WO2021049201A1 - 固形食品の製造方法及び固形乳の製造方法 - Google Patents
固形食品の製造方法及び固形乳の製造方法 Download PDFInfo
- Publication number
- WO2021049201A1 WO2021049201A1 PCT/JP2020/029579 JP2020029579W WO2021049201A1 WO 2021049201 A1 WO2021049201 A1 WO 2021049201A1 JP 2020029579 W JP2020029579 W JP 2020029579W WO 2021049201 A1 WO2021049201 A1 WO 2021049201A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- milk
- solid
- treatment
- solid milk
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23F—COFFEE; TEA; THEIR SUBSTITUTES; MANUFACTURE, PREPARATION, OR INFUSION THEREOF
- A23F5/00—Coffee; Coffee substitutes; Preparations thereof
- A23F5/24—Extraction of coffee; Coffee extracts; Making instant coffee
- A23F5/36—Further treatment of dried coffee extract; Preparations produced thereby, e.g. instant coffee
- A23F5/38—Agglomerating, flaking or tabletting or granulating
- A23F5/385—Tablets or other similar solid forms
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23C—DAIRY PRODUCTS, e.g. MILK, BUTTER OR CHEESE; MILK OR CHEESE SUBSTITUTES; PREPARATION THEREOF
- A23C9/00—Milk preparations; Milk powder or milk powder preparations
- A23C9/18—Milk in dried and compressed or semi-solid form
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23C—DAIRY PRODUCTS, e.g. MILK, BUTTER OR CHEESE; MILK OR CHEESE SUBSTITUTES; PREPARATION THEREOF
- A23C9/00—Milk preparations; Milk powder or milk powder preparations
- A23C9/16—Agglomerating or granulating milk powder; Making instant milk powder; Products obtained thereby
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23F—COFFEE; TEA; THEIR SUBSTITUTES; MANUFACTURE, PREPARATION, OR INFUSION THEREOF
- A23F5/00—Coffee; Coffee substitutes; Preparations thereof
- A23F5/24—Extraction of coffee; Coffee extracts; Making instant coffee
- A23F5/36—Further treatment of dried coffee extract; Preparations produced thereby, e.g. instant coffee
- A23F5/38—Agglomerating, flaking or tabletting or granulating
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L23/00—Soups; Sauces; Preparation or treatment thereof
- A23L23/10—Soup concentrates, e.g. powders or cakes
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L5/00—Preparation or treatment of foods or foodstuffs, in general; Food or foodstuffs obtained thereby; Materials therefor
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P10/00—Shaping or working of foodstuffs characterised by the products
- A23P10/20—Agglomerating; Granulating; Tabletting
- A23P10/28—Tabletting; Making food bars by compression of a dry powdered mixture
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23C—DAIRY PRODUCTS, e.g. MILK, BUTTER OR CHEESE; MILK OR CHEESE SUBSTITUTES; PREPARATION THEREOF
- A23C2210/00—Physical treatment of dairy products
- A23C2210/15—High pressure treatment
Definitions
- the present invention relates to a method for producing solid food and a method for producing solid milk.
- solid milk obtained by compression molding powdered milk is known (see Patent Document 1 and Patent Document 2).
- This solid milk is required to have solubility that dissolves quickly when put into warm water, and is also required to have transportability, that is, fracture resistance that does not cause breakage or collapse during transportation or carrying. ing.
- An object of the present invention is to provide a method for producing a solid food and a method for producing a solid milk having suitable solubility and easy-to-handle strength.
- the method for producing a solid food according to the present invention is a method for producing a solid solid food obtained by compression-molding a food powder, which comprises a step of compression-molding the food powder to form a food powder compression molded product.
- the curing treatment comprises a step of curing the food powder compression molded product, in which the food powder compression molded product is subjected to an environment of a humidity of 100% RH or less and a temperature of more than 100 ° C. Includes the process of placing in.
- the method for producing solid milk according to the present invention is a method for producing solid milk by compression molding powdered milk, which comprises a step of compression-molding the powdered milk to form a powdered milk compression molded product and the powdered milk compression molded product.
- the curing treatment includes a step of placing the milk powder compression molded product in an environment of a humidity of 100% RH or less and a temperature of more than 100 ° C.
- the method for producing a solid food of the present invention it is possible to produce a solid food having excellent solubility while having the same hardness as that of a conventional solid food. Therefore, the method for producing a solid food product of the present invention can produce a solid food product having suitable solubility and manageable strength.
- the method for producing solid milk of the present invention solid milk having excellent solubility while having hardness equivalent to that of conventional solid milk can be produced. Therefore, the method for producing solid milk of the present invention can produce solid milk having suitable solubility and manageable strength.
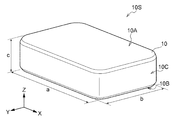
- FIG. 1 is a perspective view of the solid milk 10S according to the present embodiment.
- the solid milk 10S has a solid main body 10 obtained by compression molding powdered milk.
- the main body 10 has a first surface 10A parallel to the XY plane and flat, and a second surface 10B parallel to the XY plane and flat.
- the first surface 10A and the second surface 10B are back-to-back surfaces.
- the shape of the main body 10 is determined by the shape of the mold (mortar of the locking machine) used for compression molding, but is not particularly limited as long as it has a certain size (size, thickness, angle).
- the general shape of the main body 10 is a columnar shape, an elliptical columnar shape, a cube shape, a rectangular parallelepiped shape, a plate shape, a polygonal columnar shape, a polygonal pyramid trapezoidal shape, a polyhedral shape, or the like. From the viewpoint of ease of molding and convenience of transportation, a columnar shape, an elliptical columnar shape, and a rectangular parallelepiped shape are preferable.
- the schematic shape of the main body 10 of the solid milk 10S shown in FIG. 1 is a rectangular parallelepiped shape, the dimensions are a ⁇ b ⁇ c (see FIG. 1), and the main body 10 is parallel to the XZ plane or the YZ plane. It has a side surface 10C.
- the corners of the main body 10 composed of the first surface 10A and the side surface 10C and the corners of the main body 10 composed of the second surface 10B and the side surface 10C are chamfered to form a tapered slope.
- the corner portion of the side surface 10C composed of a surface parallel to the YZ plane and a surface parallel to the XZ plane may have a rounded shape. Since the corners are chamfered or rounded, it is possible to prevent the solid milk 10S from being broken during transportation or the like.
- the surface is the surface that forms the outside of the substance.
- the surface layer is a layer near the surface including the surface.
- the surface layer is a layer formed by compression molding of milk powder and further cured by a curing treatment.
- the surface layer of this embodiment is harder than the inside.
- the fact that the surface layer is harder than the inside means that the force required to separate only the surface layer is relatively larger than the force required to separate the inside.
- the components of solid milk 10S are basically the same as the components of milk powder as a raw material.
- the components of the solid milk 10S are, for example, fat, protein, sugar, mineral, vitamin, water and the like.
- Milk powder is produced from liquid milk (liquid milk) containing milk components (for example, milk components).
- Milk components are, for example, raw milk (whole milk), skim milk, cream and the like.
- the water content of the liquid milk is, for example, 40% by weight to 95% by weight.
- the water content of the milk powder is, for example, 1% by weight to 5% by weight.
- the milk powder may be supplemented with the nutritional components described below.
- the milk powder may be whole milk powder, skim milk powder, or creamy powder as long as it is suitable for producing solid milk 10S.
- the fat content of milk powder is preferably, for example, 5% by weight to 70% by weight.
- the solid milk 10S of the present embodiment may contain emulsified fat and free fat as fat.
- Free fat is fat that is exuded from milk powder when the emulsified state is broken by pressure. Since milk powder is an emulsion, when pressure is applied to milk powder to make it into a solid state, the emulsified state is broken by the pressure. This free fat is easily oxidized and impairs the flavor of milk powder. In addition, when powdered milk is dissolved in warm water, excess free fat floats on the surface of the water and aggregates (this phenomenon is called "oil-off").
- the content of free fat in the solid milk 10S is 0.5% by weight or more and 4% by weight or less, preferably 0.8% by weight or more and 1.2% by weight or less.
- the content of free fat in the solid milk 10S is lower than that of the conventional solid milk.
- the conventional solid milk referred to here refers to solid milk in which the hard treatment described later has been performed under conventional conditions.
- Free fat can be measured as follows. First, the solid milk is finely crushed with a cutter while being careful not to grind it (crushing step). Then, the crushed solid milk is passed through a 32 mesh sieve (sieve step). Using the sample that has undergone the sieving process, the content of free fat according to the method described in'Determination of Free Fat on the Surface of Milk Powder Particles', Analytical Method for Dry Milk Products, A / S NIRO ATOMIZER (1978). To measure. The free fat content measured by this method is expressed in% by weight of the fat extracted with an organic solvent (eg, n-hexane or carbon tetrachloride) by shaking at a constant rate for a constant period of time.
