WO2020189325A1 - アルミニウム合金及びアルミニウム合金ダイカスト材 - Google Patents
アルミニウム合金及びアルミニウム合金ダイカスト材 Download PDFInfo
- Publication number
- WO2020189325A1 WO2020189325A1 PCT/JP2020/009593 JP2020009593W WO2020189325A1 WO 2020189325 A1 WO2020189325 A1 WO 2020189325A1 JP 2020009593 W JP2020009593 W JP 2020009593W WO 2020189325 A1 WO2020189325 A1 WO 2020189325A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- mass
- die
- casting
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
- B22D21/04—Casting aluminium or magnesium
Definitions
- the present invention relates to a non-heat treatment type aluminum alloy and an aluminum alloy die-cast material using the aluminum alloy.
- the die-casting method can obtain a shape close to the final shape at the time of casting, as compared with the method of forming the member by applying plastic working to the wrought material, and the subsequent processing process.
- the number is reduced, which is an advantage in terms of cost.
- the heat treatment includes a solution treatment that heats at a high temperature for a long time and an aging treatment that heats and holds at a relatively low temperature, but both processes require a long time and incur a non-negligible fuel cost in the heating process.
- non-heat treatment type aluminum alloy for die casting there are Al—Si—Mg—Fe alloy, Al—Si—Cu—Mg alloy, Al—Mg—Mn alloy and the like. Further, as a typical alloy type in die casting materials for vehicle members, ADC12 defined by JIS standard can be mentioned.
- Mg is an element that is often added to alloys for castings and die castings, and although it has the effect of improving the strength of members by being dissolved in the matrix or precipitating as an Mg 2 Si compound, it is listed below. There is concern about adverse effects.
- the cooling rate of the molten metal varies depending on the part of the member. Since the solid solution of Mg in the matrix has a high concentration in the portion where the cooling rate is high and a low concentration in the portion where the cooling rate is low, the difference in the amount of solid solution generated at this time causes a difference in mechanical properties depending on the site. It ends up.
- ADC12 defined in the JIS standard is typical and is used as a practical alloy.
- the range of adoption of aluminum alloy members is expanding, and the toughness required for vehicle members is becoming higher, so the development of aluminum alloys with even higher mechanical properties is required. ..
- Patent Document 1 Japanese Patent No. 6446785
- the mass ratio Si is 6.00% or more and 7.50% or less
- Mg is 0.02% or more and less than 0.20%
- Zr is 0.05% or more and 0.20% or less
- Fe is 0.20% or less
- Mn is contained in an amount of 0.15% or more and 0.80% or less
- Mo is contained in an amount of 0.03% or more and 0.20% or less
- Ti is contained in an amount of 0.20% or less
- the balance is composed of Al and unavoidable impurities.
- Aluminum alloy castings are disclosed. According to the present invention, the cast alloy has excellent castability and high ductility in the cast state, and it is said that further aging after casting is suppressed or prevented.
- an object of the present invention is to provide a non-heat treatment type aluminum alloy having excellent castability, high strength and toughness.
- Another object of the present invention is to provide an aluminum alloy die-cast material which has high strength and toughness, has a small difference in characteristics depending on a site, and is not easily affected by aging.
- the present invention Si: 5.0 to 12.0% by mass, Mn: 0.3 to 1.9% by mass, Cr: 0.01 to 1.00% by mass, Ca: 0.001 to 0.050% by mass,
- the rest consists of Al and unavoidable impurities, Among the unavoidable impurities, the Mg content is less than 0.3% by mass.
- an aluminum alloy which is characterized by.
- the Mg content is strictly regulated to a low value.
- the influence of aging deterioration of the members due to artificial aging and natural aging is reduced.
- the variation in characteristics depending on the location of the member due to the difference in Mg content is reduced.
- the oxidation of the molten metal during casting is reduced, the flow of the molten metal is improved, and excellent castability is realized.
- reinforcement by Mg cannot be used, but high strength and toughness are realized by adding Cr and Ca.
- the proof stress is mainly improved by dissolving Cr in the matrix, and the eutectic Si structure is refined by adding Ca, and the elongation (toughness) is mainly improved.
