WO2021166519A1 - バドミントンラケット - Google Patents
バドミントンラケット Download PDFInfo
- Publication number
- WO2021166519A1 WO2021166519A1 PCT/JP2021/001553 JP2021001553W WO2021166519A1 WO 2021166519 A1 WO2021166519 A1 WO 2021166519A1 JP 2021001553 W JP2021001553 W JP 2021001553W WO 2021166519 A1 WO2021166519 A1 WO 2021166519A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shaft
- measurement point
- flexural rigidity
- rigidity value
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B49/00—Stringed rackets, e.g. for tennis
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
- A63B60/0081—Substantially flexible shafts; Hinged shafts
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2102/00—Application of clubs, bats, rackets or the like to the sporting activity ; particular sports involving the use of balls and clubs, bats, rackets, or the like
- A63B2102/04—Badminton
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
- A63B2209/02—Characteristics of used materials with reinforcing fibres, e.g. carbon, polyamide fibres
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
- A63B2209/02—Characteristics of used materials with reinforcing fibres, e.g. carbon, polyamide fibres
- A63B2209/023—Long, oriented fibres, e.g. wound filaments, woven fabrics, mats
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
- A63B60/42—Devices for measuring, verifying, correcting or customising the inherent characteristics of golf clubs, bats, rackets or the like, e.g. measuring the maximum torque a batting shaft can withstand
Definitions
- the present invention relates to a badminton racket.
- the present invention relates to improvements to the shaft of this racket.
- the badminton racket has a frame, string and shaft.
- the player shoots the shuttle with a racket. At the time of shot, the shaft is deformed.
- Japanese Unexamined Patent Publication No. 2001-70481 discloses a racket having a shaft including two tubes made of different materials from each other.
- the player makes various types of shots.
- the player makes shots such as smash, lobing, cut, and clear.
- Smash is a shot that moves the shuttle to the opponent's court in a short time.
- players need the skill to fly the shuttle at high speed.
- Smash-heavy players want the shuttle to fly at high speeds.
- An object of the present invention is to provide a badminton racket suitable for a shot in which the shaft bends significantly in both the in-plane direction and the out-of-plane direction.
- the badminton racket is grip, A shaft with a grip inserted near its bad end, And a frame mounted near the tip end of the shaft.
- the flexural rigidity value EI (2) of the shaft at the second measurement point where the distance from the grip is 75 mm is the flexural rigidity value EI (1) of the shaft at the first measurement point where the distance from the grip is 35 mm, and the flexural rigidity value EI (1) from the grip. It is smaller than the flexural rigidity value EI (4) of the shaft at the fourth measurement point where the distance is 155 mm.
- the flexural rigidity value EI (3) of the shaft at the third measurement point where the distance from the grip is 115 mm is smaller than the flexural rigidity value EI (1) and the flexural rigidity value EI (4).
- the ratio of the flexural rigidity value EI (2) to the flexural rigidity value EI (1) is 0.95 or less.
- the ratio of the flexural rigidity value EI (2) to the flexural rigidity value EI (4) is 0.95 or less.
- the ratio of the flexural rigidity value EI (3) to the flexural rigidity value EI (1) is 0.95 or less.
- the ratio of the flexural rigidity value EI (3) to the flexural rigidity value EI (4) is 0.95 or less.
- the difference between the flexural rigidity value EI (2) and the flexural rigidity value EI (1) is ⁇ 0.30 Nm 2 or less.
- the difference between the flexural rigidity value EI (2) and the flexural rigidity value EI (4) is ⁇ 0.30 Nm 2 or less.
- the difference between the flexural rigidity value EI (3) and the flexural rigidity value EI (1) is ⁇ 0.30 Nm 2 or less.
- the difference between the flexural rigidity value EI (3) and the flexural rigidity value EI (4) is ⁇ 0.30 Nm 2 or less.
- the shaft may have a hollow structure.
- the inner diameter of the shaft from the first measurement point to the fourth measurement point is substantially uniform.
- the outer diameter of the shaft from the first measurement point to the fourth measurement point is substantially uniform.
- the ratio (W2 / W1) of the mass W2 of the shaft from the second measurement point to the third measurement point and the mass W1 of the shaft from the first measurement point to the second measurement point is 0.95 or more. It is 1.05 or less.
- the ratio (W2 / W3) of the mass W2 of the shaft from the second measurement point to the third measurement point and the mass W3 of the shaft from the third measurement point to the fourth measurement point is 0.95 or more and 1 It is 0.05 or less.
- the shaft (1) A fiber reinforced layer containing a plurality of reinforcing fibers arranged in a zone containing a first measurement point and not including a third measurement point in the axial direction and substantially axially oriented, and (2) a shaft. It has another fiber reinforced layer that is located in a zone that does not include a second measurement point in the direction and contains a fourth measurement point, and that contains a plurality of reinforcing fibers that are substantially axially oriented.
- a player using a badminton racket according to the present invention can easily perform a shot in which the shaft is greatly bent in both the in-plane direction and the out-of-plane direction. This racket can contribute to the victory of the game.
- FIG. 1 is a front view showing a badminton racket according to an embodiment of the present invention.
- FIG. 2 is a right side view showing the racket of FIG.
- FIG. 3 is an enlarged cross-sectional view showing a part of the shaft of the racket of FIG.
- FIG. 4 is an enlarged cross-sectional view taken along the line IV-IV of FIG.
- FIG. 5 is a developed view showing a prepreg for the shaft of the racket of FIG.
- FIG. 6 is a schematic view showing a method of measuring the flexural rigidity value EI of the shaft of the racket of FIG.
- FIG. 7 is a graph showing the flexural rigidity distribution of the shaft of the racket of FIG. FIG.
- FIG. 8 is a graph showing the flexural rigidity distribution of the racket shaft according to the comparative example.
- FIG. 9 is a graph showing the flexural rigidity distribution of the racket shaft according to the second embodiment of the present invention.
- FIG. 10 is a graph showing the flexural rigidity distribution of the racket shaft according to the third embodiment of the present invention.
- FIGS. 1 and 2 Badminton racket 2 is shown in FIGS. 1 and 2.
- the racket 2 has a shaft 4, a frame 6, a grip 8, and a string 10.
- the arrow X represents the width direction
- the arrow Y represents the axial direction
- the arrow Z represents the thickness direction.
- the shaft 4 has a bad portion 12, a middle portion 14, and a tip portion 16.
- the shaft 4 further has a bad end 18 and a tip end 20.
- the shaft 4 is hollow.
- the shaft 4 is made of a fiber reinforced resin. This fiber reinforced resin has a resin matrix and a large number of reinforcing fibers.
- the shaft 4 includes a plurality of fiber reinforced layers (described in detail later).
- thermosetting resins such as epoxy resin, pismareimide resin, polyimide and phenol resin; and polyether ether ketone, polyether sulfone, polyetherimide, polyphenylene sulfide, polyamide and polypropylene.
- Thermoplastic resin is exemplified.
- a resin particularly suitable for the shaft 4 is an epoxy resin.
- Examples of the reinforcing fibers of the shaft 4 include carbon fibers, metal fibers, glass fibers and aramid fibers.
- a fiber particularly suitable for the shaft 4 is carbon fiber. Multiple types of fibers may be used in combination.
- the frame 6 is annular and hollow.
- the frame 6 is made of a fiber reinforced resin.
- a resin similar to the base resin of the shaft 4 can be used.
- a fiber similar to the reinforcing fiber of the shaft 4 can be used.
- the frame 6 is tightly coupled to the tip end 20 of the shaft 4.
- the grip 8 has a hole 21 extending in the axial direction (Y direction). The vicinity of the bad end 18 of the shaft 4 is inserted into the hole 21. The inner peripheral surface of the hole 21 and the outer peripheral surface of the shaft 4 are joined with an adhesive.
- the string 10 is stretched on the frame 6.
- the string 10 is stretched along the width direction X and the axial direction Y.
- the portion of the string 10 extending along the width direction X is referred to as a horizontal thread 22.
- the portion of the string 10 extending along the axial direction Y is referred to as a vertical thread 24.
- the face 26 is formed by the plurality of horizontal threads 22 and the plurality of vertical threads 24. The face 26 is generally along the XY plane.
- reference numeral L is the length of the exposed portion of the shaft 4.
- the length L is usually 150 mm or more and 210 mm or less.
- FIG. 3 is an enlarged cross-sectional view showing a part of the shaft 4 of the racket 2 of FIG.
- FIG. 4 is an enlarged cross-sectional view taken along the line IV-IV of FIG.
- the shaft 4 is hollow.
- the cross-sectional shape of the shaft 4 is a circle. In other words, the shaft 4 has a cylindrical shape.
- the arrow Di represents the inner diameter of the shaft 4.
- a typical inner diameter Di is 3 mm or more and 10 mm or less.
- the arrow Do represents the outer diameter of the shaft 4.
- a typical outer diameter Do is 5 mm or more and 15 mm or less.
- the shaft 4 is made of fiber reinforced resin.
- the shaft 4 can be manufactured by a sheet winding method. In this sheet winding method, multiple prepregs are wrapped around the mandrel. Each prepreg has a plurality of fibers and a matrix resin. This matrix resin is not cured.
- FIG. 5 is a development view showing a prepreg configuration for the shaft 4 of the racket 2 of FIG.
- This prepreg configuration has 11 prepregs (sheets).
- this prepreg configuration includes a first sheet S1, a second sheet S2, a third sheet S3, a fourth sheet S4, a fifth sheet S5, a sixth sheet S6, a seventh sheet S7, and an eighth sheet S8. It has a ninth sheet S9, a tenth sheet S10, and an eleventh sheet S11. From these prepregs, a plurality of fiber reinforcing layers are formed by a method described later.