- an organic solvent eg, n-hexane or carbon tetrachloride
- the milk component that is the raw material for the above milk powder is, for example, derived from raw milk. Specifically, it is derived from raw milk of cows (Holstein, Jersey, etc.), goats, sheep and buffalo. Although the above-mentioned raw milk contains fat, it may be milk in which a part or all of the fat is removed by centrifugation or the like and the fat content is adjusted.
- the nutritional components used as raw materials for milk powder are, for example, fats, proteins, sugars, minerals and vitamins. One or more of these may be added.
- the proteins that can be used as raw materials for the above powdered milk are, for example, milk proteins and milk protein fractions, animal proteins, vegetable proteins, and peptides obtained by decomposing these proteins into various chain lengths by enzymes or the like. And amino acids and the like. One or more of these may be added.
- Milk proteins include, for example, casein, whey protein ( ⁇ -lactalbumin, ⁇ -lactoglobulin, etc.), whey protein concentrate (WPC), whey protein isolate (WPI), and the like.
- Animal proteins are, for example, egg proteins.
- Vegetable proteins are, for example, soybean protein and wheat protein.
- Amino acids are, for example, taurine, cystine, cysteine, arginine, glutamine and the like.
- the fats (oils and fats) that can be used as raw materials for the above milk powder are animal fats and oils, vegetable fats and oils, their fractionated oils, hydrogenated oils, and transesterified oils. One or more of these may be added.
- Animal fats and oils are, for example, milk fat, lard, beef tallow, fish oil and the like.
- Vegetable fats and oils include, for example, soybean oil, rapeseed oil, corn oil, palm oil, palm oil, palm kernel oil, safflower oil, cottonseed oil, flaxseed oil, MCT (Medium Chain Triglyceride) oil, and the like. ..
- the sugars that can be used as raw materials for the above-mentioned milk powder are, for example, oligosaccharides, monosaccharides, polysaccharides, artificial sweeteners, and the like. One or more of these may be added.
- the oligosaccharides include, for example, lactose, sucrose, maltose, galactooligosaccharides, fructooligosaccharides, lactulose and the like.
- the monosaccharides are, for example, glucose, fructose, galactose and the like.
- the polysaccharides are, for example, starch, soluble polysaccharides and dextrins.
- a non-sugar artificial sweetener may be used in place of or in addition to the sugar artificial sweetener.
- Minerals that can be used as raw materials for milk powder are, for example, sodium, potassium, calcium, magnesium, iron, copper, zinc and the like. One or more of these may be added. In addition, one or both of phosphorus and chlorine may be used in place of or in addition to the minerals sodium, potassium, calcium, magnesium, iron, copper, and zinc.
- the solid milk 10S has a large number of voids (for example, pores) formed when powdered milk, which is a raw material of the solid milk 10S, is compression-molded. These plurality of voids are preferably uniformly dispersed (distributed) in the solid milk 10S, whereby the solid milk 10S can be dissolved evenly and the solubility of the solid milk 10S can be enhanced. ..
- the larger (wider) the void is the easier it is for a solvent such as water to enter, so that the solid milk 10S can be dissolved quickly.
- the voids are too large, the hardness of the solid milk 10S may be weakened or the surface of the solid milk 10S may be rough.
- the size (size) of each void is, for example, 10 ⁇ m to 500 ⁇ m.
- the size of each void and the distribution of a large number of voids can be measured by a known means such as observing the surface and cross section of the solid milk 10S using a scanning electron microscope. By such a measurement, the porosity of the solid milk 10S can be determined.
- the porosity of the solid milk 10S is, for example, 30% to 60%. The larger the porosity, the higher the solubility, but the weaker the hardness (strength). Further, if the porosity is small, the solubility becomes poor.
- the porosity of the solid milk 10S is not limited to the range of 30% to 60%, and is appropriately adjusted according to its use and the like.
- the solid milk 10S preferably has a hardness within a predetermined range.
- the hardness can be measured by a known method. In the present specification, the hardness is measured using a load cell type tablet hardness tester.
- the second surface 10B of the rectangular parallelepiped solid milk 10S was placed on the load cell tablet hardness tester as the bottom surface, and fixed using one surface parallel to the XZ plane and one surface parallel to the YZ plane of the side surface 10C. From the other surface side that is not fixed parallel to the XZ plane of the side surface 10C, at the breaking terminal of the hardness tester, the YZ plane becomes the fracture surface in the short axis direction (Y axis direction in FIG.
- the hardness (tablet hardness) [N] of the solid milk 10S is defined by the load [N] when the solid milk 10S is broken by pushing at a constant speed.
- a load cell type tablet hardness tester portable checker PC-30 manufactured by Okada Seiko Co., Ltd. is used.
- the breaking terminal incorporated in the hardness tester has a contact surface in contact with the solid milk 10S.
- the contact surface of the breaking terminal is a rectangle of 1 mm ⁇ 24 mm, and the long side of the rectangle is arranged so as to be parallel to the Z axis.
- the contact surface of the breaking terminal is configured to push the measurement point of the solid milk 10S at least in part.
- the speed at which the breaking terminal pushes the solid milk 10S is 0.5 mm / s.
- the above-mentioned hardness measurement is not limited to the solid milk 10S, but can also be applied to the case of measuring the hardness of the milk powder compression molded product (uncured solid milk 10S) described later.
- the hardness of the solid milk 10S is preferably 20 N or more, more preferably 40 N or more. is there.
- the hardness of the solid milk 10S is preferably 80 N or less, more preferably 70 N or less.
- the hardness used here is a physical quantity of a force having a unit of [N (Newton)].
- the hardness increases as the fractured area of the solid milk sample increases.
- breaking refers to breakage when a vertical load is statically applied to a sample such as solid milk 10S, and the cross-sectional area formed at the time of this breakage is referred to as "breakage area”. That is, the hardness [N] is a physical quantity that depends on the size of the solid milk sample.
- breaking stress [N / m 2 ] is a physical quantity that does not depend on the size of the solid milk sample.
- the breaking stress is a force applied per unit breaking area at the time of breaking, and is an index that does not depend on the size of the solid milk sample and can compare the mechanical action applied to the solid milk sample even between solid milk samples having different dimensions.
- the ideal fracture area is 300 mm 2 (24 mm (b) ⁇ 12). It is .5 mm (c)).
- the preferable hardness range of the solid milk 10S of 20 N or more and 100 N or less corresponds to the preferable breaking stress range of 0.067 N / mm 2 or more and 0.33 N / mm 2 or less by dividing the hardness by the breaking area (300 mm 2). To do.
- Solid milk 10S needs to have a certain degree of solubility in a solvent such as water. Solubility is evaluated by, for example, the time until the solid milk 10S is completely dissolved or the amount of undissolved residue in a predetermined time when solid milk 10S as a solute and water as a solvent are prepared so as to have a predetermined concentration. can do.
- Solid milk 10S is superior in solubility as compared with conventional solid milk. Solubility can be measured as follows. The sample is placed in a stirring basket and submerged in warm water at 50 ° C. The volume of hot water is 200 ml per sample. When the weight per sample is 4 to 6 g, the volume of hot water may be adjusted in the range of 1.96% by weight to 2.91% by weight of the solute concentration when the sample is used as a solute. The stirring basket containing the sample is rotated at a rotation speed of 0.5 ⁇ 0.002 m / s (peripheral speed) to stir the hot water. The elution process from the start of melting of the sample to the complete melting is measured over time by conductivity.
- the obtained conductivity is converted into an elution rate.
- the elution rate at t seconds was defined as the ratio of the conductivity when the conductivity at the end of elution was 100%.
- the time when the elution rate of the sample reached n% was defined as the n% elution time (t n ).
- the solubility at the initial stage of elution was 20% elution time (t 20 ), the middle stage of elution was 63% elution time (t 63 ), and the final stage of elution was 95% elution time (t 95 ).
- the solubility index (Id ) which is an evaluation index containing information on the dissolution times at the initial stage, the middle stage, and the final stage of dissolution, can be expressed by the following formula (1), and the smaller the value, the higher the solubility.
- I d (t 20 / t 20ref + t 63 / t 63ref + t 95 / t 95ref ) / 3 ... (1)
- t 20ref , t 63ref , and t 95ref are 20% elution time, 63% elution time, and 95% elution time of the reference solid milk, respectively, and are referred to as reference values.
- the reference solid milk is a solid milk prepared separately in the same manner as the solid milk of the embodiment, except that the conditions in the hardening treatment described later are different.
- Reference The conditions of the hardening treatment for preparing the solid milk are different from the case of preparing the solid milk 10S in that the temperature of the humidification treatment is 100 ° C. or lower. In the hardening treatment for forming the reference solid milk, the conditions for the drying treatment may be different from those for preparing the solid milk 10S.
- the condition that the temperature of the humidification treatment is 100 ° C. or lower is a known condition as described in Patent Document 2 above.
- the reference solid milk is a conventional solid milk in that the humidification treatment conditions are performed under known conditions.
- the weight, shape, and hardness of the reference solid milk used in the present embodiment are the same as those of the solid milk of the embodiment. Since the shape is the same, the surface area of the reference solid milk is the same as that of the solid milk of the embodiment.
- the components of the reference solid milk are the same as the components of the solid milk 10S. Alternatively, the reference solid milk may have at least the same composition of fat, protein, and sugar as the solid milk 10S.
- the weight, surface area, and hardness of the reference solid milk are not limited to the same as those of the solid milk of the embodiment.
- the weight of the reference solid milk includes the case where the difference from the solid milk of the embodiment is within ⁇ 0.3%.
- the surface area of the reference solid milk includes the case where the difference from the solid milk of the embodiment is within ⁇ 2%.
- the hardness of the reference solid milk includes the case where the difference from the solid milk of the embodiment is within ⁇ 4%. As long as the difference in weight, surface area, and hardness of the reference solid milk is within the above range with respect to the solid milk of the embodiment, an appropriate reference value as a conventional solid milk can be obtained.
- the shape of the reference solid milk is selected according to the shape of the solid milk of the embodiment.
- the shapes of the reference solid milk are columnar and elliptical, respectively. It has a columnar shape, a cubic shape, a plate shape, a polygonal columnar shape, a polygonal pyramid shape, and a polyhedron shape.
- the hardness is adjusted by three conditions of temperature, humidity, and time in the humidification treatment described later.
- the humidity of the environment is, for example, in the range of 60% RH to 100% RH
- the humidification time is, for example, 5 seconds to 1 hour
- the temperature is, for example, 30 ° C. to 100 ° C.
- the humidity is, for example, 0% RH to 30% RH
- the temperature is, for example, 20 ° C. to 150 ° C.
- a plurality of (for example, 10) reference solid milks were prepared, the solubility of the plurality of reference solid milks was measured in the same manner as in the solid milk of the above embodiment, and the arithmetic mean of the obtained elution times was used as a reference value. Used as (t 20ref, t 63ref , and t 95ref ).
- the elution time of the solid milk of the embodiment (t 20, t 63, t 95 ) with respect to the elution time of the reference solid milk (t 20ref , t 63ref , and t 95ref ) for each of the above elution rates of 20%, 63%, and 95%.
- T 20 / t 20ref , t 63 / t 63ref , t 95 / t 95ref as the relative elution time (Rt 20, Rt 63, Rt 95 ).
- the solubility index (Id ) represented by the above formula (1) is the arithmetic mean of the above relative elution times (Rt 20, Rt 63, Rt 95).
- the solubility index ( Id ) is an index for evaluating the solubility of the solid milk of the embodiment when the solubility of the reference solid milk different only in the conditions of the curing treatment is set to 1.
- the solubility index ( Id ) is equal to or greater than 1, it indicates that the solubility is equivalent to or inferior to the reference solid milk. Since the solubility index (Id ) of the solid milk in the present embodiment is less than 1, it has excellent solubility as compared with the conventional solid milk while having the same hardness as the conventional solid milk.
- the solubility at the initial stage of elution is 20% elution time (t 20 ), the middle stage of elution is 63% elution time (t 63 ), and the final stage of elution is 95% elution time (t 95 ). The reason for using it will be described.
- FIG. 3 is a graph showing the time change of the elution rate of solid milks a and b produced under different conditions.
- the elution rate of solid milk a increases immediately after the start of dissolution. After the initial dissolution of the solid milk b, the elution rate once stagnates and then the elution rate increases again.
- a general tablet (drug) dissolution test is performed by comparing the time required to reach 85% concentration and the time required to reach 60% or 85% concentration as indicators.
- Solid milk may be stagnant at the initial stage or it may take time to complete the dissolution depending on the variety and production conditions. Therefore, for solid milk, it is not appropriate to evaluate the solubility with a one-point or two-point index as in a general tablet.
- the extension of the initial dissolution time becomes a factor that the user feels "difficult to dissolve" in the sensory evaluation, and is important in evaluating the quality of solid milk.
- a 20% dissolution time is used to evaluate the solubility at the initial stage of dissolution
- a 63% dissolution time is used to evaluate the solubility in the middle stage of dissolution
- the dissolution time is used.
- a 95% dissolution time was used as an evaluation of the solubility in the late dissolution stage.
- the 63% elution time which indicates the solubility in the middle stage of dissolution, corresponds to the time constant ⁇ in a general transient response, and is widely known as a value indicating the response characteristics in the evaluation index of the response characteristics of various sensors.
- the 95% elution time which indicates the solubility at the end of dissolution, theoretically corresponds to the evaluation index indicating the response characteristics at 3 ⁇ with respect to the time constant ⁇ .
- the solubility index (1) is used as an index showing comprehensive dissolution characteristics by taking the arithmetic mean of the dissolution times at the initial stage of dissolution, the middle stage of dissolution, and the final stage of dissolution. I d ) is defined.
- powdered milk which is a raw material for solid milk 10S
- milk powder is produced by a liquid milk preparation step, a liquid milk clarification step, a sterilization step, a homogenization step, a concentration step, a gas dispersion step, and a spray drying step.
- the liquid milk preparation step is a step of preparing liquid milk having the above components.
- the clarification step is a step for removing fine foreign substances contained in the liquid milk.
- a centrifuge or a filter may be used.
- the sterilization process is a process for killing microorganisms such as bacteria contained in water of liquid milk and milk components. Since the microorganisms that are actually considered to be contained vary depending on the type of liquid milk, the sterilization conditions (sterilization temperature and holding time) are appropriately set according to the microorganisms.
- the homogenization step is a step for homogenizing liquid milk. Specifically, the particle size of solid components such as fat globules contained in the liquid milk is reduced, and they are uniformly dispersed in the liquid milk. In order to reduce the particle size of the solid component of the liquid milk, for example, the liquid milk may be pressurized and passed through a narrow gap.
- the concentration step is a step for concentrating the liquid milk prior to the spray drying step described later.
- a vacuum evaporator or an evaporator may be used for the concentration of liquid milk.
- the concentration conditions are appropriately set within a range in which the components of the liquid milk are not excessively deteriorated. Thereby, concentrated milk can be obtained from liquid milk.
- the water content of the concentrated milk is, for example, 35% by weight to 60% by weight, preferably 40% by weight to 60% by weight, and more preferably 40% by weight to 55% by weight.
- the density of the liquid milk (concentrated milk) is reduced to make it bulky, and the concentrated milk in such a bulky state is spray-dried.
- milk powder having favorable properties can be obtained. This step may be omitted when the water content of the liquid milk is low or when the amount of liquid milk to be treated in the spray drying step is small.
- the gas dispersion step is a step for dispersing a predetermined gas in liquid milk (concentrated milk).
- the predetermined gas may be dispersed in a volume of 1 ⁇ 10 ⁇ 2 times or more and 7 times or less the volume of the liquid milk, preferably 1 ⁇ 10 ⁇ 2 times or more the volume of the liquid milk.
- the volume is 5 times or less, more preferably 1 ⁇ 10 ⁇ 2 times or more and 4 times or less the volume of liquid milk, and most preferably 1 ⁇ 10 ⁇ 2 times or more and 3 times or less.
- the pressure for pressurizing the predetermined gas is not particularly limited as long as the gas can be effectively dispersed in the liquid milk, but the pressure of the predetermined gas is, for example, 1.5 atm or more and 10 atm or less. It is preferably 2 atm or more and 5 atm or less. Since the liquid milk is sprayed in the following spray drying step, it flows along a predetermined flow path. In this gas dispersion step, a pressurized predetermined gas is poured into this flow path to make the gas liquid. Disperse (mix) in milk. By doing so, the predetermined gas can be easily and surely dispersed in the liquid milk.
- the density of the liquid milk becomes low, and the apparent volume (bulk) becomes large.
- the density of the liquid milk may be determined by dividing the weight of the liquid milk by the total volume of the liquid milk in the liquid state and the foam state. Further, it may be measured by using a device for measuring the density by measuring the bulk density according to the JIS method (pigment: JIS K5101 compliant) or the like.
- liquid milk in which a predetermined gas is dispersed flows through the above flow path.
- the volumetric flow rate of the liquid milk is controlled to be constant in the flow path.
- carbon dioxide carbon dioxide gas
- the ratio of the volumetric flow rate of carbon dioxide to the volumetric flow rate of liquid milk (hereinafter, the percentage thereof is also referred to as "CO 2 mixing ratio [%]") is, for example, 1% or more and 700% or less. % Or more and 300% or less are preferable, 3% or more and 100% or less are more preferable, and 5% or more and 45% or less are most preferable. In this way, by controlling the volumetric flow rate of carbon dioxide to be constant with respect to the volumetric flow rate of the liquid milk, the uniformity of the milk powder produced from the liquid milk can be improved.
- the upper limit of the CO 2 mixing ratio is preferably 700%.
- the pressure for pressurizing carbon dioxide is not particularly limited as long as it can effectively disperse carbon dioxide in liquid milk, but the pressure of carbon dioxide is, for example, 1.5 atm or more and 10 atm or less. It is preferably 2 atm or more and 5 atm or less.
- the predetermined gas used in the gas dispersion step is carbon dioxide gas.
- one or more gases selected from the group consisting of air, nitrogen (N 2 ), and oxygen (O 2 ) may be used, or a rare gas (rare gas).
- a rare gas rare gas
- argon (Ar), helium (He) may be used.
- the gas dispersion step can be easily performed by using an easily available gas.
- an inert gas such as nitrogen or a rare gas is used in the gas dispersion step, there is no risk of reacting with the nutritional components of the liquid milk, so that it is less likely to deteriorate the liquid milk than using air or oxygen, which is preferable. ..
- the ratio of the volumetric flow rate of the gas to the volumetric flow rate of the liquid milk is, for example, 1% or more and 700% or less, preferably 1% or more and 500% or less, more preferably 1% or more and 400% or less, and most preferably. Is 1% or more and 300% or less.
- Bell et al. RW BELL, FP HANRAHAN, BH WEBB: “FOAM SPRAYMETHODS OF READILY DISPERSIBLE NONFAT DRY MILK”, J. Dairy Sci, 46 (12) 1963. Pp1352-1356
- the predetermined gas is dissolved in a gas that is easily dispersed in the liquid milk or in the liquid milk. It is preferable to use an easy gas. Therefore, it is preferable to use a gas having a high solubility in water (water solubility), and a gas having a solubility in 1 cm 3 of water at 20 ° C. of 0.1 cm 3 or more is preferable.
- the carbon dioxide is not limited to gas, and may be dry ice or a mixture of dry ice and gas.
- a solid in the gas dispersion step, a solid may be used as long as a predetermined gas can be dispersed in the liquid milk.
- a predetermined gas By using dry ice in the gas dispersion step, carbon dioxide can be rapidly dispersed in the cooled liquid milk, and as a result, milk powder having preferable properties for producing solid milk can be obtained.
- the spray drying step is a step for evaporating the water content in the liquid milk to obtain powdered milk (powder).
- the milk powder obtained in this spray drying step is the milk powder obtained through the gas dispersion step and the spray drying step.
- This milk powder is bulkier than the milk powder obtained without the gas dispersion step.
- the former preferably has a volume of 1.01 times or more and 10 times or less of the latter, and may be 1.02 times or more and 10 times or less, or 1.03 times or more and 9 times or less.
- the liquid milk is spray-dried while the predetermined gas is dispersed in the liquid milk in the gas dispersion step and the density of the liquid milk is reduced.
- the volume of the liquid milk after the gas is dispersed is 1.05 times or more and 3 times or less, preferably 1.1 times or more and 2 times or less as compared with the liquid milk before the gas is dispersed.
- the spray drying step is performed in 0.1 seconds or more and 5 seconds or less, preferably 0.5 seconds or more and 3 seconds or less. That is, the gas dispersion step and the spray drying step may be continuous. By doing so, the liquid milk is continuously charged into the gas disperser to disperse the gas, and the liquid milk in which the gas is dispersed is continuously supplied to the spray dryer and can be continuously spray-dried. ..
- a spray dryer may be used to evaporate the water.
- the spray dryer is wider than the flow path for flowing the liquid milk, the pressurizing pump for pressurizing the liquid milk to flow the liquid milk along the flow path, and the flow path connected to the opening of the flow path. It has a drying chamber and a spraying device (nozzle, atomizer, etc.) provided at the opening of the flow path. Then, the spray dryer sends the liquid milk toward the drying chamber along the flow path so as to have the volume flow rate described above by the pressure pump, and in the vicinity of the opening of the flow path, the concentrated milk is sent to the drying chamber by the spray device.
- the liquid milk in the droplet (atomized) state is dried at a high temperature (for example, hot air) in the drying chamber.
- the water content is removed, and as a result, the concentrated milk becomes a powdery solid, that is, powdered milk.
- the water content of the milk powder and the like can be adjusted to make it difficult for the milk powder to aggregate.
- the surface area per unit volume of the droplet is increased to improve the drying efficiency, and at the same time, the particle size of the milk powder is adjusted.
- powdered milk suitable for producing solid milk can be produced.
- the powdered milk obtained as described above is compression-molded to form a powdered milk compression-molded product.
- the obtained milk powder compression molded product is subjected to a hardening treatment including a humidification treatment and a drying treatment. From the above, solid milk 10S can be produced.
- a compression means In the process of compression molding powdered milk, a compression means is used.
- the compression means is, for example, a pressure molding machine such as a lock press or a compression test device.
- the tableting machine is equipped with a mortar for inserting powdered milk (powder) and a pestle that can be struck toward the mortar. If powdered milk is put into a mortar (mold) and a pestle is struck, a compressive pressure is applied to the powdered milk, and a powdered milk compression molded product can be obtained.
- the temperature of the environment is not particularly limited, and may be room temperature, for example. Specifically, the temperature of the environment is, for example, 5 ° C to 35 ° C.
- the humidity of the environment is, for example, 0% RH to 60% RH.
- the compression pressure is, for example, 1 MPa to 30 MPa, preferably 1 MPa to 20 MPa.
- the compression pressure is adjusted within the range of 1 MPa to 30 MPa to control the porosity to be within the range of 30% to 60%, and the milk powder compression molded product (before curing). ) Is preferably controlled so as to be in the range of 4N to 19N.
- the milk powder compression molded product has at least a hardness (for example, 4N or more) that does not lose its shape in the subsequent humidification step or drying step.
- a hardness for example, 4N or more
- the approximate shape of the milk powder compression molded product (before curing) is the same as the solid milk 10S and has a rectangular shape of 31 mm (a) ⁇ 24 mm (b) ⁇ 12.5 mm (c), the above 4N or more.
- the preferable hardness range of the milk powder compression molded product (before curing) of 19 N or less is the preferable breaking stress range of 0.013 N / mm 2 or more and 0.063 N / mm 2 or less by dividing the hardness by the breaking area (300 mm 2). Correspond.
- the humidification treatment is a step of humidifying the powdered milk compression molded product obtained in the compression molding step.
- tack stickinginess
- some of the powder particles near the surface of the milk powder compression molded product become liquid or gel-like and crosslink with each other.
- the strength near the surface of the milk powder compression molded product can be made higher than the internal strength.
- the hardness of milk 10S) (for example, 4N to 19N) can be increased to the desired hardness (for example, 40N) required for solid milk 10S.
- the range (width) of hardness that can be increased by adjusting the humidification time is limited. That is, since the powdered milk compression molded product after compression molding is humidified, the shape of the solid milk 10S cannot be maintained unless the hardness of the powdered milk compression molded product is sufficient when it is transported by a belt conveyor or the like. Further, if the hardness of the milk powder compression molded product is too high during compression molding, only solid milk 10S having a small porosity and poor solubility can be obtained. Therefore, it is preferable to perform compression molding so that the hardness of the milk powder compression molded product (uncured solid milk 10S) before the humidification step is sufficiently high and the solubility of the solid milk 10S is sufficiently maintained.
- the humidification method of the milk powder compression molding is not particularly limited, for example, a method of placing the milk powder compression molding in a high humidity environment, a method of directly spraying water or the like on the milk powder compression molding, and a milk powder. There is a method of spraying steam on the compression molded product.
- Humidifying means are used to humidify the milk powder compression molded product, and such humidifying means include, for example, a high humidity chamber, a spray, and steam.
- the temperature when the milk powder compression molded product is placed in a high humidity environment is preferably 330 ° C. or lower, preferably 110 ° C. or higher and 280 ° C. or lower, more preferably 120 ° C. or higher and 240 ° C. or lower, and further preferably 130 ° C. or higher. It is 210 ° C. or lower.
- the relative humidity is preferably 0.1% RH or more and 20% RH or less, more preferably 1% RH or more and 15% RH or less, and further preferably 1.5%. RH or more and 12% RH or less, most preferably 2% RH or more and 10% RH or less.
- the treatment time when the powdered milk compression molded product is placed in a high humidity environment is arbitrary, but is, for example, 0.1 seconds or more and 30 seconds or less, preferably 4.4 seconds or more and 20 seconds or less, and more preferably 4. It is 4 seconds or more and 12 seconds or less, more preferably 5 seconds or more and 10 seconds or less.
- Humidification conditions include temperature, humidity, and time. The higher the temperature, the higher the humidity, and the longer the time, the higher the humidifying effect, and the lower the temperature, the lower the humidity, and the shorter the time, the weaker the humidifying effect.
- the conventional humidifying and drying method uses humidified air at 100 ° C. or lower. This is because the partial pressure of saturated water vapor under normal pressure (atmospheric pressure) becomes the same as normal pressure (atmospheric pressure) at 100 ° C, so the temperature of water vapor under normal pressure is 100 ° C or less unless special operations are performed. This is because.
- processing in a closed pressure vessel is required to create a high-pressure environment that is not under normal pressure, and production efficiency drops due to batch processing, etc., so continuous processing under normal pressure environment It is desirable to be able to do it.
- the amount of water added to the milk powder compression molded product (hereinafter, also referred to as "humidification amount") in the humidification treatment of the present embodiment can be appropriately adjusted.
- the amount of humidification is preferably 0.5% by weight to 3% by weight of the mass of the milk powder compression molded product after the compression molding step. If the amount of humidification is less than 0.5% by weight, sufficient hardness (tablet hardness) cannot be given to the solid milk 10S, which is not preferable. If the amount of humidification exceeds 3% by weight, the milk powder compression molded product may become excessively liquid or gel-like and dissolve, deform from the compression-molded shape, or adhere to a device such as a belt conveyor during transportation. Therefore, it is not preferable.
- the drying process is a process for drying the milk powder compression molded product that has been humidified by the humidifying process.
- the surface tack (stickiness) of the milk powder compression molded product is eliminated, and the solid milk 10S becomes easier to handle.
- the humidification treatment and the drying treatment correspond to a step of increasing the hardness of the milk powder compression molded product after compression molding to impart the characteristics and quality desired for the solid milk 10S.
- the method for drying the milk powder compression molded product is not particularly limited, and a known method capable of drying the milk powder compression molded product that has undergone the humidification treatment can be adopted.
- a method of placing in a low humidity / high temperature environment there are a method of placing in a low humidity / high temperature environment, a method of contacting dry air / high temperature dry air, and the like.
- the milk powder compression molded product When the milk powder compression molded product is placed in an environment of low humidity and high temperature, it is placed in an environment of relative humidity of 0% RH or more and 30% RH or less and a temperature of 80 ° C or more and 330 ° C or less.
- the temperature when placed in a low humidity / high temperature environment is, for example, 330 ° C.
- the processing time when the milk powder compression molded product is placed in an environment of low humidity and high temperature is arbitrary, but is, for example, 0.1 seconds or more and 100 seconds or less.
- the above-mentioned humidification treatment and drying treatment can be performed as separate steps under conditions where the temperature and humidity are different from each other as described above, and in that case, they can be continuously performed. Further, the humidification treatment and the drying treatment can be performed in the same temperature and humidity environment, and in this case, the humidification and the drying can be performed at the same time. For example, the milk powder compression molding is placed in a first temperature / humidity environment in which humidification and drying occur at the same time, and then the milk powder compression molding is placed in a second temperature / humidity environment in which only drying occurs.
- the transition from the first temperature / humidity to the second temperature / humidity is a period of transition from a state in which humidification and drying of the milk powder compression molded product occur at the same time to a state in which only the drying of the milk powder compression molded product occurs.
- the water content of the solid milk 10S can be controlled (adjusted) within 1% before and after the water content of the milk powder used as the raw material by controlling the conditions such as the drying temperature and the drying time. preferable.
- the solid milk 10S thus produced is generally dissolved in warm water and used for drinking. Specifically, after pouring hot water into a container with a lid, a required number of solid milk 10S is added, or after adding solid milk 10S, hot water is poured. Then, preferably, by gently shaking the container, the solid milk 10S is quickly dissolved and drunk at an appropriate temperature. Further, preferably, if one to several solid milk 10S (more preferably one solid milk 10S) is dissolved in warm water, the amount of liquid milk required for one drinking can be obtained. The volume may be adjusted to be, for example, 1 cm 3 to 50 cm 3. The volume of the solid milk 10S can be adjusted by changing the amount of milk powder used in the compression molding step.
- the method for producing solid milk 10S of the present embodiment can produce solid milk having a solubility index (Id) represented by the above formula (1) of less than 1. That is, it is possible to produce solid milk having excellent solubility while having the same hardness as conventional solid milk. It is considered that the solid milk 10S produced in this way has improved solubility by setting the condition of the humidification treatment for curing to more than 100 ° C.
- the solid milk 10S can be further improved in convenience by having suitable solubility and manageable strength. Since the content of free fat in the solid milk 10S is lower than that of the conventional solid milk, oxidation can be further suppressed.
- the reason why the solubility is improved by setting the condition of the curing humidification treatment to more than 100 ° C. is that when the curing treatment is performed to the condition of the humidification treatment to exceed 100 ° C., a part of the powder particles is removed by humidification.
- the crosslinked structure formed by becoming liquid or gel has become a structure having higher solubility than the crosslinked structure formed by the conventional method in which the humidification treatment is performed at 100 ° C. or lower. More specifically, some of the powder particles near the surface of the milk powder compression molded product are softened by humidification over 100 ° C., and the sugar becomes a non-crystalline rubber state. It is probable that the structure was further enhanced by cross-linking and then drying to vitrify (solidify in a non-crystalline state).
- the above embodiment is solid milk obtained by compression molding powdered milk, but it can also be applied to solid foods formed by compression molding powder.
- it can be applied to compression-molded solid foods using protein powders such as whey protein, soybean protein and collagen peptide, amino acid powders, and fat-containing powders such as MCT oil as raw materials.
- Solid foods according to the application example since the equation (1) represented by solubility index (I d) is less than 1, while having a conventional solid food equivalent hardness, it is excellent in solubility.
- the reference values t 20ref , t 63ref , and t 95ref in the above formula (1) have an elution rate of 20% of the reference solid food formed under conditions in which the hardening treatment is different from that of the solid food of the embodiment.
- nutritional components such as fats, proteins, minerals and vitamins and food additives may be added to the raw material powder.
- Reference The ingredients of solid foods are similar to those of solid foods.
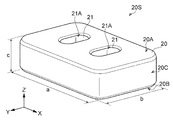
- FIG. 2 is a perspective view of the solid milk 20S according to the present modification.
- the solid milk 20S has a solid main body 20 obtained by compression molding powdered milk.
- the main body 20 has a first surface 20A parallel to the XY plane and flat, and a second surface 20B parallel to the XY plane and flat.
- the first surface 20A and the second surface 20B are back-to-back surfaces.
- the schematic shape of the main body 20 is a rectangular parallelepiped shape, and the main body 20 has a side surface 20C parallel to the XZ plane or the YZ plane.
- the main body 20 is provided with two holes 21 that reach from the first surface 20A to the second surface 20B and penetrate the main body 20.
- the shapes of the two holes 21 are oval in a cross section parallel to the XY plane and have the same shape.
- the size of the two holes 21 is selected so that the volume obtained by subtracting the total volume of the portions of the two holes 21 from the volume of the rectangular parallelepiped shape of the main body 20 becomes a predetermined value.
- the positions of the two holes 21 are positions where there is no large bias when viewed from the central position of the first surface 20A.
- the two holes 21 are arranged in a direction parallel to the X axis with the central portion of the first surface 20A interposed therebetween, and the longitudinal directions of the holes 21 are arranged so as to be parallel to the Y axis. This is because the two holes 21 are point-symmetric with respect to the center of the first surface 20A, or line-symmetric with respect to a line parallel to the X-axis or a line parallel to the Y-axis passing through the center of the first surface 20A. Arrangement. If the distance between the two holes 21 is too narrow, the strength of the portion may not be maintained, so that the distance is secured to a predetermined value or more. The same applies when viewed from the second surface 20B.
- the direction in which the hole 21 penetrates the main body 20 is a direction that passes through the first surface 20A and the second surface 20B, and is, for example, a direction substantially parallel to the Z
- the solid milk 20S can be produced by the same procedure as the production method of the present embodiment, except for the step of compression-molding the milk powder.
- the lower punch of the tableting machine has a convex portion corresponding to the hole 21, the upper punch has a concave portion corresponding to the convex portion, and the convex portion can be inserted into the concave portion. It has become.
- holes 21 can be formed in the milk powder compression molded product.
- the reference solid milk also has a shape having two holes 21. That is, the reference solid milk is a solid milk having the same shape as the solid milk 20S having two holes 21 separately prepared, similar to the solid milk 20S of the modified example, except that the conditions in the hardening treatment are different.
- the above formula (1) can be applied to the solid milk 20S by making the reference solid milk the same as the solid milk 20S except that the hardening treatment is different from the solid milk 20S. Therefore, since the solubility index ( Id ) of the solid milk 20S is less than 1, the solubility is superior to that of the conventional solid milk while having the same hardness as the conventional solid milk, as in the present embodiment. The effect of can be obtained.
- the number of holes provided in the solid milk 20S is not limited to two, and may be, for example, one, four, or six.
- a solid milk sample similar to the modified example shown in FIG. 2 was prepared and used as an example.
- the size of the main body of the solid milk is 31 mm for the side a in the X-axis direction, 24 mm for the side b in the Y-axis direction, and 12.5 mm for the side c in the Z-axis direction.
- the size and compression pressure of the mortar of the lock machine were adjusted so as to have this size, and the powdered milk compression molded product was molded by compression molding. The conditions for molding the milk powder compression molded product were the same for all the samples.
- the temperature of the humidification treatment was 130 ° C. to 330 ° C., the humidity was 0.1% to 20%, and the treatment time was 5 seconds to 10 seconds.
- the temperature of the drying treatment was 330 ° C., and the treatment time was 5 to 10 seconds.
