WO2021132409A1 - Non-tissé par filage direct pour filtres, milieu filtrant pour filtres thermolaqués et filtre thermolaqué - Google Patents
Non-tissé par filage direct pour filtres, milieu filtrant pour filtres thermolaqués et filtre thermolaqué Download PDFInfo
- Publication number
- WO2021132409A1 WO2021132409A1 PCT/JP2020/048312 JP2020048312W WO2021132409A1 WO 2021132409 A1 WO2021132409 A1 WO 2021132409A1 JP 2020048312 W JP2020048312 W JP 2020048312W WO 2021132409 A1 WO2021132409 A1 WO 2021132409A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- filter
- woven fabric
- fused
- spunbonded
- spunbonded non
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
Definitions
- the present invention relates to a spunbonded non-woven fabric for a filter having excellent rigidity and breathability, a filter medium for a powder coating filter, and a powder coating filter.
- Powder coating booths such as automobile bodies have a structure in which air is taken in from the ceiling surface of the powder coating booth and air inside the booth is exhausted from the floor surface of the powder coating booth.
- the painting workplace is used almost closed so as not to adversely affect it.
- the air supplied to the powder coating booth is the air taken in from the outside air, and the air supplied to the powder coating booth completely removes the dust and dirt contained in the air taken in from the outside air. It is necessary. If there is any dust or dirt in the air supplied to the powder coating booth, it will adhere to the coating surface and cause deterioration of coating quality. Therefore, cleanliness of the supply air is extremely important, and a powder coating filter is important for the powder coating booth to clean the supply air.
- Non-woven fabric has been proposed as a material for such a powder coating booth filter, and in particular, a long-fiber non-woven fabric in which continuous long fibers are partially fused in order to prevent fibers and dust from falling off from the air outflow surface.
- Patent Documents 1 and 2 disclose a non-woven fabric in which thermoplastic continuous filaments are previously heat-pressed with a pair of flat rolls and then partially fused with a pair of engraved embossed rolls.
- Patent Document 3 describes a non-woven fabric in which a thermoplastic continuous filament having a high melting point component and a thermoplastic continuous filament having a low melting point component are mixed, and a multi-leaf composite fiber composed of a high melting point component and a low melting point component.
- Non-woven fabric is disclosed.
- the spunbonded non-woven fabric for filters used in powder coating booths needs to have breathability to process a large amount of air in a short time and pleating workability to increase the specific surface area of the filter.
- the powder coating filter for spunbond nonwoven processes the air containing dust and dirt of 100 ⁇ 2000 m 3 per minute in a powder coating booth, it is necessary to supply to the process air into the spray booth ..
- the non-woven fabric for a powder coating filter used in such a powder coating booth needs to have air permeability and rigidity having pleated shape retention for processing a large amount of air in a short time. By the way, when the rigidity of the conventional non-woven fabric is increased, it is not possible to obtain a spunbonded non-woven fabric for a powder coating filter having sufficient air permeability.
- Patent Document 3 the fusion between fibers is weak, and the rigidity of the non-woven fabric is lowered and fluff is generated due to the breakage of the fused portion during pleating, and the shape of the pleats is formed under high air volume when used as a powder coating filter.
- the fusion between fibers is weak, and the rigidity of the non-woven fabric is lowered and fluff is generated due to the breakage of the fused portion during pleating, and the shape of the pleats is formed under high air volume when used as a powder coating filter.
- problems such as deterioration of air permeability and shedding of fluff.
- an object of the present invention is to achieve a balance between dust collection performance and air permeability, and for a spunbonded non-woven fabric for a filter having high rigidity and excellent fluff resistance, and for a powder coating filter.
- the purpose of the present invention is to provide a filter medium and a powder coating filter.
- the present inventors have obtained the ratio of the thickness of the convex portion to the thickness of the concave portion and the convexity obtained from the cross section of the non-woven fabric composed of the partially fused thermoplastic continuous filament.
- the ratio of the distance from the surface of the part to the surface of the recess within a specific value range, it has sufficient rigidity and fluff resistance for pleating while achieving a balance between dust collection performance and breathability. It was found that a spunbonded non-woven fabric for a filter having the above can be obtained.
- the spunbonded non-woven fabric for a filter of the present invention is a spunbonded non-woven fabric for a filter composed of a thermoplastic continuous filament composed of a high melting point component and a low melting point component and partially fused, and is non-fused.
- the thickness up to t B and the distance from one surface of the convex portion to one surface of the concave portion are t C and t D (t C ⁇ t D ), respectively, and are represented by the following equations (1) and (2).
- the air flow rate (q) (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ) per unit grain of the spunbonded non-woven fabric for the filter satisfies the following formula (3). .. 0.05 ⁇ 1-t B / t A ⁇ 0.50 ⁇ ⁇ ⁇ (1) 0.2 ⁇ t C / t D ⁇ 1.0 ... (2) 0.05 ⁇ q ⁇ 0.50 ⁇ ⁇ ⁇ (3)
- the basis weight CV value is 5% or less.
- the ratio of the fused area of the recess is 5% or more and 20% or less.
- the average single fiber diameter of the thermoplastic continuous filament is 12 ⁇ m or more and 26 ⁇ m or less.
- the spunbonded non-woven fabric for a filter of the present invention is a spunbonded non-woven fabric for a powder coating filter.
- the spunbonded non-woven fabric for powder coating filters of the present invention is used as a filter medium for powder coating filters.
- the filter medium for powder coating filter of the present invention is used for powder coating filter.
- a spunbonded non-woven fabric for a filter having an excellent balance between dust collection performance and air permeability, high rigidity with excellent pleating workability, and excellent fluff resistance can be obtained.
- FIG. 1 is a cross-sectional photograph of a spunbonded nonwoven fabric for a filter according to an embodiment of the present invention.
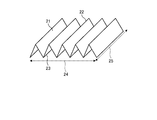
- FIG. 2 is a schematic perspective view showing an example of a filter medium for a powder coating filter of the present invention.
- FIG. 3 is a diagram for explaining a configuration of a test system for carrying out a collection performance test according to an embodiment of the present invention.
- the spunbonded non-woven fabric for a filter of the present invention is a non-woven fabric made of a thermoplastic continuous filament.
- the thermoplastic continuous filament is composed of a high melting point component and a low melting point component.
- FIG. 1 is a cross-sectional photograph of a spunbonded nonwoven fabric for a filter according to an embodiment of the present invention.
- the filter spunbonded non-woven fabric shown in FIG. 1 is ventilated from top to bottom during use.
- the spunbonded non-woven fabric for a filter is partially fused, has a rigidity of 15 mN or more and 30 mN or less in the MD direction of the non-woven fabric, and is fused with the non-fused convex portion 11. It has a recess 12 and a recess 12.
