WO2021019965A1 - 二軸配向ポリエステルフィルム - Google Patents
二軸配向ポリエステルフィルム Download PDFInfo
- Publication number
- WO2021019965A1 WO2021019965A1 PCT/JP2020/024621 JP2020024621W WO2021019965A1 WO 2021019965 A1 WO2021019965 A1 WO 2021019965A1 JP 2020024621 W JP2020024621 W JP 2020024621W WO 2021019965 A1 WO2021019965 A1 WO 2021019965A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- less
- biaxially oriented
- oriented polyester
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1021—Silica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/20—Particles characterised by shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/20—Particles characterised by shape
- B32B2264/202—Solid spheres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/414—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
Definitions
- the present invention relates to a biaxially oriented polyester film, and more particularly to a biaxially oriented polyester film suitable for performing secondary processing such as coating and vapor deposition to further enhance the function of the biaxially oriented polyester film. is there.
- biaxially oriented polyester films have been widely used in a wide range of fields such as packaging materials and industrial materials due to their excellent mechanical strength, thermal properties, optical properties, and the like.
- Biaxially oriented polyester film has excellent oxygen barrier properties, and in packaging applications such as general foods, retort pouch foods, and pharmaceuticals, there are requirements for its design and oxygen barrier properties and water vapor barriers related to alteration and deterioration of the contents.
- the demand for sex is increasing, and there is a problem that the contents are deteriorated or deteriorated.
- the biaxially oriented polyester film used for general foods, retort pouch foods, packaging applications such as pharmaceuticals further improves the adhesion to printing inks and further improves the gas barrier property in oxygen, steam, etc. Measures have been taken.
- a method for improving the gas barrier property a method of laminating a film made of a resin having a good gas barrier property such as polyvinylidene chloride or a polyethylene vinyl alcohol copolymer to a biaxially oriented polyester film, or a liquid in which these resins are dissolved.
- a vapor-deposited polyester film having a metal oxide provided on the film surface is often used because it is excellent in heat resistance and transparency in addition to gas barrier properties.
- a metal oxide thin film such as silicon oxide or an aluminum oxide film having good gas barrier properties on the film surface.
- the gas barrier property of the vapor-deposited polyester film is improved by controlling the surface state of the biaxially oriented polyester film used as the base material of the vapor-deposited polyester film, and the central surface of the biaxially oriented polyester film is improved.
- Proposed ones that specify the surface roughness and the number of protrusions see, for example, Patent Document 1
- those that specify the centerline surface roughness of the biaxially oriented polyester film see, for example, Patent Document 2.
- the film roll is used when the film is wound on the film roll after production. It could not be said that the improvement of wrinkles and adhesion between films in the film roll, so-called blocking, was sufficient. Moreover, the performance after secondary processing such as coating and thin film deposition was not sufficient.
- An object of the present invention is to improve the problems of the prior art, to have excellent transparency, to easily perform secondary processing such as printing, coating and vapor deposition, and to have excellent characteristics after secondary processing. To provide a film.
- Static marks which are locally charged parts, and static mark discharge marks due to the discharge of stored static electricity are likely to occur, and coated dissolved resin and vapor-deposited inorganic oxidation are likely to occur in these parts. It has been found that it is difficult for the substance molecules to form a thin film regularly and uniformly on the film surface without defects.
- the number of fine protrusions having a specific height or less on the film surface on the side where the coating film or the vapor-deposited film is formed is set to a specific number or more, which is called the static mark described above. It is possible to suppress the generation of locally strongly charged parts and discharge marks, improve the performance after secondary processing, such as gas barrier properties, and specify the number and shape of fine protrusions above a specific height. It was found that the slipperiness between the films can be improved by setting the range to the above range, and that the transparency is not easily lowered by setting the arithmetic mean height of the film surface to the specific range.
- the present invention has the following configuration.
- 1. A biaxially oriented polyester film comprising a polyester resin composition containing particles, wherein at least one surface satisfies all of the following requirements (1) to (3).
- the number of fine protrusions having a height of less than 3 nm per area of 4 ⁇ 10-12 m 2 is 250 or more and 600 or less.
- the number of fine protrusions having a height of 3 nm or more per area of 4 ⁇ 10-12 m 2 is 300 or more and 600 or less.
- the arithmetic mean height Sa is 0.010 ⁇ m or more and 0.025 ⁇ m or less.
- the coefficient of dynamic friction between the surface satisfying all the requirements (1) to (3) of the biaxially oriented polyester film and the opposite surface is 0.20 or more and 0.60 or less.
- the wetting tension of the surface of the biaxially oriented polyester film that satisfies all the requirements (1) to (3) is 50 mN / m or more.
- the outer haze of the biaxially oriented polyester film is 1.8% or less, and the internal haze is 2.0% or less. ⁇ 3.
- the transparency is excellent, wrinkles are less likely to occur on the film roll when the film is wound on the film roll after production, and there is little adhesion between the films in the film roll (so-called blocking phenomenon), so that secondary coating or vapor deposition is performed. It is possible to provide a biaxially oriented polyester film that is easy to process and has excellent performance after secondary processing.
- the length in the width direction and the length in the longitudinal direction of the biaxially oriented polyester film roll (hereinafter referred to as the master roll) to be wound first through the stretching step have been increased.
- the master roll the length in the width direction and the length in the longitudinal direction of the biaxially oriented polyester film roll (hereinafter referred to as the master roll) to be wound first through the stretching step.
- wrinkles and blocking are few even in a film roll having such a large size, it is easy to perform secondary processing, and the performance after secondary processing, for example, the gas barrier property of a vapor-deposited film can be satisfied.
- a biaxially oriented polyester film can be obtained. The same applies to the film roll obtained by slitting the master roll into small pieces.
- a photograph static mark on the film surface is observed in a state where the strongly charged portion of the film surface unwound from the film roll is visualized by the charge distribution determination toner.
- a photograph of the film surface in a state where a portion of the film surface unwound from the film roll has a discharge mark is visualized by a charge distribution determination toner.
- a static mark discharge mark is observed.
- the biaxially oriented polyester film in the present invention comprises a polyester resin composition containing the following polyester resin as a main component.
- the polyester resin constituting the biaxially oriented polyester film of the present invention is a polymer synthesized from a dicarboxylic acid or an ester-forming derivative thereof and a diol or an ester-forming derivative thereof.
- polyethylene terephthalate, polybutylene terephthalate, and polyethylene-2,6-naphthalate can be mentioned, and polyethylene terephthalate is preferable from the viewpoint of mechanical properties, heat resistance, cost, and the like.
- the main component here means that the content in the polyester resin composition is 80% by weight or more, preferably 90% by weight or more, more preferably 95% by weight or more, and 98% by weight or more. Most preferred.
- the copolymerization component examples include isophthalic acid, naphthalene dicarboxylic acid, 4,4-diphenyldicarboxylic acid, adipic acid, sebacic acid and ester-forming derivatives thereof.
- examples of the diol component include diethylene glycol, hexamethylene glycol, neopentyl glycol, and cyclohexanedimethanol.
- polyoxyalkylene glycols such as polyethylene glycol and polypropylene glycol can also be mentioned.
- the copolymerization amount is preferably 10 mol% or less, more preferably 5 mol% or less, and most preferably 3 mol% or less per constituent repeating unit.
- the above-mentioned dicarboxylic acid or an ester-forming derivative thereof and a diol or an ester-forming derivative thereof are mainly used as starting materials according to a conventional method.
- Examples thereof include a method of producing by performing an esterification or transesterification reaction and then performing a polycondensation reaction at a high temperature and under reduced pressure.
- the ultimate viscosity of the polyester resin constituting the biaxially oriented polyester film of the present invention is preferably in the range of 0.50 to 0.90 dl / g, more preferably 0.55, from the viewpoint of film forming property and recoverability. It is in the range of ⁇ 0.80 dl / g.
- the number of fine protrusions having a height of less than 3 nm per area of 4 ⁇ 10-12 m 2 is 250 or more and 600 or less.
- the number of fine protrusions having a height of 3 nm or more per area of 4 ⁇ 10-12 m 2 is 300 or more and 600 or less.
- the arithmetic mean height Sa is 0.010 ⁇ m or more and 0.025 ⁇ m or less.
- examples of the inorganic particles used include particles composed of silica (silicon oxide), alumina (aluminum oxide), titanium dioxide, calcium carbonate, kaolin, and barium sulfate.
- examples of the organic particles include particles made of acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene. Among them, particles made of silica (silicon oxide), calcium carbonate, or alumina (aluminum oxide), or particles made of polymethacrylate, polymethylacrylate, or a derivative thereof are preferable, and particles made of silica (silicon oxide) or calcium carbonate are preferable. More preferably, inorganic particles made of silica (silicon oxide) are particularly preferable.
- the particle size distribution of the particles used in the present invention is preferably monodisperse.
- the shape of the inorganic fine particles is not particularly limited, but the closer to the spherical shape, the larger the number of fine protrusions having a height of 3 nm or more and the number of fine protrusions having a height of less than 3 nm can be increased without significantly changing the arithmetic mean height Sa. ..
- the weight average particle diameter measured by the Coulter counter of the particles in the present invention is preferably in the range of 0.8 to 1.8 ⁇ m.
- the weight average particle size of the particles is 0.8 ⁇ m or more, the number of fine protrusions having a height of less than 3 nm and the arithmetic mean height Sa are likely to be set to the lower limit values of (1) and (3) above, respectively.
- the weight average particle size of the particles is 1.8 ⁇ m or less, the arithmetic average height Sa is likely to be equal to or less than the upper limit of (3) above, and the number of fine protrusions having a height of less than 3 nm is equal to or more than the lower limit of (1) above. Also suitable for.
- the lower limit of the content of particles in the polyester resin composition in the present invention is preferably 1000 ppm by mass, more preferably 1300 ppm by mass, and particularly preferably 1400 ppm by mass.
- the upper limit of the particle content is preferably 3000 ppm by weight, more preferably 2500 ppm by weight, still more preferably 2200 ppm by weight, and particularly preferably 1800 ppm by weight.
- the number of fine protrusions having a height of less than 3 nm, the number of fine protrusions having a height of 3 nm or more, and the arithmetic mean height Sa are the above (1), (2), and (3). It is easy to set it below the upper limit.
- any one of a step of esterification for producing a polyester resin, a step after the completion of the transesterification reaction, or a step before the start of the polycondensation reaction for example, any one of a step of esterification for producing a polyester resin, a step after the completion of the transesterification reaction, or a step before the start of the polycondensation reaction.
- it can be added in the step, it is preferable to add it as a slurry dispersed in ethylene glycol or the like to proceed with the polycondensation reaction.
- a method of blending a slurry of particles dispersed in ethylene glycol or water using a kneading extruder with a vent and a polyester resin raw material or a method of blending dried particles and a polyester resin raw material using a kneading extruder. It is also preferable to carry out by a method of blending with.
- the step of mixing the particles and the polyester resin raw material it is preferable to reduce the agglomerates of the particles as much as possible in order to stably obtain the desired surface state, but the film formation of the biaxially oriented polyester film after the mixing step is preferable.
- the influence can be reduced by adjusting the process conditions.
- polyester resin composition of the present invention a small amount of other polymers, antioxidants, heat stabilizers, antistatic agents, ultraviolet absorbers, plasticizers, pigments or the like, as long as the object of the present invention is not impaired.
- Other additives and the like may be contained.
- the biaxially oriented polyester film of the present invention can be obtained, for example, by melt-extruding the polyester resin composition containing the above polyester resin as a main component with an extruder to form an unstretched sheet, and stretching the unstretched sheet. Can be done. Suitable examples are given below, but are not limited thereto.
- the biaxially oriented polyester film of the present invention may have a laminated structure of a single layer, two layers, three layers, or four or more layers.
- each layer is made of a polyester resin composition as described above, but it is preferable that the types or contents of the constituent components of the polyester resin compositions of the layers adjacent to each other are different.
- the polyester resin compositions constituting each layer are represented as A and B, for example, A / A and A / B can be obtained.
- each layer is made of a polyester resin composition as described above, but it is preferable that the types or contents of the constituent components of the polyester resin compositions of the layers adjacent to each other are different.
- the polyester resin composition constituting each layer is represented as A, A', B, C, for example, the composition of A / B / C, A / B / A, or A / B / A'can be expressed.
- a / B / A structure in which the layers on both sides are designed to have the same composition because it is easy to manufacture.
- the compositions of A, A', B, and C are not the same.
- the surface roughness of the film can be controlled by controlling the particle content of only the surface layer portion, and the particle content in the entire film is reduced. It is possible and preferable.
- This also has the advantage of improving the point that the odor component is removed through the voids (voids) formed at the boundary between the inorganic particles and the polyester resin, and the aroma retention property is lowered.
- the inner layer portion does not adversely affect the characteristics of the film surface, it becomes easy to use a timely mixture of the recovery raw material of the edge portion generated in the film forming process or the recycled raw material of another film forming process. It is also advantageous in terms of cost.
- the polyester resin composition When the polyester resin composition is melt-extruded, it is preferable to dry the polyester resin composition using a dryer such as a hopper dryer or a paddle dryer, or a vacuum dryer. After the polyester resin composition is dried in this way, it is melted at a temperature of 200 to 300 ° C. and extruded into a film by using an extruder to reach the melting point of the polyester resin or higher.
- the polyester resin, particles and, if necessary, additives may be sent out by separate extruders, merged, mixed and melted, and extruded into a sheet.
- any existing method such as the T-die method and the tubular method can be adopted.
- the unstretched sheet can be obtained by quenching the sheet-shaped molten polyester resin composition after extrusion.
- a method for rapidly cooling the molten polyester resin composition a method of casting the molten polyester resin composition onto a rotating drum from a mouthpiece and quenching and solidifying it to obtain a substantially unoriented resin composition sheet is preferable. Can be adopted.
- the temperature of the rotating drum is preferably set to 40 ° C. or lower.
- the biaxially oriented polyester film of the present invention can be obtained by combining the obtained unstretched sheet with the following steps such as stretching steps in the longitudinal direction and the width direction, a heat fixing step, and a heat relaxation step. It will be possible. This will be described in detail below.
- the longitudinal direction means the direction in which the unstretched sheet is run
- the width direction means the direction perpendicular to it.
- the stretching method can be simultaneous biaxial stretching in which stretching in the longitudinal direction and width direction is performed at the same time, or sequential biaxial stretching in which either the longitudinal direction or the width direction is performed first, but the film forming speed is high. Sequential biaxial stretching is most preferable from the viewpoint of high productivity and excellent thickness uniformity of the finally obtained biaxially oriented polyester film.
- the film-forming speed referred to here means the traveling speed (m / min) of the biaxially oriented polyester film when it is wound on the master roll through the stretching step.
- the temperature during stretching of the unstretched sheet in the longitudinal direction is in the range of (Tg + 15) to (Tg + 55) ° C. using the glass transition temperature (hereinafter, Tg) of the polyester resin as an index, and the stretching ratio is 4.2 to.
- the range is preferably 4.7 times.
- the stretching temperature is (Tg + 55) ° C. or lower and 4.2 times or more, the number of fine protrusions having a height of less than 3 nm is likely to be equal to or higher than the lower limit of (1) above, and molecules in the longitudinal direction and the width direction. It is preferable that the orientation is well-balanced and the difference in physical properties between the longitudinal direction and the width direction is small.
- the flatness of the obtained biaxially stretched polyester film is also preferable.
- the stretching temperature in the longitudinal direction is (Tg + 15) ° C. or higher and the stretching ratio is 4.7 times or less
- the arithmetic mean height Sa is likely to be equal to or lower than the upper limit value of (3) above. It is preferable that the tensile stress (Boeing phenomenon) generated in the direction opposite to the traveling direction of the film in the thermal relaxation step does not become too large.
- the stretching speed is not increased so much in the longitudinal direction. Since the draw ratio of the film can be increased, the difference in physical properties in the film width direction can be further reduced, which is preferable. Two-stage or three-stage stretching is preferable from the viewpoint of effect, equipment, and cost.
- a film obtained by stretching an unstretched sheet in the longitudinal direction is subjected to surface treatment such as corona treatment or plasma treatment as necessary, and then imparted with functions such as slipperiness, adhesiveness, and antistatic property.
- surface treatment such as corona treatment or plasma treatment as necessary, and then imparted with functions such as slipperiness, adhesiveness, and antistatic property.
- a resin dispersion or a resin solution can also be applied to at least one surface of the film.
- the film obtained by stretching the unstretched sheet in the longitudinal direction is stretched in the width direction
- the film is guided to a tenter device, both ends of the film stretched in the longitudinal direction are gripped by clips, and the film is pressed by hot air. After heating to a predetermined temperature, the film can be stretched in the width direction by increasing the distance between the clips while transporting the film in the longitudinal direction.
- the stretching temperature in the width direction is Tg + 5 ° C. or higher, the arithmetic mean height Sa is likely to be equal to or lower than the upper limit of (3) above, and breakage is less likely to occur during stretching, which is preferable. Further, when the stretching temperature is Tg + 40 ° C.
- the number of fine protrusions having a height of less than 3 nm is likely to be equal to or higher than the lower limit of (1) above, and uniform stretching in the width direction is easily performed, resulting in thickness unevenness in the width direction. Is not likely to be large, so that the variation in the winding hardness of the film roll surface in the width direction is not large, which is preferable. More preferably, it is Tg + 8 ° C. or higher and Tg + 37 ° C. or lower, and even more preferably Tg + 11 ° C. or higher and Tg + 34 ° C. or lower.
- the stretch ratio in the width direction of the film obtained by stretching the unstretched sheet in the longitudinal direction is preferably 4.0 times or more and 6 times or less.
- the stretching ratio in the width direction is 4.0 times or more, the number of fine protrusions having a height of less than 3 nm is likely to be equal to or higher than the lower limit of (1) above, and a high yield in terms of mass balance is likely to be obtained. It is preferable that the strength does not decrease, the thickness unevenness in the width direction is less likely to increase, and the winding hardness of the film roll in the width direction is less likely to vary.
- the stretching ratio in the width direction is more preferably 4.1 times or more, and further preferably 4.2 times or more. Further, when the stretching ratio in the width direction is 6 times or less, the arithmetic mean height Sa is likely to be set to be equal to or lower than the upper limit of the above (3), and it is difficult to break during stretching film formation, which is preferable.
- the heat fixing step is performed after the stretching step in the width direction, and the heat fixing temperature of the film obtained by stretching the unstretched sheet in the longitudinal direction and stretching in the width direction is preferably 240 ° C. or higher and 250 ° C. or lower.
- the heat fixing temperature is 240 ° C. or higher, the number of fine protrusions having a height of less than 3 nm is likely to be equal to or higher than the lower limit of (1) above, and the heat shrinkage rate does not become too high in both the longitudinal direction and the width direction, so that during vapor deposition processing This is preferable because it improves thermal dimensional stability.
- the heat fixing temperature is 250 ° C. or lower, Boeing is unlikely to increase, which is preferable.
- the heat relaxation treatment step is performed, but it may be performed separately from the heat fixing step after the heat fixing step, or may be performed at the same time as the heat fixing step.
- the relaxation rate in the film width direction in the heat relaxation treatment step is preferably 4% or more and 8% or less.
- the relaxation rate is 4% or more, the heat shrinkage rate in the width direction of the obtained biaxially stretched polyester film does not become too high, and the dimensional stability during the vapor deposition process is improved, which is preferable.
- the relaxation rate is 8% or less, the tensile stress (Boeing phenomenon) generated in the direction opposite to the running direction of the film at the center in the width direction of the film does not become too large, and the film thickness fluctuation rate in the width direction becomes large. Is preferable.
- the binding force in the width direction is reduced by the weight of the film obtained by stretching the unstretched sheet in the longitudinal direction until the film stretched in the width direction is contracted by heat relaxation. Since the film may loosen or swell due to the accompanying airflow of hot air blown from the nozzles installed above and below the film, the film is in a situation where it is very likely to fluctuate up and down, and the resulting biaxial stretching The amount of change in the orientation angle and the diagonal heat shrinkage difference of the polyester film is likely to fluctuate greatly. As a method for reducing these, for example, the films are kept parallel by adjusting the wind speed of the hot air blown from the upper and lower nozzles.
- the biaxially oriented polyester film for vapor deposition of the present invention may be subjected to corona discharge treatment, glow discharge treatment, flame treatment, surface roughening treatment, as long as the object of the present invention is not impaired, and is known.
- Anchor coating, printing, decoration, etc. may be applied.
- the number of fine protrusions having a height of less than 3 nm per area of 4 ⁇ 10-12 m 2 is 250 or more and 600 or less.
- the number of fine protrusions having a height of 3 nm or more per area of 4 ⁇ 10-12 m 2 is 300 or more and 600 or less.
- the arithmetic mean height Sa is 0.010 ⁇ m or more and 0.025 ⁇ m or less.
- the film and metal roll are used in the process of transporting or winding the produced film.
- the area where the film surface and the metal roll come into contact with each other becomes extremely small even when the high protrusions on the film surface are pushed in by strong force, so the amount of charge due to friction becomes small, and as a result, the static mark and the static mark discharge mark Is thought to decrease. It is more preferably 300 or more, more preferably 400 or more, and particularly preferably 500 or more. This tendency also applies to the friction that occurs when the films come into contact with each other.
- the number of fine protrusions having a height of less than 3 nm does not further improve the slipperiness of the film or reduce the blocking property, but has the characteristic that it does not adversely affect the gas barrier property of the inorganic thin film layer formed on the film surface. .. Further, even if the number of fine protrusions having a height of less than 3 nm is in the range of 600 or less, the static marks and the static mark discharge marks are sufficiently small.
- Arithmetic mean height Sa When the arithmetic mean height Sa is 0.010 ⁇ m or more, adhesion (blocking phenomenon) between the films in the film roll of the recesses between the films and between the protrusions formed on the film surface is unlikely to occur, and the film has two. This is preferable because the next processing can be performed smoothly. It is more preferably 0.013 ⁇ m or more, more preferably 0.017 ⁇ m or more, and particularly preferably 0.020 ⁇ m or more. When the arithmetic mean height Sa is 0.025 ⁇ m or less, the haze of the biaxially oriented polyester film, particularly the external haze, is lowered and the transparency is excellent, which is preferable. It is more preferably 0.023 ⁇ m or less, and more preferably 0.020 ⁇ m or less. The arithmetic average height Sa of the other film surface is preferably in the same range.
- the coefficient of kinetic friction between one surface of the biaxially oriented polyester film of the present invention and the opposite surface is preferably 0.20 or more and 0.60 or less. When it is 0.20 or more, the films do not slip too much, and when the film roll is wound by the winder device at the time of film production or slitting, the film roll is less likely to wrinkle and the secondary workability is less likely to be deteriorated. More preferably, it is 0.30 or more, and most preferably 0.35 or more.
- the films slip with each other, so that when the film roll is wound by the winder device at the time of film production or slitting, the film roll is less likely to be misaligned and the secondary workability is less likely to be deteriorated. It is more preferably 0.50 or less, and most preferably 0.44 or less.
- the coefficient of static friction between one surface of the biaxially oriented polyester film of the present invention and the opposite surface is preferably 0.20 or more and 0.60 or less. When it is 0.20 or more, the films do not slip too much, and when the film roll is wound by the winder device at the time of film production or slitting, the film roll is less likely to wrinkle and the secondary workability is less likely to be deteriorated. More preferably, it is 0.30 or more, and most preferably 0.35 or more.
- the films slip with each other, so that when the film roll is wound by the winder device at the time of film production or slitting, the film roll is less likely to be misaligned and the secondary workability is less likely to be deteriorated. It is more preferably 0.50 or less, particularly preferably 0.44 or less, and most preferably 0.40 or less.
- the maximum height Sz of the surface satisfying all of the above (1) to (3) of the biaxially oriented polyester film of the present invention is preferably 0.5 ⁇ m or more and 2.0 ⁇ m or less.
- the maximum height Sz is 0.5 ⁇ m or more, the amount of air entrained between the films in contact with each other is large when winding the master roll or when the master roll is slit and the biaxially oriented polyester film is wound around the core. It is hard to become, and there is little elongation or deformation of the film. In addition, the film in the roll is less likely to loosen after the air in the film roll is released.
- the maximum height Sz tends to be 0.5 ⁇ m or more.
- the coating film and the inorganic thin film layer after the secondary processing on the surface of the biaxially oriented polyester film tend to be less likely to come off or have defects.
- the stretching temperature in the longitudinal direction is Tg + 40 ° C. or lower, or the stretching ratio is 4.2 times or more, the maximum height Sz tends to be 2.0 ⁇ m or less. The same applies to the maximum height Sz of the other film surface.
- the external haze of the biaxially oriented polyester film of the present invention is preferably 1.8% or less.