- the hardness of the prepared examples was 49N to 52N. As described above, all of the solid milks according to the examples had a hardness that was easy to handle.
- a solid milk sample was prepared in the same manner as in the examples except that the conditions of the curing treatment were different, and used as a comparative example.
- the temperature of the humidification treatment was 80 ° C.
- the humidity was 60% RH
- the treatment time was 30 seconds.
- the temperature of the drying treatment was 80 ° C.
- the treatment time was 360 seconds.
- the hardness of the prepared comparative example was 51N.
- the stirring basket is a container with a bottomed tubular lid having an inner diameter of 30 mm and a height of 36 mm, and has a side portion, a bottom portion, and a lid portion.
- the side portion, the bottom portion, and the lid portion are formed of an 18-mesh (opening 1.01 mm) stainless steel net. Four blades are evenly provided on the inner surface of the side portion of the stirring basket.
- Each of the four wings is a plate with a thickness of 1.5 mm, a width of 4 mm, and a length of 34 mm, arranged so that the longitudinal direction is parallel to the central axis of the stirring basket, and faces from the inner surface of the side toward the center. It is provided so as to protrude.
- the stirring basket is immersed in 200 ml of warm water (50 ⁇ 1 ° C.) contained in a 300 ml beaker and the solid milk sample is completely submerged, and the stirring basket is rotated at a rotation speed of 0.5 m / s (peripheral speed). I let you.
- the stirring basket was held at a height of 5 mm from the inner surface of the bottom of the beaker.
- the elution process from the start of dissolution of the solid milk sample to the complete dissolution was measured at regular time intervals by conductivity.
- the 20% elution time (t 20ref ) of the comparative example was 14 (seconds), the 63% elution time (t 63ref ) was 32 (seconds), and the 95% elution time (t 95ref ) was 93 (seconds).
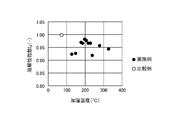
- FIG. 4 The result is shown in FIG.
- the vertical axis of FIG. 4 shows the solubility index ( Id ), and the horizontal axis shows the humidification temperature.
- FIG. 4 is a graph showing the solubility index (Id ) with respect to the humidification temperature.
- filled black circles show examples, and white circles show comparative examples.
- the solubility index (Id ) of each of the examples was smaller than 1.00 and lower than that of the comparative example. This is because the difference in the conditions of the curing treatment, specifically, the temperature condition of the humidifying treatment was set to more than 100 ° C., the drying temperature was higher than that of the comparative example, and the treatment time was shortened, so that the solubility was improved. It is considered to be.
- the solid milk according to the example was prepared in the same manner as in the first example.
- the temperature of the humidification treatment was more than 100 ° C. to 210 ° C.
- the relative humidity was 2% (2% RH) to 20% (20% RH)
- the treatment time was 0.1 seconds to 30 seconds.
- the temperature of the drying treatment was more than 100 ° C. to 330 ° C., and the treatment time was 5 seconds to 20 seconds.
- the hardness of the prepared examples was 49N to 52N (breaking stress at 50N was 0.167N / mm 2 ), and all had a hardness that was easy to handle.
- the solubility index ( Id ) was smaller than 1.00, and the comparison was made. It was confirmed that it was lower than the example.
- the free fat measurement test was carried out on the obtained solid milk in the same manner as in the first example, it was confirmed that the content of free fat in each of the examples was lower than that in the comparative example.
- the relative humidity can be measured with a commercially available hygrometer. For example, up to 180 ° C can be measured with a Vaisala hygrometer HMT330, and up to 350 ° C can be measured with a Vaisala dew point meter DMT345.
- the absolute humidity volume absolute humidity (unit: g / m 3 ) or weight absolute humidity (unit: kg / kg (DA), where DA is dry air) is measured, and the saturated water vapor pressure at that temperature is measured.
- Relative humidity may be converted by calculating the ratio (%) of the partial pressure of water vapor.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Dairy Products (AREA)
- General Preparation And Processing Of Foods (AREA)
- Jellies, Jams, And Syrups (AREA)
Abstract
Description
(固形乳10Sの構成)
図1は、本実施の形態に係る固形乳10Sの斜視図である。
固形乳10Sは、水等の溶媒に対してある程度の溶解性を持っている必要がある。溶解性は、例えば溶質としての固形乳10Sと、溶媒としての水とを所定の濃度となるように用意したときに、固形乳10Sが完全に溶けるまでの時間や所定時間における溶け残り量で評価することができる。
Id=(t20/t20ref+t63/t63ref+t95/t95ref)/3・・・(1)
続いて固形乳10Sの製造方法について説明する。まず、固形乳10Sの原料となる粉乳を製造する。粉乳の製造工程では、例えば液状乳調製工程、液状乳清澄化工程、殺菌工程、均質化工程、濃縮工程、気体分散工程及び噴霧乾燥工程により、粉乳を製造する。
本実施の形態の固形乳10Sの製造方法は、上記式(1)で表される溶解性指数(Id)が1未満である固形乳を製造できる。すなわち、従来の固形乳と同等の硬度を有しながら、溶解性に優れている固形乳を製造できる。このように製造された固形乳10Sは、硬化の加湿処理の条件を100℃超としたことによって、溶解性が向上したものと考えられる。固形乳10Sは、好適な溶解性と扱いやすい強度とを有することによって、より利便性を向上することができる。固形乳10Sは、遊離脂肪の含有率が従来の固形乳に比べ低いので、酸化をより抑制することができる。
上記の実施の形態は、粉乳を圧縮成型した固形乳であるが、粉体を圧縮成型して形成された固形食品にも適用できる。例えば、ホエイプロテイン、大豆プロテイン及びコラーゲンペプチド等のタンパク質粉体、アミノ酸粉体、及びMCT油等の油脂含有粉体等を原料として、圧縮成型した固形食品に適用できる。適用例に係る固形食品は、上記式(1)であらわされる溶解性指数(Id)が1未満であるので、従来の固形食品と同等の硬度を有しながら、溶解性に優れている。なお、この場合の上記式(1)における参照値t20ref、t63ref、及びt95refは、硬化処理が実施の形態の固形食品と異なる条件で形成された参照固形食品の溶出率が20%、63%、95%に達する時間(秒)とする。また、原料の粉体には、乳糖あるいはその他の糖質の他に、脂肪、たん白質、ミネラル及びビタミン等の栄養成分や食品添加物が添加されていてもよい。参照固形食品の成分は、固形食品の成分と同様である。
図2は、本変形例に係る固形乳20Sの斜視図である。固形乳20Sは、粉乳を圧縮成型した固形状の本体20を有する。本体20は、XY平面に平行で平坦な第1面20Aと、XY平面に平行で平坦な第2面20Bとを有する。第1面20Aと第2面20Bとは背中合わせの面である。本体20の概略形状は直方体状であり、本体20はXZ平面又はYZ平面に平行な側面20Cを有する。
(実施例の作成)
図2に示した変形例と同様の固形乳試料を作成して実施例とした。固形乳の本体の大きさは、X軸方向の辺aが31mm、Y軸方向の辺bが24mm、Z軸方向の辺cが12.5mmである。固形乳試料は、表面積が2780(mm3)、重量が5.4(g)、孔21の部分を除いた体積が約8250mm3である。この大きさとなるように打錠機の臼杵の大きさ及び圧縮圧力を調整し、圧縮成型して粉乳圧縮成型物を成型した。粉乳圧縮成型物を成型する際の条件は、すべての試料において同じとした。加湿処理の温度は130℃~330℃、湿度は0.1%~20%、処理時間は5秒~10秒とした。乾燥処理の温度は330℃、処理時間は5秒~10秒とした。作成された実施例の硬度は49N~52Nであった。このように、実施例に係る固形乳は、いずれも扱いやすい硬度を有していた。
硬化処理の条件が異なることを除いて実施例と同様に固形乳試料を作成して比較例とした。比較例では、加湿処理の温度は80℃、湿度は60%RH、処理時間は30秒とした。乾燥処理の温度は80℃、処理時間は360秒とした。作成された比較例の硬度は51Nであった。
硬化条件による溶解性の評価を行うために、上記のように作成した実施例及び比較例の固形乳試料について溶解性試験を行った。まず、攪拌バスケットに固形乳試料を1つ入れた。攪拌バスケットは、内径30mm、高さ36mmである有底筒状のふた付き容器であり、側部、底部、ふた部を有する。側部、底部、ふた部は、18メッシュ(目開き1.01mm)のステンレス製の網で形成されている。攪拌バスケットの側部の内面に4つの羽根が均等に設けられている。4つの羽は、それぞれ、厚さ1.5mm、幅4mm、長さが34mmの板であり、長手方向を攪拌バスケットの中心軸に平行となるように配置し、側部の内面から中心に向かって突出するように設けられている。300mlビーカー内に収容した200mlの温水(50±1℃)に攪拌バスケットを浸漬し固形乳試料を完全に水没させた状態で、当該攪拌バスケットを回転速度0.5m/s(周速度)で回転させた。攪拌バスケットは、ビーカー底部内面から5mmの高さに保持した。固形乳試料が溶け始めてから溶け切るまでの溶出過程を導電率によって一定時間毎に測定した。
硬化条件による遊離脂肪の含有率の評価を行うために、上記のように作成した実施例及び比較例の固形乳試料について、遊離脂肪の含有率を測定した。まず、固形乳をすり潰さないように留意しながらカッターで細かくし粉砕した。その後、32メッシュ篩に粉砕された固形乳を通過させた。篩工程を経たものを試料とし、‘Determination of Free Fat on the Surface of Milk Powder Particles‘,Analytical Method for Dry Milk Products,A/S NIRO ATOMIZER(1978)に記載された方法にしたがって遊離脂肪の含有率を測定した。ただし、固形乳の溶解方法(Niro Atomizer, 1978)では、抽出用の溶媒を四塩化炭素からn-ヘキサンに変更し、この溶媒の変更に伴い、抽出操作を変更した。なお、これらを変更しても、遊離脂肪の測定結果が変化しないことは、「粉乳の遊離脂肪測定法の検討」、柴田満穂、浜初美、今井眞美、豊田活、Nihon Shokuhin Kagaku Kougaku Kaishi Vol. 53, No. 10, 551~554 (2006)で確認済みである。その結果を図5に示す。図5の縦軸は遊離脂肪、横軸は加湿温度を示す。図5は、加湿温度に対する遊離脂肪の含有率を示すグラフである。遊離脂肪の含有率は、2個の平均値である。図5中、塗りつぶした黒丸は実施例を、白抜きの丸は比較例を示す。
第1実施例と同様にして、実施例に係る固形乳を作成した。加湿処理の温度は100℃超~210℃、相対湿度は2%(2%RH)~20%(20%RH)、処理時間は0.1秒~30秒とした。乾燥処理の温度は100℃超~330℃、処理時間は5秒~20秒とした。作成された実施例の硬度は49N~52N(50Nの場合の破断応力は0.167N/mm2)であり、いずれも扱いやすい硬度を有していた。得られた固形乳に対して第1実施例と同様に第1実施例に記載の比較例に対して溶解性試験を行ったところ、溶解性指数(Id)が1.00より小さく、比較例より低いことが確認された。また、得られた固形乳に対して第1実施例と同様に遊離脂肪測定試験を行ったところ、いずれの実施例も、遊離脂肪の含有率が比較例より低いことが確認された。
10A 第1面
10B 第2面
10C 側面
10S 固形乳
Claims (12)
- 食品粉体を圧縮成型した固形状の固形食品の製造方法であって、
前記食品粉体を圧縮成型して食品粉体圧縮成型物を形成する工程と、
前記食品粉体圧縮成型物に対して硬化処理を行う工程と
を有し、
前記硬化処理は、前記食品粉体圧縮成型物を、100%RH以下の湿度及び100℃を超える温度の環境下に置く工程を含む
固形食品の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記食品粉体圧縮成型物を、330℃以下の温度の環境下に置く
請求項1に記載の固形食品の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記食品粉体圧縮成型物を、130℃以上210℃以下の温度の環境下に置く
請求項1または2に記載の固形食品の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記食品粉体圧縮成型物を、0.1%RH以上20%RH以下の湿度の環境下に置く
請求項1~3のいずれか1項に記載の固形食品の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記食品粉体圧縮成型物を、1%RH以上15%RH以下の湿度の環境下に置く
請求項1~4のいずれか1項に記載の固形食品の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記乾燥処理は、前記食品粉体圧縮成型物を、0%RH以上30%RH以下の湿度及び80℃以上330℃以下の温度の環境下に置く
請求項1~5のいずれか1項に記載の固形食品の製造方法。 - 粉乳を圧縮成型した固形状の固形乳の製造方法であって、
前記粉乳を圧縮成型して粉乳圧縮成型物を形成する工程と、
前記粉乳圧縮成型物に対して硬化処理を行う工程と
を有し、
前記硬化処理は、前記粉乳圧縮成型物を、100%RH以下の湿度及び100℃を超える温度の環境下に置く工程を含む
固形乳の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記粉乳圧縮成型物を、330℃以下の温度の環境下に置く
請求項7に記載の固形乳の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記粉乳圧縮成型物を、130℃以上210℃以下の温度の環境下に置く
請求項7または8に記載の固形乳の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記粉乳圧縮成型物を、0.1%RH以上20%RH以下の湿度の環境下に置く
請求項7~9のいずれか1項に記載の固形乳の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記加湿処理は、前記粉乳圧縮成型物を、1%RH以上15%RH以下の湿度の環境下に置く
請求項7~10のいずれか1項に記載の固形乳の製造方法。 - 前記硬化処理は、加湿処理及び乾燥処理を含み、
前記乾燥処理は、前記粉乳圧縮成型物を、0%RH以上30%RH以下の湿度及び80℃以上330℃以下の温度の環境下に置く
請求項7~11のいずれか1項に記載の固形乳の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080017822.4A CN113556942A (zh) | 2019-09-13 | 2020-07-31 | 固体食品的制造方法和固体奶的制造方法 |
| US17/641,719 US12279627B2 (en) | 2019-09-13 | 2020-07-31 | Method for producing solid food product, and method for producing solid milk including hardening treatment |
| JP2021543996A JP6972446B1 (ja) | 2019-09-13 | 2020-07-31 | 固形乳の製造方法 |
| EP20863109.3A EP4029379B1 (en) | 2019-09-13 | 2020-07-31 | Method for producing compression-moulded powdered milk |
| MYPI2022001372A MY209095A (en) | 2019-09-13 | 2020-07-31 | Method for producing solid food and method for producing solid milk |
| AU2020345271A AU2020345271A1 (en) | 2019-09-13 | 2020-07-31 | Method for producing solid food product, and method for producing solid milk |
| JP2021179858A JP7636314B2 (ja) | 2019-09-13 | 2021-11-02 | 固形食品の製造方法 |
| US19/086,498 US20250212904A1 (en) | 2019-09-13 | 2025-03-21 | Method for producing solid food product, and method for producing solid milk including hardening treatement |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-167795 | 2019-09-13 | ||
| JP2019167795 | 2019-09-13 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/641,719 A-371-Of-International US12279627B2 (en) | 2019-09-13 | 2020-07-31 | Method for producing solid food product, and method for producing solid milk including hardening treatment |
| US19/086,498 Division US20250212904A1 (en) | 2019-09-13 | 2025-03-21 | Method for producing solid food product, and method for producing solid milk including hardening treatement |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021049201A1 true WO2021049201A1 (ja) | 2021-03-18 |
Family
ID=72355886
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/029579 Ceased WO2021049201A1 (ja) | 2019-09-13 | 2020-07-31 | 固形食品の製造方法及び固形乳の製造方法 |
| PCT/JP2020/033501 Ceased WO2021049421A1 (ja) | 2019-09-13 | 2020-09-03 | 固形食品及び固形乳 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/033501 Ceased WO2021049421A1 (ja) | 2019-09-13 | 2020-09-03 | 固形食品及び固形乳 |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US12279627B2 (ja) |
| EP (2) | EP4029379B1 (ja) |
| JP (4) | JP6972446B1 (ja) |
| CN (2) | CN113556942A (ja) |
| AU (2) | AU2020345271A1 (ja) |
| BR (1) | BR112022004516A2 (ja) |
| MX (1) | MX2022003080A (ja) |
| MY (1) | MY209095A (ja) |
| WO (2) | WO2021049201A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022024444A1 (ja) * | 2020-07-31 | 2022-02-03 | 株式会社明治 | 固形乳 |
| WO2022024443A1 (ja) * | 2020-07-31 | 2022-02-03 | 株式会社明治 | 固形食品及び固形乳 |
| WO2024204757A1 (ja) * | 2023-03-31 | 2024-10-03 | 森永乳業株式会社 | 固形食品の製造方法、固形食品、及び、固形食品の溶解性改善方法 |
| WO2025206401A1 (ja) * | 2024-03-29 | 2025-10-02 | 森永乳業株式会社 | 容器包装固形食品の製造方法、容器包装固形食品、及び、容器包装固形食品の保形性向上方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD953690S1 (en) * | 2020-04-01 | 2022-06-07 | Meiji Co., Ltd. | Solid food |
| JP7811548B2 (ja) * | 2020-07-31 | 2026-02-05 | 株式会社明治 | 固形乳 |
| WO2022024442A1 (ja) * | 2020-07-31 | 2022-02-03 | 株式会社明治 | 固形食品及び固形乳 |
| EP4190170A4 (en) * | 2020-07-31 | 2024-08-21 | Meiji Co., Ltd | SOLID FOOD AND SOLID MILK |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004049220A (ja) * | 2002-05-29 | 2004-02-19 | Kyowa Hakko Kogyo Co Ltd | 調味料を含有する圧縮成形物およびその製造法 |
| WO2006004190A1 (ja) * | 2004-07-02 | 2006-01-12 | Meiji Dairies Corporation | 固形乳、及びその製造方法 |