- the first fiber reinforcing layer is formed from the first sheet S1
- the second fiber reinforcing layer is formed from the second sheet S2
- the third fiber reinforcing layer is formed from the third sheet S3, and the fourth sheet.
- the fourth fiber reinforcing layer is formed from S4
- the fifth fiber reinforcing layer is formed from the fifth sheet S5
- the sixth fiber reinforcing layer is formed from the sixth sheet S6,
- the seventh fiber reinforcing layer is formed from the seventh sheet S7.
- the eighth fiber reinforcing layer is formed from the eighth sheet S8, the ninth fiber reinforcing layer is formed from the ninth sheet S9
- the tenth fiber reinforcing layer is formed from the tenth sheet S10
- the eleventh sheet S11 is formed.
- the eleventh fiber reinforced layer is formed from.
- the left-right direction in FIG. 5 is the axial direction of the shaft 4.
- the positions of the bad end 18 and the chip end 20 are indicated by arrows.
- the positions of the four measurement points P1, P2, P3 and P4, which will be described later, are indicated by arrows.
- the scale in the left-right direction (axial direction) does not match the scale in the up-down direction.
- the first sheet S1 exists over the entire shaft 4.
- the shape of the first sheet S1 is substantially rectangular.
- the first sheet S1 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber is inclined with respect to the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is 30 ° or more and 60 ° or less. In this embodiment, this angle is 45 °.
- the first sheet S1 has a width of 95 mm and a length of 340 mm.
- the second sheet S2 exists over the entire shaft 4.
- the shape of the second sheet S2 is substantially rectangular.
- the second sheet S2 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber is inclined with respect to the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is ⁇ 60 ° or more and ⁇ 30 ° or less. In this embodiment, this angle is ⁇ 45 °.
- the second sheet S2 has a width of 95 mm and a length of 340 mm.
- the inclination direction of the carbon fibers in the second sheet S2 is opposite to the inclination direction of the carbon fibers in the first sheet S1. Therefore, the inclination direction of the carbon fibers in the second fiber reinforcing layer is opposite to the inclination direction of the carbon fibers in the first fiber reinforcing layer.
- a bias structure is achieved by the first fiber reinforced layer and the second fiber reinforced layer.
- the first fiber reinforcing layer and the second fiber reinforcing layer contribute to the flexural rigidity and the torsional rigidity of the shaft 4.
- the first fiber reinforcing layer and the second fiber reinforcing layer particularly contribute to the torsional rigidity of the shaft 4.
- the third sheet S3 is unevenly present in the middle portion 14 of the shaft 4.
- the shape of the third sheet S3 is approximately a parallelogram.
- the third sheet S3 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber is inclined with respect to the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is 30 ° or more and 60 ° or less. In this embodiment, this angle is 45 °.
- the third sheet S3 has a width of 25 mm and a length of 70 mm.
- the fourth seat S4 is unevenly present in the middle portion 14 of the shaft 4.
- the position of the fourth sheet S4 coincides with the position of the third sheet S3.
- the shape of the fourth sheet S4 is approximately a parallelogram.
- the fourth sheet S4 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber is inclined with respect to the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is ⁇ 60 ° or more and ⁇ 30 ° or less. In this embodiment, this angle is ⁇ 45 °.
- the fourth sheet S4 has a width of 25 mm and a length of 70 mm.
- the inclination direction of the carbon fibers in the fourth sheet S4 is opposite to the inclination direction of the carbon fibers in the third sheet S3. Therefore, the inclination direction of the carbon fibers in the fourth fiber reinforcing layer is opposite to the inclination direction of the carbon fibers in the third fiber reinforcing layer.
- a bias structure is achieved by a third fiber reinforced layer and a fourth fiber reinforced layer.
- the third fiber reinforcing layer and the fourth fiber reinforcing layer contribute to the flexural rigidity and the torsional rigidity of the middle portion 14.
- the third fiber reinforcing layer and the fourth fiber reinforcing layer particularly contribute to the torsional rigidity of the middle portion 14.
- the fifth sheet S5 is biased toward the tip end 20 side of the shaft 4.
- the shape of the fifth sheet S5 is generally trapezoidal.
- the fifth sheet S5 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber coincides with the axial direction. In other words, the angle of the extending direction of the carbon fibers with respect to the axial direction is substantially 0 °.
- the width is 50 mm
- the length of the upper base is 105 mm
- the length of the lower base is 115 mm.
- the carbon fibers contained in the fifth sheet S5 are substantially oriented in the axial direction. Therefore, even in the fifth fiber reinforcing layer, the carbon fibers are substantially oriented in the axial direction.
- a structure in which the carbon fibers are substantially axially oriented is referred to as a "straight structure".
- the fifth fiber reinforced layer has a straight structure. When the shaft 4 bends, a large tension is applied to these carbon fibers. This tension suppresses further bending of the shaft 4. In other words, these carbon fibers contribute to the flexural rigidity of the shaft 4. As shown in FIG.
- the fifth sheet S5 is arranged in a zone that does not include the first measurement point P1 and the second measurement point P2 and includes the third measurement point P3 and the fourth measurement point P4 in the axial direction. ing. Therefore, the fifth fiber reinforced layer is also located in the zone which does not include the first measurement point P1 and the second measurement point P2 and includes the third measurement point P3 and the fourth measurement point P4 in the axial direction.
- the fifth fiber reinforced layer particularly contributes to the flexural rigidity of the tip portion 16.
- the sixth sheet S6 is biased toward the bad end 18 side of the shaft 4.
- the shape of the sixth sheet S6 is generally trapezoidal.
- the sixth sheet S5 contains a plurality of carbon fibers arranged in parallel. The extending direction of each carbon fiber coincides with the axial direction. In other words, the angle of the extending direction of the carbon fibers with respect to the axial direction is substantially 0 °.
- the width is 50 mm
- the length of the upper base is 155 mm
- the length of the lower base is 165 mm.
- the carbon fibers contained in the sixth sheet S6 are substantially oriented in the axial direction. Therefore, even in the sixth fiber reinforcing layer, the carbon fibers are substantially oriented in the axial direction.
- the sixth fiber reinforcing layer has a straight structure. When the shaft 4 bends, a large tension is applied to these carbon fibers. This tension suppresses further bending of the shaft 4. In other words, these carbon fibers contribute to the flexural rigidity of the shaft 4.
- the sixth sheet S6 is arranged in a zone containing the first measurement point P1 and the second measurement point P2 and not including the third measurement point P3 and the fourth measurement point P4 in the axial direction. ing.
- the sixth fiber reinforced layer is also located in the zone containing the first measurement point P1 and the second measurement point P2 and not including the third measurement point P3 and the fourth measurement point P4 in the axial direction.
- the sixth fiber reinforcing layer particularly contributes to the flexural rigidity of the bad portion 12.
- the seventh sheet S7 is unevenly present in the middle portion 14 of the shaft 4.
- the shape of the seventh sheet S7 is approximately a parallelogram.
- the seventh sheet S7 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber is inclined with respect to the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is 30 ° or more and 60 ° or less. In this embodiment, this angle is 45 °.
- the seventh sheet S7 has a width of 25 mm and a length of 110 mm.
- the eighth sheet S8 is unevenly present in the middle portion 14 of the shaft 4. In the axial direction, the position of the eighth sheet S8 coincides with the position of the seventh sheet S7.
- the shape of the eighth sheet S8 is approximately a parallelogram.
- the eighth sheet S8 contains a plurality of carbon fibers arranged in parallel. The extending direction of each carbon fiber is inclined with respect to the axial direction. The angle of the extending direction of the carbon fibers with respect to the axial direction is ⁇ 60 ° or more and ⁇ 30 ° or less. In this embodiment, this angle is ⁇ 45 °.
- the eighth sheet S8 has a width of 25 mm and a length of 110 mm.
- the inclination direction of the carbon fibers in the eighth sheet S8 is opposite to the inclination direction of the carbon fibers in the seventh sheet S7. Therefore, the inclination direction of the carbon fibers in the eighth fiber reinforcing layer is opposite to the inclination direction of the carbon fibers in the seventh fiber reinforcing layer.
- a bias structure is achieved by the seventh fiber reinforcing layer and the eighth fiber reinforcing layer.
- the seventh fiber reinforcing layer and the eighth fiber reinforcing layer contribute to the flexural rigidity and the torsional rigidity of the middle portion 14.
- the seventh fiber reinforcing layer and the eighth fiber reinforcing layer particularly contribute to the torsional rigidity of the middle portion 14.
- the ninth sheet S9 is biased toward the tip end 20 side of the shaft 4.
- the shape of the ninth sheet S9 is generally trapezoidal.
- the ninth sheet S9 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber coincides with the axial direction. In other words, the angle of the extending direction of the carbon fibers with respect to the axial direction is substantially 0 °.
- the width is 50 mm
- the length of the upper base is 85 mm
- the length of the lower base is 95 mm.
- the carbon fibers contained in the ninth sheet S9 are substantially oriented in the axial direction. Therefore, even in the ninth fiber reinforcing layer, the carbon fibers are substantially oriented in the axial direction.
- the ninth fiber reinforced layer has a straight structure. When the shaft 4 bends, a large tension is applied to these carbon fibers. This tension suppresses further bending of the shaft 4. In other words, these carbon fibers contribute to the flexural rigidity of the shaft 4.
- the ninth sheet S9 is arranged in a zone that does not include the first measurement point P1, the second measurement point P2, and the third measurement point P3 and includes the fourth measurement point P4 in the axial direction. ing.
