WO2021120437A1 - 铝合金及其应用 - Google Patents
铝合金及其应用 Download PDFInfo
- Publication number
- WO2021120437A1 WO2021120437A1 PCT/CN2020/080947 CN2020080947W WO2021120437A1 WO 2021120437 A1 WO2021120437 A1 WO 2021120437A1 CN 2020080947 W CN2020080947 W CN 2020080947W WO 2021120437 A1 WO2021120437 A1 WO 2021120437A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- content
- present disclosure
- less
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
- B22D21/04—Casting aluminium or magnesium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/026—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
Definitions
- the present disclosure belongs to the technical field of alloy materials, and specifically relates to an aluminum alloy and an application thereof.
- Die casting is a precision casting method that uses high pressure to force the molten metal into a metal mold with a complicated shape.
- the dimensional tolerances of die castings cast by die casting are very small, and the surface accuracy is high.
- the die-casting of aluminum alloy has high requirements on the material mechanical properties of aluminum alloy, such as yield strength, elongation at break, and fluidity of the melt.
- the existing Al-Si series aluminum alloy materials, such as ADC12, are used for die-casting. , It has a high dependence on the precision of the control conditions of the forming process, and is greatly affected by the small fluctuations of the process parameters. The main reason is that the yield strength, tensile strength and elongation of the Al-Si series aluminum alloy materials are difficult to take into account.
- the present disclosure provides an aluminum alloy and an application thereof.
- the present disclosure provides an aluminum alloy. Based on the total mass of the aluminum alloy, the aluminum alloy includes: 8-11% Si, 2-4% Cu, 0.6-4% Zn, 0.65- 1.1% Mn, 0.35-0.65% Mg, 0.001-0.05% Cr, 0.01-0.03% Sr, 0.08-0.12% Ti, 0.008-0.02% B, 0.1-0.3% Fe, 0.01-0.02 % Ga, 0.008-0.015% Sn, and the balance is aluminum and other elements, and the total amount of the other elements is less than 0.1%.
- the aluminum alloy includes: 9-11% Si, 2-3% Cu, 0.6-2% Zn, 0.65-0.8% Mn, 0.35-0.65 % Mg, 0.001-0.02% Cr, 0.01-0.02% Sr, 0.08-0.1% Ti, 0.008-0.01% B, 0.1-0.3% Fe, 0.01-0.02% Ga, 0.008-0.015%
- the Sn and the remainder are aluminum and other elements, the total amount of the other elements is less than 0.1%, and the content of the other element alone is less than 0.01%.
- the content of P in the aluminum alloy is less than 0.001%.
- the mass ratio of Ti to B is (4-10):1.
- the mass percentage content of Ga is greater than the mass percentage content of B.
- the mass ratio of Mn to Mg is (1 ⁇ 2.5):1.
- the mass ratio of Ga to Sn is (0.8-1.5):1.
- the mass ratio between Zn, Mn and Mg satisfies:
- the yield strength of the aluminum alloy is not less than 230MPa, the tensile strength is not less than 380Mpa, the elongation is not less than 3%, and the thermal conductivity is not less than 120W/(k ⁇ m).
- the present disclosure provides the application of the aluminum alloy as described above in die casting materials.
- the obtained aluminum alloy breaks through the best performance of the existing Al-Si series of strength, high toughness, and usually in AlSi series alloys, when the material strength When it is higher than 230MPa, the fracture elongation of the material is less than 3% under the premise of ensuring good forming and no cracking, and the aluminum alloy composed of the present disclosure has higher thermal conductivity while ensuring the yield strength and tensile strength.
- the increase in strength and elongation at break, the elongation at break makes the material exhibit excellent toughness on die-cast products, and solves the problem that the existing Al-Si series aluminum alloys cannot take into account the yield strength, tensile strength and elongation.
- the material has low process requirements and has good process adaptability when used in die casting process.
- FIG. 1 is a metallographic diagram of the aluminum alloy provided in Embodiment 1 of the present disclosure
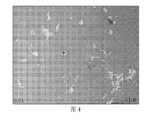
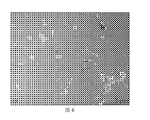
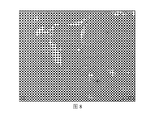
- Fig. 2 is an SEM photograph of the aluminum alloy provided in Example 1 of the present disclosure
- Figure 3 is the EDS map at the cross mark in Figure 2;
- Figure 5 is the EDS map at the cross mark in Figure 4.
- Fig. 6 is an SEM photograph of the aluminum alloy provided in Example 1 of the present disclosure.
- Figure 7 is the EDS map at the cross-shaped mark in Figure 6;
- Fig. 8 is an SEM photograph of the aluminum alloy provided in Example 2 of the present disclosure.
- Fig. 9 is the EDS spectrum at the cross-shaped mark in Fig. 8.
- An embodiment of the present disclosure provides an aluminum alloy. Based on the total mass of the aluminum alloy, the aluminum alloy includes: 8-11% Si, 2-4% Cu, 0.6-4% Zn, 0.65 -1.1% Mn, 0.35-0.65% Mg, 0.001-0.05% Cr, 0.01-0.03% Sr, 0.08-0.12% Ti, 0.008-0.02% B, 0.1-0.3% Fe, 0.01- 0.02% of Ga, 0.008-0.015% of Sn, and the balance are aluminum and other elements, and the total amount of the other elements is less than 0.1%.
- the aluminum alloy obtained by adjusting the ratio of each element in the aluminum alloy breaks through the best performance of the existing Al-Si system of strength, high toughness, and the aluminum alloy of this composition has higher thermal conductivity.
- the increase in yield strength and elongation at break is ensured, so that the material exhibits excellent toughness on die-casting products, and the aluminum alloy material has low process requirements, and has good process adaptability when applied to the die-casting process.
- the aluminum alloy includes: 9-11% Si, 2-3% Cu, 0.6-2% Zn, 0.65-0.8% Mn, 0.35 -0.65% Mg, 0.001-0.02% Cr, 0.01-0.02% Sr, 0.08-0.1% Ti, 0.008-0.01% B, 0.1-0.3% Fe, 0.01-0.02% Ga, 0.008- 0.015% of Sn and the balance are aluminum and other elements, the total amount of the other elements is less than 0.1%, and the content of the other element alone is less than 0.01%.
- the content of Si is 9%, 9.5%, 10%, 10.5%, or 11%
- the content of Cu is 2%, 2.2%, 2.6%, 2.8%, or 3%
- the content of Zn is 0.6 %, 0.9%, 1.1%, 1.5%, 1.8% or 2%
- Mn content is 0.65%, 0.7%, 0.73%, 0.78% or 0.8%
- Mg content is 0.35%, 0.42%, 0.48%, 0.53 %, 0.59% or 0.65%
- the content of Cr is 0.001%, 0.005%, 0.01%, 0.013%, 0.017% or 0.02%
- the content of Sr is 0.01%, 0.014%, 0.018% or 0.02%
- the content of Ti is 0.08%, 0.09% or 0.1%
- B content is 0.008%, 0.009% or 0.01%
- Fe content is 0.1%, 0.16%, 0.25% or 0.3%
- Ga content is 0.01%, 0.014% or 0.02%
- the content of Sn is 0.008%, 0.01%
- the Si content is 8-11%, most of the eutectic Si is formed.
- the addition of Si can ensure the fluidity of the material and improve the forming ability of the material without sacrificing the thermal conductivity of the material.
- extremely fine fibrous eutectic silicon (0.01-1 ⁇ m) is formed, which greatly increases the strength of the grain boundary of the material, thereby increasing the overall strength of the material (yield strength and + tensile strength). It can generate Mg 2 Si phase and Al 12 Fe 3 Si phase with Mg and Fe, thereby increasing the overall strength (yield strength and tensile strength) of the material.
- the precipitated phase is a strengthening phase that can increase the strength of the material, but an excessive amount will damage the toughness of the material and reduce the elongation at break.
- the Zn element is solid-dissolved into the ⁇ aluminum alloy matrix, which greatly enhances the overall strength of the alloy. At the same time, it forms a CuZn phase with Cu, which not only ensures good plasticity under high strength, but also combines with Mg to form a MgZn 2 strengthening phase, which is uniformly dispersed. Distributed at the grain boundary to increase the grain boundary energy and improve the yield strength and toughness of the material.
- Mn and Cr can be solid-dissolved into the Al alloy matrix to strengthen the performance of the matrix and inhibit the growth of primary Si and ⁇ -Al grains, so that the primary Si content is dispersed among the grains to achieve dispersion strengthening Function to improve the strength and toughness of the material.
- Mn most of Mn segregates to the grain boundaries and combines with Fe to form needle-like AlFeMnSi phases, which can increase the overall strength of the material.
- the Mn content is too high, a large amount of needle-like structure will cause the matrix to split and reduce the toughness of the material.
- Ti and B can form TiB agglomerated particles.
- the lure of Ti and Ga they combine with the Mg and Fe at the original grain boundary to form agglomeration, forming a large number of spherical phases, which are dispersed and distributed between the crystal grains, so that the primary silicon can be Evenly distributed into ⁇ -Al, it also greatly inhibits the growth of ⁇ -Al (the particle size is reduced by one-third), thereby improving the strength and toughness of the material.
- the content of P in the aluminum alloy is less than 0.001%.
- the mass ratio of Ti to B in the aluminum alloy is (4-10):1.
- the mass ratio of Ti to B is 4:1, 4.1:1...9.9:1, 10:1.
- the mass percentage content of Ga is greater than the mass percentage content of B.
- the mass ratio of Mn to Mg in the aluminum alloy is (1 ⁇ 2.5):1.
- the mass ratio of Mn to Mg is 1:1, 1.1:1...2.4:1, 2.5:1.
- the inventor found that under this ratio, the toughness of the aluminum alloy material reaches the best state. When the ratio exceeds this ratio, the excess Mn will exist in the form of impurities and cannot be dissolved in the material, resulting in serious internal inclusions in the material. Black hole defects appear.
- the ratio is lower than this ratio, the effect of Mg increases, the material has obvious aging performance, is more sensitive to temperature, and the elongation of the material decreases faster after heat treatment, and the material toughness is insufficient.
- the mass ratio of Ga to Sn in the aluminum alloy is (0.8-1.5):1, for example, the mass ratio of Ga to Sn is 0.8:1, 0.9:1...1.4:1, 1.5 :1.
- the addition ratio of Ga and Sn meets the above requirements. It can ensure the strength of the material while not damaging the toughness of the material.
- Ga-rich phase will deprive the magnesium atoms in Mg 2 Sn and reduce the relative content of Mg-Sn alloy phase, which will cause gradual segregation to form a linear distribution, which will severely split the matrix and reduce the toughness of the material.
- the elongation at break decreases.
- the alloy phase Mg 2 Sn will form a large number of network-like and fishbone-like distributions. This phase is a brittle phase, which reduces the toughness of the material.
- the mass ratio between Zn, Mn and Mg satisfies:
- the yield strength of the aluminum alloy is not less than 230 MPa, the tensile strength is not less than 380 Mpa, the elongation is not less than 3%, and the thermal conductivity is not less than 120 W/(k ⁇ m).
- the yield strength of the aluminum alloy is between 230-260MPa
- the tensile strength is between 380-410Mpa
- the elongation is between 4-7%
- the thermal conductivity is between 130-150W/( k ⁇ m).
- Another embodiment of the present disclosure provides the application of the aluminum alloy as described above in die casting materials.
- the aluminum alloy has higher toughness and better elongation without sacrificing the strength and fluidity of the material, and the material has lower process requirements, and is suitable for use as a die-casting material.
- the aluminum alloy after die casting has higher thermal conductivity and higher toughness.
- This embodiment is used to illustrate the aluminum alloy and the preparation method thereof of the present disclosure, including the following operation steps:
- the aluminum alloy components are calculated by mass content: Si content is 10%, Cu content is 2.5%, Zn content is 1.5%, Mn content is 0.7%, and Mg content is 0.5%.
- the content of Cr is 0.015%
- the content of Sr is 0.015%
- the content of Ti is 0.09%
- the content of B is 0.01%
- the content of Fe is 0.2%
- the content of Ga is 0.013%
- the content of Sn is 0.013%.
- the mass content of the above-mentioned aluminum alloy components calculates the masses of various intermediate alloys or simple metals required, and then the various intermediate alloys or simple metals are melted and mixed to form an aluminum alloy ingot. Then, the aluminum alloy ingot is naturally aged for 7 days to obtain the aluminum alloy.
- Examples 2-41 are used to illustrate the aluminum alloy and the preparation method thereof of the present disclosure, including most of the operation steps in Example 1, and the difference lies in:
- Example 2-41 in Table 1 calculate the required quality of various master alloys or simple metals according to the mass content of the aluminum alloy composition, and then melt and mix various master alloys or simple metals to produce Aluminum alloy ingots. Then, the aluminum alloy ingot is naturally aged for 7 days to obtain the aluminum alloy.
- This comparative example is used to compare and illustrate the aluminum alloy and the preparation method thereof of the present disclosure, and includes the following operation steps:
- the aluminum alloy components are calculated by mass content: Si content is 10%, Cu content is 2.5%, Zn content is 1.5%, Mn content is 0.7%, and Mg content is 0.5%.
- the content of Cr is 0.015%
- the content of Sr is 0.015%
- the content of Ti is 0.09%
- the content of B is 0.01%
- the content of Fe is 0.2%
- the content of Ga is 0.013%
- the content of Sn is 0.013%
- P The content of 0.15% is calculated based on the mass content of the above aluminum alloy components to calculate the required quality of various intermediate alloys or simple metals, and then various intermediate alloys or simple metals are melted and mixed to form an aluminum alloy ingot. Then the aluminum alloy ingot is naturally aged for 7 days to obtain the aluminum alloy.
- Comparative Examples 2-23 are used to illustrate the aluminum alloy and the preparation method thereof of the present disclosure, including most of the operation steps in Example 1. The difference lies in:
- the white area in the picture is ⁇ -Al, which is spherical or rod-shaped, and the size is about 10 ⁇ m;
- the dark gray area is primary Si, which is randomly distributed between the ⁇ -Al grain boundaries;
- the light gray area is that Al 2 Cu is distributed between the ⁇ -Al grain boundaries, which is in the shape of a skeleton with an irregular shape;
- the granular and elliptical densely distributed areas are eutectic Si and strengthening phases; they are mainly distributed around the ⁇ -Al grains.
- this phase belongs to CuAl 2 , with an irregular skeletal morphology and a light pink color without corrosion. It is one of the main strengthening phases in the alloy. Because this phase is too small, the minimum test range of the test point is 1 ⁇ m 2 , so the test composition is slightly biased.
- the EDS energy spectrum detection was performed on the cross-shaped mark in FIG. 4, and the EDS energy spectrum was obtained as shown in FIG. 5, and the components at the cross-shaped mark in FIG.
- this phase belongs to the ⁇ (AlMnSi or Al 12 MnSi) phase, which is mostly irregular in shape, and is bright gray before being corroded. Fe, Mn, Cu, and Cr can be substituted for each other.
- EDS energy spectrum detection was performed on the cross-shaped mark in FIG. 6 to obtain the EDS energy spectrum as shown in FIG. 7, and the components at the cross-shaped mark in FIG.
- this phase belongs to W (Al x Cu 4 Mg 5 Si 4 ), which is a quaternary phase.
- the eutectic is in the form of skeletal or ice-like dense crystals. Because this phase is too small, the minimum test point The range is 1 ⁇ m 2 , so the test composition has a slight deviation.
- this phase belongs to eutectic Si, which is mostly granular and uniformly dispersed around ⁇ -Al, which is one of the main strengthening phases in the alloy.
- Test conditions Mosquito coil mold test, atmospheric pressure casting
- a ⁇ 12.7 ⁇ 3mm ingot thermal conductivity wafer is made, and graphite coating is sprayed uniformly on both sides of the sample to be tested; the processed sample is placed in a laser thermal conductivity meter for testing. According to "ASTM E1461 Standard Method for Measuring Thermal Diffusion Coefficient by Flash Method", the laser thermal conductivity test was performed.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Conductive Materials (AREA)
- Continuous Casting (AREA)
Abstract
公开了一种铝合金及其应用,基于所述铝合金的总质量,所述铝合金包括:8-11%的Si、2-4%的Cu、0.6-4%的Zn、0.65-1.1%的Mn、0.35-0.65%的Mg、0.001-0.05%的Cr、0.01-0.03%的Sr、0.08-0.12%的Ti、0.008-0.02%的B、0.1-0.3%的Fe、0.01-0.02%的Ga、0.008-0.015%的Sn以及余量为铝及其他元素,所述其他元素的总量低于0.1%。
Description
优先权信息
本公开请求于2019年12月20日向中国国家知识产权局提交的、专利申请号为201911327356.5、申请名称为“一种铝合金及其应用”的中国专利申请的优先权,并且其全部内容通过引用结合在本公开中。
本公开属于合金材料技术领域,具体涉及一种铝合金及其应用。
压铸是利用高压强制将金属熔液压入形状复杂的金属模内的精密铸造法。经由压铸而铸成的压铸件之尺寸公差甚小,表面精度较高。
铝合金的压铸对铝合金的材料力学性能,如屈服强度、断裂延伸率、熔体的流动性等具有较高的要求,现有的Al-Si系铝合金材料,如ADC12,在进行压铸时,对成型工艺的控制条件精度依赖性较高,受工艺参数的微小波动影响较大,其原因主要在于Al-Si系铝合金材料的屈服强度、抗拉强度和延伸率等难以兼顾,在不同类型的Al-Si系铝合金材料中,通常屈服强度和抗拉强度较高的其延伸率会相应降低,而延伸率较高的其屈服强度会相应降低,而屈服强度、抗拉强度和延伸率等均为压铸材料性能影响较大的因素。
公开内容
针对现有铝合金的性能存在难以兼顾压铸所需的各项性能要求的问题,本公开提供了一种铝合金及其应用。
本公开解决上述技术问题所采用的技术方案如下:
一方面,本公开提供了一种铝合金,基于所述铝合金的总质量,所述铝合金包括:8-11%的Si、2-4%的Cu、0.6-4%的Zn、0.65-1.1%的Mn、0.35-0.65%的Mg、0.001-0.05%的Cr、0.01-0.03%的Sr、0.08-0.12%的Ti、0.008-0.02%的B、0.1-0.3%的Fe、0.01-0.02%的Ga、0.008-0.015%的Sn以及余量为铝及其他元素,所述其他元素的总量低于0.1%。
可选的,基于所述铝合金的总质量,所述铝合金包括:9-11%的Si、2-3%的Cu、0.6-2%的Zn、0.65-0.8%的Mn、0.35-0.65%的Mg、0.001-0.02%的Cr、0.01-0.02%的Sr、0.08-0.1%的Ti、0.008-0.01%的B、0.1-0.3%的Fe、0.01-0.02%的Ga、0.008-0.015%的Sn以及余量为铝及其他元素,所述其他元素的总量低于0.1%,单个所述其他元素的含量低于0.01%。
可选的,基于所述铝合金的总质量,所述铝合金中,P的含量低于0.001%。
可选的,所述铝合金中,Ti与B的质量比例为(4~10):1。
可选的,所述铝合金中,Ga的质量百分比含量大于B的质量百分比含量。
可选的,所述铝合金中,Mn与Mg的质量比例为(1~2.5):1。
可选的,所述铝合金中,Ga与Sn的质量比例为(0.8-1.5):1。
可选的,所述铝合金中,Zn、Mn和Mg之间的质量比例满足:
-3.979+4.9Mn+3.991Mg≤Zn≤8.598-5.047Mn-3.762Mg。
可选的,所述铝合金的屈服强度不低于230MPa,抗拉强度不低于380Mpa,延伸率不低于3%,热导率不低于120W/(k·m)。
另一方面,本公开提供了如上所述的铝合金在压铸材料中的应用。
根据本公开提供的铝合金,通过调整铝合金中各元素的配比,得到的铝合金突破了现有Al-Si系中强高韧的最佳表现,通常在AlSi系合金当中,当材料强度高于230MPa时,在保证成型良好不开裂的前提下,材料的断裂延伸率小于3%,而本公开组成的铝合金在拥有较高的导热性的前提下,同时保证了屈服强度、抗拉强度和断裂延伸率的提高,断裂延伸率使得材料在压铸产品上表现出优异的韧性,解决了现有Al-Si系铝合金无法兼顾屈服强度、抗拉强度和延伸率的问题且该铝合金材料对工艺要求较低,应用于压铸工艺中具有良好的工艺适应性。
本公开的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本公开的实践了解到。
本公开的上述附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
图1是本公开实施例1提供的铝合金的金相图;
图2是本公开实施例1提供的铝合金的SEM照片;
图3是图2中十字形标记处的EDS图谱;
图4是本公开实施例1提供的铝合金的SEM照片;
图5是图4中十字形标记处的EDS图谱;
图6是本公开实施例1提供的铝合金的SEM照片;
图7是图6中十字形标记处的EDS图谱;
图8是本公开实施例2提供的铝合金的SEM照片;
图9是图8中十字形标记处的EDS图谱。
公开详细描述
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
为了使本公开所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本公开进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本公开,并不用于限定本公开。
本公开的一实施例提供了一种铝合金,基于所述铝合金的总质量,所述铝合金包括:8-11%的Si、2-4%的Cu、0.6-4%的Zn、0.65-1.1%的Mn、0.35-0.65%的Mg、0.001-0.05%的Cr、0.01-0.03%的Sr、0.08-0.12%的Ti、0.008-0.02%的B、0.1-0.3%的Fe、0.01-0.02%的Ga、0.008-0.015%的Sn以及余量为铝及其他元素,所述其他元素的总量低于0.1%。
本公开通过调整铝合金中各元素的配比,得到的铝合金突破了现有Al-Si系中强高韧的最佳表现,该组成的铝合金在拥有较高的导热性的前提下,同时保证了屈服强度和断裂延伸率的提高,使得材料在压铸产品上表现出优异的韧性,且该铝合金材料对工艺要求较低,应用于压铸工艺中具有良好的工艺适应性。
在一些实施例中,基于所述铝合金的总质量,所述铝合金包括:9-11%的Si、2-3%的Cu、0.6-2%的Zn、0.65-0.8%的Mn、0.35-0.65%的Mg、0.001-0.02%的Cr、0.01-0.02%的Sr、0.08-0.1%的Ti、0.008-0.01%的B、0.1-0.3%的Fe、0.01-0.02%的Ga、0.008-0.015%的Sn以及余量为铝及其他元素,所述其他元素的总量低于0.1%,单个所述其他元素的含量低于0.01%。
在具体的实施例中,Si的含量为9%、9.5%、10%、10.5%或11%,Cu的含量为2%、2.2%、2.6%、2.8%或3%,Zn的含量为0.6%、0.9%、1.1%、1.5%、1.8%或2%,Mn的含量为0.65%、0.7%、0.73%、0.78%或0.8%,Mg的含量为0.35%、0.42%、0.48%、0.53%、0.59%或0.65%,Cr的含量为0.001%、0.005%、0.01%、0.013%、0.017%或0.02%,Sr的含量为0.01%、0.014%、0.018%或0.02%,Ti的含量为0.08%、0.09%或0.1%,B的含量为0.008%、0.009%或0.01%,Fe的含量为0.1%、0.16%、0.25%或0.3%,Ga的含量为0.01%、0.014%或0.02%,Sn的含量为0.008%、0.01%、0.013%或0.015%。
具体的,Si含量在8-11%时,大部分形成共晶Si,Si的加入在不牺牲材料导热性能的条件下,一方面保证材料的流动性,提升材料的成型能力,另一方面在Sr等元素的变质作用下,形成极为细小的纤维状共晶硅(0.01-1μm),极大地提升了材料晶界强度,从而提升了材料的整体强度(屈服强度和+抗拉强度)。可与Mg和Fe生成Mg
2Si相及Al
12Fe
3Si相, 进而增加材料整体强度(屈服强度和抗拉强度)。
Cu:与Al形成固溶相,同时也通过析出的Al
2Cu分弥散分布到晶界上,该析出的相为强化相,可增加材料强度,但过量会损害材料韧性,降低断裂延伸率。
Zn元素固溶到α铝合金基体中,极大地增强了合金整体的强度,同时与Cu形成CuZn相,既保证了高强度下的良好塑性,同时与Mg结合形成MgZn
2强化相,均匀弥散的分布在晶界处,提升晶界能,提升了材料的屈服强度及韧性。
Mn和Cr:Mn、Cr可以固溶到Al合金基体中,强化基体性能,抑制初生Si和α-Al的晶粒生长,使得初生Si含量弥散分布到各晶粒之间,起到弥散强化的作用,提高材料的强度和韧性。对于Mn,大部分Mn偏析到晶界处,与Fe结合,形成针状的AlFeMnSi相,可以提高材料的整体强度,Mn含量过高时,大量针状组织会造成基体的割裂,材料韧性降低。
Ti和B:能够形成TiB团聚粒子,通过Ti、Ga的引诱,与原晶界处的Mg、Fe结合产生团聚,形成了大量球状的相,弥散分布到晶粒之间,使得初晶硅能够均匀的分布到α-Al中,同时也极大的抑制了α-Al的长大(粒径缩小了三分之一),从而提高材料强度及韧性。
需要说明的是,铝合金的力学性能、导热性和延伸率是上述元素的综合作用结果,任一元素偏移本公开提供的范围均偏离了本公开的公开意图,导致铝合金在力学性能、导热性或延伸率上的降低,从而不利于铝合金作为压铸材料的使用。
在一些实施例中,基于所述铝合金的总质量,所述铝合金中,P的含量低于0.001%。
发明人通过进一步试验发现,若所述铝合金中P的含量过高时,则会导致铝合金的延伸率下降,不利于铝合金的压铸。
在一些实施例中,所述铝合金中,Ti与B的质量比例为(4~10):1。例如,Ti与B的质量比例为4:1、4.1:1……9.9:1、10:1。发明人发现,Ti与B在该比例下,保证了材料的高强度和较高的导热效果,原因是由于Ti元素在该含量范围内,均匀分布到共晶硅的周边,提升了强度,同时该比例下B元素的添加在保证高强度的同时也保证了良好的导热效果。
在一些实施例中,所述铝合金中,Ga的质量百分比含量大于B的质量百分比含量。发明人发现,若B的百分比大于Ga,多余的B会包覆在Ga的周围,阻碍了Ga细化晶粒的作用,无法均匀分布在共晶硅和α固溶体之间,除了导致材料韧性降低,导热也会随之降低。
在一些实施例中,所述铝合金中,Mn与Mg的质量比例为(1~2.5):1。例如,Mn与Mg的质量比例为1:1、1.1:1……2.4:1、2.5:1。发明人发现,在该比例下,铝合金材料的韧性达到最佳状态,当比值超过该比例时,多余的Mn将会以杂质的形式存在,无法固溶于材 料中,导致材料内部夹杂严重,出现黑色孔洞缺陷。当比值低于该比例时,Mg的作用增加,材料时效性能明显,对温度较敏感,材料热处理后延伸率下降较快材料韧性不足。
在一些实施例中,所述铝合金中,Ga与Sn的质量比例为(0.8-1.5):1,例如,Ga与Sn的质量比例为0.8:1、0.9:1……1.4:1、1.5:1。发明人发现,Ga的加入能够增加材料的韧性和强度,Sn与Mg会形成中间合金相Mg
2Sn,有效抑制晶粒长大,增加材料强度及韧性,Ga和Sn的添加比例满足上述要求,可保证材料强度的同时不损伤材料韧性,Ga与Sn的质量比值超过该比例时,镁锡合金相的分布逐渐减少,甚至出现偏聚,从原来的树枝状变为线条形依旧分布在铝合金的晶界处,且富Ga相的形成会夺取Mg
2Sn中的镁原子,使得镁锡合金相相对含量减少,从而发生逐渐偏聚形成线条形分布会严重的割裂基体,导致材料韧性降低,断裂延伸率下降。但Ga与Sn的质量比值小于该比例时,合金相Mg
2Sn会形成大量的网络状和鱼骨状的分布,该种相为脆性相,降低材料韧性。
在一些实施例中,所述铝合金中,Zn、Mn和Mg之间的质量比例满足:
-3.979+4.9Mn+3.991Mg≤Zn≤8.598-5.047Mn-3.762Mg。发明人发现,当三种元素符合该条件时,材料能保证在较高的强度下有较好的韧性。
在一些实施例中,所述铝合金的屈服强度不低于230MPa,抗拉强度不低于380Mpa,延伸率不低于3%,热导率不低于120W/(k·m)。
在一些具体实施例中,所述铝合金的屈服强度在230-260MPa之间,抗拉强度在380-410Mpa之间,延伸率在4-7%之间,热导率在130-150W/(k·m)之间。
本公开的另一实施例提供了如上所述的铝合金在压铸材料中的应用。
所述铝合金在不牺牲材料强度及流动性的条件下,拥有较高的韧性和较好的延伸率,材料对工艺要求较低,适用于作为压铸材料使用。
压铸后的铝合金有较高的导热率,且有较高的韧性。材料优异的流动性及成型性结合高韧性能,在压铸手机中板时三杆弯最大断裂力表现出色。
下面参考具体实施例,对本公开进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本公开。
表1




注:表1中各配比均以重量百分比计,另外,不可避免的杂质元素总重量小于0.1%。
实施例1
本实施例用于说明本公开的铝合金及其制备方法,包括以下操作步骤:
按表1所示,铝合金成分以质量含量计为:Si的含量为10%,Cu的含量为2.5%,Zn的含量为1.5%,Mn的含量为0.7%,Mg的含量为0.5%,Cr的含量为0.015%,Sr的含量 为0.015%,Ti的含量为0.09%,B的含量为0.01%,Fe的含量为0.2%,Ga的含量为0.013%,Sn的含量为0.013%,根据上述铝合金成分的质量含量计算所需的各种中间合金或金属单质的质量,然后将各种中间合金或金属单质熔融混合制成铝合金铸锭。然后将铝合金铸锭经过7d自然时效后得到铝合金。
实施例2-41
实施例2-41用于说明本公开的铝合金及其制备方法,包括实施例1中大部分的操作步骤,其不同之处在于:
采用表1中实施例2-41所示的铝合金成分,根据铝合金成分的质量含量计算所需的各种中间合金或金属单质的质量,然后将各种中间合金或金属单质熔融混合制成铝合金铸锭。然后将铝合金铸锭经过7d自然时效后得到铝合金。
对比例1
本对比例用于对比说明本公开的铝合金及其制备方法,包括以下操作步骤:
按表1所示,铝合金成分以质量含量计为:Si的含量为10%,Cu的含量为2.5%,Zn的含量为1.5%,Mn的含量为0.7%,Mg的含量为0.5%,Cr的含量为0.015%,Sr的含量为0.015%,Ti的含量为0.09%,B的含量为0.01%,Fe的含量为0.2%,Ga的含量为0.013%,Sn的含量为0.013%,P的含量为0.15%根据上述铝合金成分的质量含量计算所需的各种中间合金或金属单质的质量,然后将各种中间合金或金属单质熔融混合制成铝合金铸锭。然后将铝合金铸锭经过7d自然时效后得到铝合金。
对比例2-23
对比例2-23用于说明本公开的铝合金及其制备方法,包括实施例1中大部分的操作步骤,其不同之处在于:
采用表1中对比例2-23所示的铝合金成分,根据铝合金成分的质量含量计算所需的各种中间合金或金属单质的质量,然后将各种中间合金或金属单质熔融混合制成铝合金铸锭。然后将铝合金铸锭经过7d自然时效后得到铝合金。
性能测试
一、对上述实施例1制备得到的铝合金进行金相组织观察,得到的金相照片如图1所示。
图中白色区域为α-Al,呈球状或棒状形态,大小约在10μm;
深灰色区域为初晶Si,无规则状分布在α-Al晶界间;
浅灰色区域为Al
2Cu分布在α-Al晶界间,呈不规则外形的骨骼状;
呈颗粒形和椭圆形密集分布区域为共晶Si和强化相;主要分布在α-Al晶粒周边。
对上述实施例1制备得到的铝合金进行扫描电子显微镜成像,得到的SEM照片如图2、图4和图6所示,对图2中作十字形标记处进行EDS能谱检测,得到EDS能谱如图3所示,分析得到图2中十字形标记处的成分如表2所示。
表2
| Element | Wt% | At% |
| O | 00.80 | 01.76 |
| Mg | 00.69 | 00.99 |
| Al | 53.54 | 69.69 |
| Si | 03.65 | 04.57 |
| Mn | 01.07 | 00.69 |
| Fe | 00.62 | 00.39 |
| Cu | 39.63 | 21.91 |
由表2结果可知,此相属于CuAl
2,形貌呈不规则骨骼状,未侵蚀呈淡粉色,为合金中的主要强化相之一,由于此相过小,测试点的最小测试范围为1μm
2,所以测试成分略有偏差。
对图4中作十字形标记处进行EDS能谱检测,得到EDS能谱如图5所示,分析得到图4中十字形标记处的成分如表3所示。
表3
| Element | Wt% | At% |
| O | 00.02 | 00.05 |
| Al | 62.01 | 71.21 |
| Si | 14.09 | 15.54 |
| Mn | 16.66 | 09.40 |
| Fe | 04.31 | 02.39 |
| Cu | 02.90 | 01.41 |
由表3测试结果可知,此相属于α(AlMnSi或Al
12MnSi)相,多呈不规则形状,未侵蚀前呈亮灰色,其中的Fe、Mn、Cu、Cr可相互替代。
对图6中作十字形标记处进行EDS能谱检测,得到EDS能谱如图7所示,分析得到图6中十字形标记处的成分如表4所示。
表4
| Element | Wt% | At% |
| O | 00.56 | 00.99 |
| Zn | 01.56 | 00.68 |
| Mg | 04.71 | 05.51 |
| Al | 77.42 | 81.50 |
| Si | 07.61 | 07.69 |
| Cu | 08.15 | 03.64 |
由表4测试结果可知,此相属于W(Al
xCu
4Mg
5Si
4),为四元相,共晶呈骨骼状或冰块状密集结晶,由于此相过小,测试点的最小测试范围为1μm
2,所以测试成分略有偏差。
对上述实施例2制备得到的铝合金进行扫描电子显微镜成像,得到的SEM照片如图8所示,对图8中作十字形标记处进行EDS能谱检测,得到EDS能谱如图9所示,分析得到图8中十字形标记处的成分如表5所示。
表5
| Element | Wt% | At% |
| O | 00.25 | 00.43 |
| Zn | 00.39 | 00.16 |
| Mg | 00.31 | 00.35 |
| Al | 60.50 | 61.71 |
| Si | 37.75 | 36.99 |
| Cu | 00.81 | 00.35 |
由表5的测试结果可知,此相属于共晶Si,多呈颗粒状均匀弥散分布在α-Al周边,为该合金中的主要强化相之一。
二、对上述实施例1-41和对比例1-23制备得到的铝合金进行如下性能测试:
拉伸性能测试:
采用GBT 228.1-2010金属材料拉伸试验第1部分:室温试验方法,测试屈服强度、抗拉强度、延伸率。
三杆弯测试对比分析:
将铝合金压铸形成手机中框样品,测试前对样品确认尺寸;设置两根水平平行的支撑杆,支撑杆直径6mm,钢质,调整两根支撑杆,直至轴心距离为110mm;放置样品,使其正面朝上,在样品顶部设置压杆,压杆直径6mm,钢质,样品中心与压杆位置重合;在压杆尚未接触样品时,对力进行清零;按照5mm/min的速度,进行施压,当压杆与前壳样品的受力=3N,对力、位移进行清零,同时继续保持速度进行加载,直至断裂;记录最大断裂力及断裂挠度。
流动性测试:
测试条件:蚊香模试验,大气压铸
测试方法:在相同成型条件范围下,比较待测材料和标准材料ADC12压铸工艺下试样长度,流动率=待测材料长度/标准材料长度,以评价材料流动成型性能。
热导率测试:
制成φ12.7×3mm的铸锭导热圆片,在待测试样的两面均匀喷涂石墨涂层;将处理好的试样放入激光导热仪中进行测试。按照《ASTM E1461闪光法测定热扩散系数的标准方法》, 进行激光导热测试。
得到的测试结果填入表6。
表6




对比实施例1-41和对比例1-23的测试结果可知,相对于本公开提供元素范围外的铝合金,本公开提供的铝合金具有较好的力学强度,能够满足压铸工艺的要求,同时兼顾较好的热传导性能、延伸率和压铸成型性。
以上详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本公开的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本公开的限制,本领域的普通技术人员在本公开的范围内可以对上述实施例进行变化、修改、替换和变型。
Claims (10)
- 一种铝合金,其中,基于所述铝合金的总质量,所述铝合金包括:8-11%的Si;2-4%的Cu;0.6-4%的Zn;0.65-1.1%的Mn;0.35-0.65%的Mg;0.001-0.05%的Cr;0.01-0.03%的Sr;0.08-0.12%的Ti;0.008-0.02%的B;0.1-0.3%的Fe;0.01-0.02%的Ga;0.008-0.015%的Sn;以及余量为铝及其他元素,所述其他元素的总量低于0.1%。
- 根据权利要求1所述的铝合金,其中,基于所述铝合金的总质量,所述铝合金包括:9-11%的Si;2-3%的Cu;0.6-2%的Zn;0.65-0.8%的Mn;0.35-0.65%的Mg;0.001-0.02%的Cr;0.01-0.02%的Sr;0.08-0.1%的Ti;0.008-0.01%的B;0.1-0.3%的Fe;0.01-0.02%的Ga;0.008-0.015%的Sn;以及余量为铝及其他元素,所述其他元素的总量低于0.1%,单个所述其他元素的含量低于0.01%。
- 根据权利要求1或2所述的铝合金,其中,基于所述铝合金的总质量,所述铝合金中,P的含量低于0.001%。
- 根据权利要求1-3中任一项所述的铝合金,其中,所述铝合金中,Ti与B的质量比例为(4~10):1。
- 根据权利要求1-4中任一项所述的铝合金,其中,所述铝合金中,Ga的质量百分比含量大于B的质量百分比含量。
- 根据权利要求1-5中任一项所述的铝合金,其中,所述铝合金中,Mn与Mg的质量比例为(1~2.5):1。
- 根据权利要求1-6中任一项所述的铝合金,其中,所述铝合金中,Ga与Sn的质量比例为(0.8-1.5):1。
- 根据权利要求1-7中任一项所述的铝合金,其中,所述铝合金中,Zn、Mn和Mg之间的质量比例满足:-3.979+4.9Mn+3.991Mg≤Zn≤8.598-5.047Mn-3.762Mg。
- 根据权利要求1-8中任一项所述的铝合金,其中,所述铝合金的屈服强度不低于230MPa,抗拉强度不低于380Mpa,延伸率不低于3%,热导率不低于120W/(k·m)。
- 如权利要求1~9任一项所述的铝合金在压铸材料中的应用。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/787,536 US12448668B2 (en) | 2019-12-20 | 2020-03-24 | Aluminum alloy and application thereof |
| EP20901567.6A EP4079880B1 (en) | 2019-12-20 | 2020-03-24 | Aluminum alloy and application thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911327356.5A CN111041290B (zh) | 2019-12-20 | 2019-12-20 | 一种铝合金及其应用 |
| CN201911327356.5 | 2019-12-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021120437A1 true WO2021120437A1 (zh) | 2021-06-24 |
Family
ID=70238065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/CN2020/080947 Ceased WO2021120437A1 (zh) | 2019-12-20 | 2020-03-24 | 铝合金及其应用 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12448668B2 (zh) |
| EP (1) | EP4079880B1 (zh) |
| CN (1) | CN111041290B (zh) |
| WO (1) | WO2021120437A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020223489A1 (en) * | 2019-05-02 | 2020-11-05 | The Regents Of The University Of California | Room temperature liquid metal catalysts and methods of use |
| CN113817938B (zh) * | 2020-06-18 | 2023-01-06 | 比亚迪股份有限公司 | 一种铝合金及其制备方法、应用 |
| CN113862529B (zh) * | 2020-06-30 | 2023-04-07 | 比亚迪股份有限公司 | 一种铝合金及其制备方法 |
| CN112779443B (zh) * | 2020-12-24 | 2022-01-07 | 比亚迪股份有限公司 | 一种铝合金及铝合金结构件 |
| CN112921219B (zh) * | 2020-12-24 | 2021-11-12 | 比亚迪股份有限公司 | 一种铝合金及其制备方法和铝合金结构件 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1537961A (zh) * | 2003-01-23 | 2004-10-20 | ����Ѷ����������������ι�˾ | 压铸合金 |
| DE102009036056A1 (de) * | 2009-08-04 | 2011-02-10 | Daimler Ag | Al-Druckgusslegierung für dickwandige Druckgussteile |
| CN106119626A (zh) * | 2016-08-30 | 2016-11-16 | 苏州梅克卡斯汽车科技有限公司 | 一种汽车轻量化底盘铝合金结构件及其制备方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB595929A (en) * | 1945-07-10 | 1947-12-23 | Rupert Martin Bradbury | An improved aluminium base alloy |
| CN1250758C (zh) * | 2002-10-01 | 2006-04-12 | 西南铝业(集团)有限责任公司 | 高硅铸铝光谱标准样品及其制备方法 |
| EP1612286B1 (de) | 2004-06-29 | 2011-07-13 | ALUMINIUM RHEINFELDEN GmbH | Aluminium-Druckgusslegierung |
| DE102004049074A1 (de) * | 2004-10-08 | 2006-04-13 | Trimet Aluminium Ag | Kaltaushärtende Aluminiumgusslegierung und Verfahren zur Herstellung eines Aluminiumgussteils |
| CN103031473B (zh) * | 2009-03-03 | 2015-01-21 | 中国科学院苏州纳米技术与纳米仿生研究所 | 高韧性Al-Si系压铸铝合金的加工方法 |
| US8758529B2 (en) | 2010-06-30 | 2014-06-24 | GM Global Technology Operations LLC | Cast aluminum alloys |
| CN102676885B (zh) | 2012-05-25 | 2015-06-24 | 无锡格莱德科技有限公司 | 铝合金锭 |
| KR101637639B1 (ko) | 2014-02-27 | 2016-07-07 | 현대자동차주식회사 | 티타늄화합물을 포함하는 고탄성 알루미늄 합금 및 그 제조방법 |
| US9834828B2 (en) | 2014-04-30 | 2017-12-05 | GM Global Technology Operations LLC | Cast aluminum alloy components |
| CN105088033A (zh) * | 2014-05-08 | 2015-11-25 | 比亚迪股份有限公司 | 一种铝合金及其制备方法 |
| KR20170138533A (ko) * | 2015-10-30 | 2017-12-15 | 노벨리스 인크. | 고강도 7xxx 알루미늄 합금 및 이것의 제조 방법 |
| CN106811630B (zh) * | 2015-11-27 | 2019-10-11 | 比亚迪股份有限公司 | 一种铝合金及其制备方法和应用 |