| JP5350799B2 (ja) | 2006-10-18 | 2013-11-27 | 株式会社明治 | 窪み部を有する食品 |
| JP5688020B2 (ja) | 2008-12-26 | 2015-03-25 | 株式会社明治 | 固形乳の製造方法,及び固形乳 |
| JP2017131168A (ja) * | 2016-01-28 | 2017-08-03 | 株式会社Adeka | 圧縮成形菓子の製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB814924A (en) | 1956-07-26 | 1959-06-17 | American Home Prod | A powdered fat-containing milk concentrate and its production |
| JPS5350799U (ja) | 1976-09-30 | 1978-04-28 | ||
| JPS5688020U (ja) | 1979-12-12 | 1981-07-14 | ||
| JP2003063951A (ja) * | 2001-08-23 | 2003-03-05 | Nonogawa Shoji Kk | 錠剤及びその製造方法 |
| JP4841564B2 (ja) * | 2005-12-06 | 2011-12-21 | 旭化成ケミカルズ株式会社 | 高速直接打錠による錠剤の製造方法 |
| MY149082A (en) * | 2005-12-28 | 2013-07-15 | Meiji Co Ltd | Solid milk and method of making the same |
| JP4787633B2 (ja) * | 2006-03-08 | 2011-10-05 | 塩水港精糖株式会社 | 粉末状の食品素材とその処理方法 |
| JP5165924B2 (ja) | 2007-05-28 | 2013-03-21 | 花王株式会社 | 錠剤の製造方法 |
| US20090162489A1 (en) | 2007-12-19 | 2009-06-25 | Harjit Singh | Effervescent tablet for use as an additive in hot coffee or hot water and method of making same |
| AU2009332221B2 (en) | 2008-12-26 | 2013-08-22 | Meiji Co., Ltd. | Method for manufacturing solid milk |
| TWI429401B (zh) * | 2010-06-13 | 2014-03-11 | Meiji Co Ltd | 固形乳及其製造方法 |
| FR2970400B1 (fr) | 2011-01-19 | 2013-02-22 | Eurotab | Procede de fabrication de compacts de lait |
| FR2977128B1 (fr) | 2011-06-30 | 2014-11-07 | Eurotab | Procede de fabrication de tablettes de cafe soluble |
| FR3000409B1 (fr) | 2012-12-28 | 2015-09-11 | Eurotab | Procede de traitement de produits compactes et dispositif de traitement associe |
| KR20170039078A (ko) * | 2014-08-07 | 2017-04-10 | 네스텍 소시에테아노님 | 층상 음료를 제조하기 위한 인스턴트 음료 정제 |
| WO2016032320A1 (en) * | 2014-08-29 | 2016-03-03 | N.V. Nutricia | Compressed solid milk tablets and method for making the same |
-
2020
- 2020-07-31 US US17/641,719 patent/US12279627B2/en active Active
- 2020-07-31 JP JP2021543996A patent/JP6972446B1/ja active Active
- 2020-07-31 MY MYPI2022001372A patent/MY209095A/en unknown
- 2020-07-31 EP EP20863109.3A patent/EP4029379B1/en active Active
- 2020-07-31 WO PCT/JP2020/029579 patent/WO2021049201A1/ja not_active Ceased
- 2020-07-31 CN CN202080017822.4A patent/CN113556942A/zh active Pending
- 2020-07-31 AU AU2020345271A patent/AU2020345271A1/en active Pending
- 2020-09-03 AU AU2020346543A patent/AU2020346543A1/en active Pending
- 2020-09-03 EP EP20194327.1A patent/EP3791727A1/en active Pending
- 2020-09-03 JP JP2021543993A patent/JP7114818B2/ja active Active
- 2020-09-03 BR BR112022004516A patent/BR112022004516A2/pt unknown
- 2020-09-03 WO PCT/JP2020/033501 patent/WO2021049421A1/ja not_active Ceased
- 2020-09-03 MX MX2022003080A patent/MX2022003080A/es unknown
- 2020-09-03 US US17/642,382 patent/US20220322688A1/en active Pending
- 2020-09-03 CN CN202080017813.5A patent/CN113507838A/zh active Pending
-
2021
- 2021-11-02 JP JP2021179858A patent/JP7636314B2/ja active Active
-
2022
- 2022-07-27 JP JP2022119693A patent/JP2022136236A/ja active Pending
-
2025
- 2025-03-21 US US19/086,498 patent/US20250212904A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004049220A (ja) * | 2002-05-29 | 2004-02-19 | Kyowa Hakko Kogyo Co Ltd | 調味料を含有する圧縮成形物およびその製造法 |
| WO2006004190A1 (ja) * | 2004-07-02 | 2006-01-12 | Meiji Dairies Corporation | 固形乳、及びその製造方法 |
| JP5350799B2 (ja) | 2006-10-18 | 2013-11-27 | 株式会社明治 | 窪み部を有する食品 |
| JP5688020B2 (ja) | 2008-12-26 | 2015-03-25 | 株式会社明治 | 固形乳の製造方法,及び固形乳 |
| JP2017131168A (ja) * | 2016-01-28 | 2017-08-03 | 株式会社Adeka | 圧縮成形菓子の製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| R. W. BELLF. P. HANRAHANB. H. WEBB: "FOAM SPRAY METHODS OF READILY DISPERSIBLE NONFAT DRY MILK", J. DAIRY SCI, vol. 46, no. 12, 1963, pages 1352 - 1356, XP009163680, DOI: 10.3168/jds.S0022-0302(63)89280-2 |
| See also references of EP4029379A4 |
| SHIBATA MITSUHOHATSUMI HAMAMASAMI IMAIIKURU TOYODA: "Investigation of measuring free fat in powdered milk", NIHON SHOKUHIN KAGAKU KOUGAKU KAISHI, vol. 53, no. 10, 2006 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022024444A1 (ja) * | 2020-07-31 | 2022-02-03 | 株式会社明治 | 固形乳 |
| WO2022024443A1 (ja) * | 2020-07-31 | 2022-02-03 | 株式会社明治 | 固形食品及び固形乳 |
| WO2024204757A1 (ja) * | 2023-03-31 | 2024-10-03 | 森永乳業株式会社 | 固形食品の製造方法、固形食品、及び、固形食品の溶解性改善方法 |
| WO2025206401A1 (ja) * | 2024-03-29 | 2025-10-02 | 森永乳業株式会社 | 容器包装固形食品の製造方法、容器包装固形食品、及び、容器包装固形食品の保形性向上方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220330566A1 (en) | 2022-10-20 |
| US12279627B2 (en) | 2025-04-22 |
| JPWO2021049201A1 (ja) | 2021-03-18 |
| EP4029379A1 (en) | 2022-07-20 |
| MX2022003080A (es) | 2022-04-11 |
| EP3791727A1 (en) | 2021-03-17 |
| US20250212904A1 (en) | 2025-07-03 |
| CN113556942A (zh) | 2021-10-26 |
| CN113507838A (zh) | 2021-10-15 |
| JP7636314B2 (ja) | 2025-02-26 |
| MY209095A (en) | 2025-06-20 |
| WO2021049421A1 (ja) | 2021-03-18 |
| CA3154355A1 (en) | 2021-03-18 |
| JP7114818B2 (ja) | 2022-08-08 |
| JPWO2021049421A1 (ja) | 2021-03-18 |
| AU2020346543A1 (en) | 2022-03-31 |
| EP4029379A4 (en) | 2023-11-15 |
| EP4029379B1 (en) | 2026-04-15 |
| AU2020345271A1 (en) | 2022-03-31 |
| JP6972446B1 (ja) | 2021-11-24 |
| JP2022009962A (ja) | 2022-01-14 |
| US20220322688A1 (en) | 2022-10-13 |
| JP2022136236A (ja) | 2022-09-15 |
| BR112022004516A2 (pt) | 2022-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6972446B1 (ja) | 固形乳の製造方法 | |
| JP6639543B2 (ja) | 固形乳の製造方法及び固形乳の圧縮成形性及び溶解性改善方法 | |
| TWI864090B (zh) | 固形食品、食品粉體壓縮成型物、固形乳及乳粉壓縮成型物 | |
| JP7047189B2 (ja) | 固形乳 | |
| TWI921326B (zh) | 固形食品及固形乳 | |
| JP7023424B2 (ja) | 固形乳 | |
| TWI899179B (zh) | 固形乳 | |
| JP7732988B2 (ja) | 固形乳 | |
| WO2022024442A1 (ja) | 固形食品及び固形乳 | |
| WO2022024447A1 (ja) | 固形食品及び固形乳 | |
| WO2022024443A1 (ja) | 固形食品及び固形乳 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20863109 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021543996 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020345271 Country of ref document: AU Date of ref document: 20200731 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020863109 Country of ref document: EP Effective date: 20220413 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17641719 Country of ref document: US |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2020863109 Country of ref document: EP |