- the distances are (t C ) and (t D ) (t C ⁇ t D ), respectively, and the span-bonded non-woven fabric for a filter has the following relationship. 0.05 ⁇ 1-t B / t A ⁇ 0.50 ⁇ ⁇ ⁇ (1) 0.2 ⁇ t C / t D ⁇ 1.0 ...
- the MD direction refers to the sheet transporting direction at the time of manufacturing the spunbonded nonwoven fabric for a filter, that is, the winding direction in the nonwoven fabric roll
- the CD direction is the sheet conveying direction, that is, the winding direction in the nonwoven fabric roll. It refers to the direction of vertical intersection in. If the spunbonded non-woven fabric is not in the rolled state due to cutting or the like, the MD direction and the CD direction are determined by the following procedure. (A) In the plane of the spunbonded non-woven fabric, an arbitrary direction is determined, and a test piece having a length of 38.1 mm and a width of 25.4 mm is collected along that direction.
- test piece having a length of 38.1 mm and a width of 25.4 mm is collected in the directions rotated by 30, 60, and 90 degrees from the collecting direction.
- C The rigidity and softness of each test piece is measured based on the method for measuring the rigidity and softness of the spunbonded non-woven fabric described later for the test pieces in each direction.
- D The direction in which the value obtained by the measurement is the highest is the MD direction of the spunbonded non-woven fabric, and the direction orthogonal to this is the CD direction.
- FIG. 2 is a schematic perspective view showing an example of a filter medium for a powder coating filter of the present invention.
- the filter medium 21 for a powder coating filter shown in FIG. 2 has a peak portion 22 and a valley portion 23 formed by folding back a spunbonded non-woven fabric.
- the ridgeline of the mountain portion 22 is used. It is assumed that the parallel direction (broken arrow 25) is the CD direction and the direction orthogonal to the CD direction (broken arrow 24) is the MD direction.
- the air flow rate q (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ) per unit grain satisfies the following formula (3). The details of these will be described below. 0.05 ⁇ q ⁇ 0.50 ⁇ ⁇ ⁇ (3)
- Polyester is particularly preferably used as the thermoplastic resin which is a raw material of the thermoplastic continuous filament constituting the spunbonded nonwoven fabric for a filter of the present invention.
- Polyester is a polymer polymer having an acid component and an alcohol component as monomers.
- aromatic carboxylic acids such as phthalic acid (ortho), isophthalic acid and terephthalic acid, aliphatic dicarboxylic acids such as adipic acid and sebacic acid, and alicyclic dicarboxylic acids such as cyclohexanecarboxylic acid are used.
- the alcohol component ethylene glycol, diethylene glycol, polyethylene glycol and the like can be used.
- polyester examples include polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polytrimethylene terephthalate (PTT), polyethylene naphthalate, polylactic acid, polybutylene succinate, and the like, which will be described later.
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- PTT polytrimethylene terephthalate
- polyethylene naphthalate polylactic acid
- polybutylene succinate and the like
- polyester raw materials include crystal nucleating agents, matting agents, pigments, fungicides, antibacterial agents, flame retardants, metal oxides, aliphatic bisamides and / or fats as long as the effects of the present invention are not impaired.
- Additives such as group monoamides and hydrophilic agents can be added.
- metal oxides such as titanium oxide improve spinnability by reducing surface friction of fibers and preventing fusion between fibers, and also increase thermal conductivity during fusion molding by a thermal roll of a non-woven fabric. This has the effect of improving the meltability of the non-woven fabric.
- aliphatic bisamides such as ethylene bisstearic acid amide and / or alkyl-substituted aliphatic monoamides have the effect of enhancing the releasability between the thermal roll and the non-woven fabric web and improving the transportability.
- thermoplastic continuous filament constituting the spunbonded nonwoven fabric for a filter of the present invention is composed of a high melting point component and a low melting point component.
- the thermoplastic continuous filament is a polyester which is a low melting point component having a melting point of 10 ° C. or more and 140 ° C. or less lower than the melting point of the polyester-based high melting point polymer around the polyester-based high melting point polymer which is a high melting point component. It is preferable that the filament is a composite filament in which a low melting point polymer is arranged.
- the spunbonded nonwoven fabric when the spunbonded nonwoven fabric is formed by fusion, the composite polyester fibers (filaments) constituting the spunbonded nonwoven fabric are firmly fused to each other, so that the spunbonded nonwoven fabric for the filter has excellent mechanical strength. It can withstand dust treatment under high air volume.
- the melting point of the thermoplastic resin is determined by using a differential scanning calorimeter (for example, "DSC-2" type manufactured by Perkin Elmer Co., Ltd.) at a heating rate of 20 ° C./min and a measurement temperature range of 30 ° C.
- the melting point of the thermoplastic resin is defined as the temperature at which an extreme value is given in the obtained melting heat absorption curve measured under the condition of 300 ° C. Further, for a resin whose melting endothermic curve does not show an extreme value in a differential scanning calorimeter, it is heated on a hot plate and the temperature at which the resin is melted by microscopic observation is defined as the melting point.
- polyester-based high-melting-melting polymer / polyester-based low-melting-melting polymer examples include combinations of PET / PBT, PET / PTT, PET / polylactic acid, PET / copolymerized PET, and the like.
- PET / copolymerized PET has excellent spinnability.
- the combination is preferably used.
- isophthalic acid copolymerized PET is preferably used because it is particularly excellent in spinnability.
- Examples of the composite form of the composite filament include a concentric sheath type, an eccentric sheath type, and a sea island type. Among them, the concentric sheath type can be used because the filaments can be fused uniformly and firmly. Is preferable.
- examples of the cross-sectional shape of the composite filament include a circular cross section, a flat cross section, a polygonal cross section, a multi-leaf cross section, and a hollow cross section. Among them, it is preferable to use a filament having a circular cross section as the cross-sectional shape.
- the composite filament for example, there is a method of mixing a fiber made of a polyester-based high melting point polymer and a fiber made of a polyester-based low melting point polymer, but in the case of the mixed fiber method, the fibers are uniform. It is difficult to fuse, for example, where fibers made of polyester-based refractory polymer are densely packed, the fusion becomes weak, and the mechanical strength and rigidity are inferior, which makes it unsuitable as a pleated filter.
- the melting point of the polyester-based low melting point polymer in the present invention is preferably 10 ° C. or higher and 140 ° C. or lower lower than the melting point of the polyester-based high melting point polymer.
- the melting point of the polyester-based low melting point polymer is 140 ° C. or lower, preferably 120 ° C. or lower, more preferably 100 ° C. or lower than the melting point of the polyester-based high melting point polymer, so that the heat resistance of the spunbonded non-woven fabric for a filter is reduced. Can be suppressed.
- the melting point of the polyester-based high melting point polymer is preferably in the range of 200 ° C. or higher and 320 ° C. or lower.
