WO2021019829A1 - Élément pressé à chaud et feuille d'acier destinée à être utilisée en pressage à chaud et procédés respectifs pour la production de ces produits - Google Patents
Élément pressé à chaud et feuille d'acier destinée à être utilisée en pressage à chaud et procédés respectifs pour la production de ces produits Download PDFInfo
- Publication number
- WO2021019829A1 WO2021019829A1 PCT/JP2020/011578 JP2020011578W WO2021019829A1 WO 2021019829 A1 WO2021019829 A1 WO 2021019829A1 JP 2020011578 W JP2020011578 W JP 2020011578W WO 2021019829 A1 WO2021019829 A1 WO 2021019829A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy plating
- plating layer
- layer
- hot
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
Definitions
- the present invention relates to a hot press member, a steel sheet for hot press, and a method for manufacturing the same.
- the present invention relates to a hot press member and a hot press steel sheet having excellent post-painting corrosion resistance and hydrogen release characteristics, and a method for producing them.
- Zn—Ni alloy plated steel sheet is attracting attention as a hot press steel sheet because the melting point of the plating layer is high, and a hot press member using this steel sheet and a manufacturing method thereof have been proposed.
- Patent Document 1 discloses a hot press member having an ⁇ -Fe (Zn, Ni) mixed crystal, an intermetallic compound of Zn, Ni and Fe, and a layer containing Mn.
- Patent Document 2 discloses a hot press member having a Ni diffusion region, an intermetallic compound layer corresponding to the ⁇ phase, and a ZnO layer.
- zirconium-based chemical conversion treatment has begun to spread in place of the conventional zinc phosphate-based chemical conversion treatment, and corrosion resistance after coating of members subjected to electrodeposition coating after this zirconium-based chemical conversion treatment is also required. Has become.
- the hot press members disclosed in Patent Document 1 and Patent Document 2 are both hot press members manufactured by heating a Zn—Ni alloy-plated steel sheet, and have corrosion resistance without coating and zinc phosphate-based chemical conversion. Although the post-painting corrosion resistance when the treatment is applied is excellent, there is a problem that the post-painting corrosion resistance when the zinc-based chemical conversion treatment is applied is insufficient.
- the present invention has been made in view of the above problems, and provides a hot-pressed member having excellent post-painting corrosion resistance, particularly post-painting corrosion resistance when a zirconium-based chemical conversion treatment is applied, and a hot-pressed member having excellent hydrogen release characteristics and a method for producing the same.
- the purpose is to do.
- Another object of the present invention is to provide a hot-pressed steel sheet suitable for a hot-pressed member having excellent post-painting corrosion resistance and hydrogen release characteristics, and a method for producing the same.
- the oxide layer is the most of the Zn—Ni alloy plating layer in the Zn—Ni alloy plating layer on the surface of the hot press member. It is effective to form an oxide layer so as to divide the intermetallic compound phase while being located on the surface layer, and further set the division density per unit cross section of the intermetallic compound phase to a predetermined value or more for this oxide layer. is there.
- Zn—Ni having a solid solution phase containing Fe, Zn and Ni, an intermetallic compound phase containing Zn, Ni and Fe, and an oxide layer containing Zn on at least one surface of the steel plate. It is provided with a system alloy plating layer, the oxide layer is located on the outermost layer of the Zn—Ni system alloy plating layer, and the oxide layer divides the intermetallic compound phase and at least one cross section of the oxide layer.
- a hot-pressed member having a division density of 10 division points / mm or more per unit cross section.
- the Zn—Ni alloy plating layer has cracks that divide the Zn—Ni alloy plating layer inside, and the crack density per unit cross section of at least one of the Zn—Ni alloy plating layers is 10.
- a steel plate for hot pressing that has a division point / mm or more.
- the surface of the Zn—Ni alloy plating layer is further provided with at least one compound layer selected from a Si-containing compound layer, a Ti-containing compound layer, an Al-containing compound layer, and a Zr-containing compound layer. 4] or [5].
- Hot press steel sheet [7] A Zn—Ni alloy plating layer containing 10 to 25% by mass of Ni on at least one surface of the steel sheet, the balance of which is Zn and unavoidable impurities, and an adhesion amount of 10 to 90 g / m 2.
- a method for producing a steel sheet for hot pressing wherein the steel sheet to be provided is immersed in an acidic aqueous solution having a pH of 4.0 or less for 1.5 seconds or more, or strain is applied to the Zn—Ni alloy plating layer.
- the method for producing a steel sheet for hot pressing according to [7] wherein the steel sheet is immersed in an acidic aqueous solution having a pH of 4.0 or less for 1.5 seconds or longer.
- the Zn—Ni alloy plating layer has cracks that divide the Zn—Ni alloy plating layer inside, and the crack density per unit cross section of at least one of the Zn—Ni alloy plating layers is 10.
- a method for manufacturing a hot-pressed member in which a steel plate having a divided portion / mm or more is heated to a temperature range of Ac 3 transformation point to 1000 ° C. and then hot-pressed.
- the Zn—Ni alloy plating layer has cracks that divide the Zn—Ni alloy plating layer, and the crack density per unit cross section of at least one of the Zn—Ni alloy plating layers is 10.
- a steel plate with layers, Ac 3 A method for manufacturing a hot-pressed member, which is heated to a temperature range of 1000 ° C. and then hot-pressed.
- the present invention it is possible to obtain a hot pressed member having excellent post-painting corrosion resistance, particularly post-painting corrosion resistance when a zirconium-based chemical conversion treatment is applied, and hydrogen release characteristics. Further, according to the present invention, it is possible to obtain a hot-pressed steel sheet suitable for a hot-pressed member having excellent post-painting corrosion resistance and hydrogen release characteristics.
