WO2022107331A1 - 鉛蓄電池用ペースティングペーパー - Google Patents
鉛蓄電池用ペースティングペーパー Download PDFInfo
- Publication number
- WO2022107331A1 WO2022107331A1 PCT/JP2020/043473 JP2020043473W WO2022107331A1 WO 2022107331 A1 WO2022107331 A1 WO 2022107331A1 JP 2020043473 W JP2020043473 W JP 2020043473W WO 2022107331 A1 WO2022107331 A1 WO 2022107331A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- lead
- less
- conductive material
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/44—Fibrous material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/429—Natural polymers
- H01M50/4295—Natural cotton, cellulose or wood
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/431—Inorganic material
- H01M50/434—Ceramics
- H01M50/437—Glass
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/446—Composite material consisting of a mixture of organic and inorganic materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/497—Ionic conductivity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention is the pole of lead-acid batteries for automobiles and communication base stations used mainly in recent idling stop and start (hereinafter referred to as ISS) systems, and long-life lead-acid batteries used for stationary backup. Regarding pasting paper that comes in contact with the board.
- ISS recent idling stop and start
- lead-acid batteries are not only used for conventional engine start, but also for electric power supply to the electrical system when the engine is stopped.
- the charge / discharge cycle is performed more frequently than ever, and the battery is not always in a fully charged state.
- the water in the electrolytic solution is electrolyzed, and the gas generated by the electrolysis of water stirs the electrolytic solution in the battery, causing the electrolytic solution to diffuse.
- the specific gravity (concentration) of the electrolytic solution is kept uniform.
- the pacing paper has a problem in the durability of the pacing paper itself (protection against dropping of the electrode plate active material in the electrode plate kneading process, durability against an electrolytic solution, and shape retention). Further, since the fiber diameter is large, the maximum pore diameter becomes 100 ⁇ m or more, the electrolytic solution cannot be retained, and the stratification of the electrolytic solution cannot be effectively prevented.
- Patent Document 1 since at least 20% of natural fibers that are not resistant to the electrolytic solution (sulfuric acid solution) are blended, at least 20% of the mass disappears when the natural fiber is put into the electrolytic solution, which is a sufficient electrode plate. It cannot contribute to the prevention of falling off of active materials. Further, as the heat-sealable fiber, a thick fiber having a fiber diameter (average fiber diameter) of 1 denier or more is generally used, so that the holding amount of the electrolytic solution is small and the electrolytic solution is stratified. Cannot contribute to prevention.
- Patent Document 2 although 50 wt% or more of glass fiber having electrolytic solution resistance is blended to improve the resistance of the non-woven fabric, the glass fiber used is very large with a diameter of 5 to 8 ⁇ m and a diameter of 11 to 14 ⁇ m. Since a fiber having a large fiber diameter is used for the fiber, it merely serves to hold the electrode plate of the battery and cannot hold the electrolytic solution, so that it cannot contribute to the prevention of stratification of the electrolytic solution.
- Patent Document 3 and Patent Document 4 present a substitute for a glass mat material as a paste paper in contact with a electrode plate, and the fiber used has a fiber diameter (average fiber diameter) of 1. It is described that the battery performance is improved by the effect of suppressing the active material from falling off of the electrode plate because the fiber is cut to a predetermined length from the fiber that is continuously manufactured by denier (about 8 ⁇ m) or more. ing.
- the maximum pore diameter of a non-woven fabric composed of very thick fibers having a fiber diameter (average fiber diameter) of 8 ⁇ m or more cannot be measured by the general bubble point method, and the measurement limit is increased by about 100 ⁇ m. It will have a large pore diameter that exceeds it.
- the nonwoven fabric having a very large maximum pore diameter does not have a function of preventing the stratification of the electrolytic solution in the ISS system in which a lead storage battery is used in recent years. Therefore, in order to suppress the stratification of the electrolytic solution, a non-woven fabric made of fine fibers having a fiber diameter (average fiber diameter) of 2 ⁇ m or less is required, but conventional wool-like fine glass fibers are required. Although the stratification of the electrolytic solution can be suppressed due to its high insulating property, the electric resistance between the electrode plates of the battery increases, so that the characteristics such as high rate discharge characteristics (High-Rate) and charge acceptability deteriorate. (See Japanese Patent No. 2576277).
- the charge / discharge reaction of the battery is frequently performed, so that the improvement of the charge acceptability of the battery is more important than the discharge characteristic of the battery.
- Lead-acid batteries used in recent ISS systems are required to have both suppression of stratification of an electrolytic solution, high-rate discharge characteristics, and charge acceptability.
- the present invention has been made in consideration of such circumstances, and is a pacing paper for a lead storage battery that achieves both suppression of stratification of an electrolytic solution, high rate discharge characteristics, and charge acceptability in a lead storage battery used in an ISS system.
- the purpose is to provide.
- the lead-acid battery pacing paper of the present invention is a lead-acid battery pacing paper having the following characteristics.
- a non-woven fabric composed of insulating fibers and a conductive material, wherein the average fiber diameter in the nonwoven fabric is 2.0 ⁇ m or less, and the conductive material is distributed in the non-woven fabric in a non-uniform state.
- a pacing paper for a lead storage battery in which the variation coefficient of the sheet resistivity of the non-woven fabric is 0.03 or more.
- a pacing paper for a lead-acid battery that has both suppression of stratification of an electrolytic solution, high rate discharge characteristics, and charge acceptability.
- the insulating fiber may be an organic fiber or an inorganic fiber.
- organic fibers include cellulose esters such as cellulose, carboxymethyl cellulose and cellulose acetate, cellulose-based fiber materials such as lignocellulose, neutral mucopolysaccharide-based fiber materials such as chitin and chitosan, and aliphatic nylons.
- Synthetic resin-based fiber materials made of polyamides such as aromatic nylon (aramid), polyolefins such as polyethylene and polypropylene, and resins such as vinylon, polyester, polyimide, polyamideimide, and polyvinylidene fluoride can be mentioned.
- a synthetic resin-based fiber material made of a polyolefin such as polyethylene or polypropylene, a resin such as vinylon, polyester, polyimide, polyamideimide, or polyvinylidene fluoride is more preferable.
- the inorganic fiber include glass fiber, silica alumina fiber (ceramic fiber), rock wool and the like.
- a material having high resistance to an electrolytic solution (sulfuric acid) and insoluble in an electrolytic solution (sulfuric acid) is preferable, and glass fiber having high sulfuric acid resistance and high strength (tensile strength of the produced nonwoven fabric) is more preferable. preferable.
- the average fiber diameter of the insulating fiber is preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less, and 4.0 ⁇ m or less, from the viewpoint of preventing the maximum pore diameter in the produced nonwoven fabric from becoming 100 ⁇ m or more. Is particularly preferred.
- the conductive material may be in the form of particles or fibers, but a fibrous material capable of effectively reducing the sheet resistance is preferable.
- fibrous conductive materials carbon fibers such as polyacrylonitrile-based (PAN-based) carbon fiber, rayon-based carbon fiber, pitch-based carbon fiber, carbon nanotube, vapor phase growth carbon fiber (VGCF), and carbon are used.
- a material having high sulfuric acid resistance and insoluble in an electrolytic solution is preferable
- carbon fiber having high sulfuric acid resistance and high strength (tensile strength of the produced nonwoven fabric) is preferable
- PAN-based carbon fiber is preferable.
- the average fiber diameter of the conductive material is preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less, and 7 ⁇ m or less, from the viewpoint of preventing the maximum pore diameter in the produced nonwoven fabric from becoming 100 ⁇ m or more. Is particularly preferred.
- the average fiber length of the conductive material is preferably 6 mm or less in order to distribute the conductive material in the non-woven fabric in a non-uniform state.
- the conductive material is distributed in a non-uniform state in the nonwoven fabric.
- the reaction between the active material and the electrolytic solution at the time of discharge is caused by the better flow of electricity in the vicinity of the conductive material. It progresses faster than the area around the insulating fiber, resulting in a difference in the size of the crystals of lead sulfate produced.
- the lead sulfate produced becomes small crystals (around the conductive material) when the reaction rate is high (around the conductive material), and large crystals (around the insulating fiber) when the reaction rate is slow (around the insulating fiber).
- the specific surface area is small).
- the small crystals which have a large specific surface area
- the lead sulfate crystals can be restored to the active material without wasting the charging current, and the charge acceptability is improved. Will be able to.
- the entire non-woven fabric is made of a conductive material, the internal resistance of the entire battery is lowered and the discharge characteristics are improved, but the size (specific surface area) of the lead sulfate crystals generated during discharge is uniform. Since there is no difference in the reaction (recovery to the active material) during charging, improvement in charge acceptability cannot be expected.
- the coefficient of variation ( ⁇ / AVE) of the sheet resistivity was evaluated as an index showing the degree to which the conductive material is distributed in the non-woven fabric in a non-uniform state.
- the coefficient of variation ( ⁇ / AVE) of the sheet resistance is the average value (AVE) and standard deviation ( ⁇ ) of the sheet resistance measured at any 10 points where the measurement points are separated by 50 mm or more. was calculated and calculated.
- the coefficient of variation ( ⁇ / AVE) of the sheet resistivity is preferably 0.03 or more.
- the blending amount of the conductive material is preferably 1.0% by weight or more and less than 75% by weight, more preferably 3.0% by weight or more and less than 40% by weight.
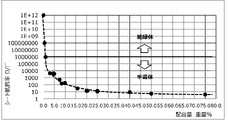
- the graph of FIG. 1 shows that the sheet resistivity is lowered by blending the glass fiber, which is an insulating fiber, with the carbon fiber, which is a material having conductivity. The more the carbon fiber, which is a conductive material, is blended, the more the effect of lowering the resistance value of the entire sheet is exhibited, and the High-Rate characteristic becomes advantageous.
- FIG. 1 shows that the region of an insulator can be removed by setting the blending amount of carbon fiber, which is a conductive material, to 1.0% by weight or more with respect to glass fiber, which is an insulating fiber.
- the sheet resistivity becomes 5000 ⁇ / ⁇ or less, and it can be in the semiconductor region, so that the High-Rate characteristic becomes more advantageous.
- the blending amount of carbon fibers is 75% by weight or more, the average fiber diameter in the nonwoven fabric becomes large, and accordingly, the maximum pore diameter in the nonwoven fabric becomes 100 ⁇ m or more, and the nonwoven fabric retains the electrolytic solution. Since the force of the electrolytic solution is reduced, the sulfuric acid released from the electrode plate cannot be retained during charging, which causes stratification of the electrolytic solution.
- the non-woven fabric used for the lead-acid battery pacing paper of the present invention preferably has a sheet strength (tensile strength) of 0.2 N / mm 2 or more, preferably 0.5 N / mm, in order to prevent breakage in the battery assembly process. It is more preferably mm 2 or more.
- the thickness of the nonwoven fabric is preferably 0.1 to 0.3 mm. When the thickness of the nonwoven fabric is less than 0.1 mm, the total amount of the electrolytic solution that can be held by the nonwoven fabric decreases, so that the function of preventing stratification of the electrolytic solution decreases. If the thickness of the non-woven fabric exceeds 0.3 mm, the distance between the electrode plates of the battery becomes wide and the battery characteristics deteriorate. In this case, it is possible to reduce the film thickness of the separator used together for the purpose of maintaining the spacing between the plates, but this is not preferable because the risk of causing a dendrite short circuit at an early stage increases.
- the maximum pore diameter of the nonwoven fabric is preferably less than 100 ⁇ m, more preferably 40 ⁇ m or less from the viewpoint of preventing stratification of the electrolytic solution.
- the average fiber diameter of the fibers in the nonwoven fabric is preferably 2.0 ⁇ m or less.
- a reinforcing material such as a heat-sealing organic fiber having sulfuric acid resistance and a cellulose fiber is used. May be added.
- the blending amount of these reinforcing materials is preferably 30% by weight or less. If it exceeds 30% by weight, the maximum pore diameter in the nonwoven fabric becomes 100 ⁇ m or more, and the nonwoven fabric has a reduced ability to hold the electrolytic solution, which causes stratification of the electrolytic solution during charging. Further, it is preferable that the total amount of the components dissolved in the sulfuric acid solution of the reinforcing material to be added is 5% by weight or less.
- the mass of at least 5% by weight will be lost when the components are put into the electrolytic solution, and it will not be possible to sufficiently contribute to the prevention of the electrode plate active material from falling off.
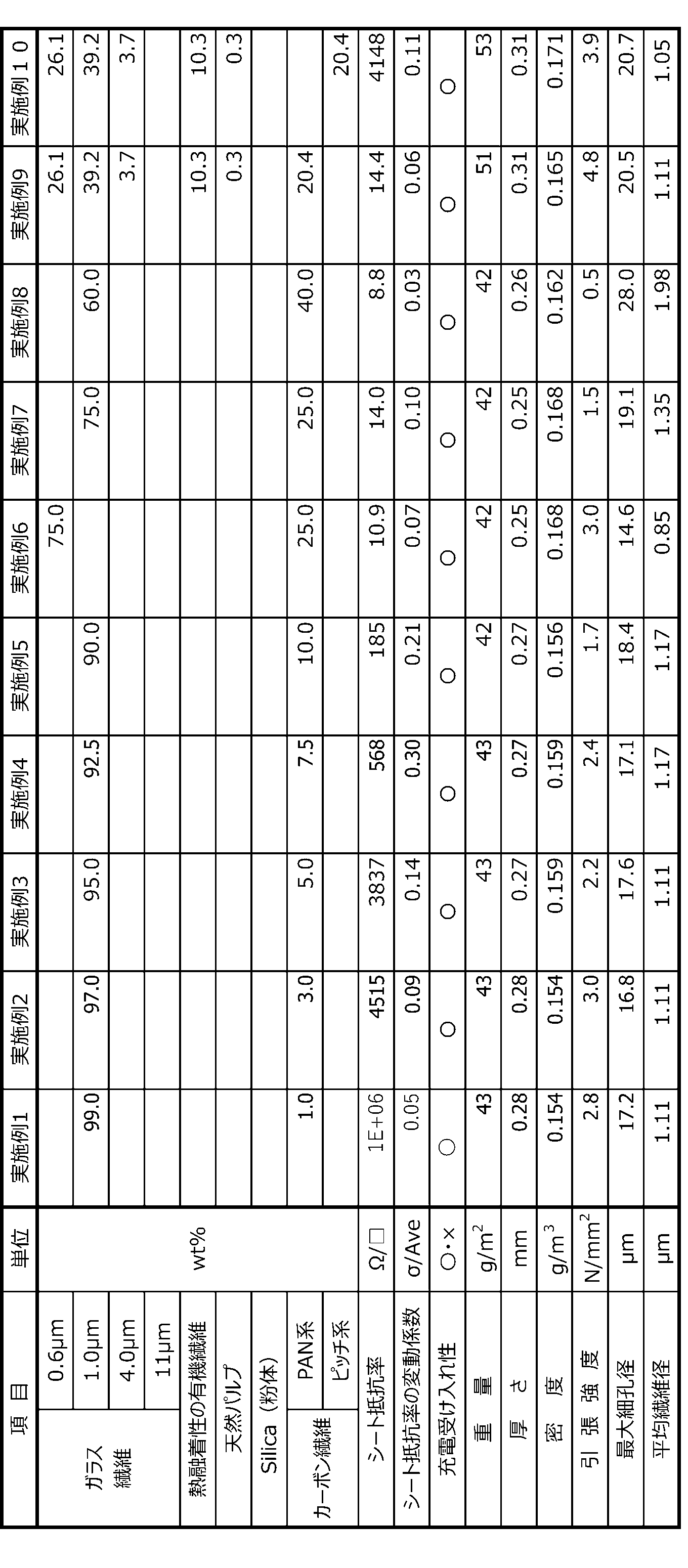
- the nonwoven fabrics used for the pacing papers of Examples 1 to 13 and Comparative Examples 1 to 7 were prepared by the following procedure according to the formulations shown in Tables 1 and 2.
- 2.5 g of the raw material was placed in a container of a mixer (National Cooking Mixer MX-915C), 1000 ml of acidic sulfuric acid water having a pH of 3.0 was added, and the mixture was stirred for 1 minute.
- 500 ml of the stirred slurry was placed in an experimental tappy (hand-made sheet preparation device), and 5 to 10 L of acidic sulfuric acid water having a pH of 3.0 was added and stirred.
- dehydration was performed to prepare a wet papermaking sheet.
- a non-woven fabric was prepared by curing in a dryer at 130 ° C. for 1 minute.
- a test piece having a diameter of 30 mm was used as a punched sample from the prepared nonwoven fabric. After thoroughly immersing the sample in ethanol so that no bubbles remained, the sample was set in a measuring instrument so that the upper part of the sample was filled with ethanol. Pressure was gradually applied from the bottom of the sample, air was blown, and the air pressure when bubbles that passed through the sample came out was measured with a manometer. The value of the maximum pore diameter was calculated by the following formula.
- Sheet resistivity ( ⁇ / ⁇ ) To measure the sheet resistivity, use a non-contact resistivity measuring device (SRM-14 type manufactured by NAGY) when the sheet resistivity is 800 ⁇ / ⁇ or less, and when the sheet resistivity exceeds 800 ⁇ / ⁇ , the contact resistivity The measurement was performed using a measuring instrument (EC-80P type manufactured by Napson Corporation). In the measurement, the prepared nonwoven fabric was cut to an arbitrary width, and measurements were taken at any 10 points where the measurement points were separated by 50 mm or more, and the average value was taken as the sheet resistance ( ⁇ / ⁇ ).
- Tables 1 and 2 show the evaluation results of Examples 1 to 13 and Comparative Examples 1 to 7.
- FIG. 2 shows the relationship between the blending amount of carbon fibers and the coefficient of variation ( ⁇ / AVE) of the sheet resistivity obtained from the experimental results of Examples 1 to 13 and Comparative Examples 4 to 7.
- the coefficient of variation of the sheet resistivity increases, and the blending amount is 7.5% by weight at the maximum. It became. After that, the coefficient of variation of the sheet resistivity became small and became almost constant when the blending amount was 50% by weight or more.
- Tables 1 and 2 and FIG. 2 it can be seen that when the carbon fibers used are pitch-based and PAN-based, the sheet resistivity tends to be larger and the coefficient of variation of the sheet resistivity tends to be larger. rice field.
- the conductive material is distributed in a non-uniform state, causing a local variation in the reaction rate between the active material on the electrode surface and the electrolytic solution, which is generated by the reaction. It is considered that there was a difference in the size of lead sulfate.
- Lead sulfate produced by the discharge reaction has the property of forming small crystals with a large specific surface area when the reaction rate is fast, and forming large crystals when the reaction rate is slow. It is probable that the lead sulfate crystals could be recovered to the active material without wasting the charging current, and the charge acceptability could be improved.
- the nonwoven fabric used for the pacing paper of the example has a higher sheet strength (tensile force) than that of the conventional pacing paper. It has been shown to have high high rate discharge characteristics and charge acceptability while maintaining strength), electrolyte stratification inhibitory ability (small maximum pore diameter), and discharge characteristics, and is an excellent pacing paper for lead-acid batteries. Was confirmed to be provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Wood Science & Technology (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Cell Separators (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
【課題】ISSシステムに用いられる鉛蓄電池において、電解液の成層化抑制と高率放電特性並びに充電受け入れ性を両立させた鉛蓄電池用ペースティングペーパーを提供すること。 【解決手段】絶縁性繊維と導電性を有する材料とからなる不織布であって、前記不織布内の平均繊維径が2.0μm以下、かつ前記不織布内において前記導電性を有する材料が不均一状態で分布していることを示す前記不織布のシート抵抗率の変動係数が0.03以上である鉛蓄電池用ペースティングペーパー。
Description
本発明は、主に最近のアイドリング・ストップ・アンド・スタート(以後ISSと表記)システムに用いられる自動車用の鉛蓄電池および通信基地局ならびに据え置き用のバックアップに用いられる長寿命型の鉛蓄電池の極板に接するペースティングペーパー(Pasting Paper)に関する。
近年の鉛蓄電池は、ISSシステムの普及により、電池の使用状況が、従来のエンジンスタートにのみ電力が使用されるのではなく、エンジンスタートの他に、エンジンストップ時の電装システムへの電力供給も行っており、これまで以上に充放電サイクルが頻繁に行われていると共に電池は、常に満充電の状態になっていない。
従来は、電池が満充電されることにより電解液中の水の電気分解が起こり、水の電気分解で発生するガスによって電池内の電解液が攪拌され、電解液の拡散が起こるので、電池内の電解液の比重(濃度)が均一に保たれている。しかし、ISSシステムでは、満充電状態になっていないため、この反応が起こらず、電池内の電解液の比重(濃度)差、すなわち、電解液の成層化現象が発生し、電池寿命を低下させる要因の1つになっている。
従来は、電池が満充電されることにより電解液中の水の電気分解が起こり、水の電気分解で発生するガスによって電池内の電解液が攪拌され、電解液の拡散が起こるので、電池内の電解液の比重(濃度)が均一に保たれている。しかし、ISSシステムでは、満充電状態になっていないため、この反応が起こらず、電池内の電解液の比重(濃度)差、すなわち、電解液の成層化現象が発生し、電池寿命を低下させる要因の1つになっている。
従来の、ペースティングペーパーは、ペースティングペーパーそのものの耐久性(極板活物質の極板練塗工程における脱落保護、電解液に対する耐久性・形状保持性)に問題があった。また、繊維径が大きいため、最大細孔径が100μm以上となってしまい、電解液保持ができず、電解液の成層化を有効に防止することができなかった。
特許文献1では、電解液(硫酸液)に耐性のない天然繊維を少なくとも20%配合させているため、電解液に入れた際に、少なくとも20%の質量が消失することとなり、十分な極板活物質の脱落防止に寄与することができない。さらに、ヒートシール可能な繊維は、一般的に1本当たりの繊維径(平均繊維径)が1デニール以上の太い繊維を使用しているため、電解液の保持量が少なく、電解液の成層化防止に寄与できない。
特許文献1では、電解液(硫酸液)に耐性のない天然繊維を少なくとも20%配合させているため、電解液に入れた際に、少なくとも20%の質量が消失することとなり、十分な極板活物質の脱落防止に寄与することができない。さらに、ヒートシール可能な繊維は、一般的に1本当たりの繊維径(平均繊維径)が1デニール以上の太い繊維を使用しているため、電解液の保持量が少なく、電解液の成層化防止に寄与できない。
また、特許文献2では耐電解液性のあるガラス繊維を50wt%以上配合させて不織布の耐性を向上させているものの、使用されているガラス繊維は、5~8μm径と11~14μm径の非常に繊維径の太い繊維が用いられているため、単に電池の極板を保持しているだけの役割に過ぎず、電解液を保持することができないため、電解液の成層化防止に寄与できない。
また、特許文献3および特許文献4では、極板に接するペースト紙としてガラスマット材の代用品を提示しており、使用される繊維としては、1本当たりの繊維径(平均繊維径)が1デニール(約8μm)以上の連続製法される繊維を所定の長さに切断した繊維を使用しているため、極板の活物質脱落を抑えるなどの効果により、電池性能を向上させる点が記載されている。しかし、1本当たりの繊維径(平均繊維径)が8μm以上の非常に太い繊維で構成された不織布の最大細孔径は、一般的なバブルPoint法では測定できず、測定限界の100μm程度を大きく超えるほどの大きな孔径を有することとなる。
このように、非常に大きな最大細孔径を持つ不織布では、近年の鉛蓄電池が使用されるISSシステムにおいて、電解液の成層化を防止する機能を持ち合せていない。
そのため、電解液の成層化を抑制するためには、1本当たりの繊維径(平均繊維径)が2μm以下の細い繊維からなる不織布が必要とされるが、従来のウール状の微細ガラス繊維では、絶縁性が高いため、電解液の成層化は抑制できても、電池の極板間の電気抵抗が上昇するため、高率放電特性(High-Rate)や充電受け入れ性などの特性が低下することとなる(特許第2576277号公報参照)。
特に、ISSシステムにおいては電池の充放電反応が頻繁に行われるため、電池の放電特性よりも、電池の充電受け入れ性の向上が重要視されている。
近年のISSシステムに使用される鉛蓄電池は、電解液の成層化抑制と高率放電特性並びに充電受け入れ性を両立させることが求められている。
そのため、電解液の成層化を抑制するためには、1本当たりの繊維径(平均繊維径)が2μm以下の細い繊維からなる不織布が必要とされるが、従来のウール状の微細ガラス繊維では、絶縁性が高いため、電解液の成層化は抑制できても、電池の極板間の電気抵抗が上昇するため、高率放電特性(High-Rate)や充電受け入れ性などの特性が低下することとなる(特許第2576277号公報参照)。
特に、ISSシステムにおいては電池の充放電反応が頻繁に行われるため、電池の放電特性よりも、電池の充電受け入れ性の向上が重要視されている。
近年のISSシステムに使用される鉛蓄電池は、電解液の成層化抑制と高率放電特性並びに充電受け入れ性を両立させることが求められている。
本発明はこのような事情を考慮してなされたもので、ISSシステムに用いられる鉛蓄電池において、電解液の成層化抑制と高率放電特性並びに充電受け入れ性を両立させた鉛蓄電池用ペースティングペーパーを提供することを目的とする。
上記課題を解決するべく鋭意検討の結果、本発明の鉛蓄電池用ペースティングペーパーは以下の特徴を有する鉛蓄電池用ペースティングペーパーである。
(1)絶縁性繊維と導電性を有する材料とからなる不織布であって、前記不織布内の平均繊維径が2.0μm以下、かつ前記不織布内において前記導電性を有する材料が不均一状態で分布していることを示す前記不織布のシート抵抗率の変動係数が0.03以上である鉛蓄電池用ペースティングペーパー。
(2)前記導電性を有する材料の配合量が、1.0重量%以上、75重量%未満である、上記(1)記載の鉛蓄電池用ペースティングペーパー。
(3)前記導電性を有する材料の配合量が、3.0重量%以上、40重量%未満である、上記(1)または(2)記載の鉛蓄電池用ペースティングペーパー。
(4)前記導電性を有する材料は、耐酸性を有するカーボン繊維である、上記(1)~(3)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(5)前記導電性を有する材料は、1本当たりの繊維径が20μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、上記(4)に記載の鉛蓄電池用ペースティングペーパー。
(6)前記導電性を有する材料は、1本当たりの繊維径が10μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、上記(5)に記載の鉛蓄電池用ペースティングペーパー。
(7)前記導電性を有する材料は、PAN系のカーボン繊維である、上記(1)~(6)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(8)前記絶縁性繊維は、ガラス繊維である、上記(1)~(7)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(9)前記不織布の補強材として熱融着性の有機繊維およびセルロース系繊維の総量が30重量%以下、かつ硫酸溶解性材料が5重量%以下を配合してなる、上記(1)~(8)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(1)絶縁性繊維と導電性を有する材料とからなる不織布であって、前記不織布内の平均繊維径が2.0μm以下、かつ前記不織布内において前記導電性を有する材料が不均一状態で分布していることを示す前記不織布のシート抵抗率の変動係数が0.03以上である鉛蓄電池用ペースティングペーパー。
(2)前記導電性を有する材料の配合量が、1.0重量%以上、75重量%未満である、上記(1)記載の鉛蓄電池用ペースティングペーパー。
(3)前記導電性を有する材料の配合量が、3.0重量%以上、40重量%未満である、上記(1)または(2)記載の鉛蓄電池用ペースティングペーパー。
(4)前記導電性を有する材料は、耐酸性を有するカーボン繊維である、上記(1)~(3)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(5)前記導電性を有する材料は、1本当たりの繊維径が20μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、上記(4)に記載の鉛蓄電池用ペースティングペーパー。
(6)前記導電性を有する材料は、1本当たりの繊維径が10μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、上記(5)に記載の鉛蓄電池用ペースティングペーパー。
(7)前記導電性を有する材料は、PAN系のカーボン繊維である、上記(1)~(6)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(8)前記絶縁性繊維は、ガラス繊維である、上記(1)~(7)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
(9)前記不織布の補強材として熱融着性の有機繊維およびセルロース系繊維の総量が30重量%以下、かつ硫酸溶解性材料が5重量%以下を配合してなる、上記(1)~(8)のいずれかに記載の鉛蓄電池用ペースティングペーパー。
ISSシステムに用いられる鉛蓄電池において、電解液の成層化抑制と高率放電特性並びに充電受け入れ性を両立させた鉛蓄電池用ペースティングペーパーを提供することができる。
本発明において、絶縁性繊維としては、有機繊維であっても無機繊維であってもよい。有機繊維の好適な例としては、セルロース、カルボキシメチルセルロース、セルロースアセテート等のセルロースエステル、およびリグノセルロース等のセルロース系繊維材料や、キチン、キトサン等の中性ムコ多糖系の繊維材料や、脂肪族ナイロンや芳香族ナイロン(アラミド)等のポリアミド、ポリエチレンやポリプロピレン等のポリオレフィン、ビニロン、ポリエステル、ポリイミド、ポリアミドイミド、ポリフッ化ビニリデン等の樹脂からなる合成樹脂系の繊維材料を挙げることができ、耐酸性のあるポリエチレンやポリプロピレン等のポリオレフィン、ビニロン、ポリエステル、ポリイミド、ポリアミドイミド、ポリフッ化ビニリデン等の樹脂からなる合成樹脂系の繊維材料がより好ましい。無機繊維の好適な例としては、ガラス繊維、シリカアルミナ繊維(セラミック繊維)やロックウール等が挙げられる。
本発明においては、電解液(硫酸)への耐性が高く、電解液(硫酸)に溶解しない材料が好ましく、耐硫酸性が高く、高い強度(作製した不織布の引張強度)を有するガラス繊維がより好ましい。
絶縁性繊維の平均繊維径としては、作製した不織布内の最大細孔径が100μm以上となることを防止する観点から、20μm以下であることが好ましく、10μm以下がより好ましく、4.0μm以下であることが特に好ましい。
本発明においては、電解液(硫酸)への耐性が高く、電解液(硫酸)に溶解しない材料が好ましく、耐硫酸性が高く、高い強度(作製した不織布の引張強度)を有するガラス繊維がより好ましい。
絶縁性繊維の平均繊維径としては、作製した不織布内の最大細孔径が100μm以上となることを防止する観点から、20μm以下であることが好ましく、10μm以下がより好ましく、4.0μm以下であることが特に好ましい。
本発明において、導電性を有する材料としては、粒子状であっても繊維状であってもよいが、シート抵抗率を効果的に下げることができる繊維状のものが好ましい。繊維状の導電性を有する材料としては、ポリアクリロニトリル系(PAN系)カーボン繊維、レーヨン系カーボン繊維、ピッチ系カーボン繊維、カーボンナノチューブ、気相成長カーボン繊維(VGCF)等のカーボン繊維や、炭素で被覆された金属繊維などの金属と炭素の複合材料等、合成繊維の中に導電性のよい金属や黒鉛を均一に分散させてなる導電性繊維、ステンレス鋼のような金属を繊維化した金属繊維、有機物繊維の表面を金属で被覆した導電性繊維、有機物繊維の表面を導電性物質を含む樹脂で被覆した導電性繊維等が挙げられる。
本発明においては、電解液(硫酸)に耐硫酸性が高く溶解しない材料が好ましく、耐硫酸性が高く、高い強度(作製した不織布の引張強度)を有するカーボン繊維が好ましく、PAN系のカーボン繊維がより好ましい。
導電性を有する材料の平均繊維径としては、作製した不織布内の最大細孔径が100μm以上となることを防止する観点から、20μm以下であることが好ましく、10μm以下がより好ましく、7μm以下であることが特に好ましい。
導電性を有する材料の平均繊維長としては、不織布内における導電性を有する材料を不均一状態で分布させるため、6mm以下であることが好ましい。
本発明においては、電解液(硫酸)に耐硫酸性が高く溶解しない材料が好ましく、耐硫酸性が高く、高い強度(作製した不織布の引張強度)を有するカーボン繊維が好ましく、PAN系のカーボン繊維がより好ましい。
導電性を有する材料の平均繊維径としては、作製した不織布内の最大細孔径が100μm以上となることを防止する観点から、20μm以下であることが好ましく、10μm以下がより好ましく、7μm以下であることが特に好ましい。
導電性を有する材料の平均繊維長としては、不織布内における導電性を有する材料を不均一状態で分布させるため、6mm以下であることが好ましい。
本発明においては、不織布内において前記導電性を有する材料が不均一な状態で分布していることが好ましい。
不織布内で絶縁性繊維の中に導電性を有する材料が混在する場合、導電性を有する材料の周辺の方が、電気の流れが良くなることで、放電時の活物質と電解液の反応が絶縁性繊維の周辺の領域よりも速く進行し、生成する硫酸鉛の結晶の大きさに差が生じることとなる。
この場合、生成する硫酸鉛は、反応速度が速い場合(導電性を有する材料の周辺)は小さい結晶(比表面積が大きい)となり、反応速度が遅い場合(絶縁性繊維の周辺)は大きな結晶(比表面積が小さい)となる。
したがって、その状態において充電時には(比表面積が大きい)小さな結晶から先に活物質に回復するため、充電電流の無駄なく硫酸鉛の結晶を活物質に回復することができ、充電受け入れ性を向上させることができることとなる。
一方で、不織布全体が導電性を有する材料である場合、電池全体の内部抵抗が下がり、放電特性は向上するが、放電時に生成した硫酸鉛の結晶の大きさ(比表面積)は均一であり、充電時の反応(活物質への回復)に差は生じないので、充電受け入れ性の向上は期待できない。
不織布内で絶縁性繊維の中に導電性を有する材料が混在する場合、導電性を有する材料の周辺の方が、電気の流れが良くなることで、放電時の活物質と電解液の反応が絶縁性繊維の周辺の領域よりも速く進行し、生成する硫酸鉛の結晶の大きさに差が生じることとなる。
この場合、生成する硫酸鉛は、反応速度が速い場合(導電性を有する材料の周辺)は小さい結晶(比表面積が大きい)となり、反応速度が遅い場合(絶縁性繊維の周辺)は大きな結晶(比表面積が小さい)となる。
したがって、その状態において充電時には(比表面積が大きい)小さな結晶から先に活物質に回復するため、充電電流の無駄なく硫酸鉛の結晶を活物質に回復することができ、充電受け入れ性を向上させることができることとなる。
一方で、不織布全体が導電性を有する材料である場合、電池全体の内部抵抗が下がり、放電特性は向上するが、放電時に生成した硫酸鉛の結晶の大きさ(比表面積)は均一であり、充電時の反応(活物質への回復)に差は生じないので、充電受け入れ性の向上は期待できない。
本発明においては、不織布内における導電性を有する材料が不均一状態で分布する程度を表す指標として、シート抵抗率の変動係数(σ/AVE)を用いて評価した。
シート抵抗率の変動係数(σ/AVE)は、測定点と測定点の間が50mm以上離れた任意の10点について、シート抵抗率を測定し、その平均値(AVE)と標準偏差(σ)を計算して求めた。
本発明においては、シート抵抗率の変動係数(σ/AVE)は、0.03以上であることが好ましい。
シート抵抗率の変動係数(σ/AVE)は、測定点と測定点の間が50mm以上離れた任意の10点について、シート抵抗率を測定し、その平均値(AVE)と標準偏差(σ)を計算して求めた。
本発明においては、シート抵抗率の変動係数(σ/AVE)は、0.03以上であることが好ましい。
本発明においては、導電性を有する材料の配合量は、1.0重量%以上、75重量%未満が好ましく、3.0重量%以上、40重量%未満がより好ましい。
図1のグラフは、絶縁性繊維であるガラス繊維に導電性を有する材料であるカーボン繊維を配合することによってシート抵抗率が下がっていくことを示している。導電性を有する材料であるカーボン繊維を配合すればするほど、シート全体の抵抗値を下げる効果を示し、High-Rate特性が有利となる。
図1は、絶縁性繊維であるガラス繊維に対して、導電性を有する材料であるカーボン繊維の配合量を1.0重量%以上とすることによって、絶縁体の領域を脱し得ることを示している。さらに、カーボン繊維の配合量を3.0重量%以上とすることで、シート抵抗率は5000Ω/□以下となり、半導体の領域となり得るので、High-Rate特性はより有利となる。
しかし、カーボン繊維の配合量を75重量%以上とした場合、不織布内の平均繊維径が大きくなり、それに伴って、不織布内の最大細孔径が100μm以上となってしまい、不織布は電解液を保持する力が低下するため、充電時に極板から放出される硫酸を保持しきれなくなって、電解液の成層化を引き起こすこととなる。
図1のグラフは、絶縁性繊維であるガラス繊維に導電性を有する材料であるカーボン繊維を配合することによってシート抵抗率が下がっていくことを示している。導電性を有する材料であるカーボン繊維を配合すればするほど、シート全体の抵抗値を下げる効果を示し、High-Rate特性が有利となる。
図1は、絶縁性繊維であるガラス繊維に対して、導電性を有する材料であるカーボン繊維の配合量を1.0重量%以上とすることによって、絶縁体の領域を脱し得ることを示している。さらに、カーボン繊維の配合量を3.0重量%以上とすることで、シート抵抗率は5000Ω/□以下となり、半導体の領域となり得るので、High-Rate特性はより有利となる。
しかし、カーボン繊維の配合量を75重量%以上とした場合、不織布内の平均繊維径が大きくなり、それに伴って、不織布内の最大細孔径が100μm以上となってしまい、不織布は電解液を保持する力が低下するため、充電時に極板から放出される硫酸を保持しきれなくなって、電解液の成層化を引き起こすこととなる。
本発明の鉛蓄電池用ペースティングペーパーに用いられる不織布としては、電池組立工程における破断を防止するため、シート強度(引張強度)が0.2N/mm2以上であることが好ましく、0.5N/mm2以上であることがより好ましい。
また、不織布の厚さは、0.1~0.3mmであることが好ましい。不織布の厚さが0.1mm未満の場合は、不織布が保持できる電解液量の総量が低下するため、電解液の成層化を防止する機能が低下する。不織布の厚さが0.3mmを超える場合は、電池の極板の間隔が広くなり電池特性が悪くなる。この場合において、極板の間隔を維持する目的で、合わせて使用するセパレータの膜厚を薄くする対応も可能ではあるが、デンドライト短絡を早期に引き起こすリスクが高くなるため好ましくない。
また、不織布の厚さは、0.1~0.3mmであることが好ましい。不織布の厚さが0.1mm未満の場合は、不織布が保持できる電解液量の総量が低下するため、電解液の成層化を防止する機能が低下する。不織布の厚さが0.3mmを超える場合は、電池の極板の間隔が広くなり電池特性が悪くなる。この場合において、極板の間隔を維持する目的で、合わせて使用するセパレータの膜厚を薄くする対応も可能ではあるが、デンドライト短絡を早期に引き起こすリスクが高くなるため好ましくない。
本発明の鉛蓄電池用ペースティングペーパーに用いられる不織布としては、不織布の最大細孔径は、電解液の成層化防止の観点から100μm未満であることが好ましく、40μm以下であることがより好ましい。
そして、上記最大細孔径を維持するため、不織布内における繊維の平均繊維径は、2.0μm以下であることが好ましい。
そして、上記最大細孔径を維持するため、不織布内における繊維の平均繊維径は、2.0μm以下であることが好ましい。
本発明の鉛蓄電池用ペースティングペーパーに用いられる不織布においては、シート強度(引張強度)を上げるため、必要に応じて耐硫酸性を有する熱融着性の有機繊維、セルロース繊維などの補強材を加えてもよい。これら補強材の配合量は、30重量%以下であることが好ましい。30重量%を超えると、不織布内の最大細孔径が100μm以上となり、不織布は電解液を保持する力が低下し、充電時における電解液の成層化を引き起こすこととなる。
また、加える補強材の硫酸溶液に溶解する成分の総量が5重量%以下であることが好ましい。硫酸溶液に溶解する成分の総量が5重量%を超える場合、電解液に入れた際に、少なくとも5重量%の質量が消失することとなり、十分な極板活物質の脱落防止に寄与できなくなる。
また、加える補強材の硫酸溶液に溶解する成分の総量が5重量%以下であることが好ましい。硫酸溶液に溶解する成分の総量が5重量%を超える場合、電解液に入れた際に、少なくとも5重量%の質量が消失することとなり、十分な極板活物質の脱落防止に寄与できなくなる。
以下に実施例および比較例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。
以下の原料を使用して、実施例1~13および比較例1~7のペースティングペーパーに用いられる不織布を作成した。
[配合原料]
(1)ガラス繊維
A:平均繊維径0.6μm(中国 久清東響玻璃制品有限公司製 C44)
B:平均繊維径1.0μm(日本板硝子(株)製 CMLF208)
C:平均繊維径4.0μm(日本板硝子(株)製 CMLF114)
D:平均繊維径11μm(オーエンスコーニング社製 WS2301-11W)
(2)熱融着性の有機繊維: 帝人(株)製 ポリエステル繊維 テピルスTJ04EN(平均繊維径13μm×平均繊維長5mm)
(3)セルロース繊維(天然パルプ):ダイセルファインケム(株)製 セリッシュKY-100G
(4)シリカ(粉体):(株)エポック製 シペルナート BG-3
(5)カーボン繊維
A:PAN系(三菱化学(株)製 パイロフィル TR03CMA4G、平均繊維径7μm×平均繊維長3mm)
B:ピッチ系(大阪ガスケミカル(株)製 ドナカーボ S-332、平均繊維径18μm×平均繊維長5.5mm)
以下の原料を使用して、実施例1~13および比較例1~7のペースティングペーパーに用いられる不織布を作成した。
[配合原料]
(1)ガラス繊維
A:平均繊維径0.6μm(中国 久清東響玻璃制品有限公司製 C44)
B:平均繊維径1.0μm(日本板硝子(株)製 CMLF208)
C:平均繊維径4.0μm(日本板硝子(株)製 CMLF114)
D:平均繊維径11μm(オーエンスコーニング社製 WS2301-11W)
(2)熱融着性の有機繊維: 帝人(株)製 ポリエステル繊維 テピルスTJ04EN(平均繊維径13μm×平均繊維長5mm)
(3)セルロース繊維(天然パルプ):ダイセルファインケム(株)製 セリッシュKY-100G
(4)シリカ(粉体):(株)エポック製 シペルナート BG-3
(5)カーボン繊維
A:PAN系(三菱化学(株)製 パイロフィル TR03CMA4G、平均繊維径7μm×平均繊維長3mm)
B:ピッチ系(大阪ガスケミカル(株)製 ドナカーボ S-332、平均繊維径18μm×平均繊維長5.5mm)
[不織布の作製]
実施例1~13および比較例1~7のペースティングペーパーに用いられる不織布を、表1~2で示される配合に従い、次の手順で作製した。
原料2.5gをミキサー(ナショナル製 National Cooking Mixer MX-915C)の容器に入れ、pH3.0の硫酸酸性水を1000ml加え、1分間攪拌した。攪拌したスラリー500mlを実験用タッピー(手抄きシート作製装置)に入れ、pH3.0の硫酸酸性水5~10Lを加えて攪拌した。攪拌後、脱水して湿式抄紙シートを作製した。表面をローラー掛けした後、乾燥機で乾燥(乾燥条件:110℃、60分間)させた。130℃の乾燥機で1分間キュアーを行い、不織布を作製した。
実施例1~13および比較例1~7のペースティングペーパーに用いられる不織布を、表1~2で示される配合に従い、次の手順で作製した。
原料2.5gをミキサー(ナショナル製 National Cooking Mixer MX-915C)の容器に入れ、pH3.0の硫酸酸性水を1000ml加え、1分間攪拌した。攪拌したスラリー500mlを実験用タッピー(手抄きシート作製装置)に入れ、pH3.0の硫酸酸性水5~10Lを加えて攪拌した。攪拌後、脱水して湿式抄紙シートを作製した。表面をローラー掛けした後、乾燥機で乾燥(乾燥条件:110℃、60分間)させた。130℃の乾燥機で1分間キュアーを行い、不織布を作製した。
[試験および評価方法]
上記実施例および比較例に対して、下記の条件で評価を行い、その結果を表1~2に示した。
(1)重量(g/m2)
作製した不織布を200mm×250mmの大きさに切断して試料とした。重量を電子天秤で測定し、重量(g/m2)とした。
(2)厚さ(mm)
20kPaの加重の掛かるピーコック型の厚さ測定器を用い、試料(200mm×250mm)の四隅と中央の厚さ(5か所)について厚さを計り、その測定値5点の平均値を厚さ(mm)とした。
(3)密度(g/m3)
重量(g/m2)を厚さ(mm)で除して密度(g/m3)とした。
(4)引張強度(N/mm2)
作製した不織布を10mm×70mmの大きさに切断して試料とした。チャック間隔50mm、引張速度100mm/minに設定した引張試験機にセットした後、破断強度を測定し、引張強度(N/mm2)とした。
(5)最大細孔径(μm)
最大細孔径はバブルポイント法に従って測定した。
作製した不織布から直径30mmの試験片を打ち抜き試料とした。エタノールに、気泡が残らない様にしっかりと浸漬した後、測定器にセットし、試料の上部にエタノールが満たされている状態にした。試料の下側から徐々に圧力を掛け、空気を吹き付け、試料を通過した気泡が出て来た時の空気圧力をマノメーターで測定した。
最大細孔径の値は、以下の計算式によって算出した。
最大細孔径(μm)=[4σ×104]÷[980×(h-H)]
σ:エタノールの表面張力
h:マノメーターの読み(測定値、cm)
H:試料上のアルコールの深さ(cm)
(6)平均繊維径(μm)
作製した不織布(300mm×200mm)上において、9ヵ所(上段:3ヵ所、中段:3ヵ所、下段:3ヵ所)からそれぞれ約5mm×5mm角のサンプルを採取した。これらのサンプルを走査型電子顕微鏡(SEM)にて撮影し(2000倍)、それをプリントアウトした後、電子顕微鏡写真の対角線に線を引き、この線と重なる繊維の繊維径をスケールで測定し(30~40本/枚×9ヵ所=約350本/サンプル)、その平均値を平均繊維径(μm)とした。
(7)シート抵抗率(Ω/□)
シート抵抗率の測定は、シート抵抗率800Ω/□以下の場合は非接触型抵抗率測定器(NAGY社製 SRM-14型)を用い、シート抵抗率800Ω/□超の場合は接触型抵抗率測定器(ナプソン(株)製 EC-80P型)を用いて測定した。
測定は、作製した不織布を任意の幅に切断し、測定点と測定点の間が50mm以上離れた任意の10か所について測定し、その平均値をシート抵抗率(Ω/□)とした。
(8)シート抵抗率の変動係数(σ/AVE)
作製した不織布における、測定点と測定点の間が50mm以上離れた任意の10か所について測定したシート抵抗率から、その平均値(AVE)および標準偏差(σ)を計算して求め、算出した。
(9)充電受入れ性(〇・×)
作製した不織布を使用した電池の充電受け入れ性を評価した。充電受け入れ性が、カーボン繊維を含まない、ガラス繊維のみで作製されたペースティングペーパー(比較例1~3)と比較して5%以上の差が見られたものを「〇」とし、5%未満であったものを「×」とした。
上記実施例および比較例に対して、下記の条件で評価を行い、その結果を表1~2に示した。
(1)重量(g/m2)
作製した不織布を200mm×250mmの大きさに切断して試料とした。重量を電子天秤で測定し、重量(g/m2)とした。
(2)厚さ(mm)
20kPaの加重の掛かるピーコック型の厚さ測定器を用い、試料(200mm×250mm)の四隅と中央の厚さ(5か所)について厚さを計り、その測定値5点の平均値を厚さ(mm)とした。
(3)密度(g/m3)
重量(g/m2)を厚さ(mm)で除して密度(g/m3)とした。
(4)引張強度(N/mm2)
作製した不織布を10mm×70mmの大きさに切断して試料とした。チャック間隔50mm、引張速度100mm/minに設定した引張試験機にセットした後、破断強度を測定し、引張強度(N/mm2)とした。
(5)最大細孔径(μm)
最大細孔径はバブルポイント法に従って測定した。
作製した不織布から直径30mmの試験片を打ち抜き試料とした。エタノールに、気泡が残らない様にしっかりと浸漬した後、測定器にセットし、試料の上部にエタノールが満たされている状態にした。試料の下側から徐々に圧力を掛け、空気を吹き付け、試料を通過した気泡が出て来た時の空気圧力をマノメーターで測定した。
最大細孔径の値は、以下の計算式によって算出した。
最大細孔径(μm)=[4σ×104]÷[980×(h-H)]
σ:エタノールの表面張力
h:マノメーターの読み(測定値、cm)
H:試料上のアルコールの深さ(cm)
(6)平均繊維径(μm)
作製した不織布(300mm×200mm)上において、9ヵ所(上段:3ヵ所、中段:3ヵ所、下段:3ヵ所)からそれぞれ約5mm×5mm角のサンプルを採取した。これらのサンプルを走査型電子顕微鏡(SEM)にて撮影し(2000倍)、それをプリントアウトした後、電子顕微鏡写真の対角線に線を引き、この線と重なる繊維の繊維径をスケールで測定し(30~40本/枚×9ヵ所=約350本/サンプル)、その平均値を平均繊維径(μm)とした。
(7)シート抵抗率(Ω/□)
シート抵抗率の測定は、シート抵抗率800Ω/□以下の場合は非接触型抵抗率測定器(NAGY社製 SRM-14型)を用い、シート抵抗率800Ω/□超の場合は接触型抵抗率測定器(ナプソン(株)製 EC-80P型)を用いて測定した。
測定は、作製した不織布を任意の幅に切断し、測定点と測定点の間が50mm以上離れた任意の10か所について測定し、その平均値をシート抵抗率(Ω/□)とした。
(8)シート抵抗率の変動係数(σ/AVE)
作製した不織布における、測定点と測定点の間が50mm以上離れた任意の10か所について測定したシート抵抗率から、その平均値(AVE)および標準偏差(σ)を計算して求め、算出した。
(9)充電受入れ性(〇・×)
作製した不織布を使用した電池の充電受け入れ性を評価した。充電受け入れ性が、カーボン繊維を含まない、ガラス繊維のみで作製されたペースティングペーパー(比較例1~3)と比較して5%以上の差が見られたものを「〇」とし、5%未満であったものを「×」とした。
このような実施例1~13および比較例1~7の評価結果を、表1~2で示す。

実施例1~13および比較例4~7の実験結果から得られた、カーボン繊維の配合量とシート抵抗率の変動係数(σ/AVE)の関係を図2に示した。
図2において、カーボン繊維の配合量が増えるに従いシート抵抗率の変動係数(不織布内における導電性を有する材料が不均一状態で分布する程度)が大きくなり、配合量が7.5重量%で最大となった。その後シート抵抗率の変動係数は小さくなり、配合量50重量%以上ではほぼ一定となった。
また、表1~2および図2から、使用するカーボン繊維がピッチ系の時、PAN系の時に比してシート抵抗率が大きくなり、シート抵抗率の変動係数も大きくなる傾向を示すことが分かった。
図2において、カーボン繊維の配合量が増えるに従いシート抵抗率の変動係数(不織布内における導電性を有する材料が不均一状態で分布する程度)が大きくなり、配合量が7.5重量%で最大となった。その後シート抵抗率の変動係数は小さくなり、配合量50重量%以上ではほぼ一定となった。
また、表1~2および図2から、使用するカーボン繊維がピッチ系の時、PAN系の時に比してシート抵抗率が大きくなり、シート抵抗率の変動係数も大きくなる傾向を示すことが分かった。
カーボン繊維の配合量を調整することによって、導電性を有する材料を不均一状態で分布させることにより、電極表面の活物質と電解液との反応速度に局部的なバラツキを生じさせ、反応で生成する硫酸鉛の大きさに差を生じさせたものと考えられる。
そして、放電反応によって生成する硫酸鉛は、反応速度が速い場合は比表面積の大きな、小さい結晶となり、反応速度が遅い場合は大きな結晶を生成させる特性があり、充電時には小さな結晶から先に活物質に回復するため、充電電流の無駄がなく硫酸鉛の結晶を活物質に回復することができ、充電受け入れ性を向上することができたものと考えられる。
そして、放電反応によって生成する硫酸鉛は、反応速度が速い場合は比表面積の大きな、小さい結晶となり、反応速度が遅い場合は大きな結晶を生成させる特性があり、充電時には小さな結晶から先に活物質に回復するため、充電電流の無駄がなく硫酸鉛の結晶を活物質に回復することができ、充電受け入れ性を向上することができたものと考えられる。
表1~2に示される実施例1~13および比較例1~7の試験結果から、実施例のペースティングペーパーに用いられる不織布は、従来のペースティングペーパーと比較して、高いシート強度(引張強度)、電解液の成層化抑制能(小さな最大細孔径)、および放電特性を維持しつつ、高い高率放電特性および充電受入れ性を有することを示しており、すぐれた鉛蓄電池用ペースティングペーパーを提供することが確認できた。
Claims (9)
- 絶縁性繊維と導電性を有する材料とからなる不織布であって、前記不織布内の平均繊維径が2.0μm以下、かつ前記不織布内において前記導電性を有する材料が不均一状態で分布していることを示す前記不織布のシート抵抗率の変動係数が0.03以上である鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料の配合量が、1.0重量%以上、75重量%未満である、請求項1記載の鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料の配合量が、3.0重量%以上、40重量%未満である、請求項1または請求項2記載の鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料は、耐酸性を有するカーボン繊維である、請求項1~請求項3のいずれか1項に記載の鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料は、1本当たりの繊維径が20μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、請求項4に記載の鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料は、1本当たりの繊維径が10μm以下、かつ1本当たりの繊維長が6mm以下のカーボン繊維である、請求項5に記載の鉛蓄電池用ペースティングペーパー。
- 前記導電性を有する材料は、PAN系のカーボン繊維である、請求項1~請求項6のいずれか1項に記載の鉛蓄電池用ペースティングペーパー。
- 前記絶縁性繊維は、ガラス繊維である、請求項1~請求項7のいずれか1項に記載の鉛蓄電池用ペースティングペーパー。
- 前記不織布の補強材として熱融着性の有機繊維およびセルロース系繊維の総量が30重量%以下、かつ硫酸溶解性材料が5重量%以下を配合してなる、請求項1~請求項8のいずれか1項に記載の鉛蓄電池用ペースティングペーパー。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/043473 WO2022107331A1 (ja) | 2020-11-20 | 2020-11-20 | 鉛蓄電池用ペースティングペーパー |
| US18/036,356 US20230411787A1 (en) | 2020-11-20 | 2020-11-20 | Pasting paper for lead acid batteries |
| EP20962493.1A EP4250395A4 (en) | 2020-11-20 | 2020-11-20 | PASTING PAPER FOR LEAD-ACID STORAGE BATTERIES |
| CN202080106302.0A CN116325214A (zh) | 2020-11-20 | 2020-11-20 | 铅蓄电池用裱糊纸 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/043473 WO2022107331A1 (ja) | 2020-11-20 | 2020-11-20 | 鉛蓄電池用ペースティングペーパー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022107331A1 true WO2022107331A1 (ja) | 2022-05-27 |
Family
ID=81708661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/043473 Ceased WO2022107331A1 (ja) | 2020-11-20 | 2020-11-20 | 鉛蓄電池用ペースティングペーパー |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230411787A1 (ja) |
| EP (1) | EP4250395A4 (ja) |
| CN (1) | CN116325214A (ja) |
| WO (1) | WO2022107331A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2576277B2 (ja) | 1990-08-24 | 1997-01-29 | 日本板硝子株式会社 | 密閉形鉛蓄電池用セパレータ及び密閉形鉛蓄電池 |
| JP2000040507A (ja) * | 1998-07-23 | 2000-02-08 | Japan Storage Battery Co Ltd | 鉛蓄電池用極板の製造法 |
| JP2000040508A (ja) * | 1998-07-23 | 2000-02-08 | Japan Storage Battery Co Ltd | 鉛蓄電池用ペースト式極板の製造法 |
| JP2011238492A (ja) * | 2010-05-11 | 2011-11-24 | Nippon Sheet Glass Co Ltd | 密閉型鉛蓄電池用セパレータ及び密閉型鉛蓄電池 |
| JP6125515B2 (ja) | 2011-10-11 | 2017-05-10 | エキサイド テクノロジーズ エス.エー.ユー.Exide Technologies S.A.U. | ペースティング基板を有する電極を備えたフラデッド型鉛酸蓄電池 |
| JP6147736B2 (ja) | 2011-06-20 | 2017-06-14 | グラットフェルター ゲルンスバッハ ゲーエムベーハー | 鉛酸電池中で使用する多機能ウェブ |
| JP2019067526A (ja) * | 2017-09-28 | 2019-04-25 | 株式会社Gsユアサ | 鉛蓄電池 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9685646B2 (en) * | 2013-10-03 | 2017-06-20 | Johns Manville | Pasting paper made of glass fiber nonwoven comprising carbon graphite |
| US10135051B2 (en) * | 2016-12-15 | 2018-11-20 | Hollingsworth & Vose Company | Battery components comprising fibers |
| US20190181506A1 (en) * | 2017-12-12 | 2019-06-13 | Hollingsworth & Vose Company | Pasting paper for batteries comprising multiple fiber types |
-
2020
- 2020-11-20 US US18/036,356 patent/US20230411787A1/en active Pending
- 2020-11-20 EP EP20962493.1A patent/EP4250395A4/en active Pending
- 2020-11-20 CN CN202080106302.0A patent/CN116325214A/zh active Pending
- 2020-11-20 WO PCT/JP2020/043473 patent/WO2022107331A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2576277B2 (ja) | 1990-08-24 | 1997-01-29 | 日本板硝子株式会社 | 密閉形鉛蓄電池用セパレータ及び密閉形鉛蓄電池 |
| JP2000040507A (ja) * | 1998-07-23 | 2000-02-08 | Japan Storage Battery Co Ltd | 鉛蓄電池用極板の製造法 |
| JP2000040508A (ja) * | 1998-07-23 | 2000-02-08 | Japan Storage Battery Co Ltd | 鉛蓄電池用ペースト式極板の製造法 |
| JP2011238492A (ja) * | 2010-05-11 | 2011-11-24 | Nippon Sheet Glass Co Ltd | 密閉型鉛蓄電池用セパレータ及び密閉型鉛蓄電池 |
| JP6147736B2 (ja) | 2011-06-20 | 2017-06-14 | グラットフェルター ゲルンスバッハ ゲーエムベーハー | 鉛酸電池中で使用する多機能ウェブ |
| JP6125515B2 (ja) | 2011-10-11 | 2017-05-10 | エキサイド テクノロジーズ エス.エー.ユー.Exide Technologies S.A.U. | ペースティング基板を有する電極を備えたフラデッド型鉛酸蓄電池 |
| JP2019067526A (ja) * | 2017-09-28 | 2019-04-25 | 株式会社Gsユアサ | 鉛蓄電池 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4250395A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230411787A1 (en) | 2023-12-21 |
| EP4250395A1 (en) | 2023-09-27 |
| CN116325214A (zh) | 2023-06-23 |
| EP4250395A4 (en) | 2025-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Raghavan et al. | Ionic conductivity and electrochemical properties of nanocomposite polymer electrolytes based on electrospun poly (vinylidene fluoride-co-hexafluoropropylene) with nano-sized ceramic fillers | |
| Raghavan et al. | Novel electrospun poly (vinylidene fluoride-co-hexafluoropropylene)–in situ SiO2 composite membrane-based polymer electrolyte for lithium batteries | |
| CN108417762A (zh) | 锂离子电池隔膜及其制备方法、锂离子电池 | |
| BR112016029519B1 (pt) | Tapete de fibra não tecida redutor de perda de água, bateria de chumbo ácido que compreende o dito tapete e método para formar o dito tapete de fibra não tecida para o uso em uma bateria de chumbo ácido | |
| CN106711497B (zh) | 一种锂硫电池正极片 | |
| US10230086B2 (en) | Separator | |
| JP7337647B2 (ja) | 鉛蓄電池用ペースティングペーパー | |
| JP2008204824A (ja) | 炭素繊維シート及びその製造方法 | |
| Delaporte et al. | Fabrication of current collectors and binder‐free electrodes on separators used in lithium‐ion batteries | |
| CN108701796A (zh) | 非水电解液二次电池用分隔体和非水电解液二次电池 | |
| WO2022107331A1 (ja) | 鉛蓄電池用ペースティングペーパー | |
| KR102741248B1 (ko) | 경량 부직 섬유 매트 | |
| CN111048723A (zh) | 一种铅炭电池用的改性agm隔膜及其制备方法 | |
| AU536383B2 (en) | Battery separator for lead-acid type batteries | |
| JP4737815B2 (ja) | 密閉型鉛蓄電池 | |
| JP7846550B2 (ja) | 二次電池用支持体、および二次電池 | |
| CN108305974A (zh) | 一种基于静电纺丝法的功能型锂离子电池隔膜及其制备方法 | |
| JPH06257097A (ja) | 密度変化を持つ導電シート及びその製造方法 | |
| JP4298215B2 (ja) | 密閉型鉛蓄電池用セパレータ | |
| CN111081980B (zh) | 一种电动工具用锂离子电池的石墨负极的制备方法 | |
| US20240063507A1 (en) | Support body and lithium ion secondary battery | |
| JP2004079406A (ja) | ガス拡散電極の製造方法及び燃料電池 | |
| Xiao et al. | Preparation and properties of composite separators with asymmetric structures for alkaline batteries | |
| CN115441123A (zh) | 一种高吸液率、高阻燃的电池隔膜及制备方法 | |
| JPWO2022191145A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20962493 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202317033984 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020962493 Country of ref document: EP Effective date: 20230620 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |