WO2021111908A1 - 半導体装置用銅ボンディングワイヤ及び半導体装置 - Google Patents
半導体装置用銅ボンディングワイヤ及び半導体装置 Download PDFInfo
- Publication number
- WO2021111908A1 WO2021111908A1 PCT/JP2020/043446 JP2020043446W WO2021111908A1 WO 2021111908 A1 WO2021111908 A1 WO 2021111908A1 JP 2020043446 W JP2020043446 W JP 2020043446W WO 2021111908 A1 WO2021111908 A1 WO 2021111908A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wire
- bonding wire
- copper bonding
- semiconductor device
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/302—Cu as the principal constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W95/00—Packaging processes not covered by the other groups of this subclass
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5525—Materials of bond wires comprising metals or metalloids, e.g. silver comprising copper [Cu]
Definitions
- the present invention relates to a copper bonding wire for a semiconductor device. Furthermore, the present invention relates to a semiconductor device including the copper bonding wire.
- the copper bonding wire is wound on a spool to form a wound body, and then the wound body is sealed with a barrier bag that blocks oxygen, moisture, etc. before shipping. Then, the barrier bag is opened immediately before being used for the connection between the electrodes in the manufacture of the semiconductor device. Since the surface of copper bonding wire is easily oxidized due to the influence of oxygen and moisture in the atmosphere and the connectivity is easily deteriorated, the storage period after opening is generally set to one week.
- the wire length (winding length) in the wound body is limited to be short, and in that case, the frequency of replacement of the wound body increases, and it is necessary to stop the line each time, resulting in a decrease in production efficiency. Is inevitable. Therefore, it is required to improve the storage life of copper bonding wires in the atmosphere.
- An object of the present invention is to provide a copper bonding wire having an improved storage life in the atmosphere.
- the boundary where the grain boundary density on the surface is measured by the EBSD method at a measurement point interval of 0.06 ⁇ m or more and 0.6 ⁇ m or less and the orientation difference between adjacent measurement points is 15 ° or more is regarded as a crystal grain boundary.
- the crystal grain boundary density on the surface is positioned so that the center of the width of the wire in the direction perpendicular to the longitudinal axis of the wire is the center of the width of the measurement surface, and the width of the measurement surface is 20% of the wire diameter.
- the copper bonding wire according to [2] which is measured under the condition that the length of the measuring surface is 40% or more and the length of the measuring surface is 5 times the width of the measuring surface.
- [5] The copper bonding wire according to any one of [1] to [4], wherein the wire diameter is 15 ⁇ m or more and 300 ⁇ m or less.
- [6] The copper bonding wire according to any one of [1] to [5], which has a breaking strength of 145 MPa or more.
- [7] A semiconductor device including the copper bonding wire according to any one of [1] to [6].
- the copper bonding wire for a semiconductor device of the present invention is characterized in that the grain boundary density on the surface is 0.6 ( ⁇ m / ⁇ m 2 ) or more and 1.6 ( ⁇ m / ⁇ m 2 ) or less.
- the average crystal grain size is known as an index showing the crystal structure of the bonding wire, and efforts have been made to adjust the average crystal grain size within a certain range in order to realize the desired wire properties.
- a technique for adding a certain amount of dopant and adjusting the average crystal grain size of the wire within a certain range for example, Japanese Patent Application Laid-Open No. 2018-503743, International Pamphlet WO2017). / 221770, etc.
- the present inventors investigated the influence of the average crystal grain size and the like of the copper bonding wire in relation to the storage life of the copper bonding wire in the atmosphere. As a result, it was confirmed that the storage life in the atmosphere and the average crystal grain size of the wire do not necessarily correlate with each other.
- the present inventors have found that the grain boundary density on the wire surface correlates well with the storage life in the atmosphere in the process of diligently studying to improve the storage life of the copper bonding wire in the atmosphere. It has reached.
- the above-mentioned average crystal grain size may be used as an index showing bulk characteristics such as strength characteristics of polycrystalline materials and bonding strength of bonding materials, as represented by Hall-petch's empirical rule.
- the average crystal grain size and the grain boundary density may be used interchangeably.
- the properties do not necessarily correlate with the average grain size, while the properties and grain boundary densities are good. It was found to correlate.
- the grain boundary density means the total length ( ⁇ m) of the crystal grain boundaries existing per unit area ( ⁇ m 2), and indicates how many grain boundaries exist per unit area. It is an index.
- the upper limit of the crystal grain boundary density on the surface is 1.6 ( ⁇ m / ⁇ m 2 ) or less, preferably 1.55 ( ⁇ m / ⁇ m). 2 ) or less, more preferably 1.5 ( ⁇ m / ⁇ m 2 ) or less, 1.45 ( ⁇ m / ⁇ m 2 ) or less, or 1.4 ( ⁇ m / ⁇ m 2 ) or less.
- the lower limit of the crystal grain boundary density on the surface is 0.6 ( ⁇ m / ⁇ m 2 ) or more from the viewpoint of realizing a copper bonding wire that exhibits sufficient breaking strength and can stably form a desired loop shape. Yes, preferably 0.65 ( ⁇ m / ⁇ m 2 ) or more, 0.7 ( ⁇ m / ⁇ m 2 ) or more, 0.75 ( ⁇ m / ⁇ m 2 ) or more, 0.8 ( ⁇ m / ⁇ m 2 ) or more, or 0 It is .85 ( ⁇ m / ⁇ m 2 ) or more.
- the grain boundary density on the surface is measured and calculated by the EBSD (Electron Backscattered Diffraction) method with the wire surface as the observation surface.
- the grain boundaries are measured at a measurement point interval of 0.06 ⁇ m or more and 0.6 ⁇ m or less by the EBSD method, and the boundary where the orientation difference between adjacent measurement points is 15 ° or more is regarded as the grain boundary.
- the total length of the crystal grain boundaries is the boundary where the orientation difference between adjacent measurement points is 15 ° or more in the histogram obtained by the EBSD analysis software AZtec HKL (manufactured by Oxford Instruments Co., Ltd.). Is calculated by multiplying the frequency by the measurement point interval.
- the position and dimensions of the measurement surface are determined as follows.
- the width of the measurement surface means the dimension of the measurement surface in the direction perpendicular to the wire longitudinal axis
- the length of the measurement surface means the dimension of the measurement surface in the direction of the wire longitudinal axis.
- the copper bonding wire used for measurement is linearly fixed to the sample holder.
- the center of the width of the wire in the direction perpendicular to the longitudinal axis of the wire (that is, the center of the width of the wire when the surface of the wire is viewed in the direction perpendicular to the longitudinal axis of the wire) is then positioned to be the center of the width of the measurement surface.
- the measurement surface is determined so that the width of the measurement surface is 20% or more and 40% or less of the wire diameter.
- the copper bonding wire of the present invention is made of copper or a copper alloy.
- the content of copper in the wire is preferably 99.9% by mass or more, more preferably 99.99% by mass or more, or 99.999% by mass or more from the viewpoint of further enjoying the effects of the present invention.
- any dopant known to be able to impart environmental resistance may be added to the copper bonding wire of the present invention.
- dopants include rare earth elements such as scandium (Sc) and yttrium (Y), phosphorus (P), tin (Sn), zinc (Zn), nickel (Ni) and silicon (Si).
- the content of the dopant may be 1 mass ppm or more, 3 mass ppm or more, 5 mass ppm or more, 10 mass ppm or more, and the upper limit of the content is 500 mass ppm or less, 400 mass ppm or less, 300 mass ppm or less. Alternatively, it may be 200 mass ppm or less.
- the copper bonding wire of the present invention contains 1 to 500 mass ppm of one or more elements selected from the group consisting of rare earth elements, P, Sn, Zn, Ni and Si. Even when such a dopant is not added or the amount added is extremely small (for example, 100 mass ppm or less, 50 mass ppm or less, 30 mass ppm or less, etc.), the copper bonding wire of the present invention can be used in the atmosphere. It can exhibit a good storage life.
- the copper bonding wire of the present invention comprises copper and unavoidable impurities.
- the diameter of the copper bonding wire of the present invention is not particularly limited and may be appropriately determined according to a specific purpose, but is preferably 15 ⁇ m or more, 18 ⁇ m or more, 20 ⁇ m or more, or the like.
- the upper limit of the diameter is not particularly limited, and may be, for example, 300 ⁇ m or less, 250 ⁇ m or less, 200 ⁇ m or less, 150 ⁇ m or less, 100 ⁇ m or less, 80 ⁇ m or less, 60 ⁇ m or less, or 50 ⁇ m or less. Therefore, in one embodiment, the diameter of the copper bonding wire of the present invention is 15 ⁇ m or more and 300 ⁇ m or less.
- Raw copper having a purity of 3N to 6N (99.9 to 99.9999% by mass) is processed into a large diameter by continuous casting, and then thinned to the final wire diameter by wire drawing.
- a copper alloy containing a required concentration of the dopant may be used as a raw material.
- a high-purity dopant component may be directly added, or a mother alloy containing about 1% of the dopant component may be used.
- it may be contained by depositing a dopant component on the surface of the wire in the middle of the wire manufacturing process. In this case, it may be incorporated anywhere in the wire manufacturing process, or may be incorporated in a plurality of processes.
- the adhesion method can be selected from (1) application of an aqueous solution ⁇ drying ⁇ heat treatment, (2) plating method (wet type), and (3) thin film deposition method (dry method).
- the wire drawing process can be performed using a continuous wire drawing device that can set a plurality of diamond-coated dies. If necessary, heat treatment may be performed in the middle of the wire drawing process.
- the surface modification heat treatment is preferably performed at a high temperature for a short time from the viewpoint of realizing a copper bonding wire having a surface crystal grain boundary density within a predetermined range.
- the time of the surface modification heat treatment is preferably set to several seconds at the longest (for example, 7 seconds or less, 5 seconds or less, 4 seconds or less, etc.).
- a hydrogen-containing inert gas is suitable as the atmosphere gas for the surface modification heat treatment.
- hydrogen-containing helium gas, hydrogen-containing nitrogen gas, and hydrogen-containing argon. Gas can be mentioned.
- the hydrogen concentration in the hydrogen-containing inert gas may be, for example, in the range of 1 to 20%.
- the atmospheric gas on the surface modification heat treatment is forming gas (5% H 2 -N 2) .
- an inert gas such as nitrogen gas or argon gas may be used as the atmospheric gas under strict control of the temperature and time during the heat treatment.
- the copper bonding wire of the present invention has an excellent storage life in the atmosphere because the grain boundary density on the surface is within a predetermined range.
- the copper bonding wire of the present invention also exhibits good strength due to the crystal structure inside the wire.
- the breaking strength of the copper bonding wire of the present invention is preferably 145 MPa or more, more preferably 150 MPa or more, 155 MPa or more, or 160 MPa or more.
- the upper limit of the breaking strength is not particularly limited, but may be usually 250 MPa or less, 200 MPa or less, or the like.
- the breaking strength of the copper bonding wire can be measured by the method described in [Breaking strength] described later.
- the wire winding body can be formed by winding the wire on a spool. Since the copper bonding wire of the present invention has an excellent storage life in the atmosphere, it is unlikely to cause a problem of oxidative deterioration even when it is wound for a long time, and it contributes significantly to the improvement of the production efficiency of the semiconductor device. is there.
- the copper bonding wire of the present invention can be used to connect an electrode on a semiconductor chip with an electrode on a lead frame or a circuit board in the manufacture of a semiconductor device.
- the first connection (1st bonding) with the electrode on the semiconductor chip may be ball bonding or wedge bonding.
- ball bonding the tip of a wire is heated and melted by arc heat input to form a ball (FAB: Free Air Ball) by surface tension, and then the ball portion is pressure-bonded onto the electrode of the heated semiconductor element.
- FAB Free Air Ball
- wedge bonding the wire portion is pressure-bonded onto the electrode by applying heat, ultrasonic waves, or pressure without forming a ball.
- the copper bonding wire of the present invention having a surface crystal grain boundary density within a predetermined range has an excellent storage life in the atmosphere even if no dopant is added or the amount of the dopant added is extremely small. Hardening can be suppressed, and chip damage during ball bonding can be suppressed. Further, the copper bonding wire of the present invention having an excellent storage life in the atmosphere can suppress connection failure due to oxidative deterioration even after long-term storage in the atmosphere, and can secure a wide process window.
- the second connection (2nd bonding) with the electrode on the lead frame or the circuit board can be wedge bonding, and by using the copper bonding wire of the present invention, a wide process window can be secured as described above.
- a semiconductor device can be manufactured by connecting an electrode on a semiconductor chip with an electrode on a lead frame or a circuit board using the copper bonding wire for a semiconductor device of the present invention.
- the semiconductor device of the present invention includes a circuit board, a semiconductor chip, and a copper bonding wire for conducting the circuit board and the semiconductor chip, and the copper bonding wire is the copper bonding wire of the present invention. It is characterized by.
- the circuit board and the semiconductor chip are not particularly limited, and known circuit boards and semiconductor chips that can be used to form the semiconductor device may be used.
- a lead frame may be used instead of the circuit board.
- the semiconductor device may be configured to include a lead frame and a semiconductor chip mounted on the lead frame.
- Semiconductor devices are used in electrical products (for example, computers, mobile phones, digital cameras, televisions, air conditioners, solar power generation systems, etc.) and vehicles (for example, motorcycles, automobiles, trains, ships, aircraft, etc.).
- electrical products for example, computers, mobile phones, digital cameras, televisions, air conditioners, solar power generation systems, etc.
- vehicles for example, motorcycles, automobiles, trains, ships, aircraft, etc.
- power semiconductor devices power semiconductor devices
- Example 2 First, a method for producing a sample will be described.
- Cu used as a raw material for the wire had a purity of 99.9% by mass (3N) or more to 99.999% by mass (5N) or more, and the balance was composed of unavoidable impurities. Copper having such a predetermined purity was produced by continuous casting so as to have a wire diameter of several mm.
- Sn, P, and Ni When the dopants Sn, P, and Ni are added, Sn, P, and Ni have a purity of 99% by mass or more and the balance is composed of unavoidable impurities, or a mother alloy in which a dopant is mixed in Cu at a high concentration. Using.
- the wire drawing is performed with pickling treatment with hydrochloric acid or the like in order to remove the oxide film on the wire surface, and then a plurality of dies having a surface reduction rate in the range of 10 to 26% (of which more than half of the dies are reduced).
- Wire drawing was performed using a surface ratio of 18% or more), and the wire was processed to the final wire diameter. If necessary, heat treatment at 200 to 600 ° C. for 5 to 15 seconds was performed 0 to 2 times during the wire drawing process.
- the final wire diameters were 20 ⁇ m (Examples 1 to 11, 15 to 17 and Comparative Examples 1 to 4, 7) and 30 ⁇ m (Examples 12 to 14 and Comparative Examples 5 to 6).
- surface modification heat treatment was performed at 540 to 820 ° C. for several seconds at the longest.
- Comparative Examples 1, 4 and 5 the heat treatment was performed at 500 to 650 ° C.
- Test / evaluation method The test / evaluation method will be described below.
- the total length of the obtained crystal grain boundaries a ([mu] m) is divided by the measurement area ( ⁇ m 2), was calculated grain boundary density of the surface ( ⁇ m / ⁇ m 2).
- the measurement by the EBSD method was carried out on three measurement surfaces separated from each other by 1 mm or more in the longitudinal direction of the wire, and the average value thereof was adopted.
- breaking strength of the wire was measured by using an Instron tensile tester under the conditions of a distance between gauge points of 100 mm, a tensile speed of 10 mm / min, and a load cell rated load of 5 N. In this test, the value obtained by dividing the broken load of the wire by the initial (before the test) wire cross-sectional area was defined as the breaking load. The measurement was carried out 5 times, and the average value was adopted as the breaking strength of the sample.
- Evaluation criteria ⁇ : 33 conditions or more ⁇ : 30 to 32 conditions ⁇ : 26 to 29 conditions ⁇ : 25 conditions or less
- loop shape stability The loop shape stability (reproducibility of the loop profile) was evaluated from the standard deviation of the height by connecting 40 trapezoidal loops so that the wire length was 3 mm and the loop height was 250 ⁇ m. An optical microscope was used for height measurement, and the positions were measured at two points, one near the top of the loop and the other at the center of the loop. If the standard deviation of the loop height is 1 ⁇ 2 or more of the wire diameter, it is judged that the variation is large, and if it is less than 1 ⁇ 2, the variation is small and good. Then, the evaluation was made according to the criteria shown in Table 3.
- Table 4 shows the evaluation results of Examples and Comparative Examples.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Wire Bonding (AREA)
Abstract
Description
すなわち、本発明は以下の内容を含む。
[1] 表面の結晶粒界密度が0.6(μm/μm2)以上1.6(μm/μm2)以下である、半導体装置用銅ボンディングワイヤ。
[2] 表面の結晶粒界密度が、EBSD法により測定点間隔0.06μm以上0.6μm以下で測定し、隣接する測定点間の方位差が15°以上である境界を結晶粒界とみなした場合の結晶粒界の総長さ(μm)を測定面積(μm2)で除して算出される、[1]に記載の銅ボンディングワイヤ。
[3] 表面の結晶粒界密度が、ワイヤ長手軸に垂直な方向におけるワイヤの幅の中心が測定面の幅の中心となるように位置決めし、かつ、測定面の幅がワイヤ直径の20%以上40%以下、測定面の長さが測定面の幅の5倍となる条件にて測定される、[2]に記載の銅ボンディングワイヤ。
[4] 純度99.9質量%以上の銅からなる、[1]~[3]の何れかに記載の銅ボンディングワイヤ。
[5] ワイヤ直径が15μm以上300μm以下である、[1]~[4]の何れかに記載の銅ボンディングワイヤ。
[6] 破断強度が145MPa以上である、[1]~[5]の何れかに記載の銅ボンディングワイヤ。
[7] [1]~[6]の何れかに記載の銅ボンディングワイヤを含む半導体装置。
本発明の半導体装置用銅ボンディングワイヤは、表面の結晶粒界密度が0.6(μm/μm2)以上1.6(μm/μm2)以下であることを特徴とする。
本発明の半導体装置用銅ボンディングワイヤの製造方法の一例について説明する。
本発明の半導体装置用銅ボンディングワイヤを用いて、半導体チップ上の電極と、リードフレームや回路基板上の電極とを接続することによって、半導体装置を製造することができる。
まずサンプルの作製方法について説明する。ワイヤの原材料となるCuは、純度が99.9質量%(3N)以上~99.999質量%(5N)以上で残部が不可避不純物から構成されるものを用いた。斯かる所定純度の銅は、連続鋳造により数mmの線径になるように製造した。また、ドーパントSn、P、Niを添加する場合、Sn、P、Niは純度が99質量%以上で残部が不可避不純物から構成されるもの、あるいはCuにドーパントが高濃度で配合された母合金を用いた。そして、ドーパント含有量が目的の値となるように、上記所定純度の銅に添加し、連続鋳造により数mmの線径になるように製造した。得られた線材に対し、引抜加工を行って線径0.3~1.4mmのワイヤを作製した。伸線には市販の潤滑液を用い、伸線速度は20~150m/分とした。また伸線は、ワイヤ表面の酸化膜を除去するために、塩酸等による酸洗処理を行った後、減面率が10~26%の範囲にある複数のダイス(そのうち半分以上のダイスの減面率は18%以上)を用いて伸線加工を行い、最終線径まで加工した。必要に応じて、伸線加工の途中において、200~600℃、5~15秒間の熱処理を0~2回行った。ここで、最終線径は、直径20μm(実施例1~11、15~17及び比較例1~4、7)、30μm(実施例12~14及び比較例5~6)であった。加工後、実施例1~17の製造においては540~820℃で長くとも数秒間の表面改質熱処理を行った。他方、比較例1、4及び5の製造においては500~650℃で10秒間以上の調質熱処理、また、比較例2、3、6及び7の製造においては350~600℃で1~10秒間の調質熱処理を行った。熱処理は、ワイヤを連続的に掃引しながら行い、フォーミングガス(5%H2-N2)の流通下で行った。
以下、試験・評価方法について説明する。
ワイヤの表面を観察面として、EBSD法により、以下のとおり、結晶粒界を測定し結晶粒界密度を算出した。
測定に供するボンディングワイヤを試料ホルダーに直線状に固定した。次いで、ワイヤ長手軸に垂直な方向におけるワイヤの幅の中心が測定面の幅の中心となるように位置決めし、かつ、測定面の幅がワイヤ直径の20%以上40%以下となるように測定面を決定した。測定面の長さは測定面の幅の5倍とした。そして、EBSD測定装置(オックスフォード・インストゥルメンツ(株)製AZtec EBSDシステム)を用いて、加速電圧15kV、測定点間隔0.06から0.6μmで測定し、EBSD解析ソフト(オックスフォード・インストゥルメンツ(株)製AZtec HKL)により解析し、隣接する測定点間の方位差が15°以上である境界を結晶粒界とみなして結晶粒界の総長さ(μm)を求めた。詳細には、得られたヒストグラム中、隣接する測定点間の方位差が15°以上である境界の度数を求め、該度数に測定点間隔を乗じて結晶粒界の総長さ(μm)を算出した。得られた結晶粒界の総長さ(μm)を測定面積(μm2)で除して、表面の結晶粒界密度(μm/μm2)を算出した。
なお、EBSD法による測定は、ワイヤ長手方向に互いに1mm以上離間した3箇所の測定面について実施し、その平均値を採用した。
ワイヤの破断強度は、Instron製引張試験機を用いて、標点間距離100mm、引張速度10mm/分、ロードセル定格荷重5Nの条件で引っ張り、測定した。本試験においては、ワイヤの破断した荷重を初期(試験前)のワイヤ断面積で除した値を破断荷重とした。測定は5回実施し、その平均値をそのサンプルの破断強度として採用した。
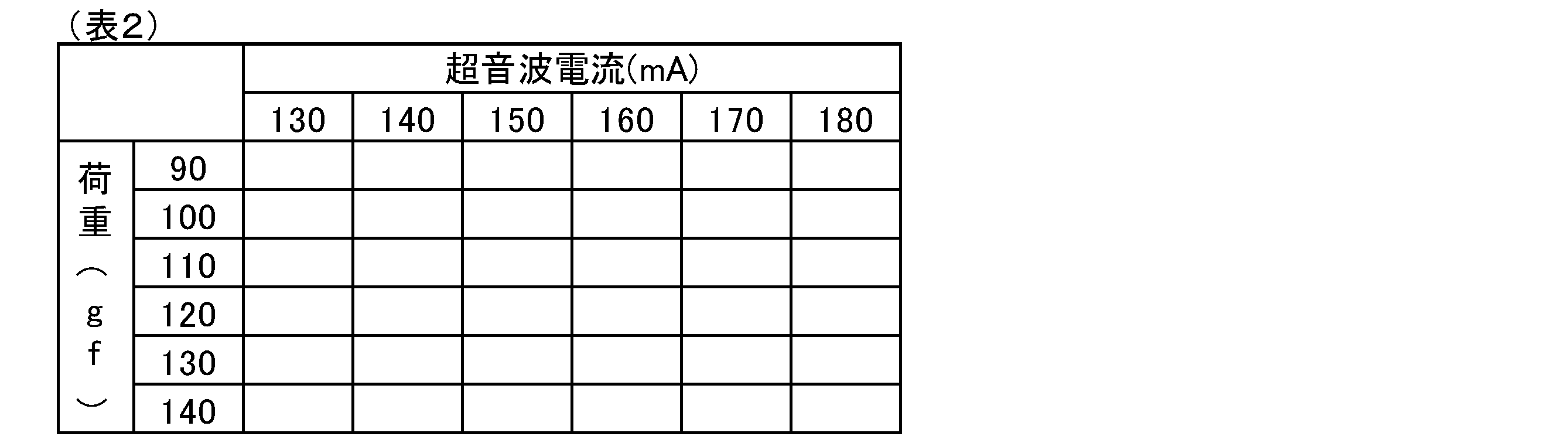
2nd接合ウィンドウ試験は、線径20μmでは表1に示すように、横軸に2nd接合時の超音波電流を50mAから100mAまで10mAごとに6段階設け、縦軸に2nd接合時の荷重を40gfから90gfまで10gfごとに6段階設け、線径30μmでは表2に示すように、横軸に130mAから180mAまで10mAごとに6段階設け、縦軸に90gfから140gfまで10gfごとに6段階設け、全36の2nd接合条件につき接合可能な条件の数を求める試験である。

◎:33条件以上
○:30~32条件
△:26~29条件
×:25条件以下
ループ形状安定性(ループプロファイルの再現性)は、ワイヤ長が3mm、ループ高さが250μmとなるように台形ループを40本接続し、高さの標準偏差より評価した。高さ測定には光学顕微鏡を使用し、位置はループの最頂点の近傍と、ループの中央部の2箇所で測定した。ループ高さの標準偏差がワイヤ径の1/2以上であれば、バラツキが大きいと判断し、1/2未満であればバラツキは小さく良好であると判断した。そして、表3に示す基準に従って、評価した。

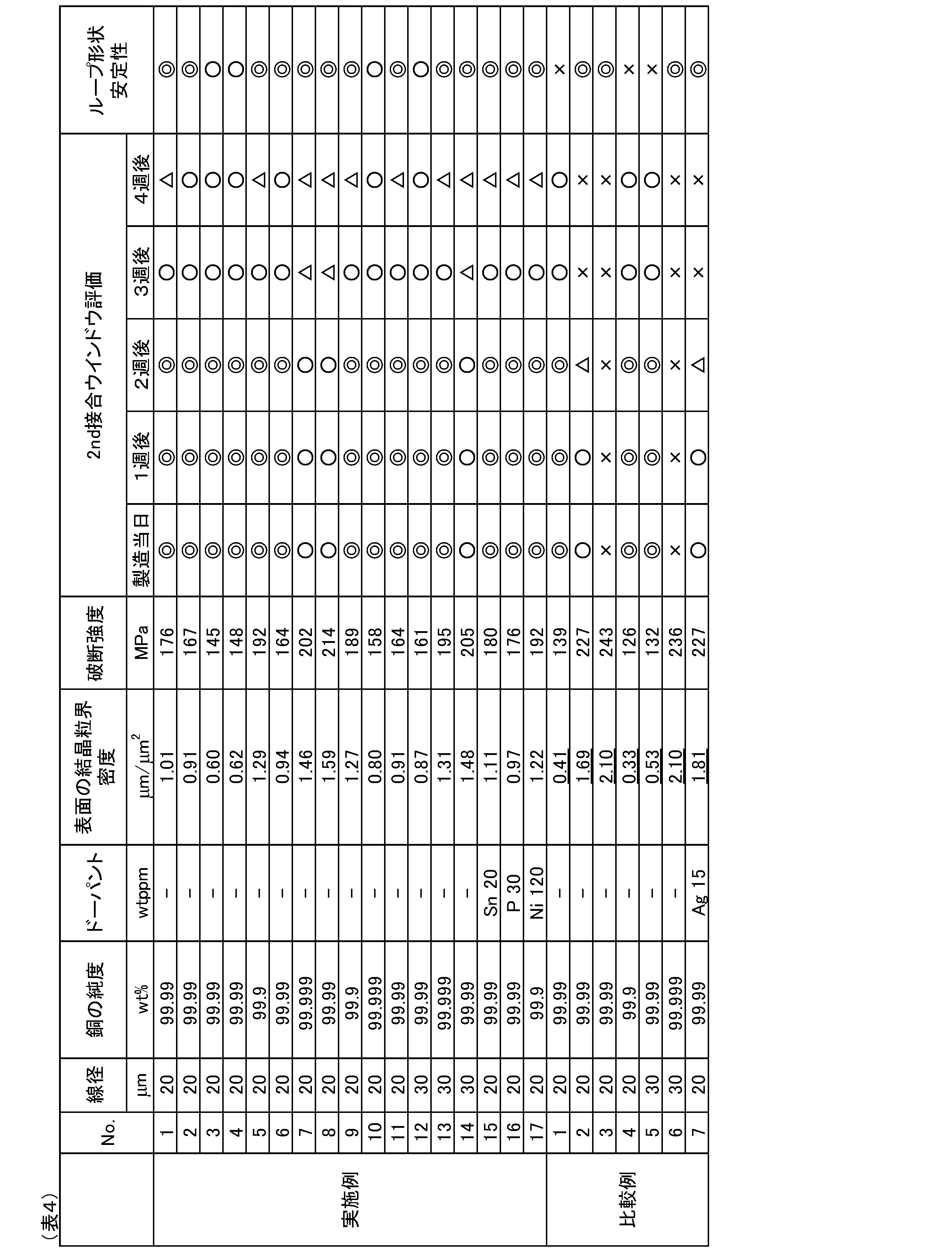
他方、比較例No.1~7は、ワイヤの表面の結晶粒界密度が本発明範囲外であり、酸化劣化による接続不良が生じ、狭いプロセスウィンドウに帰着したり、ループ形状安定性に劣ったりすることを確認した。なお、ワイヤの表面をSEM観察(倍率10,000倍;二次電子像)したところ、比較例No.1、4、5に関しては表面欠陥は観察されず、比較例No.2、7に関しては表面欠陥が若干観察され、比較例No.3、6に関しては表面欠陥が多く観察された。