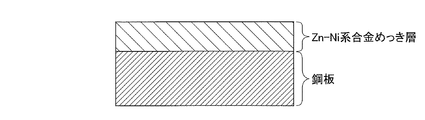
- FIG. 1 is a schematic view showing a cross section of the Zn—Ni alloy plating layer before hot pressing (before heating) when no cracks are formed in the Zn—Ni alloy plating layer.
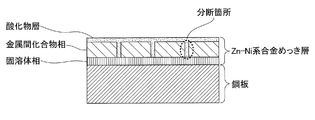
- FIG. 2 is a schematic view showing a cross section of the Zn—Ni alloy plating layer after hot pressing (after heating) when no cracks are formed in the Zn—Ni alloy plating layer.
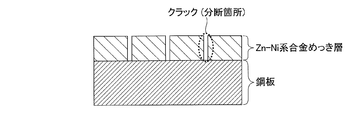
- FIG. 3 is a schematic view showing a cross section of the Zn—Ni alloy plating layer before hot pressing (before heating) when cracks are formed in the Zn—Ni alloy plating layer.
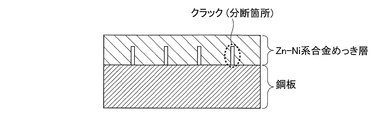
- FIG. 4 is a schematic view showing a cross section of the Zn—Ni alloy plating layer after hot pressing (after heating) when cracks are formed in the Zn—Ni alloy plating layer.
- FIG. 5 is a schematic view showing another embodiment showing a cross section of the Zn—Ni alloy plating layer before hot pressing (before heating) when cracks are formed in the Zn—Ni alloy plating layer.
- FIG. 6 is a schematic view showing another embodiment showing a cross section of the Zn—Ni alloy plating layer after hot pressing (after heating) when cracks are formed in the Zn—Ni alloy plating layer. Is.
- Hot press member The hot press member of the present invention has a solid solution phase containing Fe, Zn and Ni, an intermetallic compound phase containing Zn, Ni and Fe, and Zn on at least one surface of a steel plate. It is provided with a Zn—Ni based alloy plating layer having an oxide layer containing the above, the oxide layer is located on the outermost layer of the Zn—Ni based alloy plating layer, and the oxide layer divides the intermetallic compound phase.
- the split density per unit cross section of at least one cross section of the oxide layer is 10 break points / mm or more.
- Zn and Ni in the Zn—Ni alloy plating layer diffuse to the underlying steel sheet, and a solid solution containing Fe, Zn and Ni in this diffusion region. Form a phase.
- Zn in the Zn—Ni alloy plating layer and oxygen existing in the heating atmosphere combine to form an oxide layer containing Zn.
- the Zn—Ni alloy plating layer which is an intermetallic compound that did not contribute to the diffusion into the base steel plate or the formation of the oxide layer, remains as it is as an intermetallic compound phase, but Fe diffused from the base steel plate. Is incorporated into the intermetallic compound phase containing Zn, Ni and Fe.
- both the solid solution phase and the intermetallic compound phase contain Zn having a sacrificial anticorrosion effect, they contribute to the improvement of corrosion resistance.
- the Zn-containing oxide layer has an effect of uniformly and densely covering the zinc phosphate-based chemical conversion treatment and the zirconium-based chemical conversion treatment, which are applied as the coating base treatment, and thus contributes to the improvement of coating adhesion. Therefore, in order to satisfy the post-painting corrosion resistance which is the subject of the present invention, all of the solid solution phase, the intermetallic compound phase, and the oxide layer are indispensable constituent requirements.
- the oxide layer is located on the outermost layer of the plating layer and is also located in the direction perpendicular to the surface of the plating layer to divide the intermetallic compound phase.
- the oxide layer divides only the intermetallic compound phase and does not divide the solid solution phase.
- the oxide layer need only divide the intermetallic compound phase in at least one cross section thereof, and is not limited to a cross section in a specific direction such as a cross section in the rolling direction or a cross section in a direction perpendicular to the rolling direction. Absent.
- the oxide layer of the present invention is located on the outermost surface of the Zn—Ni alloy plating layer and that the oxide layer divides the intermetallic compound phase in order to satisfy the corrosion resistance and hydrogen release characteristics after coating. It is a configuration requirement.
- an oxide layer is formed on the surface of the Zn—Ni alloy plating layer as the temperature rises.
- the plating layer located between the oxide layer and the steel sheet melts and becomes a liquid.
- the oxide layer also continues to grow.
- the oxide layer increases its thickness in the direction perpendicular to the surface of the plating layer. It grows by increasing, and the oxide layer grows by increasing its surface surface while forming irregularities in the direction horizontal to the surface of the plating layer. This is because the plating layer located between the oxide layer and the steel plate is a fluid liquid, so that the oxide layer can change its shape.
- the film thickness of the electrodeposition coating is uniform, so that in a general portion not cross-cut. No local red rust is generated, and excellent post-painting corrosion resistance can be obtained.
- the surface of the Zn—Ni alloy plating layer forms large irregularities with heating, and the oxide layer follows its own deformation. It cannot be done and may peel off. Since the reactivity of the portion where the oxide layer is peeled off with the zirconium-based chemical conversion treatment liquid is inferior to that of the portion where the oxide layer exists, the coverage of the zirconium-based chemical conversion coating is lowered and the chemical conversion coating is coated. Red rust may occur in areas where there is no red rust. On the other hand, in the hot press member of the present invention, since the oxide layer is flat, peeling due to deformation during heating does not occur. Therefore, the zirconium-based chemical conversion coating can uniformly cover the entire surface of the hot-pressed member, and red rust does not occur due to the peeling of the oxide layer as described above.
- the corrosion resistance after coating is further improved.
- the presence of the oxide layer of the present invention significantly improves the corrosion resistance after painting.
- FIG. 5 is a schematic view showing an embodiment different from that of FIG. 3 of a steel sheet having a Zn—Ni alloy plating layer in which cracks are formed in advance.
- a hot-pressed member having a flat Zn—Ni alloy plating layer can be obtained, and excellent post-painting corrosion resistance can be obtained. ..
- the oxide layer that divides the intermetallic compound phase divides at least 30% or more of the thickness of the intermetallic compound phase. It is necessary to be present, and it is more preferable if 50% or more is divided. Further, in order to obtain such a hot press member, cracks that divide the Zn—Ni alloy plating layer in the hot press steel sheet divide at least 30% or more of the thickness of the Zn—Ni alloy plating layer. It is necessary to do so, and it is more preferable if 50% or more is divided.
- the division density per unit cross section of at least one cross section of the oxide layer is 10 division points / mm or more. If the division density per unit cross section in at least one cross section of the oxide layer is less than 10 division points / mm, the above-mentioned effect of improving the corrosion resistance after coating and the hydrogen release characteristics is insufficient. From the viewpoint of improving the corrosion resistance and hydrogen release characteristics after coating, the division density per unit cross section is preferably 50 divisions / mm or more, and more preferably 100 divisions / mm or more.
- the division densities per unit cross section of the two orthogonal cross sections in the oxide layer are 10 division points / mm or more.
- the mechanism for improving the corrosion resistance and hydrogen release characteristics after coating by the presence of the oxide layer of the present invention is the effect of suppressing unevenness by dividing the plating layer, the effect of suppressing the peeling of the oxide layer by reducing the unevenness, and the effect of suppressing the peeling of the oxide layer by dividing the plating layer between metals.
- the oxide layer of the present invention has corrosion resistance after coating when it exists at a density of 10 divisions / mm or more for two orthogonal cross sections, rather than at a density of 10 divisions / mm or more in only one cross section. And the effect of improving the hydrogen release characteristics becomes greater. Therefore, in the hot press member of the present invention, it is preferable that the division densities per unit cross section of the two orthogonal cross sections in the oxide layer are 10 division points / mm or more.
- the average film thickness of the oxide layer located on the outermost surface of the Zn—Ni alloy plating layer is 1.5 ⁇ m or less.
- the oxide layer located on the outermost surface of the Zn—Ni alloy plating layer is formed by oxidizing Zn in the Zn—Ni alloy plating layer with oxygen in the atmosphere in the hot pressing process. The higher the temperature reached by the steel sheet in the hot press and the longer the heating time, the more significant the oxidation of Zn in the Zn—Ni alloy plating layer becomes, and the thicker the oxide layer becomes.
- Inorganic compound layer capable of suppressing the arrival of oxygen on the surface of the Zn—Ni alloy plating layer in the hot pressing process for example, Si-containing compound layer, Ti-containing compound layer, Al-containing compound layer, Zr-containing
- Si-containing compound layer capable of suppressing the arrival of oxygen on the surface of the Zn—Ni alloy plating layer in the hot pressing process
- Ti-containing compound layer for example, Ti-containing compound layer, Al-containing compound layer, Zr-containing
- the oxide layer located on the outermost surface of the Zn—Ni alloy plating layer has an increased electrical resistance as the average film thickness increases, which deteriorates the resistance spot weldability.
- the resistance spot weldability is evaluated as an appropriate current range from the difference between the minimum current value that can form the nugget diameter required to secure the welding strength and the maximum current value that does not generate dust (spark) during welding.
- the average film thickness of the oxide layer located on the outermost surface of the Zn—Ni alloy plating layer is 1.5 ⁇ m or less.
- the average film thickness of the oxide layer located on the outermost surface of the Zn—Ni alloy plating layer is more preferably 1.2 ⁇ m or less, and further preferably 1.0 ⁇ m or less.
- the cross section of the Zn—Ni based alloy plating layer of the hot press member is measured with a scanning electron microscope (SEM).
- the film thickness of the Zn-containing oxide layer located on the outermost layer of the plating layer is measured at any 9 points in the field of view, and further, the film thickness of the oxide layer is measured.
- one test material may be cross-sectionally observed in three fields, and the average value of the measured values at 27 points in the three fields may be used as the average film thickness.
- the thickness of the oxide that divides the plating layer described above is excluded from the film thickness measurement of the Zn-containing oxide layer located on the outermost layer.
- Hot-pressed steel sheet contains 10 to 25% by mass of Ni on at least one surface of the steel sheet, and the balance is composed of Zn and unavoidable impurities, and the adhesion amount is 10. It is provided with a Zn—Ni alloy plating layer of up to 90 g / m 2 , has cracks that divide the Zn—Ni alloy plating layer inside the Zn—Ni alloy plating layer, and has at least one of the Zn—Ni alloy plating layers. The crack density per unit cross section in the cross section is 10 division points / mm or more.
- Ni content in the Zn—Ni alloy plating layer By setting the Ni content in the Zn—Ni alloy plating layer to 10 to 25% by mass, a ⁇ phase having a crystal structure of any one of Ni 2 Zn 11 , Ni Zn 3 , and Ni 5 Zn 21 having a high melting point is formed. Therefore, a hot pressed member having excellent corrosion resistance after coating can be obtained. If the Ni content is less than 10% by mass, the ⁇ phase having a low melting point is mixed, so that the intermetallic compound phase may disappear by heating before the hot press, and the hot press has the desired corrosion resistance after coating. No member can be obtained.
- Ni content exceeds 25% by mass, the elution reaction of Zn by the acidic aqueous solution is suppressed, which makes it difficult to form cracks, resulting in insufficient post-painting corrosion resistance and hydrogen release characteristics of the hot press member. ..
- the adhesion amount of the Zn—Ni alloy plating layer is 10 to 90 g / m 2 .
- the adhesion amount is less than 10 g / m 2 , the intermetallic compound phase disappears due to heating before hot pressing, so that a hot pressed member having desired post-painting corrosion resistance cannot be obtained.
- the amount of adhesion exceeds 90 g / m 2 , the effect of improving the corrosion resistance after painting is saturated, which is not only cost-effective but also deteriorates the hydrogen release characteristics.
- the adhesion amount is 30 g / m 2 or more.
- the hot-pressed steel sheet of the present invention has a crack that divides the Zn—Ni alloy plating layer inside the Zn—Ni alloy plating layer, and per unit cross section in at least one cross section of the Zn—Ni alloy plating layer.
- the crack density is 10 divisions / mm or more.
- the cracks that divide the Zn—Ni alloy plating layer are in the direction perpendicular to the surface of the Zn—Ni alloy plating layer, that is, the Zn—Ni alloy plating layer. It shall refer to the cracks formed from the surface of the surface toward the base steel plate side.
- the width of the crack is 5 ⁇ m or less, more preferably 2 ⁇ m or less, from the viewpoint of corrosion resistance after painting.
- the oxide layer is located on the outermost surface of the Zn—Ni alloy plating layer, and the oxide layer divides the intermetallic compound phase.
- the division density per unit cross section of at least one cross section of the oxide layer is 10 division points / mm or more.
- the hot-pressed steel sheet of the present invention has a crack in the Zn—Ni alloy plating layer that divides the Zn—Ni alloy plating layer, and Zn—Ni
- the crack density per unit cross section of at least one cross section of the system alloy plating layer shall be 10 division points / mm or more.
- the crack density per unit cross section in at least one cross section of the Zn—Ni alloy plating layer is less than 10 division points / mm, the effect of improving the corrosion resistance and hydrogen release characteristics of the obtained hot pressed member after painting is insufficient. is there.
- the crack density per unit cross section is preferably 50-divided portion / mm or more, and more preferably 100-divided portion / mm or more.
- the crack densities per unit cross section of the two orthogonal cross sections of the Zn—Ni alloy plating layer are 10 division points / mm or more.
- the oxide layer of the hot-pressed member of the present invention is present at 10-divided points / mm or more in only one cross-section, but at 10-divided points / in each of the two orthogonal cross sections.
- the crack densities per unit cross section of the two orthogonal cross sections of the Zn—Ni alloy plating layer are 10 division points / mm or more.
- the crack in the present invention means a crack formed by intentionally performing a crack forming treatment as described in 3) below. Therefore, it does not include cracks or the like generated when preparing a test piece for observing a cross section.
- the Zn—Ni-based alloy plating layer of the present invention may be a single-layer Zn—Ni-based alloy plating layer, but an underlayer film is provided according to the purpose as long as it does not affect the action and effect of the present invention. You may.
- the underlayer film a base plating layer mainly composed of Ni is exemplified.
- the hot press steel sheet of the present invention at least selected from the Si-containing compound layer, the Ti-containing compound layer, the Al-containing compound layer, and the Zr-containing compound layer on the surface of the Zn—Ni alloy plating layer.
- a kind of compound layer may be provided. Since Si, Ti, Al, and Zr are more easily oxidized than Zn, which is the main component of the Zn—Ni alloy plating layer, thin and dense oxides are formed on the surface of the plating layer in the heating process before hot pressing. Form a film mainly composed of.
- any of such a thin and dense Si-containing compound layer, Ti-containing compound layer, Al-containing compound layer, and Zr-containing compound layer By forming any of such a thin and dense Si-containing compound layer, Ti-containing compound layer, Al-containing compound layer, and Zr-containing compound layer, the movement of oxygen in the atmosphere is inhibited, and the Zn—Ni based alloy is formed. Oxidation of the plating layer itself is suppressed, and the average film thickness of the Zn-containing oxide layer located on the outermost layer thereof becomes thin. As a result, the resistance spot weldability of the obtained hot press member can be improved.
- the state of existence of Si, Ti, Al, and Zr in the Si-containing compound layer, Ti-containing compound layer, Al-containing compound layer, and Zr-containing compound layer is not particularly limited, and metals, oxides, other inorganic compounds, and organic compounds are not particularly limited. It may be in any state.
- the adhesion amount of at least one compound layer selected from the Si-containing compound layer, the Ti-containing compound layer, the Al-containing compound layer, and the Zr-containing compound layer is the total adhesion amount in terms of Si, Ti, Al, and Zr.
- a metal equivalent adhesion amount of 5 mg / m 2 or more is preferable because the resistance spot weldability of the hot press member can be improved, and 10 mg / m 2 or more is more preferable.
- the upper limit of the metal equivalent adhesion amount of the compound layer is not particularly specified, but it is preferably 1000 mg / m 2 or less because the effect of improving the resistance spot weldability is saturated.
- the base steel plate of the Zn—Ni alloy plating layer may be, for example, C: 0.20 to 0 in mass%. .35%, Si: 0.1-0.5%, Mn: 1.0-3.0%, P: 0.02% or less, S: 0.01% or less, Al: 0.1% or less, A steel sheet containing N: 0.01% or less and having a component composition in which the balance is composed of Fe and unavoidable impurities can be used.
- the steel plate may be either a cold-rolled steel plate or a hot-rolled steel plate. The reasons for limiting each component are described below.
- C 0.20 to 0.35% C improves the strength by forming martensite or the like as a steel structure. 0.20% or more is required to obtain a strength exceeding 1470 MPa class. On the other hand, if it exceeds 0.35%, the toughness of the spot welded portion deteriorates. Therefore, the amount of C is preferably 0.20 to 0.35%.
- Si 0.1-0.5% Si is an effective element for strengthening steel to obtain a good material. For that purpose, 0.1% or more is required. On the other hand, if it exceeds 0.5%, the ferrite is stabilized and the hardenability is lowered. Therefore, the amount of Si is preferably 0.1 to 0.5%.
- Mn 1.0 to 3.0%
- Mn is an element effective for increasing the strength of steel. In order to secure the mechanical properties and strength, it is necessary to contain 1.0% or more. On the other hand, if it exceeds 3.0%, the surface thickening at the time of annealing increases, and it becomes difficult to secure the plating adhesion. Therefore, the amount of Mn is preferably 1.0 to 3.0%.
- the amount of P exceeds 0.02%, the balance between strength and ductility is lowered through deterioration of local ductility due to grain boundary embrittlement due to P segregation to austenite grain boundaries during casting. Therefore, the amount of P is preferably 0.02% or less.
- S 0.01% or less S becomes an inclusion such as MnS and causes deterioration of impact resistance and cracking along the metal flow of the welded portion. Therefore, it is desirable to reduce it as much as possible, and it is preferably 0.01% or less. Further, in order to secure good stretch flangeability, it is more preferably 0.005% or less.
- the amount of Al is preferably 0.1% or less.
- N 0.01% or less
- the amount of N is preferably 0.01% or less.
- Nb 0.05% or less
- Ti 0.05% or less
- B 0.0002 to 0.005
- %, Cr 0.1 to 0.3%
- Sb 0.003 to 0.03%
- Nb 0.05% or less Nb is an effective component for strengthening steel, but if it is contained in excess, the shape freezing property is lowered. Therefore, when Nb is contained, it is set to 0.05% or less.
- Ti 0.05% or less Ti is also effective for strengthening steel like Nb, but there is a problem that shape freezing property is lowered when it is contained in an excessive amount. Therefore, when Ti is contained, it is set to 0.05% or less.
- B 0.0002 to 0.005% Since B has an effect of suppressing the formation and growth of ferrite from the austenite grain boundaries, it is preferable to add 0.0002% or more. On the other hand, the addition of excess B greatly impairs moldability. Therefore, when B is contained, it is set to 0.0002 to 0.005%.
- Cr 0.1-0.3% Cr is useful for strengthening steel and improving hardenability. In order to exhibit such an effect, addition of 0.1% or more is preferable. On the other hand, since the alloy cost is high, addition of more than 0.3% causes a significant cost increase. Therefore, when Cr is contained, it is set to 0.1 to 0.3%.
- Sb 0.003 to 0.03% Sb also has the effect of suppressing decarburization of the surface layer of the steel sheet during the hot pressing process. In order to exhibit such an effect, it is necessary to add 0.003% or more. On the other hand, if the amount of Sb exceeds 0.03%, the rolling load is increased and the productivity is lowered. Therefore, when Sb is contained, it is set to 0.003 to 0.03%.
- the rest other than the above consists of Fe and unavoidable impurities.
- At least one surface of the steel sheet contains 10 to 25% by mass of Ni, the balance is Zn and unavoidable impurities, and the amount of adhesion is 10 to 90 g / g. Desirable by immersing the steel sheet provided with the m 2 Zn—Ni alloy plating layer in an acidic aqueous solution having a pH of 4.0 or less for 1.5 seconds or longer, or by imparting strain to the Zn—Ni alloy plating layer. A steel sheet for hot pressing having a crack density of can be produced.
- the pH of the acidic aqueous solution is preferably 4.0 or less. Further, even when the immersion time in the acidic aqueous solution is less than 1.5 seconds, the effect of forming cracks is reduced and the desired crack density cannot be obtained. Therefore, the immersion time in the acidic aqueous solution is 1.5. It is preferably 2 seconds or more.
- the crack density per unit cross section is divided by 10 for each of the two orthogonal cross sections in the Zn—Ni alloy plating layer.
- a steel plate for hot pressing having a location / mm or more can be obtained.
- the acidic aqueous solution is preferably a plating solution that forms a Zn—Ni alloy plating layer.
- the plating solution for forming the Zn—Ni alloy plating layer is usually an acidic aqueous solution having a pH of 4.0 or less. Therefore, if the Zn—Ni alloy plating layer is formed and then immersed in this plating solution, the Zn—Ni alloy plating layer can be formed and cracks can be formed using one solution. Since it can be done, it is advantageous in terms of cost.
- the Zn—Ni alloy plating layer is formed, it is subsequently immersed in a plating solution to perform a crack forming treatment, and then a plating treatment for forming a Zn—Ni alloy plating layer is further performed. May be good.
- a steel sheet for hot pressing having a desired crack density can be manufactured by applying strain to the Zn—Ni alloy plating layer.
- strain forming process for imparting strain uniaxial tension and the like are exemplified.
- the amount of strain is preferably 2% or more.
- At least one compound selected from a Si-containing compound layer, a Ti-containing compound layer, an Al-containing compound layer, and a Zr-containing compound layer after performing a crack formation treatment by any of the above methods.
- the layer may be formed.
- Si-containing compound applied to the formation of the Si compound layer for example, silicone resin, lithium silicate, sodium silicate, colloidal silica, silane coupling agent and the like can be applied.
- Ti-containing compound applied to the formation of the Ti compound layer for example, a titanate such as lithium titanate or calcium titanate, a titanium coupling agent containing titanium alkoxide or a chelate type titanium compound as a main component, or the like can be applied.
- Al-containing compound applied to the formation of the Al compound layer for example, an aluminate such as sodium aluminate or calcium aluminate, or an aluminum coupling agent containing an aluminum alkoxide or a chelate type aluminum compound as a main component can be applied.
- a zirconate such as lithium zirconate or calcium zirconate
- a zirconium coupling agent containing a zirconium alkoxide or a chelated zirconium compound as a main component, or the like can be applied.
- At least one compound selected from the above Si-containing compound, Ti-containing compound, Al-containing compound, and Zr-containing compound is selected as Zn—Ni.
- the adhesion treatment of these compounds may be any of a coating method, a dipping method and a spraying method, and a roll coater, a squeeze coater, a die coater or the like may be used.
- the coating treatment after the coating treatment, the dipping treatment, and the spray treatment with a squeeze coater or the like, it is possible to adjust the coating amount, make the appearance uniform, and make the thickness uniform by the air knife method or the roll drawing method. Further, it is preferable that the heat drying is performed so that the maximum temperature of the steel sheet reaches 40 to 200 ° C. It is more preferable to carry out at 50 to 160 ° C.
- the above-mentioned compound can also be applied to the surface of the Zn—Ni alloy plating layer by a method of immersing a steel plate provided with a Zn—Ni alloy plating layer in a reaction type treatment and then washing with water or heating and drying without washing with water. It is possible to form layers.
- the hot-pressed steel sheet described in 3) above, or at least one surface of the steel sheet contains 10 to 25% by mass of Ni, and the balance is Zn and Zn. It is composed of unavoidable impurities, has a Zn—Ni alloy plating layer with an adhesion amount of 10 to 90 g / m 2 , and has cracks inside the Zn—Ni alloy plating layer that divide the Zn—Ni alloy plating layer.
- the steel sheet having a crack density per unit cross section in at least one cross section of the Zn—Ni alloy plating layer is heated to a temperature range of Ac 3 transformation point to 1000 ° C. and then hot pressed.
- a hot-pressed member having a desired division density can be obtained. Furthermore, a Zn—Ni alloy plating layer containing 10 to 25% by mass of Ni on at least one surface of the steel plate, the balance of which is Zn and unavoidable impurities, and an adhesion amount of 10 to 90 g / m 2 is formed.
- the Zn—Ni alloy plating layer has cracks that divide the Zn—Ni alloy plating layer, and the crack density per unit cross section of at least one of the Zn—Ni alloy plating layers is 10 divisions /
- a steel plate having a thickness of mm or more and further provided with at least one compound layer selected from a Si-containing compound layer, a Ti-containing compound layer, an Al-containing compound layer, and a Zr-containing compound layer on the surface of a Zn—Ni alloy plating layer.
- the heating temperature range of the hot-pressed steel sheet to the Ac 3 transformation point 1000 ° C., the Zn—Ni system having the solid solution phase, the intermetallic compound phase, and the oxide layer described in 1) above.
- An alloy plating layer can be obtained. If the heating temperature is lower than the Ac 3 transformation point, the strength required for the hot press member may not be obtained, and if the heating temperature exceeds 1000 ° C., the intermetallic compound phase in the Zn—Ni alloy plating layer becomes It may disappear.
- the holding time at the above heating temperature is not limited in any way.
- the holding time is set to 3 minutes or less from the viewpoint of further improving the corrosion resistance after painting by leaving as much intermetallic compound phase as possible and from the viewpoint of avoiding hydrogen intrusion by taking in water vapor in the furnace during the holding time. It is preferably done within 1 minute, more preferably 0 minutes.
- the method of heating the steel sheet for hot pressing is not limited in any way, and examples thereof include furnace heating by an electric furnace or a gas furnace, energization heating, induction heating, high frequency heating, and flame heating.
- hot press processing is performed, and at the same time as or immediately after processing, cooling is performed using a refrigerant such as a die or water to manufacture a hot press member.
- a refrigerant such as a die or water to manufacture a hot press member.
- the hot pressing conditions are not particularly limited, but the pressing can be performed in a general hot pressing temperature range of 600 to 800 ° C.
- Zinc sulfate / hexahydrate 115 g / L and nickel sulfate hexahydrate 230 g / L (under some conditions, the amount of nickel sulfate hexahydrate added to the above base steel plate is 115 to 460 g / L. )
- Electroplating was performed in a plating bath consisting of 55 g / L of sodium sulfate at a bath temperature of 50 ° C. with a current density of 10 to 100 A / dm 2 and an energization time of 5 to 60 seconds.
- a Zn—Ni alloy plating layer having a different Ni content and adhesion amount was formed on the base steel plate. Table 1 shows the Ni content and the adhesion amount of the obtained Zn—Ni alloy plating layer.
- A Treatment of immersing the steel sheet in the plating solution of the bath composition
- B Treatment of immersing the steel plate in hydrochloric acid
- C Treatment of uniaxial tension with a strain amount of 5% in the rolling direction of the steel plate Note that the plating layer is subjected to the treatment of C. Also, a distortion of 5% will be applied.
- any one of a Si-containing compound layer, a Ti-containing compound layer, an Al-containing compound layer, and a Zr-containing compound layer is further performed.
- the compound layer was formed.
- the treatment for forming the Si-containing compound layer was performed by applying a silicone resin to the surface of the steel sheet and then drying it to set the Si equivalent adhesion amount to 50 mg / m 2 or 500 mg / m 2 .
- the treatment for forming the Ti-containing compound layer was carried out by applying a titanium coupling agent to the surface of the steel sheet and then drying it to set the Ti-equivalent adhesion amount to 50 mg / m 2 .
- the treatment for forming the Al-containing compound layer was carried out by applying an aluminum coupling agent to the surface of the steel sheet and then drying it, and the Al-equivalent adhesion amount was 50 mg / m 2 .
- the treatment for forming the Zr-containing compound layer was carried out by immersing the steel sheet in an aqueous solution containing Zr ions and fluoride ions, washing with water and drying, and setting the Zr-equivalent adhesion amount to 10 mg / m 2 or 50 mg / m 2 .
- the cross section of the obtained Zn—Ni alloy plated layer of the hot press steel sheet was observed and the crack density was measured.
- the cross section of the Zn—Ni based alloy plating layer was observed at a magnification of 500 using a scanning electron microscope (SEM), and converted into a crack density (location / mm) per unit cross-sectional length.
- SEM scanning electron microscope
- the crack density was measured on two cross sections of the steel sheet in the rolling direction (L direction) and in the direction perpendicular to the rolling direction (C direction). The crack densities are shown in Table 1.
- the obtained steel sheet for hot pressing was subjected to hot pressing. That is, a 150 mm ⁇ 300 mm test piece was collected from the obtained steel sheet for hot pressing and heat-treated by an electric furnace. Table 1 shows the heat treatment conditions (heating temperature, holding time). The test piece after the heat treatment was taken out from the electric furnace, and immediately hot-pressed using a hat mold at a molding start temperature of 700 ° C. to obtain a hot-pressed member.
- the shape of the obtained hot press member is a flat portion length of 100 mm on the upper surface, a flat portion length of 50 mm on the side surface, and a flat portion length of 50 mm on the lower surface.
- the bending R of the mold is 7R for both the upper shoulders and the lower shoulders.
- phase structure of plating layer and fragmentation density of oxide layer The phase structure (solid solution phase, intermetallic compound phase, oxide layer) of each plating layer of the obtained hot breath member was identified. Specifically, the presence or absence of each phase of the solid solution phase, the intermetallic compound phase, and the oxide layer was determined by X-ray diffraction, and the existence position of each phase was confirmed by a scanning electron microscope (SEM).
- a test piece for cross-section observation was collected from the flat portion on the upper surface of the obtained hot press member, and the division density of the oxide layer was measured by observing the cross-section.
- the cross section of the Zn—Ni alloy plating layer of the hot press member was observed at 500 times using a scanning electron microscope (SEM) and converted into the division density (location / mm) per unit cross section. did.
- SEM scanning electron microscope
- the average value was taken as the division density.
- the division density was measured for two cross sections of the steel sheet in the rolling direction (L direction) and in the direction perpendicular to the rolling direction (C direction). Table 1 shows the measurement results of the division density of the oxide layer.
- the average film thickness of the Zn-containing oxide layer located on the outermost surface of the Zn—Ni alloy plating layer was measured. Specifically, the cross section of the Zn—Ni alloy plating layer of the hot press member was observed at 2000 times using a scanning electron microscope (SEM), and the Zn-containing oxidation located on the outermost layer of the plating layer was observed. The film thickness of the material layer was measured at any 9 points in the field of view. Further, in order to improve the measurement accuracy of the film thickness of the oxide layer, cross-sectional observation of three visual fields was performed for one test material, and the average value of the measured values at 27 points in the three visual fields was taken as the average film thickness. The thickness of the oxide that divides the plating layer described above is excluded from the film thickness measurement of the Zn-containing oxide layer located on the outermost layer.
- An AC resistance spot welder was used as the welder, and a DR ⁇ 16 type Cr—Cu electrode with a tip diameter of 6 mm was used as the electrode.
- the pressing force was 3.5 kN and the energizing time was 0.42 seconds.
- the welding current was increased from 3.0 kA in increments of 0.1 kA until dust was generated, and the maximum current value at which dust was not generated was recorded.
- the nugget diameter is measured by observing the cross section of the welded part of the test piece after welding, and the minimum current at which the nugget diameter is 4 ⁇ t (mm) or more with respect to the plate thickness t (mm) and the maximum without dust generation. The difference in current value was defined as the appropriate current range for welding.
- the hot-pressed member of the present invention is excellent in post-painting corrosion resistance, particularly post-painting corrosion resistance when a zirconium-based chemical conversion treatment is applied, and hydrogen release characteristics. Further, with the steel sheet for hot pressing of the present invention, it is possible to obtain a hot pressing member having excellent corrosion resistance and hydrogen release characteristics after coating.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Electrochemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
La présente invention a pour objet : un élément pressé à chaud qui a une excellente résistance à la corrosion après revêtement, en particulier une excellente résistance à la corrosion après revêtement lorsqu'un traitement de conversion chimique avec du zirconium est appliqué, et qui a également d'excellentes propriétés de libération d'hydrogène ; et un procédé pour la production de l'élément pressé à chaud. La présente invention a également pour objet : une feuille d'acier destinée à être utilisée en pressage à chaud, qui est appropriée pour un élément pressé à chaud ayant d'excellentes propriétés de résistance à la corrosion après revêtement et de libération d'hydrogène ; et un procédé pour la production de la feuille d'acier destinée à être utilisée en pressage à chaud. À cet effet l'invention porte sur un élément pressé à chaud qui comprend une feuille d'acier et une couche de placage d'alliage à base de Zn-Ni qui est disposée sur au moins une surface de la feuille d'acier et qui a une phase de solution solide contenant du Fe, du Zn et du Ni, une phase de composé intermétallique contenant du Zn, du Ni et du Fe et une couche d'oxyde contenant du Zn, la couche d'oxyde étant située en tant que couche de surface la plus à l'extérieur de la couche de placage d'alliage à base de Zn-Ni, la couche d'oxyde interrompant la phase de composé intermétallique et la densité d'interruptions par unité de surface de section transversale dans au moins une section transversale de la couche d'oxyde étant supérieure ou égale à 10 parties interrompues/mm .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020536827A JP6888743B1 (ja) | 2019-07-30 | 2020-03-17 | 熱間プレス部材および熱間プレス用鋼板ならびにそれらの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019139308 | 2019-07-30 | ||
| JP2019-139308 | 2019-07-30 | ||
| JP2019183668 | 2019-10-04 | ||
| JP2019-183668 | 2019-10-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021019829A1 true WO2021019829A1 (fr) | 2021-02-04 |
Family
ID=74228625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/011578 Ceased WO2021019829A1 (fr) | 2019-07-30 | 2020-03-17 | Élément pressé à chaud et feuille d'acier destinée à être utilisée en pressage à chaud et procédés respectifs pour la production de ces produits |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6888743B1 (fr) |
| WO (1) | WO2021019829A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022091529A1 (fr) * | 2020-10-27 | 2022-05-05 | Jfeスチール株式会社 | Élément formé à chaud à la presse, tôle d'acier pour formage à chaud à la presse et leurs procédés de production |
| KR20250107234A (ko) | 2022-12-09 | 2025-07-11 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015081368A (ja) * | 2013-10-23 | 2015-04-27 | 新日鐵住金株式会社 | ホットスタンプ鋼材の製造方法、ホットスタンプ用鋼板の製造方法及びホットスタンプ用鋼板 |
| JP2016089274A (ja) * | 2014-11-04 | 2016-05-23 | 株式会社神戸製鋼所 | ホットスタンプ用めっき鋼板 |
-
2020
- 2020-03-17 WO PCT/JP2020/011578 patent/WO2021019829A1/fr not_active Ceased
- 2020-03-17 JP JP2020536827A patent/JP6888743B1/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015081368A (ja) * | 2013-10-23 | 2015-04-27 | 新日鐵住金株式会社 | ホットスタンプ鋼材の製造方法、ホットスタンプ用鋼板の製造方法及びホットスタンプ用鋼板 |
| JP2016089274A (ja) * | 2014-11-04 | 2016-05-23 | 株式会社神戸製鋼所 | ホットスタンプ用めっき鋼板 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022091529A1 (fr) * | 2020-10-27 | 2022-05-05 | Jfeスチール株式会社 | Élément formé à chaud à la presse, tôle d'acier pour formage à chaud à la presse et leurs procédés de production |
| US12157924B2 (en) | 2020-10-27 | 2024-12-03 | Jfe Steel Corporation | Hot-pressed member, steel sheet for hot pressing, and methods for producing the hot-pressed member and the steel sheet for hot pressing |
| KR20250107234A (ko) | 2022-12-09 | 2025-07-11 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| EP4632083A1 (fr) | 2022-12-09 | 2025-10-15 | Nippon Steel Corporation | Feuille d'acier plaquée |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6888743B1 (ja) | 2021-06-16 |
| JPWO2021019829A1 (ja) | 2021-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5884151B2 (ja) | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 | |
| JP4883240B1 (ja) | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 | |
| US10253386B2 (en) | Steel sheet for hot press-forming, method for manufacturing the same, and method for producing hot press-formed parts using the same | |
| KR101974182B1 (ko) | 열간 프레스용 도금 강판 및 도금 강판의 열간 프레스 방법 | |
| CN107148491B (zh) | 热浸镀锌钢板 | |
| MX2013011061A (es) | Componente de alta resistencia estampado en caliente que tiene excelente resistencia a la corrosion despues del revestimiento, y metodo para fabricar el mismo. | |
| JP7453583B2 (ja) | Alめっきホットスタンプ鋼材 | |
| WO2022091529A1 (fr) | Élément formé à chaud à la presse, tôle d'acier pour formage à chaud à la presse et leurs procédés de production | |
| JP6028843B2 (ja) | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 | |
| JP6888743B1 (ja) | 熱間プレス部材および熱間プレス用鋼板ならびにそれらの製造方法 | |
| JP7063430B1 (ja) | 熱間プレス部材、塗装部材、熱間プレス用鋼板、および熱間プレス部材の製造方法ならびに塗装部材の製造方法 | |
| JP7056799B2 (ja) | 熱間プレス部材及びその製造方法、並びに熱間プレス用めっき鋼板 | |
| JP2013185184A (ja) | 熱間プレス成形体およびその製造方法 | |
| JP6011629B2 (ja) | 熱間プレス部材およびその製造方法 | |
| JPH09310163A (ja) | プレス加工性及びメッキ密着性に優れる高強度溶融亜鉛メッキ鋼板 | |
| JP7243948B1 (ja) | 熱間プレス部材 | |
| JP7173368B2 (ja) | 熱間プレス部材および熱間プレス用鋼板ならびに熱間プレス部材の製造方法 | |
| WO2020049833A1 (fr) | Plaque d'acier pour compression à chaud | |
| JP2020041175A (ja) | 熱間プレス用鋼板 | |
| JP7126093B2 (ja) | 熱間プレス部材およびその製造方法 | |
| JP7338606B2 (ja) | 熱間プレス部材および熱間プレス用鋼板ならびに熱間プレス部材の製造方法 | |
| JP2020041177A (ja) | 熱間プレス用鋼板 | |
| JP6933197B2 (ja) | 熱間プレス用鋼板 | |
| JP6237729B2 (ja) | 熱間プレス用鋼板 | |
| WO2023074114A1 (fr) | Élément pressé à chaud |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020536827 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20848282 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20848282 Country of ref document: EP Kind code of ref document: A1 |