- the addition amount of these elements high strength and toughness can be imparted to the aluminum alloy.
- the aluminum alloy of the present invention contains an appropriate amount of Si to realize a good flow of hot water and has good castability. Further, by containing an appropriate amount of Mn, it is prevented that the molten metal is seized on the mold during casting. Furthermore, by defining the upper limit of the content of these elements, the decrease in toughness of the aluminum alloy is suppressed.
- the Cr content is preferably 0.1 to 0.5% by mass.
- the Cr content is preferably 0.1 to 0.5% by mass.
- Fe is 0.4% by mass or less among the unavoidable impurities.
- Fe is added for the purpose of preventing the molten metal from being seized onto the mold during casting.
- the addition of Fe produces Al—Fe—Si-based compounds and Fe—Si-based compounds, and these compounds reduce the ductility of the aluminum alloy.
- the Fe content is preferably 0.4% by mass or less, and more preferably 0.2% by mass or less.
- the aluminum alloy of the present invention Ti: 0.05 to 0.20% by mass, B: 0.005 to 0.100% by mass, and Zr: 0.05 to 0.20% by mass.
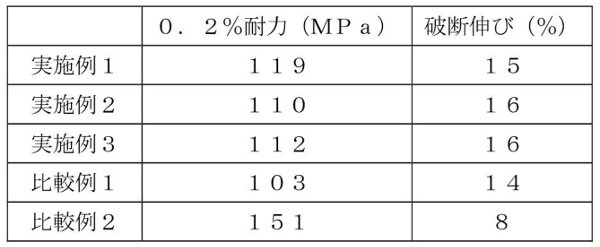
- the present invention Composed of the above aluminum alloy of the present invention It has a tensile property of 0.2% proof stress of 110 MPa or more and elongation of 10% or more. Also provided are aluminum alloy die-cast materials, which feature.
- the aluminum alloy die-cast material of the present invention is obtained from the aluminum alloy of the present invention which not only has high strength and elongation (toughness) but also has excellent castability, it can have a complicated shape.
- the variation in composition depending on the part due to the cooling rate at the time of die casting is suppressed, it has uniform mechanical properties regardless of the part.
- the effect of aging after being manufactured by die casting is small, and substantially the same tensile properties can be maintained.
- the average value of the equivalent circle diameter of the eutectic Si structure is 3 ⁇ m or less, and the area ratio of the Cr-based crystallized material to the whole is 10% or less. , Are preferred.
- the average value of the equivalent circle diameter of the eutectic Si structure and the area ratio of the Cr-based crystallized material to the whole are these values, the proof stress and the elongation can be improved.
- the present invention it is possible to provide a non-heat treatment type aluminum alloy having excellent castability and having both high strength and toughness. Further, according to the present invention, it is possible to provide an aluminum alloy die-cast material which has high strength and toughness, has a small difference in characteristics depending on a portion, and is not easily affected by aging.
- the aluminum alloy of the present invention has Si: 5.0 to 12.0% by mass, Mn: 0.3 to 1.9% by mass, Cr: 0.01 to 1.00% by mass, Ca: 0.001. It contains ⁇ 0.050% by mass, and the balance is composed of Al and unavoidable impurities. Among the unavoidable impurities, Mg is less than 0.3% by mass.
- Additive element Si 5.0 to 12.0% by mass Si has a function of improving the flow of hot water and improving castability. If it does not reach the lower limit, the castability becomes insufficient, and if it exceeds the upper limit, the formation of crystallization, which is the starting point of fracture, adversely affects the elongation, so it is limited within the above range. There is a need. In order to achieve both castability and elongation at a better level, Si: 7.0 to 12.0% by mass is preferable, and Si: 8.0 to 11.0% by mass is more preferable.
- Mn 0.3 to 1.9% by mass Mn must be contained in a certain amount in order to prevent the molten metal from being seized on the mold during casting. If it is less than the lower limit of the specified range, the effect is not sufficient, and if it exceeds the upper limit, primary crystals of Al-Mn compounds are generated, and if this forms coarse crystallized products, ductility is adversely affected. Therefore, it is limited in the above range.