また、線径100μm、200μmなどのワイヤに関しても、ワイヤの表面の結晶粒界密度が本発明範囲内にあると、上記実施例と同様の挙動を示すことを確認した。
Claims (7)
- 表面の結晶粒界密度が0.6(μm/μm2)以上1.6(μm/μm2)以下である、半導体装置用銅ボンディングワイヤ。
- 表面の結晶粒界密度が、EBSD法により測定点間隔0.06μm以上0.6μm以下で測定し、隣接する測定点間の方位差が15°以上である境界を結晶粒界とみなした場合の結晶粒界の総長さ(μm)を測定面積(μm2)で除して算出される、請求項1に記載の銅ボンディングワイヤ。
- 表面の結晶粒界密度が、ワイヤ長手軸に垂直な方向におけるワイヤの幅の中心が測定面の幅の中心となるように位置決めし、かつ、測定面の幅がワイヤ直径の20%以上40%以下、測定面の長さが測定面の幅の5倍となる条件にて測定される、請求項2に記載の銅ボンディングワイヤ。
- 純度99.9質量%以上の銅からなる、請求項1~3の何れか1項に記載の銅ボンディングワイヤ。
- ワイヤ直径が15μm以上300μm以下である、請求項1~4の何れか1項に記載の銅ボンディングワイヤ。
- 破断強度が145MPa以上である、請求項1~5の何れか1項に記載の銅ボンディングワイヤ。
- 請求項1~6の何れか1項に記載の銅ボンディングワイヤを含む半導体装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PH1/2022/551327A PH12022551327A1 (en) | 2019-12-02 | 2020-11-20 | Copper bonding wire for semiconductor devices and semiconductor device |
| KR1020227017877A KR102940077B1 (ko) | 2019-12-02 | 2020-11-20 | 반도체 장치용 구리 본딩 와이어 및 반도체 장치 |
| JP2021562572A JP7637063B2 (ja) | 2019-12-02 | 2020-11-20 | 半導体装置用銅ボンディングワイヤ及び半導体装置 |
| US17/781,316 US12463171B2 (en) | 2019-12-02 | 2020-11-20 | Copper bonding wire for semiconductor devices and semiconductor device |
| CN202080083559.9A CN114761591B (zh) | 2019-12-02 | 2020-11-20 | 半导体装置用铜接合线及半导体装置 |
| EP20896310.8A EP4071256A4 (en) | 2019-12-02 | 2020-11-20 | Semiconductor device copper bonding wire and semiconductor device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019218023 | 2019-12-02 | ||
| JP2019-218023 | 2019-12-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021111908A1 true WO2021111908A1 (ja) | 2021-06-10 |
Family
ID=76222139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/043446 Ceased WO2021111908A1 (ja) | 2019-12-02 | 2020-11-20 | 半導体装置用銅ボンディングワイヤ及び半導体装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US12463171B2 (ja) |
| EP (1) | EP4071256A4 (ja) |
| JP (1) | JP7637063B2 (ja) |
| KR (1) | KR102940077B1 (ja) |
| CN (1) | CN114761591B (ja) |
| PH (1) | PH12022551327A1 (ja) |
| TW (1) | TWI864168B (ja) |
| WO (1) | WO2021111908A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024058211A1 (ja) * | 2022-09-16 | 2024-03-21 | ||
| WO2025126953A1 (ja) * | 2023-12-13 | 2025-06-19 | 田中電子工業株式会社 | 銅ボンディングリボン、銅ボンディングリボンの製造方法及び半導体装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6148543A (ja) | 1984-08-10 | 1986-03-10 | Sumitomo Electric Ind Ltd | 半導体素子結線用銅合金線 |
| JP2002246542A (ja) | 2001-02-15 | 2002-08-30 | Matsushita Electric Ind Co Ltd | パワーモジュール及びその製造方法 |
| JP2009140953A (ja) * | 2007-12-03 | 2009-06-25 | Nippon Steel Materials Co Ltd | 半導体装置用ボンディングワイヤ |
| JP2013026475A (ja) * | 2011-07-21 | 2013-02-04 | Hitachi Cable Ltd | 銅ボンディングワイヤ |
| WO2017221770A1 (ja) | 2016-06-20 | 2017-12-28 | 日鉄住金マイクロメタル株式会社 | 半導体装置用銅合金ボンディングワイヤ |
| JP2018503743A (ja) | 2014-12-22 | 2018-02-08 | ヘレウス マテリアルズ シンガポール ピーティーイー. リミテッド | ニッケルを含む耐食性および耐湿性銅系ボンディングワイヤ |
| WO2018212327A1 (ja) * | 2017-05-18 | 2018-11-22 | 新日鐵住金株式会社 | 線材、鋼線、及び鋼線の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3838521B1 (ja) * | 2005-12-27 | 2006-10-25 | 株式会社神戸製鋼所 | 高強度および優れた曲げ加工性を備えた銅合金およびその製造方法 |
| EP2447380B1 (en) * | 2009-06-24 | 2015-02-25 | Nippon Steel & Sumikin Materials Co., Ltd. | Copper alloy bonding wire for semiconductor |
| RU2625332C2 (ru) | 2010-11-02 | 2017-07-13 | Филипс Лайтинг Холдинг Б.В. | Способ и устройство для возбуждения цепочки светодиодов |
| JP5053456B1 (ja) * | 2011-12-28 | 2012-10-17 | 田中電子工業株式会社 | 半導体装置接続用高純度銅細線 |
| JP6358340B2 (ja) * | 2014-12-12 | 2018-07-18 | 新日鐵住金株式会社 | 配向銅板、銅張積層板、可撓性回路基板、及び電子機器 |
-
2020
- 2020-11-20 EP EP20896310.8A patent/EP4071256A4/en active Pending
- 2020-11-20 KR KR1020227017877A patent/KR102940077B1/ko active Active
- 2020-11-20 CN CN202080083559.9A patent/CN114761591B/zh active Active
- 2020-11-20 WO PCT/JP2020/043446 patent/WO2021111908A1/ja not_active Ceased
- 2020-11-20 US US17/781,316 patent/US12463171B2/en active Active
- 2020-11-20 PH PH1/2022/551327A patent/PH12022551327A1/en unknown
- 2020-11-20 JP JP2021562572A patent/JP7637063B2/ja active Active
- 2020-11-26 TW TW109141597A patent/TWI864168B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6148543A (ja) | 1984-08-10 | 1986-03-10 | Sumitomo Electric Ind Ltd | 半導体素子結線用銅合金線 |
| JP2002246542A (ja) | 2001-02-15 | 2002-08-30 | Matsushita Electric Ind Co Ltd | パワーモジュール及びその製造方法 |
| JP2009140953A (ja) * | 2007-12-03 | 2009-06-25 | Nippon Steel Materials Co Ltd | 半導体装置用ボンディングワイヤ |
| JP2013026475A (ja) * | 2011-07-21 | 2013-02-04 | Hitachi Cable Ltd | 銅ボンディングワイヤ |
| JP2018503743A (ja) | 2014-12-22 | 2018-02-08 | ヘレウス マテリアルズ シンガポール ピーティーイー. リミテッド | ニッケルを含む耐食性および耐湿性銅系ボンディングワイヤ |
| WO2017221770A1 (ja) | 2016-06-20 | 2017-12-28 | 日鉄住金マイクロメタル株式会社 | 半導体装置用銅合金ボンディングワイヤ |
| JP2019149559A (ja) * | 2016-06-20 | 2019-09-05 | 日鉄マイクロメタル株式会社 | 半導体装置用銅合金ボンディングワイヤ |
| WO2018212327A1 (ja) * | 2017-05-18 | 2018-11-22 | 新日鐵住金株式会社 | 線材、鋼線、及び鋼線の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024058211A1 (ja) * | 2022-09-16 | 2024-03-21 | ||
| WO2024058211A1 (ja) | 2022-09-16 | 2024-03-21 | 田中電子工業株式会社 | 銅ボンディングワイヤ、銅ボンディングワイヤの製造方法及び半導体装置 |
| JP7802189B2 (ja) | 2022-09-16 | 2026-01-19 | 田中電子工業株式会社 | 銅ボンディングワイヤ、銅ボンディングワイヤの製造方法及び半導体装置 |
| WO2025126953A1 (ja) * | 2023-12-13 | 2025-06-19 | 田中電子工業株式会社 | 銅ボンディングリボン、銅ボンディングリボンの製造方法及び半導体装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20220106134A (ko) | 2022-07-28 |
| CN114761591A (zh) | 2022-07-15 |
| US20230013769A1 (en) | 2023-01-19 |
| KR102940077B1 (ko) | 2026-03-19 |
| EP4071256A4 (en) | 2023-11-29 |
| EP4071256A1 (en) | 2022-10-12 |
| CN114761591B (zh) | 2024-01-05 |
| PH12022551327A1 (en) | 2023-11-20 |
| TW202129020A (zh) | 2021-08-01 |
| TWI864168B (zh) | 2024-12-01 |
| JP7637063B2 (ja) | 2025-02-27 |
| US12463171B2 (en) | 2025-11-04 |
| JPWO2021111908A1 (ja) | 2021-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12581982B2 (en) | Bonding wire for semiconductor devices | |
| US20230215834A1 (en) | Bonding wire for semiconductor devices | |
| US11251153B2 (en) | Noble metal-coated silver wire for ball bonding, and semiconductor device using noble metal-coated silver wire for ball bonding | |
| US20230387066A1 (en) | Bonding wire for semiconductor devices | |
| WO2021111908A1 (ja) | 半導体装置用銅ボンディングワイヤ及び半導体装置 | |
| KR102916936B1 (ko) | 구리 본딩 와이어 | |
| JP4260337B2 (ja) | 半導体実装用のボンディングワイヤ | |
| US12290883B2 (en) | Bonding wire | |
| EP4234734A1 (en) | Ag alloy bonding wire for semiconductor device | |
| US20240290745A1 (en) | Bonding wire for semiconductor devices | |
| US20230154884A1 (en) | Ag ALLOY BONDING WIRE FOR SEMICONDUCTOR DEVICES AND SEMICONDUCTOR DEVICE | |
| US12166006B2 (en) | Bonding wire for semiconductor devices | |
| US20240290744A1 (en) | Bonding wire for semiconductor devices | |
| US20240290743A1 (en) | Bonding wire for semiconductor devices | |
| WO2025134698A1 (ja) | 銀合金線及びこれを用いた導電線、接合用線、半導体用線並びに構造用線 | |
| WO2024247286A1 (ja) | ボンディングワイヤ | |
| WO2016104121A1 (ja) | 銅ボンディングワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20896310 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021562572 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020896310 Country of ref document: EP Effective date: 20220704 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17781316 Country of ref document: US |