WO2024122566A1 - 無機繊維マットの製造方法及び無機繊維マット - Google Patents
無機繊維マットの製造方法及び無機繊維マット Download PDFInfo
- Publication number
- WO2024122566A1 WO2024122566A1 PCT/JP2023/043606 JP2023043606W WO2024122566A1 WO 2024122566 A1 WO2024122566 A1 WO 2024122566A1 JP 2023043606 W JP2023043606 W JP 2023043606W WO 2024122566 A1 WO2024122566 A1 WO 2024122566A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- inorganic fiber
- inorganic
- molded body
- mat
- fiber molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/36—Inorganic fibres or flakes
- D21H13/46—Non-siliceous fibres, e.g. from metal oxides
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G11/00—Disintegrating fibre-containing articles to obtain fibres for re-use
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4274—Rags; Fabric scraps
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/488—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation in combination with bonding agents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/12—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by wet methods, by the use of steam
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/12—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by wet methods, by the use of steam
- D21B1/30—Defibrating by other means
- D21B1/32—Defibrating by other means of waste paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C5/00—Other processes for obtaining cellulose, e.g. cooking cotton linters ; Processes characterised by the choice of cellulose-containing starting materials
- D21C5/02—Working-up waste paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/14—Secondary fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/36—Inorganic fibres or flakes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/36—Inorganic fibres or flakes
- D21H13/38—Inorganic fibres or flakes siliceous
- D21H13/40—Inorganic fibres or flakes siliceous vitreous, e.g. mineral wool, glass fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/02—Inorganic fibres based on oxides or oxide ceramics, e.g. silicates
Definitions
- the exhaust gas purification devices are composed of an exhaust gas treatment body made of porous ceramics such as silicon carbide or cordierite, a casing that houses the exhaust gas treatment body, and an inorganic fiber mat material (retaining seal material) that is placed between the exhaust gas treatment body and the casing.
- the main purpose of this mat material is to prevent the exhaust gas treatment body from coming into contact with the casing that covers its outer periphery and being damaged by vibrations and impacts caused by the running of the automobile, and to prevent exhaust gas from leaking between the exhaust gas treatment body and the casing.
- Patent document 1 discloses a method for manufacturing a thermal insulation molding, which is characterized by defibrating waste inorganic fibrous insulation material, mixing the defibrated insulation material with new inorganic fibers to form a cotton-like material, and mixing and molding the resulting material with a binder.
- Patent Documents 1 and 2 have a problem in that the moldability of the product is insufficient.
- the present invention has been made in consideration of the above problems, and has an object to provide a method for producing an inorganic fiber mat that is easier to mold, even when an inorganic fiber molded body is used as the inorganic fiber material.
- the inorganic fiber mat of the present invention is produced by the method for producing an inorganic fiber mat of the present invention.
- the inorganic fiber mat of the present invention is formed by papermaking using a slurry containing inorganic fibers obtained by opening a first inorganic fiber molding derived from a needle mat and a second inorganic fiber molding derived from a papermaking mat, and therefore the density and thickness are easily controlled and the mat has both resilience and windability.
- a first inorganic fiber molded body derived from a needle mat and a second inorganic fiber molded body derived from a papermaking mat are used as materials.
- the inorganic fibers constituting the first inorganic fiber molding and the inorganic fibers constituting the second inorganic fiber molding are not particularly limited, but are desirably composed of at least one type selected from the group consisting of alumina fibers, silica fibers, alumina-silica fibers, mullite fibers, biosoluble fibers, and glass fibers.
- the inorganic fibers are at least one of alumina fibers, silica fibers, alumina-silica fibers, and mullite fibers, they have excellent heat resistance, and therefore even when the inorganic fiber mat is exposed to high temperatures, deterioration does not occur and the function as a mat material can be sufficiently maintained.
- Inorganic fiber materials derived from papermaking mats generally have a short average fiber length and a high bulk density in water, making it difficult to increase the thickness of the inorganic fiber mat using the papermaking method and difficult to control the density and thickness of the inorganic fiber mat.
- needle mats are made of entangled inorganic fibers, so unlike paper mats, they do not open evenly evenly when opened.
- Figure 1 is a schematic diagram illustrating how a first inorganic fiber molding derived from a needle mat is opened.
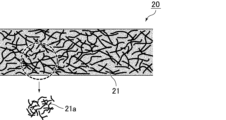
- Figure 2 is a schematic diagram illustrating how a second inorganic fiber molding derived from a papermaking mat is opened.
- the inorganic fibers 11 derived from the needle mat constituting the first inorganic fiber molding 10 derived from the needle mat and the inorganic fibers 21 derived from the papermaking mat constituting the second inorganic fiber molding 20 derived from the papermaking mat are both shortened by opening, and shortened inorganic fibers 11a derived from the needle mat, shortened inorganic fibers 12a derived from the intertwining points of the needle mat, and shortened inorganic fibers 21a derived from the papermaking mat are obtained.
- the needle mat has a completely different degree of entanglement of inorganic fibers at the needle-punched areas (also called needle-punched marks or intertwining points) and other areas.
- the inorganic fibers 12 at the intertwining points remain as fiber bundles and are not easily unraveled even after fiber-opening processing, so the average fiber length of the inorganic fibers (inorganic fibers derived from the intertwining points of the shortened needle mat) 12a tends not to be shortened as much as the second inorganic fiber molding 20 derived from the papermaking mat.
- the average fiber length of the inorganic fibers in the needle mat and the papermaking mat may be the same, but the needle mat is often made of relatively long inorganic fibers and has intertwining points, so unlike the papermaking mat, it contains fiber bundles even after fiber-opening, and the average fiber length of the inorganic fibers (inorganic fibers derived from the shortened needle mat and inorganic fibers derived from the intertwining points of the shortened needle mat) 11a, 12a after fiber-opening tends to be long.
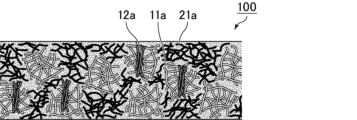
- FIG. 3A, 3B, and 3C illustrate the process of forming the opened inorganic fibers into paper.
