WO2021006298A1 - 高強度鋼板 - Google Patents
高強度鋼板 Download PDFInfo
- Publication number
- WO2021006298A1 WO2021006298A1 PCT/JP2020/026717 JP2020026717W WO2021006298A1 WO 2021006298 A1 WO2021006298 A1 WO 2021006298A1 JP 2020026717 W JP2020026717 W JP 2020026717W WO 2021006298 A1 WO2021006298 A1 WO 2021006298A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- strength
- rolling
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a high-strength steel sheet having excellent tensile strength, total elongation and bendability, and excellent material stability.
- the present application claims priority based on Japanese Patent Application No. 2019-128590 filed in Japan on July 10, 2019, the contents of which are incorporated herein by reference.
- hot-rolled steel sheet manufactured by hot rolling is widely used as a relatively inexpensive structural material and as a material for structural members of automobiles and industrial equipment.
- hot-rolled steel sheets used for automobile suspension parts, bumper parts, shock absorbing members, etc. are being strengthened from the viewpoints of weight reduction, durability, shock absorbing capacity, etc., and at the same time are complicated. It is also required to have excellent moldability that can withstand molding into a flexible shape.
- low-strength steel sheets have a relatively simple structure structure in which the ferrite structure is the main component and the strength is secured with a small amount of solid-dissolved reinforcing elements as needed
- Bainite, martensite, and other low-temperature transformation structures and deposits, such as TiC are used to ensure strength, resulting in a complex structure.
- These phenomena such as transformation and precipitation are greatly affected by the temperature history, but in the manufacturing process of hot-rolled steel sheets, unevenness of how the cooling water is applied in the width direction and unevenness of the cooling rate depending on the position in the coil after winding, etc. , The temperature history may vary in the width direction and the longitudinal direction. In a high-strength hot-rolled steel sheet, it is important to suppress the instability of moldability (variation in mechanical properties in the width and length of the coil) caused by these temperature variations.
- Patent Document 1 reports a technique in which a hot-rolled steel sheet is subjected to skin pass rolling and heated in a temperature range of 600 to 750 ° C. to precipitate fine carbides, thereby achieving both high strength and excellent moldability.
- Patent Document 2 for a hot-rolled steel sheet having a tensile strength of 780 MPa or more, by controlling the addition amount of Ti and V within a certain range, fine carbides can be uniformly produced during hot rolling and winding. A technique for precipitating and, as a result, stabilizing the material of a hot-rolled steel sheet has been reported.
- An object of the present invention is to provide a high-strength hot-rolled steel sheet having excellent tensile strength, total elongation and bendability, and excellent material stability.
- the material stability means that there is little variation in tensile strength and total elongation for each part in the steel sheet.
- the high-strength steel sheet according to one aspect of the present invention has C: 0.030 to 0.280%, Si: 0.05 to 2.50%, Mn: 1.00 in mass% as a chemical component. ⁇ 4.00%, sol. Al: 0.001 to 2.000%, P: 0.100% or less, S: 0.0200% or less, N: 0.01000% or less, O: 0.0100% or less, Ti: 0 to 0.20 %, Nb: 0 to 0.20%, total of Ti and Nb: 0.04 to 0.40%, B: 0 to 0.010%, V: 0 to 1.000%, Cr: 0 to 1.
- the total area ratio of and baynite is 80% or more, and the diameter is 10 places every 50 mm along the plate width direction at the plate thickness 1/4 position of the cross section parallel to the rolling direction and perpendicular to the rolling surface.
- the high-strength steel sheet according to (1) has a standard deviation of the surface roughness Ra of 1.0 ⁇ m or less when the surface roughness Ra is measured at 10 points every 50 mm along the plate width direction. It may be.
- the high-strength steel sheet according to (1) or (2) has B: 0.001% to 0.010% and V: 0.005% to 1.000% in mass% as the chemical components.
- the total elongation is 10% or more, and the value R / t calculated by dividing the limit bending by the plate thickness is 2. It may be 0 or less.
- the present inventors have enthusiastically searched for a method for stabilizing the material of a high-strength steel sheet.
- the hot-rolled steel sheet After hot rolling, the hot-rolled steel sheet is wound into a coil shape, but the cooling rate of the hot-rolled steel sheet after winding may differ depending on the position in the coil. Due to the difference in the cooling rate, the volume fraction of the transformed structure, the number density of precipitates, and the like may differ greatly depending on the position in the coil. It has been clarified by the present inventors that this may cause instability of the material.
- the hot-rolled steel sheet is cooled to a relatively low temperature (500 ° C. or lower) and then wound in the cooling zone after the finish rolling of hot rolling, the structure of the hot-rolled steel sheet is totally low-temperature transformed.
- Precipitates of substituent elements (Ti, Nb) that form a structure (bainite or martensite) and contribute to strength do not precipitate much.
- the present inventors have clarified that variations in the volume fraction of the transformed structure and variations in the number density of precipitates are unlikely to occur, and as a result, the material can be stabilized.
- the structure obtained by the above method is mainly a low-temperature transformation structure having a low work hardening ability. Therefore, the total elongation of the steel sheet obtained by the above method may be relatively low, less than 10% or 9% or less. In order to expand the types of parts to which steel sheets are applied, further improvement in formability has been desired.
- the present inventors attempted to temper the hot-rolled steel sheet wound at a low temperature as described above at a temperature of 500 ° C. or higher. As a result, the dislocations introduced during the transformation were recovered, and the hot-rolled steel sheet exhibited excellent properties with a total elongation of 10% or more. However, tempering of the low temperature metamorphic structure causes a decrease in strength. Therefore, the present inventors were able to cause precipitation strengthening in the steel sheet and enhance both total elongation and strength by incorporating alloying elements such as Ti and Nb that precipitate at 550 ° C. or higher in the steel sheet.
- the heating temperature may differ depending on the position. The temperature variation generated in this way causes variation in the precipitate density, and as a result, causes material instability.
- the present inventors have conducted further diligent studies, and by appropriately controlling the temperature during hot rolling, the steel sheet composition, and the descaling method, the surface roughness of the hot-rolled steel sheet before tempering is suppressed.
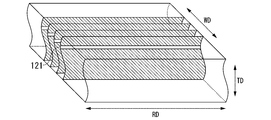
- the rolling direction RD means the direction in which the steel sheet is moved by the rolling roll during rolling.
- the plate thickness direction TD is a direction perpendicular to the rolled surface 11 of the steel sheet.
- the plate width direction WD is a direction perpendicular to the rolling direction RD and the plate thickness direction TD.
- the rolling direction RD can be easily specified based on the stretching direction of the crystal grains of the steel sheet. Therefore, the rolling direction RD can be specified even in the steel sheet cut out from the material steel sheet after rolling.
- the total area ratio of tempered martensite and bainite is specified.
- the area ratio of these metal structures is measured in a cross section 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 (see FIG. 1).
- the cross section 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 may be simply referred to as a cross section parallel to the rolling direction RD.
- the detailed evaluation method of the metallographic structure will be described later.
- the standard deviation of the number density of precipitates (Ti / Nb-containing precipitates) having a diameter of 10 nm or less and containing at least one of Ti and Nb is defined. ..
- the number density of Ti / Nb-containing precipitates is measured at the plate thickness 1/4 position 121 of the cross section 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 (see FIG. 2).
- Ten cross sections 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 are created at intervals of 50 mm along the plate width direction WD, and the standard deviation of the number densities of 10 measured on these surfaces is the present embodiment. It is regarded as the standard deviation of the number density of Ti / Nb-containing precipitates according to.
- the plate thickness 1/4 position is a position at a depth of 1/4 of the thickness of the steel plate 1 from the rolled surface 11 of the steel plate 1.
- FIGS. 1 and 2 only the position at a depth of 1/4 of the thickness of the steel plate 1 from the rolled surface 11 on the upper side of the steel plate 1 is shown as the plate thickness 1/4 position.
- a position having a depth of 1/4 of the thickness of the steel plate 1 from the rolled surface 11 on the lower side of the steel plate 1 can also be treated as a 1/4 position of the plate thickness.
- FIG. 2 only a part of the 10 number density measurement planes is shown. Further, FIG.
- the high-strength steel sheet according to this embodiment has a chemical composition of% by mass.
- C 0.030 to 0.280%, Si: 0.05-2.50%, Mn: 1.00 to 4.00%, sol. Al: 0.001 to 2.000%, P: 0.100% or less, S: 0.0200% or less, N: 0.01000% or less, O: 0.0100% or less, Ti: 0 to 0.20%, Nb: 0 to 0.20%, Total of Ti and Nb: 0.04 to 0.40%, B: 0 to 0.010%, V: 0 to 1.000%, Cr: 0 to 1.000%, Mo: 0 to 1.000%, Cu: 0 to 1.000%, Co: 0 to 1.000%, W: 0 to 1.000%, Ni: 0 to 1.000%, Ca: 0-0.0100%, Mg: 0 to 0.0100%, REM: 0-0.0100%, Zr: 0 to 0.0100%, and balance:
- the diameter is 10 nm or less at 10 locations every 50 mm along the plate width direction, and at least one of Ti and Nb.
- the standard deviation of the number density was less than 5 ⁇ 10 10 pieces / mm 3 .
- the tensile strength is 780 MPa or more.
- the composition of the high-strength steel sheet according to this embodiment will be described in detail below.
- the high-strength steel sheet according to the present embodiment contains a basic element as a chemical component, contains a selective element if necessary, and the balance is composed of Fe and impurities.
- C (C: 0.030% or more and 0.280% or less) C is an important element for ensuring the strength of the steel sheet. If the C content is less than 0.030%, the tensile strength of 780 MPa or more cannot be secured. Therefore, the C content is 0.030% or more, preferably 0.050% or more, 0.100% or more, or 0.120% or more.
- the C content is preferably 0.250% or less, or 0.200% or less, and more preferably 0.150% or less, 0.140% or less, 0.130% or less, or 0.120% or less. ..
- Si 0.05% or more and 2.50% or less
- Si is an important element whose material strength can be increased by solid solution strengthening. If the Si content is less than 0.05%, the yield strength decreases, so the Si content is set to 0.05% or more.
- the Si content is preferably 0.10% or more, more preferably 0.30% or more, 1.00% or more, or 1.20% or more.
- the Si content if the Si content exceeds 2.50%, the surface texture deteriorates, so the Si content should be 2.50% or less.
- the Si content is preferably 2.00% or less, more preferably 1.80% or less, 1.50% or less, or 1.30% or less.
- Mn 1.00% or more and 4.00% or less
- Mn is an element effective in increasing the mechanical strength of the steel sheet. If the Mn content is less than 1.00%, it is not possible to secure a tensile strength of 780 MPa or more. Therefore, the Mn content is set to 1.00% or more.
- the Mn content is preferably 1.50% or more, more preferably 1.80% or more, 2.00% or more, or 2.20% or more.
- the Mn content is set to 4.00% or less, preferably 3.00% or less, more preferably 2.80% or less, 2.60% or less, or 2.50% or less.