- the melting point of the polyester-based high melting point polymer is preferably 200 ° C. or higher, more preferably 210 ° C. or higher, and further preferably 220 ° C. or higher.
- a powder coating filter having excellent heat resistance can be obtained.
- the melting point of the polyester-based high melting point polymer to preferably 320 ° C. or lower, more preferably 300 ° C. or lower, and further preferably 280 ° C. or lower, a large amount of thermal energy for melting during the production of the non-woven fabric is consumed for production. It is possible to suppress the deterioration of the sex.
- the melting point of the polyester-based low melting point polymer is preferably in the range of 160 ° C. or higher and 250 ° C. or lower.
- a step of applying heat during pleating filter manufacturing such as heat setting during pleating, is performed. Excellent morphological stability even after passing.
- a powder coating filter having excellent meltability during the production of a non-woven fabric and excellent mechanical strength can be obtained. Can be done.
- the content ratio of the polyester-based high melting point polymer and the polyester-based low melting point polymer in the thermoplastic continuous filament is preferably in the range of 90:10 to 60:40 in terms of mass ratio, and is preferably in the range of 85:15 to 70: A range of 30 is a more preferred embodiment.
- the polyester-based refractory polymer By setting the polyester-based refractory polymer to 60% by mass or more and 90% by mass or less, the rigidity and heat resistance of the spunbonded non-woven fabric for a filter can be improved.
- the low melting point polyester is 10% by mass or more and 40% by mass or less to form a spunbonded non-woven fabric for a filter by fusion
- the composite polyester fibers (filaments) constituting the spunbonded non-woven fabric for a filter are used. Can be firmly fused, has excellent mechanical strength, and can sufficiently withstand dust collection under high air volume.
- Examples of the composite form of the composite polyester fiber include a concentric sheath type, an eccentric core sheath type, and a sea-island type. Among them, the composite form is capable of uniformly and firmly fusing the filaments to each other. A concentric sheath type is preferable.
- examples of the cross-sectional shape of the filament (single fiber) include a circular cross section, a flat cross section, a polygonal cross section, a multi-leaf cross section, and a hollow cross section. Among them, it is preferable to use a filament (single fiber) having a circular cross section as the cross-sectional shape.
- the average single fiber diameter of the thermoplastic continuous filament constituting the spunbonded nonwoven fabric for a filter of the present invention is in the range of 12 ⁇ m or more and 26 ⁇ m or less.
- the average single fiber diameter of the thermoplastic continuous filament is set to 12 ⁇ m or more, preferably 13 ⁇ m or more, more preferably 14 ⁇ m or more, the air permeability of the spunbonded non-woven fabric for a filter can be improved and the pressure loss can be reduced. It is also possible to reduce the number of yarn breaks when forming the thermoplastic continuous filament and improve the stability during production.
- the average single fiber diameter of the thermoplastic continuous filament is 26 ⁇ m or less, preferably 25 ⁇ m or less, more preferably 24 ⁇ m or less, the uniformity of the spunbonded non-woven fabric for filtration is improved and the surface of the non-woven fabric is made dense. This can improve the collection performance, such as making it easier to filter dust on the surface layer.
- the average single fiber diameter ( ⁇ m) of the spunbonded nonwoven fabric for a filter is a value obtained by the following method.
- (I) Randomly collect 10 small piece samples from the spunbonded non-woven fabric for the filter.
- (Ii) Take a photograph of the surface of the collected small piece sample with a scanning electron microscope or the like capable of measuring the fiber thickness in the range of 500 to 2000 times.
- (Iii) A total of 100 fibers, 10 fibers each, are arbitrarily selected from the photographs taken of each small piece sample, and the thickness thereof is measured. The fiber is assumed to have a circular cross section, and the thickness is the single fiber diameter.
- (Iv) The value calculated by rounding off the first decimal place of those arithmetic mean values was taken as the average single fiber diameter.
- the spunbonded nonwoven fabric for a filter of the present invention is produced by sequentially performing the following steps (a) to (c).
- C A step of partially fusing the obtained fiber web. Further details of each of the above steps will be described below.
- thermoplastic continuous filament forming step the thermoplastic polymer is melt-extruded from the spinneret.
- thermoplastic continuous filament a composite filament in which a polyester-based low-melting-melting polymer having a melting point lower than the melting point of the polyester-based high-melting-melting polymer is arranged around the polyester-based high-melting-melting polymer is used as the thermoplastic continuous filament, there is no case.
- a polyester-based high-melting point polymer and a polyester-based low-melting-melting polymer are melted at a temperature equal to or higher than the melting point (melting point + 70 ° C.), respectively, and around the polyester-based high-melting-melting polymer, the melting point of the polyester-based high-melting-melting polymer
- a composite filament in which a polyester-based low melting point polymer having a low melting point of 10 ° C. or higher and 140 ° C. or lower is arranged, air is spun from the pores with a spinning mouthpiece having a base temperature of 10 ° C. or higher and 140 ° C. or lower.
- a filament having a circular cross section is spun by pulling and stretching at a spinning speed of 4000 m / min or more and 6000 m / min or less by soccer.
- the non-woven fabric of the present invention is a so-called spunbonded non-woven fabric for a filter, and the spun thermoplastic continuous filament is sucked by an ejector and sprayed from an open fiber plate having a slit shape at the lower part of the ejector. It has a step of depositing on a moving net conveyor to obtain a fibrous web.
- the spunbonded non-woven fabric for a filter made of the above filament (long fiber) is used. By doing so, the rigidity and mechanical strength can be increased as compared with the case of a non-woven fabric made of short fibers composed of discontinuous fibers, which can be preferable as a powder coating filter. ..
- the temperature of fusion for temporary fusion is preferably 70 ° C. or higher and 120 ° C. or lower lower than the melting point of the polyester-based low melting point polymer.
- the linear pressure for temporary fusion is preferably 30 kg / cm or more and 70 kg / cm or less.
- the linear pressure for temporary fusion is preferably 30 kg / cm or more and 70 kg / cm or less.
- the spunbonded nonwoven fabric for a filter of the present invention is partially fused, but the method of partial fusion is not particularly limited.
- the partial fusion step is preferably processed continuously from the web forming step. By continuing the processing from the web forming step, the density of the fused portion can be increased, and a non-woven fabric having a waist strength excellent in pleated formability can be obtained as a spunbonded non-woven fabric for a filter.
- Fusion by a thermal emboss roll or fusion by a combination of an ultrasonic oscillator and an emboss roll is preferable. In particular, fusion by heat embossing roll is most preferable from the viewpoint of improving the strength of the non-woven fabric.
- the temperature of fusion by the thermal embossing roll is preferably 5 ° C. or higher and 60 ° C. or lower lower than the melting point of the polymer having the lowest melting point existing on the fiber surface of the non-woven fabric, and more preferably 10 ° C. or higher and 50 ° C. or lower. Excessive fusion can be prevented by setting the temperature difference of the melting points of the polymer having the lowest melting point existing on the fiber surface of the non-woven fabric by thermal embossing to 5 ° C. or higher, more preferably 10 ° C. or higher. On the other hand, by setting the temperature difference of the melting points to 60 ° C. or lower, more preferably 50 ° C. or lower, uniform fusion can be performed in the non-woven fabric.
- the linear pressure for fusion is preferably 30 kg / cm or more and 90 kg / cm or less.
- the linear pressure for fusion is preferably 30 kg / cm or more, more preferably 40 kg / cm or more, it is possible to impart the mechanical strength required for pleating processability to the non-woven fabric when used as a spunbonded non-woven fabric for a filter. it can. Excessive fusion can be prevented by setting the linear pressure for fusion to 90 kg / cm or less, more preferably 80 kg / cm or less.
- the ratio of the fusion area of the partial fusion of the spunbonded nonwoven fabric for the filter of the present invention occupies the entire area of the nonwoven fabric of the fusion portion (recess). It is a ratio, and is preferably 5% or more and 20% or less with respect to the total area of the non-woven fabric.
- the fused area ratio is 5% or more, more preferably 6% or more, still more preferably 8% or more, sufficient strength of the non-woven fabric can be obtained, and the surface does not easily fluff.
- the fused area ratio is 20% or less, more preferably 19% or less, still more preferably 18% or less, the voids between the fibers are reduced, the pressure loss is increased, and the collection performance may be lowered. Absent.
- a digital microscope for example, "VHX-5000" manufactured by Keyence Co., Ltd.
- VHX-5000 manufactured by Keyence Co., Ltd.
- the fused area ratio (%) is calculated by rounding off the first digit after the decimal point as a percentage.
- the area (cm 2 ) of the fused portion in the rectangular frame is divided by 1.0 cm 2 , which is the area of the rectangular frame, and then the third decimal place is rounded off.
- the landing area ratio can be calculated.
- the fused portion forms a recess, and the thermoplastic continuous filaments constituting the non-woven fabric are fused by heat and pressure. That is, the portion where the thermoplastic continuous filaments are fused and aggregated as compared with the other portions is the fused portion.
- the portion where the thermoplastic continuous filaments are fused and aggregated as compared with the other portions is the fused portion.
- the portion where the thermoplastic continuous filament is fused and aggregated by the convex portion of the emboss roll becomes the fusion portion.
- the fused portion is a convex portion of the roll having unevenness and a flat roll.
- the portion where the thermoplastic continuous filaments of the non-woven fabric are aggregated by being fused with and is composed of a pair of upper rolls and lower rolls in which a plurality of linear grooves arranged in parallel are formed on the surface, and the grooves of the upper roll and the grooves of the lower roll intersect at a certain angle.
- the fused portion means a portion where the thermoplastic continuous filaments of the non-woven fabric are aggregated by being fused by the convex portion of the upper roll and the convex portion of the lower roll.
- the portion fused between the upper convex portion and the lower concave portion or the upper concave portion and the lower convex portion is not included in the fusion portion referred to here.
- the area of each fused portion is preferably 0.3 mm 2 or more and 5.0 mm 2 or less.
- the thickness is preferably 0.3 mm 2 or more and 5.0 mm 2 or less.
- the shape of the fused portion in the spunbonded non-woven fabric for a filter of the present invention is not particularly specified, and a roll having a predetermined pattern of unevenness is used only on the upper side or the lower side, and the other rolls are flat rolls without unevenness.
- a roll having a predetermined pattern of unevenness is used only on the upper side or the lower side, and the other rolls are flat rolls without unevenness.
- the shape of the fused portion is circular, triangular, quadrangular, or parallelogram. , Oval, rhombus, etc.
- the arrangement of these fused portions is not particularly specified, and may be regularly arranged at equal intervals, randomly arranged, or a mixture of different shapes. Among them, from the viewpoint of uniformity of the non-woven fabric, it is preferable that the fused portions are arranged at equal intervals. Further, in that the non-woven fabric is partially fused without peeling, it is composed of a pair of upper rolls and lower rolls in which a plurality of linear grooves arranged in parallel are formed on the surface of the upper roll. A parallelogram formed by fusing the convex portion of the upper roll and the convex portion of the lower roll using an embossed roll provided so that the groove and the groove of the lower roll intersect at a certain angle. The fused portion is preferable.
- the spunbonded nonwoven fabric for filter of the present invention has a rigidity of 15 mN or more and 30 mN or less in the MD direction of the non-woven fabric.
- the rigidity is 15 mN or more, more preferably 17 mN or more, and further preferably 20 mN or more
- pleating can be performed while maintaining the strength and shape retention of the non-woven fabric.
- it is 30 mN or less, more preferably 29 mN or less, and further preferably 28 mN or less, the folding resistance during pleating is relaxed, and the pleated mountain valley shape is sharply finished.
- the longitudinal direction of the non-woven fabric is the vertical direction of the sample.
- the thickness (t A ) from one surface of the convex portion to the other surface and the thickness (t B ) from one surface of the concave portion to the other surface in the cross section of the nonwoven fabric are the above formulas (1).
- the value of the above formula (1) is 0.05 or more, more preferably 0.10 or more, still more preferably 0.15 or more, the fusion between the fibers becomes strong and the fiber is used as a powder coating filter. Excellent shape retention can be obtained even under high flow rate.
- the fused portion and the non-fused portion coexist in the non-woven fabric, and the non-woven fabric is ventilated.
- a non-woven fabric having a good balance between properties and rigidity can be obtained.
- the distances from one surface of the convex portion to one surface of the concave portion in the cross section of the nonwoven fabric are (t C ) and (t D ) (t C ⁇ t D ), respectively, and the above formula (2) It is a spunbonded non-woven fabric for a filter having a relationship of.
- the value of the above equation (2) is 0.20 or more, more preferably 0.25 or more, and further preferably 0.30 or more, the unevenness of the non-woven fabric becomes small, and the mountain valley shape of the pleats becomes sharp during pleating. Finished.
- the fused portion and the specific fused portion coexist in the non-woven fabric, and the non-woven fabric is ventilated.
- a non-woven fabric having a good balance between properties and rigidity can be obtained.
- the distances from one surface of the convex portion to one surface of the concave portion (t C ), (t D ) (t C ⁇ t D ) and the values of the above equation (2) are obtained as follows. The value will be adopted.
- any fusion portion (recess), the intersection of the center line in the MD direction and the center line in the CD direction is set as the center point of the fusion portion (recess).
- a straight line is drawn that passes through the center point of the fused portion (recess) and is parallel to the CD direction.
- the area surrounded by the 1.0 cm ⁇ 1.0 cm square formed by (i) to (iii) is cut with a razor blade.
- t A Distance between the tops of non-fused parts (convex parts) from one surface to the other surface
- t B Distance between the tops of fused parts (concave parts) from one surface to the other surface
- t D One surface Distance between the top of the non-fused part (convex part) and the top of the fused part (concave part) (t C ⁇ t D )
- Viii The ratio of t B / t A and t C / t D is calculated from the measurement result.
- Ix Calculate the arithmetic mean value of t B / t A and t C / t D obtained from each measurement sample, and adopt the value obtained by rounding off the third decimal place.
- the basis weight of the spunbonded non-woven fabric for a filter in the present invention is preferably in the range of 150 g / m 2 or more and 300 g / m 2 or less.
- the basis weight is 150 g / m 2 or more, the rigidity required for pleats can be obtained, which is preferable.
- the basis weight is 300 g / m 2 or less, preferably 270 g / m 2 or less, more preferably 260 g / m 2 or less, it is possible to suppress an increase in pressure loss, which is also preferable in terms of cost.
- the basis weight here is to collect three samples with a size of 50 cm in length and 50 cm in width, measure each mass, convert the average value of the obtained values per unit area, and place the first decimal place. Obtained by rounding.
- the basis weight CV value of the spunbonded non-woven fabric for a filter of the present invention is preferably 5% or less. If the basis weight CV value is preferably 4.8% or less, and more preferably 4.5% or less, the non-woven fabric can be made denser as the uniformity of the non-woven fabric is improved, so that the collection efficiency is improved. This is preferable because the filter life is improved and a satisfactory filter life can be easily obtained. On the other hand, it is more preferable that the basis weight CV value is 1% or more because the life of the filter is extended by securing a certain amount of airflow of the spunbonded non-woven fabric for the filter and reducing the pressure loss.
- the basis weight CV value (%) of the spunbonded nonwoven fabric for a filter a value obtained by measuring as follows is adopted.
- (I) Collect a total of 100 small pieces of 5 cm ⁇ 5 cm from the spunbonded non-woven fabric for the filter.
- (Ii) The mass (g) of each small piece is measured and converted per unit area (1 m 2). Convert the result of the average value of (iii) (ii) (W ave), and calculates the standard deviation (W sdv) respectively.
- (Iv) Calculate the basis weight CV value (%) by the following formula and round off to the second decimal place.
- Basis weight CV value (%) W sdv / W ave ⁇ 100
- the thickness of the spunbonded non-woven fabric for a filter in the present invention is preferably 0.50 mm or more and 0.80 mm or less, and more preferably 0.51 mm or more and 0.78 mm or less.
- the thickness is preferably 0.50 mm or more and 0.80 mm or less, and more preferably 0.51 mm or more and 0.78 mm or less.
- the thickness (mm) of the spunbonded nonwoven fabric for a filter shall be a value obtained by measuring by the following method.
- a thickness gauge for example, "TECLOCK” (registered trademark) SM-114 manufactured by Teclock Co., Ltd.
- the thickness of the non-woven fabric is measured at 10 points at equal intervals in the CD direction.
- the thickness of the non-woven fabric (mm) is obtained by rounding off the third decimal place from the above arithmetic mean value.
- the apparent density of the spunbonded nonwoven fabric for filters in the present invention is preferably 0.25 g / cm 3 or more and 0.40 g / cm 3 or less.
- the apparent density is 0.25 g / cm 3 or more and 0.40 g / cm 3 or less, the spunbonded non-woven fabric has a dense structure, and dust does not easily enter the inside, and the dust removal property is excellent.
- a more preferable range of apparent density is 0.26 g / cm 3 or more and 0.38 g / cm 3 or less.
- the air permeability per unit grain of the spunbonded non-woven fabric for filters in the present invention is 0.05 ((cm 3 / (cm 2 ⁇ sec)) / (g / m 2 )) or more and 0.50 ((cm 3 / ()). It is preferably cm 2 ⁇ sec)) / (g / m 2 )) or less.
- the air flow rate per unit is 0.05 ((cm 3 / (cm 2 ⁇ s)) / (g / m 2 )) or more, preferably 0.06 ((cm 3 / (cm 2 ⁇ s))). When it is / (g / m 2 )) or more, it is possible to suppress an increase in pressure loss.
- the air flow rate per unit is 0.50 ((cm 3 / (cm 2 ⁇ sec)) / (g / m 2 )) or less, preferably 0.48 ((cm 3 / (cm 2 ⁇ sec)). )) / (G / m 2 )) or less, the dust is less likely to stay inside, and the dust removal property is good.
- the air flow rate ((cm 3 / (cm 2 ⁇ sec)) / (g / m 2 )) per unit of the spunbonded non-woven fabric for the filter is as follows: JIS L1913: 2010 “General non-woven fabric”. The value obtained by dividing the value measured based on the 6.8.1 “Frazil type method” of "Test method” 6.8 "Breathability (JIS method)" by the above-mentioned scale shall be adopted. (I) Collect 10 test pieces of 150 mm in length ⁇ 150 mm in width at equal intervals in the CD direction of the spunbonded non-woven fabric.
- the spunbonded non-woven fabric for a filter of the present invention has both a balance between dust collection performance and air permeability, has high rigidity, and has excellent fluff resistance.
- the contained dust air can be suitably used as powder coating filter powder coating booth 100 ⁇ 2000 m 3 processed per minute.
- a powder coating filter is, for example, a cylindrical type in which the upper end and the lower end of the cylinder are fixed after the spunbonded non-woven fabric for the filter is pleated and the whole is made into a cylinder around the axis of the element.
- the powder coating filter of the present invention uses the above-mentioned non-woven fabric for powder coating filter, and the powder coating filter is, for example, a forced air supply type (push-pull type) in which fans are attached to exhaust and intake air. , Used in natural air supply type powder coating booths with fans attached only to the exhaust.
- the powder coating filter of the present invention is a forced air supply type (push-pull type) powder that can keep the inside of the powder coating booth at a positive pressure by controlling the air supply and exhaust fans and prevent the intrusion of outside air from other than the air supply port. It can be suitably used for a body painting booth.
- the powder coating booth in which the powder coating filter of the present invention is used has an exhaust recycling system that recycles a part of the air exhausted from the powder coating booth and mixes it with the air taken in from the outside air. It may be a powder coating booth.
- the present invention will be specifically described based on Examples. However, the present invention is not limited to these examples. In addition, in the measurement of each physical property, if there is no particular description, the measurement is performed based on the above method.
- ⁇ is the viscosity of the polymer solution
- ⁇ 0 is the viscosity of orthochlorophenol
- t is the drop time of the solution (seconds)
- d is the density of the solution (g / cm 3 )
- t 0 is the drop of orthochlorophenol.
- Time (seconds) and d 0 represent the density of orthochlorophenol (g / cm 3 ), respectively.
- the intrinsic viscosity (IV) was calculated from the relative viscosity ⁇ r by the following formula.
- -Intrinsic viscosity (IV) 0.0242 ⁇ r +0.2634
- Average single fiber diameter ( ⁇ m) The average single fiber diameter of the non-woven fabric was calculated by the above method using a scanning electron microscope of "VHX-D500" manufactured by KEYENCE CORPORATION.
- Thickness of spunbonded non-woven fabric for filter (mm)
- "TECLOCK” registered trademark
- SM-114 manufactured by Teklock Co., Ltd. was used and evaluated by the above method.
- Sheet cross-sectional thickness (mm) of spunbonded non-woven fabric for filters As a scanning electron microscope, "VHX-D500" manufactured by KEYENCE CORPORATION was used, and the measurement was carried out by the above method.
- Pleating processability of spunbonded non-woven fabric for filter (1) The spunbonded non-woven fabric for filter is cut to a width of 240 mm, and the top of the pleated molded body is compressed by heating the spunbonded non-woven fabric for filter to 150 ° C. A pleated molded body was obtained by pleating so that the distance from the ridge line of the above to the ridge line of the next apex was 35 mm. (2) This pleated molded product is wound around a porous cylindrical core made of polypropylene by 45 threads, the ends of the pleated molded product are heat-sealed, and then caps made by injection molding are fused to both ends on the cylindrical shape. A pleated filter was prepared.
- Fluffing (dots) of spunbonded non-woven fabric for filters (1) A total of 10 samples with a length in the MD direction x a length of 250 mm x 25 mm in the CD direction from the spunbonded non-woven fabric for the filter, 5 points at equal intervals in the CD direction of the spunbonded non-woven fabric for the filter, and 1 each on the front and back of the non-woven fabric Cut out a sheet.
- the CD direction is a direction orthogonal to the MD direction.
- the material is worn with a load of 300 gf and a number of times of wear of 200 reciprocations.
- the fluffing on the surface of the spunbonded non-woven fabric for the filter was judged on a 5-point scale based on the following criteria based on the texture when 20 panelists visually and touched the spunbonded non-woven fabric for the filter after the test.
- the total score judged by each panelist was used to evaluate the fluffiness of the spunbonded non-woven fabric for filters. Therefore, the total score increased from a minimum of 0 to a maximum of 100, and a score of 80 or higher was judged to be acceptable.
- 5 points Very good (the surface of the spunbonded non-woven fabric for the filter is not fluffed, and the surface of the spunbonded non-woven fabric for the filter has a smooth feel when touched with a finger, and there is no resistance to the finger.) 4 points: Good (between 5 and 3 points) 3 points: Normal (There is no fluff on the surface of the spunbonded non-woven fabric for the filter, but when touched with a finger, the surface of the spunbonded non-woven fabric for the filter has a rough feel, and the finger feels resistance.) 2 points: Bad (between 3 points and 1 point) 1 point: Very bad (fluffing occurs on the surface of the spunbonded non-woven fabric for the filter, and when touched with a finger, the surface of the spunbonded non-woven fabric for the filter has a rough feel, and the finger feels resistance).
- FIG. 3 is a diagram for explaining a configuration of a test system for carrying out a collection performance test according to an embodiment of the present invention.
- the test system 31 shown in FIG. 3 includes a sample holder 32 for setting the test sample M, a flow meter 33, a flow rate adjusting valve 34, a blower 35, a dust supply device 36, a switching cock 37, and a particle counter 38. To be equipped.
- the flow meter 33, the flow rate adjusting valve 34, the blower 35, and the dust supply device 36 are connected to the sample holder 32.
- the flow meter 33 is connected to the blower 35 via the flow rate adjusting valve 34.
- Dust is supplied to the sample holder 32 from the dust supply device 36 by the intake air of the blower 35.
- a particle counter 38 is connected to the sample holder 32, and the number of dusts on the upstream side and the number of dusts on the downstream side of the test sample M can be measured via the switching cock 37, respectively.
- three 15 cm ⁇ 15 cm samples are collected from an arbitrary part of the non-woven fabric, and the collected test sample M is set in the sample holder 32.
- the evaluation area of the test sample was 115 cm 2 .
- a polystyrene 0.309U 10 wt% solution manufactured by Nacalai Tesque, Inc.
- the air volume is adjusted by the flow rate adjusting valve 34 so that the filter passing speed is 3.0 m / min, and the dust concentration is 20,000 to 70,000 / (2.83 ⁇ 10 -4 m 3 (0.01 ft 3 )).
- the number of dust upstream and the number of dust downstream of the test sample M were measured with a particle counter 38 (manufactured by Rion Co., Ltd., KC-01D) in the range of dust particle size of 0.3 to 0.5 ⁇ m. ..
- the obtained value was substituted into the following formula, and the first decimal place of the calculated value was rounded off to obtain the collection performance (%).
- Collection performance (%) [1- (D1 / D2)] x 100
- D1 the number of dusts downstream (total of 3 times)
- D2 the number of dusts upstream (total of 3 times).
- -Polyester resin A Polyethylene terephthalate (PET) dried to a moisture content of 50 mass ppm or less, having an intrinsic viscosity (IV) of 0.65 and a melting point of 260 ° C.
- Polyester resin B Copolymerized polyethylene terephthalate (CO-PET) dried to a moisture content of 50 mass ppm or less, having an intrinsic viscosity (IV) of 0.64, an isophthalic acid copolymerization rate of 11 mol%, and a melting point of 230 ° C.
- a filament having a circular cross-sectional shape was spun at a speed of 4900 m / min, and the fiber arrangement was regulated and deposited by a fiber-spreading plate on a moving net conveyor, and a fiber web composed of fibers having a single fiber diameter of 14.8 ⁇ m was collected.
- the collected fiber webs were tentatively fused to the collected fiber webs by a calendar roll composed of a pair of flat rolls under the conditions of a temperature of 140 ° C. and a linear pressure of 50 kg / cm. Further, subsequently, by embossing rolls composed of a pair of engraving rolls having a fused area ratio of 10% and an area of 1.6 mm 2 per fused portion, the upper and lower temperatures are 200 ° C. and the linear pressure is 70 kg / cm. By fusing under the conditions, a spunbonded non-woven fabric for a filter having a basis weight of 200 g / m 2 was obtained.
- the sheet cross-sectional thicknesses of 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric for filter were 0.39 and 0.84, respectively, and the basis weight CV value was 3.3% and the thickness.
- the span is 0.70 mm
- the rigidity in the MD direction is 27 mN
- the air flow rate (q) per unit basis weight is 0.11 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ). It was.
- Table 1 The results are shown in Table 1.
- Example 2 A spunbonded non-woven fabric for a filter having a basis weight of 200 g / m 2 was obtained under the same conditions as in Example 1 except that the upper and lower embossed rolls made of engraving rolls were fused at 180 ° C.
- the sheet cross-sectional thicknesses of the obtained spunbonded non-woven fabric were 1-t B / t A and t C / t D , respectively, 0.46 and 0.50, the basis weight CV value was 3.4%, and the thickness was The rigidity and softness in the MD direction was 0.91 mm, and the air flow rate (q) per unit basis weight was 0.13 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ).
- Table 1 The results are shown in Table 1.
- the upper and lower embossed rolls are made of a pair of engraving rolls having a fused area ratio of 10% and an area of 1.6 mm 2 per fused portion, and the fused area ratio is 18% and the fused portion 1 is formed.
- a spunbonded non-woven fabric for use was obtained.
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.48 and 0.85, respectively, the basis weight CV value was 4.8%, and the thickness was The rigidity and softness in the MD direction was 0.54 mm, and the air flow rate (q) per unit basis weight was 0.10 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ). The results are shown in Table 1.
- the upper and lower embossed rolls are made of a pair of engraving rolls having a fused area ratio of 10% and an area of 1.6 mm 2 per fused portion, and the fused area ratio is 6% and the fused portion 1 is formed.
- a spunbonded non-woven fabric for a filter having a grain size of 200 g / m 2 was obtained under the same conditions as in Example 1 except that it was used instead of an embossed roll composed of a pair of engraving rolls having an area of 1.6 mm 2 per piece. ..
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.47 and 0.71, respectively, the basis weight CV value was 3.5%, and the thickness was The rigidity and softness in the MD direction was 0.82 mm, and the air flow rate (q) per unit basis weight was 0.14 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ). The results are shown in Table 1.
- Example 5 While the spinning speed was changed so that the average single fiber diameter was 24.6 ⁇ m, the basis weight was changed under the same conditions as in Example 1 except that the speed of the net conveyor was changed to make the basis weight the same as in Example 1. A 200 g / m 2 filter spunbonded non-woven fabric was obtained. The sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.46 and 0.89, respectively, and the basis weight CV value was 4.3% and the thickness was 0.
- the rigidity and softness in the MD direction was .90 mm, and the air flow rate (q) per unit basis weight was 0.15 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ).
- the results are shown in Table 1.
- the characteristics of the obtained non-woven fabric are as shown in Table 1. All of the spunbonded non-woven fabrics of Examples 1 to 5 have a vertical rigidity and softness of 15 mN or more, a basis weight CV value of 11% or less, and a pressure loss of 30 Pa or less. It was excellent in rigidity and basis weight uniformity, and showed good characteristics as a spunbonded non-woven fabric for a filter. In addition, the results of the pleating processability and the fluffing property were also good, with the pleating processability being 87 points or more and the fluffing property being 85 points or more. The results are shown in Table 1.
- Example 1 In the manufacturing process of Example 1, after the sheet obtained in the temporary fusion step is once wound between the step of temporarily fusionizing the collected fiber web and the step of fusion using an embossed roll. Examples except that the step of cooling to room temperature and feeding this sheet to the embossed roll is provided, that is, the step of fusing using the embossed roll is not performed following the temporary fusing step. Under the same conditions as in No. 1, a spunbonded non-woven fabric for a filter having a grain size of 200 g / m 2 was obtained.
- the sheet cross-sectional thicknesses of 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric for filter were 0.59 and 0.45, respectively, and the basis weight CV value was 5.9% and the thickness.
- the span was 0.66 mm, the rigidity in the MD direction was 32 mN, and the air flow rate (q) per unit basis weight was 0.10 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ). ..
- the results are shown in Table 2.
- the upper and lower embossed rolls are made of a pair of engraving rolls having a fused area ratio of 10% and an area of 1.6 mm 2 per fused portion, and the fused area ratio is 24% and the fused portion 1 is formed.
- a spunbonded non-woven fabric for a filter having a grain size of 200 g / m 2 was obtained under the same conditions as in Example 1 except that it was used instead of an embossed roll composed of a pair of engraving rolls having an area of 1.6 mm 2 per piece. ..
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.65 and 0.55, respectively, and the basis weight CV value was 3.2% and the thickness was 0.
- the rigidity and softness in the MD direction was .63 mm, and the air flow rate (q) per unit basis weight was 0.09 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ).
- the results are shown in Table 2.
- Example 3 Under the same conditions as in Example 1 except that the discharge rate and spinning speed were changed so that the average single fiber diameter was 29.2 ⁇ m, while the speed of the net conveyor was changed to make the basis weight the same as in Example 1. , A spunbonded non-woven fabric for a filter having a basis weight of 200 g / m 2 was obtained.
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.64 and 0.68, respectively, and the basis weight CV value was 5.2% and the thickness was 1.
- the rigidity and softness in the MD direction was .02 mm, and the air flow rate (q) per unit basis weight was 0.18 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ).
- the results are shown in Table 2.
- Example 4 Under the same conditions as in Example 1 except that the discharge rate and spinning speed were changed so that the average single fiber diameter was 11.2 ⁇ m, while the speed of the net conveyor was changed to make the basis weight the same as in Example 1. , A spunbonded non-woven fabric for a filter having a basis weight of 200 g / m 2 was obtained.
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric are 0.63 and 0.69, respectively, and the grain CV value is 2.6% and the thickness is 0.
- polyester-based resin A and the polyester-based resin B were melted at temperatures of 295 ° C. and 280 ° C., respectively.
- polyester resin A is used as a core component
- polyester resin B is used as a sheath component
- the base temperature is 300 ° C.
- a filament having a circular cross section is spun at a speed of 4400 m / min, the filament is made to collide with a metal collision plate installed at an air soccer outlet, and the fiber is charged and opened by friction charging, and the average single fiber diameter is 14.8 ⁇ m.
- a fiber web of fibers was collected on a moving net conveyor.
- the upper and lower temperatures are 205 ° C. and the linear pressure is 70 kg / cm. They were fused under the conditions to obtain a spunbonded non-woven fabric having a basis weight of 200 g / m 2.
- the sheet cross-sectional thicknesses 1-t B / t A and t C / t D of the obtained spunbonded non-woven fabric were 0.61 and 0.57, respectively, and the basis weight CV value was 12.1% and the thickness was 0.
- the rigidity and softness in the MD direction was .54 mm, and the air flow rate (q) per unit basis weight was 0.09 (cm 3 / (cm 2 ⁇ sec)) / (g / m 2 ).
- the results are shown in Table 2.
- Comparative Example 2 had high rigidity and softness of the non-woven fabric and was inferior in pleating workability, and Comparative Example 3 was inferior in rigidity and softness, pleating workability and fluffing property.
- Comparative Example 4 the rigidity and softness of the non-woven fabric was low, the air permeability per unit basis weight of the non-woven fabric was low, and the pleating workability was inferior.
- Comparative Example 5 the basis weight CV value of the non-woven fabric was high, and the pleating workability was inferior.
- the spunbonded non-woven fabric for a filter, the filter medium for a powder coating filter, and the powder coating filter of the present invention have both a balance between dust collection performance and air permeability, have high rigidity, and have excellent fluff resistance.
- the scope of application is not limited to this.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
Abstract
Le non-tissé par filage direct pour filtres selon la présente invention est formé de filaments continus thermoplastiques comprenant un composant à point de fusion élevé et un composant à point de fusion bas, est partiellement fondu, et comporte une partie saillante non fusionnée et une partie en retrait fusionnée. L'épaisseur tA, mesurée d'une surface à l'autre surface de la partie saillante dans une surface en coupe transversale du non-tissé, et l'épaisseur tB, mesurée d'une surface à l'autre surface de la partie en retrait, et les distances respectives tC, tD (tC<tD) comprises entre les surfaces de la partie saillante et les surfaces de la partie en retrait, satisfont les relations représentées par les formules (1) et (2). Le débit d'air (q) (cm3/(cm2∙sec))/(g/m2) par masse surfacique unitaire du non-tissé par filage direct satisfait la formule (3). Formule (1) : 0,05 ≤1-tB/tA<0,50. Formule (2) : 0,2≤tC/tD<1,0. Formule (3): 0,05≤q≤0,50.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021506352A JPWO2021132409A1 (fr) | 2019-12-23 | 2020-12-23 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019232135 | 2019-12-23 | ||
| JP2019-232135 | 2019-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132409A1 true WO2021132409A1 (fr) | 2021-07-01 |
Family
ID=76574290
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/048312 Ceased WO2021132409A1 (fr) | 2019-12-23 | 2020-12-23 | Non-tissé par filage direct pour filtres, milieu filtrant pour filtres thermolaqués et filtre thermolaqué |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021132409A1 (fr) |
| WO (1) | WO2021132409A1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09192426A (ja) * | 1996-01-19 | 1997-07-29 | Toray Ind Inc | エアーフィルター用不織布およびそれを用いてなるエアーフィルター装置 |
| WO1997037071A1 (fr) * | 1994-09-28 | 1997-10-09 | Toray Industries, Inc. | Textile non-tisse pour filtre plisse et procede de fabrication |
| WO2017038977A1 (fr) * | 2015-09-03 | 2017-03-09 | 東レ株式会社 | Procédé de fabrication et dispositif de fabrication de non-tissé filé-lié |
| WO2017110365A1 (fr) * | 2015-12-22 | 2017-06-29 | 東レ株式会社 | Non-tissé filé-lié pour filtre et procédé de fabrication dudit tissu |
| WO2018221122A1 (fr) * | 2017-05-30 | 2018-12-06 | 東レ株式会社 | Non tissé filé-lié pour filtre et son procédé de production |
-
2020
- 2020-12-23 WO PCT/JP2020/048312 patent/WO2021132409A1/fr not_active Ceased
- 2020-12-23 JP JP2021506352A patent/JPWO2021132409A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997037071A1 (fr) * | 1994-09-28 | 1997-10-09 | Toray Industries, Inc. | Textile non-tisse pour filtre plisse et procede de fabrication |
| JPH09192426A (ja) * | 1996-01-19 | 1997-07-29 | Toray Ind Inc | エアーフィルター用不織布およびそれを用いてなるエアーフィルター装置 |
| WO2017038977A1 (fr) * | 2015-09-03 | 2017-03-09 | 東レ株式会社 | Procédé de fabrication et dispositif de fabrication de non-tissé filé-lié |
| WO2017110365A1 (fr) * | 2015-12-22 | 2017-06-29 | 東レ株式会社 | Non-tissé filé-lié pour filtre et procédé de fabrication dudit tissu |
| WO2018221122A1 (fr) * | 2017-05-30 | 2018-12-06 | 東レ株式会社 | Non tissé filé-lié pour filtre et son procédé de production |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021132409A1 (fr) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6962496B1 (ja) | スパンボンド不織布、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP6962495B1 (ja) | スパンボンド不織布、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP6669315B1 (ja) | フィルター用スパンボンド不織布およびその製造方法 | |
| JP2021098195A (ja) | フィルター用スパンボンド不織布、粉体塗装フィルター用濾材および粉体塗装フィルター | |
| JP6962494B1 (ja) | スパンボンド不織布、フィルター積層濾材、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび中風量パルスジェットタイプ集塵機 | |
| US8308833B2 (en) | Nonwoven fabric for filters | |
| JP2021098929A (ja) | スパンボンド不織布、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP7552346B2 (ja) | 自動車オイルフィルター用スパンボンド不織布、自動車オイルフィルター用濾材および自動車オイルフィルター | |
| JP7552345B2 (ja) | フィルター用スパンボンド不織布、自動車オイルフィルター用濾材および自動車オイルフィルター | |
| JP2021098928A (ja) | スパンボンド不織布、フィルター積層濾材、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび中風量パルスジェットタイプ集塵機 | |
| WO2021132411A1 (fr) | Nontissé filé-lié, milieu filtrant multicouche, milieu filtrant pour filtres plissés et filtre plissé | |
| WO2021132409A1 (fr) | Non-tissé par filage direct pour filtres, milieu filtrant pour filtres thermolaqués et filtre thermolaqué | |
| KR102954638B1 (ko) | 스펀본드 부직포, 집진기 플리츠 필터용 여과재, 집진기 플리츠 필터 및 대풍량 펄스제트 타입 집진기 | |
| JP2021098927A (ja) | スパンボンド不織布、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP2022132085A (ja) | 積層不織布、フィルター用濾材、集塵機用プリーツフィルター、ならびに、パルスジェットタイプ集塵機 | |
| JP7593099B2 (ja) | プリーツ成形体、集塵機フィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP7631789B2 (ja) | スパンボンド不織布、集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| KR102954636B1 (ko) | 스펀본드 부직포, 집진기 플리츠 필터용 여과재, 집진기 플리츠 필터 및 대풍량 펄스제트 타입 집진기 | |
| JP2021098924A (ja) | スパンボンド不織布、プリーツ成形体、集塵機フィルターおよび大風量パルスジェットタイプ集塵機 | |
| JP2021098926A (ja) | プリーツ成形体、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 | |
| KR102954635B1 (ko) | 스펀본드 부직포, 필터 적층 여과재, 집진기 플리츠 필터용 여과재, 집진기 플리츠 필터 및 중풍량 펄스제트 타입 집진기 | |
| JP2025148947A (ja) | スパンボンド不織布ならびにこれを用いてなる集塵機プリーツフィルター用濾材、集塵機プリーツフィルターおよび大風量パルスジェットタイプ集塵機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021506352 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20907218 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20907218 Country of ref document: EP Kind code of ref document: A1 |