WO2020209308A1 - 樹脂製容器の製造方法 - Google Patents
樹脂製容器の製造方法 Download PDFInfo
- Publication number
- WO2020209308A1 WO2020209308A1 PCT/JP2020/015875 JP2020015875W WO2020209308A1 WO 2020209308 A1 WO2020209308 A1 WO 2020209308A1 JP 2020015875 W JP2020015875 W JP 2020015875W WO 2020209308 A1 WO2020209308 A1 WO 2020209308A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- preform
- resin container
- manufacturing
- temperature control
- blow molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/0665—Injection blow-moulding the injection mould cavity and the blow-mould cavity being displaceable to the geometrically fixed injection core mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/16—Biaxial stretching during blow-moulding using pressure difference for pre-stretching, e.g. pre-blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/18—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using several blowing steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/003—Containers for packaging, storing or transporting, e.g. bottles, jars, cans, barrels, tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C2049/065—Means for compensating or avoiding the shrinking of preforms, e.g. in the injection mould or outside the injection mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C2049/4879—Moulds characterised by mould configurations
- B29C2049/4889—Mould halves consisting of an independent neck, main and bottom part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/58—Blowing means
- B29C2049/5893—Mounting, exchanging or centering blowing means
- B29C2049/5896—Centering means therefore
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7832—Blowing with two or more pressure levels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7832—Blowing with two or more pressure levels
- B29C2049/7833—Blowing with three or more pressure levels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
- B29C2049/7861—Temperature of the preform
- B29C2049/7862—Temperature of the preform characterised by temperature values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
- B29C2049/7864—Temperature of the mould
- B29C2049/78645—Temperature of the mould characterised by temperature values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/7879—Stretching, e.g. stretch rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/072—Preforms or parisons characterised by their configuration having variable wall thickness
- B29C2949/0722—Preforms or parisons characterised by their configuration having variable wall thickness at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/072—Preforms or parisons characterised by their configuration having variable wall thickness
- B29C2949/0723—Preforms or parisons characterised by their configuration having variable wall thickness at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/072—Preforms or parisons characterised by their configuration having variable wall thickness
- B29C2949/0725—Preforms or parisons characterised by their configuration having variable wall thickness at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/076—Preforms or parisons characterised by their configuration characterised by the shape
- B29C2949/0768—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform
- B29C2949/0769—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform characterised by the lip, i.e. very top of preform neck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0811—Wall thickness
- B29C2949/0818—Wall thickness of the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/22—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/24—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/26—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/28—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/0005—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor characterised by the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/071—Preforms or parisons characterised by their configuration, e.g. geometry, dimensions or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
- B29C49/121—Stretching rod configuration, e.g. geometry; Stretching rod material
- B29C49/1215—Geometry of the stretching rod, e.g. specific stretching rod end shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42073—Grippers
- B29C49/42087—Grippers holding outside the neck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4242—Means for deforming the parison prior to the blowing operation
- B29C49/42421—Means for deforming the parison prior to the blowing operation before laying into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6418—Heating of preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6418—Heating of preforms
- B29C49/6419—Heating of preforms from the inside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6418—Heating of preforms
- B29C49/642—Heating of preforms and shrinking of the preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6427—Cooling of preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
- B29C49/6464—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
- B29C49/6467—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms on the outside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/065—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0094—Condition, form or state of moulded material or of the material to be shaped having particular viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2823/00—Use of polyalkenes or derivatives thereof as mould material
- B29K2823/04—Polymers of ethylene
- B29K2823/06—PE, i.e. polyethylene
- B29K2823/0608—PE, i.e. polyethylene characterised by its density
- B29K2823/065—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/004—Semi-crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Definitions
- the present invention relates to a method for manufacturing a resin container (bottle) made of polyethylene using a so-called injection stretch blow molding method (ISBM).
- ISBM injection stretch blow molding method
- a polyethylene container is known as one of the resin containers for storing various liquids.
- PE Polyethylene
- HDPE high-density polyethylene
- the polyethylene container is suitable for storing, for example, chemicals, bleach, milk, kerosene, and the like.
- a method for manufacturing a resin container for example, a method called a direct blow molding method in which blow air is blown into a cylindrical parison to form a resin container, or a bottomed tubular preform formed by injection molding is stretched by a drawing rod.
- a method called an injection stretch blow molding method (ISBM) in which blow air is blown into the molding while stretching the product (see, for example, Patent Documents 1 and 2).
- the injection stretch blow molding method has higher dimensional accuracy than the direct blow molding method, and has the advantage of being able to manufacture a container with improved physical properties due to the biaxial stretching effect of the stretching rod and blow air.
- PE Polyethylene
- PET polyethylene terephthalate
- PP polypropylene
- the strain-fixing property is defined by orientation during the stretching process until the weakest part of the preform (usually the hottest part) first reaches the yield point and then the weakest part reaches the strength level at which it begins to stretch. It refers to the property of increasing its strength. This process is repeated until each portion of the preform is stretched by approximately the same amount. Therefore, in the PET preform, if the shape and temperature are appropriately adjusted, it is easy to form a container having a substantially uniform wall thickness, and it is easy to obtain a container having increased strength due to the stretching orientation effect.
- the PE preform does not have the strain fixing characteristics as described above, so it is difficult to adjust the wall thickness of the container by stretching with a rod, and the PE container has sufficient and appropriate strength, rigidity, and appearance. Is also difficult to obtain. Further, PE has a characteristic that the crystallization temperature is faster than that of PET, PP and the like, and the preform formed by injection molding is easily solidified. Therefore, there is a problem that it is difficult to properly inflate the PE preform by stretch blow molding.
- PE has a characteristic that the heat shrinkage rate is also larger than that of PET, PP, etc.