- Al is an element having an action of deoxidizing steel to make a steel sheet sound. sol. If the Al content is less than 0.001%, it cannot be sufficiently deoxidized. The Al content is 0.001% or more. However, when sufficient deoxidation is required, it is more desirable to add 0.010% or more. More preferably, sol. The Al content is 0.020% or more, 0.030% or more, or 0.050% or more.
- sol. When the Al content exceeds 2.000%, the weldability is remarkably lowered, and the oxide-based inclusions are increased, so that the surface texture is remarkably deteriorated. Therefore, sol.
- the Al content is 2.000% or less, preferably 1.500% or less, more preferably 1.000% or less, and most preferably 0.090% or less, 0.080% or less, or 0. It shall be 070% or less.
- sol. Al means an acid-soluble Al that is not an oxide such as Al 2 O 3 and is soluble in an acid.
- Ti and Nb are important elements because they contribute to strength as precipitates when the hot-rolled steel sheet is tempered. In order to obtain this effect, Ti and Nb are required to be 0.04% or more in total. If the total content of Ti and Nb is less than 0.04%, sufficient strength cannot be obtained.
- the total amount of Ti and Nb is preferably 0.08% or more, more preferably 0.10% or more, 0.12% or more, or 0.15% or more.
- Ti and Nb when Ti and Nb are added in excess, recrystallization during hot rolling is suppressed and a texture with a specific crystal orientation develops, resulting in hole expansion, which is one of the indicators of formability of steel sheets for automobiles. The sex deteriorates. Therefore, Ti and Nb need to be 0.40% or less in total.
- the total amount of Ti and Nb is preferably 0.35% or less, more preferably 0.32% or less, 0.30% or less, or 0.25% or less.
- Ti 0.20% or less
- the Ti content needs to be 0.20% or less.
- the Ti content may be 0.18% or less, 0.15% or less, or 0.10% or less.
- the lower limit of the content of Ti alone is not particularly limited, and the lower limit of the content of Ti is set from the viewpoint of the total content of Ti and Nb described above. Therefore, the Ti content may be 0%. However, for example, the Ti content may be defined as 0.01% or more, 0.02% or more, or 0.05% or more.
- the Nb content needs to be 0.20% or less.
- the Nb content may be 0.18% or less, 0.15% or less, or 0.10% or less.
- the lower limit of the content of Nb alone is not particularly limited, and the lower limit of the content of Nb is set from the viewpoint of the total content of Ti and Nb described above. Therefore, the Nb content may be 0%. However, for example, the Nb content may be defined as 0.01% or more, 0.02% or more, or 0.05% or more.
- the high-strength steel sheet according to this embodiment contains impurities as a chemical component.
- impurity refers to, for example, those mixed from ore or scrap as a raw material, or from the manufacturing environment, etc., when steel is industrially manufactured. Impurities mean, for example, elements such as P, S, and N. These impurities are preferably limited as follows in order to fully exert the effects of the present embodiment. Further, since the content of impurities is preferably small, it is not necessary to limit the lower limit value, and the lower limit value of impurities may be 0%.
- P 0.100% or less
- P is generally an impurity contained in steel, but since it has an effect of increasing tensile strength, P may be positively contained. However, when the P content exceeds 0.100%, the deterioration of weldability becomes remarkable. Therefore, the P content is limited to 0.100% or less.
- the P content is preferably limited to 0.080% or less, 0.070% or less, or 0.050% or less.
- the lower limit of the P content is not particularly set, but in order to obtain the effect of the above action more reliably, the P content should be 0.001% or more, 0.002% or more, or 0.005% or more. May be good.
- S is an impurity contained in steel, and the smaller the amount, the more preferable it is from the viewpoint of weldability.
- the S content exceeds 0.0200%, the weldability is significantly lowered, the MnS precipitation amount is increased, and the low temperature toughness is lowered. Therefore, the S content is limited to 0.0200% or less.
- the S content is preferably limited to 0.0100% or less, more preferably 0.0080% or less, 0.0070% or less, or 0.0050% or less.
- the lower limit of the S content is not particularly defined, but from the viewpoint of desulfurization cost, the S content may be 0.0010% or more, 0.0015% or more, or 0.0020% or more.
- N is an impurity contained in steel, and the smaller the amount, the more preferable it is from the viewpoint of weldability. If the N content exceeds 0.01000%, the weldability is significantly reduced. Therefore, the N content may be limited to 0.01000% or less, preferably 0.00900% or less, 0.00700% or less, or 0.00500% or less.
- the lower limit of the N content is not particularly limited, but for example, the N content may be 0.00005% or more, 0.00010% or more, or 0.00020% or more.
- O is an impurity contained in steel, and the smaller the amount, the more preferable it is from the viewpoint of weldability. If the O content exceeds 0.0100%, the weldability is significantly reduced. Therefore, the O content is limited to 0.0100% or less, preferably 0.0090% or less, 0.0070% or less, or 0.0050% or less.
- the lower limit of the O content is not particularly limited, but for example, the O content may be 0.0005% or more, 0.0008% or more, or 0.0010% or more.
- the high-strength steel sheet according to the present embodiment may contain a selective element in addition to the basic elements and impurities described above.
- a selective element for example, B, V, Cr, Mo, Cu, Co, W, Ni, Ca, Mg, REM, and Zr may be contained as selective elements in place of a part of Fe which is the balance described above.
- These selective elements may be contained according to the purpose. Therefore, it is not necessary to limit the lower limit of these selective elements, and the lower limit may be 0%. Further, even if these selective elements are contained as impurities, the above effects are not impaired.
- B (B: 0% or more and 0.010% or less) B segregates at the grain boundaries to improve the grain boundary strength, so that roughness of the punched cross section at the time of punching can be suppressed. Therefore, B may be contained. Even if the B content exceeds 0.010%, the above effect is saturated and economically disadvantageous. Therefore, the upper limit of the B content is set to 0.010% or less.
- the B content is preferably 0.005% or less, more preferably 0.003% or less. In order to obtain the above effect preferably, the B content may be 0.001% or more.
- V 0% or more and 1.000% or less
- Cr 0% or more and 1.000% or less
- Mo 0% or more and 1.000% or less
- Cu 0% or more and 1.000% or less
- Co 0% or more and 1.000% or less
- W 0% or more and 1.000% or less
- Ni 0% or more and 1.000% or less
- V, Cr, Mo, Cu, Co, W, and Ni are all elements that are effective in ensuring stable strength. Therefore, these elements may be contained. However, even if each of the elements is contained in an amount of more than 1.000%, the effect of the above action is likely to be saturated, which may be economically disadvantageous.
- V content, Cr content, Mo content, Cu content, Co content, W content, and Ni content are preferably 1.0% or less or 1.000% or less, respectively. .. Upper limits of V content, Cr content, Mo content, Cu content, Co content, W content, and Ni content are 0.500% or less, 0.300% or less, or 0.100%, respectively. It may be as follows.
- V 0.005% or more, 0.008% or more, or 0.010% or more
- Cr 0.005% or more, 0.008% or more, or 0.010% or more
- Mo 0.005% or more, 0.008% or more, or 0.010% or more
- Cu 0.005% or more, 0.008% or more, or 0.010% or more
- Co 0.005% or more, 0.008% or more, or 0.010% or more
- W 0.005% or more, 0.008% or more, or 0.010% or more
- Ni 0.005% or more, 0.008% or more, or 0.010% or more, at least one of them is contained. It is preferable to do.
- Ca, Mg, REM, and Zr are all elements that contribute to inclusion control, particularly fine dispersion of inclusions, and have an effect of enhancing toughness. Therefore, one or more of these elements may be contained. However, if each of the elements is contained in an amount of more than 0.0100%, deterioration of the surface texture may become apparent. Therefore, the content of each element is preferably 0.01% or less, or 0.0100% or less, respectively.
- the upper limit of the content of each of Ca, Mg, REM, and Zr may be 0.0080%, 0.0050%, or 0.0030%.
- the content of at least one of these elements is preferably 0.0003% or more, 0.0005% or more, or 0.0010% or more.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and is at least one of them.
- the content of REM means the total content of at least one of these elements.
- lanthanoids they are industrially added in the form of misch metal.
- Ca 0.0003% or more and 0.0100% or less
- Mg 0.0003% or more and 0.0100% or less
- REM 0. It is preferable to contain at least one of 0003% or more and 0.0100% or less and Zr: 0.0003% or more and 0.0100% or less.
- the above steel composition may be measured by a general analysis method for steel.
- the steel component may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrum).
- C and S may be measured by using the combustion-infrared absorption method
- N may be measured by using the inert gas melting-thermal conductivity method
- O may be measured by using the inert gas melting-non-dispersion infrared absorption method.
- the total area ratio of tempered martensite and bainite in the metal structure is 80% or more.
- the total area ratio of bainite and tempered martensite is 80% or more
- the tissue is bainite and martensite, which are low-temperature transformation structures. Martensite becomes tempered martensite in the subsequent tempering process. Therefore, the total area ratio of bainite and tempered martensite shall be 80% or more of the total. If the total area ratio is less than 80%, the material variation becomes large, which is not preferable.
- the total area ratio of bainite and tempered martensite may be 85% or more, 90% or more, or 95% or more. It is not necessary to specify the upper limit of the total area ratio of bainite and tempered martensite, for example, the total area ratio of bainite and tempered martensite may be 100%. On the other hand, ferrite or the like may be contained in the steel sheet as the remainder of the metal structure. Therefore, for example, the total area ratio of bainite and tempered martensite may be 98% or less, 95% or less, or 92% or less.
- the rest of the metallographic structure in the present invention may have ferrite, pearlite, retained austenite, fresh martensite, and cementite.
- a nighttal reagent and a cross section disclosed in Japanese Patent Application Laid-Open No. 59-219473 are used to corrode a cross section parallel to the rolling direction (that is, a cross section parallel to the rolling direction and perpendicular to the rolling surface).
- a solution prepared by dissolving 1 to 5 g of picric acid in 100 ml of ethanol was used as solution A, and 1 to 25 g of sodium thiosulfate and 1 to 5 g of citric acid were dissolved in 100 ml of water.
- the solution is solution B, and solution A and solution B are mixed at a ratio of 1: 1 to form a mixed solution, and nitric acid at a ratio of 1.5 to 4% is further added and mixed with respect to the total amount of this mixed solution.
- the solution is used as a pretreatment solution.
- a liquid obtained by adding and mixing the above-mentioned pretreatment liquid in a ratio of 10% with respect to the total amount of the 2% nital liquid to the 2% nital liquid is used as a post-treatment liquid.
- a cross section parallel to the rolling direction (that is, a cross section parallel to the rolling direction and perpendicular to the rolling surface) is immersed in the pretreatment liquid for 3 to 15 seconds, washed with alcohol and dried, and then immersed in the posttreatment liquid for 3 to 15 seconds. After soaking for 20 seconds, the cross section is corroded by washing with water and drying.
- a magnification of 1000 to 1000 is used using a scanning electron microscope.