- the upper limit of Mn is preferably 1.4% by mass, more preferably 1.0% by mass, and most preferably 0.8% by mass. ..
- the limit at which Cr contributes to the yield strength as a solid solution strengthening element is approximately this value. It is believed that there is. Since the addition of more than this is a factor of increasing the cost, the upper limit is preferably 0.50% by mass, more preferably 0.40% by mass.
- Ca 0.001 to 0.050% by mass
- Ca mainly contributes to elongation by refining the eutectic Si structure. If it is less than the lower limit, the effect is small, and even if it is added beyond the upper limit, there is no effect because the eutectic Si structure has already been sufficiently refined. In addition, if it is contained excessively, the crystallized product becomes coarse and adversely affects the toughness. In addition, since the addition of Ca is a cost-increasing factor, it is necessary to limit the upper limit within the above range. Although the effect of improving the eutectic Si structure can be obtained by adding Sr, Sb, and Na, the composition of the present invention tends to be slightly inferior to that of Ca.
- Ti 0.05 to 0.20% by mass
- B 0.005 to 0.100% by mass
- Zr 0.05 to 0.20% by mass
- Ti, B, and Zr are preferably added because they mainly contribute to toughness by refining the structure. If it is less than the lower limit, the effect is small, and even if it is contained beyond the upper limit, it is already sufficiently finely divided and has no effect, and if it is added excessively, it adversely affects ductility by forming coarse crystals. Therefore, it is necessary to limit within the above range.
- Mg Less than 0.3% by Mass
- the aluminum alloy of the present invention is expected to be used in situations and situations where the adverse effects of Mg described in the background technology are not desirable in the product. Therefore, Mg needs to be regulated at a low level.
- the Mg content is preferably limited to less than 0.1% by mass, more preferably less than 0.08% by mass.
- Fe 0.4% by mass or less
- Fe is often added for the purpose of preventing the molten metal from being seized onto the mold during casting.
- Al—Fe—Si-based compound and Fe—Si-based compound are formed by the addition of Fe, which adversely affects ductility. Therefore, it is preferable to regulate Fe to 0.4% by mass or less, more preferably 0.2% by mass or less.
- the method for producing the aluminum alloy of the present invention having the above composition is not particularly limited as long as the effect of the present invention is not impaired, and the molten aluminum alloy having the desired composition may be melted by various conventionally known methods. ..
- Impurities such as hydrogen gas and oxides are mixed in the molten metal that is melted in the air atmosphere, and when this molten metal is cast as it is, it appears as defects such as porosity during solidification and is generated. Inhibits the toughness of the member. In order to prevent these defects, it is effective to perform bubbling with an inert gas such as nitrogen or argon gas after melting the molten metal and before die casting.
- the inert gas supplied from the lower part of the molten metal has an action of supplementing hydrogen gas and impurities in the molten metal and removing them to the surface of the molten metal when ascending.
- the aluminum alloy die-cast material of the present invention is a die-cast material made of the aluminum alloy of the present invention, and has a tensile property of 0.2% strength of 110 MPa or more and elongation of 10% or more.
- the excellent 0.2% proof stress and elongation of the aluminum alloy die-cast material are basically achieved by rigorously optimizing the composition, and the tensile properties are not limited to the shape and size of the aluminum alloy die-cast material. have.
- the 0.2% proof stress is preferably 115 MPa or more, and the elongation is preferably 15% or more.
- the average value of the eutectic Si structure in the equivalent circle diameter is 3 ⁇ m or less, and the cross-sectional area ratio of the Cr-based crystallized material to the whole is 10% or less.
- High yield strength and elongation can be obtained by the structure.
- the method for obtaining the average value in the equivalent circle diameter of the eutectic Si structure and the cross-sectional area ratio of the Cr-based crystallized material in the whole is not particularly limited, and the measurement may be performed by various conventionally known methods.
- the cross-sectional sample can be obtained by cutting an aluminum alloy die-cast material, observing the obtained cross-sectional sample with an optical microscope or a scanning electron microscope, and calculating the size of a eutectic Si structure or a Cr-based crystallized product.
- the cross-sectional sample may be subjected to mechanical polishing, buffing, electrolytic polishing, etching or the like.
- the shape and size of the aluminum alloy die-cast material are not particularly limited as long as the effects of the present invention are not impaired, and various conventionally known members can be used.
- the member include a vehicle body structural material.
- the aluminum alloy die-casting material of the present invention is a die-casting material made of the aluminum alloy of the present invention.
- the die-casting method for obtaining an aluminum alloy die-casting material is not particularly limited as long as the effects of the present invention are not impaired, and various conventionally known methods and conditions may be used.
- an example of manufacturing conditions for an aluminum alloy for die-casting may be used. Will be described.
- the aluminum alloy used as the material of the aluminum alloy die casting material of the present invention contains elements for the purpose of solid solution strengthening, it is necessary to pay attention to the cooling rate when manufacturing the die casting material. If the cooling rate at the time of casting is slow, Mn, Cr and Ca cannot be sufficiently solid-solved in the matrix. Therefore, it is preferable to secure a cooling rate of 50 ° C./sec or more at the time of casting. At this time, the casting pressure may be set from 50 MPa to 150 MPa.
- the aluminum alloy die-cast material is made of a non-heat-treated type aluminum alloy, and the die-cast material does not require heat treatment on the product after casting in order to obtain the mechanical properties required for, for example, vehicle members. As a result, it is possible to reduce the cost related to the heat treatment step and the correction of the strain generated by the heat treatment step.
- Example 1 After melting the aluminum alloy having the composition shown in Example 1 in Table 1, the aluminum alloy die-cast material 1 was obtained by die casting.
- the values in Table 1 are mass%, and the balance is Al.
- a non-porous die casting method was adopted to produce a die casting material.
- the size of the mold used at this time was 110 mm ⁇ 110 mm ⁇ 3 mm
- the casting pressure at the time of die casting was 120 MPa
- the molten metal temperature was 730 ° C.
- the mold temperature was 160 ° C.
- a water-soluble release agent was used.
- Example 2 An aluminum alloy die-cast material 2 was obtained in the same manner as in Example 1 except that the aluminum alloy having the composition shown in Example 2 in Table 1 was melted.
- Example 3 An aluminum alloy die-cast material 3 was obtained in the same manner as in Example 1 except that the aluminum alloy having the composition shown in Example 3 in Table 1 was melted.
- Comparative Example 1 A comparative aluminum alloy die-cast material 1 was obtained in the same manner as in Example 1 except that the aluminum alloy having the composition shown as Comparative Example 1 in Table 1 was melted.
- Comparative example 2 ⁇ A comparative aluminum alloy die-cast material 2 was obtained in the same manner as in Example 1 except that the aluminum alloy having the composition shown as Comparative Example 2 in Table 1 was melted.
- the 0.2% proof stress of 110 MPa or more and the elongation of 10% or more are satisfied.
- the comparative aluminum alloy die-cast material 1 since Cr is not added in an appropriate amount, the 0.2% proof stress remains at 103 MPa.
- high yield strength was obtained by adding Mg, but a decrease in ductility due to the Mg—Si compound was observed, and the elongation was 8%.
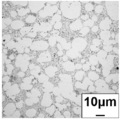
- FIG. 1 The optical micrograph of the implemented aluminum alloy die-casting material 1 is shown in FIG. 1
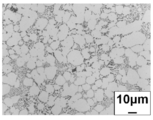
- FIG. 2 the optical micrograph of the implemented aluminum alloy die-casting material 2 is shown in FIG. 2
- the optical micrograph of the implemented aluminum alloy die-casting material 3 is shown in FIG. 3
- the comparative aluminum alloy die-casting material is shown in FIG. 4
- FIG. 4 The optical micrographs of No. 1 are shown in FIG. 4, respectively.
- the average particle size of the eutectic Si structure in the equivalent circle diameter was 2 ⁇ m
- the cross-sectional area ratio in the entire Cr-based crystallized product was 7%.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Continuous Casting (AREA)
- Body Structure For Vehicles (AREA)
Abstract
Description
Si:5.0~12.0質量%、
Mn:0.3~1.9質量%、
Cr:0.01~1.00質量%、
Ca:0.001~0.050質量%、を含有し、
残部がAl及び不可避不純物よりなり、
前記不可避不純物の内、Mgの含有量が0.3質量%未満であること、
を特徴とするアルミニウム合金、を提供する。
上記の本発明のアルミニウム合金からなり、
0.2%耐力が110MPa以上、伸びが10%以上の引張特性を有すること、
を特徴とするアルミニウム合金ダイカスト材、も提供する。
本発明のアルミニウム合金は、Si:5.0~12.0質量%、Mn:0.3~1.9質量%、Cr:0.01~1.00質量%、Ca:0.001~0.050質量%、を含有し、残部がAl及び不可避不純物よりなっており、不可避不純物の内でもMgは0.3質量%未満となっている。以下、各成分について詳細に説明する。
Si:5.0~12.0質量%
Siは湯流れを良好にし、鋳造性を改善する働きを持つ。下限値に満たない場合は、鋳造性が十分でなくなり、上限値を超えて含有する際には、破壊の起点となる晶出物の形成により、伸びに悪影響をもたらすため、上記範囲で制限する必要がある。鋳造性と伸びをより良い水準で両立させるためには、Si:7.0~12.0質量%とすることが好ましく、Si:8.0~11.0質量%とすることがより好ましい。
Mnは鋳造時に溶湯が金型に焼付くことを防止するため、一定量含まれていなければならない。指定範囲の下限値に満たない場合は、その効果が十分でなく、上限値を超える場合にはAl-Mn系化合物の初晶が発生し、これが粗大な晶出物を形成すると、延性に悪影響を及ぼすため、上記範囲で制限されている。靭性と鋳造性の両立のためには、Mnの上限値を1.4質量%とすることが好ましく、1.0質量%とすることがより好ましく、0.8質量%とすることが最も好ましい。
Crはマトリクスに固溶することで、主に耐力を向上させる。下限値未満ではその効果が小さく、上限値を超えて添加した場合、耐力に関する悪影響は少ないものの、粗大なCr系晶出物を形成し、応力集中による破壊の起点となることで延性に悪影響を及ぼすため、上記範囲で制限する必要がある。固溶強化の効果をより確実に得るためには0.10質量%以上の添加が好ましい。なお、0.50質量%程度の添加で、粗大ではないもののCrを含む晶出物が出現するようになるため、本組成においてCrが固溶強化元素として耐力に寄与する限度は概ねこの値であると考えられる。これ以上の添加はコスト増加要因であることから、上限は0.50質量%とすることが好ましく、0.40質量%とすることがより好ましい。
Caは共晶Si組織を微細化することで、主に伸びに寄与する。下限値未満ではその効果が小さく、上限値を超えて添加しても、既に共晶Si組織が十分に微細化されていることから効果がない。また、過度に含有させると晶出物が粗大化し靭性に悪影響を及ぼす。加えて、Caの添加はコスト増加要因であることからも、上限については上記範囲で制限する必要がある。なお、Sr、Sb、Naを添加することでも共晶Si組織改良の効果を得ることができるが、本発明の組成においては、Caの場合よりやや伸びが劣る傾向にある。
Mg:0.3質量%未満
本発明のアルミニウム合金は、背景技術で述べたMgによる悪影響が、製品において望ましくない状況や場面での使用を想定している。従って、Mgは低い水準で規制する必要がある。上記悪影響をより確実に回避するには、Mg含有量を0.1質量%未満に制限することが好ましく、0.08質量%未満とすることがより好ましい。
一般的に、Feは鋳造時において溶湯が金型へ焼き付くことを防止する目的で添加されることが多い。これに対し、本発明のアルミニウム合金においては、Feの添加によりAl-Fe-Si系化合物、Fe-Si系化合物が形成され、延性に悪影響を及ぼす。従って、Feは0.4質量%以下、より好ましくは0.2質量%以下に規制することが好ましい。
本発明のアルミニウム合金ダイカスト材は、本発明のアルミニウム合金からなるダイカスト材であり、0.2%耐力が110MPa以上、伸びが10%以上の引張特性を有している。
本発明のアルミニウム合金ダイカスト材は、本発明のアルミニウム合金からなるダイカスト材である。アルミニウム合金ダイカスト材を得るためのダイカスト方法は、本発明の効果を損なわない限り特に限定されず、従来公知の種々の方法及び条件を用いればよいが、以下、ダイカスト用アルミニウム合金の製造条件の一例について説明する。
表1に実施例1として示す組成のアルミニウム合金を溶製した後、ダイカストによって実施アルミニウム合金ダイカスト材1を得た。なお、表1の値は質量%であり、残部はAlである。

表1に実施例2として示す組成のアルミニウム合金を溶製したこと以外は実施例1と同様にして、実施アルミニウム合金ダイカスト材2を得た。
表1に実施例3として示す組成のアルミニウム合金を溶製したこと以外は実施例1と同様にして、実施アルミニウム合金ダイカスト材3を得た。
表1に比較例1として示す組成のアルミニウム合金を溶製したこと以外は実施例1と同様にして、比較アルミニウム合金ダイカスト材1を得た。
表1に比較例2として示す組成のアルミニウム合金を溶製したこと以外は実施例1と同様にして、比較アルミニウム合金ダイカスト材2を得た。
得られた実施アルミニウム合金ダイカスト材1~3及び比較アルミニウム合金ダイカスト材1,2より、JIS-Z2241に定められる14B号試験片を採取し、室温にて引張試験を行ったところ、0.2%耐力、及び、破断伸びはそれぞれ表2の通りであった。
実施アルミニウム合金ダイカスト材1~3及び比較アルミニウム合金ダイカスト材1の断面を鏡面研磨し、光学顕微鏡観察を行った。実施アルミニウム合金ダイカスト材1の光学顕微鏡写真を図1に、実施アルミニウム合金ダイカスト材2の光学顕微鏡写真を図2に、実施アルミニウム合金ダイカスト材3の光学顕微鏡写真を図3に、比較アルミニウム合金ダイカスト材1の光学顕微鏡写真を図4に、それぞれ示す。
Claims (6)
- Si:5.0~12.0質量%、
Mn:0.3~1.9質量%、
Cr:0.01~1.00質量%、
Ca:0.001~0.050質量%、を含有し、
残部がAl及び不可避不純物よりなり、
前記不可避不純物の内、Mgの含有量が0.3質量%未満であること、
を特徴とするアルミニウム合金。 - 前記Crの含有量が0.10~0.50質量%であること、
を特徴とする請求項1に記載のアルミニウム合金。 - 前記不可避不純物の内、Feが0.4質量%以下であること、
を特徴とする請求項1又は2に記載のアルミニウム合金。 - 前記Feが0.2質量%以下であること、
を特徴とする請求項3に記載のアルミニウム合金。 - 請求項1~4のうちのいずれかに記載のアルミニウム合金からなり、
0.2%耐力が110MPa以上、伸びが10%以上の引張特性を有すること、
を特徴とするアルミニウム合金ダイカスト材。 - 断面組織観察において、共晶Si組織の円相当径の平均値が3μm以下であり、
Cr系晶出物が全体に占める面積率が10%以下であること、
を特徴とする請求項5に記載のアルミニウム合金ダイカスト材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/439,997 US12319986B2 (en) | 2019-03-20 | 2020-03-06 | Aluminum alloy and aluminum alloy die casting material |
| MX2021011140A MX2021011140A (es) | 2019-03-20 | 2020-03-06 | Aleacion de aluminio y material de colada de aleacion de aluminio. |
| CN202080018322.2A CN113518833B (zh) | 2019-03-20 | 2020-03-06 | 铝合金和铝合金压铸材料 |
| EP20774623.1A EP3943629B1 (en) | 2019-03-20 | 2020-03-06 | Aluminum alloy and aluminum alloy die casting material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019052297A JP7147647B2 (ja) | 2019-03-20 | 2019-03-20 | アルミニウム合金及びアルミニウム合金ダイカスト材 |
| JP2019-052297 | 2019-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020189325A1 true WO2020189325A1 (ja) | 2020-09-24 |
Family
ID=72520945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/009593 Ceased WO2020189325A1 (ja) | 2019-03-20 | 2020-03-06 | アルミニウム合金及びアルミニウム合金ダイカスト材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12319986B2 (ja) |
| EP (1) | EP3943629B1 (ja) |
| JP (1) | JP7147647B2 (ja) |
| CN (1) | CN113518833B (ja) |
| MX (1) | MX2021011140A (ja) |
| WO (1) | WO2020189325A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115305391B (zh) * | 2022-08-10 | 2023-06-06 | 中南大学 | 一种低能耗铝硅镁合金及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5413407A (en) * | 1977-07-01 | 1979-01-31 | Kobe Steel Ltd | High toughness aluminum alloy for casting and heat treatment method therefor |
| JPH0146785B2 (ja) | 1981-03-04 | 1989-10-11 | Matsushita Electric Ind Co Ltd | |
| JP2004143511A (ja) * | 2002-10-23 | 2004-05-20 | Sumitomo Electric Ind Ltd | 耐摩耗性アルミニウム合金長尺体およびその製造方法 |
| JP2015157588A (ja) * | 2014-02-25 | 2015-09-03 | 日本精工株式会社 | アルミダイカスト製ステアリングコラム |
| WO2016166779A1 (ja) * | 2015-04-15 | 2016-10-20 | 株式会社大紀アルミニウム工業所 | ダイカスト用アルミニウム合金およびこれを用いたアルミニウム合金ダイカスト |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3808264B2 (ja) * | 2000-01-19 | 2006-08-09 | 日本軽金属株式会社 | 塑性加工されたアルミニウム合金鋳物,アルミニウム合金鋳物の製造方法及び塑性変形を利用した締結方法 |
| FR2827306B1 (fr) * | 2001-07-10 | 2004-10-22 | Pechiney Aluminium | Alliage d'aluminium a haute ductilite pour coulee sous pression |
| DE60231046D1 (de) * | 2001-07-25 | 2009-03-19 | Showa Denko Kk | Aluminiumlegierung mit hervorragender zerspanbarkeit und aluminiumlegierungsmaterial und herstellungsverfahren dafür |
| CN102301021A (zh) * | 2009-01-27 | 2011-12-28 | 株式会社大纪铝工业所 | 加压铸造用铝合金及该铝合金的铸件 |
| JP5355320B2 (ja) * | 2009-09-10 | 2013-11-27 | 日産自動車株式会社 | アルミニウム合金鋳物部材及びその製造方法 |
| CN107223166A (zh) * | 2014-12-24 | 2017-09-29 | Posco公司 | 焊接性和加工部耐蚀性优异的镀锌合金钢材及其制造方法 |
| JP5797360B1 (ja) * | 2015-01-29 | 2015-10-21 | 株式会社大紀アルミニウム工業所 | ダイカスト用アルミニウム合金およびこれを用いたアルミニウム合金ダイカスト |
| FR3044326B1 (fr) * | 2015-12-01 | 2017-12-01 | Constellium Neuf-Brisach | Tole mince a haute rigidite pour carrosserie automobile |
-
2019
- 2019-03-20 JP JP2019052297A patent/JP7147647B2/ja active Active
-
2020
- 2020-03-06 EP EP20774623.1A patent/EP3943629B1/en active Active
- 2020-03-06 US US17/439,997 patent/US12319986B2/en active Active
- 2020-03-06 MX MX2021011140A patent/MX2021011140A/es unknown
- 2020-03-06 CN CN202080018322.2A patent/CN113518833B/zh active Active
- 2020-03-06 WO PCT/JP2020/009593 patent/WO2020189325A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5413407A (en) * | 1977-07-01 | 1979-01-31 | Kobe Steel Ltd | High toughness aluminum alloy for casting and heat treatment method therefor |
| JPH0146785B2 (ja) | 1981-03-04 | 1989-10-11 | Matsushita Electric Ind Co Ltd | |
| JP2004143511A (ja) * | 2002-10-23 | 2004-05-20 | Sumitomo Electric Ind Ltd | 耐摩耗性アルミニウム合金長尺体およびその製造方法 |
| JP2015157588A (ja) * | 2014-02-25 | 2015-09-03 | 日本精工株式会社 | アルミダイカスト製ステアリングコラム |
| WO2016166779A1 (ja) * | 2015-04-15 | 2016-10-20 | 株式会社大紀アルミニウム工業所 | ダイカスト用アルミニウム合金およびこれを用いたアルミニウム合金ダイカスト |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3943629A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220170137A1 (en) | 2022-06-02 |
| US12319986B2 (en) | 2025-06-03 |
| CN113518833B (zh) | 2022-06-28 |
| JP7147647B2 (ja) | 2022-10-05 |
| EP3943629A1 (en) | 2022-01-26 |
| CN113518833A (zh) | 2021-10-19 |
| MX2021011140A (es) | 2021-11-17 |
| EP3943629A4 (en) | 2022-05-18 |
| JP2020152956A (ja) | 2020-09-24 |
| EP3943629B1 (en) | 2025-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5344527B2 (ja) | 鋳物用アルミニウム合金、アルミニウム合金鋳物およびその製造方法 | |
| JP7500726B2 (ja) | 耐熱アルミニウム粉末材料 | |
| JP7624270B2 (ja) | ダイカスト用アルミニウム合金及びアルミニウム合金ダイカスト材 | |
| JP2010018875A (ja) | 高強度アルミニウム合金、高強度アルミニウム合金鋳物の製造方法および高強度アルミニウム合金部材の製造方法 | |
| JP5703881B2 (ja) | 高強度マグネシウム合金およびその製造方法 | |
| JP7639321B2 (ja) | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 | |
| JP4511156B2 (ja) | アルミニウム合金の製造方法と、これにより製造されるアルミニウム合金、棒状材、摺動部品、鍛造成形品および機械加工成形品 | |
| JP2006336044A (ja) | アルミニウム合金鋳物及びその製造方法 | |
| JP2021070871A (ja) | アルミニウム合金鍛造品およびその製造方法 | |
| KR20210130455A (ko) | 고물성 마그네슘 합금 가공재 및 그 제조방법 | |
| JP4145242B2 (ja) | 鋳物用アルミニウム合金、アルミニウム合金製鋳物およびアルミニウム合金製鋳物の製造方法 | |
| JP7053281B2 (ja) | アルミニウム合金クラッド材及びその製造方法 | |
| JP4093221B2 (ja) | 鋳物用アルミニウム合金、アルミニウム合金鋳物およびその製造方法 | |
| KR20210121541A (ko) | 고물성 마그네슘 합금 가공재 및 그 제조방법 | |
| JP7634309B1 (ja) | ダイキャスト製品及びその製造方法、並びに、砂型鋳物製品及びその製造方法 | |
| WO2020189325A1 (ja) | アルミニウム合金及びアルミニウム合金ダイカスト材 | |
| JP2011162883A (ja) | 高強度アルミニウム合金、高強度アルミニウム合金鋳物の製造方法および高強度アルミニウム合金部材の製造方法 | |
| JP2002129271A (ja) | アルミニウム合金およびアルミニウム合金製鋳物の製造方法 | |
| JP2025076920A (ja) | Al-Mg-Si系アルミニウム合金の押出材、及びその製造方法 | |
| JP4121266B2 (ja) | 輸送機器用アルミニウム合金の半溶融成型ビレットの製造方法 | |
| JP7814676B2 (ja) | 鋳物用アルミニウム合金及びアルミニウム合金鋳物 | |
| JP2025021981A (ja) | アルミニウム合金鋳物の製造方法 | |
| JP7643025B2 (ja) | アルミニウム合金鍛造品およびその製造方法 | |
| JP2024162309A (ja) | 鋳物用アルミニウム合金及びアルミニウム合金鋳物並びにその製造方法 | |
| JP4238180B2 (ja) | 高靱性Al合金鋳物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20774623 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020774623 Country of ref document: EP Effective date: 20211020 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17439997 Country of ref document: US |
|
| WWG | Wipo information: grant in national office |
Ref document number: MX/A/2021/011140 Country of ref document: MX |