- the preform made of PE formed by injection molding is significantly contracted and deformed before stretch blow molding, and the amount of lowering of the drawing rod and the amount of blow air introduced are appropriately adjusted in consideration of the amount of deformation of the preform. It's difficult to adjust.
- PE has a very narrow temperature range suitable for blow molding, and the allowable range of longitudinal and horizontal stretching ratios is also narrow.
- the present invention has been made in view of such circumstances, and an object of the present invention is to provide a method for producing a resin container capable of satisfactorily forming a resin container made of polyethylene by an injection stretch blow molding method. ..
- One aspect of the present invention that solves the above problems is a method for manufacturing a resin container made of polyethylene using an injection stretch blow molding method, which comprises an injection molding step of forming a bottomed preform by injection molding.
- the stretch blow molding step includes a stretch blow molding step of introducing blow air into the preform and stretching the preform by pressing the bottom of the preform with a stretch rod, and the stretch blow molding step is the pressure of the final blow air.
- a method for manufacturing a resin container which comprises a second step and a third step carried out after the second step and introducing the final blow air into the preform to stretch the preform. ..
- one aspect of the present invention that solves the above problems is a method for manufacturing a resin container made of polyethylene using an injection stretch blow molding method, which is an injection molding step of forming a bottomed preform by injection molding. And a temperature control step of adjusting the temperature of the preform, and a stretch blow molding step of introducing blow air into the preform and stretching the preform by pressing the bottom of the preform with a stretching rod.
- the preform is contracted in the vertical axis direction to perform a temperature equalization treatment, and in the temperature equalization treatment, the preform is deformed in a direction intersecting the vertical axis direction. It is in the method of manufacturing a resin container that expresses.
- a resin container made of polyethylene (PE) can be satisfactorily formed by an injection stretch blow molding method.
- the hollow container 1 is continuous with a tubular neck portion 3 having an opening 2 on one end side (upper end side), a tubular body portion 4 connected to the neck portion 3, and the body portion 4. It has a bottom 5 and.
- the hollow container (resin container) 1 is made of a relatively soft resin material, specifically polyethylene (PE), preferably high-density polyethylene (HDPE), and has chemical resistance and waterproofness. Has excellent impact resistance and insulation.
- PE polyethylene
- HDPE high-density polyethylene
- Such a hollow container 1 is suitable for filling, for example, chemicals, bleach, milk, kerosene, etc. as contents.
- the hollow container 1 is formed by forming a bottomed preform, which is an intermediate molded product, by injection molding, and then stretching and blow molding the preform. That is, the hollow container 1 is formed by the injection stretch blow molding method (ISBM).
- the material of the hollow container 1 may be polyethylene, but the melt flow rate (MFR) is 0.3 to 4.0 g / 10 min, more preferably 0.3 to 2.0 g / 10 min. More preferably, polyethylene having a weight of 0.3 to 1.0 g / 10 min is used.
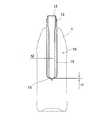
- the preform 10 for forming the hollow container 1 includes a neck portion 13 having an opening 12 on one end side (upper end side), a body portion 14 continuous from the neck portion 13, and a body portion 14. It is composed of a bottom portion 15 continuous from.
- the neck portion 13 is formed to have substantially the same shape as the neck portion 3 of the hollow container 1. Further, it is preferable that the bottom portion 15 of the preform 10 is formed thinner than the body portion 14. For example, the thickness t1 of the bottom 15 of the preform 10 is preferably 1/4 or less of the thickness t2 of the body 14. Further, the length of the body portion 14 of the preform 10 is 4/5 or less of the length of the body portion 4 of the hollow container 1, particularly 1/2 to 3/4 of the body portion 4 of the hollow container 1. It is preferable to have.
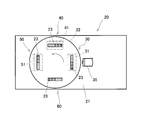
- the injection stretch blow molding device 20 is a so-called hot parison type (one-step method) device, and has an injection molding unit (injection molding device) 30 and a temperature control unit (injection molding device) 30 on the machine base 21.
- a temperature control device) 40, a stretch blow molding section (stretch blow molding device) 50, and a take-out section (take-out device) 60 are provided.
- a rotary disk 22 is provided above the injection molding section 30, the temperature control section 40, the stretch blow molding section 50, and the take-out section 60.
- the turntable 22 is vertically rotatable with respect to the machine base 21, for example, intermittently in the counterclockwise direction.
- a neck type (lip type) 23 is provided at four locations in the circumferential direction of the turntable 22, and the preform 10 and the hollow container 1 are held by the neck type 23 and are held by the neck type 23 and are predetermined devices by intermittent rotation of the turntable 22. It is designed to be sequentially transported to.
- the injection molding unit 30 is introduced into a space in which a molten resin material (polyethylene or the like) injected from the injection unit (injection device) 35 defines the outer shape of the preform of the injection molding die 31. Then, the preform 10 having the above-mentioned shape is molded (injection molding step).
- the injection-molded preform 10 is released from the injection-molding mold 31 and transported to the temperature control unit 40 (first transfer step).
- the temperature control unit 40 performs a temperature control process on the injection-molded preform 10 with the temperature control mold 41, and adjusts the temperature of the preform 10 to an appropriate temperature (temperature control step).
- the temperature-controlled preform 10 is conveyed to the stretch blow molding section 50 (second transfer step).
- the preform 10 is temperature-controlled (cooled) while being conveyed from the injection molding section 30 to the stretch blow molding section 50 in this way, and shrinks to a predetermined size.
- the temperature control (cooling) of the preform 10 between the injection molding section 30 and the stretch blow molding section 50 so that the preform 10 shrinks to a predetermined size when it is carried into the stretch blow molding section 50. I do.
- the length of the preform 10 in the vertical axis direction at the time of being carried into the stretch blow molding section 50 via the first transfer step, the temperature control step, and the second transfer step is the injection molding section 30.