- the metallographic structure is identified, the existence position is confirmed, and the area fraction is measured. Even if the measurement target is a steel plate that has not undergone any special machining after manufacturing (in other words, a steel plate that has not been cut out from the coil) or a steel plate that has been cut out from the coil, the center position in the plate width direction. Is a position substantially equidistant from both ends of the steel sheet 1 as viewed in the plate width direction WD.
- the total area fraction of "bainite and tempered martensite” is obtained by measuring the area fraction of "upper bainite” and "lower bainite or tempered martensite".
- Upper bainite is an aggregate of laths, a structure containing carbides between laths.
- the lower bainite is a structure containing iron-based carbides having a major axis of 5 nm or more and extending in the same direction inside.
- Tempering martensite is a collection of lath-shaped crystal grains, and is a structure containing iron-based carbides having a major axis of 5 nm or more and extending in different directions.
- a precipitate containing at least one of Ti and Nb (hereinafter referred to as a Ti / Nb-containing precipitate) is important for ensuring strength while ensuring elongation and bendability.
- the strength of a steel sheet tends to be inversely proportional to the elongation and bendability of the steel sheet.
- the strength of the steel sheet can be increased without impairing the elongation and bendability.
- the precipitation amount of Ti / Nb-containing precipitates is uniformly distributed in the plate width direction (that is, the direction perpendicular to the rolling direction). It is important to be there. If the standard deviation of the number density of Ti / Nb-containing precipitates is 5 ⁇ 10 10 pieces / mm 3 or more, it causes variations in mechanical properties and material stability cannot be obtained.
- the standard deviation of the number density of Ti / Nb-containing precipitates is less than 5 ⁇ 10 10 / mm 3 , preferably less than 4 ⁇ 10 10 / mm 3 or 3 ⁇ 10 10 / mm 3 .
- the standard deviation of the number density of the chemical composition and the Ti / Nb-containing precipitate is within the above range, it is estimated that an appropriate amount of Ti / Nb-containing precipitate can be obtained in order to secure elongation and bendability. Therefore, it is not necessary to particularly limit the upper and lower limit values of the number density itself of the Ti / Nb-containing precipitates.
- the number density of Ti / Nb-containing precipitates is defined as 3.5 ⁇ 10 10 / mm 3 or more, 3.8 ⁇ 10 10 / mm 3 or more, or 4.0 ⁇ 10 10 / mm 3 or more. You may.
- the standard deviation of the number density of Ti / Nb-containing precipitates is measured by the following method.
- a replica sample prepared according to the method described in JP-A-2004-317203 was collected at the plate thickness 1/4 position 121 of the cross section 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 shown in FIG. , Observe using a transmission electron microscope.
- the field of view is a magnification of 50,000 times, and the number of Ti / Nb-containing precipitates having a value (approximate value of the diameter equivalent to a circle) obtained as the square root of (major axis x minor axis) of 10 nm or less is counted in three visual fields.
- the total precipitate density is calculated by dividing the counted number of Ti / Nb-containing precipitates by the volume of the electrolyzed sample.
- Precipitates having a circle-equivalent diameter of more than 10 nm have a small contribution to precipitation strengthening and do not significantly affect the properties obtained in the present invention. Therefore, there is no limitation on the number density of precipitates having a circle-equivalent diameter of more than 10 nm.
- This replica sample is collected at 10 locations (see FIG. 2) at intervals of 50 mm along the plate width direction WD, and the number density of Ti / Nb-containing precipitates in each sample is determined.
- the average value of the number densities of Ti / Nb-containing precipitates in each of the 10 types of replica samples is regarded as the number density of Ti / Nb-containing precipitates in the steel sheet.
- the standard deviation of the number density of Ti / Nb-containing precipitates in each of the 10 types of replica samples is regarded as the standard deviation of the number density of Ti / Nb-containing precipitates of the steel sheet.
- the measurement points of the standard deviation of the number density of Ti / Nb-containing precipitates are two or more along the plate width direction. It is recommended to place it on the straight line of.
- the measurement points can be arranged as described above.
- Standard deviation of surface roughness Ra (Standard deviation of surface roughness Ra measured at 10 points every 50 mm along the plate width direction is preferably 1.0 ⁇ m or less)
- the steel sheet according to this embodiment is not particularly limited as long as the chemical composition, the metallographic structure, and the tensile strength described later are within a predetermined range.
- the standard deviation of the surface roughness Ra is 1.0 ⁇ m or less. May be.
- the standard deviation is preferably 1.0 ⁇ m or less.
- the surface roughness of the steel sheet can be freely changed by additional machining.
- the high-strength steel sheet may be subjected to processing such as hairline processing to change the surface roughness. From this point of view, it is not essential that the standard deviation of the surface roughness Ra is within the above range.
- a contact type roughness meter (Mitutoyo surf test SJ-500) was used to acquire a roughness curve over a length of 5 mm in the plate width direction at each measurement position, and JIS B0601: 2001.
- the arithmetic mean roughness Ra is obtained by the method described in 1.
- the standard deviation of the surface roughness Ra is obtained by using the value of the arithmetic mean roughness Ra at each measurement position thus obtained.
- surface roughness Ra of the steel sheet means the surface roughness measured after removing the surface treatment film from the steel sheet.
- the surface roughness Ra of the steel sheet is the surface roughness of the base iron.
- the method for removing the surface treatment film can be appropriately selected depending on the type of the surface treatment film within a range that does not affect the surface roughness of the base iron.
- the galvanized layer may be dissolved with dilute hydrochloric acid to which an inhibitor is added. As a result, only the galvanized layer can be peeled off from the steel sheet.
- the inhibitor is an additive used to suppress the change in roughness due to the prevention of overdissolution of the base iron.
- a mixture of hydrochloric acid diluted 10 to 100 times with the hydrochloric acid pickling corrosion inhibitor "Ibit No. 700BK" manufactured by Asahi Chemical Industry Co., Ltd. added to a concentration of 0.6 g / L is galvanized. It can be used as a layer peeling means.
- the high-strength steel sheet according to the present embodiment has a tensile strength (TS) of 780 MPa or more as a sufficient strength that contributes to weight reduction of automobiles.
- the tensile strength of the steel sheet may be 800 MPa or more, 900 MPa or more, or 1000 MPa or more.
- the upper limit of the tensile strength in particular, but in the present embodiment, the upper limit of the substantial tensile strength can be set to 1470 MPa.
- the tensile strength of the steel sheet may be 1400 MPa or less, 1300 MPa or less, or 1200 MPa or less.
- the tensile test may be performed in the following procedure in accordance with JIS Z2241 (2011).
- JIS No. 5 test pieces are collected from 10 positions on the high-strength steel sheet at intervals of 50 mm in the plate width direction.
- the plate width direction of the steel plate and the longitudinal direction of the test piece are made to coincide with each other.
- each test piece is sampled at a position shifted in the rolling direction of the steel sheet so that the sampling positions of the test pieces do not interfere with each other.
- Tensile tests are carried out on these test pieces in accordance with the provisions of JIS Z 2241 (2011), the tensile strength TS (MPa) is obtained, and the average value of these is calculated. This average value is regarded as the tensile strength of the high-strength steel sheet.
- the high-strength steel sheet according to the present embodiment may have the following characteristics such as elongation and hole expandability as indicators of formability. These mechanical properties are obtained from the various properties of the high-strength steel sheet according to the present embodiment described above.
- the high-strength steel sheet according to the present embodiment may have a total elongation of 9% or 10% or more as an index of formability. On the other hand, it is difficult to make the total elongation exceed 35% in the configuration of the present embodiment. Therefore, the upper limit of the substantial total growth may be 35%.
- the high-strength steel sheet according to the present embodiment has an R / t of 2.0 or less when the value R / t obtained by dividing the limit bending R (mm) by the plate thickness t (mm) is used as an index of bendability. You may. On the other hand, it is difficult to set the bendability index R / t to 0.1 or less in the configuration of the present embodiment. Therefore, the lower limit of the substantial bendability index R / t may be set to 0.1.
- the limit bending R is obtained by repeatedly performing bending tests applying various bending radii.
- bending is performed in accordance with JIS Z 2248 (2006) (V block 90 ° bending test).
- the bending radius (more precisely, the inner radius of the bending) is changed at a pitch of 0.5 mm.
- the smaller the bend radius in the bending test the more likely it is that the steel sheet will crack and have other defects.
- the minimum bending obtained in this test that does not cause tears and other defects in the steel sheet is regarded as the limit bending R.
- the value obtained by dividing this limit bending R by the thickness t of the steel sheet is used as an index R / t for evaluating the bendability.
- the high-strength steel plate according to the present embodiment has tensile test results measured at 10 points every 50 mm along the plate width direction (that is, the direction perpendicular to the rolling direction) as an index of the stability of the material.
- the standard deviation of TS may be 50 MPa or less, and the standard deviation of EL may be 1% or less.
- the method for obtaining the TS standard deviation and the EL standard deviation is the same as the above-mentioned tensile test method for obtaining the average value of the tensile strength.
- the TS standard deviation and the EL standard deviation can be obtained by obtaining the standard deviation of the results of 10 tensile tests by the above method.
- the standard deviation of R / t (limit bending R (mm), plate thickness t (mm)) measured at 10 points every 50 mm along the plate width direction is calculated. It may be 0.2 or less.
- the manufacturing process prior to hot rolling is not particularly limited. That is, following the melting in a blast furnace or an electric furnace, various secondary smelting may be performed, and then casting may be performed by a method such as ordinary continuous casting, casting by the ingot method, or thin slab casting.
- a method such as ordinary continuous casting, casting by the ingot method, or thin slab casting.
- the cast slab may be cooled to a low temperature and then heated again and then hot-rolled, or the cast slab may be hot-rolled as it is after casting without being cooled to a low temperature.
- Good. Scrap may be used as the raw material.
- the cast slab is heated.
- the slab is heated to a temperature of 1100 ° C. or higher and 1350 ° C. or lower, and then held for 30 minutes or longer.
- Ti or Nb is added, it is heated to a temperature of 1200 ° C. or higher and 1350 ° C. or lower, and then held for 30 minutes or longer. If the heating temperature is less than 1200 ° C., the precipitate elements Ti and Nb are not sufficiently dissolved, so that sufficient precipitation strengthening cannot be obtained during subsequent hot rolling, and the precipitate remains as coarse carbides, so that formability is formed. It is not preferable because it deteriorates. Therefore, when Ti and Nb are contained, the heating temperature of the slab is set to 1200 ° C. or higher.
- the heating temperature is set to 1350 ° C. or lower.
- the heating holding time is preferably 30 minutes or more in order to sufficiently dissolve Ti and Nb. Further, in order to suppress excessive scale loss, the heating holding time is preferably 10 hours or less, and more preferably 5 hours or less.
- a rough rolling step is performed in which the heated slab is roughly rolled to obtain a rough rolled plate.
- the slab may have a desired size and shape, and the conditions thereof are not particularly limited.
- the thickness of the rough-rolled sheet affects the amount of temperature decrease from the tip to the tail of the hot-rolled steel sheet from the start of rolling to the end of rolling in the finish rolling process, so it should be determined in consideration of this. Is preferable.
- the rough-rolled plate is subjected to finish rolling.
- finish rolling is performed in a temperature range of 850 ° C to 1200 ° C under the condition of satisfying the following formula (1).
- Si * 140 ⁇ Si
- Si * 80.
- Si represents the Si content (mass%) of the steel sheet.
- K'in the above formula (1) is represented by the following formula (2).
- K ' D ⁇ (DT- 930) ⁇ 1.5 + ⁇ ((FT n -930) ⁇ S n) ⁇ (2)
- D is the spray amount per hour of hydraulic descaling before the start of finish rolling (m 3 / min)
- DT is the steel plate temperature (° C.) when hydraulic descaling is performed before the start of finish rolling
- FT n is finish. temperature of the steel strip in the n-th rolling (° C.), blowing amount per unit time when S n is blown onto the steel sheet of water on spray during n-1 stage and the n-th stage of the finish rolling (m 3 / min ).
- Si * is a parameter related to the steel sheet component that indicates the susceptibility to unevenness due to scale.
- the scale generated on the surface layer during hot rolling grows from wustite (FeO), which is relatively easy to descale and does not easily form irregularities on the steel sheet, and grows to form irregularities on the steel sheet.
- the ease of forming the unevenness of the surface layer by adding Si becomes particularly remarkable when 0.35% by mass or more of Si is added. Therefore, Si * is a function of Si when 0.35% by mass or more is added, but becomes a constant when 0.35% by mass or less is added.
- K' is a parameter of manufacturing conditions that indicates the difficulty of forming irregularities.
- the first item of the above formula (2) is that when hydraulic descaling is performed before the start of finish rolling in order to suppress the formation of unevenness, the larger the amount of hydraulic descaling sprayed per hour and the higher the steel sheet temperature. It is shown to be effective from the viewpoint of descaling. When performing multiple descaling before the start of finish rolling, the descaling value closest to the finish rolling is used.
- the second item of the above formula (2) is a section showing the effect of descaling the scale that could not be completely peeled off by descaling before finishing and the scale that was reformed during finish rolling during finish rolling. It is shown that at high temperatures, spraying a large amount of water onto the steel sheet on the spray makes it easier to descale.
- K'/ Si * is set to 2.50 or more, preferably 3.00 or more, and more preferably 3.50 or more.
- the average cooling rate is a value obtained by dividing the difference in temperature between the start of cooling and the temperature before winding by that time. If the average cooling rate is less than 50 ° C./s, it becomes difficult to make the total area ratio of bainite and tempered martensite 80% or more of the total.
- the winding temperature is 450 ° C. or lower, preferably 400 ° C. or lower, and more preferably 200 ° C. or lower. Further, setting the winding temperature to 450 ° C. or lower also has an effect of suppressing the formation of internal oxides on the surface of the steel sheet after winding and increasing the roughness of the surface layer.
- the high-strength steel sheet produced in this way is pickled for the purpose of removing oxides on the surface of the steel sheet.
- the pickling treatment may be carried out, for example, in hydrochloric acid having a concentration of 3 to 10% at a temperature of 85 ° C. to 98 ° C. for 20 seconds to 100 seconds.
- the manufactured hot-rolled steel sheet may be lightly reduced with a reduction rate of 20% or less.
- the aim is to introduce dislocations that serve as precipitation sites for precipitates during tempering, and this is preferable because it makes it easier to obtain strength and has the effect of shape correction.
- the light reduction may be carried out before or after the pickling step.
- Light reduction after the pickling step has the effect of further reducing the roughness of the surface layer.
- the surface roughness Ra is measured at 10 points every 50 mm along the plate width direction (that is, the direction perpendicular to the rolling direction), which is a preferred embodiment in the present invention, the standard deviation of the surface roughness Ra is calculated. In order to make it 0.5 ⁇ m or less, it is necessary to perform light rolling after the pickling step.
- the obtained steel sheet is tempered (heated) at 550 ° C to 750 ° C for 10 seconds to 1000 seconds. Tempering has the purpose of recovering dislocations of the low-temperature transformed structure to improve elongation, and also has the purpose of precipitating precipitates containing Ti and Nb to obtain strength.
- the tempering temperature is set to 550 ° C to 750 ° C.
- the tempering time is set to 10 seconds to 1000 seconds.
- Hot-dip galvanizing may be applied after heating, or alloyed hot-dip galvanizing may be applied.
- the wettability of hot-dip galvanizing is improved, and the effect of imparting uniform plating can also be obtained.
- the high-strength steel sheet according to the present embodiment can be manufactured by the above-mentioned manufacturing method.
- the high-strength steel sheet according to the present invention will be described in more detail below with reference to an example.
- the following examples are examples of the high-strength steel sheet of the present invention, and the high-strength steel sheet of the present invention is not limited to the following aspects.
- the conditions in the examples described below are one-condition examples adopted for confirming the feasibility and effect of the present invention, and the present invention is not limited to these one-condition examples.
- various conditions can be adopted as long as the gist of the present invention is not deviated and the object of the present invention is achieved.
- the steels with the chemical components shown in Table 1 are cast, and after casting, they are cooled to room temperature and then reheated, heated to a temperature range of 1200 ° C to 1350 ° C, and then the slab is roughened at a temperature of 1100 ° C or higher.
- a rough-rolled plate was produced by rolling.
- values outside the scope of the invention are underlined.
- the rough-rolled plate was subjected to multi-step finish rolling consisting of 7 steps in all stages under the conditions shown in Tables 2 and 3. Then, after finishing rolling, cooling and winding were performed under the conditions shown in Tables 4 and 5. After that, pickling was performed under all conditions, but under some conditions, light reduction was performed before or after the pickling. Then, the temperature was raised to the tempering temperature at a heating rate of 30 ° C./s to 150 ° C./s, and tempering was performed at the tempering temperature and time shown in Tables 4 and 5. After that, some conditions were alloyed hot-dip galvanized or hot-dip galvanized. In the plating process, the steel sheet was in the temperature range of 400 ° C. to 520 ° C.
- the metallographic structure of the obtained high-strength steel sheet was observed by the following method.
- the Nital reagent and the reagent disclosed in JP-A-59-219473 were used to corrode a cross section parallel to the rolling direction and perpendicular to the rolling surface.
- a solution prepared by dissolving 1 to 5 g of picric acid in 100 ml of ethanol was used as solution A, and 1 to 25 g of sodium thiosulfate and 1 to 5 g of citric acid were dissolved in 100 ml of water.
- the solution is solution B, and solution A and solution B are mixed at a ratio of 1: 1 to form a mixed solution, and nitric acid at a ratio of 1.5 to 4% is further added and mixed with respect to the total amount of this mixed solution.
- the solution was used as a pretreatment solution. Further, a liquid obtained by adding and mixing the above-mentioned pretreatment liquid in a ratio of 10% with respect to the total amount of the 2% nital liquid to the 2% nital liquid was used as a post-treatment liquid.
- the cross section parallel to the rolling direction and perpendicular to the rolling surface is immersed in the pretreatment liquid for 3 to 15 seconds, washed with alcohol and dried, then immersed in the posttreatment liquid for 3 to 20 seconds, washed with water and dried. By doing so, the cross section was corroded.
- the number density of Ti / Nb-containing precipitates and their standard deviations are measured by the following methods.
- a replica sample prepared according to the method described in JP-A-2004-317203 was collected at the plate thickness 1/4 position 121 of the cross section 12 parallel to the rolling direction RD and perpendicular to the rolling surface 11 shown in FIG. , Observed using a transmission electron microscope.
- the visual field was set to a magnification of 50,000 times, and the number of Ti / Nb-containing precipitates having a value (approximate value of the diameter equivalent to a circle) obtained as the square root of (major axis x minor axis) of 10 nm or less was counted in three visual fields. Then, the total precipitate density was calculated by dividing the counted number by the electrolyzed volume.
- This replica sample was collected at 10 locations at intervals of 50 mm along the plate width direction, and the number density of Ti / Nb-containing precipitates in each sample was determined. Then, the average value of the number densities of Ti / Nb-containing precipitates in each of the 10 types of replica samples was regarded as the number density of Ti / Nb-containing precipitates in the steel sheet. Further, the standard deviation of the number density of Ti / Nb-containing precipitates in each of the 10 types of replica samples was regarded as the standard deviation of the number density of Ti / Nb-containing precipitates of the steel sheet.
- the standard deviation of the surface roughness Ra measured at 10 positions at intervals of 50 mm in the direction perpendicular to the rolling direction was determined by the following procedure. Using a contact roughness meter (Mitutoyo surf test SJ-500), a roughness curve was obtained over a length of 5 mm in the vertical direction of rolling at each measurement position, and the arithmetic mean was obtained by the method described in JIS B0601: 2001. Roughness Ra was determined. The standard deviation of the surface roughness Ra was obtained by using the value of the arithmetic mean roughness Ra at each measurement position thus obtained.
- Tensile strength is a tensile test based on JIS Z 2241 (2011) using JIS No. 5 test pieces collected from a high-strength steel plate so that the direction perpendicular to the rolling direction (C direction) is the longitudinal direction.
- the tensile strength TS (MPa) and the butt elongation (total elongation) EL (%) were determined. The sampling was performed from 10 positions of the steel plate at intervals of 50 mm in the plate width direction.
- the average value of the tensile strengths of the 10 test pieces was regarded as the tensile strength TS of the steel sheet, and when TS ⁇ 780 MPa was satisfied, it was regarded as a high-strength hot-rolled steel sheet and passed.
- the standard deviations of TS and EL were obtained at 10 positions of the steel plate at intervals of 50 mm in the plate width direction.
- a steel sheet having a TS standard deviation of 50 MPa or less and an EL standard deviation of 1% or less was determined to be a steel sheet having excellent material stability.
- the bending test was performed in accordance with JIS Z2248 (V block 90 ° bending test), and the bending radius (mm) was tested at a pitch of 0.5 mm. Further, R / t was measured at 10 positions at intervals of 50 mm in the plate width direction (direction perpendicular to the rolling direction), and the standard deviation was obtained.
- tensile strength (“average tensile strength TS” described in the table), total elongation (“average total elongation EL” described in the table), bendability ( At least one of the “mean limit bending R / t"), the variation in tensile strength ("TS standard deviation” in the table) and the variation in total elongation ("EL standard deviation” in the table) listed in the table.
- TS standard deviation the variation in tensile strength
- EL standard deviation the variation in total elongation
- Comparative Example 1 and Comparative Example 2 the diameter is 10 nm or less and Ti and Nb are measured at a plate thickness 1/4 position of a cross section parallel to the rolling direction and perpendicular to the rolling surface.
- the standard deviation of the number density of the precipitates containing at least one of the above (“standard deviation of precipitates” described in the table) was large. Therefore, in Comparative Example 1 and Comparative Example 2, the variation in tensile strength and the variation in total elongation were poor. It is considered that this is because Comparative Example 1 and Comparative Example 2 were manufactured under the condition that K'/ Si * was insufficient, and the surface roughness of the steel sheet after the completion of hot spreading could not be reduced.
- Comparative Example 3 the total area ratio of tempered martensite and bainite in the metallographic structure was insufficient, and the standard deviation of the precipitate was large. Therefore, in Comparative Example 3, the TS standard deviation and the EL standard deviation were defective. It is considered that this is because Comparative Example 3 was manufactured under the condition that the average cooling rate after finish rolling was insufficient, and the variation in characteristics due to the temperature history after winding could not be suppressed.
- Comparative Example 4 the total area ratio of tempered martensite and bainite in the metallographic structure was insufficient, and the standard deviation of the precipitate was large. Therefore, in Comparative Example 4, the TS standard deviation and the EL standard deviation were defective. It is presumed that this is because Comparative Example 4 was manufactured under the condition that the winding temperature was too high, and the formation of internal oxides on the surface of the steel sheet and the increase in surface roughness could not be suppressed after winding. ..
- Comparative Example 5 the average tensile strength TS was insufficient, and the average total elongation EL was insufficient. It is considered that this is because Comparative Example 5 was manufactured under the condition that the tempering temperature was too high.
- Comparative Example 6 the average tensile strength TS was insufficient, and the average total elongation EL was insufficient. It is considered that this is because Comparative Example 6 was manufactured under the condition that the tempering time was insufficient.
- Comparative Example 22 the average tensile strength TS was insufficient, and the average total elongation EL was insufficient. It is considered that this is because Comparative Example 22 was manufactured under the condition that the tempering temperature was insufficient.
- Comparative Example 41 the total amount of Ti and Nb was insufficient, and the average tensile strength TS was insufficient. It is considered that this is because in Comparative Example 41, the amount of Ti and Nb used as materials for the Ti / Nb-containing precipitate was insufficient, so that precipitation strengthening did not occur.
- High-strength steel plate (steel plate) 11 Rolling surface 12 Cross section parallel to the rolling direction and perpendicular to the rolling surface 121 Plate thickness 1/4 position of the cross section parallel to the rolling direction and perpendicular to the rolling surface RD Rolling Direction TD plate thickness direction (Thickness Direction) WD plate width direction (Wids Direction)
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
本願は、2019年7月10日に、日本に出願された特願2019-128590号に基づき優先権を主張し、その内容をここに援用する。
(2)(1)に記載の高強度鋼板は、前記板幅方向に沿って50mmおきに10か所で表面粗さRaを測定したとき、前記表面粗さRaの標準偏差が1.0μm以下であってもよい。
(3)(1)又は(2)に記載の高強度鋼板は、前記化学成分として、質量%で、B:0.001%~0.010%、V:0.005%~1.000%、Cr:0.005%~1.000%、Mo:0.005%~1.000%、Cu:0.005%~1.000%、Co:0.005%~1.000%、W:0.005%~1.000%、Ni:0.005%~1.000%、Ca:0.0003%~0.0100%、Mg:0.0003%~0.0100%、REM:0.0003%~0.0100%、及びZr:0.0003%~0.0100%からなる群から構成される少なくとも1種を含有してもよい。
(4)(1)~(3)の何れか1項に記載の高強度鋼板では、全伸びが10%以上であり、限界曲げを板厚で割って算出される値R/tが2.0以下であってもよい。
これに対し、熱間圧延の仕上げ圧延後の冷却帯にて、比較的低温(500℃以下)まで熱延鋼板を冷却した後に巻き取りを行うと、熱延鋼板の組織は全体的に低温変態組織(ベイナイトやマルテンサイト)となり、強度に寄与する置換型元素(Ti,Nb)の析出物もあまり析出しない。この場合、変態組織の体積分率のばらつき、及び析出物の個数密度のばらつきが生じにくく、結果的に、材質を安定化させられることが、本発明者らによって明らかになった。ただし、上述の方法によって得られる組織は、加工硬化能が低い低温変態組織を主体とするものである。そのため、上述の方法によって得られる鋼板の全伸びは10%未満、又は9%以下と比較的低位となることがある。鋼板を適用部品の種類を拡大するためには、更なる成形性の向上が望まれていた。
本実施形態に係る高強度鋼板は、化学成分として、質量%で、
C:0.030~0.280%、
Si:0.05~2.50%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
P:0.100%以下、
S:0.0200%以下、
N:0.01000%以下、
O:0.0100%以下、
Ti:0~0.20%、
Nb:0~0.20%、
TiとNbの合計:0.04~0.40%、
B:0~0.010%、
V:0~1.000%、
Cr:0~1.000%、
Mo:0~1.000%、
Cu:0~1.000%、
Co:0~1.000%、
W:0~1.000%、
Ni:0~1.000%、
Ca:0~0.0100%、
Mg:0~0.0100%、
REM:0~0.0100%、
Zr:0~0.0100%、及び
残部:Fe及び不純物
を含み、
金属組織における焼き戻しマルテンサイトとベイナイトとの合計面積率が80%以上であり、
圧延方向に平行且つ圧延面に垂直な断面の板厚1/4位置において、板幅方向に沿って50mmおきに10か所で、直径が10nm以下であり、かつ、TiとNbとの少なくとも一方を含有する析出物の個数密度を測定したとき、前記個数密度の標準偏差が5×1010個/mm3未満であり、
引張強度が780MPa以上である。
以下、本実施形態に係る高強度鋼板の成分組成について詳細に説明する。本実施形態に係る高強度鋼板は、化学成分として、基本元素を含み、必要に応じて選択元素を含み、残部がFe及び不純物からなる。
Cは鋼板強度を確保する上で重要な元素である。C含有量が0.030%未満では、引張強度780MPa以上を確保することができない。したがって、C含有量は0.030%以上とし、好ましくは0.050%以上、0.100%以上、又は0.120%以上である。
Siは、固溶強化により材料強度を高めることができる重要な元素である。Si含有量が0.05%未満では、降伏強度が低下するため、Si含有量は0.05%以上とする。Si含有量は好ましくは、0.10%以上、さらに好ましくは0.30%以上、1.00%以上、又は1.20%以上である。
Mnは、鋼板の機械的強度を高める上で有効な元素である。Mn含有量が1.00%未満では、780MPa以上の引張強度を確保することができない。したがって、Mn含有量は、1.00%以上とする。Mn含有量は好ましくは1.50%以上であり、より好ましくは1.80%以上、2.00%以上、又は2.20%以上である。
Alは、鋼を脱酸して鋼板を健全化する作用を有する元素である。sol.Al含有量が、0.001%未満では、十分に脱酸できないため、sol.Al含有量は、0.001%以上とする。但し、脱酸が十分に必要な場合、0.010%以上の添加がより望ましい。さらに望ましくは、sol.Al含有量は0.020%以上、0.030%以上、又は0.050%以上である。
本発明においてTiおよびNbは、熱延鋼板を焼き戻した際に析出物として強度に寄与するため重要な元素である。この効果を得るためにTiとNbとは合計で0.04%以上必要である。TiとNbとが合計で0.04%未満では十分な強度が得られない。TiとNbとは合計で0.08%以上が好ましく、より好ましくは0.10%以上、0.12%以上、又は0.15%以上である。一方、TiおよびNbを過剰に添加すると、熱間圧延時の再結晶を抑制し、特定の結晶方位の集合組織が発達することで、自動車用鋼板の成形性の指標の一つである穴広げ性が劣化する。そのため、TiとNbとは合計で0.40%以下である必要がある。TiとNbとは合計で0.35%以下が好ましく、より好ましくは0.32%以下、0.30%以下、又は0.25%以下である。
上記の通り、Tiを過剰に添加すると、熱間圧延時の再結晶を抑制し、特定の結晶方位の集合組織が発達することで、自動車用鋼板の成形性の指標の一つである穴広げ性が劣化する。そのため、Tiの含有量は0.20%以下である必要がある。Ti含有量を0.18%以下、0.15%以下、又は0.10%以下としてもよい。Ti単独での含有量の下限は特に限定されず、上述のTiとNbとの合計含有量の観点からTiの含有量の下限が定められる。従ってTi含有量が0%であってもよい。しかしながら、例えばTi含有量を0.01%以上、0.02%以上、又は0.05%以上と規定してもよい。
上記の通り、Nbを過剰に添加すると、熱間圧延時の再結晶を抑制し、特定の結晶方位の集合組織が発達することで、自動車用鋼板の成形性の指標の一つである穴広げ性が劣化する。そのため、Nbの含有量は0.20%以下である必要がある。Nb含有量を0.18%以下、0.15%以下、又は0.10%以下としてもよい。Nb単独での含有量の下限は特に限定されず、上述のTiとNbとの合計含有量の観点からNbの含有量の下限が定められる。従ってNb含有量が0%であってもよい。しかしながら、例えばNb含有量を0.01%以上、0.02%以上、又は0.05%以上と規定してもよい。
Pは、一般には鋼に含有される不純物であるが、引張強度を高める作用を有するので、Pを積極的に含有させてもよい。しかし、P含有量が0.100%超では溶接性の劣化が著しくなる。したがって、P含有量は0.100%以下に制限する。P含有量は好ましくは0.080%以下、0.070%以下、又は0.050%以下に制限する。
Sは、鋼に含有される不純物であり、溶接性の観点からは少ないほど好ましい。S含有量が0.0200%超では、溶接性の低下が著しくなると共に、MnSの析出量が増加し、低温靭性が低下する。したがって、S含有量は0.0200%以下に制限する。S含有量は好ましくは0.0100%以下、さらに好ましくは0.0080%以下、0.0070%以下、又は0.0050%以下に制限する。
Nは、鋼に含有される不純物であり、溶接性の観点からは少ないほど好ましい。N含有量が0.01000%超では溶接性の低下が著しくなる。したがって、N含有量は0.01000%以下に制限し、好ましくは0.00900%以下、0.00700%以下、又は0.00500%以下としてもよい。N含有量の下限値は特に限定されないが、例えばN含有量を0.00005%以上、0.00010%以上、又は0.00020%以上としてもよい。
Oは、鋼に含有される不純物であり、溶接性の観点からは少ないほど好ましい。O含有量が0.0100%超では溶接性の低下が著しくなる。したがって、O含有量は0.0100%以下に制限し、好ましくは0.0090%以下、0.0070%以下、又は0.0050%以下である。O含有量の下限値は特に限定されないが、例えばO含有量を0.0005%以上、0.0008%以上、又は0.0010%以上としてもよい。
Bは粒界に偏析して、粒界強度を向上させることで、打ち抜き時の打ち抜き断面の荒れを抑制することができる。したがって、Bを含有させてもよい。B含有量が0.010%を超えても、上記効果は飽和して、経済的に不利になるので、B含有量の上限は0.010%以下とする。B含有量は、好ましくは、0.005%以下、より好ましくは、0.003%以下である。上記の効果を好ましく得るためには、B含有量は、0.001%以上であればよい。
(Cr:0%以上1.000%以下)
(Mo:0%以上1.000%以下)
(Cu:0%以上1.000%以下)
(Co:0%以上1.000%以下)
(W:0%以上1.000%以下)
(Ni:0%以上1.000%以下)
V、Cr、Mo、Cu、Co、W、Niは、いずれも強度を安定して確保するために効果のある元素である。したがって、これらの元素を含有させてもよい。しかし、いずれの元素についても、それぞれ1.000%を超えて含有させても、上記作用による効果は飽和し易く、経済的に不利となる場合がある。したがって、V含有量、Cr含有量、Mo含有量、Cu含有量、Co含有量、W含有量、およびNi含有量は、それぞれ1.0%以下、又は1.000%以下とすることが好ましい。V含有量、Cr含有量、Mo含有量、Cu含有量、Co含有量、W含有量、およびNi含有量それぞれの上限値を0.500%以下、0.300%以下、又は0.100%以下としてもよい。
V:0.005%以上、0.008%以上、又は0.010%以上、
Cr:0.005%以上、0.008%以上、又は0.010%以上、
Mo:0.005%以上、0.008%以上、又は0.010%以上、
Cu:0.005%以上、0.008%以上、又は0.010%以上、
Co:0.005%以上、0.008%以上、又は0.010%以上、
W:0.005%以上、0.008%以上、又は0.010%以上、及び
Ni:0.005%以上、0.008%以上、又は0.010%以上
のうち、少なくとも1種を含有していることが好ましい。
(Mg:0%以上0.0100%以下)
(REM:0%以上0.0100%以下)
(Zr:0%以上0.0100%以下)
Ca,Mg,REM,Zrは、いずれも介在物制御、特に介在物の微細分散化に寄与し、靭性を高める作用を有する元素である。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、いずれの元素についてもそれぞれ0.0100%を超えて含有させると、表面性状の劣化が顕在化する場合がある。したがって、各元素の含有量はそれぞれ0.01%以下、又は0.0100%以下とすることが好ましい。Ca、Mg、REM、Zrそれぞれの含有量の上限を、0.0080%、0.0050%、又は0.0030%としてもよい。なお、上記作用による効果をより確実に得るためには、これらの元素の少なくとも一つの含有量を0.0003%以上、0.0005%以上、又は0.0010%以上とすることが好ましい。
本実施形態に係る高強度鋼板では、金属組織における焼き戻しマルテンサイトとベイナイトとの合計面積率が80%以上である。
本発明では、熱延鋼板巻き取り時にコイル内での冷却速度の違いに起因した組織および特性ばらつきをできるだけ低減するために、例えば熱間圧延後の冷却帯で500℃以下の温度まで冷却することなどにより、組織の80%以上を低温変態組織であるベイナイトとマルテンサイトとすることが重要である。マルテンサイトは、その後の焼き戻し工程において焼き戻しマルテンサイトとなる。そのため、ベイナイトおよび焼き戻しマルテンサイトの合計面積率が全体の80%以上とする。当該合計面積率が80%未満の場合には、材質ばらつきが大きくなるため好ましくない。ベイナイトおよび焼き戻しマルテンサイトの合計面積率を85%以上、90%以上、又は95%以上としてもよい。ベイナイトおよび焼き戻しマルテンサイトの合計面積率の上限を規定する必要はなく、例えばベイナイトおよび焼き戻しマルテンサイトの合計面積率を100%としてもよい。一方、フェライトなどが、金属組織の残部として鋼板に含まれてもよい。従って、例えばベイナイトおよび焼き戻しマルテンサイトの合計面積率を98%以下、95%以下、又は92%以下としてもよい。
以下の方法によりこれらの金属組織の同定、存在位置の確認及び面積分率の測定を行う。
次に、図1に示されるように、鋼板1の表面(圧延面11)から板厚の1/4深さ且つ板幅方向WDの中央の位置において、走査型電子顕微鏡を用いて倍率1000~100000倍で、40μm×30μmの領域を少なくとも3領域観察することによって、上記金属組織の同定、存在位置の確認、及び、面積分率の測定を行う。なお、測定対象が、製造後に特段の機械加工を受けていない鋼板(換言すると、コイルから切り出されていない鋼板)である場合でも、コイルから切り出された鋼板であっても、板幅方向中央位置とは、板幅方向WDで見た鋼板1両端から実質的に等距離にある位置のことである。
本発明において、TiとNbとの少なくとも一方を含有する析出物(以下、Ti/Nb含有析出物と呼称する)は、伸び及び曲げ性を確保しながら強度を担保するために重要である。一般に、鋼板の強度と、鋼板の伸び及び曲げ性とは反比例する傾向にある。しかしながら、Ti/Nb含有析出物を用いることで、伸び及び曲げ性を損なうことなく、鋼板の強度を高めることができる。
一方で、Ti/Nb含有析出物の析出量によって強度や伸びが変化するため、Ti/Nb含有析出物の析出量が板幅方向(即ち、圧延方向に垂直な方向)に均一に分布していることは重要である。Ti/Nb含有析出物の個数密度の標準偏差が5×1010個/mm3以上であると、機械特性がばらつく原因となり、材質安定性が得られない。そのため、Ti/Nb含有析出物の個数密度の標準偏差を5×1010個/mm3未満とし、好ましくは4×1010個/mm3未満又は3×1010個/mm3未満である。
なお、化学成分及びTi/Nb含有析出物の個数密度の標準偏差が上述の範囲内である限り、伸び及び曲げ性を確保するために適切な量のTi/Nb含有析出物が得られると推定されるので、Ti/Nb含有析出物の個数密度自体の上下限値を特に限定する必要はない。一方、Ti/Nb含有析出物の個数密度を3.5×1010個/mm3以上、3.8×1010個/mm3以上、又は4.0×1010個/mm3以上と規定してもよい。
特開2004-317203号公報に記載の方法に従って作製されたレプリカ試料を、図2に示される、圧延方向RDに平行且つ圧延面11に垂直な断面12の板厚1/4位置121において採取し、透過型電子顕微鏡を用いて観察する。視野は50000倍の倍率とし、3視野で、(長径×短径)の平方根として求められた値(円相当直径の近似値)が10nm以下のTi/Nb含有析出物の個数をカウントする。そして、カウントしたTi/Nb含有析出物の個数を電解した試料の体積で除することによって、合計析出物密度を算出する。なお、円相当直径が10nm超の析出物は、析出強化への寄与が小さく、本発明において得られる特性に対して大きく影響を与えるものではない。そのため、円相当直径が10nm超の析出物の個数密度についての限定はしない。
このレプリカ試料を、板幅方向WDに沿って50mmおきに10か所(図2参照)において採取し、各試料におけるTi/Nb含有析出物の個数密度を求める。そして、10種類のレプリカ試料それぞれにおけるTi/Nb含有析出物の個数密度の平均値を、鋼板のTi/Nb含有析出物の個数密度とみなす。また、10種類のレプリカ試料それぞれにおけるTi/Nb含有析出物の個数密度の標準偏差を、鋼板のTi/Nb含有析出物の個数密度の標準偏差とみなす。
なお、測定対象となる鋼板の板幅方向に沿った大きさが十分に大きいときは、Ti/Nb含有析出物の個数密度の標準偏差の測定箇所は、板幅方向に沿った1直線上に配置するとよい。一方、測定対象となる鋼板の板幅方向に沿った大きさが450mmに満たないときは、Ti/Nb含有析出物の個数密度の標準偏差の測定箇所は、板幅方向に沿った2本以上の直線上に配置するとよい。Ti/Nb含有析出物の個数密度以外の特性(例えば表面粗さ等)の板幅方向の標準偏差の測定の際にも、上述のように測定箇所を配置することができる。
(板幅方向に沿って50mmおきに10か所で測定した表面粗さRaの標準偏差が、好ましくは1.0μm以下)
化学成分、金属組織、及び後述する引張強度が所定の範囲内である限り、本実施形態に係る鋼板は特に限定されない。一方、板幅方向(即ち、圧延方向に垂直な方向)に沿って50mmおきに10か所で圧延面11の表面粗さRaを測定したとき、表面粗さRaの標準偏差を1.0μm以下としてもよい。表面粗さRaのばらつきを抑制することにより、曲げ加工性のばらつきを抑制し、材質安定性を一層高めることができる。そのため、当該標準偏差を1.0μm以下とすることが好ましい。ただし、鋼板の表面粗さは追加工によって自在に変更することができる。例えば、後述する好ましい製造方法によって材質安定性に優れた高強度鋼板を製造した後に、この高強度鋼板にヘアライン加工などの表面粗さを変更する加工をしてもよい。この観点からも、表面粗さRaの標準偏差を上述の範囲内とすることは必須ではない。
(引張強度TS:780MPa以上)
本実施形態に係る高強度鋼板は、自動車の軽量化に寄与する十分な強度として、780MPa以上の引張強度(TS)を有する。鋼板の引張強度が800MPa以上、900MPa以上、又は1000MPa以上であってもよい。一方、本実施形態の構成で1470MPa超とすることは困難であると推定される。そのため、引張強度の上限は特に定める必要はないが、本実施形態において実質的な引張強度の上限を1470MPaとすることができる。また、鋼板の引張強度を1400MPa以下、1300MPa以下、又は1200MPa以下としてもよい。
本実施形態に係る高強度鋼板は、成形性の指標として、全伸びを9%、又は10%以上有してもよい。一方、本実施形態の構成で全伸びを35%超とすることは困難である。そのため、実質的な全伸びの上限は35%としてもよい。
本実施形態に係る高強度鋼板は、曲げ性の指標として限界曲げR(mm)を板厚t(mm)で除した値R/tを用いた場合、2.0以下のR/tを有してもよい。一方、本実施形態の構成で曲げ性の指標R/tを0.1以下とすることは困難である。そのため、実質的な曲げ性の指標R/tの下限値を0.1としてもよい。
次に、本実施形態に係る高強度鋼板の好ましい製造方法の一例について説明する。ただし、本実施形態に係る高強度鋼板の製造方法は特に限定されないことに留意されたい。上述の要件を満たす鋼板は、その製造方法に関わらず、全て本実施形態に係る鋼板であるとみなされる。
粗圧延は、スラブを所望の寸法形状にすればよく、その条件は特に限定しない。なお、粗圧延板の厚さは、仕上げ圧延工程における、圧延開始時から圧延完了時までの熱延鋼板先端から尾端までの温度低下量に影響を及ぼすため、これを考慮して決定することが好ましい。
K’/Si*≧2.50・・・(1)
ここで、Si≧0.35のときはSi*=140√Siとし、Si<0.35のときはSi*=80とする。なお、Siは鋼板のSi含有量(質量%)を表す。
K’=D×(DT-930)×1.5+Σ((FTn-930)×Sn)・・・(2)
ここで、Dは仕上げ圧延開始前の水圧デスケーリングの時間当たりの吹き付け量(m3/min)、DTは仕上げ圧延開始前の水圧デスケーリングを行う際の鋼板温度(℃)、FTnは仕上げ圧延のn段目における鋼板温度(℃)、Snは仕上げ圧延のn-1段目とn段目の間に水をスプレー上に鋼板に吹き付けるときの時間当たりの吹き付け量(m3/min)である。

その後、表4及び表5に記載の各条件で仕上げ圧延後の冷却及び巻き取りを施した。
その後、全条件に対して酸洗を行ったが、一部の条件については酸洗の前または後工程で軽圧下を実施した。その後、加熱速度30℃/s~150℃/sの速度で焼き戻し温度まで昇温し、表4及び表5に記載の焼き戻し温度、時間で焼き戻しを行った。その後、一部の条件は合金化溶融亜鉛めっきや溶融亜鉛めっきを施した。めっき工程においては、鋼板は400℃~520℃の温度域にあった。
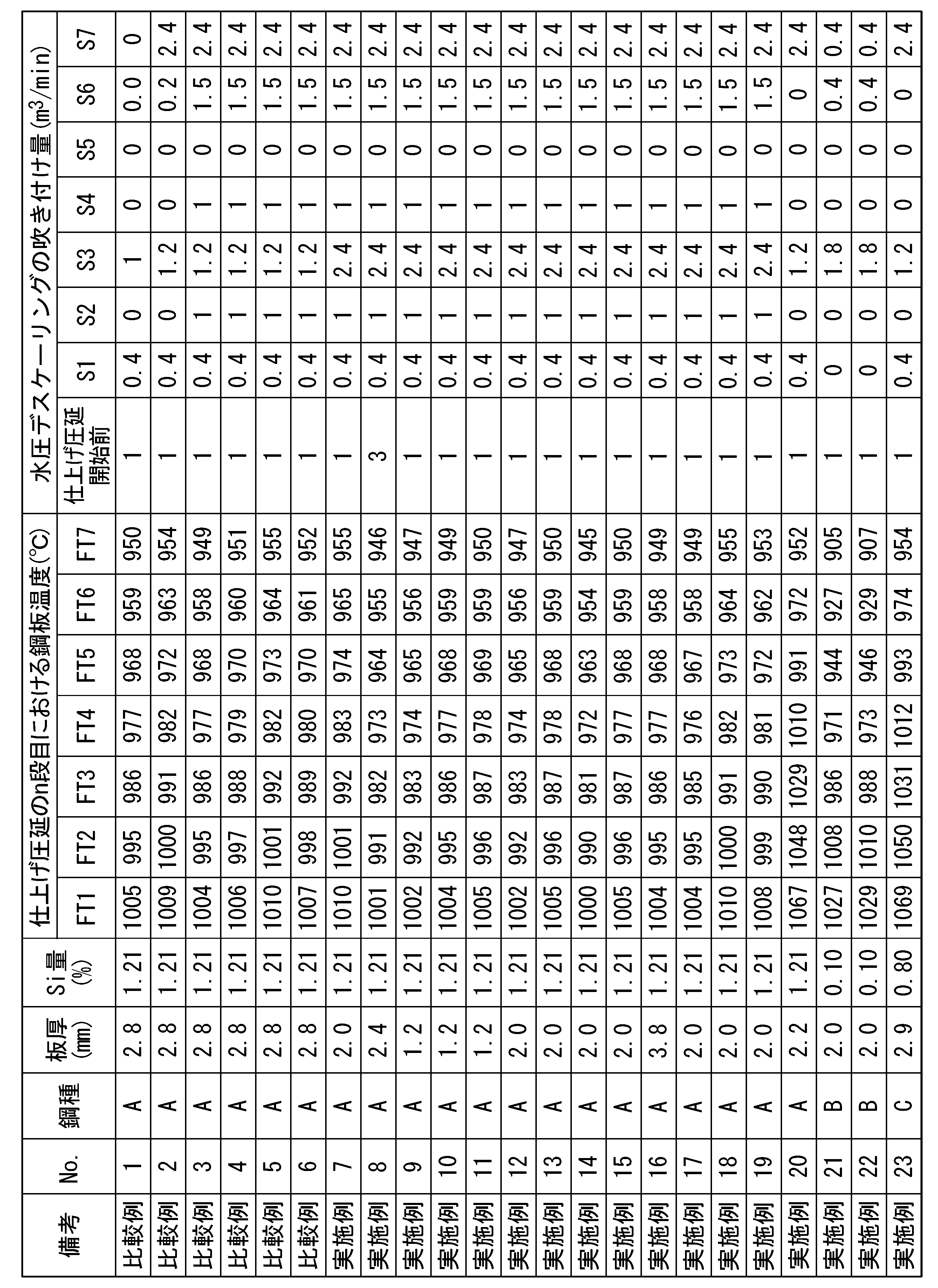

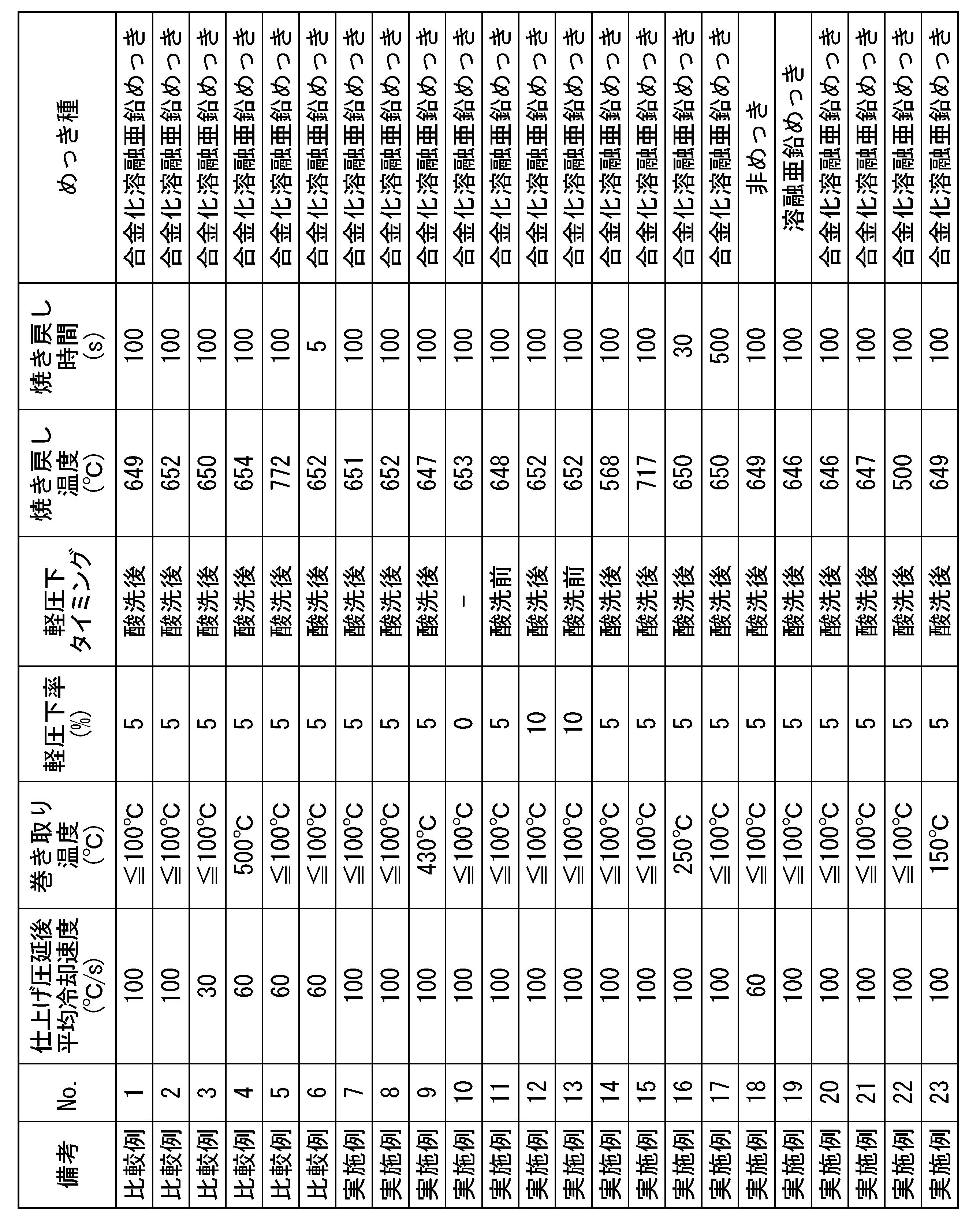

まず、ナイタール試薬及び特開昭59-219473号公報に開示の試薬を用いて、圧延方向に平行且つ圧延面に垂直な断面を腐食した。断面の腐食について、具体的には、100mlのエタノールに1~5gのピクリン酸を溶解した溶液をA液とし、100mlの水に1~25gのチオ硫酸ナトリウムおよび1~5gのクエン酸を溶解した溶液をB液とし、A液とB液とを1:1の割合で混合して混合液とし、この混合液の全量に対して1.5~4%の割合の硝酸を更に添加して混合した液を前処理液とした。また、2%ナイタール液に、2%ナイタール液の全量に対して10%の割合の上記前処理液を添加して混合した液を後処理液とした。圧延方向に平行且つ圧延面に垂直な断面を上記前処理液に3~15秒浸漬し、アルコールで洗浄して乾燥した後、上記後処理液に3~20秒浸漬した後、水洗し、乾燥することで、上記断面を腐食した。
なお、「ベイナイトおよび焼き戻しマルテンサイト」の合計の面積分率は、「上部ベイナイト」および「下部ベイナイトまたは焼き戻しマルテンサイト」の面積分率を測定することで得た。
特開2004-317203号公報に記載の方法に従って作製されたレプリカ試料を、図2に示される、圧延方向RDに平行且つ圧延面11に垂直な断面12の板厚1/4位置121において採取し、透過型電子顕微鏡を用いて観察した。視野は50000倍の倍率とし、3視野で、(長径×短径)の平方根として求められた値(円相当直径の近似値)が10nm以下のTi/Nb含有析出物の個数をカウントした。そして、カウントした個数を電解した体積で除することによって、合計析出物密度を算出した。
また、板幅方向(圧延方向に垂直な方向)に50mm間隔で10か所の位置でR/tを測定し、その標準偏差を求めた。


11 圧延面
12 圧延方向に平行且つ圧延面に垂直な断面
121 圧延方向に平行且つ圧延面に垂直な断面の板厚1/4位置
RD 圧延方向(Rolling Direction)
TD 板厚方向(Thickness Direction)
WD 板幅方向(Width Direction)
Claims (4)
- 化学成分として、質量%で、
C:0.030~0.280%、
Si:0.05~2.50%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
P:0.100%以下、
S:0.0200%以下、
N:0.01000%以下、
O:0.0100%以下、
Ti:0~0.20%、
Nb:0~0.20%、
TiとNbの合計:0.04~0.40%、
B:0~0.010%、
V:0~1.000%、
Cr:0~1.000%、
Mo:0~1.000%、
Cu:0~1.000%、
Co:0~1.000%、
W:0~1.000%、
Ni:0~1.000%、
Ca:0~0.0100%、
Mg:0~0.0100%、
REM:0~0.0100%、
Zr:0~0.0100%、及び
残部:Fe及び不純物
を含み、
金属組織における焼き戻しマルテンサイトとベイナイトとの合計面積率が80%以上であり、
圧延方向に平行且つ圧延面に垂直な断面の板厚1/4位置において、板幅方向に沿って50mmおきに10か所で、直径が10nm以下であり、かつ、TiとNbとの少なくとも一方を含有する析出物の個数密度を測定したとき、前記個数密度の標準偏差が5×1010個/mm3未満であり、
引張強度が780MPa以上である
ことを特徴とする高強度鋼板。 - 前記板幅方向に沿って50mmおきに10か所で表面粗さRaを測定したとき、前記表面粗さRaの標準偏差が1.0μm以下であることを特徴とする請求項1に記載の高強度鋼板。
- 前記化学成分として、質量%で、
B:0.001%~0.010%、
V:0.005%~1.000%、
Cr:0.005%~1.000%、
Mo:0.005%~1.000%、
Cu:0.005%~1.000%、
Co:0.005%~1.000%、
W:0.005%~1.000%、
Ni:0.005%~1.000%、
Ca:0.0003%~0.0100%、
Mg:0.0003%~0.0100%、
REM:0.0003%~0.0100%、及び
Zr:0.0003%~0.0100%
からなる群から構成される少なくとも1種を含有する
ことを特徴とする請求項1又は2に記載の高強度鋼板。 - 全伸びが10%以上であり、
限界曲げを板厚で割って算出される値R/tが2.0以下である
ことを特徴とする請求項1~3の何れか1項に記載の高強度鋼板。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2021012567A MX2021012567A (es) | 2019-07-10 | 2020-07-08 | Lamina de acero de alta resistencia. |
| US17/603,726 US12139772B2 (en) | 2019-07-10 | 2020-07-08 | High strength steel sheet |
| EP20837010.6A EP3998368A4 (en) | 2019-07-10 | 2020-07-08 | HIGH STRENGTH STEEL SHEET |
| JP2021530717A JP7168088B2 (ja) | 2019-07-10 | 2020-07-08 | 高強度鋼板 |
| CN202080032768.0A CN113795605B (zh) | 2019-07-10 | 2020-07-08 | 高强度钢板 |
| KR1020217033712A KR102643337B1 (ko) | 2019-07-10 | 2020-07-08 | 고강도 강판 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019128590 | 2019-07-10 | ||
| JP2019-128590 | 2019-07-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021006298A1 true WO2021006298A1 (ja) | 2021-01-14 |
Family
ID=74114847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/026717 Ceased WO2021006298A1 (ja) | 2019-07-10 | 2020-07-08 | 高強度鋼板 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12139772B2 (ja) |
| EP (1) | EP3998368A4 (ja) |
| JP (1) | JP7168088B2 (ja) |
| KR (1) | KR102643337B1 (ja) |
| CN (1) | CN113795605B (ja) |
| MX (1) | MX2021012567A (ja) |
| WO (1) | WO2021006298A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59219473A (ja) | 1983-05-26 | 1984-12-10 | Nippon Steel Corp | カラ−エツチング液及びエツチング方法 |
| JP2004317203A (ja) | 2003-04-14 | 2004-11-11 | Nippon Steel Corp | 金属中の介在物および析出物の評価方法、および治具 |
| WO2010137317A1 (ja) | 2009-05-27 | 2010-12-02 | 新日本製鐵株式会社 | 疲労特性と伸び及び衝突特性に優れた高強度鋼板、溶融めっき鋼板、合金化溶融めっき鋼板およびそれらの製造方法 |
| JP2012087339A (ja) * | 2010-10-18 | 2012-05-10 | Jfe Steel Corp | レーザー切断性に優れた鋼板およびその製造方法 |
| JP2013100574A (ja) | 2011-11-08 | 2013-05-23 | Jfe Steel Corp | 材質均一性に優れた高張力熱延鋼板およびその製造方法 |
| WO2014208089A1 (ja) * | 2013-06-27 | 2014-12-31 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2015196891A (ja) * | 2014-04-02 | 2015-11-09 | 新日鐵住金株式会社 | 打抜き穴広げ性と低温靭性に優れた引張最大強度980MPa以上の高強度熱延鋼板及びその製造方法 |
| WO2018179389A1 (ja) * | 2017-03-31 | 2018-10-04 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| JP2019128590A (ja) | 2018-01-25 | 2019-08-01 | キヤノン株式会社 | 画像投射装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6364968B1 (en) * | 2000-06-02 | 2002-04-02 | Kawasaki Steel Corporation | High-strength hot-rolled steel sheet having excellent stretch flangeability, and method of producing the same |
| US9631265B2 (en) * | 2011-05-25 | 2017-04-25 | Nippon Steel | Hot-rolled steel sheet and method for producing same |
| PL2907886T3 (pl) * | 2013-02-26 | 2019-04-30 | Nippon Steel & Sumitomo Metal Corp | Blacha stalowa cienka walcowana na gorąco o dużej wytrzymałości mająca maksymalną wytrzymałość na rozciąganie wynoszącą 980 MPa lub więcej oraz mająca doskonałą utwardzalność przy wypalaniu i wiązkość w niskiej temperaturze |
| EP3279353B1 (en) * | 2015-04-01 | 2019-03-27 | JFE Steel Corporation | Hot-rolled steel sheet and method for producing same |
| BR112018000633A2 (ja) * | 2015-07-31 | 2018-09-18 | Nippon Steel & Sumitomo Metal Corporation | High intensity hot-rolled steel product |
| JP6455462B2 (ja) | 2016-02-26 | 2019-01-23 | Jfeスチール株式会社 | 靭性と延性に優れた高強度鋼板およびその製造方法 |
| KR101797383B1 (ko) * | 2016-08-09 | 2017-11-13 | 주식회사 포스코 | 재질편차가 적고 표면품질이 우수한 고강도 열연강판 및 그 제조방법 |
| JP6354075B1 (ja) * | 2016-08-10 | 2018-07-11 | Jfeスチール株式会社 | 高強度薄鋼板およびその製造方法 |
| EP3604585A4 (en) * | 2017-03-31 | 2020-09-02 | Nippon Steel Corporation | HOT-ROLLED STEEL SHEET |
-
2020
- 2020-07-08 US US17/603,726 patent/US12139772B2/en active Active
- 2020-07-08 MX MX2021012567A patent/MX2021012567A/es unknown
- 2020-07-08 EP EP20837010.6A patent/EP3998368A4/en active Pending
- 2020-07-08 KR KR1020217033712A patent/KR102643337B1/ko active Active
- 2020-07-08 WO PCT/JP2020/026717 patent/WO2021006298A1/ja not_active Ceased
- 2020-07-08 CN CN202080032768.0A patent/CN113795605B/zh active Active
- 2020-07-08 JP JP2021530717A patent/JP7168088B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59219473A (ja) | 1983-05-26 | 1984-12-10 | Nippon Steel Corp | カラ−エツチング液及びエツチング方法 |
| JP2004317203A (ja) | 2003-04-14 | 2004-11-11 | Nippon Steel Corp | 金属中の介在物および析出物の評価方法、および治具 |
| WO2010137317A1 (ja) | 2009-05-27 | 2010-12-02 | 新日本製鐵株式会社 | 疲労特性と伸び及び衝突特性に優れた高強度鋼板、溶融めっき鋼板、合金化溶融めっき鋼板およびそれらの製造方法 |
| JP2012087339A (ja) * | 2010-10-18 | 2012-05-10 | Jfe Steel Corp | レーザー切断性に優れた鋼板およびその製造方法 |
| JP2013100574A (ja) | 2011-11-08 | 2013-05-23 | Jfe Steel Corp | 材質均一性に優れた高張力熱延鋼板およびその製造方法 |
| WO2014208089A1 (ja) * | 2013-06-27 | 2014-12-31 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2015196891A (ja) * | 2014-04-02 | 2015-11-09 | 新日鐵住金株式会社 | 打抜き穴広げ性と低温靭性に優れた引張最大強度980MPa以上の高強度熱延鋼板及びその製造方法 |
| WO2018179389A1 (ja) * | 2017-03-31 | 2018-10-04 | 新日鐵住金株式会社 | 熱間圧延鋼板および鋼製鍛造部品ならびにそれらの製造方法 |
| JP2019128590A (ja) | 2018-01-25 | 2019-08-01 | キヤノン株式会社 | 画像投射装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3998368A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113795605A (zh) | 2021-12-14 |
| JPWO2021006298A1 (ja) | 2021-12-16 |
| KR20210142691A (ko) | 2021-11-25 |
| JP7168088B2 (ja) | 2022-11-09 |
| CN113795605B (zh) | 2022-09-23 |
| MX2021012567A (es) | 2021-11-12 |
| US12139772B2 (en) | 2024-11-12 |
| EP3998368A1 (en) | 2022-05-18 |
| KR102643337B1 (ko) | 2024-03-08 |
| US20220195554A1 (en) | 2022-06-23 |
| EP3998368A4 (en) | 2023-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101485236B1 (ko) | 가공성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| CN112867807B (zh) | 高延展性高强度电镀锌系钢板及其制造方法 | |
| KR102649505B1 (ko) | 고강도 강판 | |
| JP2017048412A (ja) | 溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 | |
| JP5846445B2 (ja) | 冷延鋼板およびその製造方法 | |
| KR102170060B1 (ko) | 고항복비형 고강도 아연 도금 강판 및 그의 제조 방법 | |
| KR102217100B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| CN105189804B (zh) | 高强度钢板及其制造方法 | |
| JP7006848B1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| CN114945690B (zh) | 钢板及其制造方法 | |
| CN111801436A (zh) | 钢构件、钢板及它们的制造方法 | |
| WO2018030502A1 (ja) | 高強度鋼板およびその製造方法 | |
| KR101963705B1 (ko) | 고강도 강판 및 그의 제조 방법 | |
| JP2011017046A (ja) | 延性及び耐食性に優れた合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| WO2023095920A1 (ja) | 鋼部材及び鋼板 | |
| JP6032173B2 (ja) | 引張最大強度980MPaを有する耐遅れ破壊特性に優れた高強度鋼板、高強度溶融亜鉛めっき鋼板、並びに、高強度合金化溶融亜鉛めっき鋼板 | |
| CA2844202C (en) | Hot-dip galvanized steel sheet and method for manufacturing the same | |
| KR20240133736A (ko) | 냉연 강판 및 그 제조 방법 | |
| JP6947326B2 (ja) | 高強度鋼板、高強度部材及びそれらの製造方法 | |
| WO2016147550A1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP7168088B2 (ja) | 高強度鋼板 | |
| JP7754376B1 (ja) | 高強度亜鉛めっき鋼板、部材、自動車部品、高強度亜鉛めっき鋼板の製造方法および部材の製造方法 | |
| CN113544301B (zh) | 钢板 | |
| KR20250142411A (ko) | 강 부재 및 강판 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20837010 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021530717 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20217033712 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020837010 Country of ref document: EP Effective date: 20220210 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202117045376 Country of ref document: IN |