- the ninth fiber reinforced layer is also located in the zone which does not include the first measurement point P1, the second measurement point P2, and the third measurement point P3 in the axial direction and also includes the fourth measurement point P4.
- the ninth fiber reinforcing layer particularly contributes to the flexural rigidity of the tip portion 16.
- the tenth sheet S10 is biased toward the bad end 18 side of the shaft 4.
- the shape of the tenth sheet S10 is generally trapezoidal.
- the tenth sheet S10 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber coincides with the axial direction. In other words, the angle of the extending direction of the carbon fibers with respect to the axial direction is substantially 0 °.
- the width is 50 mm
- the length of the upper base is 135 mm
- the length of the lower base is 145 mm.
- the carbon fibers contained in the tenth sheet S10 are substantially oriented in the axial direction. Therefore, even in the tenth fiber reinforced layer, the carbon fibers are substantially oriented in the axial direction.
- the tenth fiber reinforced layer has a straight structure. When the shaft 4 bends, a large tension is applied to these carbon fibers. This tension suppresses further bending of the shaft 4. In other words, these carbon fibers contribute to the flexural rigidity of the shaft 4.
- the tenth sheet S10 is arranged in a zone containing the first measurement point P1 and not including the second measurement point P2, the third measurement point P3, and the fourth measurement point P4 in the axial direction. ing.
- the tenth fiber reinforced layer is also located in a zone containing the first measurement point P1 and not including the second measurement point P2, the third measurement point P3, and the fourth measurement point P4 in the axial direction.
- the tenth fiber reinforced layer particularly contributes to the flexural rigidity of the bad portion 12.
- the eleventh sheet S11 exists over the entire shaft 4.
- the shape of the eleventh sheet S11 is substantially rectangular.
- the eleventh sheet S11 contains a plurality of carbon fibers arranged in parallel.
- the extending direction of each carbon fiber coincides with the axial direction.
- the angle of the extending direction of the carbon fibers with respect to the axial direction is substantially 0 °.
- the eleventh sheet S11 has a width of 30 mm and a length of 340 mm.
- the carbon fibers contained in the eleventh sheet S11 are substantially oriented in the axial direction. Therefore, even in the eleventh fiber reinforced layer, the carbon fibers are substantially oriented in the axial direction.
- the eleventh fiber reinforced layer has a straight structure. When the shaft 4 bends, a large tension is applied to these carbon fibers. This tension suppresses further bending of the shaft 4. In other words, these carbon fibers contribute to the flexural rigidity of the shaft 4.
- the first fiber reinforcing layer, the second fiber reinforcing layer and the eleventh fiber reinforcing layer exist from the bad end 18 to the chip end 20. These fiber reinforced layers can contribute to the durability of the shaft 4.
- the sheets shown in FIG. 5 are sequentially wound around the mandrel.
- the first sheet S1 and the second sheet S2 may be overlapped and wound around a mandrel.
- the third sheet S3 and the fourth sheet S4 may be overlapped and wound around a mandrel.
- the seventh sheet S7 and the eighth sheet S8 may be overlapped and wound around a mandrel.
- other sheets may be wrapped around the mandrel. Examples of other sheets include those containing glass fiber.
- Wrapping tape is further wrapped around these sheets.
- These mandrels, prepregs (sheets S1-S11) and lapping tape are heated in an oven or the like. By heating, the resin of the matrix flows. Further heating causes the resin to undergo a curing reaction to obtain a molded product. The end face is processed, polished, painted, and the like to complete the shaft 4.
- FIG. 6 is a schematic view showing a method of measuring the flexural rigidity value EI of the shaft 4 of the racket 2 of FIG.
- FIG. 6 shows the measurement at the measurement point P where the distance from the grip 8 is L1.
- the shaft 4 is supported from below by the first support point 28 and the second support point 30.
- the distance from the measurement point P to the first support point 28 is 30 mm.
- the distance from the measurement point P to the second support point 30 is 30 mm.
- the measurement is performed by a universal material testing machine (trade name "2020" of Intesco Co., Ltd.).
- This testing machine has an indenter 32.
- the shape of the indenter 32 is a hemisphere.
- the radius of curvature of this hemisphere is 20 mm.
- the indenter 32 gradually descends at a speed of 2 mm / min.
- the indenter 32 comes into contact with the measurement point P and further pushes the shaft 4. This push gradually bends the shaft 4.
- the amount of deflection B (m) of the shaft 4 when the load on the shaft 4 by the indenter 32 reaches 100 N is measured.
- This amount of deflection B is substituted into the following mathematical formula to calculate the flexural rigidity value EI (Nm 2 ).
- EI F ⁇ L2 3 / (48 ⁇ B)
- F is the load (N)
- L2 is the distance (m) between the two support points
- B is the amount of deflection (m).
- the load F is 100N and the distance L2 is 0.06m.
- the flexural rigidity value EI of the shaft 4 may be measured in a state where the grip 8 and the frame 6 are not attached.
- the flexural rigidity value EI is measured at the first measurement point P1, the second measurement point P2, the third measurement point P3, and the fourth measurement point P4.
- the distance L1 from the grip 8 to each measurement point is as follows. First measurement point P1: 35 mm Second measurement point P2: 75 mm Third measurement point P3: 115 mm Fourth measurement point P4: 155 mm
- the flexural rigidity value EI (1) at the first measurement point P1 is 5.67 Nm 2
- the flexural rigidity value EI (2) at the second measurement point P2 is 3. It is .16 Nm 2
- the flexural rigidity value EI (3) at the third measurement point P3 is 3.50 Nm 2
- the flexural rigidity value EI (4) at the fourth measurement point P4 is 5.05 Nm 2 .
- the flexural rigidity distribution of the shaft 4 is shown in the graph of FIG.
- the flexural rigidity value EI (2) at the second measurement point P2 is smaller than the flexural rigidity value EI (1) at the first measurement point P1, and the flexural rigidity value at the fourth measurement point P4. It is smaller than EI (4).
- the flexural rigidity value EI (3) at the third measurement point P3 is smaller than the flexural rigidity value EI (1) at the first measurement point P1, and the flexural rigidity at the fourth measurement point P4. Less than the value EI (4).
- the shaft 4 has a downwardly convex stiffness distribution.
- the fifth fiber reinforced layer is located in a zone that does not include the first measurement point P1 and the second measurement point P2 and includes the third measurement point P3 and the fourth measurement point P4 in the axial direction.
- the sixth fiber reinforced layer is located in a zone containing the first measurement point P1 and the second measurement point P2 and not including the third measurement point P3 and the fourth measurement point P4 in the axial direction.
- the ninth fiber reinforced layer is located in a zone that does not include the first measurement point P1, the second measurement point P2, and the third measurement point P3 in the axial direction and includes the fourth measurement point P4.
- the tenth fiber reinforced layer is located in a zone containing the first measurement point P1 and not including the second measurement point P2, the third measurement point P3, and the fourth measurement point P4 in the axial direction. There is no fiber reinforced layer that is located in the zone that does not include the first measurement point P1 and includes the second measurement point P2 and the third measurement point P3, and has a straight structure. There is no fiber reinforced layer located in the zone containing the second measurement point P2 and the third measurement point P3 and not including the fourth measurement point P4, and having a straight structure. With this layered structure, a downwardly convex flexural rigidity distribution can be achieved.
- a downwardly convex flexural rigidity distribution can also be achieved by other layer structures. Since the fiber reinforcing layers having a straight structure are unevenly distributed in the bad portion 12 and the chip portion 16, a downwardly convex bending rigidity distribution can be achieved.
- the shaft 4 having a downwardly convex flexural rigidity distribution is suitable for smashing.
- a player who smashes using this racket 2 can fly the shuttle at high speed.
- the reason why the racket 2 according to the present invention is suitable for smashing is that the bending rigidity distribution shown in FIG. 7 matches the deformation behavior of the shaft 4 in smashing. In the smash, the shaft 4 bends significantly in the in-plane direction (direction along the XY plane) and in the out-of-plane direction (Z direction).
- the racket 2 according to the present invention is also suitable for shots other than smash, in which the shaft 4 bends significantly in both the in-plane direction and the out-of-plane direction.
- the flexural rigidity distribution can be adjusted by changing the position of the prepreg, the number of prepregs, the width of the prepreg, the length of the prepreg, the angle of the fiber, the amount of the grain of the fiber, the elastic modulus of the fiber, and the like.
- the ratio of the flexural rigidity value EI (2) to the flexural rigidity value EI (1) is preferably 0.95 or less, preferably 0.75 or less. More preferably, 0.65 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this ratio is preferably 0.30 or more.
- the ratio of the flexural rigidity value EI (2) to the flexural rigidity value EI (4) is preferably 0.95 or less, preferably 0.84 or less. More preferably, 0.75 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this ratio is preferably 0.30 or more.
- the ratio of the flexural rigidity value EI (3) to the flexural rigidity value EI (1) is preferably 0.95 or less, preferably 0.80 or less. More preferably, 0.70 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this ratio is preferably 0.30 or more.
- the ratio of the flexural rigidity value EI (3) to the flexural rigidity value EI (4) is preferably 0.95 or less, preferably 0.89 or less. More preferably, 0.79 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this ratio is preferably 0.30 or more.
- the ratio (EI (1) / EI (4)) is preferably 0.5 or more and 2.0 or less.
- the ratio (EI (2) / EI (3)) is preferably 0.5 or more and 2.0 or less.
- the difference (EI (2) -EI (1)) between the flexural rigidity value EI (2) and the flexural rigidity value EI (1) is preferably ⁇ 0.30 Nm 2 or less, and -1. 25 Nm 2 or less is more preferable, and -1.75 Nm 2 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this difference is preferably ⁇ 5.0 Nm 2 or more.
- the difference (EI (2) -EI (4)) between the flexural rigidity value EI (2) and the flexural rigidity value EI (4) is preferably ⁇ 0.30 Nm 2 or less, and ⁇ 0. 73Nm more preferably 2 or less, -1.20Nm 2 or less is particularly preferred. From the viewpoint of ease of manufacturing the shaft 4, this difference is preferably ⁇ 5.0 Nm 2 or more.
- the difference (EI (3) -EI (1)) between the flexural rigidity value EI (3) and the flexural rigidity value EI (1) is preferably ⁇ 0.30 Nm 2 or less, and -1. 03 Nm 2 or less is more preferable, and -1.50 Nm 2 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this difference is preferably ⁇ 5.0 Nm 2 or more.
- the difference (EI (3) -EI (4)) between the flexural rigidity value EI (3) and the flexural rigidity value EI (4) is preferably ⁇ 0.30 Nm 2 or less, and ⁇ 0. 51 Nm 2 or less is more preferable, and ⁇ 1.00 Nm 2 or less is particularly preferable. From the viewpoint of ease of manufacturing the shaft 4, this difference is preferably ⁇ 5.0 Nm 2 or more.
- the preferable range of the flexural rigidity value EI is as follows. EI (1): 3.5Nm 2 or 7.5 nm 2 or less EI (2): 1.0Nm 2 or 5.0 nm 2 or less EI (3): 1.0Nm 2 or 5.0 nm 2 or less EI (4): 3.5Nm 2 or more and 7.5Nm 2 or less
- FIG. 3 shows the first measurement point P1, the second measurement point P2, the third measurement point P3, and the fourth measurement point P4.
- the inner diameter Di of the shaft 4 is substantially uniform from the first measurement point P1 to the fourth measurement point P4.
- the shaft 4 can be manufactured with a mandrel having a simple shape. In the manufacture of the shaft 4, the prepreg can be easily wound.
- the shaft 4 may have some variation in the inner diameter Di due to a manufacturing error or the like.
- the ratio (Di1 / Di2) of the maximum inner diameter Di1 to the minimum inner diameter Di2 from the first measurement point P1 to the fourth measurement point P4 is preferably 1.10 or less, more preferably 1.05 or less, and 1.03 or less. Is particularly preferable.
- the ideal ratio (Di1 / Di2) is 1.00.
- the outer diameter Do of the shaft 4 is substantially uniform from the first measurement point P1 to the fourth measurement point P4.
- the shaft 4 can be manufactured with a mandrel having a simple shape. In the manufacture of the shaft 4, the prepreg can be easily wound.
- the shaft 4 may have some variation in outer diameter Do due to manufacturing error or the like.
- the ratio (Do1 / Do2) of the maximum outer diameter Do1 to the minimum outer diameter Do2 from the first measurement point P1 to the fourth measurement point P4 is preferably 1.10 or less, more preferably 1.05 or less. 03 or less is particularly preferable.
- the ideal ratio (Do1 / Do2) is 1.00.
- the ratio (W2 / W1) of the mass W2 of the shaft 4 from the second measurement point P2 to the third measurement point P3 and the mass W1 of the shaft 4 from the first measurement point P1 to the second measurement point P2 is 0. It is preferably 95 or more and 1.05 or less. Further, the ratio (W2 / W3) of this mass W2 to the mass W3 of the shaft 4 from the third measurement point P3 to the fourth measurement point P4 is preferably 0.95 or more and 1.05 or less. In this shaft 4, there is no bias in mass. The player can swing the racket 2 having the shaft 4 without discomfort. From this viewpoint, the ratio (W2 / W1) and the ratio (W2 / W3) are more preferably 0.97 or more and 1.03 or less, and particularly preferably 0.98 or more and 1.02 or less.
- the flexural rigidity distribution is not adjusted by adjusting the wall thickness.
- the flexural rigidity distribution is not adjusted by forming the opening.
- the shaft 4 has excellent durability.
- Example 1 The badminton racket shown in Fig. 1-6 was manufactured.
- the flexural rigidity value EI of this racket is shown in Table 1 and FIG. 7 below.
- Example 2 and 3 and comparative examples The badminton rackets of Examples 2 and 3 and Comparative Example were obtained in the same manner as in Example 1 except that the prepreg configuration was changed.
- the flexural rigidity EI of these rackets is shown in Table 1 and FIG. 8-10 below.
- the badminton racket according to the present invention is suitable for a smash-heavy style player. This racket is also suitable for other styles of players.
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Golf Clubs (AREA)
Abstract
バドミントンラケット2は、シャフト4、フレーム6、グリップ8及びストリング10を有している。グリップ8からの距離が75mmである第二測定点におけるシャフト4の曲げ剛性値EI(2)は、グリップ8からの距離が35mmである第一測定点におけるシャフト4の曲げ剛性値EI(1)及びグリップ8からの距離が155mmである第四測定点におけるシャフト4の曲げ剛性値EI(4)よりも小さい。グリップ8からの距離が115mmである第三測定点におけるシャフト4の曲げ剛性値EI(3)は、曲げ剛性値EI(1)及び曲げ剛性値EI(4)よりも小さい。
Description
本発明は、バドミントンラケットに関する。詳細には、本発明は、このラケットのシャフトの改良に関する。
バドミントンのラケットは、フレーム、ストリング及びシャフトを有している。プレーヤーは、ラケットでシャトルをショットする。ショット時には、シャフトが変形する。
シャフトの変形挙動を適正にする試みが、種々なされている。特開2001-70481公報には、互いの材質が異なる2つの管を含むシャフトを有するラケットが開示されている。