- Fig. 3A is a schematic cross-sectional view showing the structure of an inorganic fiber mat produced by the production method of the present invention.
- Fig. 3B is a schematic cross-sectional view showing the structure of an inorganic fiber mat produced from a first inorganic fiber molded body.
- Fig. 3C is a schematic cross-sectional view showing the structure of an inorganic fiber mat produced from a second inorganic fiber molded body.
- the inorganic fibers need to be uniformly distributed.
- FIG. 3B when only inorganic fibers 11a, 12a derived from the needle mat are used, it is difficult to reduce the thickness of the inorganic fiber mat 101 produced due to the presence of fiber bundles and the long average fiber length of the inorganic fibers.
- a slurry containing inorganic fibers 11a and 12a derived from the needle mat and inorganic fibers 21a derived from the papermaking mat is used to perform the papermaking molding process.
- the raw material sheet is usually pressed after papermaking to adjust the thickness to about 0.3 to 0.5 times the original thickness.
- the distribution of inorganic fibers in the original sheet is uneven compared to when short inorganic fibers 21a derived from the papermaking mat are used, and the original sheet becomes bulky, making it difficult to adjust the thickness and density by pressing.
- the manufacturing method of the present invention By forming a sheet using a slurry containing inorganic fibers derived from a needle mat and inorganic fibers derived from a papermaking mat, as in the manufacturing method of the present invention, it is possible to manufacture an inorganic fiber mat by appropriately controlling the thickness so that the thickness of the inorganic fiber mat is smaller than that of an inorganic fiber mat derived only from a needle mat and larger than that of an inorganic fiber mat derived only from a papermaking mat. Therefore, the manufacturing method of the present invention has excellent moldability for the inorganic fiber mat.
- the second inorganic fiber molded body preferably contains an inorganic binder. This is because when the second inorganic fiber molded body contains an inorganic binder, the dispersibility of the inorganic binder in the inorganic fiber mat newly produced by the method of the present invention is increased.
- the inorganic binder may or may not be contained in the first inorganic fiber molded body, but it is preferable that the inorganic binder is contained in both the first inorganic fiber molded body and the second inorganic fiber molded body.
- the inorganic binder may be any suitable hard ceramic material, such as at least one of alumina, silica, silicon carbide, zirconia, boron nitride, diamond, and pumice, or a combination thereof.
- Alumina sol and silica sol are preferred.
- the first inorganic fiber molded body and the second inorganic fiber molded body used in the present invention may be inorganic fiber molded bodies that are not cut and are in the molded shape, but it is preferable that at least one of the molded bodies is cut.
- the first inorganic fiber molded body and/or the second inorganic fiber molded body By cutting the first inorganic fiber molded body and/or the second inorganic fiber molded body, the first inorganic fiber molded body and/or the second inorganic fiber molded body have a cut surface, and the inorganic fibers on the cut surface are easily opened, so that the inorganic fibers are not opened uniformly in the opening process, and the inorganic fiber mat produced has both resilience and windability.
- the first inorganic fiber molded body and the second inorganic fiber molded body used in the present invention may be all cut.
- the first inorganic fiber molded body and the second inorganic fiber molded body that are cut include products and scraps described below.
- the first inorganic fiber molding and the second inorganic fiber molding that are cut are preferably cut by punching or cutting.
- Punching is a method in which the material to be processed is sandwiched between a die and a plate, and the die is pressed from above to cut it into the desired shape.
- Cutting is a method in which the material is cut with a cutting blade. In punching, the material is always cut along the shape of the die, but cutting differs from punching in that the cut shape is not limited.
- At least one of the first inorganic fiber molded body and the second inorganic fiber molded body is scrap material.
- Scrap material refers to the remainder after removing the necessary parts from the material.
- a large sheet-like inorganic fiber mat is punched or cut into a predetermined shape, and the ends of the sheet are generated as scrap material.
- the holding seal material forming portion 32 When cutting out the holding seal material forming portion 32, many straight lines are made to make the cutting efficient, and the pattern is considered to minimize the generation of scrap material 33; however, if the holding seal material 34 has an uneven shape, the scrap material 33 may also have an uneven shape. In the manufacturing method of the present invention, it is more preferable to use such irregular scraps having an uneven shape as the inorganic fiber material. Due to the irregular shape of the scraps, the inorganic fibers are not uniformly spread in the spreading step, and the inorganic fiber mat produced has both resilience and windability.
- the scrap material 33 becomes frame-shaped. It is possible to use the scrap material 33 in the manufacturing method of the present invention while it is still in the frame shape, but by cutting it, for example, in the vertical and horizontal directions, scrap material 33 of various shapes can be obtained.
- the first inorganic fiber molded body and the second inorganic fiber molded body are preferably sheet-shaped inorganic fiber molded bodies having an area of 1 cm2 or more. More preferably, they are sheet-shaped inorganic fiber molded bodies having an area of 10 cm2 or more. There is no particular upper limit to the size of the first inorganic fiber molded body and the second inorganic fiber molded body, but when the first inorganic fiber molded body and the second inorganic fiber molded body are sheet-shaped, for example, the area is preferably 130 cm2 or less.
- the inorganic fibers are not uniformly spread, and the produced inorganic fiber mat has both resilience and wrapability.
- the needle mat is preferably formed by folding a thin layer sheet of inorganic fiber precursor multiple times to a predetermined width, laminating it, and then firing it.
- a needle mat is also called a folded laminated needle mat.
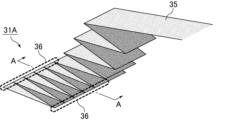
- FIG. 5A is a schematic diagram showing one manufacturing example of a folded laminated needle mat.
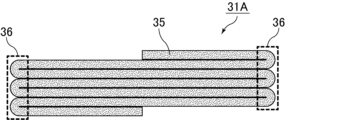
- FIG. 5B is an A-A cross-sectional view of the folded laminated needle mat manufactured in FIG. 5A.
- the needle mat 31A before firing is formed by folding a thin layer sheet 35 of inorganic fiber precursor multiple times and laminating it.
- FIG. 5A is a schematic diagram showing one manufacturing example of a folded laminated needle mat.