- the smoothness of the film surface is unlikely to be impaired, and in the film manufacturing process, charging due to contact with or peeling from the transport roll is unlikely to occur, and due to charging of static marks or static mark discharge marks It is preferable because poor quality is unlikely to occur. It is more preferably 1.6% or less, more preferably 1.4% or less, particularly preferably 1.2% or less, and most preferably 1.0% or less.
- the internal haze of the biaxially oriented polyester film of the present invention is preferably 2.5% or less.
- the transparency is less likely to decrease, which is preferable. It is more preferably 2.0% or less, more preferably 1.8% or less, and particularly preferably 1.6% or less.
- One surface of the biaxially oriented polyester film of the present invention may be surface-modified by surface treatment such as low-temperature plasma treatment or corona discharge treatment.
- the wetting tension of the surface of the biaxially oriented polyester film of the present invention that satisfies all of the above (1) to (3) is preferably 50 mN / m or more, and more preferably 52 mN / m or more. There is no particular upper limit, but even a range of 55 mN / m or less is sufficient for performance after performing a secondary processing coating or a thin-film deposition thin film.
- the film thickness of the biaxially oriented polyester film of the present invention is preferably 5 to 40 ⁇ m.
- the thickness of the film is more preferably 8 to 30 ⁇ m, particularly preferably 9 ⁇ m to 20 ⁇ m.
- a gas barrier layer such as an inorganic thin film layer or a metal foil such as an aluminum foil can be provided on at least one surface of the biaxially oriented polyester film of the present invention that satisfies all of the following (1) to (3).
- the number of fine protrusions having a height of less than 3 nm per area of 4 ⁇ 10-12 m 2 is 250 or more and 600 or less.
- the number of fine protrusions having a height of 3 nm or more per area of 4 ⁇ 10-12 m 2 is 300 or more and 600 or less.
- the arithmetic mean height Sa is 0.010 ⁇ m or more and 0.025 ⁇ m or less.
- the inorganic thin film layer is a thin film made of metal or an inorganic oxide.
- the material for forming the inorganic thin film layer is not particularly limited as long as it can be made into a thin film, but from the viewpoint of gas barrier properties, silicon oxide (silica), aluminum oxide (alumina), a mixture of kerosene oxide and aluminum oxide, etc. Inorganic oxides are preferred. In particular, a composite oxide of kerosene oxide and aluminum oxide is preferable from the viewpoint of achieving both flexibility and denseness of the thin film layer and transparency.
- the mixing ratio of kerosene oxide and aluminum oxide is preferably in the range of 20 to 70% of Al in terms of the weight ratio of the metal content. If the Al concentration is less than 20%, the water vapor gas barrier property may be lowered. On the other hand, if it exceeds 70%, the inorganic thin film layer tends to be hard, and the film may be destroyed during secondary processing such as printing or laminating, and the gas barrier property may be lowered.
- the kale oxide referred to here is various silicon oxides such as SiO and SiO 2 or a mixture thereof
- aluminum oxide is various aluminum oxides such as AlO and Al 2 O 3 or a mixture thereof. ..
- the film thickness of the inorganic thin film layer is usually 1 to 100 nm, preferably 5 to 50 nm. If the film thickness of the inorganic thin film layer is less than 1 nm, it may be difficult to obtain a satisfactory gas barrier property. On the other hand, even if the thickness exceeds 100 nm, the corresponding improvement effect of the gas barrier property can be obtained. This is not possible, and it is rather disadvantageous in terms of bending resistance and manufacturing cost.
- the method for forming the inorganic thin film layer is not particularly limited, and is known, for example, a physical vapor deposition method (PVD method) such as a vacuum vapor deposition method, a sputtering method, or an ion plating method, or a chemical vapor deposition method (CVD method).
- PVD method physical vapor deposition method
- CVD method chemical vapor deposition method
- the method may be adopted as appropriate.
- a typical method for forming the inorganic thin film layer will be described by taking a keratin oxide / aluminum oxide thin film as an example.
- a mixture of SiO 2 and Al 2 O 3 or a mixture of SiO 2 and Al is preferably used as the vapor deposition raw material.
- Particles are usually used as these vapor deposition raw materials, but at that time, it is desirable that the size of each particle is such that the pressure at the time of vapor deposition does not change, and the particle diameter is preferably 1 mm to 5 mm.
- heating methods such as resistance heating, high frequency induction heating, electron beam heating, and laser heating can be adopted. It is also possible to introduce oxygen, nitrogen, hydrogen, argon, carbon dioxide gas, water vapor or the like as the reaction gas, or to adopt reactive vapor deposition using means such as ozone addition and ion assist.
- the film forming conditions can be arbitrarily changed, such as applying a bias to the film to be vapor-deposited (laminated film to be subjected to vapor deposition) or heating or cooling the film to be vapor-deposited.
- a bias to the film to be vapor-deposited (laminated film to be subjected to vapor deposition) or heating or cooling the film to be vapor-deposited.
- Such vapor deposition material, reaction gas, bias of the vapor-deposited body, heating / cooling, and the like can be similarly changed when the sputtering method or the CVD method is adopted.
- a printing layer may be laminated on the inorganic thin film layer.
- the gas barrier layer made of metal oxide is not a completely dense film, but is dotted with minute defects.
- the resin in the protective layer resin composition permeates the defective portion of the metal oxide layer.
- the effect of stabilizing the gas barrier property can be obtained.
- the gas barrier performance of the laminated film is greatly improved.
- Examples of the protective layer include urethane-based, polyester-based, acrylic-based, titanium-based, isocyanate-based, imine-based, and polybutadiene-based resins to which epoxy-based, isocyanate-based, and melamine-based curing agents are added. ..
- Examples of the solvent (solvent) used for forming the protective layer include aromatic solvents such as benzene and toluene; alcohol solvents such as methanol and ethanol; ketone solvents such as acetone and methyl ethyl ketone; ethyl acetate and acetate.
- Esther-based solvents such as butyl; polyhydric alcohol derivatives such as ethylene glycol monomethyl ether and the like can be mentioned.
- the polar group of the urethane bond interacts with the inorganic thin film layer and also has flexibility due to the presence of the amorphous portion, so that damage to the inorganic thin film layer is suppressed even when a bending load is applied. It is preferable because it can be used.
- the acid value of the urethane resin is preferably in the range of 10 to 60 mgKOH / g. It is more preferably in the range of 15 to 55 mgKOH / g, and even more preferably in the range of 20 to 50 mgKOH / g.
- the acid value of the urethane resin is within the above range, the liquid stability is improved when it is made into an aqueous dispersion, and the protective layer can be uniformly deposited on the highly polar inorganic thin film, so that the coat appearance is good. It becomes.
- the urethane resin has a glass transition temperature (Tg) of preferably 80 ° C. or higher, more preferably 90 ° C. or higher.
- Tg glass transition temperature
- the proportion of aromatic or aromatic aliphatic diisocyanate in the urethane resin is preferably in the range of 50 mol% or more (50 to 100 mol%) in 100 mol% of the polyisocyanate component (F).
- the ratio of the total amount of the aromatic or aromatic aliphatic diisocyanate is preferably 60 to 100 mol%, more preferably 70 to 100 mol%, still more preferably 80 to 100 mol%.
- the "Takelac (registered trademark) WPB" series commercially available from Mitsui Chemicals, Inc. can be preferably used. If the ratio of the total amount of aromatic or aromatic aliphatic diisocyanates is less than 50 mol%, good gas barrier properties may not be obtained.
- the urethane resin preferably has a carboxylic acid group (carboxyl group) from the viewpoint of improving the affinity with the inorganic thin film layer.
- a carboxylic acid (salt) group for example, a polyol compound having a carboxylic acid group such as dimethylolpropionic acid or dimethylolbutanoic acid may be introduced as a copolymerization component as a polyol component.
- the carboxylic acid group-containing urethane resin is synthesized and then neutralized with a salt-forming agent, an aqueous dispersion urethane resin can be obtained.
- the salt forming agent examples include trialkylamines such as ammonia, trimethylamine, triethylamine, triisopropylamine, tri-n-propylamine and tri-n-butylamine, and N such as N-methylmorpholin and N-ethylmorpholin.
- trialkylamines such as ammonia, trimethylamine, triethylamine, triisopropylamine, tri-n-propylamine and tri-n-butylamine
- N such as N-methylmorpholin and N-ethylmorpholin.
- N-dialkylalkanolamines such as -alkylmorpholins, N-dimethylethanolamine and N-diethylethanolamine. These may be used alone or in combination of two or more.
- the biaxially oriented polyester film of the present invention may be used as a base film, and layers of other materials may be laminated to form a laminated body.
- a biaxially oriented polyester film can be bonded after being produced, or can be bonded during film formation.
- the biaxially oriented polyester film of the present invention or the biaxially oriented polyester film of the present invention provided with an inorganic vapor deposition layer may be further formed with a thermosetting resin layer called a sealant and used as a packaging material. it can.
- the heat-sealing resin layer is usually formed by an extrusion laminating method or a dry laminating method.
- the thermoplastic polymer that forms the heat-sealable resin layer may be any as long as it can sufficiently exhibit sealant adhesiveness, and polyethylene resins such as HDPE, LDPE, and LLDPE, and polypropylene resins. Ethylene-vinyl acetate copolymer, ethylene- ⁇ -olefin random copolymer, ionomer resin and the like can be used.
- the sealant layer may be a single-layer film or a multilayer film, and may be selected according to the required function.
- a multilayer film in which a resin such as an ethylene-cyclic olefin copolymer or polymethylpentene is interposed can be used.
- the sealant layer may contain various additives such as a flame retardant, a slip agent, an antiblocking agent, an antioxidant, a light stabilizer, and a tackifier.
- the thickness of the sealant layer is preferably 10 to 100 ⁇ m, more preferably 20 to 60 ⁇ m.
- the base film / gas barrier layer / protective layer for example, the base film / gas barrier layer / protective layer, the base film / gas barrier layer / protective layer / adhesive Layer / sealant layer, base film / gas barrier layer / protective layer / adhesive layer / resin layer / adhesive layer / sealant layer, base film / adhesive layer / resin layer / gas barrier layer / protective layer / adhesive layer / Sealant layer, base film / gas barrier layer / protective layer / printing layer / adhesive layer / sealant layer, base film / printing layer / gas barrier layer / protective layer / adhesive layer / sealant layer, base film / gas barrier layer / Protective layer / adhesive layer / resin layer / printing layer / adhesive layer / sealant layer, base film / adhesive layer / resin layer / printing layer / gas barrier layer / protective layer / adhesive layer / sealant layer, base film / Printing layer / Gas barrier layer, the base film / gas barrier layer / protective layer, base film
- the laminate using the biaxially oriented polyester film of the present invention can be suitably used for applications such as packaging products, various label materials, lid materials, sheet molded products, and laminated tubes.
- it is used for packaging bags (for example, pillow bags, pouches such as standing pouches and 4-way pouches).
- the thickness of the laminate can be appropriately determined according to the application. For example, it is used in the form of a film or sheet having a thickness of about 5 to 500 ⁇ m, preferably about 10 to 300 ⁇ m.
- the evaluation method of the polyester resin is as follows. [Glass transition (Tg)] Using a differential scanning calorimeter (DSC6220 type manufactured by SII Nanotechnology Co., Ltd.), 5 mg of the resin sample was melted to 280 ° C. in a nitrogen atmosphere, held for 5 minutes, then rapidly cooled in liquid nitrogen, and at room temperature. The measurement was carried out under the condition of a temperature rising rate of 20 ° C./min.
- the evaluation method of the polyester film is as follows. [Film thickness] It was measured using a dial gauge in accordance with JIS K7130-199 A method.
- the external haze is a value obtained by subtracting the internal haze from the total haze. Note that all haze, internal haze, and external haze all refer to haze for all wavelengths of visible light.
- a sample film was prepared by cutting out the obtained film into an area of 400 mm in the longitudinal direction and 100 mm in the width direction. This was aged for 12 hours in an atmosphere of 23 ° C. and 65% RH, and divided into a test piece of 300 mm in the vertical direction ⁇ 100 mm in the horizontal direction for a test table and a test piece of 100 mm in the longitudinal direction ⁇ 100 mm in the width direction for a sliding piece. ..
- the test piece for the test table is set on the test table, and the test piece for the slip piece is cast on the bottom surface (area size: 39.7 mm 2 , square) of the slide piece with a metal load of 1.5 kg.
- the slip speed of the test piece is 200 mm / min, 23 ° C, 65% RH, and the others are in accordance with JIS K-7125, and the coefficient of dynamic friction and the coefficient of static friction are measured, respectively, and the average of three measurements is used. There was.
- the obtained film was cut into an area of 10 mm in the longitudinal direction and 10 mm in the width direction, measured using a scanning probe microscope (SPM-9700) manufactured by Shimadzu Corporation under the following observation conditions, and an image of the measurement surface was captured. It is.
- the obtained image (height trace) was subjected to image processing under the following conditions.
- the threshold value of the particles extracted under the following particle analysis conditions is set to 3 nm, and the number of particles of 3 nm or more and the number of particles of less than 3 nm are set to an area of 4 ⁇ 10-12 m 2 ( It was counted within 2 ⁇ m ⁇ 2 ⁇ m square). The measurement was performed 5 times at different locations, and the average value of 3 times excluding the one with the largest number of counts and the one with the smallest number of counts was calculated to obtain the number of fine protrusions.
- Friction band voltage A sample film was prepared by cutting out the obtained film into an area of 80 mm in the longitudinal direction and 50 mm in the width direction. This was aged for 16 hours in an atmosphere of 23 ° C. and 50% RH.
- the friction band voltage was measured using a friction band voltage measuring machine (RST-300a) manufactured by Daiei Kagaku Seiki Seisakusho Co., Ltd. Sample The sample was fixed to a rotating device, and the static electricity generated by rubbing against a metal plate at a drum rotation speed of 400 rpm for 60 seconds was measured, and the maximum value was taken as the friction band voltage.
- the measured friction band voltage was evaluated according to the following criteria. ⁇ : Friction band voltage less than 200V ⁇ : Friction band voltage 200V or more and less than 500V ⁇ : Friction band voltage 500V or more and less than 1000V ⁇ : Friction band voltage 1000V or more
- the film was unwound from the film edge on the outermost surface of the obtained film roll, and after removing 2 m from the film edge, the film was sampled at a length of 10 cm at the center in the width direction and 10 cm in the longitudinal direction, manufactured by Kasuga Denki Co., Ltd.
- the charged state of the film surface was visualized using the charge distribution determination toner of.
- the chargeability of the film roll was evaluated according to the following criteria. ⁇ : No static mark, static mark discharge mark, or toner adhesion. ⁇ : No static mark or static mark discharge mark is observed, but toner is attached. X: Static marks and static mark discharge marks are observed.
- the amount of liquid should be such that it does not form a puddle but forms a thin layer.
- the wet tension is determined by observing the liquid film of the test mixture in a bright place and in the state of the liquid film after 3 seconds. It is wet that the liquid film remains in the state when it is applied for 3 seconds or more without causing tearing. If the wetting is maintained for 3 seconds or longer, the next step is to proceed to a mixture having a higher surface tension. On the contrary, if the liquid film breaks in 3 seconds or less, the process proceeds to the next mixed liquid having a low surface tension. Repeat this operation to select a mixture that can accurately wet the surface of the test piece in 3 seconds. A new cotton swab is used for each test.
- Brushes or wire bars should be washed with methanol and dried after each use as the residual liquid will change composition and surface tension due to evaporation.
- the operation of selecting a mixed solution capable of wetting the surface of the corona-treated surface in 3 seconds is performed at least 3 times.
- the surface tension of the mixed solution selected in this way is reported as the wetting tension of the film.
- the surface layer (A) forming mixed resin is melt-extruded from the first extruder at a resin temperature of 285 ° C.
- the base layer is melt-extruded by the second extruder.
- the formed mixed resin is melted at a resin temperature of 285 ° C., and the surface layer (A) / base layer (B) / surface layer (A) is placed in the T-die in this order from the side in contact with the casting drum. They were merged and laminated so that the thickness ratio was 1/10/1 ( ⁇ m), discharged from a T-shaped base, and cooled and solidified with a casting drum having a surface temperature of 35 ° C.
- Example 2 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to amorphous silica particles having an average particle size of 1.3 ⁇ m and the silica particle content was changed to 2000 ppm by weight. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 3 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were made into amorphous silica particles having an average particle size of 1.3 ⁇ m and the silica particle content was changed to 1500 ppm by weight. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- a resin composition mixed so as to be used was used.
- the surface layer (A) forming mixed resin is melt-extruded from the first extruder at a resin temperature of 285 ° C., and the base layer is melt-extruded by the second extruder.
- the formed mixed resin is melted at a resin temperature of 285 ° C., and the thickness ratio is 1 in the T-die in the order of the surface layer (A) / base layer (B) / surface layer (A) from the chill roll contact side.
- a biaxially oriented polyester film having a film thickness of 12 ⁇ m. , 550 mm in the width direction and 500 m in the longitudinal direction.
- the surface A layer used in the evaluation of the film was formed on the side in contact with the chill roll.
- Table 1 shows the raw material composition and film forming conditions of the obtained film.
- Table 2 shows the physical characteristics of the obtained film and the evaluation results. The film was evaluated on the surface of layer A on the side in contact with the chill roll.
- Example 5 A biaxially stretched film was formed in the same manner as in Example 3 except that the silica particles were changed to spherical silica particles having an average particle size of 1.3 ⁇ m as a raw material to obtain a biaxially oriented polyester film having a thickness of 12 ⁇ m. It was. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 6 A biaxially stretched film was formed in the same manner as in Example 3 except that the silica particles were changed to spherical silica particles having an average particle size of 1.0 ⁇ m as a raw material to obtain a biaxially oriented polyester film having a thickness of 12 ⁇ m. It was. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 7 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to spherical silica particles having an average particle size of 1.0 ⁇ m and the silica particle content was changed to 1200 ppm by weight ppm. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 8 As a raw material, a biaxially stretched film was formed in the same manner as in Example 3 except that the silica particles were changed to amorphous silica particles having an average particle size of 0.8 ⁇ m, and a biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Obtained.
- Example 1 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to amorphous silica particles having an average particle size of 2.7 ⁇ m and the silica particle content was changed to 1500 ppm by weight. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 2 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to amorphous silica particles having an average particle size of 2.4 ⁇ m and the silica particle content was changed to 1500 ppm by weight. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- the surface layer (A) forming mixed resin is melt-extruded from the first extruder at a resin temperature of 285 ° C., and the base layer is melt-extruded by the second extruder.
- the formed mixed resin is melted at a resin temperature of 285 ° C., and the thickness ratio is 1 in the T-die in the order of the surface layer (A) / base layer (B) / surface layer (A) from the chill roll contact side.
- the film was stretched in the width direction at a temperature of 105 ° C. and a stretching ratio of 4.0 times, heat-fixed at 235 ° C., and heat-relaxed by 5% in the width direction to obtain a biaxially oriented polyester film having a film thickness of 12 ⁇ m. , 550 mm in the width direction and 500 m in the longitudinal direction.
- the surface A layer used in the evaluation of the film was formed on the side in contact with the chill roll.
- Table 1 shows the raw material composition and film forming conditions of the obtained film.
- Table 2 shows the physical characteristics of the obtained film and the evaluation results. The film was evaluated on the surface of layer A on the side in contact with the chill roll.
- Example 4 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to amorphous silica particles having an average particle size of 1.3 ⁇ m and the silica particle content was changed to 900 ppm by weight ppm. Then, a biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 5 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to amorphous silica particles having an average particle size of 1.3 ⁇ m and the silica particle content was changed to 5000 ppm by weight ppm. Then, a biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- Example 6 As a raw material, a biaxially stretched film was formed in the same manner as in Example 1 except that the silica particles were changed to spherical silica particles having an average particle size of 0.5 ⁇ m and the silica particle content was changed to 1500 ppm by weight ppm. A biaxially oriented polyester film having a thickness of 12 ⁇ m was obtained. Table 2 shows the physical characteristics of the obtained film and the evaluation results.
- the films of Examples 1 to 8 are static because the number of fine protrusions having a height of 3 nm or more, the number of fine protrusions having a height of less than 3 nm, and the arithmetic mean height Sa are within the specified ranges. Since there are few quality defects due to charging such as marks and static mark discharge marks, the performance after secondary processing such as coating and vapor deposition was excellent.
- Comparative Example 1 Although the number of fine protrusions having a height of 3 nm or more is within the specified range, the friction band voltage is high and the static mark evaluation is poor because the number of fine protrusions having a height of less than 3 nm is small. Met. Moreover, since the arithmetic mean height Sa is too large, the external haze is large and the transparency is inferior.
- Comparative Example 2 Although the number of fine protrusions having a height of 3 nm or more was within the specified range, the friction band voltage was high and the static mark evaluation was poor because the number of fine protrusions having a height of less than 3 nm was small. Met. Moreover, since the arithmetic mean height Sa is too large, the external haze is large and the transparency is inferior.
- Comparative Example 3 Although the number of fine protrusions having a height of 3 nm or more and the arithmetic mean height Sa of the obtained film are within the range, the number of fine protrusions having a height of less than 3 nm is small, so that the friction band voltage is high and static. The mark evaluation was poor.
- Comparative Example 6 Although the number of fine protrusions having a height of 3 nm or more was within the range of the obtained film, the friction band voltage was high and the static mark evaluation was poor because the number of fine protrusions having a height of less than 3 nm was small. It was.