バドミントンのゲームでは、プレーヤーは、様々な種類のショットを行う。スマッシュ、ロビング、カット、クリア等のショットを、プレーヤーは行う。
スマッシュは、相手プレーヤーのコートへシャトルを短時間で移動させるショットである。スマッシュにおいて、シャトルを高速で飛行させる技量が、プレーヤーには必要である。スマッシュを多用するプレーヤーは、シャトルの高速飛行を望んでいる。
スマッシュでは、シャフトは、面内方向に大きく撓み、かつ面外方向にも大きく撓む。シャフトが面内方向及び面外方向の両方に撓む、スマッシュ以外のショットでも、プレーヤーは、シャトルの高速飛行を望んでいる。
本発明の目的は、シャフトが面内方向及び面外方向の両方に大きく撓むショットに適したバドミントンラケットの提供にある。
本発明に係るバドミントンラケットは、
グリップ、
そのバッドエンドの近傍がグリップに挿入されたシャフト、
及び
シャフトのチップエンドの近傍に取り付けられたフレーム
を備える。グリップからの距離が75mmである第二測定点におけるシャフトの曲げ剛性値EI(2)は、グリップからの距離が35mmである第一測定点におけるシャフトの曲げ剛性値EI(1)及びグリップからの距離が155mmである第四測定点におけるシャフトの曲げ剛性値EI(4)よりも小さい。グリップからの距離が115mmである第三測定点におけるシャフトの曲げ剛性値EI(3)は、曲げ剛性値EI(1)及び曲げ剛性値EI(4)よりも小さい。
グリップ、
そのバッドエンドの近傍がグリップに挿入されたシャフト、
及び
シャフトのチップエンドの近傍に取り付けられたフレーム
を備える。グリップからの距離が75mmである第二測定点におけるシャフトの曲げ剛性値EI(2)は、グリップからの距離が35mmである第一測定点におけるシャフトの曲げ剛性値EI(1)及びグリップからの距離が155mmである第四測定点におけるシャフトの曲げ剛性値EI(4)よりも小さい。グリップからの距離が115mmである第三測定点におけるシャフトの曲げ剛性値EI(3)は、曲げ剛性値EI(1)及び曲げ剛性値EI(4)よりも小さい。
好ましくは、曲げ剛性値EI(2)と曲げ剛性値EI(1)との比(EI(2)/EI(1))は、0.95以下である。好ましくは、曲げ剛性値EI(2)と曲げ剛性値EI(4)との比(EI(2)/EI(4))は、0.95以下である。
好ましくは、曲げ剛性値EI(3)と曲げ剛性値EI(1)との比(EI(3)/EI(1))は、0.95以下である。好ましくは、曲げ剛性値EI(3)と曲げ剛性値EI(4)との比(EI(3)/EI(4))は、0.95以下上である。
好ましくは、曲げ剛性値EI(2)と曲げ剛性値EI(1)との差(EI(2)-EI(1))は、-0.30Nm2以下である。好ましくは、曲げ剛性値EI(2)と曲げ剛性値EI(4)との差(EI(2)-EI(4))は、-0.30Nm2以下である。
好ましくは、曲げ剛性値EI(3)と曲げ剛性値EI(1)との差(EI(3)-EI(1))は、-0.30Nm2以下である。好ましくは、曲げ剛性値EI(3)と曲げ剛性値EI(4)との差(EI(3)-EI(4))は、-0.30Nm2以下である。
シャフトが、中空構造を有してもよい。好ましくは、第一測定点から第四測定点までのシャフトの内径は、実質的に均一である。
好ましくは、第一測定点から第四測定点までのシャフトの外径は、実質的に均一である。
好ましくは、第二測定点から第三測定点までのシャフトの質量W2と、第一測定点から第二測定点までの上記シャフトの質量W1との比(W2/W1)は、0.95以上1.05以下である。好ましくは、第二測定点から第三測定点までのシャフトの質量W2と、第三測定点から第四測定点までのシャフトの質量W3との比(W2/W3)は、0.95以上1.05以下である。
好ましくは、シャフトは、
(1)軸方向において第一測定点を含みかつ第三測定点を含まないゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む繊維強化層
及び
(2)軸方向において第二測定点を含まずかつ第四測定点を含むゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む他の繊維強化層
を有する。
(1)軸方向において第一測定点を含みかつ第三測定点を含まないゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む繊維強化層
及び
(2)軸方向において第二測定点を含まずかつ第四測定点を含むゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む他の繊維強化層
を有する。
本発明に係るバドミントンラケットを使用するプレーヤーは、シャフトが面内方向及び面外方向の両方に大きく撓むショットを行いやすい。このラケットは、ゲームの勝利に寄与しうる。
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
図1及び2に、バドミントンラケット2が示されている。このラケット2は、シャフト4、フレーム6、グリップ8及びストリング10を有している。図1及び2において、矢印Xは幅方向を表し、矢印Yは軸方向を表し、矢印Zは厚み方向を表す。
シャフト4は、バッド部12、ミドル部14及びチップ部16を有している。シャフト4はさらに、バッドエンド18及びチップエンド20を有している。シャフト4は、中空である。シャフト4は、繊維強化樹脂から形成されている。この繊維強化樹脂は、樹脂マトリックスと、多数の強化繊維とを有している。シャフト4は、複数の繊維強化層(後に詳説)を含んでいる。
シャフト4の基材樹脂として、エポキシ樹脂、ピスマレイミド樹脂、ポリイミド及びフェノール樹脂のような熱硬化性樹脂;並びにポリエーテルエーテルケトン、ポリエーテルサルホン、ポリエーテルイミド、ポリフェニレンサルファイド、ポリアミド及びポリプロピレンのような熱可塑性樹脂が例示される。シャフト4に特に適した樹脂は、エポキシ樹脂である。
シャフト4の強化繊維として、カーボン繊維、金属繊維、ガラス繊維及びアラミド繊維が例示される。シャフト4に特に適した繊維は、カーボン繊維である。複数種の繊維が併用されてもよい。
フレーム6は環状であり、中空である。フレーム6は、繊維強化樹脂から形成されている。この繊維強化樹脂の基材樹脂として、シャフト4の基材樹脂と同様の樹脂が用いられ得る。この繊維強化樹脂の強化繊維として、シャフト4の強化繊維と同様の繊維が用いられ得る。フレーム6は、シャフト4のチップエンド20に、堅固に結合されている。
グリップ8は、軸方向(Y方向)に延びる穴21を有している。この穴21に、シャフト4のバッドエンド18の近傍が挿入されている。穴21の内周面とシャフト4の外周面とは、接着剤で接合されている。
ストリング10は、フレーム6に張られている。ストリング10は、幅方向X及び軸方向Yに沿って張られる。ストリング10のうち幅方向Xに沿って延在する部分は、横スレッド22と称される。ストリング10のうち軸方向Yに沿って延在する部分は、縦スレッド24と称される。複数の横スレッド22及び複数の縦スレッド24により、フェース26が形成されている。フェース26は、概してX-Y平面に沿っている。
図1において符号Lは、シャフト4の露出部分の長さである。長さLは、通常は、150mm以上210mm以下である。
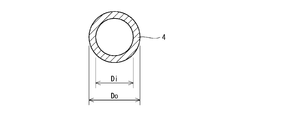
図3は、図1のラケット2のシャフト4の一部が示された拡大断面図である。図4は、図3のIV-IV線に沿った拡大断面図である。前述の通り、このシャフト4は中空である。図4に示されるように、このシャフト4の断面形状は、円である。換言すれば、このシャフト4は、円筒状である。
図3及び4において矢印Diは、シャフト4の内径を表す。典型的な内径Diは、3mm以上10mm以下である。図3及び4において矢印Doは、シャフト4の外径を表す。典型的な外径Doは、5mm以上15mm以下である。
前述の通りシャフト4は、繊維強化樹脂から形成されている。このシャフト4は、シートワインディング法によって製造されうる。このシートワインディング法では、複数のプリプレグが、マンドレルに巻かれる。それぞれのプリプレグは、複数の繊維とマトリックス樹脂とを有する。このマトリックス樹脂は、硬化していない。
図5は、図1のラケット2のシャフト4のためのプリプレグ構成が示された展開図である。このプリプレグ構成は、11のプリプレグ(シート)を有する。具体的には、このプリプレグ構成は、第一シートS1、第二シートS2、第三シートS3、第四シートS4、第五シートS5、第六シートS6、第七シートS7、第八シートS8、第九シートS9、第十シートS10及び第十一シートS11を有する。これらのプリプレグから、後述される方法にて、複数の繊維強化層が形成される。具体的には、第一シートS1から第一繊維強化層が形成され、第二シートS2から第二繊維強化層が形成され、第三シートS3から第三繊維強化層が形成され、第四シートS4から第四繊維強化層が形成され、第五シートS5から第五繊維強化層が形成され、第六シートS6から第六繊維強化層が形成され、第七シートS7から第七繊維強化層が形成され、第八シートS8から第八繊維強化層が形成され、第九シートS9から第九繊維強化層が形成され、第十シートS10から第十繊維強化層が形成され、第十一シートS11から第十一繊維強化層が形成される。
図5における左右方向は、シャフト4の軸方向である。図5には、バッドエンド18及びチップエンド20の位置が、矢印で示されている。図5にはさらに、後述される4つの測定点P1、P2、P3及びP4の位置が、矢印で示されている。図5において、左右方向(軸方向)の縮尺は、上下方向の縮尺と一致していない。
第一シートS1は、シャフト4の全体に渡って存在している。第一シートS1の形状は、概ね矩形である。この第一シートS1は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、30°以上60°以下である。本実施形態では、この角度は45°である。この第一シートS1では、幅は95mmであり、長さは340mmである。
第二シートS2は、シャフト4の全体に渡って存在している。第二シートS2の形状は、概ね矩形である。この第二シートS2は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、-60°以上-30°以下である。本実施形態では、この角度は-45°である。この第二シートS2では、幅は95mmであり、長さは340mmである。
第二シートS2におけるカーボン繊維の傾斜方向は、第一シートS1におけるカーボン繊維の傾斜方向とは逆である。従って、第二繊維強化層におけるカーボン繊維の傾斜方向は、第一繊維強化層におけるカーボン繊維の傾斜方向とは逆である。このシャフト4では、第一繊維強化層及び第二繊維強化層により、バイアス構造が達成されている。第一繊維強化層及び第二繊維強化層は、シャフト4の曲げ剛性及びねじり剛性に寄与する。第一繊維強化層及び第二繊維強化層は、特に、シャフト4のねじり剛性に寄与する。
第三シートS3は、シャフト4のミドル部14に偏って存在している。第三シートS3の形状は、概ね平行四辺形である。この第三シートS3は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、30°以上60°以下である。本実施形態では、この角度は45°である。この第三シートS3では、幅は25mmであり、長さは70mmである。
第四シートS4は、シャフト4のミドル部14に偏って存在している。軸方向において、第四シートS4の位置は、第三シートS3の位置と一致している。第四シートS4の形状は、概ね平行四辺形である。この第四シートS4は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、-60°以上-30°以下である。本実施形態では、この角度は-45°である。この第四シートS4では、幅は25mmであり、長さは70mmである。