- FIG. 5B is an A-A cross-sectional view of the folded laminated needle mat manufactured in FIG. 5A.
- the needle mat 31A before firing is formed by folding a thin layer sheet 35 of inorganic fiber precursor multiple times and laminating it.
- the thin layer sheet 35 of inorganic fiber precursor is folded while continuously moving in a direction perpendicular to the folding direction.
- the width can be 1000 mm or more and the number of times of folding can be 5 or more.
- the ratio of inorganic fibers with long fiber length is high in the folded portion 36.
- the method for producing an inorganic fiber mat of the present invention includes a fiber-opening step in which the first inorganic fiber molded body and the second inorganic fiber molded body are opened to obtain inorganic fibers, and a paper-molding step in which an inorganic fiber mat is molded using a slurry containing the opened inorganic fibers.
- the fiber-opening process can be performed by a single process of wet-opening alone, or a two-stage process of dry-opening and wet-opening. In the manufacturing method of the present invention, it is preferable to perform only wet-opening in the fiber-opening process, since this simplifies the process.
- Wet fiber-spreading can be performed using a wet fiber-spreading device such as a pulper or mixer. Wet fiber-spreading can be performed by putting the first inorganic fiber molded body and the second inorganic fiber molded body into a wet fiber-spreading device filled with water and stirring them.
- the order in which the first inorganic fiber molded body and the second inorganic fiber molded body are put into the water is not particularly limited, but it is preferable to first put the first inorganic fiber molded body into the water and stir it, and then put the second inorganic fiber molded body into the water and stir it, or to put the first inorganic fiber molded body and the second inorganic fiber molded body into the water at the same time and stir it.
- the average fiber length of the obtained inorganic fibers can be adjusted by changing the processing conditions for wet fiber-spreading and dry fiber-spreading (e.g., stirring speed, stirring time, etc.).
- the processing conditions for wet fiber-spreading is a stirring speed of 500 to 1000 rpm and a stirring time of 200 to 900 seconds.
- the stirring speed is 650 to 850 rpm and the stirring time is 500 to 700 seconds, and more preferably, the stirring speed is 700 to 800 rpm and the stirring time is 500 to 650 seconds.
- the slurry can be prepared, for example, as follows. First, a liquid containing water and opened inorganic fibers is prepared so that the concentration of the inorganic fibers is about 0.5 to 2.0% by weight. When adding water or opened inorganic fibers to the liquid in preparing the slurry, the liquid is stirred with a stirrer for about 20 to 120 seconds. Next, an organic binder is added to the liquid at about 0.5 to 10% by weight relative to the inorganic fibers, and the liquid is stirred for about 1 to 5 minutes. Further, an inorganic binder is added to the liquid at about 0.5 to 3% by weight relative to the inorganic fibers, and the liquid is stirred for about 1 to 5 minutes. Further, a flocculant is added to the liquid at about 0.01 to 1.0% by weight relative to the inorganic fibers, and the liquid is stirred for a maximum of about 2 minutes to prepare the slurry.
- an inorganic binder when preparing the slurry.
- the first inorganic fiber molded body and the second inorganic fiber molded body contain an inorganic binder, it is not necessary to add an inorganic binder in the papermaking molding process, and even if an inorganic binder is added, the amount may be small compared to the amount added above. Even when the first inorganic fiber molded body and the second inorganic fiber molded body contain an inorganic binder, the same amount of inorganic binder as above may be added to the slurry.
- the inorganic fiber mat can be formed by papermaking using the slurry, for example, as follows.
- the prepared slurry is added to a molding machine of a desired shape, a raw sheet is formed, and then dehydration is performed.
- a filtering wire mesh (mesh size: 30 mesh) is provided at the bottom of the molding machine, and the water in the slurry added to the molding machine is discharged through this filtering wire mesh. Therefore, by using such a molding machine, the raw sheet can be formed and dehydrated at the same time.
- a suction pump, a vacuum pump, or the like may be used to forcibly suck the water from the bottom of the molding machine through the filtering wire mesh.
- the present disclosure (2) is a method for producing an inorganic fiber mat described in the present disclosure (1), in which at least one of the first inorganic fiber molded body and the second inorganic fiber molded body is cut.
- the present disclosure (3) is a method for producing an inorganic fiber mat described in the present disclosure (1) or (2), in which at least one of the first inorganic fiber molded body and the second inorganic fiber molded body is an irregular scrap material having an uneven shape.
- the present disclosure (10) is a method for producing an inorganic fiber mat according to any one of the present disclosures (1) to (9), in which the first inorganic fiber molded body and the second inorganic fiber molded body are cut before the fiber-opening step.
- the present disclosure (12) is an inorganic fiber mat produced by a method for producing an inorganic fiber mat, the method comprising: a fiber-opening process for opening a first inorganic fiber molded body derived from a needle mat and a second inorganic fiber molded body derived from a paper-formed mat to obtain inorganic fibers; and a paper-forming process for forming an inorganic fiber mat using a slurry containing the opened inorganic fibers.
- the present disclosure (13) is an inorganic fiber mat described in the present disclosure (12), in which at least one of the first inorganic fiber molded body and the second inorganic fiber molded body is cut.
- the present disclosure (22) is an inorganic fiber mat according to any one of the present disclosures (12) to (21), in which the slurry further contains new inorganic fibers, the new inorganic fibers and the opened inorganic fibers have the same composition, and are alumina-silica fibers containing 60 to 80% by weight of Al 2 O 3 .