- the temperature is adjusted so as to shrink at least 8% or more, more preferably 10% to 20% with respect to the length in the vertical axis direction at the time of injection molding. Due to this shrinkage phenomenon, the temperature of the preform 10 is equalized, the uneven temperature is removed, and the moldability can be improved.
- the injection molding step is a filling step (injection step, in which a molten resin material is introduced into a space defining the outer shape of the preform 10 formed in the injection molding die (including the injection core mold and the injection cavity mold) 41. It includes a pressure holding step) and a cooling step of cooling the introduced resin material in the injection molding die 31.
- a cooling medium temperature control medium
- the temperature of the injection core type is 10 to 65 ° C (preferably 10 to 30 ° C)
- the temperature of the injection cavity type is 50 to 100 ° C (preferably 60 to 90 ° C)
- the temperature of the injection core type is higher than that of the injection cavity type. It is desirable to set.
- the resin material is polyethylene
- solidification by crystallization is promoted unless the preform 10 is maintained at a high temperature state (for example, 130 ° C.) close to the melting point (for example, 150 ° C.) until the time of stretch blow molding, and the preform 10 is Cannot inflate properly. Therefore, in the injection molding step, the inner layer (core layer) of the preform 10 is formed thick, while the layer (skin layer) on the outer surface side of the preform 10 is formed thin, and the preform 10 is provided with high heat retention. It is desirable to have it. In order to realize this, it is desirable to shorten the cooling time, for example, it is preferable to set the time of the cooling step to 2/5 or less of the time of the filling step.
- the shrinkage phenomenon of the preform 10 is almost completed by the temperature control mold 41 (the heating pot type that does not contact the preform 10 and the heating rod type that does not contact (or the temperature control rod type that contacts)).
- the second transfer step it is desirable to transfer the preform 10 to the blow molding die 51, which causes almost no shrinkage phenomenon.
- the position of the stretch rod can be appropriately adjusted during stretch blow molding, so that it is possible to avoid perforation or rupture of the bottom 15 of the preform 10 due to careless contact of the stretch rod during stretch blow molding.
- the temperature drop of the preform 10 is suppressed by the radiant heat from the heating pot, and the temperature control of the length assuming the shrinkage amount of the preform 10 in the first transfer step and the temperature control step. It is preferable to insert the rod inside the preform 10 to control the temperature.
- the heating pot type and the heating rod type are set to a temperature of, for example, 200 to 250 ° C., and the preform 10 is heated from inside and outside by radiant heat.
- the temperature control rod type is appropriately set in the range of, for example, 60 to 100 ° C.
- the stretch blow molding unit (stretch blow molding apparatus) 50 accommodates the preform 10 carried in at an appropriate drawing temperature in a blow molding die (a pair of blow split dies and one bottom mold), and is vertically formed by a rod. It is stretched in the axial direction and stretched (inflated) in the horizontal axis direction by a high-pressure fluid (blow air). That is, the hollow container 1 which is the final molded product is formed by stretch blow molding the preform 10 (stretch blow molding step). A cooling medium is flowed inside the blow molding die, and the temperature is set to 5 to 30 ° C. The hollow container 1 formed in this way is conveyed to the take-out section 60 and then taken out from the take-out section 60 (take-out step).
- a blow molding die a pair of blow split dies and one bottom mold
- the present embodiment is characterized by a method of manufacturing a hollow container (resin container) 1 by such an injection stretch blow molding apparatus 20, and in particular, stretching performed by a stretch blow molding unit (stretch blow molding apparatus) 50. It is characterized by the blow molding process.
- the stretch blow molding unit 50 forms a hollow container (resin container) 1 by stretch blow molding the preform 10.
- the stretch blow molding section 50 includes a blow molding die 51 and a stretch rod 52.
- the blow molding mold 51 includes a blow molding split mold 53 that can be opened and closed, a blow core mold 54, and a blow bottom mold 55.
- the blow core type 54 is formed with an insertion hole 56 into which the extension rod 52 is inserted so as to be movable in the vertical direction.
- the stretch blow molding unit 50 includes a supply unit that supplies pressurized gas through the insertion hole 56 of the blow core type 54.
- the preform 10 arranged in the blow molding die 51 is stretched in the vertical axis direction by the stretching rod 52, and the blow molding die is blown by the pressurized gas (blow air) supplied from the supply section. It is stretched in the radial direction until it comes into contact with the inner wall surface of 51. As a result, the hollow container (resin container) 1 which is the final molded product is formed.
- the stretch blow molding step performed by the stretch blow molding section 50 includes the first to third steps.
- the preform 10 in order to form a preset final blow air (the preform 10 is strongly pressed against the blow molding die 51 into the shape of the hollow container 1) in the preform 10 arranged in the blow molding die 51.
- Blow air preliminary blow air
- Pa set pressure
- the drawing rod 52 is brought into contact with the bottom 15 of the preform 10.
- the preform 10 is slightly stretched in the vertical axis direction and the horizontal axis direction without being allowed to do so. That is, in the first step, the preform 10 is slightly inflated by introducing low-pressure blow air into the preform 10 (FIG. 5A).
- a thin (small diameter) stretching rod is used as in blow molding of a narrow-mouthed container, it is possible to suppress perforation or rupture of the bottom 15 of the preform 10.
- the set pressure Pa in the first step may be set lower than at least the pressure of the blow air introduced in the third step described later, but it is preferably set to a pressure as low as possible (preferably). For example, 0.5 MPa or less). That is, the pressure of the preform introduced in the first step is preferably as low as possible so that the preform 10 can be inflated. Further, it is desirable that the flow velocity of the blow air (preliminary blow air) in the first step is set to be slower than the flow velocity of the blow air (final blow air) in the third step described later.
- the preform 10 may be slightly inflated, and the size of the preform 10 after expansion is not particularly limited.
- the body portion 14 of the preform 10 comes into contact with the inner surface of the blow molding mold 51. It is enough if it does not.
