WO2021059945A1 - 発泡体及び発泡体の製造方法 - Google Patents
発泡体及び発泡体の製造方法 Download PDFInfo
- Publication number
- WO2021059945A1 WO2021059945A1 PCT/JP2020/033800 JP2020033800W WO2021059945A1 WO 2021059945 A1 WO2021059945 A1 WO 2021059945A1 JP 2020033800 W JP2020033800 W JP 2020033800W WO 2021059945 A1 WO2021059945 A1 WO 2021059945A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- foam
- average
- weight
- heat
- monomer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/32—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof from compositions containing microballoons, e.g. syntactic foams
Definitions
- the present invention relates to a foam and a method for producing the foam.
- a base resin such as rubber or thermoplastic elastomer is molded into a plate shape, etc., for cushioning property, vibration damping property, etc.
- a molded body having excellent performance is used. Further, in order to further improve the performance such as cushioning property and vibration damping property, foam molding of the base resin is being studied.
- a method of foam-molding the base resin for example, a method of foam-molding by adding a volatile foaming agent that decomposes to generate gas when heated, or a method of increasing the solubility of a gas such as carbon dioxide.
- a method of generating gas by dissolving it in a material resin and then lowering the solubility of the gas For example, in Patent Document 1, a resin sheet made of an olefin resin is impregnated with a volatile foaming agent and then foamed with steam at a foaming rate of 0.2 to 1.0 times / sec to obtain a highly foamed sheet. The method of manufacturing is described.
- Patent Document 2 describes a silicone rubber sponge composition and a silicone rubber in which 0.1 to 20 parts by weight of heat-expandable microcapsules that expand at a temperature of 80 to 200 ° C. are blended with a thermosetting mirrorable silicone rubber composition. The sponge is listed.
- Patent Documents 1 and 2 have a problem that fatigue resistance to long-term or repeated compression cannot be sufficiently obtained. Further, it does not have sufficient lightness as a foam, and the appearance quality of the surface of the foam is inferior.
- the present invention is a foam in which cells are dispersed in an elastomer resin, and the average diameter of the cells is 40 to 60 ⁇ m and the average circularity is 0.990 or more.
- the present invention will be described in detail below.
- the foam of the present invention is a foam in which cells are dispersed in an elastomer resin.
- the cell means a pore portion dispersed in an elastomer resin.
- the cell is preferably a closed cell.
- the elastomer resin is not particularly limited as long as it is an elastomer resin usually used for foam molding, but a thermoplastic elastomer and rubber are preferable.
- thermoplastic elastomer means an elastomer, that is, a substance exhibiting properties of vulcanized rubber at room temperature and thermoplasticity at high temperature.
- the above-mentioned thermoplastic elastomer is not particularly limited, and for example, a styrene-based thermoplastic elastomer (abbreviated as SBC; hereinafter, the abbreviations are shown in parentheses), an olefin-based thermoplastic elastomer (TPO, TPV), and a urethane-based thermoplastic elastomer.
- TPU elastomer
- TPEE ester-based thermoplastic elastomer
- TPAE amide-based thermoplastic elastomer
- TPOs olefin-based thermoplastic elastomers
- the olefin-based thermoplastic elastomer (TPO) is composed of an olefin-based resin such as polypropylene (PP) or polyethylene (PE) as a hard segment and an ethylene / ⁇ -olefin copolymer rubber such as EPDM or EPR as a soft segment. It can be classified into a crosslinked type and a non-crosslinked type.
- the crosslinked type is a chemically crosslinked rubber portion and is superior in rubber elasticity and heat resistance as compared with the non-crosslinked type.
- vulcanized rubber is generally crosslinked under static conditions
- a crosslinked type TPO is produced by a so-called dynamic crosslinking technique in which a crosslinking reaction is carried out under a kneading state such as in an extruder.
- the most widely used in the TPO field is the PP-EPDM-based cross-linked olefin-based thermoplastic elastomer (TPV).
- TPV thermoplastic elastomer
- non-crosslinked type TPO examples include ⁇ -olefin copolymers such as ethylene, propylene, 1-butene, 1-pentene, 1-hexene and 1-octene.
- ⁇ -olefin copolymers such as ethylene, propylene, 1-butene, 1-pentene, 1-hexene and 1-octene.
- an elastomer matrix crystal pseudo-crosslinked TPO or the like in which a polyolefin resin forms a network structure in the EP rubber matrix is preferably used.
- styrene-based thermoplastic elastomer examples include styrene-isobutylene block copolymer (SIB), styrene-isobutylene-styrene block copolymer (SIBS), styrene-isoprene-styrene block copolymer (SIS), and styrene-.
- SIB styrene-isobutylene block copolymer
- SIBS styrene-isobutylene-styrene block copolymer
- SIS styrene-isoprene-styrene block copolymer
- SBS butadiene-styrene block copolymer
- SBBS styrene-butadiene / butylene-styrene block copolymer
- SEPS styrene-ethylene / propylene-styrene block copolymer
- SEEPS polymer
- SEEPS styrene-ethylene / ethylene / propylene-styrene block copolymer
- thermoplastic elastomers TPVC
- ion cluster type thermoplastic elastomers ionomers
- fluoroplastic elastomers containing fluororesin as a restraint block TPVC
- thermoplastic elastomers may be used alone or in combination of two or more.
- Mirastomer manufactured by Mitsui Chemicals, Inc.
- the Mirastomer has a sea-island structure composed of a PP sea phase and a crosslinked EPDM island phase, and the average dispersed particle size of the island phases is about several ⁇ m. Chemical bonds exist at the interface between the sea phase and the island phase, and by strengthening the interface, they play a role in improving mechanical properties and rubber elasticity.
- rubber means a polymer substance that exhibits elasticity at room temperature.
- the rubber is not particularly limited, and may be natural rubber (NR) or synthetic rubber.
- the synthetic rubber include isoprene rubber (IR), styrene butadiene rubber (SBR), butadiene rubber (BR), chloroprene acrylo rubber (CR), nitrile butadiene rubber (NBR), butyl rubber (IIR), and ethylene propylene rubber ( EPDM), Urethane rubber (U), Silicone rubber (Q), Fluorine rubber (FKM), Chlorosulfonated polyethylene rubber (CSM), Chlorinated polyethylene (CM), Acrylic rubber (ACM, ANM), Epichlorohydrin rubber ( CO, ECO), polysulfide rubber (T) and the like.
- IR isoprene rubber
- SBR styrene butadiene rubber
- BR butadiene rubber
- NBR nitrile buta
- IR isoprene rubber
- SBR styrene-butadiene rubber
- BR butadiene rubber
- CR chloroprene acrylo rubber
- IIR butyl rubber
- EPDM ethylene propylene rubber
- thermoplastic resin examples include general thermoplastic resins such as polyvinyl chloride, polypropylene, polypropylene oxide and polystyrene, and engineering plastics such as polybutylene terephthalate, nylon, polycarbonate and polyethylene terephthalate. Among these, at least one selected from the group consisting of low-density polyethylene, high-density polyethylene, polypropylene and polystyrene is preferable.
- the cell has an average diameter of 40 ⁇ m at the lower limit and 60 ⁇ m at the upper limit.
- the preferred lower limit of the average diameter of the cells is 41 ⁇ m
- the preferred upper limit is 58 ⁇ m
- the more preferred lower limit is 43 ⁇ m
- the more preferred upper limit is 57 ⁇ m.
- a more preferable upper limit is 50 ⁇ m
- a particularly preferable upper limit is 48 ⁇ m
- a more particularly preferable upper limit is 47 ⁇ m.
- the diameter of the cell means the average value of the major axis and the minor axis of the cell.
- the preferable upper limit of the CV value of the diameter is 40%.
- the preferred lower limit is not particularly limited, but is 10%.
- the lower limit of the average circularity of cells is 0.990.
- the preferable lower limit of the average circularity of the cell is 0.992, and the more preferable lower limit is 0.995.
- the preferred upper limit is not particularly limited, but is, for example, 1.00 (perfect circle).
- the term "average circularity of cells” means the average circularity of the entire foam.
- the average circularity of the cells of the entire foam is calculated as "the average circularity of the cells in the surface layer" and "the average circularity of the cells in the central portion", which will be described later, and then the "surface layer” and the "central portion". It is calculated from the cross-sectional area ratio of.
- the average circularity of cells in the surface layer is 0.980 or more.
- the average circularity of the cells in the surface layer is 0.980 or more, the surface appearance of the foam and the compression set can be further improved.
- the cell in the surface layer has a more preferable lower limit of average circularity of 0.985.
- the preferred upper limit is not particularly limited, but is, for example, 1.00 (perfect circle).
- the average circularity refers to a value obtained by measuring the circularity of a plurality of cells by image analysis from a micrograph after cutting a cross section of the foam and averaging them.
- the circularity referred to here is defined as 4 ⁇ A / B 2 when the projected area (A) of the cell and the peripheral length of the cell (B) are measured with an electron microscope.
- the numerical value of the circularity becomes larger as the shape of the cell becomes closer to a perfect circle, and the circularity of the cell having a perfect circular shape becomes 1.00. Conversely, the circularity value decreases as the cell shape deviates from the perfect circle. Further, the depth of 100 ⁇ m from the surface means 100 ⁇ m from the surface of the foam in the tangential direction.
- the average circularity of the cells in the central portion other than the surface layer is 0.990 or more.
- the compression set can be further improved.
- the cell in the central portion has a more preferable lower limit of 0.985 in average circularity.
- the preferred upper limit is not particularly limited, but is, for example, 1.00 (perfect circle).
- the average length-short ratio of cells in the surface layer is preferably 0.81 or more.
- the surface appearance of the foam and the compression set can be improved.
- the cell in the surface layer has a more preferable lower limit of the average length-short ratio of 0.82.
- the preferred upper limit is not particularly limited, but is, for example, 1.00 (perfect circle).
- the average length-short ratio means a value obtained by measuring the length-short ratios of a plurality of cells by image analysis from a micrograph after cutting a cross section of the foam, and averaging them, as in the case of the average diameter.
- the long-short ratio referred to here is defined as D / C when the maximum diameter [major diameter (C)] and the minimum diameter [minor diameter (D)] of the projected image of the cell are measured with an electron microscope.
- the average length-short ratio of cells in the central portion other than the surface layer is preferably 0.87 or more.
- the surface appearance of the foam and the compression set can be improved.
- the preferable lower limit of the average length-short ratio is 0.89.
- the preferred upper limit is not particularly limited, but is, for example, 1.00.
- the preferable lower limit of the average length-short ratio of the cells of the entire foam is 0.87.
- the average length-short ratio of the cells of the entire foam is 0.87 or more, the surface appearance of the foam and the compression set can be improved.
- the more preferable lower limit of the average length-short ratio of the cells of the whole foam is 0.88, and the preferable upper limit is not particularly limited, but is, for example, 1.00.
- the preferable lower limit of the average projected area of the cells of the entire foam is 1250 ⁇ m 2
- the preferable upper limit is 2850 ⁇ m 2
- the surface appearance of the foam can be improved.
- the more preferable lower limit of the average projected area of the cell is 1315 ⁇ m 2
- the more preferable lower limit is 1450 ⁇ m 2
- the more preferable upper limit is 2660 ⁇ m 2
- the further preferable lower limit is 2570 ⁇ m 2 .
- the average projected area of the cells refers to a value obtained by averaging the projected areas (A) of a plurality of cells obtained when measuring the average circularity.
- the preferable lower limit of the average peripheral length of the cells of the entire foam is 125 ⁇ m, and the preferable upper limit is 195 ⁇ m.
- the average peripheral length of the cell is within the above range, the surface appearance of the foam and the compression set can be improved.
- the more preferable lower limit of the average peripheral length of the cell is 128 ⁇ m, the further preferable lower limit is 135 ⁇ m, the more preferable upper limit is 188 ⁇ m, and the further preferable lower limit is 185 ⁇ m.
- the average peripheral length of the cells refers to a value obtained by averaging the peripheral lengths (B) of a plurality of cells obtained when measuring the average circularity.
- the foam of the present invention has a thickness of 300 ⁇ m or more. By setting the thickness to 300 ⁇ m or more, the bending strength (rigidity) of the foam is improved. It is possible to improve the measurement accuracy of the cell shape.
- the preferable lower limit of the thickness is 500 ⁇ m, and the preferable upper limit is 5000 ⁇ m.
- the thickness referred to here is defined as the length from one surface of the foam to the other surface in the tangential direction. The thickness can be measured using a measuring instrument such as a caliper, a dial gauge, or a micrometer.
- the shape of the foam of the present invention is not particularly limited, but for example, in addition to a plate shape or a rectangular parallelepiped (block) shape, a prismatic shape, a columnar shape, a prismatic shape, a cone shape, a cone trapezoidal shape, a square cone trapezoidal shape, A box type (concave type) shape and the like can be mentioned. Of these, a plate-shaped or rectangular parallelepiped is preferable.
- the cell is preferably formed by thermally expanding a heat-expandable microcapsule containing a volatile liquid as a core agent in a shell containing a polymer.
- a heat-expandable microcapsule containing a volatile liquid as a core agent in a shell containing a polymer.
- the shell is plasticized and the core agent is vaporized to increase the vapor pressure and expand. Therefore, by adding the heat-expandable microcapsules to the elastomer resin and foam-molding, the cells formed by the thermal expansion of the heat-expandable microcapsules are dispersed in the obtained foam. ..
- Such cells are formed by the shell of the heat-expandable microcapsules.
- the shell constituting the heat-expandable microcapsules is made of a polymer obtained by polymerizing a monomer mixture containing a polymerizable monomer (I) consisting of at least one selected from acrylonitrile, methacrylnitrile and vinylidene chloride. Is preferable.
- a polymerizable monomer (I) consisting of at least one selected from acrylonitrile, methacrylnitrile and vinylidene chloride. Is preferable.
- the shell constituting the heat-expandable microcapsule has a polymerizable monomer (I) of 40 to 90% by weight and a carboxyl group, and has 3 to 8 carbon atoms. It is preferably composed of a polymer obtained by polymerizing a monomer mixture containing 5 to 50% by weight of the radically polymerizable unsaturated carboxylic acid monomer (II).
- the preferable lower limit of the content of the polymerizable monomer (I) in the monomer mixture is 40% by weight, and the preferable upper limit is 90% by weight. If the content of the polymerizable monomer (I) in the monomer mixture is less than 40% by weight, the gas barrier property of the shell is lowered, so that the foaming ratio may be lowered. If the content of the polymerizable monomer (I) in the monomer mixture exceeds 90% by weight, the heat resistance may not be improved.
- the more preferable lower limit of the content of the polymerizable monomer (I) in the monomer mixture is 50% by weight, and the more preferable upper limit is 80% by weight.
- the radically polymerizable unsaturated carboxylic acid monomer (II) having the above-mentioned carboxyl group and having 3 to 8 carbon atoms for example, one having one or more free carboxyl groups for ion cross-linking per molecule can be used. It can. Specific examples thereof include unsaturated monocarboxylic acids, unsaturated dicarboxylic acids and their anhydrides, monoesters of unsaturated dicarboxylic acids and derivatives thereof. Examples of the unsaturated monocarboxylic acid include acrylic acid, methacrylic acid, etacrylic acid, crotonic acid, and cinnamic acid.
- Examples of the unsaturated dicarboxylic acid include maleic acid, itaconic acid, fumaric acid, citraconic acid, and chloromaleic acid.
- Examples of the monoester of the unsaturated dicarboxylic acid include monomethyl maleate, monoethyl maleate, monobutyl maleate, monomethyl fumarate, monoethyl fumarate, monomethyl itaconic acid, monoethyl itaconic acid, and monobutyl itaconic acid. These may be used alone or in combination of two or more. Of these, acrylic acid, methacrylic acid, maleic acid, maleic anhydride, and itaconic acid are particularly preferable.
- the preferable lower limit of the content of the segment derived from the radically polymerizable unsaturated carboxylic acid monomer (II) having a carboxyl group and 3 to 8 carbon atoms in the monomer mixture is 5% by weight, and the preferable upper limit is 50% by weight. %. If the content of the segment derived from the radically polymerizable unsaturated carboxylic acid monomer (II) is less than 5% by weight, the maximum foaming temperature may be 190 ° C. or less, and the radically polymerizable unsaturated carboxylic acid monomer (II) may have a maximum foaming temperature of 190 ° C. or less.
- the content of the segment derived from (II) exceeds 50% by weight, the maximum foaming temperature is improved, but the foaming ratio is lowered.
- the more preferable lower limit of the content of the segment derived from the radically polymerizable unsaturated carboxylic acid monomer (II) is 10% by weight, and the more preferable upper limit is 40% by weight.
- the content of the polymerizable monomer (I) and the segment derived from the radically polymerizable unsaturated carboxylic acid monomer (II) having the above-mentioned carboxyl group and having 3 to 8 carbon atoms is described above. As long as it is within the range, the following monomer mixtures (1) to (3) are preferably used, although not particularly limited.
- the monomer mixture (1) has 40 to 90% by weight of the polymerizable monomer (I) and the carboxyl group, and has 5 to 50 radically polymerizable unsaturated carboxylic acid monomers (II) having 3 to 8 carbon atoms. It contains% by weight, and preferably does not contain a polymerizable monomer (III) having two or more double bonds in the molecule.
- the monomer mixture (1) preferably does not contain a polymerizable monomer (III) having two or more double bonds in the molecule in the monomer mixture.
- the polymerizable monomer (III) is generally used as a cross-linking agent.
- a shell having sufficient strength can be obtained by using a monomer mixture containing a predetermined amount of the polymerizable monomer (I) and the radically polymerizable unsaturated carboxylic acid monomer (II).
- the heat-expandable microcapsules having excellent shear resistance, heat resistance, and foamability can be obtained.
- the above-mentioned monomer mixture does not contain the polymerizable monomer (III) having two or more double bonds in the molecule
- the polymerizable monomer (III) is not substantially contained.
- the above-mentioned polymerizable monomer (III) is contained in a very small amount, it is considered that the above-mentioned polymerizable monomer (III) is not contained.
- polymerizable monomer (III) examples include a monomer having two or more radically polymerizable double bonds. Specifically, for example, divinylbenzene, ethylene glycol di (meth) acrylate, diethylene glycol di (meth) acrylate, triethylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate, 1,4-butanediol di (meth). ) Acrylate and the like can be mentioned.
- 1,6-hexanediol di (meth) acrylate, 1,9-nonanediol di (meth) acrylate, di (meth) acrylate of polyethylene glycol having a molecular weight of 200 to 600, glycerin di (meth) acrylate, and trimethylol Propanedi (meth) acrylate and the like can be mentioned.
- trimethylolpropane tri (meth) acrylate, ethylene oxide-modified trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, triallylformal tri (meth) acrylate and the like can be mentioned.
- pentaerythritol tetra (meth) acrylate dipentaerythritol hexa (meth) acrylate, dimethylol-tricyclodecanedi (meth) acrylate and the like can be mentioned.
- the monomer mixture (2) has 40 to 90% by weight of the polymerizable monomer (I) and the carboxyl group, and has 5 to 50 radically polymerizable unsaturated carboxylic acid monomers (II) having 3 to 8 carbon atoms. It contains 0.2% by weight or less of the polymerizable monomer (III) and 0.1 to 10% by weight of the metal cationic hydroxide (IV).
- the monomer mixture (2) preferably contains a polymerizable monomer (III) having two or more double bonds in the molecule.
- the polymerizable monomer (III) has a role as a cross-linking agent.
- the polymerizable monomer (III) is not particularly limited as long as it has a carboxyl group and is different from the radically polymerizable unsaturated carboxylic acid monomer (II) having 3 to 8 carbon atoms, and is generally used.
- a monomer having two or more radically polymerizable double bonds is preferably used. Specifically, for example, divinylbenzene, ethylene glycol di (meth) acrylate, diethylene glycol di (meth) acrylate, triethylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate, 1,4-butanediol di (meth).
- Acrylate 1,6-hexanediol di (meth) acrylate and the like.
- examples thereof include 1,9-nonanediol di (meth) acrylate, di (meth) acrylate of polyethylene glycol having a molecular weight of 200 to 600, glycerin di (meth) acrylate, and trimethylolpropane di (meth) acrylate.
- trimethylolpropane tri (meth) acrylate ethylene oxide-modified trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, pentaerythritol tetra (meth) acrylate, dipentaerythritol hexa (meth) acrylate and the like can be mentioned. Be done.
- the preferable upper limit of the content of the polymerizable monomer (III) in the monomer mixture (2) is 0.2% by weight.
- the particle shape of the heat-expandable microcapsules becomes distorted, and as a result, the bulk specific gravity decreases.
- the heat-expandable microcapsules are likely to be sheared in the next step, particularly when extrusion molding is performed, so that the heat-expandable microcapsules tend to foam.
- the preferable lower limit of the content of the polymerizable monomer (III) is 0% by weight, and the more preferable upper limit is 0.1% by weight.
- the monomer mixture (2) preferably contains a metal cationic hydroxide (IV).
- a metal cationic hydroxide (IV) By containing the metal cation hydroxide (IV), an ionic bond is generated with the carboxyl group of the radically polymerizable unsaturated carboxylic acid monomer (II), so that the rigidity is increased and the heat resistance is increased. It becomes possible. As a result, it becomes possible to obtain thermally expandable microcapsules that do not burst or shrink for a long time in a high temperature region.
- the elastic modulus of the shell does not easily decrease even in a high temperature region, even when performing molding processes such as kneading molding, calendar molding, extrusion molding, and injection molding to which a strong shearing force is applied, the heat-expandable micro No rupture or contraction of the capsule occurs. Further, since it is an ionic bond rather than a covalent bond, the particle shape of the heat-expandable microcapsules becomes close to a true sphere, and distortion is less likely to occur.
- cross-linking by ionic bonding has a weaker bonding force than cross-linking by covalent bonding, so that when the monomer being polymerized is converted to a polymer, the volume of the heat-expandable microcapsules shrinks uniformly. It is thought that this is the cause.
- the metal cation of the metal cation hydroxide (IV) is not particularly limited as long as it is a metal cation that reacts with the radically polymerizable unsaturated carboxylic acid monomer (II) to form an ionic bond, and is, for example, Na, K. , Li, Zn, Mg, Ca, Ba, Sr, Mn, Al, Ti, Ru, Fe, Ni, Cu, Cs, Sn, Cr, Pb and the like.
- the purpose is to form an ionic bond with the radically polymerizable unsaturated carboxylic acid monomer (II), it must be a hydroxide, and chlorides such as NaCl have a weak ionic bond and are not applicable here.
- ions of Ca, Zn, and Al which are divalent to trivalent metal cations, are preferable, and ions of Zn are particularly preferable.
- metal cation hydroxides (IV) may be used alone or in combination of two or more.
- the preferable lower limit of the content of the metal cationic hydroxide (IV) in the monomer mixture (2) is 0.1% by weight, and the preferable upper limit is 10% by weight. If the content of the metal cation hydroxide (IV) is less than 0.1% by weight, the effect on heat resistance may not be obtained, and the content of the metal cation hydroxide (IV) is 10% by weight. If it exceeds%, the foaming ratio may be significantly deteriorated.
- the more preferable lower limit of the content of the metal cationic hydroxide (IV) is 0.5% by weight, and the more preferable upper limit is 5% by weight.
- the monomer mixture (3) has 40 to 90% by weight of the polymerizable monomer (I) and 5 to 50% by weight of the radically polymerizable unsaturated carboxylic acid monomer (II) having a carboxyl group and 3 to 8 carbon atoms. % And 0.1 to 10% by weight of the metal cationic hydroxide (IV). Further, preferably, it does not contain a polymerizable monomer (III) having two or more double bonds in the molecule.
- the monomer mixture (3) does not contain a polymerizable monomer (III) having two or more double bonds in the molecule.
- a polymerizable monomer (III) having two or more double bonds in the molecule.
- the monomer mixture (3) has sufficient strength without using a polymerizable monomer (III) having two or more double bonds in the molecule by mainly reducing cross-linking by ionic bonds and reducing cross-linking by covalent bonds. It is possible to obtain a heat-expandable microcapsule having heat resistance.
- the above-mentioned monomer mixture does not contain the polymerizable monomer (III) having two or more double bonds in the molecule” means that the polymerizable monomer (III) is not substantially contained.
- the above-mentioned polymerizable monomer (III) is contained in a very small amount, it is considered that the above-mentioned polymerizable monomer (III) is not contained.
- polymerizable monomer (I), radically polymerizable unsaturated carboxylic acid monomer (II), and the like other monomers may be added to the above-mentioned monomer mixture.
- the above-mentioned other monomers include acrylate esters such as methyl acrylate, ethyl acrylate, butyl acrylate and dicyclopentenyl acrylate, methyl methacrylate, ethyl methacrylate, butyl methacrylate, isobornyl methacrylate and the like.
- methacrylic acid esters, vinyl acetate, vinyl monomers such as styrene, and the like examples of the above-mentioned other monomers.
- These other monomers may be appropriately selected and used according to the properties required for the heat-expandable microcapsules, and among these, methyl methacrylate, ethyl methacrylate, methyl acrylate and the like are preferably used.
- the content of other monomers in all the monomers constituting the shell is preferably less than 10% by weight. If the content of the other monomer is 10% by weight or more, the gas barrier property of the cell wall is lowered and the thermal expansion property is likely to be deteriorated, which is not preferable.
- a polymerization initiator is contained in the monomer mixture in order to polymerize the monomer.
- the polymerization initiator for example, dialkyl peroxide, diacyl peroxide, peroxyester, peroxydicarbonate, azo compound and the like are preferably used.
- dialkyl peroxide include methyl ethyl peroxide, di-t-butyl peroxide, isobutyl peroxide, dicumyl peroxide and the like.
- diacyl peroxide include benzoyl peroxide, 2,4-dichlorobenzoyl peroxide, 3,5,5-trimethylhexanoyl peroxide and the like.
- peroxyester examples include t-butylperoxypivalate, t-hexylperoxypivalate, t-butylperoxyneodecanoate, t-hexylperoxyneodecanoate, and 1-cyclohexyl-1-methyl.
- Ethyl peroxyneodecanoate, 1,1,3,3-tetramethylbutylperoxyneodecanoate and the like can be mentioned.
- peroxydicarbonate examples include bis (4-t-butylcyclohexyl) peroxydicarbonate, di-n-propyl-oxydicarbonate, diisopropylperoxydicarbonate, and di (2-ethylethylperoxy) dicarbonate. Examples thereof include dimethoxybutyl peroxydicarbonate.
- azo compound examples include 2,2'-azobisisobutyronitrile, 2,2'-azobis (4-methoxy-2,4-dimethylvaleronitrile), and 2,2'-azobis (2,4-dimethyl). Valeronitrile), 1,1'-azobis (1-cyclohexanecarbonitrile) and the like.
- the preferable lower limit of the weight average molecular weight of the polymer constituting the shell is 100,000, and the preferable upper limit is 2 million.
- the weight average molecular weight is 100,000 or more, the strength of the shell can be increased, and when the weight average molecular weight is 2 million or less, an excessive increase in the strength of the shell can be suppressed and a decrease in the foaming ratio can be suppressed. it can.
- the shell may further contain a stabilizer, an ultraviolet absorber, an antioxidant, an antistatic agent, a flame retardant, a silane coupling agent, a coloring agent and the like, if necessary.
- a volatile expansion agent is contained in the shell as a core agent.
- the volatile leavening agent is a substance that becomes gaseous at a temperature equal to or lower than the softening point of the polymer constituting the shell, and a low boiling point organic solvent is suitable.
- Examples of the volatile leavening agent include low molecular weight hydrocarbons, chlorofluorocarbons, tetraalkylsilanes and the like.
- Examples of the low molecular weight hydrocarbon include ethane, ethylene, propane, propene, n-butane, isobutane, butene, isobutane, n-pentane, isopentan, neopentane, n-hexane, heptane, isooctane, petroleum ether and the like.
- chlorofluorocarbons CCl 3 F, CCl 2 F 2, CClF 3, CClF 2 -CClF 2 , and the like.
- tetraalkylsilane examples include tetramethylsilane, trimethylethylsilane, trimethylisopropylsilane, and trimethyl-n-propylsilane.
- isobutane, n-butane, n-pentane, isopentane, n-hexane, isooctane, petroleum ether, and mixtures thereof are preferable.
- These volatile leavening agents may be used alone or in combination of two or more. Further, as the volatile leavening agent, a thermally decomposable compound which is thermally decomposed by heating to become a gas may be used.
- heat-expandable microcapsules it is preferable to use a low boiling point hydrocarbon having 5 or less carbon atoms among the above-mentioned volatile expansion agents.
- a hydrocarbon By using such a hydrocarbon, it is possible to obtain a heat-expandable microcapsule having a high expansion ratio and rapidly starting foaming.
- a thermally decomposable compound which is thermally decomposed by heating to become a gas may be used.
- the preferable lower limit of the content of the volatile leavening agent used as the core agent is 10% by weight, and the preferable upper limit is 25% by weight.
- the content of the core agent is 10% by weight or more, the thickness of the shell does not become too large, and a decrease in the foaming ratio can be suppressed.
- the content of the core agent is 25% by weight or less, the decrease in the strength of the shell can be suppressed.
- the content of the core agent is 10 to 25% by weight, it is possible to both prevent the heat-expandable microcapsules from sagging and improve the foaming performance.
- the heat-expandable microcapsules have a preferable lower limit of 180 ° C. and a preferable upper limit of 230 ° C. for the maximum foaming temperature (Tmax).
- Tmax maximum foaming temperature
- the maximum foaming temperature is 180 ° C. or higher, the heat resistance can be increased, and the rupture and shrinkage of the heat-expandable microcapsules can be suppressed in a high temperature region or during molding.
- a more preferable lower limit of the maximum foaming temperature is 190 ° C. from the viewpoint of further suppressing the rupture and shrinkage of the heat-expandable microcapsules.
- the maximum foaming temperature is when the diameter of the heat-expandable microcapsules is maximized (maximum displacement amount) when the diameter of the heat-expandable microcapsules is measured while heating from room temperature. Means temperature.
- the preferable lower limit of the maximum displacement amount (Dmax) measured by thermomechanical analysis is 300 ⁇ m, and the preferable upper limit is 1200 ⁇ m.
- the maximum displacement amount is a value when the diameter of the heat-expandable microcapsules of the entire predetermined amount is maximized when the diameter of the heat-expandable microcapsules is measured while heating from room temperature. ..
- the preferable lower limit of the foaming start temperature (Ts) is 160 ° C, and the preferable upper limit is 200 ° C.
- the maximum foaming temperature means the temperature at which the thermal expansion microcapsules reach the maximum displacement amount when the diameter of the thermal expansion microcapsules is measured while heating from room temperature.
- the preferable lower limit of the average particle size of the heat-expandable microcapsules is 15 ⁇ m, and the preferable upper limit is 25 ⁇ m.
- the more preferable lower limit of the average particle size is 18 ⁇ m, the more preferable lower limit is 19 ⁇ m, and the more preferable upper limit is 23 ⁇ m.
- the average particle size of the heat-expandable microcapsules means the volume average particle size measured using a particle size distribution diameter measuring device or the like.
- the present invention also provides a method for producing the above-mentioned heat-expandable microcapsules.
- the method for producing the heat-expandable microcapsules include a step of preparing an aqueous medium, 40 to 90% by weight of the polymerizable monomer (I), and a radical having a carboxyl group and 3 to 8 carbon atoms.
- a step of dispersing an oily mixed solution containing 5 to 50% by weight of the polymerizable unsaturated carboxylic acid monomer (II) and a volatile swelling agent in an aqueous medium is performed. After that, a method of performing a step of polymerizing the above-mentioned monomer and the like can be mentioned.
- an aqueous dispersion medium containing a dispersion stabilizer is prepared by adding water, a dispersion stabilizer, and if necessary, an auxiliary stabilizer to the polymerization reaction vessel. Further, if necessary, an alkali metal nitrite salt, stannous chloride, stannic chloride, potassium dichromate and the like may be added.
- dispersion stabilizer examples include silica, calcium phosphate, magnesium hydroxide, aluminum hydroxide, ferric hydroxide, barium sulfate, calcium sulfate, sodium sulfate, calcium oxalate, calcium carbonate, calcium carbonate, barium carbonate, and carbon dioxide.
- examples include magnesium.
- colloidal silica is preferable.
- the amount of the dispersion stabilizer added is not particularly limited and is appropriately determined depending on the type of the dispersion stabilizer, the particle size of the heat-expandable microcapsules, etc., but the preferable lower limit is 0.1 weight by weight with respect to 100 parts by weight of the monomer.
- the preferred upper limit is 20 parts by weight.
- auxiliary stabilizer examples include a condensation product of diethanolamine and an aliphatic dicarboxylic acid, a condensation product of urea and formaldehyde, and the like.
- polyvinylpyrrolidone, polyethylene oxide, polyethyleneimine, tetramethylammonium hydroxide, gelatin, methylcellulose, polyvinyl alcohol, dioctylsulfosuccinate, sorbitan ester, various emulsifiers and the like can be mentioned.
- the combination of the dispersion stabilizer and the auxiliary stabilizer is not particularly limited, and for example, a combination of colloidal silica and a condensation product, a combination of colloidal silica and a water-soluble nitrogen-containing compound, magnesium hydroxide or calcium phosphate.
- examples include a combination with an emulsifier.
- a combination of colloidal silica and a condensation product is preferred.
- the condensation product a condensation product of diethanolamine and an aliphatic dicarboxylic acid is preferable, and a condensation product of diethanolamine and adipic acid or a condensation product of diethanolamine and itaconic acid is particularly preferable.
- water-soluble nitrogen-containing compound examples include polyvinylpyrrolidone, polyethyleneimine, polyoxyethylenealkylamine, polydialkylaminoalkyl (meth) acrylate, polydialkylaminoalkyl (meth) acrylamide, polyacrylamide, polycationic acrylamide, and polyamine sulfone. , Polyallylamine and the like.
- polydialkylaminoalkyl (meth) acrylate include polydimethylaminoethyl methacrylate and polydimethylaminoethyl acrylate.
- polydialkylaminoalkyl (meth) acrylamide examples include polydimethylaminopropyl acrylamide and polydimethylaminopropylmethacrylamide. Of these, polyvinylpyrrolidone is preferably used.
- the amount of colloidal silica added is appropriately determined by the particle size of the heat-expandable microcapsules, but the preferable lower limit is 1 part by weight and the preferable upper limit is 20 parts by weight with respect to 100 parts by weight of the monomer. A more preferable lower limit of the amount of colloidal silica added is 2 parts by weight, and a more preferable upper limit is 10 parts by weight.
- the amount of the condensation product or the water-soluble nitrogen-containing compound added is also appropriately determined by the particle size of the heat-expandable microcapsules, but the preferable lower limit is 0.05 parts by weight, preferably 0.05 parts by weight, based on 100 parts by weight of the monomer.
- the upper limit is 2 parts by weight.
- inorganic salts such as sodium chloride and sodium sulfate may be further added.
- an inorganic salt heat-expandable microcapsules having a more uniform particle shape can be obtained.
- the amount of the inorganic salt added is usually preferably 0 to 100 parts by weight with respect to 100 parts by weight of the monomer.
- the aqueous dispersion medium containing the above dispersion stabilizer is prepared by blending a dispersion stabilizer and an auxiliary stabilizer with deionized water, and the pH of the aqueous phase at this time is the type of the dispersion stabilizer and the auxiliary stabilizer to be used. It is decided appropriately by. For example, when silica such as colloidal silica is used as the dispersion stabilizer, polymerization is carried out in an acidic medium, and in order to make the aqueous medium acidic, an acid such as hydrochloric acid is added as necessary to adjust the pH of the system to 3. Prepared to ⁇ 4. On the other hand, when magnesium hydroxide or calcium phosphate is used, it is polymerized in an alkaline medium.
- silica such as colloidal silica
- an acid such as hydrochloric acid
- the radically polymerizable unsaturated carboxylic acid monomer (II) having 40 to 90% by weight of the above-mentioned polymerizable monomer (I) and a carboxyl group and having 3 to 8 carbon atoms.
- a step of dispersing an oily mixed solution containing 5 to 50% by weight and a volatile expansion agent in an aqueous medium is performed.
- the monomer and the volatile leavening agent may be separately added to the aqueous dispersion medium to prepare an oily mixed solution in the aqueous dispersion medium, but usually, both are mixed in advance to obtain an oily mixed solution.
- Add to aqueous dispersion medium Add to aqueous dispersion medium.
- the oil-based mixture and the aqueous dispersion medium are prepared in separate containers in advance, and the oil-based mixture is dispersed in the aqueous dispersion medium by mixing while stirring in another container, and then placed in the polymerization reaction vessel. It may be added.
- a polymerization initiator is used to polymerize the monomer. The polymerization initiator may be added to the oil-based mixture in advance, and the aqueous dispersion medium and the oil-based mixture are placed in the polymerization reaction vessel. It may be added after stirring and mixing with.
- Examples of the method of emulsifying and dispersing the oil-based mixed solution in an aqueous dispersion medium with a predetermined particle size include a method of stirring with a homomixer (for example, manufactured by Tokushu Kagaku Kogyo Co., Ltd.), a line mixer, and an element-type stationary disperser.
- a method of passing a stationary dispersion device such as the above can be mentioned.
- the aqueous dispersion medium and the polymerizable mixture may be separately supplied to the static dispersion device, or a dispersion liquid that has been mixed and stirred in advance may be supplied.
- the heat-expandable microcapsules can be produced by, for example, performing a step of polymerizing a monomer by heating the dispersion obtained through the above-mentioned steps.
- the heat-expandable microcapsules produced by such a method have a high maximum foaming temperature, excellent heat resistance, and do not burst or shrink even in a high temperature region or during molding.
- the foam of the present invention has a preferable upper limit of density of 0.65 g / cm 3 .
- the preferred upper limit of the density is 0.63 g / cm 3
- the more preferable upper limit is 0.60 g / cm 3 .
- the preferable lower limit is not particularly limited, but is 0.2 g / cm 3 .
- the above density can be measured by a method based on the JIS K 7112 A method (underwater substitution method).
- the foam of the present invention has a preferable upper limit of average surface roughness (Ra) of 5 ⁇ m.
- Ra average surface roughness
- the preferable lower limit is not particularly limited, but is 0.2 ⁇ m.
- the average surface roughness (Ra) can be measured by measuring the surface roughness (Ra) of the surface of the molded product with a 3D shape measuring machine (VR-3000 manufactured by KEYENCE CORPORATION).
- the foam of the present invention has a preferable upper limit of compression set at 70 ° C. of 45%. Since the compression set at 70 ° C. is 45% or less, it can be particularly suitable for a sealing material for automobiles, particularly a sliding portion of a glass run channel with a window glass.
- the compression set at 70 ° C. is preferably 40% or less.
- the lower limit of the compression set at 70 ° C. is not particularly limited, but is substantially 0%, for example, 20%.
- the compression set at 70 ° C. is the "residual strain" of the test piece caused by compressing the test piece with a compression plate at a specified rate and holding it in an environment of 70 ° C. for a specified time (22 hours, etc.). means.
- Examples of applications of the foam that requires a high surface appearance of the present invention include automobile interior materials such as door trims, instrument panels (instrument panels), and weather strips such as glass run channels, and automobile exterior materials such as bumpers. Be done. Further, there are applications such as building materials such as wood powder plastic, soles, artificial cork, and housing interior members such as multi-layer heat insulating pipes such as three-layer pipes. In particular, in applications such as pipes where water passes through pipes, it is required that it is difficult to absorb water, and by reducing the cell diameter (40 to 60 ⁇ m), it is possible to maintain a quality that is difficult to absorb water in the foam layer.
- the method for producing the foam of the present invention is not particularly limited, and for example, a method in which the heat-expandable microcapsules are added to the elastomer resin, mixed, and charged into a molding machine or the like for foam molding is preferable. Further, the heat-expandable microcapsules are heat-kneaded with a base resin for a masterbatch such as polyethylene or ethylene-vinyl acetate copolymer to prepare a pellet-shaped masterbatch, and then the masterbatch is added to the elastomer resin. A method of mixing and charging into a molding machine or the like for foam molding is also preferably used.
- the molding method for foam molding is not particularly limited, and examples thereof include extrusion molding, injection molding, and press molding. Further, the shape and rotation speed of the screw during foam molding are not particularly limited, and may be appropriately designed in consideration of the shearing force due to the rotation of the screw and the residence time.
- the foam of the present invention is preferably produced by extrusion molding.
- it comprises a step of producing a foam molding composition containing a heat-expandable microcapsule having an average particle diameter of 10 to 20 ⁇ m and an elastomer resin, and a step of extrusion molding the foam molding composition.
- the molding step it is preferable to use a method in which the depressurization rate in the mold of the extrusion molding machine is 10 MPa / cm or more.
- a foam having an average cell diameter of 40 to 60 ⁇ m and an average circularity of 0.99 or more can be suitably produced.
- the average particle size of the heat-expandable microcapsules is preferably 10 to 20 ⁇ m. More preferably, it is 12 to 18 ⁇ m. Further, when producing the foam of the present invention, the blending amount of the heat-expandable microcapsules is not particularly limited, but the preferable lower limit is 3 parts by weight and the preferable upper limit is 8 parts by weight with respect to 100 parts by weight of the elastomer resin.
- the decompression rate in the mold of the extrusion molding machine is 10 MPa / cm or more. Thereby, the surface appearance of the molded product and the compression set can be improved.
- the decompression rate in the mold is a value obtained by calculating the pressure at the mold inlet from the melt viscosity data of the resin measured by the capillograph and the conditions of extrusion molding, and dividing by the mold length.
- a chemical foaming agent such as azodicarbonamide that decomposes to generate gas when heated, as long as the effect of the present invention is not impaired. May be blended.
- the preferable upper limit of the amount of the chemical foaming agent to be blended is 50 parts by weight with respect to 100 parts by weight of the heat-expandable microcapsules so as not to impair the fatigue resistance of the foam to repeated compression.
- the chemical foaming agent is not particularly limited as long as it is in powder form at room temperature, and those conventionally used as chemical foaming agents can be used.
- an inorganic chemical foaming agent such as sodium hydrogen carbonate
- an organic chemical foaming agent such as azodicarbonamide, N, N'-dinitrosopentamethylenetetramine, P, P'-oxybisbenzenesulfonylhydrazide, and paratoluenesulfonylhydrazide.
- examples include chemical foaming agents.
- an additive such as a lubricant may be contained within a range that does not impair the effects of the present invention.
- a lubricant By containing the lubricant, the share of the heat-expandable microcapsules is suppressed, microfoaming and the like are less likely to occur, and the dispersibility of the heat-expandable microcapsules can be improved.
- the lubricant is not particularly limited as long as it melts at the temperature at the time of manufacture, and those conventionally used as lubricants can be used. Specific examples thereof include polyethylene wax having a viscosity average molecular weight of 3,000 or less, glycerin fatty acid esters such as glycerin monostearate and diglycerin stearate, fatty acids such as stearic acid, and those called composite lubricants.
- a foam having a low density and good appearance quality which is less likely to cause sagging even when a long-term or repeated load is applied.
- a method for producing the foam can be provided.
- an oily mixed solution composed of the metal salts, monomers, volatile leavening agent, and polymerization initiator shown in Table 1 was added to and mixed with the aqueous dispersion medium to prepare a dispersion.
- the total dispersion is 15 kg.
- the obtained dispersion is stirred and mixed with a homogenizer, charged into a nitrogen-substituted pressure polymer (20 L), pressurized (0.2 MPa), and reacted at 60 ° C. for 20 hours to prepare a reaction product. did.
- the obtained reaction product was repeatedly dehydrated and washed with water in a centrifuge, and then dried to obtain heat-expandable microcapsules (Nos. 1 to 3).
- the amount of colloidal silica added was the amount shown in Table 1 for each heat-expandable microcapsule.
- the polymerizable monomer (I) was designated as the monomer (I)
- the radically polymerizable unsaturated carboxylic acid monomer (II) was designated as the monomer (II)
- the polymerizable monomer (III) was designated as the monomer (III).
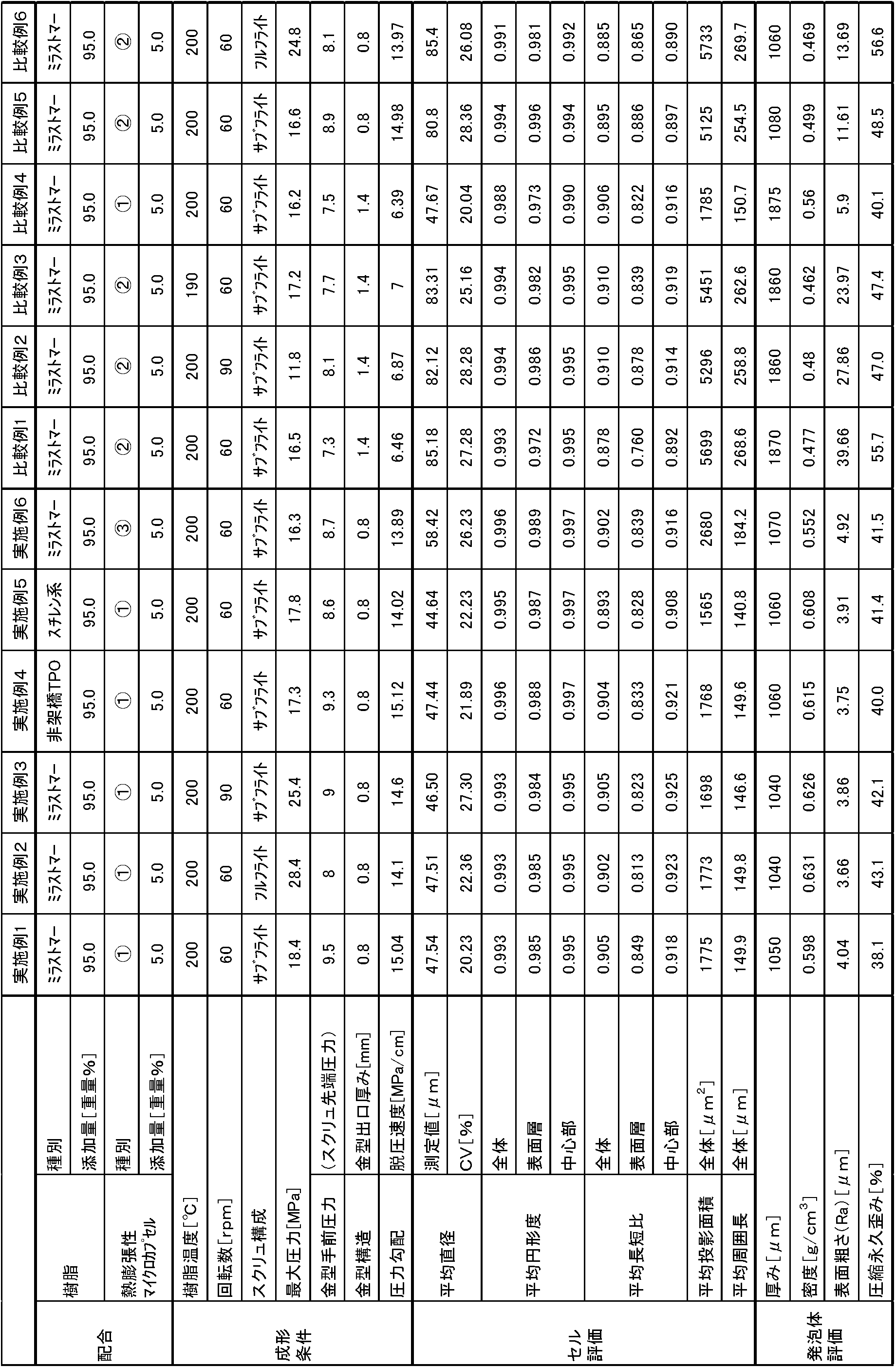
- Examples 1 to 6 and Comparative Examples 1 to 6 95 parts by weight of the resin of the type shown in Table 2 and 5 parts by weight of the heat-expandable microcapsules are mixed by an extrusion molding machine (GT-40, manufactured by Plastic Engineering Laboratory), the resin temperature is 200 ° C., the residence time is 1 minute, and the screw. Extrusion molding was carried out under the conditions shown in Table 2 at a rotation speed of 60 rpm and a maximum pressure to obtain a foam having the thickness shown in Table 2.
- Mirastomer 7030BS elastomer resin, manufactured by Mitsui Chemicals, Inc.
- Non-crosslinked TPO is EXCELINK 3700B (manufactured by JSR)
- Styrene-based (thermoplastic elastomer) is AR-1060 (Aronkasei). (Manufactured by the company) is shown.
- Mirastomer 7030BS is a crosslinked olefin-based thermoplastic elastomer (TPV) having a sea-island structure composed of a sea phase of PP and an island phase of crosslinked EPDM.
- TPV thermoplastic elastomer
- EXCELINK 3700B is an elastomer matrix crystal pseudo-crosslinked TPO (non-crosslinked TPO) in which a polyolefin resin forms a network structure in an EP rubber matrix.
- AR-1060 is a styrene-ethylene butene-styrene block copolymer (SEBS).
- SEBS styrene-ethylene butene-styrene block copolymer
- Table 2 shows details of the screw configuration (sub-flight type, full-flight type), mold front pressure [MPa], mold outlet thickness [mm], and depressurization speed [MPa / cm].
- the depressurization rate was calculated by calculating the pressure at the mold inlet from the melt viscosity data of the resin measured by the capillograph (Toyo Seiki Capillograph 1B) and the extrusion molding conditions, and dividing by the mold length. The value.
- volume average particle size was measured using a particle size distribution diameter measuring device (LA-910, manufactured by HORIBA).
- TMA2940 thermomechanical analyzer (TMA2940, manufactured by TA instruments)
- Ts foaming start temperature
- Dmax maximum displacement amount
- Tmax The temperature (Tmax) was measured. Specifically, 25 ⁇ g of the sample is placed in an aluminum container having a diameter of 7 mm and a depth of 1 mm, and heated from 80 ° C. to 220 ° C. at a heating rate of 5 ° C./min with a force of 0.1 N applied from above.
- the displacement of the measurement terminal in the vertical direction was measured, the temperature at which the displacement began to increase was defined as the foaming start temperature, the maximum value of the displacement was defined as the maximum displacement amount, and the temperature at the maximum displacement amount was defined as the maximum foaming temperature.
- the surface roughness (Ra) of the foam surface was measured by a 3D shape measuring machine (VR-3000 manufactured by KEYENCE CORPORATION).
- the present invention it is possible to provide a foam having a low density and good appearance quality, which is less likely to cause sagging even when a long-term or repeated load is applied.
- the foam of the present invention when used for applications such as pipes in which water passes through pipes, it can be suitably used for foam layers such as pipes because it has a property of being difficult to absorb water.
- a method for producing the foam can be provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
Description
以下に本発明を詳述する。
上記エラストマー樹脂は、発泡成形に通常用いられるエラストマー樹脂であれば特に限定されないが、熱可塑性エラストマー、ゴムが好ましい。
上記熱可塑性エラストマーは特に限定されず、例えば、スチレン系熱可塑性エラストマー(SBCと略記される。以下、括弧内は略記号を表す)、オレフィン系熱可塑性エラストマー(TPO、TPV)、ウレタン系熱可塑性エラストマー(TPU)、エステル系熱可塑性エラストマー(TPEE)、アミド系熱可塑性エラストマー(TPAE)などが挙げられる。
なかでも、オレフィン系熱可塑性エラストマー(TPO)が好ましい。
上記オレフィン系熱可塑性エラストマー(TPO)は、ハードセグメントとしてポリプロピレン(PP)やポリエチレン(PE)などのオレフィン系樹脂、ソフトセグメントとしてEPDMやEPRなどのエチレン・α-オレフィン系共重合体ゴムを構成要素とし、架橋タイプと非架橋タイプに分類する事ができる。
上記架橋タイプはゴム部分を化学的に架橋したもので、非架橋タイプに比べてゴム弾性や耐熱性に優れる。加硫ゴムが一般に、静的条件で架橋されるのに対して、架橋タイプのTPOは押出機中などの混練状態下で架橋反応させる、いわゆる動的架橋技術により製造される。TPO分野でもっとも多く用いられているのは、PP-EPDM系で架橋タイプオレフィン系熱可塑性エラストマー(TPV)であり、最近では、特に自動車産業分野などで地球環境問題への取組みが本格化する中で加硫ゴムや軟質ポリ塩化ビニルに代わって、TPVが採用される事例が増えてきている。
上記非架橋タイプのTPOとしては、例えば、エチレン、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン等のα-オレフィン共重合体が挙げられる。また、EPゴムマトリックス中でポリオレフィン樹脂がネットワーク構造を形成したエラストマーマトリックス結晶擬似架橋型TPO等が好適に使用される。
上記スチレン系熱可塑性エラストマーとしては、例えば、スチレン-イソブチレンブロック共重合体(SIB)、スチレン-イソブチレン-スチレンブロック共重合体(SIBS)、スチレン-イソプレン-スチレンブロック共重合体(SIS)、スチレン-ブタジエン-スチレンブロック共重合体(SBS)、スチレン-ブタジエン・ブチレン-スチレンブロック共重合体(SBBS)、スチレン-エチレン・プロピレン-スチレンブロック共重合体(SEPS)、スチレン-エチレン・ブテン-スチレンブロック共重合体(SEBS)、スチレン-エチレン・エチレン・プロピレン-スチレンブロック共重合体(SEEPS)等が挙げられる。
また、そのほか、塩ビ系熱可塑性エラストマー(TPVC)、イオンクラスター型熱可塑性エラストマー(アイオノマー)、フッ素樹脂を拘束ブロックとして含むフッ素系熱可塑性エラストマーなどがある。
これら熱可塑性エラストマーは、単独で使用してもよく、2種以上を併用してもよい。
上記ミラストマーは、PPの海相と、架橋されたEPDMの島相とからなる海島構造を有しており、島相の平均分散粒径は数μm程度である。海相と島相の界面には化学結合が存在し、界面を強化することで機械特性やゴム弾性を向上させる役割を果たしている。
上記熱可塑性樹脂としては、例えば、ポリ塩化ビニル、ポリプロピレン、ポリプロピレンオキシド、ポリスチレン等の一般的な熱可塑性樹脂、ポリブチレンテレフタレート、ナイロン、ポリカーボネート、ポリエチレンテレフタレート等のエンジニアリングプラスチックが挙げられる。なお、これらのなかでは、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン及びポリスチレンからなる群より選択される少なくとも1種が好ましい。
上記セルの平均直径の好ましい下限は41μm、好ましい上限は58μmであり、より好ましい下限は43μm、より好ましい上限は57μmである。また、更に好ましい上限は50μm、特に好ましい上限は48μm、より特に好ましい上限は47μmである。
なお、上記平均直径は、発泡体をカミソリ等の鋭利な刃物、マイクロトーム、集束イオンビーム等を用いて切断し、得られた断面を白金、金等でスパッタリングした後、電子顕微鏡にて観察し、任意の100個(n=100)についてセルの直径をそれぞれ計測し、平均を算出した値を意味する。なお、セルの断面形状が円形ではない場合、セルの直径とは、セルの長径と短径の平均値を意味する。
また、上記セルは、直径のCV値の好ましい上限が40%である。好ましい下限は特に限定されないが10%である。
上記セルの平均円形度の好ましい下限は0.992、より好ましい下限は0.995である。好ましい上限は特に限定されないが、例えば1.00(真円)である。なお、本発明において、単に「セルの平均円形度」とした場合は、発泡体全体の平均円形度を意味する。
なお、発泡体全体のセルの平均円形度は、後述する「表面層におけるセルの平均円形度」及び「中心部におけるセルの平均円形度」を算出した後、「表面層」及び「中心部」の断面面積比から算出する。
上記表面層におけるセルは、平均円形度のより好ましい下限は0.985である。好ましい上限は特に限定されないが、例えば1.00(真円)である。
上記平均円形度とは、上記平均直径と同様に、発泡体断面を切断した後、顕微鏡写真からの画像解析によって、複数のセルの円形度を測定し、それを平均した値をいう。ここでいう円形度は、電子顕微鏡にてセルの投影面積(A)、セルの周囲長を(B)を測定した場合に4πA/B2として定義される。上記円形度の数値はセルの形状が真円に近くなるほど大きくなり、完全な真円形状を有するセルの円形度は1.00となる。逆に、セルの形状が真円から離れるにつれて円形度の数値は小さくなる。
また、表面から深さ100μmとは、発泡体の表面から接線方向に向かって100μmのことをいう。
また、上記中心部におけるセルは、平均円形度のより好ましい下限が0.985である。好ましい上限は特に限定されないが、例えば1.00(真円)である。
上記平均長短比とは、上記平均直径と同様に、発泡体断面を切断した後、顕微鏡写真からの画像解析によって、複数のセルの長短比を測定し、それを平均した値をいう。ここでいう長短比は、電子顕微鏡にてセルの投影画像の最大径[長径(C)]及び最小径[短径(D)]を測定し場合のD/Cとして定義される。
また、上記中心部におけるセルは、平均長短比の好ましい下限が0.89である。上記中心部におけるセルの平均長短比が0.89以上であると、発泡体の表面外観と圧縮永久歪みとを更に向上させることができる。好ましい上限は特に限定されないが、例えば1.00である。
上記発泡体全体のセルの平均長短比のより好ましい下限は0.88、好ましい上限は特に限定されないが、例えば1.00である。
なお、上記セルの平均投影面積は、上記平均円形度を測定する際に得られる複数のセルの投影面積(A)を平均した値をいう。
なお、上記セルの平均周囲長は、上記平均円形度を測定する際に得られる複数のセルの周囲長(B)を平均した値をいう。
上記厚みは、ノギス、ダイヤルゲージ、マイクロメータ等の測定器を用いて測定できる。なお、本発明の発泡体の形状は特に限定されないが、例えば、板状や直方体(ブロック)状のほか、角柱状、円柱状、角すい状、円すい状、円すい台状、角すい台状、箱型(凹型)状等が挙げられる。なかでも、板状や直方体が好ましい。
上記熱膨張性マイクロカプセルは、加熱により、上記シェルが可塑化するとともに上記コア剤が気化して蒸気圧が高くなり、膨張する。そのため、上記エラストマー樹脂に上記熱膨張性マイクロカプセルを加えて発泡成形することにより、得られる発泡体には、上記熱膨張性マイクロカプセルが熱膨張することによって形成されたセルが分散することとなる。このようなセルは上記熱膨張性マイクロカプセルのシェルにより形成される。
上記重合性モノマー(I)を添加することで、シェルのガスバリア性を向上させることができる。
上記不飽和モノカルボン酸としては、アクリル酸、メタクリル酸、エタクリル酸、クロトン酸、ケイ皮酸等が挙げられる。上記不飽和ジカルボン酸としては、マレイン酸、イタコン酸、フマル酸、シトラコン酸、クロロマレイン酸等が挙げられる。上記不飽和ジカルボン酸のモノエステルとしては、マレイン酸モノメチル、マレイン酸モノエチル、マレイン酸モノブチル、フマル酸モノメチル、フマル酸モノエチル、イタコン酸モノメチル、イタコン酸モノエチル、イタコン酸モノブチル等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。これらのなかでは、特にアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、イタコン酸が好ましい。
上記モノマー混合物(1)では、上記重合性モノマー(I)とラジカル重合性不飽和カルボン酸モノマー(II)とを所定量含有するモノマー混合物を用いることで、充分な強度を有するシェルが得られる。これにより、上記モノマー混合物中に分子内に二重結合を2つ以上有する重合性モノマー(III)を含有しない場合でも、優れた耐剪断性、耐熱性、発泡性を有する熱膨張性マイクロカプセルとすることができる。上述のように充分な強度を有する理由は明確でないが、カルボキシル基同士の脱水縮合反応による架橋が関係していると考えられる。
また、上記重合性モノマー(III)を添加した場合、熱膨張性マイクロカプセルの粒子形状が歪なものとなり、結果として嵩比重が低下してしまう。
更に、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、トリアリルホルマールトリ(メタ)アクリレート等が挙げられる。
加えて、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジメチロール-トリシクロデカンジ(メタ)アクリレート等が挙げられる。
上記重合性モノマー(III)を含有することにより、シェルの強度を強化することができ、熱膨張時にセル壁が破泡し難くなる。
また、1,9-ノナンジオールジ(メタ)アクリレート、分子量が200~600のポリエチレングリコールのジ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、トリメチロールプロパンジ(メタ)アクリレート等が挙げられる。
更に、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等が挙げられる。
上記金属カチオン水酸化物(IV)を含有することで、上記ラジカル重合性不飽和カルボン酸モノマー(II)のカルボキシル基との間でイオン結合が起こることから、剛性が上がり、耐熱性を高くすることが可能となる。その結果、高温領域において長時間破裂、収縮の起こらない熱膨張性マイクロカプセルとすることが可能となる。また、高温領域においてもシェルの弾性率が低下しにくいことから、強い剪断力が加えられる混練成形、カレンダー成形、押出成形、射出成形等の成形加工を行う場合であっても、熱膨張性マイクロカプセルの破裂、収縮が起こることがない。
また、共有結合でなくイオン結合であるから、熱膨張性マイクロカプセルの粒子形状が真球に近くなり、歪みが生じにくくなる。これは、イオン結合による架橋が、共有結合による架橋に比べて結合力が弱いため、重合中のモノマーからポリマーへ転化時において、熱膨張性マイクロカプセルの体積が収縮する際に均一に収縮が生じることが原因と考えられる。
ラジカル重合性不飽和カルボン酸モノマー(II)と金属カチオン水酸化物(IV)との間でイオン結合による架橋が起こることで、上記モノマー混合物中に分子内に二重結合を2つ以上有する重合性モノマー(III)を含有しない場合でも、得られるシェルは充分な強度及び耐熱性を有する。なお、上記重合性モノマー(III)を添加した場合、熱膨張性マイクロカプセルの粒子形状が歪なものとなり、結果として嵩比重が低下してしまうことがある。嵩比重が低下してしまうと、次工程において、特に押出成形を行う場合に、熱膨張性マイクロカプセルに剪断がかかりやすくなるため、熱膨張性マイクロカプセルが発泡気味となる。
上記重合開始剤としては、例えば、過酸化ジアルキル、過酸化ジアシル、パーオキシエステル、パーオキシジカーボネート、アゾ化合物等が好適に用いられる。
上記過酸化ジアルキルとしては、メチルエチルパーオキサイド、ジ-t-ブチルパーオキサイド、イソブチルパーオキサイド、ジクミルパーオキサイド等が挙げられる。
上記過酸化ジアシルとしては、ベンゾイルパーオキサイド、2,4-ジクロロベンゾイルパーオキサイド、3,5,5-トリメチルヘキサノイルパーオキサイド等が挙げられる。
上記パーオキシエステルとしては、t-ブチルパーオキシピバレート、t-ヘキシルパーオキシピバレート、t-ブチルパーオキシネオデカノエート、t-ヘキシルパーオキシネオデカノエート、1-シクロヘキシル-1-メチルエチルパーオキシネオデカノエート、1,1,3,3-テトラメチルブチルパーオキシネオデカノエート等が挙げられる。
上記パーオキシジカーボネートとしては、ビス(4-t-ブチルシクロヘキシル)パーオキシジカーボネート、ジ-n-プロピル-オキシジカーボネート、ジイソプロピルパーオキシジカーボネート、ジ(2-エチルエチルパーオキシ)ジカーボネート、ジメトキシブチルパーオキシジカーボネート等が挙げられる。
上記アゾ化合物としては、2,2’-アゾビスイソブチロニトリル、2,2’-アゾビス(4-メトキシ-2,4-ジメチルバレロニトリル)、2,2’-アゾビス(2,4-ジメチルバレロニトリル)、1,1’-アゾビス(1-シクロヘキサンカルボニトリル)等が挙げられる。
上記揮発性膨張剤は、シェルを構成するポリマーの軟化点以下の温度でガス状になる物質であり、低沸点有機溶剤が好適である。
上記揮発性膨張剤としては、例えば、低分子量炭化水素、クロロフルオロカーボン、テトラアルキルシラン等が挙げられる。
上記低分子量炭化水素としては、エタン、エチレン、プロパン、プロペン、n-ブタン、イソブタン、ブテン、イソブテン、n-ペンタン、イソペンタン、ネオペンタン、n-へキサン、ヘプタン、イソオクタン、石油エーテル等が挙げられる。
上記クロロフルオロカーボンとしては、CCl3F、CCl2F2、CClF3、CClF2-CClF2等が挙げられる。
上記テトラアルキルシランとしては、テトラメチルシラン、トリメチルエチルシラン、トリメチルイソプロピルシラン、トリメチル-n-プロピルシラン等が挙げられる。
なかでも、イソブタン、n-ブタン、n-ペンタン、イソペンタン、n-へキサン、イソオクタン、石油エーテル、及び、これらの混合物が好ましい。これらの揮発性膨張剤は単独で用いてもよく、2種以上を併用してもよい。
また、揮発性膨張剤として、加熱により熱分解してガス状となる熱分解型化合物を用いてもよい。
また、揮発性膨張剤として、加熱により熱分解してガス状になる熱分解型化合物を用いることとしてもよい。
コア剤の含有量が10重量%以上であると、シェルの厚みが大きくなり過ぎず、発泡倍率の低下を抑制することができる。コア剤の含有量が25重量%以下であると、シェルの強度の低下を抑制することができる。また、上記コア剤の含有量を10~25重量%とした場合、熱膨張性マイクロカプセルのへたり防止と発泡性能向上とを両立させることが可能となる。
なお、本明細書において、最大発泡温度は、熱膨張性マイクロカプセルを常温から加熱しながらその径を測定したときに、熱膨張性マイクロカプセルの径が最大となったとき(最大変位量)における温度を意味する。
なお、上記最大変位量は、所定量の熱膨張性マイクロカプセルを常温から加熱しながらその径を測定したときに、所定量全体の熱膨張性マイクロカプセルの径が最大となるときの値をいう。
また、発泡開始温度(Ts)の好ましい下限は160℃、好ましい上限は200℃である。
なお、本明細書において、最大発泡温度は、熱膨張性マイクロカプセルを常温から加熱しながらその径を測定したときに、熱膨張性マイクロカプセルが最大変位量となったときにおける温度を意味する。
なお、上記熱膨張性マイクロカプセルの平均粒子径とは、粒度分布径測定器等を用いて測定した体積平均粒子径を意味する。
更に、上記縮合生成物としては、ジエタノールアミンと脂肪族ジカルボン酸との縮合生成物が好ましく、特にジエタノールアミンとアジピン酸との縮合物やジエタノールアミンとイタコン酸との縮合生成物が好ましい。
上記ポリジアルキルアミノアルキル(メタ)アクリレートとしては、ポリジメチルアミノエチルメタクリレート、ポリジメチルアミノエチルアクリレート等が挙げられる。
上記ポリジアルキルアミノアルキル(メタ)アクリルアミドとしては、ポリジメチルアミノプロピルアクリルアミドやポリジメチルアミノプロピルメタクリルアミド等が挙げられる。これらのなかでは、ポリビニルピロリドンが好適に用いられる。
なお、上記モノマーを重合するために、重合開始剤が使用されるが、上記重合開始剤は、予め上記油性混合液に添加してもよく、水性分散媒体と油性混合液とを重合反応容器内で攪拌混合した後に添加してもよい。
なお、上記静止型分散装置には水系分散媒体と重合性混合物を別々に供給してもよいし、予め混合、攪拌した分散液を供給してもよい。
上記密度の好ましい上限は0.63g/cm3、より好ましい上限は0.60g/cm3である。好ましい下限については特に限定されないが、0.2g/cm3である。
上記密度は、JIS K 7112 A法(水中置換法)に準拠した方法により測定することができる。
上記70℃における圧縮永久歪みとは、試験片を圧縮板によって規定の割合で圧縮し、70℃の環境下で規定時間(22時間等)保持することで生じる、試験片の「残留歪み」を意味する。
発泡成形する際の成形方法は特に限定されず、例えば、押出成形、射出成形、プレス成形等が挙げられる。また、発泡成形する際のスクリューの形状及び回転数は特に限定されず、スクリューの回転による剪断力と滞留時間とを考慮して適宜設計すればよい。
このような方法を用いることで、セルの平均直径が40~60μm、平均円形度が0.99以上である発泡体を好適に製造することができる。
また、本発明の発泡体を製造する際、上記熱膨張性マイクロカプセルの配合量は特に限定されないが、上記エラストマー樹脂100重量部に対する好ましい下限が3重量部、好ましい上限が8重量部である。
上記化学発泡剤の配合量は、発泡体の繰り返し圧縮に対する耐疲労性を損なわないためには、上記熱膨張性マイクロカプセル100重量部に対する好ましい上限が50重量部である。
重合反応容器に、水300重量部と、調整剤として塩化ナトリウム89重量部、水溶性重合禁止剤として亜硝酸ナトリウム0.07重量部、分散安定剤としてコロイダルシリカ(旭電化社製)8重量部及びポリビニルピロリドン(BASF社製)0.3重量部を投入し、水性分散媒体を調製した。次いで、表1に示した配合量の金属塩、モノマー、揮発性膨張剤、重合開始剤からなる油性混合液を水性分散媒体に添加、混合することにより、分散液を調製した。全分散液は15kgである。得られた分散液をホモジナイザーで攪拌混合し、窒素置換した加圧重合器(20L)内へ仕込み、加圧(0.2MPa)し、60℃で20時間反応させることにより、反応生成物を調製した。得られた反応生成物について、遠心分離機にて脱水と水洗を繰り返した後、乾燥して熱膨張性マイクロカプセル(No.1~3)を得た。なお、コロイダルシリカの添加量については、各熱膨張性マイクロカプセルについて表1に示す量とした。
なお、表1では、重合性モノマー(I)をモノマー(I)、ラジカル重合性不飽和カルボン酸モノマー(II)をモノマー(II)、重合性モノマー(III)をモノマー(III)とした。
表2に示す種別の樹脂95重量部と熱膨張性マイクロカプセル5重量部とを押出成形機(GT-40、プラスチック工学研究所製)で混合し、樹脂温度200℃、滞留時間1分、スクリュー回転数60rpm、最大圧力は表2に示す条件で押出成形を行い、表2に示す厚みの発泡体を得た。表2中、「ミラストマー」はミラストマー7030BS(エラストマー樹脂、三井化学社製)、「非架橋TPO」はEXCELINK 3700B(JSR社製)、「スチレン系(熱可塑性エラストマー)」はAR-1060(アロン化成社製)を示す。なお、ミラストマー7030BSは、PPの海相と、架橋されたEPDMの島相とからなる海島構造を有する架橋タイプオレフィン系熱可塑性エラストマー(TPV)である。EXCELINK 3700Bは、EPゴムマトリックス中でポリオレフィン樹脂がネットワーク構造を形成したエラストマーマトリックス結晶擬似架橋型TPO(非架橋TPO)である。AR-1060は、スチレン-エチレン・ブテン-スチレンブロック共重合体(SEBS)である。また、表2には、スクリュー構成(サブフライト型、フルフライト型)、金型手前圧力[MPa]、金型出口厚み[mm]、脱圧速度[MPa/cm]の詳細を示した。
なお、脱圧速度は、キャピログラフ(東洋精機 キャピログラフ1B)にて以下の条件で、測定した樹脂の溶融粘度データ及び押出成型の条件から金型入口の圧力を算出し、金型長さで割った値である。
・試験温度:180℃、190℃、200℃
・キャピラリー長:1mm、キャピラリー径:1mm
・ピストンスピード(mm/min):0.5~300
熱膨張性マイクロカプセル(No.1~3)、及び、実施例1~6及び比較例1~6で得られた発泡体について、下記性能を評価した。結果を表1及び表2に示した。
(1-1)体積平均粒子径
粒度分布径測定器(LA-910、HORIBA社製)を用い、体積平均粒子径を測定した。
熱機械分析装置(TMA)(TMA2940、TA instruments社製)を用い、発泡開始温度(Ts)、最大変位量(Dmax)及び最大発泡温度(Tmax)を測定した。具体的には、試料25μgを直径7mm、深さ1mmのアルミ製容器に入れ、上から0.1Nの力を加えた状態で、5℃/minの昇温速度で80℃から220℃まで加熱し、測定端子の垂直方向における変位を測定し、変位が上がり始める温度を発泡開始温度、その変位の最大値を最大変位量とし、最大変位量における温度を最大発泡温度とした。

(2-1)平均直径
得られた発泡体を、カミソリを用いて切断し、得られた断面を白金でスパッタリングした後、電子顕微鏡にて観察し、任意の100個のセル(気泡)について、投影される気泡の長径、短径を測定し、以下の方法で平均直径を算出した。なお、平均直径は断面全体のセルについて平均値を算出した。また、上記平均直径のCV値(%)を表2に示した。
平均直径:長径と短径の平均から気泡の直径を求めた後、更に平均値を算出することで平均直径とした。
「(2-1)平均直径」と同様に電子顕微鏡にて観察し、表面層(表面から深さ100μmまでの部分)及び中心部(上記表面層以外の部分)の任意の100個のセル(気泡)について、投影される気泡の面積(投影面積)、周囲長を測定し、以下の方法で、平均円形度を算出した。なお、表面層及び中心部のそれぞれについて平均円形度を算出した後、表面層及び中心部の断面面積比に応じた発泡体全体の平均円形度を算出した。
平均円形度:面積(A)及び周囲長(B)から、下記式にて円形度を求め、平均値を算出することで平均円形度とした。
円形度 = 4πA/B2
また、上記で測定した投影面積、周囲長について、発泡体全体の平均値を算出し、平均投影面積、平均周囲長として表2に示した。
「(2-1)平均直径」と同様に電子顕微鏡にて観察し、表面層(表面から深さ100μmまでの部分)及び中心部(上記表面層以外の部分)の任意の100個のセル(気泡)について、投影される気泡の長径、短径を測定し、以下の方法で、平均長短比を算出した。なお、表面層及び中心部のそれぞれについて平均長短比を算出した後、表面層及び中心部の断面面積比に応じた発泡体全体の平均長短比を算出した。
平均長短比:短径/長径から、気泡の長短比を求め、平均値を算出することで平均長短比とした。
(3-1)厚みの測定
得られた発泡体について厚みをノギス(Mitutoyo社製、CD-S10C)を用いて測定した。なお、上記厚みは、任意の位置での発泡体の一方の表面から、接線方向に向かって他方の表面までの長さを計測した。
比重計MD-200S(ミラージュ社製)を用いて発泡体の密度をJIS K 7112 A法(水中置換法)に準拠した方法により計測した。
3D形状測定機(キーエンス社製、VR-3000)により、発泡体表面の表面粗さ(Ra)を計測した。
得られた発泡体について、JIS K6262に準拠した方法により、70℃、22時間、25%圧縮の条件で圧縮永久歪みを測定した。
Claims (7)
- エラストマー樹脂中にセルが分散した発泡体であって、
前記セルの平均直径が40~60μm、平均円形度が0.990以上である、発泡体。 - 発泡体の厚みが300μm以上、表面から深さ100μmまでの部分である表面層におけるセルの平均円形度が0.980以上、前記表面層以外の部分である中心部におけるセルの平均円形度が0.990以上である、請求項1に記載の発泡体。
- 発泡体のセルは、重合体を含有するシェルにコア剤として揮発性液体を内包する熱膨張性マイクロカプセルが熱膨張することにより形成されるものである、請求項1又は2に記載の発泡体。
- 平均表面粗さ(Ra)が5μm以下である、請求項1~3の何れかに記載の発泡体。
- 70℃における圧縮永久歪みが45%以下である、請求項1~4の何れかに記載の発泡体。
- エラストマー樹脂は、オレフィン系熱可塑性エラストマーである、請求項1~5の何れかに記載の発泡体。
- 平均粒子径が10~20μmの熱膨張性マイクロカプセル及びエラストマー樹脂を含有する発泡成形用組成物を作製する工程、及び、前記発泡成形用組成物を押出成形する工程を有し、
前記押出成形する工程において、押出成形機の金型内の脱圧速度を10MPa/cm以上とする、請求項1~6の何れかに記載の発泡体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20867933.2A EP3998301A4 (en) | 2019-09-27 | 2020-09-07 | FOAM AND PROCESS FOR MAKING FOAM |
| CN202080061264.1A CN114302910B (zh) | 2019-09-27 | 2020-09-07 | 发泡体及发泡体的制造方法 |
| KR1020227004651A KR102944740B1 (ko) | 2019-09-27 | 2020-09-07 | 발포체 및 발포체의 제조 방법 |
| JP2020555541A JP6846578B1 (ja) | 2019-09-27 | 2020-09-07 | 発泡体及び発泡体の製造方法 |
| US17/634,060 US12404383B2 (en) | 2019-09-27 | 2020-09-07 | Foam and method for manufacturing foam |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-177564 | 2019-09-27 | ||
| JP2019177564 | 2019-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021059945A1 true WO2021059945A1 (ja) | 2021-04-01 |
Family
ID=75165707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/033800 Ceased WO2021059945A1 (ja) | 2019-09-27 | 2020-09-07 | 発泡体及び発泡体の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2021080477A (ja) |
| TW (1) | TWI853082B (ja) |
| WO (1) | WO2021059945A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7512947B2 (ja) | 2021-05-11 | 2024-07-09 | トヨタ自動車株式会社 | 充電制御装置、及び車両 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05293903A (ja) | 1992-04-20 | 1993-11-09 | Asahi Chem Ind Co Ltd | 無架橋ポリプロピレン系樹脂高発泡シート及びその製造方法 |
| JP2001301006A (ja) * | 2000-04-25 | 2001-10-30 | Sekisui Chem Co Ltd | 熱可塑性樹脂成形体の製造方法及び装置 |
| JP3405821B2 (ja) | 1994-06-28 | 2003-05-12 | ジーイー東芝シリコーン株式会社 | シリコーンゴムスポンジ組成物 |
| JP2009069752A (ja) * | 2007-09-18 | 2009-04-02 | Konica Minolta Business Technologies Inc | 二次転写ローラおよび画像形成装置 |
| WO2019073825A1 (ja) * | 2017-10-13 | 2019-04-18 | 積水化学工業株式会社 | 発泡成形用マスターバッチ及び発泡成形体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6358368B1 (ja) * | 2017-06-27 | 2018-07-18 | 東洋紡株式会社 | 熱可塑性ポリエステルエラストマー樹脂組成物およびその発泡成形体 |
| EP4101887A1 (en) * | 2017-09-11 | 2022-12-14 | Sekisui Plastics Co., Ltd. | Thermoplastic elastomer composition, foam particle, and foam molded body |
-
2020
- 2020-09-07 WO PCT/JP2020/033800 patent/WO2021059945A1/ja not_active Ceased
- 2020-09-08 TW TW109130796A patent/TWI853082B/zh active
-
2021
- 2021-02-24 JP JP2021027565A patent/JP2021080477A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05293903A (ja) | 1992-04-20 | 1993-11-09 | Asahi Chem Ind Co Ltd | 無架橋ポリプロピレン系樹脂高発泡シート及びその製造方法 |
| JP3405821B2 (ja) | 1994-06-28 | 2003-05-12 | ジーイー東芝シリコーン株式会社 | シリコーンゴムスポンジ組成物 |
| JP2001301006A (ja) * | 2000-04-25 | 2001-10-30 | Sekisui Chem Co Ltd | 熱可塑性樹脂成形体の製造方法及び装置 |
| JP2009069752A (ja) * | 2007-09-18 | 2009-04-02 | Konica Minolta Business Technologies Inc | 二次転写ローラおよび画像形成装置 |
| WO2019073825A1 (ja) * | 2017-10-13 | 2019-04-18 | 積水化学工業株式会社 | 発泡成形用マスターバッチ及び発泡成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021080477A (ja) | 2021-05-27 |
| TW202116956A (zh) | 2021-05-01 |
| TWI853082B (zh) | 2024-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7050730B2 (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| WO2010052972A1 (ja) | 熱膨張性マイクロカプセル及び発泡成形体 | |
| JPWO2010038615A1 (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| JP5576029B2 (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| JP7431541B2 (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| JP2009120660A (ja) | 熱膨張性マイクロカプセル及び発泡成形体 | |
| JP7417389B2 (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| JP5427529B2 (ja) | 発泡粒子及び発泡成形体の製造方法 | |
| JP2009161698A (ja) | 熱膨張性マイクロカプセル及び発泡成形体 | |
| JP2021080477A (ja) | 発泡体及び発泡体の製造方法 | |
| JP6846578B1 (ja) | 発泡体及び発泡体の製造方法 | |
| JP6846579B1 (ja) | 発泡体及び発泡体の製造方法 | |
| JP2022010375A (ja) | 発泡成形用マスターバッチ及び発泡成形体 | |
| WO2021059944A1 (ja) | 発泡体及び発泡体の製造方法 | |
| JP2017082244A (ja) | マスターバッチ及び発泡成形体 | |
| JP2021006625A (ja) | 熱膨張性マイクロカプセル、成形用樹脂組成物及び発泡成形体 | |
| JP2018145441A (ja) | マスターバッチ及び発泡成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020555541 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20867933 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020867933 Country of ref document: EP Effective date: 20220208 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17634060 Country of ref document: US |