JP2012147846A - バドミントンラケット - Google Patents
バドミントンラケット Download PDFInfo
- Publication number
- JP2012147846A JP2012147846A JP2011006999A JP2011006999A JP2012147846A JP 2012147846 A JP2012147846 A JP 2012147846A JP 2011006999 A JP2011006999 A JP 2011006999A JP 2011006999 A JP2011006999 A JP 2011006999A JP 2012147846 A JP2012147846 A JP 2012147846A
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- fiber prepreg
- badminton racket
- prepreg molded
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
【課題】打ったシャトルのスピードをより高めることができる、バドミントンラケットを提供する。
【解決手段】カーボンファイバープリプレグ成形体を含むバドミントンラケットであって、カーボンファイバープリプレグ成形体15が表面修飾されたカーボンナノチューブを含み、かつ、カーボンファイバープリプレグ成形体15が、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有する。
【選択図】図2
【解決手段】カーボンファイバープリプレグ成形体を含むバドミントンラケットであって、カーボンファイバープリプレグ成形体15が表面修飾されたカーボンナノチューブを含み、かつ、カーボンファイバープリプレグ成形体15が、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有する。
【選択図】図2
Description
本発明は、バドミントンラケットに関する。
バドミントンは、正確な位置に素早くシャトルを打ち落とすことが求められる競技である。このため、操作性が優れ、高い反発力を有するバドミントンラケットを提供すべく、さまざまな改良がなされてきた。例えば、シャフトの一部の形状を工夫し、断面が六角形から円形に変形していくようにする方法が報告されている(特許文献1および2を参照)。
このような流れの中で、操作性が優れ、かつ、高い反発力を有しているとして、カーボンファイバーを含有するバドミントンラケットが人気を呼んでいる。カーボンファイバーを含有するバドミントンラケットは、例えば、複数枚のカーボンファイバープリプレグ成形体を積層した多層構造を有しており、スチールやアルミニウム製のバドミントンラケットに比べて大幅な軽量化が図れることから、グリップの重量を増加させながらラケット全体としては軽量化を図ることができるため、優れた操作性と高い反発力を発揮できる点で非常に優れている。
このような流れの中で、操作性が優れ、かつ、高い反発力を有しているとして、カーボンファイバーを含有するバドミントンラケットが人気を呼んでいる。カーボンファイバーを含有するバドミントンラケットは、例えば、複数枚のカーボンファイバープリプレグ成形体を積層した多層構造を有しており、スチールやアルミニウム製のバドミントンラケットに比べて大幅な軽量化が図れることから、グリップの重量を増加させながらラケット全体としては軽量化を図ることができるため、優れた操作性と高い反発力を発揮できる点で非常に優れている。
しかしながら、カーボンファイバーは、強度や剛性は高いが、しなり難いという問題点があった。このため、ラケットのヘッドの速度があがらず、打ったシャトルのスピードが上がり難いという問題がある。
本発明は、打ったシャトルのスピードをより高めることができる、バドミントンラケットを提供することを目的とする。
本発明は、打ったシャトルのスピードをより高めることができる、バドミントンラケットを提供することを目的とする。
上記課題を解決するために、本発明に係るバドミントンラケットは、カーボンファイバープリプレグ成形体を含むバドミントンラケットであって、カーボンファイバープリプレグ成形体が、表面修飾されたカーボンナノチューブを含み、1750Mpa以上の曲げ強度と120Gpa以上の曲げ弾性率とを有する。このような性能を有するカーボンファイバープリプレグ成形体を含むことによって、バドミントンラケットの強度と剛性とを高めることが可能となり、例えばカーボンファイバープリプレグ成形体を含む箇所を細くしても、必要性能を保つことができる。この結果、スイング時の空気抵抗の低減などにより打ったシャトルのスピードをより高めることができる。
本発明に係るバドミントンラケットのシャフトが、シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体を含み、このカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含み、かつ、1750Mpa以上の曲げ強度と120Gpa以上の曲げ弾性率とを有することが好ましい。シャフトが、このような構成を備えることによって、シャフトの強度と剛性とを高めることが可能となり、細径シャフトでも、必要性能を保つことができる。この結果、スイング時の空気抵抗の低減などにより、打ったシャトルのスピードをより高めることができる。
表面修飾されたカーボンナノチューブを含み、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有するカーボンファイバープリプレグ成形体が、シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体の、一番外側よりも内側の層に配置されていることが好ましい。最外層よりも内側に配置することによって、シャフトの外径研磨仕上げ時の材料ロスを低減して、材料の特性を最大限に発揮することが可能となる。
ヘッドのフレームが、シャフトとは異なる材料構成でできていることが好ましい。フレームの材料構成をシャフトの材料構成と異なるものとすることによって、製品各部に求められる特性に精細に合わせる事ができ、シャトルを打つ際の反発力をより高めることが可能となる。例えば、シャフトに高剛性材料を使用することで、打球感を変えずに、シャトルの反発性を高めるラケットにすることも可能になる。
本発明によれば、特定の性能を有する素材を配することによって、打ったシャトルのスピードをより高めることができる、バドミントンラケットを提供することが可能となる。
以下、上記知見に基づき完成した本発明の実施の形態を、添付図面を用いて詳細に説明する。なお、本発明の目的、特徴、利点、および、そのアイデアは、本明細書の記載により、当業者には明らかであり、本明細書の記載から、当業者であれば容易に本発明を再現できる。以下に記載された発明の実施の形態及び具体的な実施例などは、本発明の好ましい実施態様を示すものであり、例示又は説明のために示されているのであって、本発明をそれらに限定するものではない。本明細書で開示されている本発明の意図並びに範囲内で、本明細書の記載に基づき、様々な改変並びに修飾ができることは、当業者にとって明らかである。
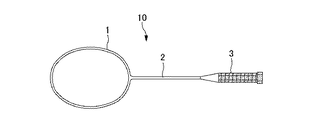
図1は、本発明に係るバドミントンラケットの正面図である。図1に示すように、バドミントンラケット10は、正面から見た際に環状になるように形成されたフレーム1と、フレーム1に一方の端部が接合されたシャフト2と、シャフト2の他方の端部側に設けられたグリップ3とを備える。
本発明に係るバドミントンラケット10は、カーボンファイバープリプレグ成形体を含み、カーボンファイバープリプレグ成形体は、表面修飾されたカーボンナノチューブを含む。なお、カーボンファイバープリプレグ(carbon fiber prepreg)とは、カーボンファイバーに樹脂組成物を含浸させたシート状の中間基材をいい、例えば、カーボンファイバーに熱硬化樹脂組成物を含浸させた後、半硬化状態、いわゆる、Bステージの状態にしたものを含み、本明細書においては、この中間基材から、さらに硬化させたものをいう。また、本明細書においては、カーボンファイバープリプレグを硬化させたもの、つまり成形したものを、カーボンファイバー成形体とした。
カーボンファイバープリプレグ成形体は、カーボンファイバーと樹脂組成物以外の物質、例えば、ガラス繊維や金属材料などを含んでいても良い。また、カーボンファイバーに含浸させる樹脂組成物は、主原料が樹脂であれば良く、例えば、カーボンナノチューブなどの添加物を含んでいても良い。
カーボンファイバープリプレグ成形体は、カーボンファイバーと樹脂組成物以外の物質、例えば、ガラス繊維や金属材料などを含んでいても良い。また、カーボンファイバーに含浸させる樹脂組成物は、主原料が樹脂であれば良く、例えば、カーボンナノチューブなどの添加物を含んでいても良い。
本発明に係るバドミントンラケット10は、積層された複数枚のカーボンファイバープリプレグ成形体を含み、積層された複数枚のカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含むことが好ましい。
ここで、積層されたカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含むが、複数枚のカーボンファイバープリプレグ成形体のうち、どの1枚であっても構わず、複数枚であっても構わない。また、積層されたカーボンファイバープリプレグ成形体の各層は、互いに同じカーボンファイバープリプレグ成形体であっても良く、異なるカーボンファイバープリプレグ成形体であっても良い。カーボンファイバープリプレグ成形体の各層の間に、例えば、カーボンファイバーを含まない樹脂成形体や、接着剤、ガラス繊維や金属材料などの強度を向上させるための物質など、カーボンファイバープリプレグ成形体以外の物質を含んでいても良い。
ここで、積層されたカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含むが、複数枚のカーボンファイバープリプレグ成形体のうち、どの1枚であっても構わず、複数枚であっても構わない。また、積層されたカーボンファイバープリプレグ成形体の各層は、互いに同じカーボンファイバープリプレグ成形体であっても良く、異なるカーボンファイバープリプレグ成形体であっても良い。カーボンファイバープリプレグ成形体の各層の間に、例えば、カーボンファイバーを含まない樹脂成形体や、接着剤、ガラス繊維や金属材料などの強度を向上させるための物質など、カーボンファイバープリプレグ成形体以外の物質を含んでいても良い。
本発明に係るバドミントンラケット10は、シャフト2の軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体を含むシャフト2を備え、この複数枚のカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含むことがより好ましい。
以下、シャフト2がこのような構成を備える場合について、図2を参照にして詳細に説明する。
以下、シャフト2がこのような構成を備える場合について、図2を参照にして詳細に説明する。
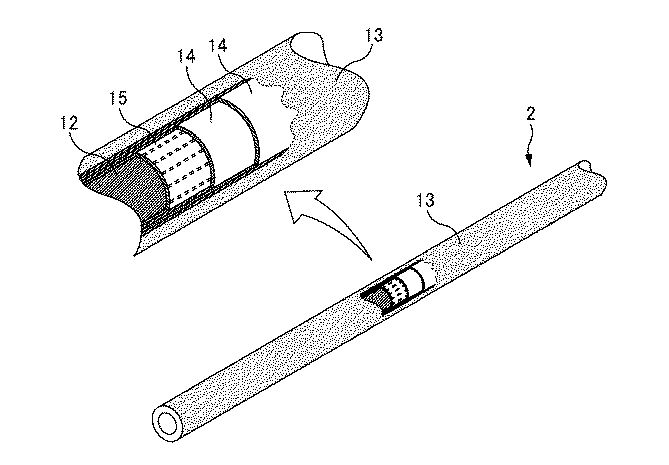
図2は、本発明の一実施形態として説明する、バドミントンラケット10のシャフト2の内部構造を示す図である。
例えば、図2に示すように、本発明に係るシャフト2は、シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体12、14および15と、一番外側のカーボンファイバープリプレグ成形体14の外表面に施された塗装層13とを備えてもよい。
例えば、図2に示すように、本発明に係るシャフト2は、シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体12、14および15と、一番外側のカーボンファイバープリプレグ成形体14の外表面に施された塗装層13とを備えてもよい。
複数枚のカーボンファイバープリプレグ成形体12、14および15のうち、一番内側を含む2枚以上の層は、シャフト2のトルク性能を調節できるように、高弾性カーボンファイバーを含むカーボンファイバープリプレグ成形体12であることが好ましい。例えば、カーボンファイバープリプレグ成形体12に含まれている高弾性カーボンファイバーは、カーボンファイバーの配向角が、シャフト2の軸方向に対し斜めになるように配置される。さらに、カーボンファイバープリプレグ成形体12は、積層されたカーボンファイバーの配向角が内側から外側に向かって順次交差するように、各層が積層されている。
複数枚のカーボンファイバープリプレグ成形体12、14および15のうち、一番外側を含む1枚以上の層は、シャフト2のしなり特性と強度とを調節するように、高強度カーボンファイバーを含むカーボンプリプレグ成形体14であることが好ましい。
複数枚のカーボンファイバープリプレグ成形体12、14および15のうち、一番外側を含む1枚以上の層は、シャフト2のしなり特性と強度とを調節するように、高強度カーボンファイバーを含むカーボンプリプレグ成形体14であることが好ましい。
そして、一番内側と一番外側とを除く1枚以上の層は、表面修飾されたカーボンナノチューブを含み、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有するカーボンファイバープリプレグ成形体15である。
従来は、シャフトの直径を7mm未満にしようとすると、シャフトの強度が減少してしまうために壊れやすく、逆に、壊れにくいような素材を使用すると、シャフトがしならないために打ったシャトルのスピードが上がらなかった。しかし、本発明のシャフト2は、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15を備えることによって、シャフトに適度なしなりやすさを持たせながら、シャフトの強度と剛性とを高めて直径を細くすることを可能とし、この結果、打ったシャトルのスピードをより高めることが可能となった。
また、本実施の形態では、表面修飾されたカーボンナノチューブを含有するカーボンファイバープリプレグ成形体15の配置を、最外層よりも内側に配置する事で、外径研磨仕上げ時の材料ロスを低減、材料の特性を最大限に発揮できる配置に工夫した。
従来は、シャフトの直径を7mm未満にしようとすると、シャフトの強度が減少してしまうために壊れやすく、逆に、壊れにくいような素材を使用すると、シャフトがしならないために打ったシャトルのスピードが上がらなかった。しかし、本発明のシャフト2は、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15を備えることによって、シャフトに適度なしなりやすさを持たせながら、シャフトの強度と剛性とを高めて直径を細くすることを可能とし、この結果、打ったシャトルのスピードをより高めることが可能となった。
また、本実施の形態では、表面修飾されたカーボンナノチューブを含有するカーボンファイバープリプレグ成形体15の配置を、最外層よりも内側に配置する事で、外径研磨仕上げ時の材料ロスを低減、材料の特性を最大限に発揮できる配置に工夫した。
表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15は、例えば、次の方法で製造することができる。
まず、直径が8〜15nmであり、長さが2μm以下であって、3層以上の多層構造を有する、表面がカルボニル基で修飾されたカーボンナノチューブを、適量のアセトンに一次分散させた後、その混合物をエポキシ樹脂に二次分散させ、その後アセトンを除去することで樹脂組成物を調製する。引き続き、得られた樹脂組成物を、カーボンファイバーに含浸させることによって、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグを製造する。このプリプレグを硬化させることによって、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15を製造することができる。
まず、直径が8〜15nmであり、長さが2μm以下であって、3層以上の多層構造を有する、表面がカルボニル基で修飾されたカーボンナノチューブを、適量のアセトンに一次分散させた後、その混合物をエポキシ樹脂に二次分散させ、その後アセトンを除去することで樹脂組成物を調製する。引き続き、得られた樹脂組成物を、カーボンファイバーに含浸させることによって、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグを製造する。このプリプレグを硬化させることによって、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15を製造することができる。
ここで、カーボンナノチューブの長さを2μm以下に調整する方法は、ボールミルなどによる物理的カット方法では、カーボンナノチューブ自体の破損も伴い、樹脂特性が大きく向上しない。よって、化学的カット方法、例えば、強酸によるカットなどを行うことが好ましい。
用いるエポキシ樹脂は、多官能エポキシ樹脂を含むことが好ましい。多官能エポキシ樹脂を含ませる方法は、例えば、表面修飾されたカーボンナノチューブを分散させたエポキシ樹脂(アセトン除去後)に、表面修飾されたカーボンナノチューブの10倍量(重量換算)の多官能エポキシ樹脂を添加することによって含ませても良い。ここで、多官能エポキシ樹脂とは、例えば、グリセリン、ペンタエリスリトールおよびソルビトールなどの多官能のエポキシ化合物を原料として製造された樹脂をいう。
用いるエポキシ樹脂とカーボンナノチューブとの割合は、当業者であれば適宜調節することができるが、カーボンファイバープリプレグ成形体の曲げ強度と曲げ弾性率とをより高くするために、カーボンナノチューブ対してエポキシ樹脂が、30〜50倍量であることが好ましく、35〜45倍量であることがより好ましい(いずれも重量換算)。上述のように、エポキシ樹脂が多官能エポキシ樹脂を含む場合には、これらの他に、さらに10倍量の多官能エポキシ樹脂を含む。
用いるエポキシ樹脂は、多官能エポキシ樹脂を含むことが好ましい。多官能エポキシ樹脂を含ませる方法は、例えば、表面修飾されたカーボンナノチューブを分散させたエポキシ樹脂(アセトン除去後)に、表面修飾されたカーボンナノチューブの10倍量(重量換算)の多官能エポキシ樹脂を添加することによって含ませても良い。ここで、多官能エポキシ樹脂とは、例えば、グリセリン、ペンタエリスリトールおよびソルビトールなどの多官能のエポキシ化合物を原料として製造された樹脂をいう。
用いるエポキシ樹脂とカーボンナノチューブとの割合は、当業者であれば適宜調節することができるが、カーボンファイバープリプレグ成形体の曲げ強度と曲げ弾性率とをより高くするために、カーボンナノチューブ対してエポキシ樹脂が、30〜50倍量であることが好ましく、35〜45倍量であることがより好ましい(いずれも重量換算)。上述のように、エポキシ樹脂が多官能エポキシ樹脂を含む場合には、これらの他に、さらに10倍量の多官能エポキシ樹脂を含む。
カーボンナノチューブを分散させる方法としては、高圧ホモジナイザーなどの使用が好ましい。また、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15において、表面修飾されたカーボンナノチューブは、エポキシ樹脂中に、20μm以下の粒径で分散していることが好ましい。
表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15の、曲げ強度および曲げ弾性率は、それぞれ、1750Mpa以上および120Gpa以上であることが好ましい。例えば、曲げ強度は、1750〜2400Mpaであっても良く、1800〜2200Mpaであることがより好ましく、また、曲げ弾性率は、120〜200Gpaであっても良く、120〜160Gpaであることがより好ましい。
また、樹脂組成物の曲げ強度および曲げ弾性率は、それぞれ、150Mpa以上および3.25Gpa以上であることが好ましい。例えば、曲げ強度は、150〜200Mpaであっても良く、150〜180Mpaであることがより好ましく、また、曲げ弾性率は、3.25〜4.00Gpaであっても良く、3.25〜3.75Gpaであることがより好ましい。
また、樹脂組成物の曲げ強度および曲げ弾性率は、それぞれ、150Mpa以上および3.25Gpa以上であることが好ましい。例えば、曲げ強度は、150〜200Mpaであっても良く、150〜180Mpaであることがより好ましく、また、曲げ弾性率は、3.25〜4.00Gpaであっても良く、3.25〜3.75Gpaであることがより好ましい。
表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグの製造例は、以下の通りになる。
基材 カーボンファイバー:トレカT-700SC-12K
一方向配列 基材目付量:125g/m2
樹脂 エポキシ樹脂:ビスフェノールA型エポキシ樹脂 100wt%
硬化剤 :アミン系硬化剤(ジシアンジアミド) 4.5wt%
触媒 :芳香族系尿素化合物 3.0wt%
基材 カーボンファイバー:トレカT-700SC-12K
一方向配列 基材目付量:125g/m2
樹脂 エポキシ樹脂:ビスフェノールA型エポキシ樹脂 100wt%
硬化剤 :アミン系硬化剤(ジシアンジアミド) 4.5wt%
触媒 :芳香族系尿素化合物 3.0wt%
また、表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体15の評価方法は、以下の通りになる。
一方向プリプレグ成形体(Unidirctional pre-preg)を下記成形条件で積層板成形し、三点曲げ試験を行った数値
積層板成形条件 積層数:20枚
積層方向:0°
成形方法:ホットプレス成形
成形条件:130℃ × 1h × 5Kgf/cm2
曲げ試験: JIS K7074
一方向プリプレグ成形体(Unidirctional pre-preg)を下記成形条件で積層板成形し、三点曲げ試験を行った数値
積層板成形条件 積層数:20枚
積層方向:0°
成形方法:ホットプレス成形
成形条件:130℃ × 1h × 5Kgf/cm2
曲げ試験: JIS K7074
本発明に係るシャフト2の直径は、スイングする際の空気抵抗を減少させるように、6.4〜6.9mmであっても良く、6.4〜6.8mmであることがより好ましく、6.4〜6.6mmであることが特に好ましい。
本発明に係るバドミントンラケット10は、シャトルを打つ際の反発力をより高められるように、シャフト2とは異なる材料構成でできた、ヘッドのフレーム1を備えることが好ましい。ここで、異なる材料構成とは、表面修飾されたカーボンナノチューブを含有するカーボンファイバープリプレグ成形体以外の、カーボンファーバープリプレグ成形体であっても良く、例えば、高強度カーボンファイバーを含むカーボンプリプレグ成形体であっても良い。フレームの材料構成をシャフトの材料構成と異なるものとすることによって、製品各部に求められる特性に精細に合わせる事ができ、シャトルを打つ際の反発力をより高めることが可能となる。例えば、シャフトに高剛性材料を使用することで、打球感を変えずに、シャトルの反発性を高めるラケットにすることも可能になる。
本発明に係るバドミントンラケット10は、このようなシャフト2と、ヘッドのフレーム1と、さらに、グリップ3とを備えることによって、シャフトの強度と剛性とを高めながら、シャフトの直径を細くすることが可能となる。これにより、スイング時の空気抵抗が飛躍的に減少する。この結果、打ったシャトルのスピードをより高めることができる。
以下に本発明を実施例によって具体的に説明する。なお、これらの実施例は本発明を説明するためのものであって、本発明の範囲を限定するものではない。
==シャフトの性能試験==
本発明に係るバドミントンラケットと、従来のバドミントンラケットとの性能を比較する実験を行った。
これらバドミントンラケットは、同じ構造を備えるが、シャフトを構成する積層された複数枚のカーボンファイバープリプレグ成形体うち一番外側と一番内側とを除く全ての層が、本発明に係るバドミントンラケットのシャフトは、表面修飾されたカーボンナノチューブを含み、1800Mpaの曲げ強度と120Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体であるのに対して、従来のバドミントンラケットのシャフトは、材料構成の該当部に表面修飾されたカーボンナノチューブを含まない、1700Mpaの曲げ強度と115Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体である点で異なる。なお、本発明に係るバドミントンラケットのシャフトを構成する、表面修飾されたカーボンナノチューブを含んだ1800Mpaの曲げ強度と120Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体は、直径8〜15nm、長さ2μm以下、3層以上の多層構造を有する、表面がカルボニル基で修飾された多層カーボンナノチューブを、アセトンに一次分散後、35〜40倍量のエポキシ樹脂に二次分散し、その後アセトンを除去する事により、161Mpaの曲げ強度と3.35Gpaの曲げ弾性率とを有する樹脂組成物を調製し、さらに、得られた樹脂組成物をカーボンファイバーに含浸させ後に、硬化させることによって製造した。用いた、基材および樹脂の詳細は、下記の通りである。
基材 カーボンファイバー:トレカT-700SC-12K
一方向配列 基材目付量:125g/m2
樹脂 エポキシ樹脂:ビスフェノールA型エポキシ樹脂 100wt%
硬化剤 :アミン系硬化剤(ジシアンジアミド) 4.5wt%
触媒 :芳香族系尿素化合物 3.0wt%
本発明に係るバドミントンラケットと、従来のバドミントンラケットとの性能を比較する実験を行った。
これらバドミントンラケットは、同じ構造を備えるが、シャフトを構成する積層された複数枚のカーボンファイバープリプレグ成形体うち一番外側と一番内側とを除く全ての層が、本発明に係るバドミントンラケットのシャフトは、表面修飾されたカーボンナノチューブを含み、1800Mpaの曲げ強度と120Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体であるのに対して、従来のバドミントンラケットのシャフトは、材料構成の該当部に表面修飾されたカーボンナノチューブを含まない、1700Mpaの曲げ強度と115Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体である点で異なる。なお、本発明に係るバドミントンラケットのシャフトを構成する、表面修飾されたカーボンナノチューブを含んだ1800Mpaの曲げ強度と120Gpaの曲げ弾性率とを有するカーボンファイバープリプレグ成形体は、直径8〜15nm、長さ2μm以下、3層以上の多層構造を有する、表面がカルボニル基で修飾された多層カーボンナノチューブを、アセトンに一次分散後、35〜40倍量のエポキシ樹脂に二次分散し、その後アセトンを除去する事により、161Mpaの曲げ強度と3.35Gpaの曲げ弾性率とを有する樹脂組成物を調製し、さらに、得られた樹脂組成物をカーボンファイバーに含浸させ後に、硬化させることによって製造した。用いた、基材および樹脂の詳細は、下記の通りである。
基材 カーボンファイバー:トレカT-700SC-12K
一方向配列 基材目付量:125g/m2
樹脂 エポキシ樹脂:ビスフェノールA型エポキシ樹脂 100wt%
硬化剤 :アミン系硬化剤(ジシアンジアミド) 4.5wt%
触媒 :芳香族系尿素化合物 3.0wt%
これらの2つのバドミントンラケットを用いて、曲げ強度、曲げ弾性率、および、衝撃強度を測定した。曲げ強度および曲げ弾性率は、株式会社エー・アンド・デイ製のテンシロン万能試験機RTCシリーズを使用して三点曲げ試験によって測定し、衝撃強度は、株式会社東洋精機製のシャルピー衝撃試験機を使用して、シャルピー試験によって測定し。従来のバドミントンラケットのシャフトを使用した際の値を100として、各測定結果を表1に示す。
この結果、本発明に係るバドミントンラケットのシャフトを用いた場合には、曲げ強度が8%、弾性率が9%、そして、衝撃強度が24%向上することが示された。このように、本発明に係るバドミントンラケットのシャフトは、シャフトの強度および剛性を高めることが可能である。
==空気抵抗==
本発明に係るバドミントンラケットのシャフトは、従来のシャフトに比べて、強度および剛性を高められる。そこで、シャフトの直径が、従来の7.0mmよりも細い、6.8mmまたは6.6mmのバドミントンラケットを製造し、シャフトの直径が7.45mmと7.0mmのものも併せて、本発明に係るバドミントンラケットの、シャフトの形状の違いによるスイング時の空気抵抗の違いを、断面積から算出した。
7.0mmのシャフトを備えるバドミントンラケットを使用した際の、側面の空気抵抗を100として、各算出結果を表2に示す。
本発明に係るバドミントンラケットのシャフトは、従来のシャフトに比べて、強度および剛性を高められる。そこで、シャフトの直径が、従来の7.0mmよりも細い、6.8mmまたは6.6mmのバドミントンラケットを製造し、シャフトの直径が7.45mmと7.0mmのものも併せて、本発明に係るバドミントンラケットの、シャフトの形状の違いによるスイング時の空気抵抗の違いを、断面積から算出した。
7.0mmのシャフトを備えるバドミントンラケットを使用した際の、側面の空気抵抗を100として、各算出結果を表2に示す。
この結果、直径が6.6mmのシャフトは、6.8mmのシャフトに比べて空気抵抗が3%小さく、7.0mmおよび7.45mmのシャフトと比較すると、それぞれ、6%および11%も空気抵抗が小さいことが示された。このように、本発明に係るバドミントンラケットは、シャフトの直径を小さくすることが可能であり、これによって、スイング時の空気抵抗を小さくすることができる。
==シャフトの戻り時間==
本発明に係るバドミントンラケットと、従来のバドミントンラケットとを用いて、シャフトをしならせた際の戻り時間を測定した。本試験で用いたこれらのバドミントンラケットは、同じ構造を有するが、本発明に係るバドミントンラケットのシャフトは、積層された複数枚のカーボンファイバープリプレグ成形体うち一番外側と一番内側とを除く全ての層が161Mpaの曲げ強度と3.35Gpaの曲げ弾性率とを有する点と、さらに、シャフトの直径が6.6mmへと細められている点で異なる。
これらの2つのバドミントンラケットを、一定の角度まで手で曲げた後、手を離してから曲げが戻るまでの時間を、株式会社ナックイメージテクノロジーのハイスピードカメラMEMRECAM K5を用いて測定した。従来のバドミントンラケットを使用した際の値を100として、各測定結果を表3に示す。
本発明に係るバドミントンラケットと、従来のバドミントンラケットとを用いて、シャフトをしならせた際の戻り時間を測定した。本試験で用いたこれらのバドミントンラケットは、同じ構造を有するが、本発明に係るバドミントンラケットのシャフトは、積層された複数枚のカーボンファイバープリプレグ成形体うち一番外側と一番内側とを除く全ての層が161Mpaの曲げ強度と3.35Gpaの曲げ弾性率とを有する点と、さらに、シャフトの直径が6.6mmへと細められている点で異なる。
これらの2つのバドミントンラケットを、一定の角度まで手で曲げた後、手を離してから曲げが戻るまでの時間を、株式会社ナックイメージテクノロジーのハイスピードカメラMEMRECAM K5を用いて測定した。従来のバドミントンラケットを使用した際の値を100として、各測定結果を表3に示す。
この結果、本発明に係るバドミントンラケットを用いた場合には、従来のバドミントンラケットに比べて、シャフトの戻り時間が10%早くなることが示された。
==シャトルの速度および回転時間==
上記シャフトの戻り時間を測定した際に用いた、本発明に係るバドミントンラケットと、従来のバドミントンラケットとを用いて、実際にシャトルを打った際の、シャトルの速度および1回転に要する時間を測定した。具体的には、各ラケットを、ヨネックス株式会社製の専用機械に取り付けて一定速度でスイングさせたところに、機械の上部からシャトルを落とすことによって、バドミントンラケットの打球面中央にシャトルをインパクトさせた後の、シャトルの挙動を、株式会社ナックイメージテクノロジーのハイスピードカメラMEMRECAM K5を用いて高速撮影した。
従来のバドミントンラケットを使用した際の値を100として、各測定結果を表4に示す。
上記シャフトの戻り時間を測定した際に用いた、本発明に係るバドミントンラケットと、従来のバドミントンラケットとを用いて、実際にシャトルを打った際の、シャトルの速度および1回転に要する時間を測定した。具体的には、各ラケットを、ヨネックス株式会社製の専用機械に取り付けて一定速度でスイングさせたところに、機械の上部からシャトルを落とすことによって、バドミントンラケットの打球面中央にシャトルをインパクトさせた後の、シャトルの挙動を、株式会社ナックイメージテクノロジーのハイスピードカメラMEMRECAM K5を用いて高速撮影した。
従来のバドミントンラケットを使用した際の値を100として、各測定結果を表4に示す。
この結果、本発明に係るバドミントンラケットを用いた場合には、従来のバドミントンラケットに比べて、初速が4%、終速では14%向上し、そして、打ったシャトルの速度の伸び、即ち、終速と初速との差で見ても、10%向上することが示された。また、シャトルが1回転に要する時間が28%増えた。言い換えると、シャトルの回転数が、22%減少した。シャトルは、回転数が少ないほど、空気抵抗が少なくなり、減速が少なくなるので、本発明によれば、回転数を抑えることによっても、打ったシャトルの減速を少なくすることができ、シャトルの速度を増すことができる。
1 フレーム
2 シャフト
3 グリップ
10 バドミントンラケット
12 高弾性カーボンファイバーを含むカーボンファイバープリプレグ成形体
13 塗装層
14 高強度カーボンファイバーを含むカーボンファイバープリプレグ成形体
15 表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体
2 シャフト
3 グリップ
10 バドミントンラケット
12 高弾性カーボンファイバーを含むカーボンファイバープリプレグ成形体
13 塗装層
14 高強度カーボンファイバーを含むカーボンファイバープリプレグ成形体
15 表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体
Claims (7)
- カーボンファイバープリプレグ成形体を含むバドミントンラケットであって、
カーボンファイバープリプレグ成形体が、表面修飾されたカーボンナノチューブを含み、かつ、カーボンファイバープリプレグ成形体が、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有することを特徴とする、バドミントンラケット。 - シャフトが、シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体を含み、
シャフトの軸を中心として同心状に積層された複数枚のカーボンファイバープリプレグ成形体の少なくとも1枚が、表面修飾されたカーボンナノチューブを含み、かつ、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有することを特徴とする、請求項1に記載のバドミントンラケット。 - 表面修飾されたカーボンナノチューブを含み、かつ、1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有するカーボンファイバープリプレグ成形体が、積層された複数枚のカーボンファイバープリプレグ成形体の一番外側よりも内側の層に配置されていることを特徴とする、請求項2に記載のバドミントンラケット。
- ヘッドのフレームが、シャフトとは異なる材料構成でできていることを特徴とする、請求項1〜3のいずれか1項に記載のバドミントンラケット。
- 1750Mpa以上の曲げ強度と、120Gpa以上の曲げ弾性率とを有するカーボンファイバープリプレグ成形体が、150Mpa以上の曲げ強度と、3.25Gpa以上の曲げ弾性率とを有する樹脂組成物を含むことを特徴とする、請求項4に記載のバドミントンラケット。
- 表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体は、エポキシ樹脂を含み、
表面修飾されたカーボンナノチューブは、エポキシ樹脂中に、20μm以下の粒径で分散しており、
表面修飾されたカーボンナノチューブは、表面がカルボニル基で修飾されている多層カーボンナノチューブであり、直径が8〜15nmであって、長さが2μm以下であることを特徴とする、請求項1〜5のいずれか1項に記載のバドミントンラケット。 - 表面修飾されたカーボンナノチューブを含むカーボンファイバープリプレグ成形体に含まれる、エポキシ樹脂の量は、表面修飾されたカーボンナノチューブの量に対し、重量換算で35〜45倍量である事を特徴とする、請求項6に記載のバドミントンラケット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006999A JP2012147846A (ja) | 2011-01-17 | 2011-01-17 | バドミントンラケット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006999A JP2012147846A (ja) | 2011-01-17 | 2011-01-17 | バドミントンラケット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012147846A true JP2012147846A (ja) | 2012-08-09 |
Family
ID=46790759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011006999A Pending JP2012147846A (ja) | 2011-01-17 | 2011-01-17 | バドミントンラケット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012147846A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102794002A (zh) * | 2012-09-06 | 2012-11-28 | 吴先强 | 一种碳素羽毛球拍的耐高强度修补方法 |
| EP2805751A2 (en) | 2013-05-23 | 2014-11-26 | Yonex Kabushiki Kaisha Joint-stock company of Japan | Racket |
| EP2829305A1 (en) | 2013-07-24 | 2015-01-28 | Yonex Kabushiki Kaisha Joint-stock company of Japan | Racket |
| EP2952231A1 (en) | 2014-06-05 | 2015-12-09 | Yonex Kabushiki Kaisha | Racket |
| CN105944345A (zh) * | 2016-05-23 | 2016-09-21 | 桐乡波力科技复材用品有限公司 | 羽拍的四轴中管的制备方法 |
| CN106178443A (zh) * | 2015-05-07 | 2016-12-07 | 富阳市三江文体用品有限公司 | 一种羽毛球拍的高效组装装置及组装方法 |
| WO2018151009A1 (ja) * | 2017-02-14 | 2018-08-23 | ニッタ株式会社 | バドミントンラケット、テニスラケット、ゴルフクラブ、スノーボード、又は自転車に使用するシャフトおよびフレーム |
| JP2018130524A (ja) * | 2017-02-14 | 2018-08-23 | ニッタ株式会社 | バドミントンラケット、テニスラケット、ゴルフクラブ、スノーボード、又は自転車に使用するシャフトおよびフレーム |
| EP4098332A4 (en) * | 2020-02-18 | 2024-02-21 | Sumitomo Rubber Industries, Ltd. | BADMINTON RACKET |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10248961A (ja) * | 1997-03-12 | 1998-09-22 | Bridgestone Sports Co Ltd | バドミントン用ラケットフレーム |
| JP2001137390A (ja) * | 1999-11-12 | 2001-05-22 | Bridgestone Sports Co Ltd | バドミントンラケット |
| JP2004298357A (ja) * | 2003-03-31 | 2004-10-28 | Mizuno Technics Kk | ゴルフシャフト |
| JP2005105152A (ja) * | 2003-09-30 | 2005-04-21 | Toho Tenax Co Ltd | フラーレン含有プリプレグ |
| JP2005239531A (ja) * | 2004-01-27 | 2005-09-08 | Shimizu Corp | 球状カーボンナノチューブ集合体およびその製造方法並びに複合体の製造方法 |
| JP2006527786A (ja) * | 2003-06-16 | 2006-12-07 | ウィリアム・マーシュ・ライス・ユニバーシティ | 官能基化カーボンナノチューブを使用するカーボンナノチューブ強化エポキシポリマー複合体の製造 |
| JP2008200272A (ja) * | 2007-02-20 | 2008-09-04 | Yonex Co Ltd | ゴルフクラブシャフト |
| JP2008231288A (ja) * | 2007-03-22 | 2008-10-02 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2009074009A (ja) * | 2007-09-25 | 2009-04-09 | Toray Ind Inc | プリプレグおよびゴルフクラブシャフト |
| JP2009165703A (ja) * | 2008-01-17 | 2009-07-30 | Yonex Co Ltd | ラケット |
| JP2010131360A (ja) * | 2008-11-06 | 2010-06-17 | Kumpoo Co Ltd | バドミントンラケット |
-
2011
- 2011-01-17 JP JP2011006999A patent/JP2012147846A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10248961A (ja) * | 1997-03-12 | 1998-09-22 | Bridgestone Sports Co Ltd | バドミントン用ラケットフレーム |
| JP2001137390A (ja) * | 1999-11-12 | 2001-05-22 | Bridgestone Sports Co Ltd | バドミントンラケット |
| JP2004298357A (ja) * | 2003-03-31 | 2004-10-28 | Mizuno Technics Kk | ゴルフシャフト |
| JP2006527786A (ja) * | 2003-06-16 | 2006-12-07 | ウィリアム・マーシュ・ライス・ユニバーシティ | 官能基化カーボンナノチューブを使用するカーボンナノチューブ強化エポキシポリマー複合体の製造 |
| JP2005105152A (ja) * | 2003-09-30 | 2005-04-21 | Toho Tenax Co Ltd | フラーレン含有プリプレグ |
| JP2005239531A (ja) * | 2004-01-27 | 2005-09-08 | Shimizu Corp | 球状カーボンナノチューブ集合体およびその製造方法並びに複合体の製造方法 |
| JP2008200272A (ja) * | 2007-02-20 | 2008-09-04 | Yonex Co Ltd | ゴルフクラブシャフト |
| JP2008231288A (ja) * | 2007-03-22 | 2008-10-02 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2009074009A (ja) * | 2007-09-25 | 2009-04-09 | Toray Ind Inc | プリプレグおよびゴルフクラブシャフト |
| JP2009165703A (ja) * | 2008-01-17 | 2009-07-30 | Yonex Co Ltd | ラケット |
| JP2010131360A (ja) * | 2008-11-06 | 2010-06-17 | Kumpoo Co Ltd | バドミントンラケット |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102794002A (zh) * | 2012-09-06 | 2012-11-28 | 吴先强 | 一种碳素羽毛球拍的耐高强度修补方法 |
| EP2805751A2 (en) | 2013-05-23 | 2014-11-26 | Yonex Kabushiki Kaisha Joint-stock company of Japan | Racket |
| EP2829305A1 (en) | 2013-07-24 | 2015-01-28 | Yonex Kabushiki Kaisha Joint-stock company of Japan | Racket |
| EP2952231A1 (en) | 2014-06-05 | 2015-12-09 | Yonex Kabushiki Kaisha | Racket |
| US9597555B2 (en) | 2014-06-05 | 2017-03-21 | Yonex Kabushiki Kaisha | Racket |
| CN106178443A (zh) * | 2015-05-07 | 2016-12-07 | 富阳市三江文体用品有限公司 | 一种羽毛球拍的高效组装装置及组装方法 |
| CN105944345A (zh) * | 2016-05-23 | 2016-09-21 | 桐乡波力科技复材用品有限公司 | 羽拍的四轴中管的制备方法 |
| WO2018151009A1 (ja) * | 2017-02-14 | 2018-08-23 | ニッタ株式会社 | バドミントンラケット、テニスラケット、ゴルフクラブ、スノーボード、又は自転車に使用するシャフトおよびフレーム |
| JP2018130524A (ja) * | 2017-02-14 | 2018-08-23 | ニッタ株式会社 | バドミントンラケット、テニスラケット、ゴルフクラブ、スノーボード、又は自転車に使用するシャフトおよびフレーム |
| EP4098332A4 (en) * | 2020-02-18 | 2024-02-21 | Sumitomo Rubber Industries, Ltd. | BADMINTON RACKET |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012147846A (ja) | バドミントンラケット | |
| JP5633654B2 (ja) | ゴルフクラブ用シャフト | |
| US7972223B2 (en) | Golf club | |
| JP2012143515A (ja) | ゴルフクラブシャフト、および、ゴルフクラブ | |
| US20180221731A1 (en) | Golf club shaft | |
| JP3317619B2 (ja) | テーパ付き中空シャフト | |
| US9463362B2 (en) | Golf club and shaft | |
| CN202951204U (zh) | 高尔夫球杆柄及其制造系统 | |
| JP2004298357A (ja) | ゴルフシャフト | |
| JP2008200272A (ja) | ゴルフクラブシャフト | |
| US7628710B2 (en) | Golf club shaft | |
| US20080287228A1 (en) | Single wall ball bat including e-glass structural fiber | |
| JP5291356B2 (ja) | ゴルフクラブ用シャフト | |
| JP2013116208A (ja) | ゴルフクラブシャフト及びゴルフクラブ | |
| JPH084646B2 (ja) | ゴルフクラブ用シャフト | |
| JP7581767B2 (ja) | ゴルフクラブシャフト | |
| CN108025205B (zh) | 高尔夫球杆杆身以及具有该高尔夫球杆杆身的高尔夫球杆 | |
| JP6265672B2 (ja) | ゴルフクラブ用シャフト | |
| CN105169648B (zh) | 混合高尔夫球杆 | |
| JP2008154866A (ja) | ゴルフクラブシャフト | |
| JP4112722B2 (ja) | ゴルフクラブ | |
| JP2011024617A (ja) | ラケットフレーム | |
| JP2004269861A (ja) | プリプレグ、繊維強化複合材料および繊維強化複合材料製管状体 | |
| JP6182829B2 (ja) | ゴルフクラブ用シャフトの製造方法 | |
| JP2005238472A (ja) | 繊維強化複合材料製管状体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140725 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141125 |