WO2021124687A1 - 織物およびロボットアーム用ケーブルカバー - Google Patents
織物およびロボットアーム用ケーブルカバー Download PDFInfo
- Publication number
- WO2021124687A1 WO2021124687A1 PCT/JP2020/040195 JP2020040195W WO2021124687A1 WO 2021124687 A1 WO2021124687 A1 WO 2021124687A1 JP 2020040195 W JP2020040195 W JP 2020040195W WO 2021124687 A1 WO2021124687 A1 WO 2021124687A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- woven fabric
- yarn
- fluororesin
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/208—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads cellulose-based
- D03D15/225—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads cellulose-based artificial, e.g. viscose
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/47—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads multicomponent, e.g. blended yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/045—Blended or other yarns or threads containing components made from different materials all components being made from artificial or synthetic material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/004—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft with weave pattern being non-standard or providing special effects
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/008—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft characterised by weave density or surface weight
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/292—Conjugate, i.e. bi- or multicomponent, fibres or filaments
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/41—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific twist
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/513—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads heat-resistant or fireproof
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/58—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads characterised by the coefficients of friction
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/04—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons
- D10B2321/042—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons polymers of fluorinated hydrocarbons, e.g. polytetrafluoroethene [PTFE]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/14—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Definitions
- the present invention relates to a woven fabric having abrasion resistance and a cable cover for a robot arm.
- sliding fabrics with improved friction durability have been developed by taking advantage of the low coefficient of friction of fluororesin and arranging fluororesin into fibers and arranging them as woven knits or non-woven fabrics on the surface of sliding members. Further, since the fluororesin fiber generally has a low strength, a technique for improving the sliding durability by interweaving a fiber having a higher strength than the fluororesin fiber and the fluororesin fiber is disclosed.
- a double woven fabric in which fluororesin fibers are arranged on a sliding surface and fibers other than fluororesin fibers are arranged on a non-sliding surface, or a composite yarn formed of fluororesin fibers and fibers other than fluororesin fibers.
- Patent Document 1 describes a multi-woven fabric composed of a sliding woven fabric containing fluororesin fibers and a base woven fabric, and has high heat resistance and abrasion resistance by adopting an optimum base surface configuration, and is in a high temperature environment.
- a heat-resistant and wear-resistant multilayer fabric that can exhibit long-term slidability even when exposed to the bottom is disclosed.
- the PTFE that is worn away by sliding is received at the entangled joint point (joint point due to entanglement) between the sliding woven fabric and the base woven fabric and the sliding surface side of the base woven fabric, and a part of the PTFE is entangled at the entangled joint point and the sliding woven fabric side of the base fabric.
- the excess PTFE accumulates on the uneven portion of the base fabric, and even if the entire multiple fabric is worn out, the PTFE accumulated on the uneven portion of the base fabric continues to coat the surface of the base fabric. Therefore, the surface of the fabric is continuously PTFE-coated, and the effect of maintaining the slidability for a long period of time is shown.
- Patent Document 2 describes a woven fabric containing a composite yarn formed from a fluororesin fiber and another fiber, and the ratio of the surface area of the other fiber on one side of the woven fabric to the total surface surface of the composite yarn is 0 to 30%.
- a self-lubricating fabric is disclosed.
- the woven fabric described in Patent Document 1 is a double woven fabric in which PTFE fibers and other fibers are separately arranged in a sliding woven fabric layer and a base woven fabric layer, respectively. Therefore, there is a problem that the fluororesin fibers are easily discharged when exposed to high-speed sliding under a high load, and long-term sliding durability cannot be sufficiently obtained.
- the self-lubricating woven fabric described in Patent Document 2 is a composite yarn composed of fluororesin fibers and other fibers, fluorine wear powder is easily transferred to other fibers adjacent to the fluororesin fibers, and under a high load.
- the sliding durability was improved.
- the ratio of fluororesin fibers in the composite yarn was made excessively larger than that of other fibers. Therefore, when exposed to high-speed sliding under a high load, fluororesin fibers are still present. It was not possible to sufficiently suppress the discharge of abrasion powder of the resin thread, and there was room for improvement in long-term sliding durability.
- the present invention has the following configuration in order to solve such a problem.
- the woven fabric in which a composite yarn is used for either the warp or the weft, and fiber B is used for either the weft or the warp that is orthogonal to the composite yarn.
- the woven fabric having an area ratio X of 10% or more and 60% or less.
- the woven fabric in which the composite yarn is a twisted yarn obtained by twisting a fluororesin fiber A and a fiber B other than the fluororesin fiber.
- the woven fabric in which the fibers B constituting the combined twisted yarn are twisted yarns are twisted yarns.
- the woven fabric in which the fluororesin fiber A is made of a polytetrafluoroethylene resin is made of a polytetrafluoroethylene resin.
- the woven fabric in which the fiber B is an organic fiber is an organic fiber.
- the woven fabric in which the fiber B is a fiber selected from a liquid crystal polyester fiber, a para-type aramid fiber, and a polyparaphenylene benzobisoxazole fiber.
- Cable cover for robot arm that uses the above woven fabric for at least a part.
- a woven fabric that has low frictional properties and can exhibit slidability for a long period of time even when subjected to high-speed frictional force under a high load.
- the woven fabric according to the present invention is a woven fabric in which a composite yarn of a fluororesin fiber A and a fiber B other than the fluororesin fiber is used for at least one of a warp and a weft, and the mass ratio ⁇ of the fluororesin fiber A to the composite yarn is ⁇ . Is 5 to 70%, and the ratio of the area ratio X of the fluororesin fibers A to the surface of the woven fabric and the mass ratio Y of the fluororesin fibers A in the woven fabric is 1 or more and 5 or less.
- the fluororesin fiber and the fiber B are adjacent to each other in the woven fabric, and the fluororesin fiber A is worn and generated due to sliding. Since the fluoropolymer wear powder is easily transferred to the fibers B and forms a self-lubricating film, excellent wear durability under a high load can be obtained. Furthermore, for high-speed sliding under high load, by optimizing the mass ratio of fluororesin fibers in the composite yarn, the area ratio of fluororesin fibers, and the mass ratio of fluororesin fibers in the fabric, respectively. Fibers other than fluororesin fibers support the woven fabric as skeleton fibers, and even when a high-speed frictional force is applied under a high load, slidability can be exhibited for a long period of time.
- the woven fabric of the present invention uses a composite yarn of a fluororesin fiber A and a fiber B other than the fluororesin fiber for at least one of the warp and the weft. More preferably, a composite yarn is used for either the warp or the weft, and the fiber B is used for either the weft or the warp that is orthogonal to the composite yarn. With such a configuration, it is possible to more easily obtain a woven fabric having X / Y as an appropriate value, which will be described later. Further, it is particularly preferable that the warp yarn is a composite yarn and the weft yarn is a fiber B. In general, the crimp of the weaving yarn is large in the warp yarn and small in the weft yarn.
- the composite yarn containing the fluororesin fiber A is easily exposed on the surface of the fabric, and the fiber B is arranged linearly in the woven fabric. Therefore, the strength utilization efficiency of the fiber B is improved.
- the fiber B for the warp yarn and the composite yarn for the weft yarn.
- the weft or the warp perpendicular to the composite yarn is preferably a fiber of the same type as the fiber B.
- the same type of fiber as used herein means a fiber made of the same polymer, and the number of filaments and the fineness do not have to be the same.
- the same polymer referred to here may be used as long as the polymers constituting the fibers are substantially the same, and the presence or absence and type of additives to be added may be different. Further, substantially the same does not have to be exactly the same, and the main repeating units are common, and in the obtained woven fabric, wrinkles, which will be described later, and the anisotropic property of sliding durability are not significantly impaired. If so, it may be a combination of a homopolymer and a copolymer polymer, or a copolymer polymer and another copolymer polymer.
- the mass ratio ⁇ of the fluororesin fiber A in the composite yarn is 5 to 70%.
- the mass ratio ⁇ of the fluororesin fiber A in the composite yarn is more preferably 25 to 60%, and particularly preferably 40 to 55% from the viewpoint of the balance between strength and slidability. If the mass ratio ⁇ of the fluororesin fiber A in the composite yarn is less than 5%, the low friction property is significantly impaired. If it is more than 70%, the fluororesin fibers are severely broken and the fluororesin wear powder is discharged significantly, and the desired durability cannot be obtained.
- the means for obtaining the composite yarn from the fluororesin fiber A and the fiber B is not particularly limited, and can be selected from means such as blended twist, mixed fiber, and mixed spinning. It is preferable to use the combined twist and the mixed fiber because the filament yarn can be selected as the fluororesin fiber A and the fiber B and the strength of the composite yarn is increased.
- the mixed fiber the fluororesin fiber A single yarn and the fiber B single yarn constituting the composite yarn can be more uniformly composited, so that a uniform composite yarn can be obtained in the cross-sectional direction.
- the combined twist is used, the composite yarn can be obtained without giving entanglement, so that the composite yarn uniform in the longitudinal direction can be obtained.
- the number of twists at the time of combined twisting preferably has a twist coefficient k of 1000 or more and 25000 or less.
- the twist coefficient k is obtained by the following equation with the number of twists per 1 m as T [t / m] and the fineness D [dtex] of the composite yarn.
- k T ⁇ D 0.5 More preferably, it is 1000 or more and 10000 or less, and 2000 or more and 7000 or less is particularly preferable.
- the fiber B before the combined twist is twisted.
- the twist coefficient of the fiber B before the combined twist is preferably 500 or more and 5000 or less.
- the strength of the fiber B is improved by the twisted yarn, and the fiber B is more strongly present as a skeleton fiber when it is made into a woven fabric, so that the sliding durability is improved. To do. Particularly preferably, it is 900 or more and 3000 or less.
- the twist coefficient of the fiber B is larger than 5000, the strength may be lower than that before the twisting.
- a step of simply twisting the raw yarn having a desired fineness may be adopted, or a step of twisting yarns having a fineness smaller than the desired fineness may be adopted.
- the fiber B raw yarn having a fineness of 850 [dtex] may be twisted at 33 [t / m].
- Two fiber B yarns having a fineness of 425 [dtex] may be twisted together at 33 [t / m].
- the ratio X / Y of the area ratio X of the fluororesin fiber A to the surface of the woven fabric and the mass ratio Y of the fluororesin fiber A in the woven fabric is 1 or more and 5 or less.
- the area ratio of the fluorine-containing resin fibers A occupied in the textile surface referred when the surface of the fabric taken by a microscope, means the ratio of the area S A occupied by the fluorine-containing resin fibers A occupied in imaging area S tot, It is calculated by the following formula.
- Fluororesin fiber A of an area rate X S A / S tot ⁇ 100 [%]
- X / Y represents the degree to which the fluororesin fibers A present in the woven fabric are distributed on the surface of the woven fabric, and the larger the X / Y, the more the fluororesin fibers are concentrated on the surface of the woven fabric.
- X / Y is more preferably 1 to 1. It is 2, and more preferably 1.2 to 1.65.
- the fluororesin fiber A existing on the woven fabric surface increases. Is excessively large, so when exposed to high-speed sliding under high load, the frictional resistance force can be reduced at the initial stage of sliding, but the fluororesin fibers are worn and the fluoropolymer wear powder generated is discharged at an early stage. Since the fluororesin fibers remaining in the woven fabric are depleted, the frictional resistance to the fabric strength becomes relatively high in the middle to late sliding stages, and sufficient wear durability cannot be obtained.
- the area ratio X of the fluororesin fiber A occupying the surface of the woven fabric is preferably 10% or more and 60% or less.
- the area ratio X of the fluororesin fiber A occupying the surface of the woven fabric is 10% or more, the frictional resistance force at the initial stage of sliding can be reduced to a certain extent and the abrasion durability can be ensured.
- the area ratio X of the fluororesin fiber A occupying the surface of the woven fabric is 60% or less, fibers other than the fluororesin fiber can be present as skeleton fibers in the woven fabric to a certain extent, so that wear durability can be ensured. From the viewpoint of reducing the frictional resistance at the initial stage of sliding and arranging the skeletal fibers on the fabric, it is more preferably 20% or more and 55% or less, and 40% or more and 55% or less can be mentioned as particularly preferable conditions.
- the mass ratio Y of the fluororesin fibers in the woven fabric is preferably 5% or more and 55% or less. More preferably, it is 15% or more and 55% or less, and 25% or more and 45% or less can be mentioned as a particularly preferable condition.
- X / Y it is preferable to arrange more fluororesin fibers on the surface of the woven fabric. That is, in order to set X / Y in the above range, a large amount of fluororesin fibers are arranged near the surface layer of the composite yarn when the composite yarn is formed, or a large amount of fluororesin fibers are exposed on the surface of the woven fabric by controlling the weaving structure or the like. You may try to do it.
- the means for obtaining the composite yarn is not particularly limited, but in order to arrange a large amount of fluororesin fibers in the vicinity of the surface layer of the composite yarn when forming the composite yarn, a special twisting process is particularly adopted and the composite yarn is twisted. It can be carried out relatively easily by controlling the conditions. Specifically, a method of covering the fluororesin fiber A with the fiber B, a method of twisting the fluororesin fiber A again with the combined twisted yarn of the fiber B and the fluororesin fiber A, and applying a high tension to the fiber B at the time of the twisting. , A method of arranging the fluororesin fiber A on the sheath side in the composite yarn or the like can be adopted.
- the volume ratio and the area ratio of the fluororesin fiber A in the composite yarn are substantially the same.
- Increasing the area ratio of the fluororesin fibers in the composite yarn also increases the mass ratio Y of the fluororesin fibers A in the woven fabric. Therefore, in order to control X / Y in the range of 1 or more and 5 or less, the weaving structure is controlled. It is usual to use another means of.
- the woven structure is not particularly limited in the present invention, but as a means for controlling the woven structure so that a large amount of fluororesin fibers are exposed on the surface of the woven fabric, a 3/1 twill structure or a 2/1 twill structure can be used. A method of changing the exposure ratio of the warp and the weft on the surface by adopting a satin structure or the like can be mentioned.
- the X / Y can be controlled in the range of 1 or more and 5 or less by arranging the yarn containing a large amount of the fluororesin fiber A on the warp or the weft that is exposed more on the surface.
- the fluororesin which is a component of the fluororesin fiber may be one composed of a monomer unit containing one or more fluorine atoms in the main chain or the side chain. Among them, those composed of monomer units having a large number of fluorine atoms are preferable.
- the monomer unit containing one or more fluorine atoms preferably contains 70 mol% or more, more preferably 90 mol% or more, and further preferably 95 mol% or more of the repeating structural unit of the polymer. ..
- Examples of the monomer containing one or more fluorine atoms include fluorine atom-containing vinyl-based monomers such as tetrafluoroethylene, hexafluoropropylene, and chlorotrifluoroethylene, and it is preferable to use at least tetrafluoroethylene.
- fluororesin examples include polytetrafluoroethylene (PTFE), tetrafluoroethylene-hexafluoropropylene copolymer (FEP), tetrafluoroethylene-p-fluoroalkyl vinyl ether copolymer (PFA), and polychlorotrifluoroethylene.
- PTFE polytetrafluoroethylene
- FEP tetrafluoroethylene-hexafluoropropylene copolymer
- PFA tetrafluoroethylene-p-fluoroalkyl vinyl ether copolymer
- PCTFE polychlorotrifluoroethylene
- EFE ethylene-tetrafluoroethylene copolymer
- ETFE ethylene-tetrafluoroethylene copolymer
- the content of tetrafluoroethylene units is large from the viewpoint of sliding characteristics, and a copolymer in which 90 mol% or more, preferably 95 mol% or more of the total is tetrafluoroethylene. It is most preferable to use polytetrafluoroethylene fiber as a homopolymer of tetrafluoroethylene.
- the form of the fluororesin fiber A used in the present invention either a monofilament composed of one filament or a multifilament composed of a plurality of filaments can be used. From the viewpoint of surface unevenness, multifilament is preferable.
- the total fineness of the fluororesin fiber A used in the present invention is preferably in the range of 50 to 6000 dtex. It is more preferably in the range of 500 to 5500 dtex, and even more preferably in the range of 400 to 1500 dtex.
- the total fineness of the fibers constituting the fabric is 50 dtex or more, the strength of the fibers can be ensured to a certain extent, and the yarn breakage during weaving can be reduced, so that the process passability is improved. If it is 6000 dtex or less, good workability at the time of weaving can be obtained.
- the fiber B examples include cotton, polyester fiber, polyamide fiber, polyparaphenylene terephthalamide (para-type aramid) fiber, polymetaphenylene isophthalamide (meta-type aramid) fiber, polyphenylene sulfide (PPS) fiber, and polyparaphenylene benzobisoxazole.
- Organic fibers such as (PBO) fiber, ultrahigh molecular weight polyethylene (UHMWPE) fiber, liquid crystal polyester fiber, and inorganic fiber such as glass fiber, carbon fiber, and silicon carbide fiber can be used, but from the viewpoint of processability, they are organic. It is preferably a fiber.
- the fiber B is preferably a fiber having a tensile strength of 7 cN / dtex or more.
- the tensile strength of the fiber B is more preferably 15 to 50 cN / dtex, and further preferably the tensile strength is 18 to 50 cN / dtex.
- the fiber B is preferably a fiber having a heat resistant temperature of 280 ° C. or higher.
- the heat-resistant temperature as used herein means that the melting point, softening point, and decomposition point are above that temperature.
- the fiber B has two or more points of melting point, softening point and decomposition point, the point indicating the lower temperature shall be adopted.
- the heat resistant temperature of the fiber is more preferably 300 ° C. or higher, and further, since the fiber does not have a melting point, softening due to frictional heat can be suppressed and excellent wear durability can be obtained.
- the fiber B is preferably a fiber having a tensile elastic modulus of 20 to 800 cN / dtex. Further, when the tensile elastic modulus of the fiber B is in the range of 450 to 800 cN / dtex, the fabric structure can be maintained even when high-speed sliding is applied under a high load, and particularly excellent wear durability is obtained. be able to. When the tensile elastic modulus of the fiber B is 20 cN / dtex or more, the dimensional stability of the fabric is improved, and a fabric having excellent wear durability can be obtained.
- the elongation of the fiber B is preferably 1 to 15%, more preferably 1 to 5%. Above all, if it is 1 to 3%, the dimensional change of the fabric can be reduced when a frictional force is applied, and thus it can be mentioned as a particularly preferable condition.
- the elongation of the fiber B is 1% or more, the yarn breakage during weaving can be reduced, so that the process passability is improved. If it is within the range of 1 to 15%, the dimensional stability of the fabric is improved, and it can be applied to a portion where dimensional accuracy is required as a sliding fabric.
- the fiber B is a fiber selected from a liquid crystal polyester fiber, a para-type aramid fiber and a polyparaphenylene benzobisoxazole fiber.
- the form of the fiber B is not particularly limited, and either a filament (long fiber) or a span (spun yarn) may be adopted, but the filament is preferable from the viewpoint of tensile strength and tensile rigidity. Further, either a monofilament composed of one filament or a multifilament composed of a plurality of filaments can be used, but since the surface area of the multifilament is large, the fluororesin fiber A is worn out. It is particularly preferable because the fluorowear powder is easily transferred to the fiber B.
- the total fineness of the fiber B is preferably in the range of 200 to 4000 dtex. It is more preferably in the range of 4000 to 4000 dtex, and further in the range of 800 to 2000 dtex.
- the strength of the fibers is strong, the fiber breakage at the time of abrasion can be suppressed, and the thread breakage at the time of weaving can be reduced, so that the process passability is improved. If it is 4000 dtex or less, the unevenness on the surface of the fabric is small, and the influence on the low friction property can be suppressed.
- thermosetting resin includes, for example, phenol resin, melamine resin, urea resin, unsaturated polyester resin, epoxy resin, polyurethane resin, diallyl phthalate resin, silicon resin, polyimide resin, and vinyl ester.
- thermoplastic resin such as a resin or its modified resin, vinyl chloride resin, polystyrene resin, ABS resin, polyethylene resin, polypropylene resin, fluororesin, polyamide resin, polyacetal resin, polycarbonate resin, polyester resin, etc.
- a synthetic rubber such as polyurethane, butadiene rubber, nitrile rubber, neoprene, and polyester elastomer, or an elastomer can be preferably used.
- thermosetting resin and the thermoplastic resin may contain various additives that are usually used industrially for the purpose, application, productivity in the manufacturing process and the processing process, or for improving the characteristics.
- a denaturing agent, a plasticizer, a filler, a mold release agent, a coloring agent, a diluent and the like can be contained.
- the main component referred to here is the component having the largest mass ratio among the components excluding the solvent, and in the case of a resin containing phenol resin and polyvinyl butyral resin as main components, these two types of resins are used. It means that the mass ratio is the first and second (in no particular order).
- thermosetting resin As a method of impregnating the woven fabric with resin, when a thermosetting resin is used, the thermosetting resin is dissolved in a solvent to prepare a varnish, and knife coating, roll coating, comma coating, and gravure coating are performed. A method of impregnating and coating a cloth with a cloth is generally used. When a thermoplastic resin is used, melt-extruded laminate or the like is generally used.
- a lubricant or the like is added to the woven fabric of the present invention as needed.
- the type of lubricant is not particularly limited, but a silicon-based lubricant or a fluorine-based lubricant is preferable.
- the woven fabric of the present invention is a twisted yarn woven fabric in which the composition of the fluororesin fiber A and the fiber B other than the fluororesin fiber is optimized, even when high-speed sliding is applied under a high load.
- Long-term sliding durability can be obtained by suppressing the discharge of fluorine wear powder and by further functioning the fiber B as a skeleton fiber that supports the fluororesin fiber A. Therefore, the woven fabric of the present invention can exhibit high sliding durability in applications where it has been difficult to use it for a long period of time because it receives high-speed sliding under a high load, and is industrially extremely practical. Can be achieved. Therefore, it exhibits high durability for applications such as sliding fabrics that require slidability.
- the cable cover for the robot arm using the woven fabric of the present invention for at least a part thereof has low friction and fabric strength, it is a long-term product even in a usage environment where it rubs against a part of the device at high speed under a high load. Indicates the life.
- Fineness The woven fabric is decomposed, and JIS L1013: 2010 "Chemical fiber filament yarn test method", 8.3.
- the fineness of the decomposed yarn was measured according to the B method (simple method). However, if the amount of yarn required for the above measurement method cannot be secured for the disassembled yarn, the result of the test with the maximum length that can be secured and the number of trials shall be used as a substitute.
- Mass ratio ⁇ of fluororesin fiber A to the composite yarn After cutting the woven fabric into a length of 200 mm and a width of 200 mm, the warp and weft threads were disassembled to obtain disassembled threads. For each of the warp-decomposed yarn and the weft-decomposed yarn, five composite yarns were arbitrarily selected from the obtained decomposed yarns, decomposed into fluororesin fibers A and other fibers, and the masses of each were measured. Five mass sum of the composite yarn W, of five composite yarn mass sum of fluorocarbon resin fibers A as W F, and the weight ratio ⁇ of the fluorine-containing resin fibers A occupied in the composite yarn is calculated by the following equation ..
- Mass ratio Y of fluororesin fiber A in the woven fabric After cutting the woven fabric into a length of 200 mm and a width of 200 mm, the warp and weft were decomposed, and the total mass W of the decomposed yarn was measured. Followinged by selecting only the composite yarn of the component yarns was measured on the total weight W 1 of the composite yarn in the fabric. Subsequently, the fluororesin fibers that existed alone in the woven fabric instead of the composite yarn were selected, and the total mass W 2 was measured. The mass ratio Y of the fluororesin fiber A in the woven fabric was calculated by the following formula.
- the fabric is sampled to a length of 30 mm and a width of 30 mm, placed on a SUS plate of the same size and a thickness of about 3 mm, and fixed to the sample holder. did.
- the mating material used was a hollow cylindrical ring made of S45C with an outer diameter of 25.6 mm, an inner diameter of 20 mm, and a length of 15 mm.
- a roughness measuring device (“SJ-201” manufactured by Mitutoyo) was used for measuring the roughness.
- the ring wear tester uses A & D's "MODEL: EFM-III-EN" and conducts tests at a friction load of 20 MPa and a friction speed of 400 mm / sec, measures the sliding torque, and until breakage.
- Those with a dynamic friction coefficient less than 0.055 are A, those with a coefficient of 0.055 or more and 0.060 or less are B, those with a coefficient of greater than 0.060 and 0.065 or less are C, and those with a coefficient of dynamic friction greater than 0.065. It was set to D.
- Example 1 PTFE fiber with total fineness of 880 dtex, 120 filaments of single yarn, 33 t / m twist (“Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) and liquid crystal polyester fiber with total fineness of 850 dtex, 144 filament of single yarn, 33 t / m twist. (“Ciberus” (registered trademark) manufactured by Toray Industries, Inc.) is twisted at a twist number of 167 t / m to obtain a composite yarn which is a twisted yarn.
- a 3/1 twill woven fabric was produced by a weaving machine using a liquid crystal polyester fiber having a single yarn number of 288 filaments (manufactured by "Ciberus” (registered trademark) Toray Industries, Inc.). Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 2 A woven fabric was obtained in the same procedure as in Example 1 except that the composite yarn used in Example 1 was used for the warp and weft.
- Comparative Example 1 A woven fabric was obtained in the same procedure as in Example 1 except that PTFE fiber (“Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) having a total fineness of 1760 dtex and a single yarn number of 240 filaments was used as the weft.
- PTFE fiber “Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) having a total fineness of 1760 dtex and a single yarn number of 240 filaments was used as the weft.
- Example 3 Liquid polyester fiber with a total fineness of 425 dtex and 72 filaments of single yarn (manufactured by "Ciberus” (registered trademark) Toray Industries, Inc.) and PTFE fiber of total fineness of 880 dtex and 120 filaments of single yarn ("Toyoflon” (registered trademark) Toray Industries, Inc.) (Manufactured) and then twisted to obtain a twisted yarn by twisting a liquid crystal polyester fiber having a total fineness of 425 dtex and a single yarn number of 72 filaments at a twist number of 167 t / m.
- a 3/1 twill woven fabric was produced by a loom using the above-mentioned twisted yarn as the warp and a liquid crystal polyester fiber ("Sibelas" (registered trademark) manufactured by Toray Industries, Inc.) having a total fineness of 1700 dtex and a single yarn number of 288 filaments as the weft. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 4 Liquid polyester fiber with a total fineness of 850 dtex and 144 filaments of single yarn ("Ciberus” (registered trademark) manufactured by Toray Industries, Inc.) and PTFE fiber with a total fineness of 440 dtex and 60 filaments of single yarn (“Toyoflon” (registered trademark) Toray Industries, Inc.) (Manufactured by) and then twisted with the twisted yarn at a total fineness of 440 dtex and a single yarn number of 60 filaments of PTFE fiber (“Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) at a twist number of 167 t / m. To obtain a twisted yarn.
- a 3/1 twill woven fabric was produced by a loom using the above-mentioned twisted yarn as the warp and a liquid crystal polyester fiber ("Sibelas" (registered trademark) manufactured by Toray Industries, Inc.) having a total fineness of 1700 dtex and a single yarn number of 288 filaments as the weft. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 5 A woven fabric was obtained in the same procedure as in Example 1 except that the number of twists of the fiber B before the combined twist was set to 0 t / m.
- Example 6 PTFE fiber with total fineness of 440 dtex, 60 filaments of single yarn, 33 t / m twist (“Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) and liquid crystal polyester fiber with total fineness of 1275 dtex, 216 filament of single yarn, 33 t / m twist. (“Ciberus” (registered trademark) manufactured by Toray Industries, Inc.) is twisted at a twist rate of 167 t / m to obtain a twisted yarn, and then the warp yarn is the twisted yarn, the weft yarn is a total fineness of 1700 dtex, and the number of single yarns is 288 filaments.
- a 3/1 twill woven fabric was produced using a woven polyester fiber (manufactured by Toray Industries, Inc., "Ciberus” (registered trademark)). Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 7 A woven fabric was obtained in the same procedure as in Example 6 except that the composite yarn used in Example 6 was used for the warp and weft.
- Comparative Example 2 A woven fabric was obtained in the same procedure as in Example 6 except that the warp used in Example 6 was used as the weft and the weft used in Example 6 was used as the warp.
- Example 8 PTFE fiber with total fineness of 880 dtex, 120 filaments of single yarn, 33 t / m twist (“Toyoflon” (registered trademark) manufactured by Toray Co., Ltd.) and polyparaphenylene with total fineness of 850 dtex, 144 filament of single yarn, 33 t / m twist.
- a terephthalamide fiber (“Kevlar” (registered trademark) manufactured by Toray DuPont Co., Ltd.) is twisted at a twist rate of 167 t / m to obtain a twisted yarn, and then the warp yarn is the twisted yarn and the weft yarn is a total fineness of 1700 dtex.
- Polyparaphenylene terephthalamide fiber (“Kevlar” (registered trademark) manufactured by Toray DuPont Co., Ltd.) with 288 filaments of single yarn was used to produce a 3/1 twill woven fabric with a weaving machine. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 9 Polyethylene fiber with total fineness of 880 dtex, 120 filaments of single yarn, 33 t / m twist (“Toyoflon” (registered trademark) manufactured by Toray Co., Ltd.) and polyester fiber with total fineness of 850 dtex, 144 filament of single yarn, 33 t / m twist (“Toyoflon” (registered trademark)) "Tetron” (polyethylene terephthalate fiber manufactured by Toray Co., Ltd.) is twisted at a twist number of 167 t / m to obtain a twisted yarn, and then the warp yarn is the twisted yarn, the weft yarn is a polyester with a total fineness of 1700 dtex and a single yarn number of 288 filaments.
- Toyoflon registered trademark
- polyester fiber with total fineness of 850 dtex 144 filament of single yarn
- 33 t / m twist (“Toyoflon” (registered trademark))
- Tetron polyethylene tere
- fibers polyethylene terephthalate fiber manufactured by "Tetron” Toray Co., Ltd.
- a 3/1 twill fabric was produced by a weaving machine. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Example 10 Polyphenylene sulfide fiber with total fineness of 880 dtex, 120 filaments of single yarn, 33 t / m twist (“Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) and 850 dtex of total fineness, 144 filament of single yarn, 33 t / m twist. (“Torcon” (registered trademark) manufactured by Toray Industries, Inc.) is twisted at a twist rate of 167 t / m to obtain a twisted yarn, and then the warp yarn is the twisted yarn, the weft yarn is a total fineness of 1700 dtex, and the number of single yarns is 288 filaments.
- Polyphenylene sulfide fiber (“Torcon” (registered trademark) manufactured by Toray Industries, Inc.) was used to produce a 3/1 twill fabric with a weaving machine. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
- Polyester fiber "Tetron” (registered trademark) with a total fineness of 440 dtex, 60 filaments of single yarn, 33 t / m twist of PTFE fiber ("Toyoflon” (registered trademark) manufactured by Toray Co., Ltd.) and 44 dtex of total fineness, 18 filaments of single yarn.
- Polyethylene terephthalate fiber manufactured by Toray Co., Ltd. is twisted at a twist number of 210 t / m to obtain a twisted yarn, and then the warp yarn is the twisted yarn and the weft yarn is a polyester fiber having a total fineness of 26 s / 2 (454 dtex).
- Comparative Example 4 PTFE fiber with total fineness of 2660 dtex, single yarn number of 360 filament, twist number of 33 t / m ("Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) and carbon fiber with total fineness of 1980 dtex, single yarn number of 3000 filament, twist number of 33 t / m ("Toyoflon” (registered trademark) manufactured by Toray Industries, Inc.) After twisting with "Treca” (registered trademark) manufactured by Toray Industries, Inc. at a twist rate of 167 t / m to obtain a twisted yarn, the twisted yarn is used for the warp and weft, and a 2/2 twill is used on a loom. Made a woven fabric. Then, smelting was performed in a smelting tank at 80 ° C., and heat was set at 180 ° C.
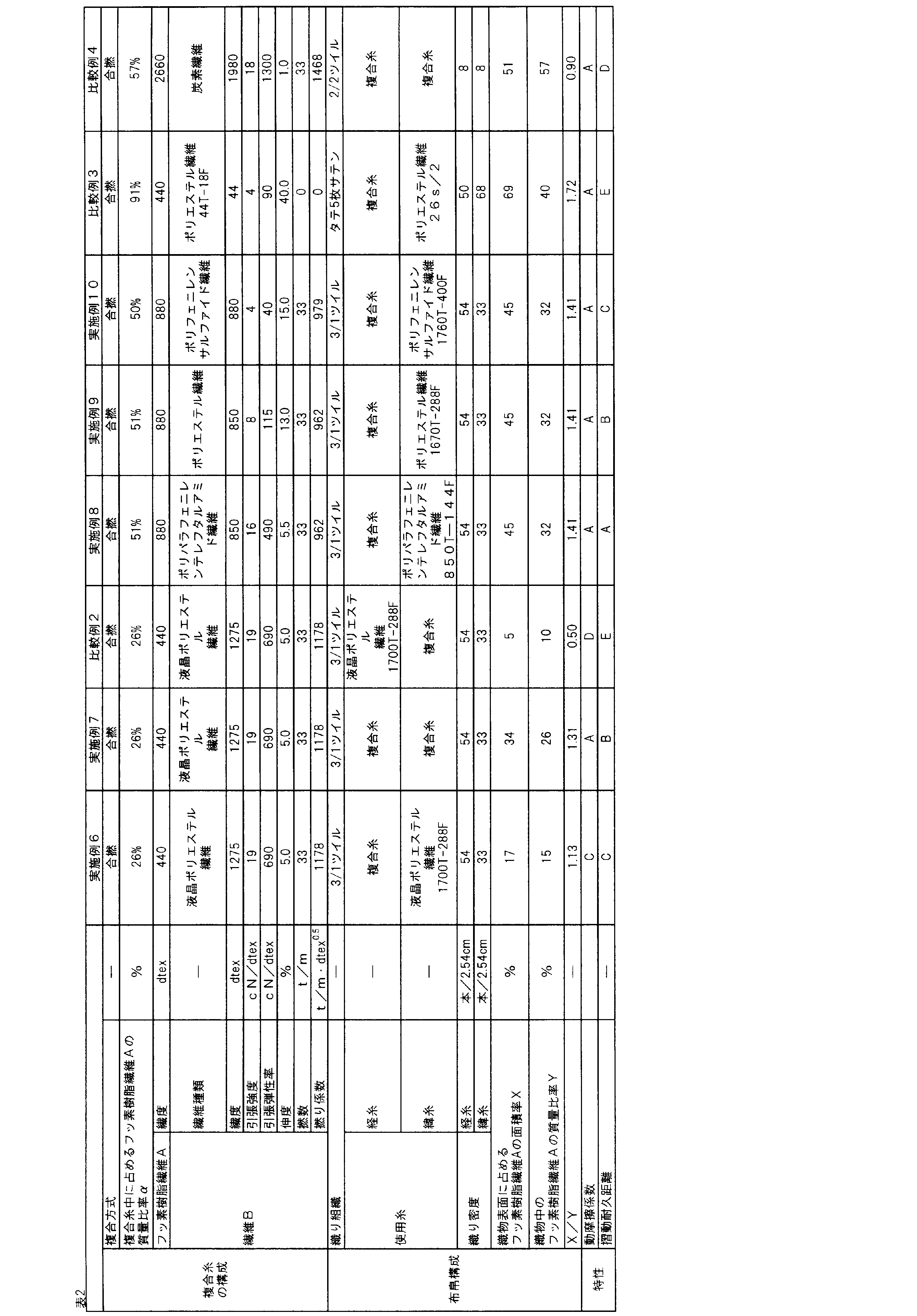
- Tables 1 and 2 summarize the evaluation results of the composite yarn composition, the fabric composition, the dynamic friction coefficient, and the sliding durability distance for the woven fabrics described in Examples and Comparative Examples.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
Abstract
低摩擦性を有し、高荷重下で高速の摩擦力を受けた場合でも、長期間摺動性を発揮することができる織物を提供するため、フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの複合糸を経糸と緯糸の少なくとも一方に用いた織物であり、前記複合糸中に占めるフッ素樹脂繊維Aの質量比率αが5~70%であり、前記織物表面に占めるフッ素樹脂繊維の面積率Xと前記織物中のフッ素樹脂繊維の質量比率Yの比が1以上5以下であることを特徴とする織物とする。この織物はロボットアーム用ケーブルカバーに有用に用いることができる。
Description
本発明は、耐摩耗性を有する織物およびロボットアーム用ケーブルカバーに関する。
従来からフッ素樹脂の低摩擦係数を生かし、フッ素樹脂を繊維化し、織り編み物や不織布として摺動部材の表面に配置させることで摩擦耐久性を向上させた摺動布帛が開発されている。さらにフッ素樹脂繊維は一般に低強度であるため、フッ素樹脂繊維よりも強度の高い繊維とフッ素樹脂繊維を交織することで摺動耐久性を向上させる技術が開示されている。上記交織技術としては、摺動面にフッ素樹脂繊維を、非摺動面にフッ素樹脂繊維以外の繊維を配した2重織物や、フッ素樹脂繊維とフッ素樹脂繊維以外の繊維から形成された複合糸からなる織物等が開示されている。
例えば、特許文献1には、フッ素樹脂繊維を含んだ摺動織物とベース織物からなる多重織物であって、ベース面を最適な構成とすることで、耐熱性と耐摩耗性が高く、高温環境下に曝された場合でも長期摺動性を発揮することができる耐熱摩耗性多重織物が開示されている。摺動により擦り減るPTFEを摺動織物とベース織物の絡み合い結合点(絡み合いによる結合点)やベース織物の摺動面側で受け止め、PTFEの一部が絡み合い結合点やベース織物の摺動織物側表面にコートされるとともに、余ったPTFEはベース織物の凹凸部分に溜まっていき、多重織物全体が摩滅していっても、ベース織物の凹凸部分に溜まったPTFEがベース織物表面をコートし続けることで、布帛表面は継続的にPTFEコートされた状態となり、長期にわたり摺動性を維持し続ける効果が示されている。
特許文献2にはフッ素樹脂繊維と他の繊維とから形成された複合糸を含む織物であり、該織物の片面における他の繊維の表面積が複合糸全体の表面積に占める比率は0~30%である自己潤滑織物が開示されている。
上記特許文献1に記載の織物はPTFE繊維と他繊維がそれぞれ摺動織物層とベース織物層に分離して配置した二重織物であった。そのため、高荷重下で高速の摺動に曝された際にフッ素樹脂繊維が排出されやすく、長時間の摺動耐久性が十分に得られないという課題があった。
上記特許文献2に記載の自己潤滑織物は、フッ素樹脂繊維と他の繊維からなる複合糸とすることで、フッ素樹脂繊維に隣接する他の繊維にフッ素摩耗紛が移着しやすく、高荷重下での摺動耐久性を改善したものであった。しかしながら低摩擦性を得るために複合糸中に占めるフッ素樹脂繊維の比率を他の繊維よりも過度に大きくするものであったため、高荷重下で高速の摺動に曝された際にはやはりフッ素樹脂糸の摩耗紛の吐き出しを十分に抑制できず、長期の摺動耐久性に改善の余地があった。
よって本発明は低摩擦性を有し、高荷重下で高速の摩擦力を受けた場合でも、長期間摺動性を発揮することができる織物を提供することを課題とする。
かかる課題を解決するため本発明は、次の構成を有する。
フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの複合糸を経糸と緯糸の少なくとも一方に用いた織物であり、前記複合糸中に占めるフッ素樹脂繊維Aの質量比率αが5~70%であり、前記織物表面に占めるフッ素樹脂繊維の面積率Xと前記織物中のフッ素樹脂繊維の質量比率Yの比X/Yが1以上5以下である織物。
経糸または緯糸のいずれかに複合糸を用い、複合糸に直行する緯糸または経糸のいずれかに繊維Bを用いてなる、前記織物。
前記面積率Xが10%以上60%以下である、前記織物。
前記複合糸が、フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bを合撚して得た合撚糸である、前記織物。
前記合撚糸を構成する繊維Bが撚糸である、前記織物。
前記フッ素樹脂繊維Aがポリテトラフルオロエチレン樹脂からなる、前記織物。
前記繊維Bが、引張強度7cN/dtex以上の繊維である、前記織物。
前記繊維Bが引張強度15~50cN/dtexの繊維である、前記織物。
前記繊維Bが耐熱温度280℃以上の繊維である、前記織物。
前記繊維Bが引張弾性率450~800cN/dtexの繊維である、前記織物。
前記繊維Bが有機繊維である、前記織物。
前記繊維Bが液晶ポリエステル繊維、パラ型アラミド繊維およびポリパラフェニレンベンゾビスオキサゾール繊維から選択される繊維である、前記織物。
前記織物を少なくとも一部に使用する、ロボットアーム用ケーブルカバー。
本発明によれば低摩擦性を有し、高荷重下で高速の摩擦力を受けた場合でも、長期間摺動性を発揮することができる織物が提供される。
本発明による織物は、フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの複合糸を経糸と緯糸の少なくとも一方に用いた織物であり、前記複合糸中に占めるフッ素樹脂繊維Aの質量比率αが5~70%であり、前記織物表面に占めるフッ素樹脂繊維Aの面積率Xと前記織物中のフッ素樹脂繊維Aの質量比率Yの比が1以上5以下であることを特徴とする。フッ素樹脂繊維以外の繊維との複合糸として織物中にフッ素樹脂繊維を配置することで、織物中にフッ素樹脂繊維と繊維Bが隣接することとなり、摺動によりフッ素樹脂繊維Aが摩耗して発生したフッ素摩耗粉の繊維Bに移着が容易になり、自己潤滑膜を形成するため、高荷重下での優れた摩耗耐久性を得ることができる。さらに高荷重下での高速の摺動に対しては複合糸中に占めるフッ素樹脂繊維の質量比率、フッ素樹脂繊維の面積率、織物中のフッ素樹脂繊維の質量比率をそれぞれ最適化することで、フッ素樹脂繊維以外の繊維が骨格繊維として織物を支え、高荷重下で高速の摩擦力を受けた場合でも、長期間摺動性を発揮することができる。
本発明の織物は、経糸と緯糸の少なくとも一方にフッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの複合糸を用いる。より好ましくは、経糸または緯糸のいずれかに複合糸を用い、複合糸に直行する緯糸または経糸のいずれかに繊維Bを用いる。このような構成とすることで、後述するX/Yを適切な値とした織物をより簡易に得ることができる。さらに経糸を複合糸、緯糸を繊維Bとする態様が特に好ましい。一般に織糸のクリンプは経糸で大きく、緯糸で小さいため、このような構成とすることでフッ素樹脂繊維Aを含んだ複合糸が布帛表面に露出しやすく、繊維Bは織物中に直線状で配置されるため繊維Bの強度利用効率が向上する。なお、緯糸のクリンプが経糸よりも大きい場合は、経糸に繊維B、緯糸に複合糸を用いることも好ましい形態である。経糸または緯糸のいずれか一方に複合糸を用いる場合、複合糸に直行する緯糸または経糸は繊維Bと同種の繊維であることが好ましい。ここでいうところの同種の繊維とは、同一のポリマーからなる繊維を意味するものであり、フィラメント数や繊度は同一でなくてもよい。なお、ここでいう同一のポリマーとは、繊維を構成するポリマーが実質的に同一であればよく、添加する添加剤の有無、種類が異なっていてもよい。また、実質的に同一とは、厳密に同一であることを要さず、主たる繰り返し単位が共通し、得られる織物において、後述のシワ発生、摺動耐久性の異方性を大きく損なわない範囲であれば、ホモポリマーと共重合ポリマー、あるいは共重合ポリマーと別の共重合ポリマーの組み合わせなどであってもよい。複合糸に直行する緯糸または経糸として、複合糸に用いる繊維Bと同種の繊維を用いることにより、経糸と緯糸の熱収縮差に起因するしわの発生を抑制することができるほか、糸の強度差に起因する摺動耐久性の異方性を軽減できる。
複合糸中に占めるフッ素樹脂繊維Aの質量比率αは5~70%である。複合糸中に占めるフッ素樹脂繊維Aの質量比率αを上記値にすることで、低摩擦性と共にフッ素摩耗粉の繊維Bへの移着、および骨材としての繊維Bの強度をそれぞれ最適なバランスで実現できる。より好ましくは25~60%であり、強度と摺動性のバランスの点から40~55%であることが特に好ましい。複合糸中に占めるフッ素樹脂繊維Aの質量比率αが5%未満であると、低摩擦性が著しく損なわれる。70%より大きい場合にはフッ素樹脂繊維の破断とフッ素摩耗紛の排出が顕著となり、所望の耐久性が得られなくなる。
フッ素樹脂繊維Aと繊維Bとから複合糸を得る手段は特に限定されるものではなく、合撚や混繊、混紡などの手段から選択することができる。合撚および混繊を用いると、フッ素樹脂繊維Aおよび繊維Bとしてフィラメント糸を選択することができ、複合糸の強度が高くなるので好ましい。混繊を用いると、複合糸を構成するフッ素樹脂繊維A単糸と繊維B単糸がより均一に複合化することができるため、断面方向に均一な複合糸を得ることができる。合撚を用いると、交絡を与えることなく複合糸を得ることができるため、長手方向に均一な複合糸を得ることができる。
フッ素樹脂繊維Aと繊維Bの合撚により複合糸を得る場合には、合撚する際の撚数は撚り係数kが1000以上25000以下であることが好ましい。ここで撚り係数kは1mあたりの撚数をT[t/m]、複合糸の繊度D[dtex]として次式により求められる。
k=T×D0.5
更に好ましくは1000以上10000以下であり、2000以上7000以下が特に好ましい。
k=T×D0.5
更に好ましくは1000以上10000以下であり、2000以上7000以下が特に好ましい。
フッ素樹脂繊維Aと繊維Bの合撚により複合糸を得る場合には、合撚前の繊維Bが撚糸されていることが好ましい。撚糸することで製織中の擦過に起因する繊維Bの開繊を抑制できるため、複合糸中のフッ素樹脂繊維Aを開繊した繊維Bが覆い低摩擦性を阻害する現象を防ぐことができる。このとき、合撚前の繊維Bの撚り係数は500以上5000以下であることが好ましい。さらに500以上3000以下であると、上記の効果に加え、撚糸により繊維Bの強度向上し、織物とした際に繊維Bが骨格繊維としてより強固に存在することになるため摺動耐久性が向上する。特に好ましくは900以上3000以下である。繊維Bの撚り係数が5000より大きくなると、撚糸前よりも強度が低下する恐れがある。繊維Bを撚糸する際は、所望の繊度の原糸に単純に撚りを加える工程を採用してもよく、所望の繊度より小さい繊度の糸同士を撚り合わせる工程を採用してもよい。例えば、撚数33[t/m]、繊度850[dtex]の繊維Bを準備する際には、繊度850[dtex]の繊維B原糸を33[t/m]で撚糸してもよく、繊度425[dtex]の繊維B原糸2本を33[t/m]で合撚してもよい。
本発明の織物は、織物表面に占めるフッ素樹脂繊維Aの面積率Xと前記織物中のフッ素樹脂繊維Aの質量比率Yの比X/Yが1以上5以下である。ここでいう織物表面に占めるフッ素樹脂繊維Aの面積率とは、布帛の表面をマイクロスコープにより撮影した際に、撮影面積Stotに占めるフッ素樹脂繊維Aが占める面積SAの割合を意味し、以下の式で求められる。
フッ素樹脂繊維Aの面積率X=SA/Stot×100[%]
X/Yは織物に存在するフッ素樹脂繊維Aが織物表面に分布する程度を表し、X/Yが大きいほど、フッ素樹脂繊維が織物表面に集中して存在することを意味する。優れた摩耗耐久性を得るためには摺動初期の低摩擦性と、摺動により織物の摩耗が進行した際の低摩擦性のバランスが重要であり、X/Yは、より好ましくは1~2であり、1.2~1.65であることがさらに好ましい。中でも1.2~1.6とした場合には初期の摺動性を得ながらも特に優れた摺動耐久性を得ることができ、特に好ましい条件として挙げることができる。X/Yが1より小さい場合、織物中のフッ素樹脂繊維Aの質量比率に対して織物表面に存在するフッ素樹脂繊維Aが少なくなる。このため、高荷重下で高速の摺動に曝された場合、摺動初期において布帛強度に対する摩擦抵抗力が相対的に高くなり、早期に破断の起点を生じやすく、十分な摩耗耐久性を得られない。X/Yが大きいほど織物中のフッ素樹脂繊維Aの質量比率に対して織物表面に存在するフッ素樹脂繊維Aが増大し、X/Yが5より大きい場合、織物表面に存在するフッ素樹脂繊維Aが過度に大きくなるため、高荷重下で高速の摺動に曝された場合、摺動初期においては摩擦抵抗力を軽減できるものの、フッ素樹脂繊維が摩耗して発生したフッ素摩耗紛が早期に排出されてしまい織物中に残存するフッ素樹脂繊維が枯渇してしまうため、摺動中期~後期において、布帛強度に対する摩擦抵抗力が相対的に高くなり、十分な摩耗耐久性が得られない。
X/Yは織物に存在するフッ素樹脂繊維Aが織物表面に分布する程度を表し、X/Yが大きいほど、フッ素樹脂繊維が織物表面に集中して存在することを意味する。優れた摩耗耐久性を得るためには摺動初期の低摩擦性と、摺動により織物の摩耗が進行した際の低摩擦性のバランスが重要であり、X/Yは、より好ましくは1~2であり、1.2~1.65であることがさらに好ましい。中でも1.2~1.6とした場合には初期の摺動性を得ながらも特に優れた摺動耐久性を得ることができ、特に好ましい条件として挙げることができる。X/Yが1より小さい場合、織物中のフッ素樹脂繊維Aの質量比率に対して織物表面に存在するフッ素樹脂繊維Aが少なくなる。このため、高荷重下で高速の摺動に曝された場合、摺動初期において布帛強度に対する摩擦抵抗力が相対的に高くなり、早期に破断の起点を生じやすく、十分な摩耗耐久性を得られない。X/Yが大きいほど織物中のフッ素樹脂繊維Aの質量比率に対して織物表面に存在するフッ素樹脂繊維Aが増大し、X/Yが5より大きい場合、織物表面に存在するフッ素樹脂繊維Aが過度に大きくなるため、高荷重下で高速の摺動に曝された場合、摺動初期においては摩擦抵抗力を軽減できるものの、フッ素樹脂繊維が摩耗して発生したフッ素摩耗紛が早期に排出されてしまい織物中に残存するフッ素樹脂繊維が枯渇してしまうため、摺動中期~後期において、布帛強度に対する摩擦抵抗力が相対的に高くなり、十分な摩耗耐久性が得られない。
織物表面に占めるフッ素樹脂繊維Aの面積率Xは、10%以上60%以下であることが好ましい。織物表面に占めるフッ素樹脂繊維Aの面積率Xが10%以上であれば、摺動初期における摩擦抵抗力を一定程度軽減し、摩耗耐久性を担保できる。織物表面に占めるフッ素樹脂繊維Aの面積率Xが60%以下であれば、フッ素樹脂繊維以外の繊維が骨格繊維として織物中に一定程度存在できるため、摩耗耐久性を担保できる。摺動初期の摩擦抵抗力低減と布帛への骨格繊維配置の観点から、より好ましくは20%以上55%以下であり、40%以上55%以下であることを特に好ましい条件として挙げることができる。
織物中のフッ素樹脂繊維の質量比率Yは5%以上55%以下であることが好ましい。より好ましくは15%以上55%以下であり、25%以上45%以下であることを特に好ましい条件として挙げることができる。
X/Yが上記範囲を満たすには、織物表面にフッ素樹脂繊維をより多く配置することが好ましい。すなわちX/Yを上記範囲にするには、上記複合糸とする際に複合糸の表層付近にフッ素樹脂繊維を多く配置するか、織組織等を制御して織物表面にフッ素樹脂繊維が多く露出するようにしてもよい。
本発明において複合糸を得る手段は特に限定されるものではないが、複合糸とする際に複合糸の表層付近にフッ素樹脂繊維を多く配置するには、特に合撚加工を採用し、合撚条件を制御することで比較的簡易に実施することができる。具体的には繊維Bにフッ素樹脂繊維Aをカバリングする方法や、繊維Bとフッ素樹脂繊維Aの合撚糸に再度フッ素樹脂繊維Aを合撚する方法、および合撚時に繊維Bに高張力をかけ、フッ素樹脂繊維Aを複合糸中の鞘側に配置させる方法等が採用できる。上記で挙げた特別な手段を用いずにフッ素樹脂繊維Aと繊維Bの合撚により複合糸を得る場合には、複合糸中に占めるフッ素樹脂繊維Aの体積比と面積比はほぼ一致する。複合糸中に占めるフッ素樹脂繊維の面積比を上げると織物中のフッ素樹脂繊維Aの質量比率Yも上がるため、X/Yを1以上5以下の範囲に制御するには織組織を制御する等の別の手段を用いるのが通常である。
本発明において織組織は特に限定されるものではないが、織組織を制御して織物表面にフッ素樹脂繊維が多く露出するようにする手段としては、3/1ツイル組織や2/1ツイル組織、サテン組織等を採用し、表面における経糸と緯糸の露出割合を変化させる方法等が挙げられる。経糸または緯糸のうち表面に多く露出する方にフッ素樹脂繊維Aを多く含む糸を配置することで、X/Yを1以上5以下の範囲に制御することができる。ただし、2/2ツイル組織や単純平組織等は経糸と緯糸が表面に同程度露出するため、通常の複合糸を用いた場合には織物表面にフッ素樹脂繊維が多く露出させることは困難となる。
本発明において、フッ素樹脂繊維の成分であるフッ素樹脂としては、主鎖または側鎖にフッ素原子を1個以上含む単量体単位で構成されたものであればよい。その中でも、フッ素原子数の多い単量体単位で構成されたものが好ましい。
上記フッ素原子を1個以上含む単量体単位は、重合体の繰り返し構造単位の70モル%以上含むことが好ましく、90モル%以上を含むことがより好ましく、95モル%以上含むことがさらに好ましい。
フッ素原子を1個以上含む単量体としては、テトラフルオロエチレン、ヘキサフルオロプロピレン、クロロトリフルオロエチレンなどのフッ素原子含有ビニル系単量体が挙げられ、中でも少なくともテトラフルオロエチレンを用いることが好ましい。
フッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-p-フルオロアルキルビニルエーテル共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン-テトラフルオロエチレン共重合体(ETFE)等を単独または2種類以上ブレンドしたものを使用することができる。
テトラフルオロエチレン単位を含むフッ素樹脂においては、摺動特性の点からテトラフルオロエチレン単位の含有量は多い方が好ましく、全体の90モル%以上、好ましくは95モル%以上がテトラフルオロエチレンであるコポリマーであることが好ましく、テトラフルオロエチレンのホモポリマーとしてのポリテトラフルオロエチレン繊維を用いるのが最も好ましい。
本発明で用いるフッ素樹脂繊維Aの形態としては、1本のフィラメントで構成されるモノフィラメント、複数本のフィラメントで構成されるマルチフィラメントのいずれも用いることができるが、製織性や布帛とした際の表面凹凸の観点から、マルチフィラメントであることが好ましい。
また、本発明で用いるフッ素樹脂繊維Aの総繊度としては、50~6000dtexの範囲内が好ましい。より好ましくは500~5500dtexの範囲であり、さらに好ましくは400~1500dtexの範囲内である。布帛を構成する繊維の総繊度が50dtex以上であると繊維の強力を一定程度担保でき、製織時の糸切れも低減できるので工程通過性が向上する。6000dtex以下であれば製織時の良好な加工性が得られる。
前記繊維Bとしては綿、ポリエステル繊維、ポリアミド繊維、ポリパラフェニレンテレフタルアミド(パラ型アラミド)繊維、ポリメタフェニレンイソフタルアミド(メタ型アラミド)繊維、ポリフェニレンサルファイド(PPS)繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、超高分子量ポリエチレン(UHMWPE)繊維、液晶ポリエステル繊維等の有機繊維、ガラス繊維、炭素繊維、炭化ケイ素繊維等の無機繊維を使用することができるが、加工性の観点からは有機繊維であることが好ましい。
織物の摩耗耐久性を向上する観点から、繊維Bは引張強度7cN/dtex以上の繊維であることが好ましい。繊維Bの引張強度は15~50cN/dtexであることがより好ましく、さらには引張強度が18~50cN/dtexであることが好ましい。これにより高荷重下で高速の摺動が加わった場合でも繊維の破断をよりいっそう抑制でき、フッ素樹脂繊維が摩耗することによる自己潤滑膜の形成を助けることができる。
摺動による摩擦熱が発生する環境での耐久性の観点からは、繊維Bは耐熱温度280℃以上の繊維であることが好ましい。ここでいうところの耐熱温度とは、融点、軟化点や分解点がその温度以上であることを意味する。なお、繊維Bが融点、軟化点および分解点のうち2以上の点を有する場合は、低い方の温度を示す点を採用するものとする。上記繊維の耐熱温度は300℃以上であることがより好ましく、さらには融点を有さない繊維であることで、摩擦熱による軟化を抑制でき、優れた摩耗耐久性を得ることができる。
織物の寸法安定性の観点からは、繊維Bは引張弾性率が20~800cN/dtexの繊維であることが好ましい。さらに繊維Bの引張弾性率が450~800cN/dtexの範囲内であれば、高荷重下で高速の摺動が加わった場合でも布帛構造を維持することができ、特に優れた摩耗耐久性を得ることができる。繊維Bの引張弾性率が20cN/dtex以上であると布帛の寸法安定性が向上し、摩耗耐久性に優れる布帛が得られる。800cN/dtex以下であれば繊維の剛性が高くなり過ぎず、剛性の低いフッ素樹脂繊維と交織する場合においても製織性を損なうことがないため好ましい。繊維Bの伸度としては、1~15%が好ましく、さらに好ましくは1~5%の範囲内である。中でも1~3%であれば摩擦力が加わった際に布帛の寸法変化を低減することができるため、特に好ましい条件として挙げることができる。繊維Bの伸度が1%以上であると製織時の糸切れを低減できるので工程通過性が向上する。1~15%の範囲内であれば布帛の寸法安定性が向上し、摺動布帛として寸法精度が求められる部分への適用が可能となる。
上記を鑑みると、繊維Bが液晶ポリエステル繊維、パラ型アラミド繊維およびポリパラフェニレンベンゾビスオキサゾール繊維から選択される繊維であることが特に好ましい。
繊維Bの形態は特に限定するものではなく、フィラメント(長繊維)およびスパン(紡績糸)のいずれを採用しても良いが、引張強度や引張剛性の観点から、フィラメントであることが好ましい。さらに1本のフィラメントで構成されるモノフィラメント、複数本のフィラメントで構成されるマルチフィラメントのいずれも用いることができるが、マルチフィラメントであれば表面積が大きいため、フッ素樹脂繊維Aが摩耗して生じたフッ素摩耗粉が繊維Bに移着しやすいため特に好ましい。
繊維Bの総繊度としては、200~4000dtexの範囲内が好ましい。4000~4000dtexの範囲であることがより好ましく、さらには800~2000dtexの範囲内である。布帛を構成する繊維の総繊度が200dtex以上であると繊維の強力が強く、摩耗時の繊維破断が抑制できるほか、製織時の糸切れを低減できるので工程通過性が向上する。4000dtex以下であれば布帛表面の凹凸が小さく、低摩擦性への影響を押さえることができる。
上記の構成で得られた織物の摩耗耐久性をさらに高めるために、前記織物に樹脂を含浸して使用することも可能である。ここで、樹脂含浸する樹脂は、熱硬化性樹脂や熱可塑性樹脂を用いることができる。特に限定されるものではないが、熱硬化性樹脂としては、例えば、フェノール樹脂、メラミン樹脂、ユリア樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、珪素樹脂、ポリイミド樹脂、ビニルエステル樹脂などやその変性樹脂など、熱可塑性樹脂であれば塩化ビニル樹脂、ポリスチレン樹脂、ABS樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、フッ素樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエステル樹脂など、さらには熱可塑性ポリウレタン、ブタジエンゴム、ニトリルゴム、ネオプレン、ポリエステルエラストマー等の合成ゴム又はエラストマーなどが好ましく使用できる。中でも、フェノール樹脂とポリビニルブチラール樹脂とを主成分とする樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエステル樹脂が、耐衝撃性、寸法安定性、強度、価格などから好ましく使用できる。かかる熱硬化性樹脂及び熱可塑性樹脂には、工業的にその目的、用途、製造工程や加工工程での生産性あるいは特性改善のため通常使用されている各種添加剤を含んでいてもよい。例えば、変性剤、可塑剤、充填剤、離型剤、着色剤、希釈剤などを含有せしめることができる。なお、ここでいう主成分とは、溶媒を除いた成分のうちで質量比率が一番大きい成分をいい、フェノール樹脂とポリビニルブチラール樹脂を主成分とする樹脂の場合では、これら2種類の樹脂の質量比率が1番目、2番目(順不同)に大きいことを意味する。
前記織物に樹脂を含浸する方法としては、熱硬化性樹脂を用いる場合は、熱硬化性樹脂を溶剤に溶解してワニスに調整し、ナイフコート加工やロールコート加工、コンマコート加工、グラビアコート加工などで布帛に含浸コートする方法が一般的に用いられる。また、熱可塑性樹脂を用いる場合には溶融押し出しラミネートなどが一般的に用いられる。
本発明の織物に、必要に応じ潤滑剤などを添加することも可能である。潤滑剤の種類は特に限定されないが、シリコン系の潤滑剤やフッ素系の潤滑材であることが好ましい。
かくして得られる本発明の織物は、フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの構成を最適化した合撚糸織物であるため、高荷重下で高速の摺動が加わった際にも、フッ素摩耗紛の排出を抑制し、さらに繊維Bがフッ素樹脂繊維Aを支える骨格繊維として機能することで長期間の摺動耐久性が得られる。そのため、本発明の織物は、高荷重下で高速の摺動を受けるために従来長期間使用することが困難であった用途において、高い摺動耐久性を発揮でき、工業的に極めて高い実用性を達成できる。したがって摺動性が要求される摺動布帛等の用途に対し高い耐久性を発揮する。なかでもロボットアーム用ケーブルカバーに好ましく用いられる。本発明の織物を少なくともその一部に使用したロボットアーム用ケーブルカバーは、低摩擦性と布帛強度を有するため、高荷重下で高速に装置の一部と擦れ合うような使用環境でも、長期の製品寿命を示す。
以下、本発明の実施例を比較例と共に説明する。
なお、本実施例で用いる各種特性の測定方法は、以下のとおりである。
(1)繊度
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.3.B法(簡便法)に準じて分解糸の繊度を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.3.B法(簡便法)に準じて分解糸の繊度を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
(2)繊維の引張強度
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.5に準じて分解糸の破断強度を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.5に準じて分解糸の破断強度を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
(3)繊維の伸度
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.5に準じて分解糸の伸度(伸び率)を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.5に準じて分解糸の伸度(伸び率)を測定した。ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
(4)引張弾性率
(3)の測定において、伸度0.5%時の弾性率(伸度0.45%から伸度0.55%の平均傾き)から算出した。
(3)の測定において、伸度0.5%時の弾性率(伸度0.45%から伸度0.55%の平均傾き)から算出した。
(5)複合糸中に占めるフッ素樹脂繊維Aの質量比率α
織物をタテ200mm×ヨコ200mmに裁断した後、経糸と緯糸を分解し、分解糸を得た。経糸分解糸と緯糸分解糸のそれぞれについて、得られた分解糸から複合糸を任意に5本選択し、フッ素樹脂繊維Aとその他の繊維に分解し、それぞれの質量を測定した。5本の複合糸の質量総和をW、5本の複合糸のフッ素樹脂繊維Aの質量和をWFとして、複合糸中に占めるフッ素樹脂繊維Aの質量比率αを以下の計算式により算出した。
α=WF/W×100[%]
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
織物をタテ200mm×ヨコ200mmに裁断した後、経糸と緯糸を分解し、分解糸を得た。経糸分解糸と緯糸分解糸のそれぞれについて、得られた分解糸から複合糸を任意に5本選択し、フッ素樹脂繊維Aとその他の繊維に分解し、それぞれの質量を測定した。5本の複合糸の質量総和をW、5本の複合糸のフッ素樹脂繊維Aの質量和をWFとして、複合糸中に占めるフッ素樹脂繊維Aの質量比率αを以下の計算式により算出した。
α=WF/W×100[%]
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
(6)織り密度
JIS L1096:2010「織物及び編物の生地試験方法」の8.6.1に準じ、試料を平らな台上に置き,不自然なしわ及び張力を除いて,異なる箇所について50mmの間隔中に含まれるたて糸及びよこ糸の本数を数え,それぞれの平均値を単位長さについて算出した。
JIS L1096:2010「織物及び編物の生地試験方法」の8.6.1に準じ、試料を平らな台上に置き,不自然なしわ及び張力を除いて,異なる箇所について50mmの間隔中に含まれるたて糸及びよこ糸の本数を数え,それぞれの平均値を単位長さについて算出した。
(7)織物表面に占めるフッ素樹脂繊維Aの面積率X
布帛をキーエンス製マイクロスコープ「VHX-2000」にて50倍に拡大した写真を撮影し、撮影面積をStot、そのうちフッ素樹脂繊維Aが占める面積をSAとし、以下の計算式からフッ素樹脂繊維Aの面積率を算出した。ただし、表面と裏面でXが異なる場合には、Xの値が大きい方を代表値として採用する。
フッ素樹脂繊維Aの面積率X=SA/Stot×100[%]
なお、撮影面積Stotとフッ素樹脂繊維Aが占める面積SAは、三谷商事製画像解析ソフト「WinR00F2015」を用いて算出した。
布帛をキーエンス製マイクロスコープ「VHX-2000」にて50倍に拡大した写真を撮影し、撮影面積をStot、そのうちフッ素樹脂繊維Aが占める面積をSAとし、以下の計算式からフッ素樹脂繊維Aの面積率を算出した。ただし、表面と裏面でXが異なる場合には、Xの値が大きい方を代表値として採用する。
フッ素樹脂繊維Aの面積率X=SA/Stot×100[%]
なお、撮影面積Stotとフッ素樹脂繊維Aが占める面積SAは、三谷商事製画像解析ソフト「WinR00F2015」を用いて算出した。
(8)織物中のフッ素樹脂繊維Aの質量比率Y
織物をタテ200mm×ヨコ200mmに裁断した後、経糸と緯糸を分解し、分解糸の総質量Wを測定した。続いて分解糸のうち複合糸のみを選別し、織物中の複合糸の総質量W1を測定した。続いて複合糸ではなく織物中に単独で存在するフッ素樹脂繊維を選別し、総質量W2を測定した。織物中のフッ素樹脂繊維Aの質量比率Yを以下の式により算出した。
Y=(W1×α/100+W2)/W×100[%]
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
織物をタテ200mm×ヨコ200mmに裁断した後、経糸と緯糸を分解し、分解糸の総質量Wを測定した。続いて分解糸のうち複合糸のみを選別し、織物中の複合糸の総質量W1を測定した。続いて複合糸ではなく織物中に単独で存在するフッ素樹脂繊維を選別し、総質量W2を測定した。織物中のフッ素樹脂繊維Aの質量比率Yを以下の式により算出した。
Y=(W1×α/100+W2)/W×100[%]
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用するものとする。
(9)撚数
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.13.1に準じて分解糸の撚数を測定した。
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用できるものとする。
織物を分解し、JIS L1013:2010「化学繊維フィラメント糸試験方法」の8.13.1に準じて分解糸の撚数を測定した。
ただし、分解糸が上記測定方法に必要な糸量を確保できない場合は確保できる最大長さと試行回数にて試験を行った結果をもって代用できるものとする。
(10)動摩擦係数
以下に示すリング摩耗試験により測定した。
以下に示すリング摩耗試験により測定した。
JIS K7218:1986「プラスチックの滑り摩耗試験方法」のA法に準じ、織物は、縦30mm、横30mmにサンプリングし、同じ大きさの厚さ約3mmのSUS板の上にのせてサンプルホルダーに固定した。
相手材はS45Cで作られた、外径25.6mm、内径20mm、長さ15mmの中空円筒形状のリングを用いた。上記リングの表面をサンドパーパーで磨き、表面粗さRa=0.8μm±0.1となるように調整した。粗さの測定には粗さ測定器(ミツトヨ製「SJ-201」)を用いた。
リング摩耗試験機は、エー・アンド・デイ製「MODEL:EFM-III-EN」を用い、摩擦荷重:20MPa、摩擦速度:400mm/秒にて試験を行い、摺動トルクを測定し、破断までの摩擦係数平均値を算出した。摺動開始直後は静摩擦係数を含むため、摺動開始後1秒後(摺動距離0.4m)から破断までの摩擦係数の平均値を動摩擦係数として算出した。
動摩擦係数が0.055より小さいものをA、0.055以上であり0.060以下であるものをB、0.060より大きく0.065以下であるものをC、0.065より大きいものをDとした。
(11)摺動耐久距離
上記のリング摩耗試験において、織物が破断するまで摺動を継続し、60m摺動後も破断しないものをA、50m以上60m未満で破断したものをB、40m以上50m未満で破断したものをC、25m以上40m未満で破断したものをD、摺動距離25m未満で破断したものをEとした。
上記のリング摩耗試験において、織物が破断するまで摺動を継続し、60m摺動後も破断しないものをA、50m以上60m未満で破断したものをB、40m以上50m未満で破断したものをC、25m以上40m未満で破断したものをD、摺動距離25m未満で破断したものをEとした。
実施例1
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸である複合糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸である複合糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例2
実施例1で用いた複合糸を経糸および緯糸に用いた以外は実施例1と同様の手順で織物を得た。
実施例1で用いた複合糸を経糸および緯糸に用いた以外は実施例1と同様の手順で織物を得た。
比較例1
緯糸に総繊度1760dtex、単糸数240フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)を用いた以外は実施例1と同様の手順で織物を得た。
緯糸に総繊度1760dtex、単糸数240フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)を用いた以外は実施例1と同様の手順で織物を得た。
実施例3
総繊度425dtex、単糸数72フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)と総繊度880dtex、単糸数120フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)とを合撚した後、さらに前記合撚糸に総繊度425dtex、単糸数72フィラメントの液晶ポリエステル繊維を撚数167t/mにて合撚して合撚糸を得た。経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度425dtex、単糸数72フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)と総繊度880dtex、単糸数120フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)とを合撚した後、さらに前記合撚糸に総繊度425dtex、単糸数72フィラメントの液晶ポリエステル繊維を撚数167t/mにて合撚して合撚糸を得た。経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例4
総繊度850dtex、単糸数144フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)と総繊度440dtex、単糸数60フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)とを合撚した後、さらに前記合撚糸に総繊度440dtex、単糸数60フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)を撚数167t/mにて合撚して合撚糸を得た。経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度850dtex、単糸数144フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)と総繊度440dtex、単糸数60フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)とを合撚した後、さらに前記合撚糸に総繊度440dtex、単糸数60フィラメントのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)を撚数167t/mにて合撚して合撚糸を得た。経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例5
合撚前の繊維Bの撚数を0t/mとした以外は実施例1と同様の手順で織物を得た。
合撚前の繊維Bの撚数を0t/mとした以外は実施例1と同様の手順で織物を得た。
実施例6
総繊度440dtex、単糸数60フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度1275dtex、単糸数216フィラメント、撚数33t/mの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度440dtex、単糸数60フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度1275dtex、単糸数216フィラメント、撚数33t/mの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントの液晶ポリエステル繊維(“シベラス”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例7
実施例6で用いた複合糸を経糸および緯糸に用いた以外は実施例6と同様の手順で織物を得た。
実施例6で用いた複合糸を経糸および緯糸に用いた以外は実施例6と同様の手順で織物を得た。
比較例2
実施例6で用いた経糸を緯糸に用い、実施例6で用いた緯糸を経糸に用いた以外は実施例6と同様の手順で織物を得た。
実施例6で用いた経糸を緯糸に用い、実施例6で用いた緯糸を経糸に用いた以外は実施例6と同様の手順で織物を得た。
実施例8
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリパラフェニレンテレフタルアミド繊維(“ケブラー”(登録商標)東レ・デュポン(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリパラフェニレンテレフタルアミド繊維(“ケブラー”(登録商標)東レ・デュポン(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリパラフェニレンテレフタルアミド繊維(“ケブラー”(登録商標)東レ・デュポン(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリパラフェニレンテレフタルアミド繊維(“ケブラー”(登録商標)東レ・デュポン(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例9
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリエステル繊維(“テトロン”東レ(株)製ポリエチレンテレフタレート繊維)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリエステル繊維(“テトロン”東レ(株)製ポリエチレンテレフタレート繊維)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリエステル繊維(“テトロン”東レ(株)製ポリエチレンテレフタレート繊維)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリエステル繊維(“テトロン”東レ(株)製ポリエチレンテレフタレート繊維)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例10
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリフェニレンサルファイド繊維(“トルコン”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリフェニレンサルファイド繊維(“トルコン”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度880dtex、単糸数120フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度850dtex、単糸数144フィラメント、撚数33t/mのポリフェニレンサルファイド繊維(“トルコン”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度1700dtex、単糸数288フィラメントのポリフェニレンサルファイド繊維(“トルコン”(登録商標)東レ(株)製)を用い、織機にて3/1ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
比較例3
総繊度440dtex、単糸数60フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度44dtex、単糸数18フィラメント、のポリエステル繊維“テトロン”(登録商標)東レ(株)製ポリエチレンテレフタレート繊維)とを撚数210t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度26s/2(454dtex)のポリエステル繊維“テトロン”(登録商標)東レ(株)製ポリエチレンテレフタレート繊維)を用い、織機にてタテ5枚サテン織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度440dtex、単糸数60フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度44dtex、単糸数18フィラメント、のポリエステル繊維“テトロン”(登録商標)東レ(株)製ポリエチレンテレフタレート繊維)とを撚数210t/mにて合撚して合撚糸を得たのち、経糸に前記合撚糸、緯糸に総繊度26s/2(454dtex)のポリエステル繊維“テトロン”(登録商標)東レ(株)製ポリエチレンテレフタレート繊維)を用い、織機にてタテ5枚サテン織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
比較例4
総繊度2660dtex、単糸数360フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度1980dtex、単糸数3000フィラメント、撚数33t/mの炭素繊維(“トレカ”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸および緯糸に前記合撚糸を用い、織機にて2/2ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
総繊度2660dtex、単糸数360フィラメント、撚数33t/mのPTFE繊維(“トヨフロン”(登録商標)東レ(株)製)と総繊度1980dtex、単糸数3000フィラメント、撚数33t/mの炭素繊維(“トレカ”(登録商標)東レ(株)製)とを撚数167t/mにて合撚して合撚糸を得たのち、経糸および緯糸に前記合撚糸を用い、織機にて2/2ツイル織物を製作した。その後80℃の精練槽にて精練を行い、180℃で熱セットした。
実施例および比較例に記載の織物について、複合糸の構成、布帛構成、動摩擦係数、摺動耐久距離の評価結果を表1および表2にまとめた。

Claims (13)
- フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bとの複合糸を経糸と緯糸の少なくとも一方に用いた織物であり、前記複合糸中に占めるフッ素樹脂繊維Aの質量比率αが5~70%であり、前記織物表面に占めるフッ素樹脂繊維の面積率Xと前記織物中のフッ素樹脂繊維の質量比率Yの比X/Yが1以上5以下である織物。
- 経糸または緯糸のいずれかに複合糸を用い、複合糸に直行する緯糸または経糸のいずれかに繊維Bを用いてなる、請求項1に記載の織物。
- 前記面積率Xが10%以上60%以下である、請求項1または2に記載の織物。
- 前記複合糸が、フッ素樹脂繊維Aとフッ素樹脂繊維以外の繊維Bを合撚して得た合撚糸である、請求項1~3のいずれかに記載の織物。
- 前記合撚糸を構成する繊維Bが撚糸である、請求項4に記載の織物。
- 前記フッ素樹脂繊維Aがポリテトラフルオロエチレン樹脂からなる、請求項1~5のいずれかに記載の織物。
- 前記繊維Bが、引張強度7cN/dtex以上の繊維である、請求項1~6のいずれかに記載の織物。
- 前記繊維Bが引張強度15~50cN/dtexの繊維である、請求項7に記載の織物。
- 前記繊維Bが耐熱温度280℃以上の繊維である、請求項1~8のいずれかに記載の織物。
- 前記繊維Bが引張弾性率450~800cN/dtexの繊維である、請求項1~9のいずれかに記載の織物。
- 前記繊維Bが有機繊維である、請求項1~10のいずれかに記載の織物。
- 前記繊維Bが液晶ポリエステル繊維、パラ型アラミド繊維およびポリパラフェニレンベンゾビスオキサゾール繊維から選択される繊維である、請求項1~11のいずれかに記載の織物。
- 請求項1~12のいずれかに記載の織物を少なくとも一部に使用する、ロボットアーム用ケーブルカバー。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080085191.XA CN114829689B (zh) | 2019-12-20 | 2020-10-27 | 机织物及机械臂用电缆罩 |
| JP2020571575A JP7739713B2 (ja) | 2019-12-20 | 2020-10-27 | 織物およびロボットアーム用ケーブルカバー |
| US17/783,299 US20230027891A1 (en) | 2019-12-20 | 2020-10-27 | Fabric, and cable cover for robot arm |
| MX2022007319A MX2022007319A (es) | 2019-12-20 | 2020-10-27 | Tela, y cubierta de cable para brazo robotico. |
| EP20901092.5A EP4079470B1 (en) | 2019-12-20 | 2020-10-27 | Fabric, and cable cover for robot arm |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-230476 | 2019-12-20 | ||
| JP2019230476 | 2019-12-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021124687A1 true WO2021124687A1 (ja) | 2021-06-24 |
Family
ID=76477193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/040195 Ceased WO2021124687A1 (ja) | 2019-12-20 | 2020-10-27 | 織物およびロボットアーム用ケーブルカバー |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230027891A1 (ja) |
| EP (1) | EP4079470B1 (ja) |
| JP (1) | JP7739713B2 (ja) |
| CN (1) | CN114829689B (ja) |
| MX (1) | MX2022007319A (ja) |
| TW (1) | TWI865646B (ja) |
| WO (1) | WO2021124687A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022209961A1 (ja) * | 2021-03-29 | 2022-10-06 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB202210346D0 (en) | 2022-07-14 | 2022-08-31 | Rolls Royce Plc | Woven structure, method and apparatus for a flanged composite component |
| CN116330284B (zh) * | 2023-03-24 | 2025-07-04 | 杭州电子科技大学 | 一种适用于被遮挡物体抓取的机械臂自主控制方法及系统 |
| TWI873962B (zh) * | 2023-06-30 | 2025-02-21 | 家崎科技股份有限公司 | 自動維修裝置及自動維修方法 |
| WO2025261375A1 (zh) * | 2024-06-19 | 2025-12-26 | 东丽纤维研究所(中国)有限公司 | 含氟纤维的基材及由其制得的垫片和用途 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11302940A (ja) * | 1998-04-24 | 1999-11-02 | Toray Ind Inc | 織物およびベルト |
| JP2005220487A (ja) * | 2004-02-06 | 2005-08-18 | Toray Ind Inc | フッ素繊維布帛および複合材料 |
| JP2008075193A (ja) * | 2006-09-20 | 2008-04-03 | Toray Ind Inc | 防護用布帛 |
| WO2017020821A1 (zh) | 2015-08-05 | 2017-02-09 | 东丽纤维研究所(中国)有限公司 | 一种自润滑织物及其生产方法和用途 |
| JP6398189B2 (ja) | 2013-12-26 | 2018-10-03 | 東レ株式会社 | 耐熱耐摩耗性多重織物 |
| JP2018538463A (ja) * | 2015-12-14 | 2018-12-27 | ダブリュ.エル.ゴア アンド アソシエイツ,インコーポレイティドW.L. Gore & Associates, Incorporated | 延伸ポリテトラフルオロエチレン繊維を含有する布帛 |
| WO2020137287A1 (ja) * | 2018-12-26 | 2020-07-02 | 東レ株式会社 | 摺動布帛 |
| JP6762413B1 (ja) * | 2019-12-20 | 2020-09-30 | 日鉄エンジニアリング株式会社 | 滑り免震装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0135063Y2 (ja) * | 1985-04-26 | 1989-10-25 | ||
| JPH0215052Y2 (ja) * | 1985-04-26 | 1990-04-24 | ||
| JP2005220486A (ja) * | 2004-02-06 | 2005-08-18 | Toray Ind Inc | フッ素繊維交織織物および複合材料 |
| JP2007232211A (ja) * | 2006-01-31 | 2007-09-13 | Mitsuboshi Belting Ltd | 歯付ベルト及びそれに使用する歯布 |
| JP2007232208A (ja) * | 2006-01-31 | 2007-09-13 | Mitsuboshi Belting Ltd | 歯付ベルト及びそれに使用する歯布 |
| JP5288862B2 (ja) * | 2008-04-07 | 2013-09-11 | 日東電工株式会社 | 粘着シート |
| JP5595705B2 (ja) * | 2009-09-30 | 2014-09-24 | オイレス工業株式会社 | 摺動面材及び該摺動面材を備えた複層摺動部材 |
| CN103572454B (zh) * | 2012-08-07 | 2016-08-10 | 东丽纤维研究所(中国)有限公司 | 一种低摩擦系数织物及其用途 |
| EP3026162A4 (en) * | 2013-07-25 | 2017-03-29 | Toray Industries, Inc. | Wear-resistant multi-ply woven fabric |
| FR3023880B1 (fr) * | 2014-07-16 | 2017-05-26 | Hydromecanique & Frottement | Piece composite de frottement autolubrifiante |
| CN109790656A (zh) * | 2016-10-20 | 2019-05-21 | 东丽株式会社 | 滑动布帛 |
-
2020
- 2020-10-27 EP EP20901092.5A patent/EP4079470B1/en active Active
- 2020-10-27 MX MX2022007319A patent/MX2022007319A/es unknown
- 2020-10-27 JP JP2020571575A patent/JP7739713B2/ja active Active
- 2020-10-27 WO PCT/JP2020/040195 patent/WO2021124687A1/ja not_active Ceased
- 2020-10-27 CN CN202080085191.XA patent/CN114829689B/zh active Active
- 2020-10-27 US US17/783,299 patent/US20230027891A1/en not_active Abandoned
- 2020-11-06 TW TW109138890A patent/TWI865646B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11302940A (ja) * | 1998-04-24 | 1999-11-02 | Toray Ind Inc | 織物およびベルト |
| JP2005220487A (ja) * | 2004-02-06 | 2005-08-18 | Toray Ind Inc | フッ素繊維布帛および複合材料 |
| JP2008075193A (ja) * | 2006-09-20 | 2008-04-03 | Toray Ind Inc | 防護用布帛 |
| JP6398189B2 (ja) | 2013-12-26 | 2018-10-03 | 東レ株式会社 | 耐熱耐摩耗性多重織物 |
| WO2017020821A1 (zh) | 2015-08-05 | 2017-02-09 | 东丽纤维研究所(中国)有限公司 | 一种自润滑织物及其生产方法和用途 |
| JP2018538463A (ja) * | 2015-12-14 | 2018-12-27 | ダブリュ.エル.ゴア アンド アソシエイツ,インコーポレイティドW.L. Gore & Associates, Incorporated | 延伸ポリテトラフルオロエチレン繊維を含有する布帛 |
| WO2020137287A1 (ja) * | 2018-12-26 | 2020-07-02 | 東レ株式会社 | 摺動布帛 |
| JP6762413B1 (ja) * | 2019-12-20 | 2020-09-30 | 日鉄エンジニアリング株式会社 | 滑り免震装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4079470A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022209961A1 (ja) * | 2021-03-29 | 2022-10-06 | ||
| WO2022209961A1 (ja) * | 2021-03-29 | 2022-10-06 | 東レ株式会社 | 織物および摺動材 |
| JP7794124B2 (ja) | 2021-03-29 | 2026-01-06 | 東レ株式会社 | 織物および摺動材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4079470A4 (en) | 2023-12-27 |
| JPWO2021124687A1 (ja) | 2021-06-24 |
| CN114829689A (zh) | 2022-07-29 |
| MX2022007319A (es) | 2022-07-13 |
| EP4079470B1 (en) | 2025-03-05 |
| US20230027891A1 (en) | 2023-01-26 |
| EP4079470A1 (en) | 2022-10-26 |
| TWI865646B (zh) | 2024-12-11 |
| JP7739713B2 (ja) | 2025-09-17 |
| TW202124801A (zh) | 2021-07-01 |
| CN114829689B (zh) | 2023-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021124687A1 (ja) | 織物およびロボットアーム用ケーブルカバー | |
| US10358750B2 (en) | Wear-resistant multilayer fabrics | |
| JP7006274B2 (ja) | 摺動布帛 | |
| JP6398189B2 (ja) | 耐熱耐摩耗性多重織物 | |
| JP7414007B2 (ja) | 摺動布帛 | |
| JP6957943B2 (ja) | 摺動布帛およびウインドウガラススタビライザ | |
| JP7794124B2 (ja) | 織物および摺動材 | |
| WO2023171604A1 (ja) | 布帛 | |
| WO2020175304A1 (ja) | 摺動布帛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020571575 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20901092 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020901092 Country of ref document: EP Effective date: 20220720 |