第四シートS4におけるカーボン繊維の傾斜方向は、第三シートS3におけるカーボン繊維の傾斜方向とは逆である。従って、第四繊維強化層におけるカーボン繊維の傾斜方向は、第三繊維強化層におけるカーボン繊維の傾斜方向とは逆である。このシャフト4では、第三繊維強化層及び第四繊維強化層により、バイアス構造が達成されている。第三繊維強化層及び第四繊維強化層は、ミドル部14の曲げ剛性及びねじり剛性に寄与する。第三繊維強化層及び第四繊維強化層は、特に、ミドル部14のねじり剛性に寄与する。
第五シートS5は、シャフト4のチップエンド20側に偏って存在している。第五シートS5の形状は、概ね台形である。この第五シートS5は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に一致している。換言すれば、このカーボン繊維の延在方向の、軸方向に対する角度は、実質的に0°である。この第五シートS5では、幅は50mmであり、上底の長さは105mmであり、下底の長さは115mmである。
前述の通り、第五シートS5に含まれるカーボン繊維は、実質的に軸方向に配向している。従って、第五繊維強化層でも、カーボン繊維は実質的に軸方向に配向している。本明細書では、カーボン繊維が実質的に軸方向に配向する構造は、「ストレート構造」と称される。第五繊維強化層は、ストレート構造を有する。シャフト4が撓んだとき、これらのカーボン繊維に大きな張力がかかる。この張力は、シャフト4のさらなる撓みを抑制する。換言すれば、これらのカーボン繊維は、シャフト4の曲げ剛性に寄与する。図5に示されるように、第五シートS5は、軸方向において第一測定点P1及び第二測定点P2を含まずかつ第三測定点P3及び第四測定点P4を含むゾーンに、配置されている。従って、第五繊維強化層も、軸方向において第一測定点P1及び第二測定点P2を含まずかつ第三測定点P3及び第四測定点P4を含むゾーンに位置する。第五繊維強化層は、特に、チップ部16の曲げ剛性に寄与する。
第六シートS6は、シャフト4のバッドエンド18側に偏って存在している。第六シートS6の形状は、概ね台形である。この第六シートS5は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に一致している。換言すれば、このカーボン繊維の延在方向の、軸方向に対する角度は、実質的に0°である。この第五シートS5では、幅は50mmであり、上底の長さは155mmであり、下底の長さは165mmである。
前述の通り、第六シートS6に含まれるカーボン繊維は、実質的に軸方向に配向している。従って、第六繊維強化層でも、カーボン繊維は実質的に軸方向に配向している。第六繊維強化層は、ストレート構造を有する。シャフト4が撓んだとき、これらのカーボン繊維に大きな張力がかかる。この張力は、シャフト4のさらなる撓みを抑制する。換言すれば、これらのカーボン繊維は、シャフト4の曲げ剛性に寄与する。図5に示されるように、第六シートS6は、軸方向において第一測定点P1及び第二測定点P2を含みかつ第三測定点P3及び第四測定点P4を含まないゾーンに、配置されている。従って、第六繊維強化層も、軸方向において第一測定点P1及び第二測定点P2を含みかつ第三測定点P3及び第四測定点P4を含まないゾーンに位置する。第六繊維強化層は、特に、バッド部12の曲げ剛性に寄与する。
第七シートS7は、シャフト4のミドル部14に偏って存在している。第七シートS7の形状は、概ね平行四辺形である。この第七シートS7は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、30°以上60°以下である。本実施形態では、この角度は45°である。この第七シートS7では、幅は25mmであり、長さは110mmである。
第八シートS8は、シャフト4のミドル部14に偏って存在している。軸方向において、第八シートS8の位置は、第七シートS7の位置と一致している。第八シートS8の形状は、概ね平行四辺形である。この第八シートS8は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に対して傾いている。このカーボン繊維の延在方向の、軸方向に対する角度は、-60°以上-30°以下である。本実施形態では、この角度は-45°である。この第八シートS8では、幅は25mmであり、長さは110mmである。
第八シートS8におけるカーボン繊維の傾斜方向は、第七シートS7におけるカーボン繊維の傾斜方向とは逆である。従って、第八繊維強化層におけるカーボン繊維の傾斜方向は、第七繊維強化層におけるカーボン繊維の傾斜方向とは逆である。このシャフト4では、第七繊維強化層及び第八繊維強化層により、バイアス構造が達成されている。第七繊維強化層及び第八繊維強化層は、ミドル部14の曲げ剛性及びねじり剛性に寄与する。第七繊維強化層及び第八繊維強化層は、特に、ミドル部14のねじり剛性に寄与する。
第九シートS9は、シャフト4のチップエンド20側に偏って存在している。第九シートS9の形状は、概ね台形である。この第九シートS9は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に一致している。換言すれば、このカーボン繊維の延在方向の、軸方向に対する角度は、実質的に0°である。この第九シートS9では、幅は50mmであり、上底の長さは85mmであり、下底の長さは95mmである。
前述の通り、第九シートS9に含まれるカーボン繊維は、実質的に軸方向に配向している。従って、第九繊維強化層でも、カーボン繊維は実質的に軸方向に配向している。第九繊維強化層は、ストレート構造を有する。シャフト4が撓んだとき、これらのカーボン繊維に大きな張力がかかる。この張力は、シャフト4のさらなる撓みを抑制する。換言すれば、これらのカーボン繊維は、シャフト4の曲げ剛性に寄与する。図5に示されるように、第九シートS9は、軸方向において第一測定点P1、第二測定点P2及び第三測定点P3を含まずかつ第四測定点P4を含むゾーンに、配置されている。従って、第九繊維強化層も、軸方向において第一測定点P1、第二測定点P2及び第三測定点P3を含まずかつ第四測定点P4を含むゾーンに位置する。第九繊維強化層は、特に、チップ部16の曲げ剛性に寄与する。
第十シートS10は、シャフト4のバッドエンド18側に偏って存在している。第十シートS10の形状は、概ね台形である。この第十シートS10は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に一致している。換言すれば、このカーボン繊維の延在方向の、軸方向に対する角度は、実質的に0°である。この第十シートS10では、幅は50mmであり、上底の長さは135mmであり、下底の長さは145mmである。
前述の通り、第十シートS10に含まれるカーボン繊維は、実質的に軸方向に配向している。従って、第十繊維強化層でも、カーボン繊維は実質的に軸方向に配向している。第十繊維強化層は、ストレート構造を有する。シャフト4が撓んだとき、これらのカーボン繊維に大きな張力がかかる。この張力は、シャフト4のさらなる撓みを抑制する。換言すれば、これらのカーボン繊維は、シャフト4の曲げ剛性に寄与する。図5に示されるように、第十シートS10は、軸方向において第一測定点P1を含みかつ第二測定点P2、第三測定点P3及び第四測定点P4を含まないゾーンに、配置されている。従って、第十繊維強化層も、軸方向において第一測定点P1を含みかつ第二測定点P2、第三測定点P3及び第四測定点P4を含まないゾーンに位置する。第十繊維強化層は、特に、バッド部12の曲げ剛性に寄与する。
第十一シートS11は、シャフト4の全体に渡って存在している。第十一シートS11の形状は、概ね矩形である。この第十一シートS11は、並列された複数のカーボン繊維を含んでいる。それぞれのカーボン繊維の延在方向は、軸方向に一致している。換言すれば、このカーボン繊維の延在方向の、軸方向に対する角度は、実質的に0°である。この第十一シートS11では、幅は30mmであり、長さは340mmである。
前述の通り、第十一シートS11に含まれるカーボン繊維は、実質的に軸方向に配向している。従って、第十一繊維強化層でも、カーボン繊維は実質的に軸方向に配向している。第十一繊維強化層は、ストレート構造を有する。シャフト4が撓んだとき、これらのカーボン繊維に大きな張力がかかる。この張力は、シャフト4のさらなる撓みを抑制する。換言すれば、これらのカーボン繊維は、シャフト4の曲げ剛性に寄与する。
このシャフト4では、第一繊維強化層、第二繊維強化層及び第十一繊維強化層は、バッドエンド18からチップエンド20に渡って存在している。これらの繊維強化層は、シャフト4の耐久性に寄与しうる。
このシャフト4の製造では、図5に示されたシートが、順次、マンドレルに巻かれる。第一シートS1と第二シートS2とが重ねられて、マンドレルに巻かれてもよい。第三シートS3と第四シートS4とが重ねられて、マンドレルに巻かれてもよい。第七シートS7と第八シートS8とが重ねられて、マンドレルに巻かれてもよい。これらのシートと共に、他のシートがマンドレルに巻かれてもよい。他のシートとして、ガラス繊維を含むものが例示される。
これらのシートに、さらにラッピングテープが巻かれる。これらのマンドレル、プリプレグ(シートS1-S11)及びラッピングテープは、オーブン等で加熱される。加熱により、マトリックスの樹脂が流動する。さらなる加熱によりこの樹脂が硬化反応を起こし、成形体が得られる。この成形体に、端面の加工、研磨、塗装等の処理が施され、シャフト4が完成する。
図6は、図1のラケット2のシャフト4の曲げ剛性値EIの測定方法が示された模式図である。図6には、グリップ8からの距離がL1である測定点Pでの測定が示されている。この測定では、第一支持点28及び第二支持点30により、シャフト4が下方から支持される。第一支持点28までの、測定点Pからの距離は、30mmである。第二支持点30までの、測定点Pからの距離は、30mmである。測定は、万能材料試験機(インテスコ社の商品名「2020」)によってなされる。この試験機は、圧子32を有している。この圧子32の形状は、半球である。この半球の曲率半径は、20mmである。この圧子32が2mm/minの速度で徐々に下降する。この圧子32は測定点Pに当接し、さらにシャフト4を押す。この押しにより、シャフト4が徐々に撓む。この圧子32によるシャフト4への荷重が100Nとなった時点での、シャフト4の撓み量B(m)が、測定される。この撓み量Bが下記の数式に代入されて、曲げ剛性値EI(Nm2)が算出される。
EI = F ・ L23 / (48 ・ B)
この数式において、Fは荷重(N)であり、L2は2つの支持点の間の距離(m)であり、Bは撓み量(m)である。本実施形態では、荷重Fは100Nであり、距離L2は0.06mである。グリップ8及びフレーム6が取り付けられていない状態で、シャフト4の曲げ剛性値EIが測定されてもよい。
EI = F ・ L23 / (48 ・ B)
この数式において、Fは荷重(N)であり、L2は2つの支持点の間の距離(m)であり、Bは撓み量(m)である。本実施形態では、荷重Fは100Nであり、距離L2は0.06mである。グリップ8及びフレーム6が取り付けられていない状態で、シャフト4の曲げ剛性値EIが測定されてもよい。
本実施形態では、第一測定点P1、第二測定点P2、第三測定点P3及び第四測定点P4において、曲げ剛性値EIが測定される。各測定点までのグリップ8からの距離L1は、下記の通りである。
第一測定点P1:35mm
第二測定点P2:75mm
第三測定点P3:115mm
第四測定点P4:155mm
第一測定点P1:35mm
第二測定点P2:75mm
第三測定点P3:115mm
第四測定点P4:155mm
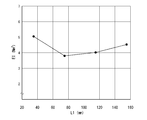
図5に示されたプリプレグ構成を有するシャフト4では、第一測定点P1における曲げ剛性値EI(1)は5.67Nm2であり、第二測定点P2における曲げ剛性値EI(2)は3.16Nm2であり、第三測定点P3における曲げ剛性値EI(3)は3.50Nm2であり、第四測定点P4における曲げ剛性値EI(4)は5.05Nm2である。このシャフト4の曲げ剛性分布が、図7のグラフに示されている。
このシャフト4では、第二測定点P2での曲げ剛性値EI(2)は、第一測定点P1での曲げ剛性値EI(1)よりも小さく、かつ第四測定点P4での曲げ剛性値EI(4)よりも小さい。さらにこのシャフト4では、第三測定点P3での曲げ剛性値EI(3)は、第一測定点P1での曲げ剛性値EI(1)よりも小さく、かつ第四測定点P4での曲げ剛性値EI(4)よりも小さい。このシャフトでは、下記の4つの数式が満たされる。
EI(2) < EI(1)
EI(2) < EI(4)
EI(3) < EI(1)
EI(3) < EI(4)
図7に示されるように、このシャフト4は、下に凸の剛性分布を有する。
EI(2) < EI(1)
EI(2) < EI(4)
EI(3) < EI(1)
EI(3) < EI(4)
図7に示されるように、このシャフト4は、下に凸の剛性分布を有する。
前述の通り、第五繊維強化層は、軸方向において第一測定点P1及び第二測定点P2を含まずかつ第三測定点P3及び第四測定点P4を含むゾーンに位置している。第六繊維強化層は、軸方向において第一測定点P1及び第二測定点P2を含みかつ第三測定点P3及び第四測定点P4を含まないゾーンに位置している。第九繊維強化層は、軸方向において第一測定点P1、第二測定点P2及び第三測定点P3を含まずかつ第四測定点P4を含むゾーンに位置している。第十繊維強化層は、軸方向において第一測定点P1を含みかつ第二測定点P2、第三測定点P3及び第四測定点P4を含まないゾーンに位置している。第一測定点P1を含まずかつ第二測定点P2及び第三測定点P3を含むゾーンに位置し、しかもストレート構造を有する繊維強化層は、存在しない。第二測定点P2及び第三測定点P3を含みかつ第四測定点P4を含まないゾーンに位置し、しかもストレート構造を有する繊維強化層は、存在しない。この層構造により、下に凸の曲げ剛性分布が達成されうる。
他の層構造によっても、下に凸の曲げ剛性分布が達成されうる。ストレート構造を有する繊維強化層がバッド部12及びチップ部16に偏在することで、下に凸の曲げ剛性分布が達成されうる。
本発明者の得た知見によれば、下に凸の曲げ剛性分布を有するシャフト4は、スマッシュに適している。このラケット2を用いてスマッシュを行うプレーヤーは、シャトルを高速で飛行させうる。
本発明に係るラケット2がスマッシュに適する理由は、スマッシュにおけるシャフト4の変形挙動に、図7に示された曲げ剛性分布がマッチするからである。スマッシュでは、シャフト4は、面内方向(X-Y平面に沿った方向)及び面外方向(Z方向)に大きく撓む。シャフト4が面内方向及び面外方向の両方に大きく撓む、スマッシュ以外のショットにも、本発明に係るラケット2は適する。
プリプレグの位置、プリプレグの数、プリプレグの幅、プリプレグの長さ、繊維の角度、繊維の目付量、繊維の弾性率等の変更により、曲げ剛性分布が調整されうる。
弾道の安定性の観点から、曲げ剛性値EI(2)と曲げ剛性値EI(1)との比(EI(2)/EI(1))は0.95以下が好ましく、0.75以下がより好ましく、0.65以下が特に好ましい。シャフト4の製造容易の観点から、この比は0.30以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(2)と曲げ剛性値EI(4)との比(EI(2)/EI(4))は0.95以下が好ましく、0.84以下がより好ましく、0.75以下が特に好ましい。シャフト4の製造容易の観点から、この比は0.30以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(3)と曲げ剛性値EI(1)との比(EI(3)/EI(1))は0.95以下が好ましく、0.80以下がより好ましく、0.70以下が特に好ましい。シャフト4の製造容易の観点から、この比は0.30以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(3)と曲げ剛性値EI(4)との比(EI(3)/EI(4))は0.95以下が好ましく、0.89以下がより好ましく、0.79以下が特に好ましい。シャフト4の製造容易の観点から、この比は0.30以上が好ましい。
比(EI(1)/EI(4))は、0.5以上2.0以下が好ましい。比(EI(2)/EI(3))は、0.5以上2.0以下が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(2)と曲げ剛性値EI(1)との差(EI(2)-EI(1))は-0.30Nm2以下が好ましく、-1.25Nm2以下がより好ましく、-1.75Nm2以下が特に好ましい。シャフト4の製造容易の観点から、この差は-5.0Nm2以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(2)と曲げ剛性値EI(4)との差(EI(2)-EI(4))は-0.30Nm2以下が好ましく、-0.73Nm2以下がより好ましく、-1.20Nm2以下が特に好ましい。シャフト4の製造容易の観点から、この差は-5.0Nm2以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(3)と曲げ剛性値EI(1)との差(EI(3)-EI(1))は-0.30Nm2以下が好ましく、-1.03Nm2以下がより好ましく、-1.50Nm2以下が特に好ましい。シャフト4の製造容易の観点から、この差は-5.0Nm2以上が好ましい。
弾道の安定性の観点から、曲げ剛性値EI(3)と曲げ剛性値EI(4)との差(EI(3)-EI(4))は-0.30Nm2以下が好ましく、-0.51Nm2以下がより好ましく、-1.00Nm2以下が特に好ましい。シャフト4の製造容易の観点から、この差は-5.0Nm2以上が好ましい。
曲げ剛性値EIの好ましい範囲は、以下の通りである。
EI(1):3.5Nm2以上7.5Nm2以下
EI(2):1.0Nm2以上5.0Nm2以下
EI(3):1.0Nm2以上5.0Nm2以下
EI(4):3.5Nm2以上7.5Nm2以下
EI(1):3.5Nm2以上7.5Nm2以下
EI(2):1.0Nm2以上5.0Nm2以下
EI(3):1.0Nm2以上5.0Nm2以下
EI(4):3.5Nm2以上7.5Nm2以下
図3には、第一測定点P1、第二測定点P2、第三測定点P3及び第四測定点P4が示されている。図3から明らかな通り、このシャフト4の内径Diは、第一測定点P1から第四測定点P4までにおいて、実質的に均一である。このシャフト4は、シンプルな形状のマンドレルにて、製造されうる。このシャフト4の製造では、プリプレグの巻きが容易である。シャフト4が、製造上の誤差等に起因する、内径Diの多少のばらつきを有してもよい。第一測定点P1から第四測定点P4までにおける、最大内径Di1と最小内径Di2との比(Di1/Di2)は、1.10以下が好ましく、1.05以下がより好ましく、1.03以下が特に好ましい。理想的な比(Di1/Di2)は、1.00である。
図3から明らかな通り、このシャフト4の外径Doは、第一測定点P1から第四測定点P4までにおいて、実質的に均一である。このシャフト4は、シンプルな形状のマンドレルにて、製造されうる。このシャフト4の製造では、プリプレグの巻きが容易である。シャフト4が、製造上の誤差等に起因する、外径Doの多少のばらつきを有してもよい。第一測定点P1から第四測定点P4までにおける、最大外径Do1と最小外径Do2との比(Do1/Do2)は、1.10以下が好ましく、1.05以下がより好ましく、1.03以下が特に好ましい。理想的な比(Do1/Do2)は、1.00である。
第二測定点P2から第三測定点P3までのシャフト4の質量W2と、第一測定点P1から第二測定点P2までのシャフト4の質量W1との比(W2/W1)は、0.95以上1.05以下が好ましい。さらに、この質量W2と、第三測定点P3から第四測定点P4までのシャフト4の質量W3との比(W2/W3)は、0.95以上1.05以下が好ましい。このシャフト4では、質量の偏りがない。このシャフト4を有するラケット2を、プレーヤーは、違和感なくスイングできる。この観点から、比(W2/W1)及び比(W2/W3)は0.97以上1.03以下がより好ましく、0.98以上1.02以下が特に好ましい。
このシャフト4では、肉厚の調整による曲げ剛性分布の調整は、なされていない。このシャフト4では、開口の形成による曲げ剛性分布の調整は、なされていない。さらにこのシャフト4では、互いの材質が異なる管のジョイントは、存在しない。このシャフト4では、応力の集中が生じにくい。このシャフト4は、耐久性に優れる。
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。
[実施例1]
図1-6に示されたバドミントンラケットを製作した。このラケットの曲げ剛性値EIが、下記の表1及び図7に示されている。
図1-6に示されたバドミントンラケットを製作した。このラケットの曲げ剛性値EIが、下記の表1及び図7に示されている。
[実施例2及び3並びに比較例]
プリプレグ構成を変更した他は実施例1と同様にして、実施例2及び3並びに比較例のバドミントンラケットを得た。これらのラケットの曲げ剛性値EIが、下記の表1及び図8-10に示されている。
プリプレグ構成を変更した他は実施例1と同様にして、実施例2及び3並びに比較例のバドミントンラケットを得た。これらのラケットの曲げ剛性値EIが、下記の表1及び図8-10に示されている。
[実用テスト]
発射マシンにて、シャトルを発射した。このシャトルに対してプレーヤーにスマッシュを行わさせ、シャトルの弾道を撮影した。画像を解析し、シャトルの速度を算出した。6回の測定を行い、平均Vaveを求めた。この結果が、下記の表1に示されている。
発射マシンにて、シャトルを発射した。このシャトルに対してプレーヤーにスマッシュを行わさせ、シャトルの弾道を撮影した。画像を解析し、シャトルの速度を算出した。6回の測定を行い、平均Vaveを求めた。この結果が、下記の表1に示されている。

表1から明らかな通り、各実施例のバドミントンラケットでは、スマッシュにおけるシャトルの速度が速い。この評価結果から、本発明の優位性は明らかである。
本発明に係るバドミントンラケットは、スマッシュを多用するスタイルのプレーヤーに適している。このラケットは、他のスタイルのプレーヤーにも適している。
2・・・バドミントンラケット
4・・・シャフト
6・・・フレーム
8・・・グリップ
10・・・ストリング
12・・・バッド部
14・・・ミドル部
16・・・チップ部
18・・・バッドエンド
20・・・チップエンド
26・・・フェース
S1・・・第一シート
S2・・・第二シート
S3・・・第三シート
S4・・・第四シート
S5・・・第五シート
S6・・・第六シート
S7・・・第七シート
S8・・・第八シート
4・・・シャフト
6・・・フレーム
8・・・グリップ
10・・・ストリング
12・・・バッド部
14・・・ミドル部
16・・・チップ部
18・・・バッドエンド
20・・・チップエンド
26・・・フェース
S1・・・第一シート
S2・・・第二シート
S3・・・第三シート
S4・・・第四シート
S5・・・第五シート
S6・・・第六シート
S7・・・第七シート
S8・・・第八シート
Claims (13)
- グリップ、
そのバッドエンドの近傍が上記グリップに挿入されたシャフト、
及び
上記シャフトのチップエンドの近傍に取り付けられたフレーム
を備えており、
上記グリップからの距離が75mmである第二測定点における上記シャフトの曲げ剛性値EI(2)が、上記グリップからの距離が35mmである第一測定点における上記シャフトの曲げ剛性値EI(1)及び上記グリップからの距離が155mmである第四測定点における上記シャフトの曲げ剛性値EI(4)よりも小さく、
上記グリップからの距離が115mmである第三測定点における上記シャフトの曲げ剛性値EI(3)が、上記曲げ剛性値EI(1)及び上記曲げ剛性値EI(4)よりも小さいバドミントンラケット。 - 上記曲げ剛性値EI(2)と上記曲げ剛性値EI(1)との比(EI(2)/EI(1))が、0.95以下である、請求項1に記載のラケット。
- 上記曲げ剛性値EI(2)と上記曲げ剛性値EI(4)との比(EI(2)/EI(4))が、0.95以下である、請求項1又は2に記載のラケット。
- 上記曲げ剛性値EI(3)と上記曲げ剛性値EI(1)との比(EI(3)/EI(1))が、0.95以下である、請求項1から3のいずれかに記載のラケット。
- 上記曲げ剛性値EI(3)と上記曲げ剛性値EI(4)との比(EI(3)/EI(4))が、0.95以下上である、請求項1から4のいずれかに記載のラケット。
- 上記曲げ剛性値EI(2)と上記曲げ剛性値EI(1)との差(EI(2)-EI(1))が、-0.30Nm2以下である、請求項1から5のいずれかに記載のラケット。
- 上記曲げ剛性値EI(2)と上記曲げ剛性値EI(4)との差(EI(2)-EI(4))が、-0.30Nm2以下である、請求項1から6のいずれかに記載のラケット。
- 上記曲げ剛性値EI(3)と上記曲げ剛性値EI(1)との差(EI(3)-EI(1))が、-0.30Nm2以下である、請求項1から7のいずれかに記載のラケット。
- 上記曲げ剛性値EI(3)と上記曲げ剛性値EI(4)との差(EI(3)-EI(4))が、-0.30Nm2以下である、請求項1から8のいずれかに記載のラケット。
- 上記シャフトが中空構造を有しており、
上記第一測定点から上記第四測定点までの上記シャフトの内径が実質的に均一である、請求項1から9のいずれかに記載のラケット。 - 上記第一測定点から上記第四測定点までの上記シャフトの外径が、実質的に均一である、請求項1から10のいずれかに記載のラケット。
- 上記第二測定点から上記第三測定点までの上記シャフトの質量W2と、上記第一測定点から上記第二測定点までの上記シャフトの質量W1との比(W2/W1)が、0.95以上1.05以下であり、
上記第二測定点から上記第三測定点までの上記シャフトの質量W2と、上記第三測定点から上記第四測定点までの上記シャフトの質量W3との比(W2/W3)が、0.95以上1.05以下である、請求項1から11のいずれかに記載のラケット。 - 上記シャフトが、
(1)軸方向において上記第一測定点を含みかつ上記第三測定点を含まないゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む繊維強化層
及び
(2)軸方向において上記第二測定点を含まずかつ上記第四測定点を含むゾーンに配置されており、かつ実質的に軸方向に配向する複数の強化繊維を含む他の繊維強化層
を有する、請求項1から12のいずれかに記載のラケット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21756867.4A EP4098332A4 (en) | 2020-02-18 | 2021-01-19 | BADMINTON RACKET |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-025156 | 2020-02-18 | ||
| JP2020025156A JP7424096B2 (ja) | 2020-02-18 | 2020-02-18 | バドミントンラケット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021166519A1 true WO2021166519A1 (ja) | 2021-08-26 |
Family
ID=77392104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/001553 Ceased WO2021166519A1 (ja) | 2020-02-18 | 2021-01-19 | バドミントンラケット |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4098332A4 (ja) |
| JP (1) | JP7424096B2 (ja) |
| WO (1) | WO2021166519A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0568561U (ja) * | 1992-02-26 | 1993-09-17 | 富傑體育用品股▲ふん▼有限公司 | ラケット |
| JPH0671001A (ja) * | 1991-11-27 | 1994-03-15 | Wilson Sporting Goods Co | バドミントン用ラケット |
| JP2001070481A (ja) | 1999-08-27 | 2001-03-21 | Kanko Fukugo Zairyo Kofun Yugenkoshi | バドミントンラケット |
| JP2014045947A (ja) * | 2012-08-31 | 2014-03-17 | Globeride Inc | バドミントンラケットに用いられるシャフトを製造する方法 |
| CN203763800U (zh) * | 2014-01-16 | 2014-08-13 | 石狮市冠豪体育用品有限公司 | 一种改良型羽球拍 |
| CN205252447U (zh) * | 2015-10-20 | 2016-05-25 | 徐建昇 | 一种羽毛球拍中管补强结构 |
| JP2021023724A (ja) * | 2019-08-08 | 2021-02-22 | 住友ゴム工業株式会社 | バドミントンラケットの仕様決定方法及びシャフト挙動の解析方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012147846A (ja) * | 2011-01-17 | 2012-08-09 | Yonex Co Ltd | バドミントンラケット |
| CN205340022U (zh) * | 2015-11-26 | 2016-06-29 | 徐建昇 | 羽毛球拍中管增强结构 |
-
2020
- 2020-02-18 JP JP2020025156A patent/JP7424096B2/ja active Active
-
2021
- 2021-01-19 EP EP21756867.4A patent/EP4098332A4/en not_active Withdrawn
- 2021-01-19 WO PCT/JP2021/001553 patent/WO2021166519A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0671001A (ja) * | 1991-11-27 | 1994-03-15 | Wilson Sporting Goods Co | バドミントン用ラケット |
| JPH0568561U (ja) * | 1992-02-26 | 1993-09-17 | 富傑體育用品股▲ふん▼有限公司 | ラケット |
| JP2001070481A (ja) | 1999-08-27 | 2001-03-21 | Kanko Fukugo Zairyo Kofun Yugenkoshi | バドミントンラケット |
| JP2014045947A (ja) * | 2012-08-31 | 2014-03-17 | Globeride Inc | バドミントンラケットに用いられるシャフトを製造する方法 |
| CN203763800U (zh) * | 2014-01-16 | 2014-08-13 | 石狮市冠豪体育用品有限公司 | 一种改良型羽球拍 |
| CN205252447U (zh) * | 2015-10-20 | 2016-05-25 | 徐建昇 | 一种羽毛球拍中管补强结构 |
| JP2021023724A (ja) * | 2019-08-08 | 2021-02-22 | 住友ゴム工業株式会社 | バドミントンラケットの仕様決定方法及びシャフト挙動の解析方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4098332A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021129634A (ja) | 2021-09-09 |
| EP4098332A4 (en) | 2024-02-21 |
| JP7424096B2 (ja) | 2024-01-30 |
| EP4098332A1 (en) | 2022-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7326978B2 (ja) | バドミントンラケットの仕様決定方法及びシャフト挙動の解析方法 | |
| US6652389B2 (en) | Golf club shaft | |
| JP7424096B2 (ja) | バドミントンラケット | |
| JP7424095B2 (ja) | バドミントンラケット | |
| JP7404920B2 (ja) | バドミントンラケット | |
| EP4545155A1 (en) | Racket | |
| WO2021166516A1 (ja) | バドミントンラケット | |
| JP7505404B2 (ja) | バドミントンラケット | |
| JP7703966B2 (ja) | バドミントンラケット | |
| JP7703967B2 (ja) | バドミントンラケット | |
| EP4656257A1 (en) | Racket | |
| WO2022145200A1 (ja) | バドミントンラケット | |
| US20250367510A1 (en) | Racket | |
| JP7505405B2 (ja) | バドミントンラケット | |
| WO2022145199A1 (ja) | バドミントンラケット | |
| JP2022103631A (ja) | バドミントンラケット | |
| JP7543906B2 (ja) | バドミントンラケット | |
| JP2022103632A (ja) | バドミントンラケット | |
| JP2022103630A (ja) | バドミントンラケット | |
| JP2023044829A (ja) | バドミントンラケット | |
| JPH03168167A (ja) | ゴルフクラブシャフト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21756867 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021756867 Country of ref document: EP Effective date: 20220831 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |