を施し、
前記溶体化処理後の前記鋼素材に、肉厚方向における圧下量:5~10%での冷間加工を施し、
前記冷間加工後の前記鋼素材を、350℃~600℃の加熱温度へ加熱し、前記加熱温度に5min以上、100min以下の保持時間保持したのち、冷却する時効熱処理を施す、二相ステンレス鋼の製造方法。
本発明の二相ステンレス鋼の組成と、その限定理由について説明する。以下、特に断らない限り、質量%は単に%で記す。
Cは、オーステナイト相を安定させて強度および低温靭性を向上させる効果を有する元素である。しかし、C含有量が0.03%を超えると、熱処理による炭化物の析出が過剰となり、拡散性水素の鋼中への過剰な侵入を阻止できなくなる。そしてその結果、鋼の耐食性が劣化する。そのため、C含有量は0.03%以下、好ましくは0.02%以下、より好ましくは0.01%以下とする。一方、C含有量の下限は特に限定されないが、Cの添加効果を高めるという観点からは、0.004%以上とすることが好ましい。
Siは、脱酸剤として有効な元素である。しかし、Si含有量が1.0%を超えると熱処理による金属間化合物の析出が過剰となり、鋼の耐食性が劣化する。このため、Si含有量は1.0%以下、好ましくは0.7%以下、より好ましくは0.6%以下とする。一方、Si含有量の下限は特に限定されないが、前記効果を十分に得るためには、Si含有量を0.05%以上とすることが好ましく、0.10%以上とすることがより好ましい。
Mnは、上述のSiと同様に、脱酸剤として有効な元素であるとともに、鋼中に不可避的に含有されるSを硫化物として固定し熱間加工性を改善する。これらの効果は0.10%以上の含有量で得られる。そのため、Mn含有量は0.10%以上、好ましくは0.15%以上、より好ましくは0.20%以上とする。一方、Mn含有量が1.5%を超えると、熱間加工性が低下するだけでなく、耐食性に悪影響を及ぼす。このため、Mn含有量は1.5%以下、好ましくは1.0%以下、より好ましくは0.50%以下とする。
Pは、耐炭酸ガス腐食性、耐孔食性および耐硫化物応力割れ性等の耐食性を低下させるため、できるだけ低減することが好ましいが、0.030%以下であれば許容できる。そのため、P含有量は0.030%以下、好ましくは0.020%以下、より好ましくは0.015%以下とする。一方、P含有量の下限は特に限定されない。しかし、過度のP低減は精錬コストを高騰させ、経済的に不利となる。よって、P含有量は0.005%以上とすることが好ましく、0.007%以上とすることがより好ましい。
Sは、熱間加工性を著しく低下させ、鋼管製造工程の安定操業を阻害する元素であり、できるだけ低減することが好ましいが、0.005%以下であれば通常の工程で鋼管の製造が可能である。そのため、S含有量は0.005%以下、好ましくは0.002%以下、より好ましくは0.0015%以下とする。一方、S含有量の下限は特に限定されないが、過度のS低減は工業的に困難であり、製鋼工程における脱硫コストの増加、生産性の低下を伴う。よって、S含有量は0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。
Crは、耐食性を維持し、強度を向上するために有効な基本成分である。これらの効果を得るためには、Cr含有量を20.0%以上とする必要がある。そのため、Cr含有量は、20.0%以上とする。より高い強度を得るためには、Cr含有量を21.0%以上とすることが好ましく、21.5%以上とすることがより好ましい。一方、Crの含有量が30.0%を超えると、FeとCrの金属間化合物の相であるσ相が析出し易くなり、耐食性と靭性がともに劣化する。そのため、Cr含有量は30.0%以下とする。耐硫化物応力割れ性と靱性をさらに向上させるという観点からは、Cr含有量を28.0%以下とすることが好ましく、26.0%以下とすることがより好ましい。
Niは、オーステナイト相を安定させ、二相組織を得るために含有される元素である。Ni含有量が5.0%未満の場合、フェライト相が主体の組織となって二相組織が得られない。そのため、Ni含有量は5.0%以上、好ましくは6.0%以上とする。一方、Ni含有量が10.0%を超えると、オーステナイト主体の組織となり、二相組織が得られない。また、Niは高価な元素であるため、Ni含有量が過剰であると経済性が損なわれる。そのため、Ni含有量は10.0%以下、好ましくは8.5%以下とする。
Moは、Cl-や低pHによる孔食に対する抵抗性を増加させ、耐硫化物応力割れ性および耐硫化物応力腐食割れ性を高める元素である。前記効果を得るためには、2.0%以上の含有を必要とする。そのため、Mo含有量は2.0%以上、好ましくは2.5%以上とする。一方、Mo含有量が5.0%を超えるとσ相が析出し、靭性および耐食性が低下する。そのため、Mo含有量は5.0%以下、好ましくは4.5%以下、より好ましくは3.5%以下とする。
Cuは、時効熱処理にて微細なε-Cuを析出し、強度を大幅に上昇させる作用を有する元素である。また、Cuは、ステンレス鋼の表面に形成される保護皮膜を強固にして鋼中への水素侵入を抑制し、耐硫化物応力割れ性および耐硫化物応力腐食割れ性を高める作用を有する。したがって、本発明では、適切な量のCuを含有することが極めて重要である。前記効果を得るためには、1.0%以上のCuの含有を必要とする。そのため、Cu含有量は1.0%以上、好ましくは1.1%以上、より好ましくは1.2%以上、さらに好ましくは1.3%以上とする。一方、Cu含有量が2.0%以上であると、ε-Cuが過剰に析出し、低温靭性が低下することに加え、耐硫化物応力腐食割れ性および耐硫化物応力割れ性も低下する。さらに、Cu含有量が2.0%以上であると、熱間加工割れによって熱間加工性が悪化し、造管が出来なくなる。このため、Cu含有量は2.0%未満、好ましくは1.9%以下とする。
Nは、通常の二相ステンレス鋼においては、耐孔食性を向上させ、また固溶強化に寄与する元素として知られ、0.10%以上が積極的に添加される。しかしながら、本発明者らは、(1)時効熱処理を行う場合には、Nは種々の窒化物を形成し、むしろ80℃以下の低温での耐硫化物応力腐食割れ性および耐硫化物応力割れ性を低下させること、および(2)前記作用はN含有量が0.075%以上で顕著であることを新たに明らかにした。このことから、N含有量は0.075%未満、好ましくは0.05%以下、より好ましくは0.03%以下、さらに好ましくは0.015%以下とする。一方、N含有量の下限はとくに限定されないが、さらに優れた特性を得るためには、N含有量を0.001%以上とすることが好ましく、0.005%以上とすることがより好ましい。
Wは、耐硫化物応力腐食割れ性、耐硫化物応力割れ性をさらに向上させる効果を有する元素である。しかし、W含有量が1.5%を超えると、靭性および耐硫化物応力割れ性の一方または両方が低下する場合がある。そのため、Wを添加する場合、W含有量を1.5%以下、好ましくは1.2%以下、より好ましくは1.0%以下とする。一方、W含有量の下限はとくに限定されないが、Wの添加効果を高めるという観点からは、W含有量を0.02%以上とすることが好ましく、0.3%以上とすることがより好ましく、0.4%以上とすることがさらに好ましい。
Vは、析出強化により鋼の強度をさらに向上させる元素である。しかし、V含有量が0.20%を超えると、靭性および耐硫化物応力割れ性の一方または両方が低下する場合がある。そのため、Vを添加する場合、V含有量は0.20%以下、好ましくは0.08%以下、より好ましくは0.07%以下とする。一方、V含有量の下限はとくに限定されないが、Vの添加効果を高めるという観点からは、V含有量を0.02%以上とすることが好ましく、0.03%以上とすることがより好ましく、0.04%以上とすることがさらに好ましい。
Zrは、上記した強度向上に寄与するとともに、耐硫化物応力腐食割れ性のさらなる改善にも寄与する。しかし、Zr含有量が0.50%を超えると、靭性および耐硫化物応力割れ性の一方または両方が低下する場合がある。そのため、Zrを含有する場合、Zr含有量を0.50%以下、好ましくは0.40%以下、より好ましくは0.30%以下とする。一方、Zr含有量の下限は特に限定されないが、Zrの添加効果を高めるという観点からは、Zr含有量を0.02%以上とすることが好ましく、0.05%以上とすることがより好ましく、0.10%以上とすることがさらに好ましい。
Bは、上記した強度向上に寄与するとともに、熱間加工性のさらなる改善にも寄与する元素として有用である。しかし、B含有量が0.0030%を超えると、靭性、熱間加工性が低下する場合がある。また、多量に含有すると、耐硫化物応力割れ性が低下する場合がある。このため、Bを含有する場合、B含有量を0.0030%以下、好ましくは0.0028%以下、より好ましくは0.0027%以下とする。一方、B含有量の下限は特に限定されないが、Bの添加効果を高めるという観点からは、B含有量を0.0005%以上とすることが好ましく、0.0008%以上とすることがより好ましく、0.0010%以上とすることがさらに好ましい。
REM(希土類金属)は、上述したように耐硫化物応力腐食割れ性の改善に寄与する元素である。しかし、REM含有量が0.005%を超えるとREMの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、REMを添加する場合、REM含有量を0.005%以下、好ましくは0.004%以下とする。一方、REM含有量の下限は特に限定されないが、REMの添加効果を高めるという観点からは、REM含有量を0.001%以上とすることが好ましく、0.0015%以上とすることがより好ましい。
Caは、上述したように耐硫化物応力腐食割れ性の改善に寄与する元素である。しかし、Ca含有量が0.005%を超えるとCaの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Caを添加する場合、Ca含有量を0.005%以下、好ましくは0.004%以下とする。一方、Ca含有量の下限は特に限定されないが、Caの添加効果を高めるという観点からは、Ca含有量を0.001%以上とすることが好ましく、0.0015%以上とすることがより好ましい。
Snは、上述したように耐硫化物応力腐食割れ性の改善に寄与する元素である。しかし、Sn含有量が0.20%を超えるとSnの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Snを添加する場合、Sn含有量を0.20%以下、好ましくは0.15%以下とする。一方、Sn含有量の下限は特に限定されないが、Snの添加効果を高めるという観点からは、Sn含有量を0.05%以上とすることが好ましく、0.09%以上とすることがより好ましい。
Mgは、上述したように耐硫化物応力腐食割れ性の改善に寄与する元素である。しかし、Mg含有量が0.01%を超えるとMgの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Mgを添加する場合、Mg含有量を0.01%以下、好ましくは0.005%以下とする。一方、Mg含有量の下限はとくに限定されないが、Mgの添加効果を高めるという観点からは、Mg含有量を0.0002%以上とすることが好ましいく、0.0005%以上とすることがより好ましい。
Ta含有量の下限はとくに限定されないが、Taの添加効果を高めるという観点からは、Ta含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。一方、Ta含有量が0.1%を超えるとTaの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Taを添加する場合、Ta含有量を0.1%以下、好ましくは0.07%以下とする。
Coは、上述の効果に加えて、Ms点を高め、強度のさらなる向上にも寄与する。Co含有量の下限はとくに限定されないが、Coの添加効果を高めるという観点からは、Co含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。一方、Co含有量が1.0%を超えるとCoの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Coを添加する場合、Co含有量を1.0%以下、好ましくは0.3%以下とする。
Sb含有量の下限はとくに限定されないが、Sbの添加効果を高めるという観点からは、Sb含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。一方、Sb含有量が1.0%を超えるとSbの添加効果が飽和し、添加量に見合った効果が得られないため経済的に不利となる。そのため、Sbを添加する場合、Sb含有量を1.0%以下、好ましくは0.3%以下とする。
Al含有量の下限はとくに限定されないが、Alの添加効果を高めるという観点からは、Al含有量を0.05%以上とすることが好ましく、0.30%以上とすることがより好ましい。一方、Al含有量が0.5%を超えると、金属間化合物が過剰に析出し、かえって低温での耐硫化物応力腐食割れ性および耐硫化物応力割れ性が低下する。そのため、Alを添加する場合、Al含有量を0.5%以下とする。
Ti含有量の下限はとくに限定されないが、Tiの添加効果を高めるという観点からは、Ti含有量を0.02%以上とすることが好ましく、0.30%以上とすることがより好ましい。一方、Ti含有量が0.5%を超えると、金属間化合物が過剰に析出し、かえって低温での耐硫化物応力腐食割れ性および耐硫化物応力割れ性が低下する。そのため、Tiを添加する場合、Ti含有量を0.5%以下とする。
Nb含有量の下限はとくに限定されないが、Nbの添加効果を高めるという観点からは、Nb含有量を0.02%以上とすることが好ましく、0.30%以上とすることがより好ましい。一方、Nb含有量が0.5%を超えると、金属間化合物が過剰に析出し、かえって低温での耐硫化物応力腐食割れ性および耐硫化物応力割れ性が低下する。そのため、Nbを添加する場合、Nb含有量を0.5%以下とする。
C :0.03%以下、
Si:1.0%以下、
Mn:0.10~1.5%、
P :0.030%以下、
S :0.005%以下、
Cr:20.0~30.0%、
Ni:5.0~10.0%、
Mo:2.0~5.0%、
Cu:1.0%以上、2.0%未満、
N :0.075%未満、
任意に、W :1.5%以下、
任意に、V :0.20%以下、
任意に、Zr:0.50%以下およびB:0.0030%以下の一方または両方、
任意に、REM:0.005%以下、Ca:0.005%以下、Sn:0.20%以下、およびMg:0.01%以下からなる群より選択される1または2以上、
任意に、Ta:0.1%以下、Co:1.0%以下、およびSb:1.0%以下からなる群より選択される1または2以上、
任意に、Al:0.5%以下、Ti:0.5%以下、Nb:0.5%以下からなる群より選択される1または2以上、および
残部のFeおよび不可避的不純物からなる組成を有することができる。
次に、本発明の二相ステンレス鋼の組織と、その限定理由について説明する。なお、以下の説明では、各相の割合を、鋼材組織全体に対する体積率で記載する。
オーステナイト相の体積率が20%未満では所望の低温靭性値を得る事ができない。そのため、組織全体に対するオーステナイト相の体積率を、20%以上、好ましくは30%以上、より好ましくは40%以上とする。一方、オーステナイト相の体積率が70%を超えると、所望の高強度を確保できなくなる。そのため、オーステナイト相の体積率を70%以下、好ましくは65%以下、より好ましくは60%以下とする。
フェライト相の体積率が30%未満であると、所望の高強度を確保できなくなる。そのため、フェライト相の体積率を30%以上、好ましくは35%以上、より好ましくは40%以上とする。一方、フェライト相の体積率が80%を超えると、所望の低温靭性値を得る事ができない。そのため、フェライト相の体積率を80%以下、好ましくは70%以下、より好ましくは60%以下とする。
降伏強さ:862MPa以上
本発明の二相ステンレス鋼は、862MPa以上の降伏強さ(YS)を有する。降伏強さは、870MPa以上であることが好ましく、880MPa以上であることがより好ましい。一方、降伏強さの上限はとくに限定されないが、例えば、降伏強さは1034MPa以下であってよく、1020MPa以下であってもよく、1010MPa以下であってもよい。
本発明の二相ステンレス鋼は、-10℃におけるシャルピー衝撃試験の吸収エネルギーvE-10が40J以上である。vE-10は、43J以上であることが好ましく、49J以上であることがより好ましいい。一方、vE-10の上限はとくに限定されないが、例えば、70J以下であってよく、65J以下であってもよく、60J以下であってもよい。
本発明の二相ステンレス鋼の引張強さはとくに限定されず、任意の値であってよいが、900MPa以上であることが好ましく、910MPa以上であることがより好ましく、920MPa以上であることがさらに好ましい。引張強さの上限についてもとくに限定されないが、1060MPa以下であってよく、1050MPa以下であってもよく、1040MPa以下であってもよい。
次に本発明の二相ステンレス鋼の製造方法について説明する。なお、以下の説明における温度は、被処理物(鋼素材など)の表面温度を指すものとする。
まず、前記鋼素材に対して、溶体化処理を施す。前記溶体化処理では、前記鋼素材を1000℃以上の加熱温度に加熱し、次いで、平均冷却速度1℃/s以上で、300℃以下の冷却停止温度まで冷却する。これにより、前記鋼素材の製造過程で析出した金属間化合物、炭化物、窒化物、硫化物などが固溶し、オーステナイト相およびフェライト相を所望の体積率で含む組織の二相ステンレス鋼を得ることができる。
溶体化熱処理における加熱温度が1000℃未満では、所望の高靭性を確保することができない。そのため、前記加熱温度は1000℃以上、好ましくは1050℃以上とする。一方、前記加熱温度の上限はとくに限定されないが、組織の粗大化を防止する観点からは、1150℃以下とすることが好ましく、1100℃以下とすることがより好ましい。なお、ここで前記加熱温度は、鋼素材の表面における温度である。
前記溶体化熱処理の冷却過程における平均冷却速度が1℃/s未満では、冷却途中にσ相、χ相などの金属間化合物が析出し、低温靭性及び耐食性が著しく低下する。そのため、前記平均冷却速度は1℃/s以上とする。前記平均速度は、10℃/s以上とすることが好ましく、20℃/sとすることがより好ましい。一方、前記平均冷却速度の上限はとくに限定されないが、例えば、30℃/s以下であってよい。なお、ここで、平均冷却速度とは、加熱温度から冷却停止温度までの範囲における冷却速度の平均をいう。前記溶体加熱処理における冷却の方法はとくに限定されず任意の方法で行うことができるが、水冷によって行うことが好ましい。
前記溶体化熱処理の冷却過程における冷却停止温度が300℃より高いと、その後、αプライム相が析出し、低温靭性及び耐食性が著しく低下する。そのため、前記冷却停止温度を300℃以下、好ましくは100℃以下、より好ましくは30℃以下とする。一方、前記冷却停止温度の下限はとくに限定されないが、10℃以上とすることが好ましく、20℃以上とすることがより好ましい。
次いで、最終的に得られる二相ステンレス鋼を所望の強度とするため、前記溶体化処理後の鋼素材に、肉厚方向における圧下量:5~10%での冷間加工を施す。前記冷間加工は、圧延であることが好ましい。圧下量が5%未満では所望の高強度を確保する事ができない。また、圧下量が10%を超えると所望の靭性を確保する事ができなくなる。
上記冷間加工の後、時効熱処理を行う。前記時効熱処理では、前記ステンレス鋼を350℃~600℃の加熱温度(時効処理温度)へ加熱し、前記加熱温度に保持した後、冷却する。前記時効熱処理を施すことにより、添加したCuが析出し、その結果、強度が向上する。
前記時効熱処理における加熱温度が600℃より高いと、析出したCuが粗大化することに加え、冷間加工による歪が開放されるため、所望の強度、靭性および耐食性を確保できない。そのため、前記加熱温度を600℃以下、好ましくは500℃以下とする。一方、前記加熱温度が350℃未満ではCuが十分に析出しないため、所望の高強度を確保することができない。このため、前記時効熱処理における加熱温度は350℃以上、好ましくは400℃以上とする。
前記時効熱処理の保持時間が5min未満では、所望の組織の均一化ができなくなる。そのため、前記保持時間は5min以上、好ましくは10min以上、より好ましくは30min以上とする。一方、前記保持時間が100minを超えると硬質なχ相が析出して、所望の靭性を得られなくなる。そのため、前記保持時間は100min以下、好ましくは90min以下とする。
フェライト相の体積率は、以下の手順で測定した。まず、最終的に得られた二相ステンレス鋼からなる継目無鋼管から、穿孔圧延方向に垂直かつ板厚中央位置の面が観察位置となるように試験片を採取した。次いで、前記試験片をビレラ試薬で腐食した。その後、光学顕微鏡(倍率:1000倍)で組織を撮像し、画像解析装置を用いてフェライト相の面積率の平均値を算出し、これを体積率(体積%)とした。
γ=100/(1+(IαRγ/IγRα))
ここで、
γ:オーステナイト相の体積率(%)
Iα:αの積分強度
Rα:αの結晶学的理論計算値
Iγ:γの積分強度
Rγ:γの結晶学的理論計算値
最終的に得られた二相ステンレス鋼からなる継目無鋼管から、API弧状引張試験片を採取し、APIの規定に準拠して引張試験を実施し、引張特性(降伏強度:YS、引張強さ:TS)を求めた。
最終的に得られた二相ステンレス鋼からなる継目無鋼管から、JIS Z 2242の規定に準拠して、Vノッチ試験片(10mm厚)を採取し、シャルピー衝撃試験を実施し、-10℃における吸収エネルギーvE-10を求めた。



Claims (9)
- 質量%で、
C :0.03%以下、
Si:1.0%以下、
Mn:0.10~1.5%、
P :0.030%以下、
S :0.005%以下、
Cr:20.0~30.0%、
Ni:5.0~10.0%、
Mo:2.0~5.0%、
Cu:1.0%以上、2.0%未満、および
N :0.075%未満を含有し、
残部Feおよび不可避的不純物からなる組成を有し、
体積率で、
オーステナイト相:20~70%、および
フェライト相:30~80%を含む組織を有し、
降伏強さYSが862MPa以上かつ、
-10℃におけるシャルピー衝撃試験の吸収エネルギーvE-10が40J以上である機械的特性を有する、二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
W :1.5%以下を含有する、請求項1に記載の二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
V :0.20%以下を含有する、請求項1または2に記載の二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
Zr:0.50%以下、および
B :0.0030%以下の一方または両方を含有する、請求項1~3のいずれか一項に記載の二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
REM:0.005%以下、
Ca:0.005%以下、
Sn:0.20%以下、および
Mg:0.01%以下からなる群より選択される1または2以上を含有する、請求項1~4のいずれか一項に記載の二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
Ta:0.1%以下、
Co:1.0%以下、および
Sb:1.0%以下からなる群より選択される1または2以上を含有する、請求項1~5のいずれか一項に記載の二相ステンレス鋼。 - 前記組成が、さらに、質量%で、
Al:0.5%以下、
Ti:0.5%以下、
Nb:0.5%以下からなる群より選択される1または2以上を含有する、請求項1~6のいずれか一項に記載の二相ステンレス鋼。 - 請求項1~7のいずれか一項に記載の二相ステンレス鋼からなる継目無鋼管。
- 請求項1~7のいずれか一項に記載の二相ステンレス鋼の製造方法であって、
請求項1~7のいずれか一項に記載の組成を有する鋼素材に対して、前記鋼素材を1000℃以上の加熱温度に加熱し、次いで、前記鋼素材を平均冷却速度:1℃/s以上で、300℃以下の冷却停止温度まで冷却する溶体化処理を施し、
前記溶体化処理後の前記鋼素材に、肉厚方向における圧下量:5~10%での冷間加工を施し、
前記冷間加工後の前記鋼素材を、350℃~600℃の加熱温度へ加熱し、前記加熱温度に5min以上、100min以下の保持時間保持したのち、冷却する時効熱処理を施す、二相ステンレス鋼の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/426,245 US12344910B2 (en) | 2019-01-30 | 2019-11-14 | Duplex stainless steel, seamless steel pipe or tube, and a method of manufacturing the duplex stainless steel |
| BR112021012900-6A BR112021012900B1 (pt) | 2019-01-30 | 2019-11-14 | Aço inoxidável duplex, cano ou tubo de aço sem costura e um método de fabricação do aço inoxidável duplex |
| JP2020514772A JP6747628B1 (ja) | 2019-01-30 | 2019-11-14 | 二相ステンレス鋼、継目無鋼管、および二相ステンレス鋼の製造方法 |
| MX2021009166A MX2021009166A (es) | 2019-01-30 | 2019-11-14 | Acero inoxidable duplex, tuberia o tubo de acero sin costura, y un metodo de fabricacion del acero inoxidable duplex. |
| EP19913020.4A EP3919634A4 (en) | 2019-01-30 | 2019-11-14 | DUPLEX STAINLESS STEEL, SEAMLESS STEEL TUBE AND MANUFACTURING PROCESS FOR DUPLEX STAINLESS STEEL |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-014033 | 2019-01-30 | ||
| JP2019014033 | 2019-01-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020158111A1 true WO2020158111A1 (ja) | 2020-08-06 |
Family
ID=71840407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/044765 Ceased WO2020158111A1 (ja) | 2019-01-30 | 2019-11-14 | 二相ステンレス鋼、継目無鋼管、および二相ステンレス鋼の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12344910B2 (ja) |
| EP (1) | EP3919634A4 (ja) |
| JP (1) | JP6747628B1 (ja) |
| AR (1) | AR117898A1 (ja) |
| BR (1) | BR112021012900B1 (ja) |
| MX (1) | MX2021009166A (ja) |
| WO (1) | WO2020158111A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50105504A (ja) * | 1974-01-29 | 1975-08-20 | ||
| US4353755A (en) * | 1980-10-29 | 1982-10-12 | General Electric Company | Method of making high strength duplex stainless steels |
| JPS60165363A (ja) * | 1984-02-07 | 1985-08-28 | Kubota Ltd | 高耐食性高耐力二相ステンレス鋼 |
| EP0566814A1 (en) * | 1992-04-24 | 1993-10-27 | FORONI S.p.A. | Superduplex stainless steel having high corrosion resistance and high yield strength in the solution annealed condition |
| JP2008179844A (ja) | 2007-01-23 | 2008-08-07 | Yamaha Marine Co Ltd | 二相ステンレス鋼及び二相ステンレス鋼製鋳造品 |
| WO2010082395A1 (ja) | 2009-01-19 | 2010-07-22 | 住友金属工業株式会社 | 二相ステンレス鋼管の製造方法 |
| JP2016183404A (ja) * | 2015-03-25 | 2016-10-20 | Jfeスチール株式会社 | 二相ステンレス継目無鋼管の製造方法 |
| WO2018043214A1 (ja) * | 2016-09-02 | 2018-03-08 | Jfeスチール株式会社 | 二相ステンレス鋼およびその製造方法 |
| WO2018131412A1 (ja) * | 2017-01-10 | 2018-07-19 | Jfeスチール株式会社 | 二相ステンレス鋼およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4055448A (en) | 1973-04-10 | 1977-10-25 | Daido Seiko Kabushiki Kaisha | Ferrite-austenite stainless steel |
| CA1242095A (en) | 1984-02-07 | 1988-09-20 | Akira Yoshitake | Ferritic-austenitic duplex stainless steel |
| JPS6123713A (ja) * | 1984-07-11 | 1986-02-01 | Sumitomo Metal Ind Ltd | 高強度2相ステンレス鋼の製造方法 |
| JPH06271939A (ja) | 1993-03-22 | 1994-09-27 | Sumitomo Metal Ind Ltd | 高強度2相ステンレス鋼線材の製造方法 |
| JP3241263B2 (ja) | 1996-03-07 | 2001-12-25 | 住友金属工業株式会社 | 高強度二相ステンレス鋼管の製造方法 |
| SE514044C2 (sv) * | 1998-10-23 | 2000-12-18 | Sandvik Ab | Stål för havsvattentillämpningar |
| JP5211841B2 (ja) * | 2007-07-20 | 2013-06-12 | 新日鐵住金株式会社 | 二相ステンレス鋼管の製造方法 |
| CA2826893C (en) * | 2011-02-14 | 2016-06-07 | Nippon Steel & Sumitomo Metal Corporation | Duplex stainless steel |
| EP2677054B1 (en) * | 2011-02-14 | 2020-03-25 | Nippon Steel Corporation | Duplex stainless steel plate or pipe, and process for production thereof |
| CN103320707A (zh) * | 2013-06-20 | 2013-09-25 | 宝山钢铁股份有限公司 | 一种韧性优良的高强度不锈钢管及其制造方法 |
| WO2017208946A1 (ja) * | 2016-06-01 | 2017-12-07 | 新日鐵住金株式会社 | 二相ステンレス鋼及び二相ステンレス鋼の製造方法 |
| JP2025023713A (ja) * | 2023-08-04 | 2025-02-17 | 日本放送協会 | インコヒーレントディジタルホログラム信号処理装置および撮像装置 |
-
2019
- 2019-11-14 BR BR112021012900-6A patent/BR112021012900B1/pt active IP Right Grant
- 2019-11-14 JP JP2020514772A patent/JP6747628B1/ja active Active
- 2019-11-14 WO PCT/JP2019/044765 patent/WO2020158111A1/ja not_active Ceased
- 2019-11-14 EP EP19913020.4A patent/EP3919634A4/en active Pending
- 2019-11-14 MX MX2021009166A patent/MX2021009166A/es unknown
- 2019-11-14 US US17/426,245 patent/US12344910B2/en active Active
-
2020
- 2020-01-28 AR ARP200100208A patent/AR117898A1/es active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50105504A (ja) * | 1974-01-29 | 1975-08-20 | ||
| US4353755A (en) * | 1980-10-29 | 1982-10-12 | General Electric Company | Method of making high strength duplex stainless steels |
| JPS60165363A (ja) * | 1984-02-07 | 1985-08-28 | Kubota Ltd | 高耐食性高耐力二相ステンレス鋼 |
| EP0566814A1 (en) * | 1992-04-24 | 1993-10-27 | FORONI S.p.A. | Superduplex stainless steel having high corrosion resistance and high yield strength in the solution annealed condition |
| JP2008179844A (ja) | 2007-01-23 | 2008-08-07 | Yamaha Marine Co Ltd | 二相ステンレス鋼及び二相ステンレス鋼製鋳造品 |
| WO2010082395A1 (ja) | 2009-01-19 | 2010-07-22 | 住友金属工業株式会社 | 二相ステンレス鋼管の製造方法 |
| JP2016183404A (ja) * | 2015-03-25 | 2016-10-20 | Jfeスチール株式会社 | 二相ステンレス継目無鋼管の製造方法 |
| WO2018043214A1 (ja) * | 2016-09-02 | 2018-03-08 | Jfeスチール株式会社 | 二相ステンレス鋼およびその製造方法 |
| WO2018131412A1 (ja) * | 2017-01-10 | 2018-07-19 | Jfeスチール株式会社 | 二相ステンレス鋼およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3919634A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2021009166A (es) | 2021-09-10 |
| EP3919634A1 (en) | 2021-12-08 |
| BR112021012900A2 (pt) | 2021-09-14 |
| EP3919634A4 (en) | 2022-03-16 |
| JPWO2020158111A1 (ja) | 2021-02-18 |
| US20220106659A1 (en) | 2022-04-07 |
| AR117898A1 (es) | 2021-09-01 |
| US12344910B2 (en) | 2025-07-01 |
| JP6747628B1 (ja) | 2020-08-26 |
| BR112021012900B1 (pt) | 2024-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3561131B1 (en) | High strength seamless stainless steel pipe for oil well and production method therefor | |
| JP5967066B2 (ja) | 耐食性に優れた油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP6358411B1 (ja) | 二相ステンレス鋼およびその製造方法 | |
| JP6369662B1 (ja) | 二相ステンレス鋼およびその製造方法 | |
| JP5266791B2 (ja) | 耐sr特性および変形性能に優れたx100グレード以上の高強度鋼板およびその製造方法 | |
| WO2019035329A1 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP2009007658A (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP2014025145A (ja) | 耐食性に優れた油井用高強度ステンレス鋼継目無管およびその製造方法 | |
| JP6237873B2 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP2009046759A (ja) | 二相ステンレス鋼管の製造方法 | |
| JPWO2004001082A1 (ja) | 油井用ステンレス鋼管およびその製造方法 | |
| WO2010082395A1 (ja) | 二相ステンレス鋼管の製造方法 | |
| CN115349024A (zh) | 不锈钢无缝钢管和不锈钢无缝钢管的制造方法 | |
| JP7315097B2 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| CN101815802A (zh) | 高强度Cr-Ni合金材料以及使用其的油井用无缝管 | |
| JP2007332442A (ja) | 耐食性に優れる油井用高靭性超高強度ステンレス鋼管およびその製造方法 | |
| JP4470617B2 (ja) | 耐炭酸ガス腐食性に優れる油井用高強度ステンレス鋼管 | |
| EP3805420A1 (en) | Martensitic stainless steel seamless steel tube for oil well pipes, and method for producing same | |
| JP6783343B2 (ja) | オーステナイト系ステンレス鋼およびその製造方法 | |
| JP2002004009A (ja) | 油井用高強度マルテンサイト系ステンレス鋼管およびその製造方法 | |
| JP7806913B2 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP7347714B1 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP7498416B1 (ja) | Cr-Ni合金管 | |
| JP5552967B2 (ja) | 溶接部の低温靭性に優れる厚肉高張力鋼板およびその製造方法 | |
| JP6747628B1 (ja) | 二相ステンレス鋼、継目無鋼管、および二相ステンレス鋼の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020514772 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19913020 Country of ref document: EP Kind code of ref document: A1 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112021012900 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2021/009166 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019913020 Country of ref document: EP Effective date: 20210830 |
|
| ENP | Entry into the national phase |
Ref document number: 112021012900 Country of ref document: BR Kind code of ref document: A2 Effective date: 20210629 |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2021/009166 Country of ref document: MX |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17426245 Country of ref document: US |
|
| WWG | Wipo information: grant in national office |
Ref document number: MX/A/2021/009166 Country of ref document: MX |