- Comparative Example 1 and Example 1 were cut into rectangles with a longitudinal length of 350 mm and a transverse length of 30 mm to prepare test pieces, which were then wrapped around a cylinder with a diameter of 100 mm and each test piece was visually inspected for cracks. The wrapability was evaluated by assigning a ⁇ to those that did not crack and an ⁇ to those that did crack.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Combustion & Propulsion (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Paper (AREA)
- Nonwoven Fabrics (AREA)
Abstract
ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする無機繊維マットの製造方法。
Description
本発明は、無機繊維マットの製造方法及び無機繊維マットに関する。
排ガス中のパティキュレートマター(PM)を捕集したり、有害なガス成分を浄化したりする排ガス浄化装置として、炭化ケイ素やコージェライトなどの多孔質セラミックからなる排ガス処理体と、排ガス処理体を収容するケーシングと、排ガス処理体とケーシングとの間に配設される無機繊維のマット材(保持シール材)とから構成される排ガス浄化装置が種々提案されている。このマット材は、自動車の走行等により生じる振動や衝撃により、排ガス処理体がその外周を覆うケーシングと接触して破損するのを防止することや、排ガス処理体とケーシングとの間から排気ガスが漏れることを防止すること等を主な目的として配設されている。
ところで、このような無機繊維のマット材は、大きなシート状の無機繊維マットから所定形状に打ち抜いたり、切り出したりして作製されており、シートの端部が端材として発生する。近年、産業廃棄物の削減が要求されており、製造上生じる端材を廃棄しないで再利用することが求められている。
特許文献1では、無機繊維性断熱材の廃材を解繊し、解繊した断熱材に新たな無機繊維を混合して綿状とし、バインダを混合して成形することを特徴とする断熱成形体の製造方法が開示されている。
また、特許文献2ではセラミックファイバーをイオン性有機バインダ粉末と混合し、更に耐熱性無機結合剤を含む水を全体がほぼ湿潤状態となるように添加混合した後、その湿潤混合物を型内に充填し、加圧して成形することを特徴とするファイバー成形体の製造方法において、前記セラミックファイバーの一部に代え、使用済みのファイバー製品を細かく解砕したものを使用することが開示されている。
しかしながら、特許文献1、2に開示されている方法は、製品の成形性が充分でないという問題があった。
本発明は、上記問題を鑑みてなされたものであり、無機繊維材料に無機繊維成形体を利用する場合であっても、より成形が容易な無機繊維マットの製造方法を提供することを目的とする。
本発明は、上記問題を鑑みてなされたものであり、無機繊維材料に無機繊維成形体を利用する場合であっても、より成形が容易な無機繊維マットの製造方法を提供することを目的とする。
本発明者らは、鋭意検討の結果、無機繊維としてニードルマット由来の無機繊維及び抄造マット由来の無機繊維を用いることで、新たに作製する無機繊維マットの成形性が改善することを見出した。
すなわち、本発明の無機繊維マットの製造方法(以下、本発明の製造方法ともいう)は、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする。
本発明の無機繊維マットの製造方法は、上記の構成であるため、無機繊維マットの成形性が優れている。ここで成形性に優れるとは、無機繊維マットの密度や厚みの制御がしやすいことを意味する。また、無機繊維としてニードルマット由来の無機繊維を用いるため、過度に開繊されておらず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
すなわち、本発明の無機繊維マットの製造方法(以下、本発明の製造方法ともいう)は、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする。
本発明の無機繊維マットの製造方法は、上記の構成であるため、無機繊維マットの成形性が優れている。ここで成形性に優れるとは、無機繊維マットの密度や厚みの制御がしやすいことを意味する。また、無機繊維としてニードルマット由来の無機繊維を用いるため、過度に開繊されておらず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
本発明の無機繊維マットの製造方法において、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、切断されていることが好ましい。
上記第一の無機繊維成形体及び/又は上記第二の無機繊維成形体が切断されていることにより、上記第一の無機繊維成形体及び/又は上記第二の無機繊維成形体が切断面を有し、切断面の無機繊維が開繊されやすいため開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。切断されている上記第一の無機繊維成形体及び上記第二の無機繊維成形体としては、製品や後述の端材を含む。
上記第一の無機繊維成形体及び/又は上記第二の無機繊維成形体が切断されていることにより、上記第一の無機繊維成形体及び/又は上記第二の無機繊維成形体が切断面を有し、切断面の無機繊維が開繊されやすいため開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。切断されている上記第一の無機繊維成形体及び上記第二の無機繊維成形体としては、製品や後述の端材を含む。
本発明の無機繊維マットの製造方法において、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、凹凸形状を有する不揃いの端材であることが好ましい。
端材を無機繊維材料に用いることにより、端材を廃棄することなく有効利用することができる。また、端材が凹凸形状を有する不揃いの形状であることにより、開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
端材を無機繊維材料に用いることにより、端材を廃棄することなく有効利用することができる。また、端材が凹凸形状を有する不揃いの形状であることにより、開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
本発明の無機繊維マットの製造方法において、上記第一の無機繊維成形体及び上記第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体であることが好ましい。
面積が1cm2以上であるシート状の無機繊維成形体を材料に用いることにより、無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
面積が1cm2以上であるシート状の無機繊維成形体を材料に用いることにより、無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
本発明の無機繊維マットの製造方法は、上記第二の無機繊維成形体が、無機バインダを含むことが好ましい。
上記第二の無機繊維成形体が無機バインダを含むことにより、製造される無機繊維マットにおける無機バインダの分散性が高い。
上記第二の無機繊維成形体が無機バインダを含むことにより、製造される無機繊維マットにおける無機バインダの分散性が高い。
上記ニードルマットを構成する無機繊維の平均繊維長が、上記抄造マットを構成する無機繊維の平均繊維長より長いことが好ましい。
ニードルマット由来の第一の無機繊維成形体の方が、抄造マット由来の第二の無機繊維成形体より過度に開繊されず、開繊後の抄造マット由来の無機繊維の平均繊維長が、開繊後のニードルマット由来の無機繊維の平均繊維長と比べてより短くなるため、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
ニードルマット由来の第一の無機繊維成形体の方が、抄造マット由来の第二の無機繊維成形体より過度に開繊されず、開繊後の抄造マット由来の無機繊維の平均繊維長が、開繊後のニードルマット由来の無機繊維の平均繊維長と比べてより短くなるため、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
上記第一の無機繊維成形体と上記第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%であることが好ましい。第一の無機繊維成形体の割合が上述の範囲であると、本発明の製造方法で得られる無機繊維マットがより高い反発力とより高い巻き付け性の両方を兼ね備える。
上記開繊を、湿式開繊のみで行うことが好ましい。
湿式開繊のみで無機繊維の開繊を行うと、工程が簡便になる。
湿式開繊のみで無機繊維の開繊を行うと、工程が簡便になる。
上記ニードルマットが、無機繊維前駆体の薄層シートを所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されていることが好ましい。
このようなニードルマットの端材は、繊維長が長い無機繊維の割合が高く、この端材を材料に使うことで、本発明の製造方法で得られる無機繊維マットが高い面圧を有する。
このようなニードルマットの端材は、繊維長が長い無機繊維の割合が高く、この端材を材料に使うことで、本発明の製造方法で得られる無機繊維マットが高い面圧を有する。
上記開繊工程の前に、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を切断することが好ましい。
開繊工程の前に無機繊維成形体を切断しておくと、開繊工程が円滑に進行するからである。
開繊工程の前に無機繊維成形体を切断しておくと、開繊工程が円滑に進行するからである。
本発明の無機繊維マットの製造方法において、上記スラリーが更に新品の無機繊維を含んでいてもよい。上記スラリーが新品の無機繊維を含む場合、上記新品の無機繊維と、上記開繊された無機繊維とが同じ組成であり、かつ、Al2O3を60~80重量%含むアルミナシリカ繊維であることが好ましい。
スラリーに新品の無機繊維を添加することにより、本発明の製造方法で得られる無機繊維マットを所望の物性に調整することができる。また、新品の無機繊維と、上記無機繊維とが同じ組成であると、無機繊維の熱膨張係数が同じであるため、高温使用時に繊維間の密着部がずれることなく面圧を維持することが可能である。更に、無機繊維がAl2O3を60~80重量%含むことにより、得られる無機繊維マットの反発性及び耐熱性が向上する。
スラリーに新品の無機繊維を添加することにより、本発明の製造方法で得られる無機繊維マットを所望の物性に調整することができる。また、新品の無機繊維と、上記無機繊維とが同じ組成であると、無機繊維の熱膨張係数が同じであるため、高温使用時に繊維間の密着部がずれることなく面圧を維持することが可能である。更に、無機繊維がAl2O3を60~80重量%含むことにより、得られる無機繊維マットの反発性及び耐熱性が向上する。
本発明の無機繊維マットは、本発明の無機繊維マットの製造方法により製造されたものである。
本発明の無機繊維マットは、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を開繊して得られた無機繊維を含むスラリーを用いて抄造成形されているので、密度や厚みが制御されやすく、反発力と巻き付け性の両方を兼ね備える。
本発明の無機繊維マットは、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を開繊して得られた無機繊維を含むスラリーを用いて抄造成形されているので、密度や厚みが制御されやすく、反発力と巻き付け性の両方を兼ね備える。
以下、本発明の実施形態について具体的に説明する。しかしながら、本発明は、以下の実施形態に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。
本発明の無機繊維マットの製造方法では、材料として、ニードルマット由来の第一の無機繊維成形体と、抄造マット由来の第二の無機繊維成形体とを用いる。
第一の無機繊維成形体は、ニードルマット由来である。ニードルマットは、無機繊維を含むマットがニードリング処理されて製造されたマットである。ニードリング処理とは、ニードル等の繊維絡合手段を、無機繊維を含むマットに対して抜き差しすることをいう。第一の無機繊維成形体として用いるニードルマットは、表面及び裏面の少なくとも一方にニードリング処理によって形成された複数の交絡点を有する。
上記ニードルマットを構成する無機繊維の平均繊維長が、上記抄造マットを構成する無機繊維の平均繊維長より長いことが好ましい。
後述のように、ニードルマット由来の第一の無機繊維成形体の方が、抄造マット由来の第二の無機繊維成形体より過度に開繊されず、開繊後の抄造マット由来の無機繊維の平均繊維長が、開繊後のニードルマット由来の無機繊維の平均繊維長と比べてより短くなるため、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
後述のように、ニードルマット由来の第一の無機繊維成形体の方が、抄造マット由来の第二の無機繊維成形体より過度に開繊されず、開繊後の抄造マット由来の無機繊維の平均繊維長が、開繊後のニードルマット由来の無機繊維の平均繊維長と比べてより短くなるため、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
上記ニードルマットを構成する無機繊維の平均繊維長は特に限定されないが、交絡構造を呈するためにある程度の長さが必要となり、3.0~100mmが好ましく、10.0~100mmがより好ましい。また、ニードルマットを構成する無機繊維の平均繊維径(直径)は、2~10μmであることが好ましく、3~7μmであることがより好ましい。
本明細書において、無機繊維の平均繊維長及び平均繊維径は、無機繊維マットのSEM(走査型電子顕微鏡)観察において視野内の任意の無機繊維を100本観察することにより求める。
第二の無機繊維成形体は、抄造マット由来である。抄造マットは、無機繊維を含むマットが抄造処理されて製造されたマットである。本明細書における抄造処理とは、無機繊維の開繊、スラリー化及び成形を行うことをいう。
上記抄造マットを構成する無機繊維の平均繊維長は、0.01mm~5.0mm程度が好ましい。また、抄造マットを構成する無機繊維の好ましい平均繊維径(直径)は、ニードルマットを構成する無機繊維と同じである。
本発明の無機繊維マットの製造方法において、上記ニードルマットを構成する無機繊維の平均繊維長が10.0~100mmであり、かつ、上記抄造マットを構成する無機繊維の平均繊維長が、0.01mm~5.0mmであることが好ましい。
ニードルマットを構成する無機繊維の平均繊維長、及び、抄造マットを構成する無機繊維の平均繊維長がそれぞれ上記の範囲であると、本発明の製造方法で得られる無機繊維マットがより高い反発力とより高い巻き付け性の両方を兼ね備える。
ニードルマットを構成する無機繊維の平均繊維長、及び、抄造マットを構成する無機繊維の平均繊維長がそれぞれ上記の範囲であると、本発明の製造方法で得られる無機繊維マットがより高い反発力とより高い巻き付け性の両方を兼ね備える。
第一の無機繊維成形体を構成する無機繊維及び第二の無機繊維成形体を構成する無機繊維としては、特に限定されないが、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、ムライト繊維、生体溶解性繊維及びガラス繊維からなる群から選択される少なくとも1種から構成されていることが望ましい。
無機繊維が、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、及び、ムライト繊維の少なくとも1種である場合には、耐熱性に優れているので、無機繊維マットが高温に晒された場合であっても、変質等が発生することはなく、マット材としての機能を充分に維持することができる。また、無機繊維が生体溶解性繊維である場合には、製造した無機繊維マットを用いて排ガス浄化装置を作製する際に、飛散した無機繊維を吸入等しても、生体内で溶解するため、作業員の健康に害を及ぼすことがない。
無機繊維が、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、及び、ムライト繊維の少なくとも1種である場合には、耐熱性に優れているので、無機繊維マットが高温に晒された場合であっても、変質等が発生することはなく、マット材としての機能を充分に維持することができる。また、無機繊維が生体溶解性繊維である場合には、製造した無機繊維マットを用いて排ガス浄化装置を作製する際に、飛散した無機繊維を吸入等しても、生体内で溶解するため、作業員の健康に害を及ぼすことがない。
アルミナ繊維には、アルミナ以外に、例えば、カルシア、マグネシア、ジルコニア等の添加剤が含まれていてもよい。
アルミナシリカ繊維の組成比としては、重量比でAl2O3:SiO2=60:40~80:20であることが好ましく、Al2O3:SiO2=70:30~74:26であることがより好ましい。
アルミナシリカ繊維としては、また、Al2O3を60~80重量%含むものが挙げられる。
アルミナシリカ繊維の組成比としては、重量比でAl2O3:SiO2=60:40~80:20であることが好ましく、Al2O3:SiO2=70:30~74:26であることがより好ましい。
アルミナシリカ繊維としては、また、Al2O3を60~80重量%含むものが挙げられる。
第一の無機繊維成形体の無機繊維と第二の無機繊維成形体の無機繊維は、同じ組成であってもよいし、異なる組成であってもよい。
以下では、ニードルマット由来の無機繊維成形体のみを原料とする場合、及び抄造マット由来の無機繊維成形体のみを原料とする場合と、本発明の製造方法での成形性の差異について、図1、図2、図3A、図3B及び図3Cを参照して説明する。
抄造マット由来の無機繊維材料は、一般に無機繊維の平均繊維長が短く水中嵩密度が大きいため、抄造法により無機繊維マットの厚みを大きくすることが困難であり、無機繊維マットの密度や厚みの制御が困難なものである。
次に、ニードルマットは無機繊維が交絡された構造であるので、抄造マットと異なり、開繊を行っても一様に開繊されない。
図1は、ニードルマット由来の第一の無機繊維成形体が開繊される様子を説明する模式図である。図2は、抄造マット由来の第二の無機繊維成形体が開繊される様子を説明する模式図である。図1及び図2に示すように、ニードルマット由来の第一の無機繊維成形体10を構成するニードルマット由来の無機繊維11と、抄造マット由来の第二の無機繊維成形体20を構成する抄造マット由来の無機繊維21は、どちらも開繊により短繊維化し、短繊維化したニードルマット由来の無機繊維11a、短繊維化したニードルマットの交絡点由来の無機繊維12a、短繊維化した抄造マット由来の無機繊維21aが得られる。
ニードルマットは、図1に示すように、ニードルパンチが施された箇所(ニードルパンチ痕や交絡点とも呼ばれる)と、それ以外の箇所とで、無機繊維の絡み具合が全く異なる。交絡点の無機繊維12は、開繊処理が行われても繊維束として存在し解れにくいため、抄造マット由来の第二の無機繊維成形体20と比較して、無機繊維(短繊維化したニードルマットの交絡点由来の無機繊維)12aの平均繊維長が短くなりにくい傾向がある。ニードルマットと抄造マットとは、無機繊維の平均繊維長が同じ場合もあるが、ニードルマットは比較的長い無機繊維で形成されることが多く交絡点を有するため、抄造マットと異なり開繊後も繊維束を含み、開繊後の無機繊維(短繊維化したニードルマット由来の無機繊維、短繊維化したニードルマットの交絡点由来の無機繊維)11a、12aの平均繊維長が長い傾向がある。
図3A、図3B及び図3Cでは、開繊された無機繊維を抄造成形する工程を説明する。図3Aは、本発明の製造方法により作製される無機繊維マットの構造を示す模式断面図である。図3Bは、第一の無機繊維成形体により作製される無機繊維マットの構造を示す模式断面図である。図3Cは、第二の無機繊維成形体により作製される無機繊維マットの構造を示す模式断面図である。
無機繊維マットとして使用するためには、無機繊維が一様に分布している必要があるところ、図3Bに示すように、ニードルマット由来の無機繊維11a、12aのみを用いた場合は、繊維束の存在と無機繊維の平均繊維長が長いことから、製造される無機繊維マット101の厚みを小さくすることが困難である。
無機繊維マットとして使用するためには、無機繊維が一様に分布している必要があるところ、図3Bに示すように、ニードルマット由来の無機繊維11a、12aのみを用いた場合は、繊維束の存在と無機繊維の平均繊維長が長いことから、製造される無機繊維マット101の厚みを小さくすることが困難である。
本発明の製造方法における抄造工程では、図3Aに示すように、ニードルマット由来の無機繊維11a、12aと抄造マット由来の無機繊維21aを含むスラリーを用いて抄造成形工程を行う。後述するように、通常抄造成形後に原料シートをプレス加工して厚さが0.3~0.5倍程度になるように厚みの調整を行うが、ニードルマット由来の無機繊維11a、12aのみを用いた場合、抄造マット由来の短い無機繊維21aを用いる場合と比較して原形シート中の無機繊維の分布に偏りがあり原形シートがかさ高くなるため、プレス加工による厚みと密度の調整が困難である。また、プレス加工では無機繊維の分布の偏りを解消することは困難である。このため、抄造成形時に無機繊維の分布が均一な原形シートを得ることが重要である。
様々な繊維長の無機繊維及び繊維束を含む材料を抄造成形すると、材料が均一に分散するため、繊維束や異なる繊維長の無機繊維同士が絡み合う。ニードルマット由来の無機繊維11a、12aに加えて抄造マット由来の無機繊維21aが存在すると、ニードルマット由来の無機繊維11a、12aの間に、抄造マット由来の短い無機繊維21aが入り込む。その結果、ニードルマット由来の無機繊維11a、12aのみを用いた場合と比べて、同じ繊維面比重の無機繊維マット100を製造する場合、製造される無機繊維マットの厚みを小さくすることが可能である。
図3Bに示すように、ニードルマット由来の無機繊維11a、12aのみを用いた場合は、無機繊維マット101の厚みを小さくすることが困難であり、一方、図3Cに示すように、抄造マット由来の無機繊維21aのみでは、無機繊維マット102の厚みを大きくすることが困難である。
本発明の製造方法のように、ニードルマット由来の無機繊維と抄造マット由来の無機繊維を含むスラリーを用いて抄造成形することにより、無機繊維マットの厚みを、ニードルマットのみに由来する無機繊維マットよりも小さく、抄造マット由来のみに由来する無機繊維マットよりも大きくなるように、その厚みを適切に制御して無機繊維マットを製造することができる。ゆえに、本発明の製造方法は無機繊維マットの成形性に優れている。
第二の無機繊維成形体は、無機バインダを含むことが好ましい。第二の無機繊維成形体が無機バインダを含むことにより、本発明の方法で新たに製造される無機繊維マットにおける無機バインダの分散性が高くなるからである。
無機バインダは、第一の無機繊維成形体に含まれていてもよく、第一の無機繊維成形体に含まれていなくてもよいが、第一の無機繊維成形体及び第二の無機繊維成形体の両方に含まれていることが好ましい。
無機バインダは、第一の無機繊維成形体に含まれていてもよく、第一の無機繊維成形体に含まれていなくてもよいが、第一の無機繊維成形体及び第二の無機繊維成形体の両方に含まれていることが好ましい。
無機バインダとしては、アルミナ、シリカ、炭化ケイ素、ジルコニア、窒化ホウ素、ダイヤモンド及び軽石の少なくとも1種又はこれらの組み合わせなどの任意の適当な硬質セラミック材料が挙げられる。好ましくは、アルミナゾル、シリカゾルである。
第一の無機繊維成形体及び第二の無機繊維成形体は、有機バインダを含んでいてもよい。その場合、後述の開繊工程の前に、第一の無機繊維成形体及び第二の無機繊維成形体を焼成して有機バインダを分解除去することが好ましい。
本発明で用いる第一の無機繊維成形体及び第二の無機繊維成形体は、切断を経ていない成形された形状のままの無機繊維成形体であってもよいが、成形体の少なくとも1つが切断されている無機繊維成形体であることが好ましい。第一の無機繊維成形体及び/又は第二の無機繊維成形体が切断されていることにより、上記第一の無機繊維成形体及び/又は上記第二の無機繊維成形体が切断面を有し、切断面の無機繊維が開繊されやすいため開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。本発明で用いる第一の無機繊維成形体及び第二の無機繊維成形体は、全てが切断されていてもよい。切断されている上記第一の無機繊維成形体及び上記第二の無機繊維成形体としては、製品や後述の端材を含む。
切断されている第一の無機繊維成形体及び第二の無機繊維成形体は、打ち抜き又は切り出しにより切断されていることが好ましい。打ち抜きとは、抜型と板の間に加工したい材料を挟み、上から抜型を押して所望の形状に切断する方法である。切り出しとは、カット刃で材料を切断する方法である。抜き打ちは、常に抜型の形状に沿って材料が切断されるが、切り出しは抜き打ちと異なり、切断形状が限定されない。
本発明の無機繊維マットの製造方法では、材料である第一の無機繊維成形体及び第二の無機繊維成形体が、2種以上の異なる形状を有することが好ましい。ここで、「無機繊維成形体の形状が異なる」とは、無機繊維成形体の外形及び大きさの少なくとも1つが異なることを意味する。外形及び大きさが異なるとは、数%程度の寸法の差異は含まない。外形が同じであっても、大きさが異なる場合は、形状が異なるものとして扱う。
異なる形状の無機繊維成形体を2種以上用いると、開繊工程で無機繊維が一様に開繊されず、様々な繊維長及び形状の無機繊維材料が得られるので、製造される無機繊維マットの密度と厚みの調整をより容易に行うことができ、反発力と巻き付け性の両方を兼ね備える無機繊維マットを製造することができる。無機繊維成形体の形状は特に限定されず、シート状、ひも状、球状、その他の塊状等が挙げられる。シート状の無機繊維成形体としては、正方形、長方形、円形、楕円形等が挙げられる。
上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、端材であることが好ましい。端材とは、材料から必要な部分を取ったあとの残りを指す。排ガス浄化装置の保持シール材等を製造する場合、大きなシート状の無機繊維マットから所定形状に打ち抜いたり切り出して作製するため、シートの端部が端材として発生する。端材を無機繊維材料に用いることにより、端材を廃棄することなく有効利用することができるため、好ましい。
図4は、無機繊維のマット材からカットした排ガス浄化装置用の保持シール材と端材とを示す平面図である。保持シール材の製造現場では、一枚の大きな無機繊維のマット材から複数の保持シール材を切り出すため、図4に示すように、まず無機繊維のマット材31を保持シール材形成部分32と端材33とに分ける。無機繊維のマット材の外周端31aは、切断前の無機繊維のマット材31の外形を示す。次いで保持シール材形成部分32を個々の保持シール材34に分ける。
保持シール材形成部分32の切り出しは、カットを効率よく行うために直線部分を多くすることや、端材33が極力発生しないようにパターンを考慮するが、保持シール材34が凹凸形状を有していると、端材33が凹凸形状を有することとなる場合がある。
