WO2021157722A1 - ウェハーボート - Google Patents
ウェハーボート Download PDFInfo
- Publication number
- WO2021157722A1 WO2021157722A1 PCT/JP2021/004416 JP2021004416W WO2021157722A1 WO 2021157722 A1 WO2021157722 A1 WO 2021157722A1 JP 2021004416 W JP2021004416 W JP 2021004416W WO 2021157722 A1 WO2021157722 A1 WO 2021157722A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wafer boat
- wafer
- boat according
- support column
- main component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/10—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof using carriers specially adapted therefor, e.g. front opening unified pods [FOUP]
- H10P72/13—Horizontal boat type carrier whereby the substrates are vertically supported, e.g. comprising rod-shaped elements
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/62655—Drying, e.g. freeze-drying, spray-drying, microwave or supercritical drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62695—Granulation or pelletising
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63416—Polyvinylalcohols [PVA]; Polyvinylacetates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63424—Polyacrylates; Polymethacrylates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63472—Condensation polymers of aldehydes or ketones
- C04B35/63476—Phenol-formaldehyde condensation polymers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63488—Polyethers, e.g. alkylphenol polyglycolether, polyethylene glycol [PEG], polyethylene oxide [PEO]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/10—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof using carriers specially adapted therefor, e.g. front opening unified pods [FOUP]
- H10P72/13—Horizontal boat type carrier whereby the substrates are vertically supported, e.g. comprising rod-shaped elements
- H10P72/135—Horizontal boat type carrier whereby the substrates are vertically supported, e.g. comprising rod-shaped elements characterised by a material, a roughness, a coating or the like
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3821—Boron carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5472—Bimodal, multi-modal or multi-fraction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
- C04B2235/945—Products containing grooves, cuts, recesses or protusions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/963—Surface properties, e.g. surface roughness
Definitions
- This disclosure relates to wafer boats.
- wafers are used to form an oxide film on the surface of a semiconductor wafer (hereinafter, may be simply referred to as “wafer”) or to diffuse a dopant. It includes a step of heat treatment at a high temperature of about ° C. In such a heat treatment step, a wafer boat as described in Patent Document 1 is used in order to place a plurality of wafers in the horizontal direction at predetermined intervals.
- the wafer boat according to the present disclosure includes a plurality of columnar columns provided with a plurality of grooves for mounting wafers, and support plates for supporting both ends of the columns.
- the stanchions are made of aluminum oxide or silicon carbide-based ceramics, with the outer surface of the stanchion being at least one of the ground and polished surfaces.
- a conventional wafer boat as described in Patent Document 1 may cause waviness or warpage of a support rod (post) due to a manufacturing method or the like. As a result, the conventional wafer boat cannot accurately maintain the axial straightness of the outer peripheral surface of the support rod and the squareness of the outer peripheral surface with respect to the end surface of the support rod. Therefore, it is difficult to accurately form a groove for mounting the wafer.
- the external measurement surface of the column is at least one of the ground surface and the polished surface. Therefore, the straightness in the axial direction of the column and the squareness of the outer surface with respect to the end surface of the column are improved as compared with the case where the surface is an unburned surface. As a result, the squareness of the virtual center planes of the grooves with respect to the outer surface and the parallelism between the virtual center planes of the adjacent grooves are improved. Therefore, by using the wafer boat according to the present disclosure, a plurality of wafers can be placed in a regularly aligned state.
- the wafer boat according to the embodiment of the present disclosure will be described with reference to FIGS. 1 to 6.
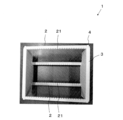
- the wafer boat 1 according to the embodiment shown in FIG. 1 includes a columnar support column 2 and a support plate 3.
- the wafer boat 1 according to the embodiment is provided with a rod-shaped member 5 different from the support column 2.
- the rod-shaped member 5 is not formed with a groove 21 as provided in the support column 2, and is used as a so-called reinforcing material.
- the wafer boat 1 according to the embodiment shown in FIGS. 5 and 6 includes a prismatic support column 2 and a support plate 3.
- the wafer boat 1 shown in FIGS. 5 and 6 does not have a rod-shaped member 5, and the support column 2 also functions as a reinforcing material, so that the weight can be reduced.
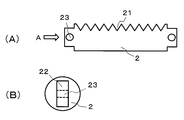
- the support column 2 shown in FIGS. 1 and 5 includes a plurality of grooves 21 for mounting the wafer.
- the size of the support column 2 is not limited, and is appropriately designed according to the number and size of wafers to be mounted.
- the support column 2 has, for example, a length (total length) of about 120 mm or more and 180 mm or less.
- the columnar column 2 may have a thickness (diameter) of about 8 mm or more and 12 mm or less.
- the prismatic column 2 may have a square cross-sectional shape in the direction perpendicular to the axis and may have a side length of about 4 mm or more and 12 mm or less.
- the support column 2 shown in FIG. 1 has only a columnar shape, and the support column 2 shown in FIG. 5 has only a prismatic shape.
- the wafer boat 1 may include both columnar and prismatic columns 2.
- the support column 2 is made of ceramics containing aluminum oxide or silicon carbide as a main component.
- the support column 2 is not limited as long as it is a ceramic containing aluminum oxide or silicon carbide as a main component.
- the term "main component” means a component that accounts for 80% by mass or more of the total 100% by mass of the components constituting the ceramics.
- the identification of each component contained in the ceramics is performed by an X-ray diffractometer using CuK ⁇ rays, and the content of each component is determined by, for example, an ICP (Inductively Coupled Plasma) emission spectroscopic analyzer or a fluorescent X-ray analyzer.
- ICP Inductively Coupled Plasma
- magnesium, silicon and calcium may be contained as oxides.
- the magnesium content is 0.034% by mass or more and 0.36% by mass or less
- the silicon content is 0.02% by mass or more and 0.7% by mass or less
- the calcium content Is 0.011% by mass or more and 0.065% by mass or less.
- the depth, width and number of grooves 21 on which the wafer is placed are not limited.
- the depth, width and number of the grooves 21 are appropriately designed according to the number and size of the wafers to be mounted.
- the cross-sectional shape of the groove 21 may be an isosceles trapezoid in which the opening side is wider than the mounting surface side. With such a shape, when the wafer is inserted into the groove 21 and placed, the risk of the wafer coming into contact with the inner side surface forming the groove 21 is reduced.
- the apex angle of the groove viewed in cross section is, for example, 18 ° or more and 42 ° or less, and particularly preferably 20 ° or more and 40 ° or less.
- the outer surface of the column 2 is at least one of a ground surface and a polished surface.
- the outer surface of the support column 2 has a surface processed in this way, the axial straightness of the outer surface, the squareness of the outer surface with respect to the end surface of the support column 2, and the like are the unground surfaces (unground surfaces). And unpolished surface). Therefore, the squareness of the virtual center surface of the groove 21 with respect to the outer peripheral surface and the parallelism between the virtual center surfaces of the adjacent grooves 21 are improved. As a result, a plurality of wafers can be regularly aligned.
- Grinding or polishing is performed by, for example, surface grinding, centerless grinding (centerless), brush polishing, buffing, or the like.
- the mounting surface of the wafer may be at least one of the ground surface and the polished surface.
- the arithmetic mean roughness Ra of the mounting surface of the wafer should be smaller than the arithmetic average roughness Ra of the outer surface.
- the arithmetic mean roughness Ra of the mounting surface of the wafer is not limited.
- the arithmetic mean roughness Ra of the mounting surface of the wafer is preferably about 0.02 ⁇ m or more and 0.3 ⁇ m or less.
- the difference is not limited.
- the difference between the arithmetic mean roughness Ra of the mounting surface of the wafer and the arithmetic average roughness Ra of the outer surface may be 0.05 ⁇ m or more.
- the arithmetic mean roughness Ra of the wafer mounting surface is about 0.02 ⁇ m or more and 0.3 ⁇ m or less, and the difference between the arithmetic mean roughness Ra of the wafer mounting surface and the arithmetic mean roughness Ra of the outer surface is 0. If it is 05 ⁇ m or more, the possibility that the wafer is damaged when the wafer is placed in the groove 21 can be further reduced.
- the arithmetic average roughness Ra of the mounting surface of the wafer and the arithmetic average roughness Ra of the outer surface are both laser microscopes having a measurement mode compliant with JIS B 0601: 2001 (manufactured by KEYENCE CORPORATION, VK-X1100 or its own). It can be measured using the successor model).
- the measurement conditions are as follows: first, the magnification is 480 times, the cutoff value ⁇ s is absent, the cutoff value ⁇ c is 0.08 mm, the cutoff value ⁇ f is absent, and one place is per place from the mounting surface and the outer surface to be measured.
- the measurement range of each is set to 705 ⁇ m ⁇ 530 ⁇ m.
- a representative portion showing the characteristics of the surface may be selected from the surface observed at a magnification of 480 times.
- the length per wire is 560 m, and the direction of the wire may be the same as the direction of the polishing streaks and the polishing streaks observed on the mounting surface and the outer surface.
- Both ends of the support column 2 have flat plate-shaped engaging portions 22 as shown in FIG. 2 (B).
- the flat plate-shaped engaging portion 22 is formed with a through hole 23 for inserting the male screw 4 in the thickness direction. That is, it is formed in a direction perpendicular to the axial direction (longitudinal direction) of the support column 2.
- the through hole 23 is formed on the same axis as the female screw (not shown) provided in the support plate 3, and the male screw 4 is inserted into the through hole 23 and attached to the support plate 3.
- the manufacturing method of the support column 2 is not limited, and is manufactured as follows, for example. First, a case where a support column is formed of ceramics containing aluminum oxide as a main component will be described.
- Aluminum oxide powder (purity 99.9% by mass or more) as a main component and each powder of magnesium hydroxide, silicon oxide and calcium carbonate are put into a pulverizing mill together with a solvent (ion-exchanged water). After pulverizing the powder until the average particle size (D50) becomes 1.5 ⁇ m or less, an organic binder and a dispersant for dispersing the aluminum oxide powder are added and mixed to obtain a slurry.
- the content of the magnesium hydroxide powder in a total of 100% by mass of the powder is 0.05% by mass or more and 0.53% by mass or less, and the content of the silicon oxide powder is 0.02% by mass or more and 0.7% by mass.
- the content of the calcium carbonate powder is 0.02% by mass or more and 0.12% by mass or less, and the balance is aluminum oxide powder and unavoidable impurities.
- the organic binder include acrylic emulsions, polyvinyl alcohols, polyethylene glycols, polyethylene oxides and the like.
- the slurry is spray-granulated to obtain granules whose main component is aluminum oxide.
- the granules are filled in the molding space in the cold hydrostatic pressure presser, and the molding pressure is pressurized to, for example, 78 MPa to 128 MPa to obtain a cylindrical or prismatic molded product.
- the firing atmosphere is an atmospheric atmosphere, the firing temperature is 1500 ° C. or higher and 1700 ° C. or lower, and the holding time is 4 hours or longer.
- a columnar sintered body can be obtained by firing the molded product for 6 hours or less.
- the support is formed of ceramics containing silicon carbide as the main component
- Coarse-granular powder and fine-granular powder are prepared as silicon carbide powder, and the silicon carbide powder is put into a pulverizing mill together with a solvent and a dispersant, and pulverized and mixed to obtain a slurry.
- the pulverization and mixing time is 40 hours or more and 60 hours or less.
- the range of the particle size of the fine granular powder and the coarse granular powder after pulverization and mixing is 0.4 ⁇ m or more and 4 ⁇ m or less, and 11 ⁇ m or more and 34 ⁇ m or less.
- a sintering aid composed of boron carbide powder and amorphous carbon powder or phenol resin and a binder were added to and mixed with the obtained slurry, and then spray-dried to carbonize the main component.
- a sintering aid composed of boron carbide powder and amorphous carbon powder or phenol resin and a binder were added to and mixed with the obtained slurry, and then spray-dried to carbonize the main component.
- a flat plate-shaped engaging portion having through holes is formed at both ends of the molded body obtained by cutting the molded body obtained by molding the granules by the method described above.
- a degreased body is obtained in a nitrogen atmosphere at a temperature of 450 ° C. to 650 ° C. and a holding time of 2 hours or more and 10 hours or less.
- a columnar sintered body can be obtained by firing the degreased body with the firing atmosphere set to a reduced pressure atmosphere of an inert gas, the firing temperature set to 1800 ° C. or higher and 2200 ° C. or lower, and the holding time set to 3 hours or longer and 6 hours or lower. ..
- a columnar column By processing the outer surface of the above-mentioned columnar sintered body by centerless grinding (centerless) with a rotary grindstone, brush polishing, buffing, etc., a columnar column can be formed.
- the sintered body is prismatic, it can be made into a prismatic column by processing the outer surface by surface grinding.
- Grooves are formed by V-groove grinding with a rotary grindstone whose outer peripheral tip is formed at an acute angle. Brush polishing, buffing, etc. may be performed as necessary.
- the male screw 4 is screwed into the female screw provided on the support plate 3 through the through hole 23 formed in the flat plate-shaped engaging portion 22. Since the support column 2 is mechanically attached to the support plate 3 by a screw, the wafer is unlikely to become unstable even if it is conveyed. As a result, the possibility of damaging the wafer can be further reduced.
- the support plate 3 is used to support (fix) both ends of the support column 2.
- the size of the support plate 3 is appropriately designed according to the size of the wafer to be placed, the length of the support column 2, and the like.
- the support plate 3 is made of, for example, ceramics. Examples of the ceramics include ceramics containing aluminum oxide or silicon carbide as a main component.
- at least one of the support plates 3 may have a hollow structure. Having a hollow structure improves convection of the cleaning liquid when used as a cleaning component. Further, since the residual liquid at the time of drying is reduced, the cleaning efficiency is improved.
- the shape of the support plate 3 is not limited as long as it can support both ends of the support column 2.
- the peripheral edge portion of the support plate 3 may be formed in an uneven shape so as to match the shape of both end portions of the support column 2.
- the support column 2 is arranged so that both ends of the support column 2 are located on the uneven portion, and is fixed by the male screw 4 as described above, for example.
- the male screw 4 is also made of, for example, ceramics. Examples of the ceramics include ceramics containing aluminum oxide or silicon carbide as a main component.
- the manufacturing method of the support plate 3 is not limited, and is manufactured as follows, for example. First, the granules obtained by the above method are filled in the molding space in the cold hydrostatic pressure presser. A plate-shaped molded product is obtained by pressurizing the molding pressure to, for example, 78 MPa or more and 128 MPa or less. Next, the molded body is formed into a shape that serves as a precursor of the support plate 3 by cutting or the like. Then, a sintered body can be obtained by appropriately selecting firing conditions according to the main component and firing the precursor. Each surface of the sintered body may be ground or polished as needed.
- the support column 2, the support plate 3, and the male screw 4 may be formed of ceramics having different main components, or may be formed of the same ceramics as the main components. Ceramics having the same principal component do not have to have the same content of the principal component, and the content of the principal component may be different. For example, if the main component is aluminum oxide, the content of aluminum oxide may be different.
- the proportion of the main component contained in each member is not limited.
- the content of the main component it is preferable to minimize the content of the main component of the male screw 4.
- the support column 2 and the support plate 3 having a larger surface area than the male screw 4 have a larger area in contact with the cleaning liquid. Therefore, by increasing the content (increasing the purity) of the main components of the support column 2 and the support plate 3, corrosion can be suppressed even if the columns 2 and the support plate 3 are washed with an acid or an alkali. As a result, the wafer boat 1 according to the embodiment can be used for a long period of time.
- the content of the main component is not limited as long as the content of the main component of the male screw 4 is minimized.
- the difference between the main component contained in the support column 2 and the main component contained in the male screw 4 may be 0.15% by mass or more. By having such a difference, corrosion can be further suppressed and it can be used for a longer period of time.
- At least one of the support column 2, the support plate 3, and the male screw 4 may be made of ceramics having closed pores.
- the value (A) obtained by subtracting the average value of the equivalent circle diameters of the closed pores from the distance between the centers of gravity of the adjacent closed pores is preferably 20 ⁇ m or more and 85 ⁇ m or less.
- this value (A) is 20 ⁇ m or more, the void portions are dispersed and arranged in the ceramic without being densely packed. Therefore, higher mechanical properties are exhibited.
- the value (A) is 85 ⁇ m or less, workability such as polishing is further improved. Further, when the value (A) is in such a range, the distance between the adjacent closed pores becomes narrow. Therefore, it is possible to suppress the expansion of microcracks caused by thermal shock or the like.
- the value (A) can be obtained by the following method. First, the columns 2 are polished on a copper plate from a cross section perpendicular to the longitudinal direction to a depth direction (longitudinal direction) using diamond abrasive grains having an average particle diameter D 50 of 3 ⁇ m. Then, a polished surface is obtained by polishing with a tin plate using diamond abrasive grains having an average particle diameter D 50 of 0.5 ⁇ m.
- a range with an area of 0.105 mm 2 (horizontal length 374 ⁇ m, vertical length 280 ⁇ m) is CCD.
- CCD CCD
- the distance between the centers of gravity of the open pores is measured by using the image analysis software "A image-kun (ver2.52)" (registered trademark, manufactured by Asahi Kasei Engineering Co., Ltd.). Just find the distance.
- a image-kun registered trademark, manufactured by Asahi Kasei Engineering Co., Ltd.
- a threshold value indicating the brightness and darkness of the image may be 86, the brightness may be dark, the small figure removal area may be 1 ⁇ m 2 , and a noise removal filter may be provided.
- the threshold value may be adjusted according to the brightness of the observed image. The lightness is dark, the binarization method is manual, the small figure removal area is 1 ⁇ m 2, and there is a noise removal filter, and the threshold value is set so that the markers appearing in the observation image match the shape of the pores. Should be adjusted.
- the equivalent circle diameter of the closed pores can be obtained by the following method.
- the equivalent circle diameter of the closed pores may be obtained by a technique called particle analysis.
- the setting conditions of this method may be the same as the setting conditions used in the distance between the centers of gravity of the dispersion measurement.
- a polished surface may be prepared in the thickness direction of the support plate 3 by the same method as described above, and the value (A) may be obtained for this polished surface by the same method as described above.
- a polished surface is prepared in the depth direction (longitudinal direction) from the cross section perpendicular to the longitudinal direction of the male screw 4 by the same method as described above, and the polished surface is targeted by the same method as described above. The value (A) may be obtained.
- the support plate 3 and the male screw 4 having a value (A) of 20 ⁇ m or more and 85 ⁇ m or less, when obtaining ceramics whose main component is aluminum oxide, the firing temperature is 1500 ° C. or more and 1600 ° C. or less, and the firing atmosphere.
- heat treatment is performed by setting the heat treatment temperature to 1300 ° C. or more and 1600 ° C. or less, the heat treatment atmosphere to an argon atmosphere, and the pressure to 90 MPa or more and 300 MPa or less. Just do it.
- the wafer boat 1 according to the embodiment can mount a plurality of wafers in a regularly aligned state.
- the wafer boat 1 according to such an embodiment is provided in a heat treatment apparatus for heat-treating a wafer, a cleaning apparatus for cleaning a wafer, and the like.
- the wafer boat according to the present disclosure is not limited to the above-described embodiment.
- the wafer boat 1 according to the embodiment is provided with four columns 2.
- at least two columnar columns may be provided as long as they are arranged so as to hold the wafer.
- the support column 2 is supported on the support plate 3 by using a male screw 4.
- the means for supporting the columnar columns on the support plate is not limited, and the columnar columns may be supported by using, for example, an adhesive, a glass bond, a diffusion bond, or the like.
- the peripheral edge portion of the support plate 3 is formed in an uneven shape so as to match the shape of both end portions of the support plate 2.
- the shape of the support plate is not limited, and the peripheral edge portion of the support plate may not be formed in an uneven shape.
- the wafer boat 1 according to the embodiment is provided with a rod-shaped member 5 different from the support column 2 as a reinforcing material.
- a rod-shaped member is a member that is arbitrarily used, and is not necessarily a member that must be used.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Packaging Frangible Articles (AREA)
Abstract
Description
2 支柱
21 溝
22 平板状の係合部
23 通し穴
3 支持板
4 雄ねじ
5 棒状部材
Claims (12)
- ウェハーを載置するための複数の溝を備えた複数の柱状の支柱と、該支柱の両端部をそれぞれ支持する支持板とを備え、
前記支柱が、酸化アルミニウムまたは炭化ケイ素を主成分とするセラミックスで形成されており、前記支柱の外側面は研削面および研磨面の少なくとも一方である、
ウェハーボート。 - 前記溝において前記ウェハーを載置する載置面が、研削面および研磨面の少なくとも一方であって、前記載置面が前記外側面よりも小さい算術平均粗さRaを有する請求項1に記載のウェハーボート。
- 前記溝の断面形状が前記載置面側より開口側の幅が広い等脚台形状である、請求項1または2に記載のウェハーボート。
- 前記支柱の両端部が、厚み方向に通し穴を有する平板状の係合部を備えており、
前記支持板には、それぞれ前記通し穴の軸心上に雌ねじが設けられており、
雄ねじが、前記通し穴を介して前記雌ねじに螺合されている、
請求項1~3のいずれかに記載のウェハーボート。 - 前記支柱、前記支持板および前記雄ねじが、同じ主成分のセラミックスで形成されており、前記主成分の含有量について、前記雄ねじが最も少ない請求項4に記載のウェハーボート。
- 前記支柱に含まれる主成分の含有量が、前記雄ねじに含まれる主成分の含有量より少なくとも0.15質量%多い請求項5に記載のウェハーボート。
- 前記雌ねじの完全ねじ部および前記雄ねじの完全ねじ部の表面、ならびに前記通し穴の内壁面の少なくとも1種が、焼き放し面である請求項4~6のいずれかに記載のウェハーボート。
- 前記通し穴が、前記支柱の軸方向に沿った長穴である請求項4~7のいずれかに記載のウェハーボート。
- 前記支柱、前記支持板および前記雄ねじの少なくとも1種が、閉気孔を有するセラミックスで形成されており、隣り合う該閉気孔の重心間距離から前記閉気孔の円相当径の平均値を引いた値(A)が20μm以上85μm以下である請求項4~8のいずれかに記載のウェハーボート。
- 前記支持板の少なくとも1つが、中空構造を有している請求項1~9のいずれかに記載のウェハーボート。
- 請求項1~10のいずれかに記載のウェハーボートを備える熱処理装置。
- 請求項1~10のいずれかに記載のウェハーボートを備える洗浄装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/798,049 US12412763B2 (en) | 2020-02-07 | 2021-02-05 | Wafer boat |
| JP2021576198A JP7450646B2 (ja) | 2020-02-07 | 2021-02-05 | ウェハーボート |
| EP21750556.9A EP4101826A4 (en) | 2020-02-07 | 2021-02-05 | WAFER BOAT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020020013 | 2020-02-07 | ||
| JP2020-020013 | 2020-02-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021157722A1 true WO2021157722A1 (ja) | 2021-08-12 |
Family
ID=77200678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004416 Ceased WO2021157722A1 (ja) | 2020-02-07 | 2021-02-05 | ウェハーボート |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12412763B2 (ja) |
| EP (1) | EP4101826A4 (ja) |
| JP (1) | JP7450646B2 (ja) |
| TW (1) | TWI770810B (ja) |
| WO (1) | WO2021157722A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100821A1 (ja) * | 2021-11-30 | 2023-06-08 | 京セラ株式会社 | 高さ調節部材、熱処理装置および静電チャック装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120895498A (zh) * | 2023-05-29 | 2025-11-04 | 杭州盾源聚芯半导体科技有限公司 | 一种用于c型多孔结构硅产品的刻蚀方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53148283A (en) * | 1977-05-30 | 1978-12-23 | Toshiba Ceramics Co | Silicon wafer jig |
| JPS6161831U (ja) * | 1984-09-26 | 1986-04-25 | ||
| JPH02104630U (ja) * | 1988-11-25 | 1990-08-20 | ||
| JPH0595040A (ja) * | 1991-08-27 | 1993-04-16 | Mitsubishi Materials Corp | シリコンウエーハの支持治具 |
| JPH08102486A (ja) * | 1994-09-30 | 1996-04-16 | Shin Etsu Handotai Co Ltd | ウエーハ支持ボート |
| JPH09275078A (ja) * | 1996-04-05 | 1997-10-21 | Sumitomo Metal Ind Ltd | シリコンウエハ保持治具 |
| JPH11126755A (ja) | 1997-10-22 | 1999-05-11 | Sumitomo Metal Ind Ltd | 半導体熱処理用ボートの製造方法 |
| JP2000119079A (ja) * | 1998-08-11 | 2000-04-25 | Toshiba Ceramics Co Ltd | 半導体熱処理用Si−SiC製部材およびその製造方法 |
| JP2008010589A (ja) * | 2006-06-28 | 2008-01-17 | Kobe Steel Ltd | ガラス状炭素製ウェハボートおよびその製造方法 |
| JP2019004096A (ja) * | 2017-06-19 | 2019-01-10 | 東京エレクトロン株式会社 | 基板保持具及びこれを用いた基板処理装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2133843A1 (de) * | 1971-07-07 | 1973-01-18 | Siemens Ag | Anordnung zum eindiffundieren von dotierstoffen in halbleiterscheiben |
| DE2349512C3 (de) | 1973-10-02 | 1978-06-08 | Siemens Ag, 1000 Berlin Und 8000 Muenchen | Verfahren zum Herstellen von Halterungen aus Silicium oder Siliciumcarbid für Diffusions- und Temperprozesse |
| US3893869A (en) * | 1974-05-31 | 1975-07-08 | Rca Corp | Megasonic cleaning system |
| US3961877A (en) * | 1974-09-11 | 1976-06-08 | Fluoroware, Inc. | Reinforced wafer basket |
| US4566839A (en) * | 1983-05-18 | 1986-01-28 | Microglass, Inc. | Semiconductor wafer diffusion boat and method |
| US4993559A (en) | 1989-07-31 | 1991-02-19 | Motorola, Inc. | Wafer carrier |
| JPH04300262A (ja) | 1991-03-28 | 1992-10-23 | Shin Etsu Chem Co Ltd | 炭化珪素質治具 |
| JP4390872B2 (ja) | 1997-06-20 | 2009-12-24 | 株式会社ブリヂストン | 半導体製造装置用部材および半導体製造装置用部材の製造方法 |
| US6318389B1 (en) * | 1999-10-29 | 2001-11-20 | Memc Electronic Materials, Inc. | Apparatus for cleaning semiconductor wafers |
| KR20030048682A (ko) * | 2001-12-12 | 2003-06-25 | 삼성전자주식회사 | 반도체 웨이퍼 가이드 및 이를 구비한 반도체 습식세정장치 |
| US7845229B2 (en) * | 2006-08-11 | 2010-12-07 | Rohm Co., Ltd. | Acceleration sensor |
| WO2015092038A1 (de) * | 2013-12-20 | 2015-06-25 | Centrotherm Photovoltaics Ag | Waferboot |
| TWM508112U (zh) * | 2015-04-30 | 2015-09-01 | 中勤實業股份有限公司 | 用於太陽能電池之基板載具 |
| FR3063068B1 (fr) * | 2017-02-23 | 2021-04-16 | Safran Nacelles | Carenage arriere de pylone en composite a matrice ceramique |
-
2021
- 2021-02-05 JP JP2021576198A patent/JP7450646B2/ja active Active
- 2021-02-05 WO PCT/JP2021/004416 patent/WO2021157722A1/ja not_active Ceased
- 2021-02-05 US US17/798,049 patent/US12412763B2/en active Active
- 2021-02-05 EP EP21750556.9A patent/EP4101826A4/en active Pending
- 2021-02-05 TW TW110104481A patent/TWI770810B/zh active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53148283A (en) * | 1977-05-30 | 1978-12-23 | Toshiba Ceramics Co | Silicon wafer jig |
| JPS6161831U (ja) * | 1984-09-26 | 1986-04-25 | ||
| JPH02104630U (ja) * | 1988-11-25 | 1990-08-20 | ||
| JPH0595040A (ja) * | 1991-08-27 | 1993-04-16 | Mitsubishi Materials Corp | シリコンウエーハの支持治具 |
| JPH08102486A (ja) * | 1994-09-30 | 1996-04-16 | Shin Etsu Handotai Co Ltd | ウエーハ支持ボート |
| JPH09275078A (ja) * | 1996-04-05 | 1997-10-21 | Sumitomo Metal Ind Ltd | シリコンウエハ保持治具 |
| JPH11126755A (ja) | 1997-10-22 | 1999-05-11 | Sumitomo Metal Ind Ltd | 半導体熱処理用ボートの製造方法 |
| JP2000119079A (ja) * | 1998-08-11 | 2000-04-25 | Toshiba Ceramics Co Ltd | 半導体熱処理用Si−SiC製部材およびその製造方法 |
| JP2008010589A (ja) * | 2006-06-28 | 2008-01-17 | Kobe Steel Ltd | ガラス状炭素製ウェハボートおよびその製造方法 |
| JP2019004096A (ja) * | 2017-06-19 | 2019-01-10 | 東京エレクトロン株式会社 | 基板保持具及びこれを用いた基板処理装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4101826A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100821A1 (ja) * | 2021-11-30 | 2023-06-08 | 京セラ株式会社 | 高さ調節部材、熱処理装置および静電チャック装置 |
| JPWO2023100821A1 (ja) * | 2021-11-30 | 2023-06-08 | ||
| KR20240093736A (ko) * | 2021-11-30 | 2024-06-24 | 교세라 가부시키가이샤 | 높이 조절 부재, 열처리 장치 및 정전 척 장치 |
| TWI850883B (zh) * | 2021-11-30 | 2024-08-01 | 日商京瓷股份有限公司 | 高度調節構件、熱處理裝置及靜電夾盤裝置 |
| JP7779929B2 (ja) | 2021-11-30 | 2025-12-03 | 京セラ株式会社 | 高さ調節部材、熱処理装置および静電チャック装置 |
| KR102908713B1 (ko) * | 2021-11-30 | 2026-01-07 | 교세라 가부시키가이샤 | 높이 조절 부재, 열처리 장치 및 정전 척 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4101826A1 (en) | 2022-12-14 |
| US12412763B2 (en) | 2025-09-09 |
| EP4101826A4 (en) | 2024-03-06 |
| US20230111655A1 (en) | 2023-04-13 |
| JP7450646B2 (ja) | 2024-03-15 |
| TWI770810B (zh) | 2022-07-11 |
| JPWO2021157722A1 (ja) | 2021-08-12 |
| TW202144309A (zh) | 2021-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6592188B2 (ja) | 吸着部材 | |
| WO2021157722A1 (ja) | ウェハーボート | |
| JP7515583B2 (ja) | 通気性プラグ、基板支持アセンブリおよびシャワープレート | |
| JP2020173089A (ja) | セラミックトレイ、これを用いる熱処理方法および熱処理装置 | |
| KR102530856B1 (ko) | 가스 노즐, 가스 노즐의 제조 방법, 및 플라즈마 처리 장치 | |
| TWI850883B (zh) | 高度調節構件、熱處理裝置及靜電夾盤裝置 | |
| KR20230138005A (ko) | 질화규소 기판 | |
| WO2019188752A1 (ja) | セラミック構造体 | |
| JP7514947B2 (ja) | クランプ用治具および洗浄装置 | |
| JP7075499B2 (ja) | 電子線描画装置用枠部材および電子線描画装置 | |
| JP7818601B2 (ja) | 吸着部材、吸着部材の製造方法、加工装置および検査装置 | |
| TW201708162A (zh) | 氮化矽燒結體 | |
| KR20230174262A (ko) | 포커스 링 및 플라즈마 처리 장치 | |
| US20230017610A1 (en) | Member for optical glass manufacturing apparatus | |
| JP2020173088A (ja) | セラミックトレイ、これを用いる熱処理方法および熱処理装置 | |
| KR102869419B1 (ko) | 클램프용 지그 및 세정 장치 | |
| CN116348211A (zh) | 夹紧用夹具以及清洗装置 | |
| US20250233009A1 (en) | Placement member | |
| WO2021015092A1 (ja) | 成形型およびその製造方法 | |
| CN116583935A (zh) | 夹紧用夹具、夹紧用夹具的制造方法以及清洗装置 | |
| WO2022092022A1 (ja) | ギャップピン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21750556 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021576198 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021750556 Country of ref document: EP Effective date: 20220907 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17798049 Country of ref document: US |