- the biaxially oriented polyester film of the present invention has excellent transparency, wrinkles are less likely to occur on the film roll when the film is wound on the film roll during film production or after fisslit, and the film is easily unwound from the film roll. It is easy to perform secondary processing such as. In addition, since there are few quality defects due to charging such as static marks and static mark discharge marks, the performance after secondary processing such as coating and vapor deposition is excellent. Therefore, it is useful in food packaging applications, especially applications for films having gas barrier properties, and is expected to greatly contribute to the industrial world.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
例えば、ガスバリア性を向上させる方法として、二軸配向ポリエステルフィルムにポリ塩化ビニリデンやポリエチレンビニルアルコール共重合体などのガスバリア性の良好な樹脂からなるフィルムを張り合わせる方法、これらの樹脂を溶解させた液をコートし、薄膜を積層する方法、あるいはアルミニウムなどの金属や酸化アルミニウムなどの金属酸化物を蒸着させ、薄膜をフィルム表面に形成させる方法がある。
しかしながら、良好なガスバリア性を有する、酸化珪素や酸化アルミニウム膜などの金属酸化物薄膜をフィルム表面に設けた蒸着ポリエステルフィルムを工業的に安定して得ることは容易ではなかった。
1.粒子を含むポリエステル樹脂組成物からなる二軸配向ポリエステルフィルムであって、少なくとも一方の面が下記要件(1)~(3)をすべて満たす二軸配向ポリエステルフィルム。
(1)面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上600ケ以下である。
(2)面積4×10-12m2あたりの高さ3nm以上の微細突起数が300ケ以上600ケ以下である。
(3)算術平均高さSaが0.010μm以上0.025μm以下である。
マスターロールをスリットし小分けにしたフィルムロールも同様である。
[ポリエステル樹脂組成物]
本発明における二軸配向ポリエステルフィルムは下記のポリエステル樹脂を主成分として含むポリエステル樹脂組成物からなる。
本発明の二軸配向ポリエステルフィルムを構成するポリエステル樹脂は、ジカルボン酸またはそのエステル形成性誘導体と、ジオールまたはそのエステル形成性誘導体から合成されるポリマーである。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン-2,6-ナフタレートが挙げられ、機械的特性および耐熱性、コストなどの観点からポリエチレンテレフタレートが好ましい。
ここでの主成分とはポリエステル樹脂組成物中の含有率が80重量%以上であることを意味し、90重量%以上であることが好ましく、95重量%以上がより好ましく、98重量%以上が最も好ましい。
(1)面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上600ケ以下である。
(2)面積4×10-12m2あたりの高さ3nm以上の微細突起数が300ケ以上600ケ以下である。
(3)算術平均高さSaが0.010μm以上0.025μm以下である。
有機粒子としては、例えば、アクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレンからなる粒子を挙げることができる。
中でもシリカ(酸化珪素)、炭酸カルシウム、又はアルミナ(酸化アルミニウム)からなる粒子、若しくはポリメタクリレート、ポリメチルアクリレート、又はその誘導体からなる粒子が好ましく、シリカ(酸化珪素)、又は炭酸カルシウムからなる粒子がより好ましく、シリカ(酸化珪素)からなる無機粒子が特に好ましい。
無機系微粒子の形状は特に限定されないが、球状に近いほど高さ3nm以上の微細突起数、算術平均高さSaをさほど変化させずに、高さ3nm未満の微細突起数を大きくすることができる。
粒子の重量平均粒径が0.8μm以上であると高さ3nm未満の微細突起数、算術平均高さSaをそれぞれ上記(1)、(3)の下限値以上としやすい。
粒子の重量平均粒径が1.8μm以下であると算術平均高さSaを上記(3)の上限値以下としやすく、高さ3nm未満の微細突起数を上記(1)の下限値以上とするのにも適している。
粒子の含有量が1000重量ppm以上であると高さ3nm未満の微細突起数、高さ3nm以上の微細突起数をそれぞれ上記(1)、(2)の下限値以上としやすい。
粒子の含有量の上限は好ましくは3000重量ppmであり、より好ましくは2500重量ppmであり、さらに好ましくは2200重量ppmであり、特に好ましくは1800重量ppmである。
粒子の含有量が3000重量ppm以下であると、高さ3nm未満の微細突起数、高さ3nm以上の微細突起数、算術平均高さSaを上記(1)、(2)、(3)の上限値以下としやすい。
また、ベント付き混練押出し機を用いてエチレングリコールまたは水等に分散させた粒子のスラリーとポリエステル系樹脂原料とをブレンドする方法、または混練押出し機を用いて、乾燥させた粒子とポリエステル系樹脂原料とをブレンドする方法等によって行うのも好ましい。
本発明の二軸配向ポリエステルフィルムは、例えば上記のポリエステル樹脂を主成分とするポリエステル樹脂組成物を押出機により溶融押し出しして未延伸シートを形成し、その未延伸シートを延伸することによって得ることができる。
下記に好適な例を述べるが、これらに制限されものではない。
2層構造以上の場合において、各層は上述のようにポリエステル樹脂組成物からなるが、互いに隣接する層のポリエステル樹脂組成物の構成成分の種類又は含有量は異なるものとするのが好ましい。2層構造の場合、各層を構成するポリエステル樹脂組成物をA、Bと表せば、例えばA/A、A/Bの構成を取ることができる。
3層構造の場合、各層を構成するポリエステル樹脂組成物をA、A´、B、Cと表せば、例えばA/B/C、A/B/A、あるいはA/B/A´の構成を取ることができるが、特に両面の表面特性を変える必要のない場合は、両側の層を同じ組成に設計としたA/B/Aの構成とする方が、製造が容易であり好ましい。ここで、A、A´、B、Cは組成が同一でないものとする。
これは、無機粒子とポリエステル樹脂との境界に出来るボイド(空隙)を介して、におい成分が抜け、保香性が低下する点を改善することにもつながるというメリットもある。
さらに内層部にフィルム表面の特性に悪影響を与えない範囲で、製膜工程で発生するエッジ部分の回収原料、あるいは他の製膜工程のリサイクル原料などを適時混合して使用することが容易となり、コスト的にも優位である。
溶融樹脂組成物の押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
以下に詳細に説明する。長手方向とは、未延伸シートを走行させる方向を、幅方向とはそれと直角方向を意味する。
ここでいう製膜速度とは、延伸工程を経てマスターロールに巻き取られる際の二軸配向ポリエステルフィルムの走行速度(m/分)を意味する。
延伸時温度が(Tg+55)℃以下であり、さらに4.2倍以上である場合、高さ3nm未満の微細突起数を上記(1)の下限値以上としやすく、また長手方向と幅方向の分子配向のバランスがよく、長手方向と幅方向の物性差が小さく好ましい。また、得られる二軸延伸ポリエステルフィルムの平面性も良く好ましい。
一方、長手方向の延伸温度が(Tg+15)℃以上であり、さらに延伸倍率が4.7倍以下の場合、算術平均高さSaを上記(3)の上限値以下としやすい。熱弛緩工程におけるフィルムの走行方向とは逆方向に生じる引張応力(ボーイング現象)が大きくなり過ぎず好ましい。
幅方向の延伸時温度がTg+5℃以上であると、算術平均高さSaを上記(3)の上限値以下としやすく、また延伸時に破断が生じにくくなり、好ましい。
また延伸時温度がTg+40℃以下であると、高さ3nm未満の微細突起数を上記(1)の下限値以上としやすく、また、均一な幅方向の延伸がしやすくなり、幅方向の厚み斑が大きくなりにくいため、フィルムロール表面の巻硬度の幅方向のばらつきが大きくなりにくく好ましい。
より好ましくはTg+8℃以上Tg+37℃以下であり、更に好ましくはTg+11℃以上Tg+34℃以下である。
未延伸シートを長手方向に延伸して得られたフィルムの幅方向への延伸倍率は4.0倍以上6倍以下が好ましい。
幅方向延伸倍率が4.0倍以上であると、高さ3nm未満の微細突起数を上記(1)の下限値以上としやすく、また物質収支的に高い収率が得られやすい上に、力学強度が低下しないほか、幅方向の厚み斑が大きくなりにくく、フィルムロールの幅方向の巻硬さのばらつきが生じにくく好ましい。幅方向延伸倍率は4.1倍以上がより好ましく、4.2倍以上がさらに好ましい。
また幅方向延伸倍率が6倍以下であると、算術平均高さSaを上記(3)の上限値以下としやすく、また延伸製膜時に破断しにくくなり好ましい。
熱固定温度が240℃以上の場合、高さ3nm未満の微細突起数を上記(1)の下限値以上としやすく、また長手方向および幅方向ともに熱収縮率が高くなりすぎず、蒸着加工時の熱寸法安定性が良くなるため好ましい。
一方、熱固定温度が250℃以下の場合、ボーイングが増加しにくく好ましい。
弛緩率が4%以上の場合、得られる二軸延伸ポリエステルフィルムの幅方向の熱収縮率が高くなりすぎず、蒸着加工時の寸法安定性が良きなるため好ましい。
一方、弛緩率が8%以下の場合、フィルムの幅方向中央部のフィルムの走行方向とは逆方向に生じる引張応力(ボーイング現象)が大きくなり過ぎず、幅方向のフィルム厚み変動率が大きくならず好ましい。
これらを軽減させる方法としては、例えば、上下部のノズルから吹き出す熱風の風速を調整することで、フィルムが平行になるように保つことが挙げられる。
本発明の二軸配向ポリエステルフィルムの少なくとも一方の面は下記(1)~(3)をすべて満たすのが好ましい。それぞれについて詳細に説明する。
(1)面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上600ケ以下である。
(2)面積4×10-12m2あたりの高さ3nm以上の微細突起数が300ケ以上600ケ以下である。
(3)算術平均高さSaが0.010μm以上0.025μm以下である。
二軸配向ポリエステルフィルムは電気絶縁性を有するためフィルム製造工程や加工工程で搬送ロールとの接触、剥離などにより部分的に帯電した部分であるスタティックマークや、蓄えられた静電気が放電すること等に起因するスタティックマーク放電痕が発生しやすいが、面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上であるとスタティックマークやスタティックマーク放電痕が少なくなり、コート層を形成後にコート斑が生じにくかったり、形成した無機薄膜層のガスバリア性能が向上したり、二次加工後の性能が向上しやすい。
その理由は、面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上であると、製造されたフィルムを搬送したり、それを巻取る工程において、フィルムと金属ロールが強い力で接触し、フィルム表面の高い突起が押し込まれた場合でもフィルム表面と金属ロールが接する面積は極めて小さくなるため、摩擦による帯電量が小さくなり、その結果、スタティックマークとスタティックマーク放電痕が少なくなると考えられる。さらに好ましくは300ケ以上であり、より好ましくは400ケ以上であり、特に好ましくは500ケ以上である。この傾向はフィルム同士が接触して起こる摩擦の場合にもにあてはまる。
高さ3nm未満の微細突起数はフィルムの滑り性をより向上させたり、ブロッキング性を低下させるものではないが、フィルム表面に形成した無機薄膜層のガスバリア性にも悪影響を与えにくいという特徴をもつ。
また、高さ3nm未満の微細突起数が600ケ以下の範囲であってもスタティックマークやスタティックマーク放電痕は十分少ない。
高さ3nm以上の微細突起数が300ケ以上であるとフィルム同士の動摩擦係数が小さくなりすぎず、二軸配向ポリエステルフィルムは電気絶縁性を有するためフィルム製造工程や加工工程で搬送ロールとの接触、剥離などにより部分的に帯電した部分であるスタティックマークや、蓄えられた静電気が放電すること等に起因するスタティックマーク放電痕をより発生しにくくできるため好ましい。さらに好ましくは400ケ以上であり、より好ましくは500ケ以上である。
高さ3nm以上の微細突起数が600ケ以下であれば、形成した無機薄膜層のガスバリア性も十分に得られる。
算術平均高さSaが0.010μm以上であるとフィルム間及びフィルム表面に形成された突起と突起の間の凹部のフィルムロール内のフィルム同士の癒着(ブロッキング現象)が発生しにくく、フィルムの二次加工をスムーズに行えるため好ましい。さらに好ましくは0.013μm以上であり、より好ましくは0.017μm以上であり、特に好ましくは0.020μm以上である。
算術平均高さSaが0.025μm以下であると、二軸配向ポリエステルフィルムのヘイズ、特に外部ヘイズが低下し、透明性に優れるため好ましい。さらに好ましくは0.023μm以下であり、より好ましくは0.020μm以下である。
もう一方のフィルム表面の算術平均高さSaも同様の範囲が好ましい。
本発明の二軸配向ポリエステルフィルムの一方の面とその反対面の間の動摩擦係数は0.20以上0.60以下であることが好ましい。
0.20以上であるとフィルム同士が滑りすぎず、フィルム製造時あるいはスリット時にワインダー装置によりフィルムロールを巻き取る時に、フィルムロールにシワが生じにくく、二次加工性が低下しにくい。さらに好ましくは0.30以上であり、最も好ましくは0.35以上である。
また、0.60以下であるとフィルム同士が滑るので、フィルム製造時あるいはスリット時にワインダー装置によりフィルムロールを巻き取る時に、フィルムロールに巻ズレが生じにくく、二次加工性が低下しにくい。さらに好ましくは0.50以下であり、最も好ましくは0.44以下である。
本発明の二軸配向ポリエステルフィルムの一方の面とその反対面の間の静止摩擦係数は0.20以上0.60以下であることが好ましい。
0.20以上であるとフィルム同士が滑りすぎず、フィルム製造時あるいはスリット時にワインダー装置によりフィルムロールを巻き取る時に、フィルムロールにシワが生じにくく、二次加工性が低下しにくい。さらに好ましくは0.30以上であり、最も好ましくは0.35以上である。
また、0.60以下であると、フィルム同士が滑るので、フィルム製造時あるいはスリット時にワインダー装置によりフィルムロールを巻き取る時に、フィルムロールに巻ズレが生じにくく、二次加工性が低下しにくい。さらに好ましくは0.50以下であり、特に好ましくは0.44以下であり、最も好ましくは0.40以下である。
本発明の二軸配向ポリエステルフィルムの上記(1)~(3)すべてを満たす面の最大高さSzが0.5μm以上2.0μm以下が好ましい。
最大高さSzが0.5μm以上であるとマスターロールを巻き取る際、あるいはマスターロールをスリットし、巻芯に二軸配向ポリエステルフィルムを巻き取る時に互いに接するフィルムの間に巻き込む空気の量が多くなりにくく、フィルムの伸びや変形が少ない。また、フィルムロール中の空気が抜けた後のロール中のフィルムが弛みにくい。ポリエステル樹脂に含まれる粒子の重量平均粒径が0.8μm以上であると最大高さSzを0.5μm以上としやすい。
最大高さSzが2.0μm以下であると二軸配向ポリエステルフィルムの表面上における、二次加工後のコート膜や無機薄膜層の抜けや欠陥などが少なくなりやすい。長手方向の延伸時温度がTg+40℃以下であるか、延伸倍率が4.2倍以上であると、最大高さSzを2.0μm以下としやすい。
もう一方のフィルム表面の最大高さSzも同様である。
本発明の二軸配向ポリエステルフィルムの外部ヘイズが1.8%以下であることが好ましい。外部ヘイズが1.8%以下であるとフィルム表面の平滑性を損ないにくく、フィルム製造工程では搬送ロールとの接触、剥離などによる帯電が発生しにくく、スタティックマークやスタティックマーク放電痕などの帯電による品質不良が発生しにくいため好ましい。さらに好ましくは1.6%以下であり、より好ましくは1.4%下であり、特に好ましくは1.2%以下であり、最も好ましくは1.0%以下である。
本発明の二軸配向ポリエステルフィルムの内部ヘイズが2.5%以下であることが好ましい。内部ヘイズが2.5%以下であると透明性が低下しにくく好ましい。さらに好ましくは2.0%以下であり、より好ましくは1.8%以下であり、特に好ましくは1.6%以下である。
本発明の二軸配向ポリエステルフィルムの一方の面には、低温プラズマ処理やコロナ放電処理等の表面処理による表面改質が行われてもよい。
このとき、本発明の二軸配向ポリエステルフィルムの上記(1)~(3)すべてを満たす面の濡れ張力は50mN/m以上が好ましく、52mN/m以上がより好ましい。
上限は特に無いが、55mN/m以下の範囲であっても、二次加工のコートや蒸着薄膜を行った後の性能には十分である。
本発明の二軸配向ポリエステルフィルムのフィルム厚みは、5~40μmが好ましい。5μm以上であるとフィルムとしての強度やコシ感が低下せず、ワインダー装置により巻き取る際、フィルムロールにシワが入りにくく好ましい。一方、フィルム厚みは40μm以下の範囲であれば強度やコシ感は十分に得られ、コストの観点から薄肉化することが好ましい。フィルムの厚みは8~30μmがより好ましく、9μm~20μmが特に好ましい。
本発明の二軸配向ポリエステルフィルムの下記(1)~(3)すべてを満たす少なくとも一方の面に無機薄膜層やアルミ箔のような金属箔などのガスバリア層を設けることができる。
(1)面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上600ケ以下である。
(2)面積4×10-12m2あたりの高さ3nm以上の微細突起数が300ケ以上600ケ以下である。
(3)算術平均高さSaが0.010μm以上0.025μm以下である。
ウレタン樹脂の酸価は10~60mgKOH/gの範囲内であるのが好ましい。より好ましくは15~55mgKOH/gの範囲内、さらに好ましくは20~50mgKOH/gの範囲内である。ウレタン樹脂の酸価が前記範囲であると、水分散液とした際に液安定性が向上し、また保護層は高極性の無機薄膜上に均一に堆積することができるため、コート外観が良好となる。
前記のウレタン樹脂は、ガスバリア性向上の面から、芳香族又は芳香脂肪族ジイソシアネート成分を主な構成成分として含有するウレタン樹脂を用いることがより好ましい。
その中でも、メタキシリレンジイソシアネート成分を含有することが特に好ましい。上記樹脂を用いることで、芳香環同士のスタッキング効果によりウレタン結合の凝集力を一層高めることができ、結果として良好なガスバリア性が得られる。
本発明においては、ウレタン樹脂中の芳香族又は芳香脂肪族ジイソシアネートの割合を、ポリイソシアネート成分(F)100モル%中、50モル%以上(50~100モル%)の範囲とすることが好ましい。芳香族又は芳香脂肪族ジイソシアネートの合計量の割合は、60~100モル%が好ましく、より好ましくは70~100モル%、さらに好ましくは80~100モル%である。このような樹脂として、三井化学社から市販されている「タケラック(登録商標)WPB」シリーズは好適に用いることが出来る。芳香族又は芳香脂肪族ジイソシアネートの合計量の割合が50モル%未満であると、良好なガスバリア性が得られない可能性がある。
本発明の二軸配向ポリエステルフィルムを基材フィルムとして他素材の層を積層し、積層体としても良い。その方法として、二軸配向ポリエステルフィルムを作製後に貼り合わせるか、製膜中に貼り合わせることができる。
ヒートシール性樹脂層の形成は、通常押出しラミネート法あるいはドライラミネート法によりなされる。
ヒートシール性樹脂層を形成する熱可塑性重合体としては、シーラント接着性が充分に発現できるものであればよく、HDPE、LDPE、LLDPEなどのポリエチレン樹脂類、ポリプロピレン樹脂。エチレン-酢酸ビニル共重合体、エチレン-α-オレフィンランダム共重合体、アイオノマー樹脂等を使用できる。
シーラント層の厚さは、10~100μmが好ましく、20~60μmがより好ましい。
[ガラス転移転(Tg)]
示差走査熱量分析装置(エスアイアイ・ナノテクノロジー株式会社製DSC6220型)を用いて、樹脂試料5mgを窒素雰囲気下にて280℃まで溶融し、5分間保持した後、液体窒素にて急冷し、室温より昇温速度20℃/分の条件にて測定した。
ポリエステル樹脂0.2gをフェノール/1,1,2,2-テトラクロルエタン(60/40(重量比))の混合溶媒50ml中に溶解し、30℃でオストワルド粘度計を用いて測定した。単位はdl/g。
[フィルムの厚み]
JIS K7130-1999 A法に準拠し、ダイアルゲージを用いて測定した。
得られたフィルムから縦方向5cm×横方向5cmの面積に切り出し、日本電色工業株式会社製の濁度計(NDH5000)を用いて、25℃で可視光線の全波長に対して、JIS-K7136に準拠して、全ヘイズを測定した。
同様にして、石英ガラス板2枚の間にツェーデル油のみを挟んだ構成の積層体のヘイズ(以下、「ヘイズH1」)、及び、ツェーデル油で表面を均一に濡らしたポリエステルフィルムを石英ガラス板2枚の間に挟んだ構成の積層体のヘイズ(以下、「ヘイズH2」)を測定した。
次いで、下記式に従って内部ヘイズを求める。
内部ヘイズ=ヘイズ(H2)-ヘイズ(H1)・・・式1
外部ヘイズは、全ヘイズから内部ヘイズを差し引くことによって求められる値とする。
なお、全ヘイズ、内部ヘイズ、及び外部ヘイズは、いずれも可視光線の全波長に対するヘイズを指す。
得られたフィルムから縦方向10cm×横方向10cmの面積に切り出し、Zygo社製の白色レーザー干渉計(NEW VIEW8300)を用い、下記の観察条件にて走査を行い、算術平均高さ(μm)と最大高さ(μm)を測定した。測定は、未溶融物や埃等の異物を除く表面を対象とした。
測定箇所は10cm×10cmのサンプルの任意の箇所10点で測定し、その平均値をそれぞれ算術平均高さSa、最大高さSzとした。
(観察条件)
・対物レンズ:10倍
・ズームレンズ:1倍
・視野:0.82×0.82mm
・サンプリング間隔:0.803μm
・想定測定時間:4秒
・タイプ:Surface
・モード:CSI
・Z解像度:High
・スキャン長:20μm
・カメラモード:1024×1024@100Hz
・シャッター速度:100%
・光量:1.3%
・オプション:SureScan Off
SmartPsi Averages 4
ノイズ低減
・信号処理オプション:フリンジ次数解析 Advanced
フリンジ除去ON
得られたフィルムから長手方向400mm×幅方向100mmの面積に切り出し、試料フィルムを作製した。これを23℃、65%RHの雰囲気下で12時間エージングし、試験テーブル用として縦方向300mm×横方向100mmの試験片、滑り片用に縦長手方向100mm×幅方向100mmの試験片に分けた。
試験テーブル用試験片を試験テーブルにセットし、滑り片用試験片は、金属製の荷重が1.5kgの滑り片の底面(面積の大きさが39.7mm2、正方形)に、それぞれがキャスティングドラムに接した面が対面するように、両面テープで貼りつけた。
試験片の滑り速度を200mm/分、23℃、65%RH条件下で、その他はJIS K-7125に準拠し、動摩擦係数と静止摩擦係数とをそれぞれ測定し、3回の測定の平均を用いた。
得られたフィルムから長手方向10mm×幅方向10mmの面積に切り出し、 島津製作所社製の走査型プローブ顕微鏡(SPM-9700)を用い、下記の観察条件にて測定を行い、測定面の画像を取り込んだ。
得られた画像(高さトレース)について、下記の条件にて画像処理を行った。
SPM-9700シリーズの粒子解析ソフトウェアを用いて、下記の粒子解析条件で抽出する粒子のしきい値を3nmとして3nm以上の粒子数および3nm未満の粒子数を、面積4×10-12m2(2μm×2μm角)内でカウントした。
測定は場所を変えて5回行い、カウント数の最も多いものと少ないものを除いた3回の平均値を計算し、微細突起数とした。
(観察条件)
・カンチレバー:Si(シリコン)製
・走査モード:位相モード
・走査速度:2Hz
・走査範囲:2μm
・画素数:256×256
・オフセットX:0μm
・オフセットY:0μm
・走査角度:0°
・オペレーティングポイント:1.0V
・Pゲイン:0.001
・Iゲイン:1500
・オフセットZ:0μm
・Zレンジ:×2
・走査モード:力一定
(画像処理)
・傾き補正:X方向の平均値(X)、Y方向の平均値(Y)、ラインフィット(L)
・ノイズラインの除去:モード(範囲指定)、自動選択
(粒子解析)
・ターゲットの形状:粒子
・XYしきい値:30%
・無視するピクセル数:5
得られたフィルムから長手方向80mm×幅方向50mmの面積に切り出し、試料フィルムを作製した。これを23℃、50%RHの雰囲気下で16時間エージングした。大栄科学精器製作所社製の摩擦帯電圧測定機(RST-300a)を用いて、摩擦帯電圧の測定を行った。
試料サンプルを回転装置に固定し、ドラム回転速度400rpmで60秒間、金属板と摩擦し発生した静電気を測定し、最大値を摩擦帯電圧とした。測定した摩擦帯電圧により以下の判定基準で評価した。
◎:摩擦帯電圧200V未満
○:摩擦帯電圧200V以上、500V未満
△:摩擦帯電圧500V以上、1000V未満
×:摩擦帯電圧1000V以上
得られた幅方向に550mm、長手方向に500mで巻き取った2軸配向ポリエステルフィルムローを西村製作所社製のスリッター(FN105E型)を用いて、速度15m/min、巻取張力100N/m(ユニット張力設定)で巻き返しを実施した。
このときの静電除去は、スリッターについている静電除去装置をONとし、巻出ロールと傾き調整ローラの間に除電ブラシ(アキレス社製「NSP-2S」)をフィルムの上下面側に設置して静電除去を行った。
得られたフィルムロール最表面のフィルム端部からフィルムを巻き出して、フィルム端部から2m除去した後にフィルムを幅方向の中央部10cm、長手方向に10cmの長さでサンプリングし、春日電機社製の帯電分布判定トナーを使用し、フィルム表面の帯電状態を可視化した。以下の判定基準でフィルムロールの帯電性を評価した。
◎:スタティックマークやスタティックマーク放電痕やトナー付着がない。
○:スタティックマークやスタティックマーク放電痕が観察されないが、トナーが付着している。
×:スタティックマークやスタティックマーク放電痕が観察される。
得られたフィルムから長手方向400mm×幅方向300mmの面積に切り出し、温度23℃、相対湿度50%で24時間エージング後、温度23℃、相対湿度50%の試験雰囲気とした以外は、JIS-K-7100に準拠しコロナ処理面を下記手順で測定した。
試験片をハンドコータの基板の上に置き、試験片の上に試験用混合液を数滴滴下して、直ちにワイヤバーを引いて広げる。綿棒又はブラシを使用して試験用混合液を広げる場合は、液体は少なくとも6cm2以上の面積に速やかに広げる。液体の量は、たまりを作らないで、薄層を形成する程度にする。
濡れ張力の判定は,試験用混合液の液膜を明るいところで観察し、3秒後の液膜の状態で行う。液膜破れを生じないで、3秒以上、塗布されたときの状態を保っているのは、ぬれていることになる。
濡れが3秒以上保つ場合は、さらに、次に表面張力の高い混合液に進む。
また逆に、3秒以下で液膜が破れる場合は、次の表面張力の低い混合液に進む。この操作を繰り返し、試験片の表面を正確に、3秒間で濡らすことができる混合液を選ぶ。
各々の試験には,新しい綿棒を使用する。ブラシ又はワイヤバーは,残留する液体が蒸発によって組成及び表面張力を変化させるので、使用ごとにメタノールで洗浄し、乾燥させる。
コロナ処理面の表面を3秒間でぬらすことができる混合液を選ぶ操作を少なくとも3回行う。このようにして選ばれた混合液の表面張力をフィルムの濡れ張力として報告する。
原料として、表面層(A)に平均粒径が1.7μmの不定形シリカ粒子とポリエチレンテレフタレート(極限粘度=0.62dl/g、Tg=78℃)を粒子の含有量が2400重量ppmとなるように混合した樹脂組成物を、基層(B)に平均粒径が1.3μmのシリカとポリエチレンテレフタレート(極限粘度(IV)=0.62dl/g、Tg=78℃)を粒子の含有量が400重量ppmとなるように混合した樹脂組成物を用いた。
2台の溶融押出機を用い、それぞれの原料樹脂を、乾燥後、第1の押出機より表面層(A)形成混合樹脂を285℃の樹脂温度で溶融押出しし、第2の押出機により基層(B)形成混合樹脂を285℃の樹脂温度にて溶融し、キャススティングドラムに接触する側から表面層(A)/基層(B)/表面層(A)の順番に、Tダイ内にて厚み比が1/10/1(μm)になるように合流積層し、T字の口金から吐出させ、表面温度が35℃のキャスティングドラムにて冷却固化させ、未延伸のポリエチレンテレフタレートシートを得た。その際、直径0.15mmのワイヤー状電極を使用して静電印加し、冷却ドラムに密着させて3層未延伸フィルムを得た。
得られた未延伸フィルムを115℃に加熱し、一段目を1.24倍、二段目を1.4倍、3段目を2.6倍とした三段延伸にて、全延伸倍率4.5倍で長手方向に延伸した。
引き続き、温度140℃、延伸倍率4.3倍にて幅方向に延伸し、245℃で熱固定し、幅方向に5%熱弛緩処理を行い、チルロールに接触した側のA層表面に40W・min/m2の条件でコロナ処理を行い、フィルム厚み12μmの二軸配向ポリエステルフィルムを得て、幅方向に550mm、長手方向に巻長500mで巻き取った。
得られたフィルムの原料組成および製膜条件を表1に示した。また、得られたフィルムの物性及び評価結果を表2に示した。フィルムの評価はチルロールに接触した側のA層表面で行った。
原料として、シリカ粒子を平均粒径が1.3μmの不定形シリカ粒子に変更し、シリカ粒子含有量を2000重量ppmに変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が1.3μmの不定形シリカ粒子にし、シリカ粒子含有量を1500重量ppmに変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、表面層(A)に平均粒径が1.3μmの不定形シリカ粒子とポリエチレンテレフタレート(極限粘度=0.62dl/g、Tg=78℃)をシリカ粒子含有量が1500重量ppmとなるように混合した樹脂組成物を、基層(B)に平均粒径が1.3μmのシリカとポリエチレンテレフタレート(極限粘度=0.62dl/g、Tg=78℃)を粒子含有量が400重量ppmとなるように混合した樹脂組成物を用いた。
2台の溶融押出機を用い、それぞれの原料樹脂を、乾燥後、第1の押出機より表面層(A)形成混合樹脂を285℃の樹脂温度で溶融押出しし、第2の押出機により基層(B)形成混合樹脂を285℃の樹脂温度にて溶融し、チルロール接触側から表面層(A)/基層(B)/表面層(A)の順番に、Tダイ内にて厚み比が1/10/1(μm)になるように合流積層し、T字の口金から吐出させ、キャスティングドラムにて冷却固化させ、未延伸のポリエチレンテレフタレートシートを得た。その際、直径0.15mmのワイヤー状電極を使用して静電印加し、冷却ドラムに密着させて3層未延伸フィルムを得た。
得られた未延伸フィルムを115℃に加熱し、一段延伸にて、全延伸倍率4.5倍で長手方向に延伸した。
引き続き、温度140℃、延伸倍率4.5倍にて幅方向に延伸し、245℃で熱固定し、幅方向に5%熱弛緩処理を行い、フィルム厚み12μmの二軸配向ポリエステルフィルムを得て、幅方向に550mm、長手方向に巻長500mで巻き取った。
尚、フィルムの評価で行った表面A層はチルロールに接触した側の面で行った。
得られたフィルムの原料組成および製膜条件を表1に示した。また、得られたフィルムの物性及び評価結果を表2に示した。フィルムの評価はチルロールに接触した側のA層表面で行った。
原料として、シリカ粒子を平均粒径が1.3μmの球状シリカ粒子に変更した以外は、実施例3と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が1.0μmの球状シリカ粒子に変更した以外は、実施例3と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が1.0μmの球状シリカ粒子に変更し、シリカ粒子含有量を1200重量ppm含有に変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が0.8μmの不定形シリカ粒子に変更した以外は、実施例3と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。
原料として、シリカ粒子を平均粒径が2.7μmの不定形シリカ粒子に変更し、シリカ粒子含有量を1500重量ppmに変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が2.4μmの不定形シリカ粒子に変更し、シリカ粒子含有量を1500重量ppmに変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、表面層(A)に平均粒径が1.3μmの不定形シリカ粒子とポリエチレンテレフタレート(極限粘度=0.62dl/g、Tg=78℃)をシリカ粒子含有量が1500重量%ppmとなるように混合した樹脂組成物含有した、基層(B)に平均粒径が1.3μmのシリカポリエチレンテレフタレート(極限粘度=0.62dl/g、Tg=78℃)を粒子含有量が400重量ppmとなるように混合した樹脂組成物を用いた。
2台の溶融押出機を用い、それぞれの原料樹脂を、乾燥後、第1の押出機より表面層(A)形成混合樹脂を285℃の樹脂温度で溶融押出しし、第2の押出機により基層(B)形成混合樹脂を285℃の樹脂温度にて溶融し、チルロール接触側から表面層(A)/基層(B)/表面層(A)の順番に、Tダイ内にて厚み比が1/10/1(μm)になるように合流積層し、T字の口金から吐出させ、キャスティングドラムにて冷却固化させ、未延伸のポリエチレンテレフタレートシートを得た。その際、直径0.15mmのワイヤー状電極を使用して静電印加し、冷却ドラムに密着させて3層未延伸フィルムを得た。
得られた未延伸フィルムを115℃に加熱し、一段目を1.24倍、二段目を1.4倍、3段目を2.3倍とした三段延伸にて、全延伸倍率4.0倍で長手方向に延伸した。
引き続き、温度105℃、延伸倍率4.0倍にて幅方向に延伸し、235℃で熱固定し、幅方向に5%熱弛緩処理を行い、フィルム厚み12μmの二軸配向ポリエステルフィルムを得て、幅方向に550mm、長手方向に巻長500mで巻き取った。
尚、フィルムの評価で行った表面A層はチルロールに接触した側の面で行った。
得られたフィルムの原料組成および製膜条件を表1に示した。また、得られたフィルムの物性及び評価結果を表2に示した。フィルムの評価はチルロールに接触した側のA層表面で行った。
原料として、シリカ粒子を平均粒径が1.3μmの不定形シリカ粒子に変更し、シリカ粒子含有量を900重量ppm含有に変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が1.3μmの不定形シリカ粒子に変更し、シリカ粒子含有量を5000重量ppm含有に変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
原料として、シリカ粒子を平均粒径が0.5μmの球状シリカ粒子に変更し、シリカ粒子含有量を1500重量ppm含有に変更した以外は、実施例1と同様に二軸延伸フィルムを製膜して、厚さ12μmの二軸配向ポリエステルフィルムを得た。得られたフィルムの物性及び評価結果を表2に示す。
しかも、算術平均高さSaが大きすぎるため、外部ヘイズが大きく、透明性に劣るものであった。
しかも、算術平均高さSaが大きすぎるため、外部ヘイズが大きく、透明性に劣るものであった。
また、スタティックマークやスタティックマーク放電痕などの帯電による品質不良が少ないため、コートや蒸着などの二次加工後の性能に優れる。
したがって、食品包装用途、特にガスバリア性を有するフィルムへの用途において有用であり、産業界に大きく寄与することが期待される。

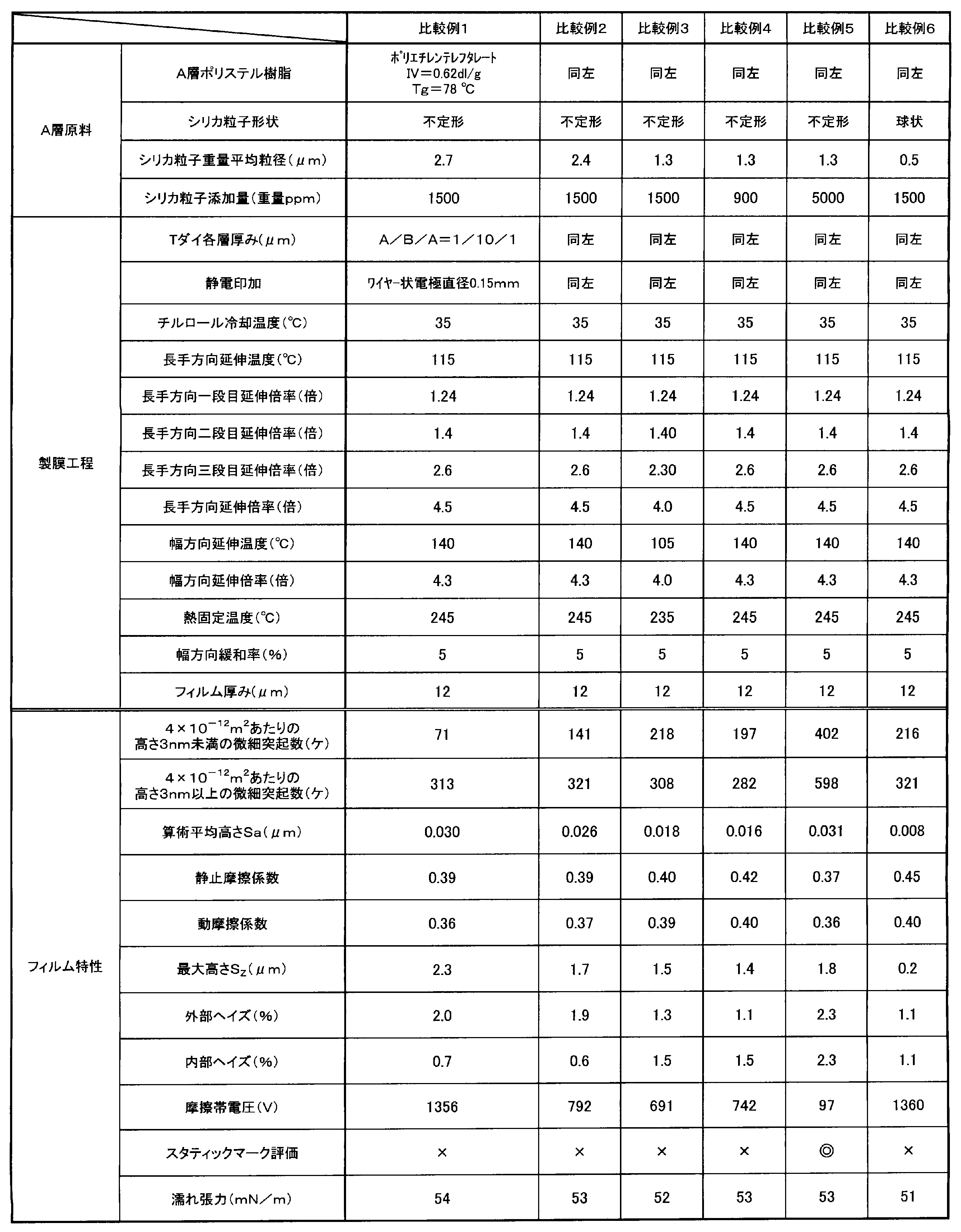
Claims (5)
- 粒子を含むポリエステル樹脂組成物からなる二軸配向ポリエステルフィルムであって、少なくとも一方の面が下記要件(1)~(3)をすべて満たす二軸配向ポリエステルフィルム。
(1)面積4×10-12m2あたりの高さ3nm未満の微細突起数が250ケ以上600ケ以下である。
(2)面積4×10-12m2あたりの高さ3nm以上の微細突起数が300ケ以上600ケ以下である。
(3)算術平均高さSaが0.010μm以上0.025μm以下である。 - 前記二軸配向ポリエステルフィルムの前記要件(1)~(3)をすべて満たす面とその反対面の動摩擦係数が0.20以上0.60以下である請求項1に記載の二軸配向ポリエステルフィルム。
- 前記二軸配向ポリエステルフィルムの前記要件(1)~(3)をすべて満たす面の濡れ張力が50mN/m以上である請求項1又は2に記載の二軸配向ポリエステルフィルム。
- 前記二軸配向ポリエステルフィルムの外部ヘイズが1.8%以下であり、内部ヘイズが2%以下である請求項1~3のいずれかに記載の二軸配向ポリエステルフィルム。
- 前記二軸配向ポリエステルフィルムの厚みが5μm以上40μm以下である請求項1~4のいずれかに記載の二軸配向ポリエステルフィルム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021536834A JP7619264B2 (ja) | 2019-07-31 | 2020-06-23 | 二軸配向ポリエステルフィルム |
| KR1020227002644A KR20220043117A (ko) | 2019-07-31 | 2020-06-23 | 2축 배향 폴리에스테르 필름 |
| CN202080054406.1A CN114207029B (zh) | 2019-07-31 | 2020-06-23 | 双轴取向聚酯薄膜 |
| EP20847260.5A EP4006087A4 (en) | 2019-07-31 | 2020-06-23 | BIAXIALLY ORIENTED POLYESTER FILM |
| US17/627,096 US12473408B2 (en) | 2019-07-31 | 2020-06-23 | Biaxially oriented polyester film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019140553 | 2019-07-31 | ||
| JP2019-140553 | 2019-07-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021019965A1 true WO2021019965A1 (ja) | 2021-02-04 |
Family
ID=74229063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/024621 Ceased WO2021019965A1 (ja) | 2019-07-31 | 2020-06-23 | 二軸配向ポリエステルフィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12473408B2 (ja) |
| EP (1) | EP4006087A4 (ja) |
| JP (1) | JP7619264B2 (ja) |
| KR (1) | KR20220043117A (ja) |
| CN (1) | CN114207029B (ja) |
| TW (1) | TWI858087B (ja) |
| WO (1) | WO2021019965A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022168702A1 (ja) * | 2021-02-03 | 2022-08-11 | ||
| WO2022168703A1 (ja) * | 2021-02-03 | 2022-08-11 | 東洋紡株式会社 | 二軸配向ポリエステルフィルム及びその製造方法 |
| CN115722640A (zh) * | 2022-11-11 | 2023-03-03 | 中冶赛迪工程技术股份有限公司 | 改善连铸小方坯表面回温的二冷喷嘴布置方法 |
| JPWO2023100433A1 (ja) * | 2021-11-30 | 2023-06-08 | ||
| US12473408B2 (en) | 2019-07-31 | 2025-11-18 | Toyobo Co., Ltd. | Biaxially oriented polyester film |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102754162B1 (ko) * | 2023-12-22 | 2025-01-14 | 율촌화학 주식회사 | 세라믹 시트용 이형필름 |
| KR102754163B1 (ko) * | 2023-12-22 | 2025-01-14 | 율촌화학 주식회사 | 세라믹 시트용 이형필름 |
| KR102754164B1 (ko) * | 2023-12-22 | 2025-01-14 | 율촌화학 주식회사 | 세라믹 시트용 이형필름 |
| KR102755460B1 (ko) * | 2023-12-22 | 2025-01-21 | 율촌화학 주식회사 | 세라믹 시트용 이형필름 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4834923B1 (ja) | 1968-05-18 | 1973-10-24 | ||
| JPH0460644A (ja) * | 1990-06-29 | 1992-02-26 | Diafoil Co Ltd | 電子写真用ポリエステルフィルム |
| JPH10119172A (ja) | 1996-08-27 | 1998-05-12 | Toray Ind Inc | 蒸着2軸配向ポリエステルフイルム |
| JPH1110725A (ja) | 1997-06-27 | 1999-01-19 | Toray Ind Inc | 透明蒸着用ポリエステルフィルム |
| JPH1135718A (ja) * | 1997-07-17 | 1999-02-09 | Toyobo Co Ltd | 抗菌性白色ポリエステル系フィルム及び抗菌性積層白色ポリエステル系フィルム |
| JP2003291292A (ja) * | 2002-04-03 | 2003-10-14 | Mitsubishi Chemicals Corp | 離型フィルム |