- blow air having a pressure lower than the set pressure Pa is introduced into the preform 10 as in the first step, and the drawing rod 52 is moved (lowered) at a preset set speed Va.
- the preform 10 arranged in the blow molding die 51 is stretched in the radial direction by the low-pressure blow air and stretched in the vertical direction by the stretching rod 52, and the preform 10 is stretched on the inner surface of the blow molding die 51. Inflate to a size that makes contact (Fig. 5 (b)).
- the set speed Va in the second step is preferably set to a speed as slow as possible so that the stretching rod 52 can follow the expansion of the preform 10 due to blow air. That is, in the second step, it is preferable that the set speed Va is set to a speed as slow as possible so that the bottom portion 15 of the preform 10 can be pressed by the stretching rod 52.
- blow air pressure in the second step is preferably set lower than the set pressure Pa, but it does not necessarily have to be set lower than the set pressure Pa.
- the pressure of the blow air in the second step may be appropriately determined to the extent that the preform 10 does not burst, and specifically, the pressure of the blow air (final blow air) in the third step, which is the next step, is higher than the pressure of the blow air (final blow air) in the third step.
- the pressure may be low.
- blow air final blow air
- high-pressure blow air is introduced into the preform 10 to bring the preform 10 into close contact with the inner surface of the blow molding die 51.
- the hollow container 1 having a predetermined appearance shape is formed (FIG. 5 (c)).
- the hollow container 1 is released from the blow molding die 51, conveyed from the stretch blow molding section 50 to the take-out section 60, and taken out of the device from the take-out section 60.
- the stretch blow molding step of stretching the preform 10 to form the hollow container 1 is the first step of stretching the preform 10 with low pressure blow air (preliminary blow air).
- a third step of stretching the preform by the blow air (final blow air) of the above is provided.
- the hollow container (resin molded product) 1 made of polyethylene (PE) can be satisfactorily formed.
- PE polyethylene
- HDPE high-density polyethylene
- the stretch blow molding step including the first to third steps by stretching the preform 10 by the stretch blow molding step including the first to third steps, even if polyethylene (including high-density polyethylene) which is a relatively soft resin material is used, perforation and rupture can be caused.
- the hollow container 1 can be formed satisfactorily without causing it. Further, it is possible to make the wall thickness of the hollow container 1 uniform and to improve the surface of the hollow container 1.
- the thickness t1 of the bottom portion 15 of the preform 10 formed by injection molding is set to be 1/4 or less of the thickness t2 of the body portion 14, so that the bottom portion 15 of the preform 10 is formed.
- the surface temperature of the body 14 after mold release rises in a short time, for example, the temperature of the skin layer of the body 14 reaches ⁇ 10 ° C. of the resin material within 10 seconds after mold release.
- the preform 10 formed by injection molding was released by the injection molding unit 30 in a high temperature state having a high holding heat to the extent that the temperature of the preform 10 was controlled and conveyed, so that the preform 10 was carried into the stretch blow molding unit 50.
- the temperature of the preform 10 can be equalized and the unbalanced temperature can be removed. As a result, the wall thickness distribution of the hollow container 1 formed by stretching and blow molding the preform 10 can be made uniform.
- FIG. 6 is a schematic view showing deformation modes of the first transfer step, the temperature control step, and the second transfer step.
- FIG. 6A shows a first transfer step
- FIGS. 6B and 6C show a temperature control step
- FIG. 6D shows a second transfer step.
- the temperature control unit and the temperature control mold in this modification are the temperature control unit 140 and the temperature control mold 141, respectively, in order to distinguish them from the above-described embodiment, and the same reference numerals are used for the other members. explain.
- the injection-molded preform 10 is released from the injection-molding mold 31 and conveyed to the temperature control unit 140.
- the preform 10 whose temperature has been adjusted in the temperature control step is transferred to the blow molding die 51.
- the shrinkage phenomenon of the preform 10 is almost completed in the temperature control step and the preform 10 in which the shrinkage phenomenon hardly occurs is conveyed to the blow molding die 51 for the same reason as described in the above-described embodiment. ..
- the temperature control step of the modified mode includes a heating step of heating the preform 10 with the temperature control mold 141 immediately after moving the preform 10 from the injection molding mold 31 to the temperature control portion 140. Specifically, the temperature control rod of the temperature control mold 141 is inserted into the inner portion of the preform 10, the preform 10 is housed in the heating pot of the temperature control mold 141, and the inner and outer skins of the preform 10 are stored. The layer is reheated (FIG. 6 (b)).
- the preform 10 is released from the temperature control mold 141, and the temperature control unit 140 contracts the preform 10 in the vertical axis direction to perform a temperature equalization treatment.
- the preform 10 is deformed in the direction intersecting the vertical axis direction of the preform 10 (FIG. 6 (c)).
- the bending deformation is relaxed (decreased or finished) and the preform 10 returns to a state of almost no bending (FIG. 6).
- the process deformation from (c) to FIG. 6 (d) is followed.
- the first step of bending and deforming the preform 10 (while deforming with a horizontal swing) and the bending deformation of the preform 10 are performed. It includes a second step of contracting the preform 10 in the vertical direction while relaxing (decreasing or terminating).
- the temperature control process is not performed in the 3-station type one-step molding machine, it is not possible to equalize the temperature of the preform 10 after a while before blow molding, or blow molding before blow molding. It is necessary to put some time in the department, and the blow time is reduced.
- bending deformation of the preform 10 occurs due to the uneven temperature of the preform 10 derived from injection molding (the retained heat exists asymmetrically in the circumferential direction). To do.
- the heat of the core layer of the preform 10 is transferred to the skin layer to equalize the temperature, the bending deformation is also alleviated, and the bending is almost eliminated.
- the preform 10 is stretched in a state suitable for the stretch blow molding step by securing a time for expressing the deformation of the preform 10 and leveling the temperature in the temperature control step. Can be done. Further, when the preform is molded using HDPE, the temperature equalization accompanied by the above deformation proceeds favorably.
- the heating process in the above temperature control process is not an essential process. However, by reheating the inner and outer skin layers of the preform 10 by the heating step, the shrinkage of the preform 10 accompanied by bending and deformation can be promoted, and the temperature equalization can be preferably performed. Therefore, the heating step It is preferable to include. Further, the degree of contraction of the preform 10 in the modified mode may be the same as that described in the above-described embodiment.
- the present invention is not limited to the above-described embodiment, and can be freely modified, improved, and the like as appropriate.
- the material, shape, size, numerical value, form, number, arrangement location, etc. of each component in the above-described embodiment are arbitrary and are not limited as long as the present invention can be achieved.
- low-pressure blow air is supplied into the preform with the stretching rod inserted in the preform, but the stretching rod is pulled out. There may be.
- a method for manufacturing a resin container made of polyethylene using an injection stretch blow molding method An injection molding process that forms a bottomed preform by injection molding, A stretch blow molding step of introducing blow air into the preform and stretching the preform by pressing the bottom of the preform with a stretching rod is provided.
- the stretch blow molding step is The first step of introducing a preliminary blow air having a pressure lower than the pressure of the final blow air into the preform and stretching the preform without contacting the drawing rod with the bottom of the preform.
- the second step of stretching the preform A method for producing a resin container, which is carried out after the second step and includes a third step of introducing the final blow air into the preform to stretch the preform.
- a method for manufacturing a resin container which comprises injection molding the preform so that the thickness of the bottom of the preform is 1/4 or less of the thickness of the body.
- the injection molding step includes a filling step of filling a molten resin material into an injection molding die having a space that defines the outer shape of the preform.
- a cooling step which is carried out after the filling step and cools the resin material in the injection molding die, is provided.
- a method for manufacturing a resin container wherein the time of the cooling step is 2/5 or less of the time of the filling step.
- a first transfer step of transporting the preform from the injection molding step to the temperature control step, and A second transport step of transporting the preform from the temperature control step to the stretch blow molding step is provided.
- a method for producing a resin container which comprises performing a temperature equalization treatment by significantly shrinking the preform in the vertical axis direction in the first transfer step, the temperature control step, and the second transfer step.
- a method for producing a resin container which comprises using polyethylene having a melt flow rate of 0.3 to 1.0 g / 10 min as a material for the preform.
- An injection molding process that forms a bottomed preform by injection molding, A temperature control step for adjusting the temperature of the preform and A stretch blow molding step of introducing blow air into the preform and stretching the preform by pressing the bottom of the preform with a stretching rod is provided.
- the temperature control step the temperature is leveled by shrinking the preform in the vertical axis direction.
- a method for producing a resin container which comprises exhibiting deformation of the preform in a direction intersecting the vertical axis direction in the temperature equalization treatment. [8] The method for manufacturing a resin container according to [7].
- the temperature control process The first step of bending and deforming the preform and shrinking it in the vertical direction,
- a method for manufacturing a resin container which comprises a second step of shrinking the preform in the vertical axis direction while alleviating bending deformation of the preform.
- a method for producing a resin container which comprises a heating step of heating the preform before the temperature control step causes deformation of the preform.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
[1]
射出延伸ブロー成形法を用いたポリエチレンからなる樹脂製容器の製造方法であって、
射出成形により有底のプリフォームを形成する射出成形工程と、
前記プリフォーム内にブローエアを導入すると共に、前記プリフォームの底部を延伸ロッドで押圧することで当該プリフォームを延伸させる延伸ブロー成形工程と、を備え、
前記延伸ブロー成形工程は、
最終ブローエアの圧力よりも低い圧力である予備ブローエアを前記プリフォーム内に導入し、前記プリフォームの底部に延伸ロッドを接触させない状態で当該プリフォームを延伸させる第1の工程と、
前記第1の工程の後に実施され、前記予備ブローエアを前記プリフォーム内に導入すると共に、予め設定された設定速度で延伸ロッドを移動させて当該延伸ロッドによって前記プリフォームの底部を押圧することで、当該プリフォームを延伸させる第2の工程と、
前記第2の工程の後に実施され、前記プリフォーム内に前記最終ブローエアを導入して当該プリフォームを延伸させる第3の工程と、を有することを特徴とする樹脂製容器の製造方法。
[2]
[1]に記載の樹脂製容器の製造方法であって、
前記射出成形工程では、前記プリフォームの底部の厚さが、胴部の厚さの1/4以下となるように当該プリフォームを射出成形することを特徴とする樹脂製容器の製造方法。
[3]
[1]又は[2]に記載の樹脂製容器の製造方法であって、
前記射出成形工程は、前記プリフォームの外形を規定する空間を有する射出成形用金型に溶融した樹脂材料の充填する充填工程と、
前記充填工程の後に実施され、前記射出成形用金型内で樹脂材料を冷却する冷却工程と、を備え、
前記冷却工程の時間が、前記充填工程の時間の2/5以下である
ことを特徴とする樹脂製容器の製造方法。
[4]
[1]~[3]の何れか一つに記載の樹脂製容器の製造方法であって、
前記射出成形工程と前記延伸ブロー成形工程との間に、前記プリフォームの温度を調整する温調工程をさらに備えることを特徴とする樹脂製容器の製造方法。
[5]
[4]に記載の樹脂製容器の製造方法であって、
前記射出成形工程から前記温調工程に前記プリフォームを搬送する第1の搬送工程と、
前記温調工程から前記延伸ブロー成形工程に前記プリフォームを搬送する第2の搬送工程と、を備え、
前記第1の搬送工程、前記温調工程及び前記第2の搬送工程において前記プリフォームを縦軸方向に大きく収縮させることで均温化処理を行うことを特徴とする樹脂製容器の製造方法。
[6]
[1]~[5]の何れか一つに記載の樹脂製容器の製造方法であって、
前記プリフォームの材料として、メルトフローレートが0.3~1.0g/10minであるポリエチレンを用いることを特徴とする樹脂製容器の製造方法。
[7]
射出延伸ブロー成形法を用いたポリエチレンからなる樹脂製容器の製造方法であって、
射出成形により有底のプリフォームを形成する射出成形工程と、
前記プリフォームの温度を調整する温調工程と、
前記プリフォーム内にブローエアを導入すると共に、前記プリフォームの底部を延伸ロッドで押圧することで当該プリフォームを延伸させる延伸ブロー成形工程と、を備え、
前記温調工程において、前記プリフォームを縦軸方向に収縮させることで均温化処理を行い、
前記均温化処理において、前記縦軸方向と交わる方向への前記プリフォームの変形を発現させることを特徴とする樹脂製容器の製造方法。
[8]
[7]に記載の樹脂製容器の製造方法であって、
前記温調工程が、
プリフォームを曲がり変形させつつ縦軸方向に収縮させる第1段階と、
プリフォームの曲がり変形を緩和しつつ、プリフォームを縦軸方向に収縮させる第2段階と、を含むことを特徴とする樹脂製容器の製造方法。
[9]
[7]又は[8]に記載の樹脂製容器の製造方法であって、
前記温調工程が、前記プリフォームの変形を発現させる前に、前記プリフォームを加熱する加熱工程を含むことを特徴とする樹脂製容器の製造方法。
Claims (9)
- 射出延伸ブロー成形法を用いたポリエチレンからなる樹脂製容器の製造方法であって、
射出成形により有底のプリフォームを形成する射出成形工程と、
前記プリフォーム内にブローエアを導入すると共に、前記プリフォームの底部を延伸ロッドで押圧することで当該プリフォームを延伸させる延伸ブロー成形工程と、を備え、
前記延伸ブロー成形工程は、
最終ブローエアの圧力よりも低い圧力である予備ブローエアを前記プリフォーム内に導入し、前記プリフォームの底部に延伸ロッドを接触させない状態で当該プリフォームを延伸させる第1の工程と、
前記第1の工程の後に実施され、前記予備ブローエアを前記プリフォーム内に導入すると共に、予め設定された設定速度で延伸ロッドを移動させて当該延伸ロッドによって前記プリフォームの底部を押圧することで、当該プリフォームを延伸させる第2の工程と、
前記第2の工程の後に実施され、前記プリフォーム内に前記最終ブローエアを導入して当該プリフォームを延伸させる第3の工程と、を有する、樹脂製容器の製造方法。 - 請求項1に記載の樹脂製容器の製造方法であって、
前記射出成形工程では、前記プリフォームの底部の厚さが、胴部の厚さの1/4以下となるように当該プリフォームを射出成形する、樹脂製容器の製造方法。 - 請求項1に記載の樹脂製容器の製造方法であって、
前記射出成形工程は、前記プリフォームの外形を規定する空間を有する射出成形用金型に溶融した樹脂材料の充填する充填工程と、
前記充填工程の後に実施され、前記射出成形用金型内で樹脂材料を冷却する冷却工程と、を備え、
前記冷却工程の時間が、前記充填工程の時間の2/5以下である、
樹脂製容器の製造方法。 - 請求項1に記載の樹脂製容器の製造方法であって、
前記射出成形工程と前記延伸ブロー成形工程との間に、前記プリフォームの温度を調整する温調工程をさらに備える、樹脂製容器の製造方法。 - 請求項4に記載の樹脂製容器の製造方法であって、
前記射出成形工程から前記温調工程に前記プリフォームを搬送する第1の搬送工程と、
前記温調工程から前記延伸ブロー成形工程に前記プリフォームを搬送する第2の搬送工程と、を備え、
前記第1の搬送工程、前記温調工程及び前記第2の搬送工程において前記プリフォームを縦軸方向に大きく収縮させることで均温化処理を行う、樹脂製容器の製造方法。 - 請求項1に記載の樹脂製容器の製造方法であって、
前記プリフォームの材料として、メルトフローレートが0.3~1.0g/10minであるポリエチレンを用いる、樹脂製容器の製造方法。 - 射出延伸ブロー成形法を用いたポリエチレンからなる樹脂製容器の製造方法であって、
射出成形により有底のプリフォームを形成する射出成形工程と、
前記プリフォームの温度を調整する温調工程と、
前記プリフォーム内にブローエアを導入すると共に、前記プリフォームの底部を延伸ロッドで押圧することで当該プリフォームを延伸させる延伸ブロー成形工程と、を備え、
前記温調工程において、前記プリフォームを縦軸方向に収縮させることで均温化処理を行い、
前記均温化処理において、前記縦軸方向と交わる方向への前記プリフォームの変形を発現させる、樹脂製容器の製造方法。 - 請求項7に記載の樹脂製容器の製造方法であって、
前記温調工程が、
プリフォームを曲がり変形させつつ縦軸方向に収縮させる第1段階と、
プリフォームの曲がり変形を緩和しつつ、プリフォームを縦軸方向に収縮させる第2段階と、を含む、樹脂製容器の製造方法。 - 請求項7に記載の樹脂製容器の製造方法であって、
前記温調工程が、前記プリフォームの変形を発現させる前に、前記プリフォームを加熱する加熱工程を含む、樹脂製容器の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021505790A JP6878715B2 (ja) | 2019-04-09 | 2020-04-08 | 樹脂製容器の製造方法 |
| US17/602,125 US11958229B2 (en) | 2019-04-09 | 2020-04-08 | Resin container manufacturing method |
| CN202080033951.2A CN113825617A (zh) | 2019-04-09 | 2020-04-08 | 树脂容器制造方法 |
| EP20788112.9A EP3954528B1 (en) | 2019-04-09 | 2020-04-08 | Resin container manufacturing method |
| US18/604,970 US12576574B2 (en) | 2019-04-09 | 2024-03-14 | Resin container manufacturing method |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-074339 | 2019-04-09 | ||
| JP2019074339 | 2019-04-09 | ||
| JP2019188812 | 2019-10-15 | ||
| JP2019-188812 | 2019-10-15 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/602,125 A-371-Of-International US11958229B2 (en) | 2019-04-09 | 2020-04-08 | Resin container manufacturing method |
| US18/604,970 Continuation US12576574B2 (en) | 2019-04-09 | 2024-03-14 | Resin container manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020209308A1 true WO2020209308A1 (ja) | 2020-10-15 |
Family
ID=72752015
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/015875 Ceased WO2020209308A1 (ja) | 2019-04-09 | 2020-04-08 | 樹脂製容器の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US11958229B2 (ja) |
| EP (1) | EP3954528B1 (ja) |
| JP (2) | JP6878715B2 (ja) |
| CN (1) | CN113825617A (ja) |
| WO (1) | WO2020209308A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021119056A (ja) * | 2019-04-09 | 2021-08-12 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造方法 |
| JP7680794B1 (ja) * | 2024-05-27 | 2025-05-21 | 株式会社フロンティア | 完成体の製造方法及び半完成体の製造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IN202121004171A (ja) * | 2021-01-30 | 2021-07-02 | ||
| JP7039089B1 (ja) * | 2021-10-18 | 2022-03-22 | 株式会社青木固研究所 | 中空成形体の製造方法及び射出延伸ブロー成形機 |
| WO2023182494A1 (ja) * | 2022-03-25 | 2023-09-28 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造装置および製造方法 |
| US20250074681A1 (en) * | 2023-09-01 | 2025-03-06 | Ring Container Technologies, Llc | Container and packaging system |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06278195A (ja) * | 1993-03-26 | 1994-10-04 | Toppan Printing Co Ltd | 超高分子量ポリエチレン製延伸ブロー成形品およびその製造方法 |
| JP2004001314A (ja) | 2002-05-31 | 2004-01-08 | Yoshino Kogyosho Co Ltd | ブロー成形容器 |
| JP2004188866A (ja) | 2002-12-12 | 2004-07-08 | Aoki Technical Laboratory Inc | 延伸ブロー成形方法及びブロー金型装置 |
| JP2009541084A (ja) * | 2006-06-21 | 2009-11-26 | トータル・ペトロケミカルズ・リサーチ・フエリユイ | 一段階射出−延伸−ブロー成形における延伸/ブロー条件 |
| JP2012503564A (ja) * | 2008-09-30 | 2012-02-09 | ザ プロクター アンド ギャンブル カンパニー | 延伸吹込み成形プロセス及び容器 |
| JP2012506329A (ja) * | 2008-10-23 | 2012-03-15 | バーゼル・ポリオレフィン・ゲーエムベーハー | ポリエチレン容器、プリフォームおよびボトルの製造のための射出延伸ブロー成形法 |
| JP2013520334A (ja) * | 2010-02-24 | 2013-06-06 | ザ プロクター アンド ギャンブル カンパニー | 射出延伸吹き込み成形方法 |
| JP2019074339A (ja) | 2017-10-12 | 2019-05-16 | 太平洋セメント株式会社 | コンクリートの劣化の早期検知方法 |
| JP2019188812A (ja) | 2013-04-02 | 2019-10-31 | ヘレウス ドイチェラント ゲーエムベーハー ウント カンパニー カーゲー | 操作の認識のための導電性ポリマーを含む層構造およびその生成のためのプロセス |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4025594A (en) | 1975-09-23 | 1977-05-24 | Monsanto Company | Method for production of hollow articles from injection molded preforms |
| US4863046A (en) * | 1987-12-24 | 1989-09-05 | Continental Pet Technologies, Inc. | Hot fill container |
| JPH05185493A (ja) * | 1991-07-10 | 1993-07-27 | Nissei Asb Mach Co Ltd | 高速型二軸延伸吹込成形方法 |
| JP3330677B2 (ja) | 1993-06-10 | 2002-09-30 | 日精エー・エス・ビー機械株式会社 | 成形方法およびその成形装置 |
| JP3760045B2 (ja) * | 1997-02-17 | 2006-03-29 | 日精エー・エス・ビー機械株式会社 | 耐熱容器の成形方法 |
| TW200410812A (en) | 2002-12-12 | 2004-07-01 | A K Tech Lab Inc | Elongation drive device of stretch rod in stretch blow molding machine and bottom-type lifting drive device |
| JP2007083599A (ja) * | 2005-09-22 | 2007-04-05 | Unitika Ltd | 生分解性容器およびその成形方法 |
| EP1870224A1 (en) | 2006-06-21 | 2007-12-26 | Total Petrochemicals Research Feluy | Low melt flow resins for medical applications in injection-stretch-blow-moulding |
| DE102007037536A1 (de) * | 2006-09-01 | 2008-05-08 | Strecktech Ag | Verfahren zur Herstellung von tubenartigen Körpern sowie tubenartiger Körper |
| WO2010033741A1 (en) | 2008-09-19 | 2010-03-25 | Bayer Healthcare Llc | Analyte sensors, systems, testing apparatus and manufacturing methods |
| CA2651391A1 (en) * | 2008-12-05 | 2010-06-05 | Primo To Go, LLC | Method of blow molding a bottle from bioresin |
| US20100140280A1 (en) * | 2008-12-05 | 2010-06-10 | Primo To Go, LLC | Bottle made from bioresin |
| FR2962930B1 (fr) | 2010-07-20 | 2012-08-31 | Sidel Participations | Procede de formage d'un recipient par soufflage et remplissage |
| JP6555915B2 (ja) * | 2015-03-31 | 2019-08-07 | 株式会社吉野工業所 | 液体ブロー成形装置 |
| WO2020209308A1 (ja) * | 2019-04-09 | 2020-10-15 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造方法 |
-
2020
- 2020-04-08 WO PCT/JP2020/015875 patent/WO2020209308A1/ja not_active Ceased
- 2020-04-08 EP EP20788112.9A patent/EP3954528B1/en active Active
- 2020-04-08 US US17/602,125 patent/US11958229B2/en active Active
- 2020-04-08 CN CN202080033951.2A patent/CN113825617A/zh active Pending
- 2020-04-08 JP JP2021505790A patent/JP6878715B2/ja active Active
-
2021
- 2021-04-28 JP JP2021075955A patent/JP7532307B2/ja active Active
-
2024
- 2024-03-14 US US18/604,970 patent/US12576574B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06278195A (ja) * | 1993-03-26 | 1994-10-04 | Toppan Printing Co Ltd | 超高分子量ポリエチレン製延伸ブロー成形品およびその製造方法 |
| JP2004001314A (ja) | 2002-05-31 | 2004-01-08 | Yoshino Kogyosho Co Ltd | ブロー成形容器 |
| JP2004188866A (ja) | 2002-12-12 | 2004-07-08 | Aoki Technical Laboratory Inc | 延伸ブロー成形方法及びブロー金型装置 |
| JP2009541084A (ja) * | 2006-06-21 | 2009-11-26 | トータル・ペトロケミカルズ・リサーチ・フエリユイ | 一段階射出−延伸−ブロー成形における延伸/ブロー条件 |
| JP2012503564A (ja) * | 2008-09-30 | 2012-02-09 | ザ プロクター アンド ギャンブル カンパニー | 延伸吹込み成形プロセス及び容器 |
| JP2012506329A (ja) * | 2008-10-23 | 2012-03-15 | バーゼル・ポリオレフィン・ゲーエムベーハー | ポリエチレン容器、プリフォームおよびボトルの製造のための射出延伸ブロー成形法 |
| JP2013520334A (ja) * | 2010-02-24 | 2013-06-06 | ザ プロクター アンド ギャンブル カンパニー | 射出延伸吹き込み成形方法 |
| JP2019188812A (ja) | 2013-04-02 | 2019-10-31 | ヘレウス ドイチェラント ゲーエムベーハー ウント カンパニー カーゲー | 操作の認識のための導電性ポリマーを含む層構造およびその生成のためのプロセス |
| JP2019074339A (ja) | 2017-10-12 | 2019-05-16 | 太平洋セメント株式会社 | コンクリートの劣化の早期検知方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3954528A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021119056A (ja) * | 2019-04-09 | 2021-08-12 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造方法 |
| JP7680794B1 (ja) * | 2024-05-27 | 2025-05-21 | 株式会社フロンティア | 完成体の製造方法及び半完成体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3954528B1 (en) | 2025-06-11 |
| JP6878715B2 (ja) | 2021-06-02 |
| JP7532307B2 (ja) | 2024-08-13 |
| US20220143895A1 (en) | 2022-05-12 |
| JPWO2020209308A1 (ja) | 2021-05-20 |
| US20240217158A1 (en) | 2024-07-04 |
| EP3954528A1 (en) | 2022-02-16 |
| EP3954528A4 (en) | 2023-04-12 |
| CN113825617A (zh) | 2021-12-21 |
| US11958229B2 (en) | 2024-04-16 |
| JP2021119056A (ja) | 2021-08-12 |
| US12576574B2 (en) | 2026-03-17 |
| EP3954528C0 (en) | 2025-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6878715B2 (ja) | 樹脂製容器の製造方法 | |
| CN110225811A (zh) | 树脂制的容器的制造方法、模具单元以及成型机 | |
| US9327860B2 (en) | Preform for large container, large container, and method for producing large container | |
| JPH0414052B2 (ja) | ||
| GB2168315A (en) | Producing a hollow body of oriented and/or crystallised plastics material | |
| KR20190045425A (ko) | 성형용 금형 및 사출 성형용 금형 | |
| EP3689577B1 (en) | Blow-molding method and blow-molding apparatus | |
| JP6770666B1 (ja) | 樹脂製容器の製造装置および製造方法 | |
| JP5567310B2 (ja) | 偏平容器のブロー成形方法 | |
| US10807276B2 (en) | Injection molded preform and manufacture thereof | |
| US12485601B2 (en) | Temperature adjustment mold and apparatus and method for producing resin container | |
| CN114555330A (zh) | 树脂容器的制造方法及树脂容器的制造设备 | |
| US9993958B2 (en) | Method and apparatus for the fabrication of a container, such as a beverage container | |
| WO2010070846A1 (ja) | 合成樹脂製容器の製造方法 | |
| JP6727760B2 (ja) | 中空容器の製造方法及びブロー成形装置 | |
| JP6095688B2 (ja) | 成型した容器に陽圧を加えるための、成型装置および方法 | |
| WO2019050021A1 (ja) | ブロー成形装置及びブロー成形方法 | |
| JPS5951889B2 (ja) | 射出延伸吹込成形法 | |
| US20250100204A1 (en) | Temperature adjustment mold and manufacturing apparatus for resin container | |
| CN116761708B (zh) | 树脂制容器的制造方法以及制造装置 | |
| WO2026034589A1 (ja) | 樹脂製容器の製造方法及び製造装置 | |
| JPS61291121A (ja) | 延伸ポリエステルボトルの製造方法と装置 | |
| KR910003322B1 (ko) | 용기의 제조방법 및 장치 | |
| MXPA98007591A (en) | Improvement in the method and plant to manufacture resin preforms termoplast |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20788112 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021505790 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020788112 Country of ref document: EP Effective date: 20211109 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020788112 Country of ref document: EP |