| WO2017168890A1 (ja) * | 2016-03-30 | 2017-10-05 | 昭和電工株式会社 | Al-Mg―Si系合金材、Al-Mg―Si系合金板及びAl-Mg―Si系合金板の製造方法 |
| CN106367638A (zh) | 2016-08-28 | 2017-02-01 | 广州华车科技有限公司 | 一种车用铝合金及其制造方法 |
| CN108624788A (zh) | 2017-03-17 | 2018-10-09 | 姚晓宁 | 高强韧铸造铝合金及其制备方法 |
| CN109022940A (zh) * | 2017-06-08 | 2018-12-18 | 比亚迪股份有限公司 | 一种铝合金及其制备方法和应用 |
| CN109457146B (zh) * | 2017-09-06 | 2021-03-19 | 华为技术有限公司 | 高导热铝合金及其制备方法及手机中板 |
| CN110527871B (zh) * | 2018-05-25 | 2022-02-08 | 比亚迪股份有限公司 | 一种压铸铝合金及其制备方法和应用 |
| CN110343918A (zh) * | 2019-06-26 | 2019-10-18 | 华为技术有限公司 | 高导热铝合金材料及其制备方法 |
| CN110184510A (zh) * | 2019-07-12 | 2019-08-30 | 华劲新材料研究院(广州)有限公司 | 一种新型高导热铝合金材料 |
-
2019
- 2019-12-20 CN CN201911327356.5A patent/CN111041290B/zh active Active
-
2020
- 2020-03-24 WO PCT/CN2020/080947 patent/WO2021120437A1/zh not_active Ceased
- 2020-03-24 US US17/787,536 patent/US12448668B2/en active Active
- 2020-03-24 EP EP20901567.6A patent/EP4079880B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1537961A (zh) * | 2003-01-23 | 2004-10-20 | ����Ѷ����������������ι�˾ | 压铸合金 |
| DE102009036056A1 (de) * | 2009-08-04 | 2011-02-10 | Daimler Ag | Al-Druckgusslegierung für dickwandige Druckgussteile |
| CN106119626A (zh) * | 2016-08-30 | 2016-11-16 | 苏州梅克卡斯汽车科技有限公司 | 一种汽车轻量化底盘铝合金结构件及其制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4079880A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4079880A4 (en) | 2023-01-25 |
| CN111041290B (zh) | 2020-11-27 |
| US12448668B2 (en) | 2025-10-21 |
| CN111041290A (zh) | 2020-04-21 |
| EP4079880A1 (en) | 2022-10-26 |
| US20220380869A1 (en) | 2022-12-01 |
| EP4079880B1 (en) | 2024-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111041290B (zh) | 一种铝合金及其应用 | |
| CN109136669B (zh) | 一种铝合金锻件及其制备方法与应用 | |
| US9033025B2 (en) | Aluminium-copper alloy for casting | |
| EP4067521B1 (en) | Aluminum alloy and preparation method therefor | |
| WO2021098044A1 (zh) | 一种高性能半固态压铸铝合金及其制备方法 | |
| Zhang et al. | Microstructures and mechanical properties of heat-treated Al–5.0 Cu–0.5 Fe squeeze cast alloys with different Mn/Fe ratio | |
| CN109988945A (zh) | 一种压铸铝合金及其制备方法和通讯产品 | |
| CN104233030B (zh) | 可时效硬化的Mg-Zn-Al-Cr-Bi-Ca合金及其制备方法 | |
| CN101705397A (zh) | 一种Al-Si-Mg-Er稀土铸造铝合金 | |
| CN115074646A (zh) | 一种多尺度梯度混晶铝合金及其构建方法和应用 | |
| Lü et al. | Effect of Ce on castability, mechanical properties and electric conductivity of commercial purity aluminum. | |
| JP4498180B2 (ja) | Zrを含むAl−Zn−Mg−Cu系アルミニウム合金及びその製造方法 | |
| WO2026007293A1 (zh) | 铝合金及其制备方法 | |
| WO2009123084A1 (ja) | マグネシウム合金およびその製造方法 | |
| WO2022134275A1 (zh) | 一种铝合金以及铝合金结构件 | |
| CN112941372B (zh) | 一种铝合金及其应用 | |
| CN120023524A (zh) | 一种适用于电弧增材制造的高强铝合金丝材、其制备方法及用途 | |
| CN118932224A (zh) | 一种铸造铝合金及其制备方法和应用 | |
| Vončina et al. | The role of Zr and T6 heat treatment on microstructure evolution and hardness of AlSi9Cu3 (Fe) diecasting alloy | |
| CN103361526B (zh) | 一种高强度铝合金及其生产方法 | |
| CN106957976A (zh) | 一种钛微合金化的高硅量铝合金及其制备方法 | |
| HK40026819A (zh) | 一种铝合金及其应用 | |
| HK40026819B (zh) | 一种铝合金及其应用 | |
| CN105755331A (zh) | 汽车发动机用铝硅合金的半固态成型工艺 | |
| Jinping et al. | Effect of Sr/Al ratio on microstructure and properties of Mg-Al-Sr alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20901567 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020901567 Country of ref document: EP Effective date: 20220720 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17787536 Country of ref document: US |