| CN106142794A (zh) * | 2016-06-29 | 2016-11-23 | 安徽国风塑业股份有限公司 | 一种电子胶带用双向拉伸聚酯薄膜的制备方法及其薄膜 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4761327A (en) | 1986-01-17 | 1988-08-02 | Teijin Limited | Biaxially oriented aromatic polyester film |
| JP3146973B2 (ja) * | 1996-05-01 | 2001-03-19 | 東洋製罐株式会社 | ラミネート板及びこれを用いた製缶方法 |
| DE19741878A1 (de) | 1997-09-23 | 1999-03-25 | Hoechst Diafoil Gmbh | Mehrschichtige, biaxial orientierte Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE19930981A1 (de) | 1999-07-05 | 2001-01-11 | Mitsubishi Polyester Film Gmbh | Mehrschichtige, biaxial orientierte Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung als Magnetbandfolie ohne Rückseitenbeschichtung |
| MXPA02001863A (es) | 1999-08-24 | 2003-07-14 | Toyo Boseki | Catalizador de polimerizacion de poliester, poliester producido usando el mismo y proceso para producir poliester. |
| JP3506236B2 (ja) | 1999-08-24 | 2004-03-15 | 東洋紡績株式会社 | ポリエステル重合触媒およびこれを用いて製造されたポリエステルならびにポリエステルの製造方法 |
| CN1212227C (zh) | 2000-03-07 | 2005-07-27 | 东丽株式会社 | 聚酯薄膜及其制备方法 |
| JP3461175B2 (ja) | 2000-09-12 | 2003-10-27 | 東洋紡績株式会社 | ポリエステル重合触媒及びこれを用いて製造されたポリエステル並びにポリエステルの製造方法 |
| JP2002249602A (ja) | 2001-02-23 | 2002-09-06 | Toyobo Co Ltd | 配向ポリエステルフィルム |
| JP5028713B2 (ja) | 2001-02-23 | 2012-09-19 | 東洋紡績株式会社 | 配向ポリエステルフィルム |
| JP4834923B2 (ja) * | 2001-06-18 | 2011-12-14 | 東レ株式会社 | 蒸着用ポリエステルフィルム及び蒸着ポリエステルフィルム |
| CN1622880A (zh) * | 2002-01-30 | 2005-06-01 | 三菱聚酯薄膜公司 | 脱模薄膜 |
| JP2012097163A (ja) | 2010-10-29 | 2012-05-24 | Dainippon Printing Co Ltd | ポリエステル樹脂組成物 |
| US20130344345A1 (en) | 2011-07-08 | 2013-12-26 | Toray Plastics (America), Inc. | Biaxially oriented bio-based polyester window films and laminates |
| JP6036099B2 (ja) | 2012-09-27 | 2016-11-30 | 東洋紡株式会社 | Petボトル再生原料を使用した二軸配向ポリエステルフィルム |
| CN104470719B (zh) | 2012-10-19 | 2016-06-08 | 东丽株式会社 | 脱模用双轴取向聚酯膜 |
| CN107003458B (zh) * | 2014-11-19 | 2020-01-21 | 东丽株式会社 | 叠层膜 |
| DE102015120760A1 (de) | 2015-11-30 | 2017-06-01 | Mitsubishi Polyester Film Gmbh | Transparente, biaxial orientierte Polyesterfolie mit einseitig glatter Oberfläche und guter Wickelbarkeit |
| WO2020031197A1 (en) | 2018-08-09 | 2020-02-13 | Polyplex Corporation Limited | Biaxially oriented formable polyester film |
| US12186971B2 (en) | 2018-11-07 | 2025-01-07 | Toyobo Co., Ltd. | Biaxially oriented polyester film and method for producing same |
| EP3925758B1 (en) | 2019-02-14 | 2024-12-11 | Toyobo Co., Ltd. | Biaxially stretched polyester film |
| WO2020170819A1 (ja) | 2019-02-18 | 2020-08-27 | 東洋紡株式会社 | 二軸延伸ポリエステルフィルムロール |
| WO2020195742A1 (ja) | 2019-03-26 | 2020-10-01 | 東洋紡株式会社 | ポリエステルフィルム及びその製造方法 |
| JPWO2020203105A1 (ja) | 2019-03-29 | 2020-10-08 | ||
| TWI858087B (zh) | 2019-07-31 | 2024-10-11 | 日商東洋紡股份有限公司 | 雙軸配向聚酯膜 |
| EP4074489B1 (en) | 2019-12-13 | 2025-07-09 | Toyobo Co., Ltd. | Biaxially oriented polyester film and production method therefor |
| US20240101770A1 (en) | 2021-02-03 | 2024-03-28 | Toyobo Co., Ltd. | Biaxially oriented polyester film and production method therefor |
| KR20230137888A (ko) | 2021-02-03 | 2023-10-05 | 도요보 가부시키가이샤 | 이축 배향 폴리에스테르 필름 및 그 제조 방법 |
-
2020
- 2020-06-22 TW TW109121024A patent/TWI858087B/zh active
- 2020-06-23 WO PCT/JP2020/024621 patent/WO2021019965A1/ja not_active Ceased
- 2020-06-23 US US17/627,096 patent/US12473408B2/en active Active
- 2020-06-23 KR KR1020227002644A patent/KR20220043117A/ko not_active Ceased
- 2020-06-23 CN CN202080054406.1A patent/CN114207029B/zh active Active
- 2020-06-23 JP JP2021536834A patent/JP7619264B2/ja active Active
- 2020-06-23 EP EP20847260.5A patent/EP4006087A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4834923B1 (ja) | 1968-05-18 | 1973-10-24 | ||
| JPH0460644A (ja) * | 1990-06-29 | 1992-02-26 | Diafoil Co Ltd | 電子写真用ポリエステルフィルム |
| JPH10119172A (ja) | 1996-08-27 | 1998-05-12 | Toray Ind Inc | 蒸着2軸配向ポリエステルフイルム |
| JPH1110725A (ja) | 1997-06-27 | 1999-01-19 | Toray Ind Inc | 透明蒸着用ポリエステルフィルム |
| JPH1135718A (ja) * | 1997-07-17 | 1999-02-09 | Toyobo Co Ltd | 抗菌性白色ポリエステル系フィルム及び抗菌性積層白色ポリエステル系フィルム |
| JP2003291292A (ja) * | 2002-04-03 | 2003-10-14 | Mitsubishi Chemicals Corp | 離型フィルム |
| CN106142794A (zh) * | 2016-06-29 | 2016-11-23 | 安徽国风塑业股份有限公司 | 一种电子胶带用双向拉伸聚酯薄膜的制备方法及其薄膜 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4006087A4 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12473408B2 (en) | 2019-07-31 | 2025-11-18 | Toyobo Co., Ltd. | Biaxially oriented polyester film |
| JPWO2022168702A1 (ja) * | 2021-02-03 | 2022-08-11 | ||
| WO2022168703A1 (ja) * | 2021-02-03 | 2022-08-11 | 東洋紡株式会社 | 二軸配向ポリエステルフィルム及びその製造方法 |
| JPWO2022168703A1 (ja) * | 2021-02-03 | 2022-08-11 | ||
| WO2022168702A1 (ja) * | 2021-02-03 | 2022-08-11 | 東洋紡株式会社 | 二軸配向ポリエステルフィルム及びその製造方法 |
| US12479992B2 (en) | 2021-02-03 | 2025-11-25 | Toyobo Co., Ltd. | Biaxially oriented polyester film and production method therefor |
| JPWO2023100433A1 (ja) * | 2021-11-30 | 2023-06-08 | ||
| JP7789084B2 (ja) | 2021-11-30 | 2025-12-19 | 株式会社Nttドコモ | 文字列出力装置 |
| CN115722640A (zh) * | 2022-11-11 | 2023-03-03 | 中冶赛迪工程技术股份有限公司 | 改善连铸小方坯表面回温的二冷喷嘴布置方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI858087B (zh) | 2024-10-11 |
| CN114207029A (zh) | 2022-03-18 |
| EP4006087A4 (en) | 2023-08-09 |
| JPWO2021019965A1 (ja) | 2021-02-04 |
| CN114207029B (zh) | 2024-03-19 |
| US20220251314A1 (en) | 2022-08-11 |
| KR20220043117A (ko) | 2022-04-05 |
| US12473408B2 (en) | 2025-11-18 |
| EP4006087A1 (en) | 2022-06-01 |
| JP7619264B2 (ja) | 2025-01-22 |
| TW202112924A (zh) | 2021-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7619264B2 (ja) | 二軸配向ポリエステルフィルム | |
| JP7736136B2 (ja) | 二軸配向ポリエステルフィルム及びその製造方法 | |
| JP7533530B2 (ja) | 二軸配向ポリエステルフィルムロール | |
| EP4289599A1 (en) | Biaxially oriented polyester film and production method therefor | |
| JP2017065264A (ja) | 蒸着ポリエステルフィルム | |
| US12479992B2 (en) | Biaxially oriented polyester film and production method therefor | |
| TWI914480B (zh) | 雙軸配向聚酯薄膜及其製造方法 | |
| JP6826784B2 (ja) | 二軸配向ポリエステルフィルム、及び、二軸配向ポリエステルフィルムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20847260 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021536834 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020847260 Country of ref document: EP Effective date: 20220228 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202247003030 Country of ref document: IN |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17627096 Country of ref document: US |