本発明の製造方法では、無機繊維の材料として、このような凹凸形状を有する不揃いの端材を用いることがより好ましい。端材が凹凸形状を有する不揃いの形状があることにより、開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
保持シール材形成部分32の切り出しは、カットを効率よく行うために直線部分を多くすることや、端材33が極力発生しないようにパターンを考慮するが、保持シール材34が凹凸形状を有していると、端材33が凹凸形状を有することとなる場合がある。
本発明の製造方法では、無機繊維の材料として、このような凹凸形状を有する不揃いの端材を用いることがより好ましい。端材が凹凸形状を有する不揃いの形状があることにより、開繊工程で無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備える。
無機繊維のマット材31の中央部分から保持シール材形成部分32をカットすると、端材33は枠状になる。端材33を枠状のまま本発明の製造方法に用いることも可能であるが、例えば縦方向と横方向とに切断すると、様々な形状の端材33が得られる。
第一の無機繊維成形体及び第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体であることが好ましい。より好ましくは、面積が10cm2以上であるシート状の無機繊維成形体である。また、第一の無機繊維成形体及び第二の無機繊維成形体の大きさの上限は特に限定されないが、例えば第一の無機繊維成形体及び第二の無機繊維成形体がシート状である場合、面積が130cm2以下であることが好ましい。面積が1cm2以上であるシート状の無機繊維成形体を材料に用いることにより、無機繊維が一様に開繊されず、製造される無機繊維マットが反発力と巻き付け性の両方を兼ね備えるからである。
本発明の製造方法では、上記ニードルマットが、無機繊維前駆体の薄層シートが所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されていることが好ましい。このようなニードルマットを折り畳み積層ニードルマットともいう。図5Aは、折り畳み積層ニードルマットの一製造例を示す模式図である。図5Bは、図5Aで製造される折り畳み積層ニードルマットのA-A断面図である。図5A、図5Bに示すように、焼成前ニードルマット31Aは、無機繊維前駆体の薄層シート35が所定の幅に複数回折りたたまれて積層されて形成されている。図5Aに示すように、無機繊維前駆体の薄層シート35は、折り畳み方向に対して直角方向に連続的に移動しながら折りたたまれている。折りたたむ幅や回数に特に制限はないが、例えば、幅1000mm以上、折りたたみ回数5回以上とすることができる。焼成前ニードルマット31Aは、折り返し部36において、繊維長が長い無機繊維の割合が高い。
このような折り返し部を含む端材を無機繊維マットの材料に使うことで、本発明の製造方法で得られる無機繊維マットが高い面圧を有する。
上記折り畳み積層ニードルマットは、例えば、特開2008-7933号公報に記載の方法で製造することができる。
このような折り返し部を含む端材を無機繊維マットの材料に使うことで、本発明の製造方法で得られる無機繊維マットが高い面圧を有する。
上記折り畳み積層ニードルマットは、例えば、特開2008-7933号公報に記載の方法で製造することができる。
上記第一の無機繊維成形体及び上記第二の無機繊維成形体を用いる割合は特に限定されないが、本発明の製造方法で得られる無機繊維マットが反発力と巻き付け性の両方を兼ね備えるため、第一の無機繊維成形体と第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%であることが好ましい。第一の無機繊維成形体の割合が上述の範囲であると、本発明の製造方法で得られる無機繊維マットがより高い反発力とより高い巻き付け性の両方を兼ね備える。第一の無機繊維成形体の割合は、より好ましくは50~90重量%である。
本発明の無機繊維マットの製造方法は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有する。
上述のように、第一の無機繊維成形体及び第二の無機繊維成形体が有機バインダを含む場合、開繊工程の前に、第一の無機繊維成形体及び第二の無機繊維成形体を焼成する焼成工程を行うことが好ましい。焼成は、例えば700~1000℃で、1~8時間行う。好ましい焼成温度は、800~950℃である。
開繊工程で行う開繊は、湿式開繊のみの単独処理、又は乾式開繊及び湿式開繊の2段階処理で実施することができる。本発明の製造方法においては、工程が簡便になるため、開繊工程は湿式開繊のみ行うことが好ましい。
湿式開繊は、パルパー又はミキサー等の湿式開繊装置を使用して行うことができる。湿式開繊は、水を入れた湿式開繊装置に、第一の無機繊維成形体及び第二の無機繊維成形体を投入して攪拌することにより行うことができる。第一の無機繊維成形体及び第二の無機繊維成形体を投入する順序は特に限定されないが、先に第一の無機繊維成形体を水に投入して攪拌を行ってから、次いで第二の無機繊維成形体を投入して攪拌を行うか、第一の無機繊維成形体及び第二の無機繊維成形体を同時に水に投入して攪拌を行うことが好ましい。本発明の製造方法では、第一の無機繊維成形体を充分開繊させるため、先に第一の無機繊維成形体を投入して攪拌を行い、次いで第二の無機繊維成形体を投入して更に攪拌することがより好ましい。
乾式開繊を行う場合は、湿式開繊の前に行う。乾式開繊処理は、フェザーミル等の装置を使用して行うことができる。
なお、開繊工程の前に、第一の無機繊維成形体及び上記第二の無機繊維成形体を、予め所望の寸法に切断しておいてもよい。開繊工程の前に無機繊維成形体を切断しておくと、開繊工程が円滑に進行するからである。第一の無機繊維成形体及び上記第二の無機繊維成形体として端材を用いる場合は、更に切断することなくそのまま開繊工程を行ってもよい。
ここで、湿式開繊及び乾式開繊の処理条件(例えば、攪拌速度、攪拌時間等)を変化させることにより、得られる無機繊維の平均繊維長を調整することができる。湿式開繊の処理条件の一例として、例えば攪拌速度500~1000rpm、攪拌時間200~900秒が挙げられる。好ましくは、攪拌速度650~850rpm、攪拌時間500~700秒であり、より好ましくは、攪拌速度700~800rpm、攪拌時間500~650秒である。
このような開繊工程を経て、所望の繊維長分布を有する無機繊維を得ることができる。なお、無機繊維が所望の繊維長分布を有しているか、かさ密度を調べることにより確認することができる。
このような開繊工程を経て、所望の繊維長分布を有する無機繊維を得ることができる。なお、無機繊維が所望の繊維長分布を有しているか、かさ密度を調べることにより確認することができる。
次に、この開繊された無機繊維を含むスラリーを用いて、無機繊維マットを抄造成形する抄造成形工程を行う。
スラリーの調製は、例えば下記のように行うことができる。
まず、水と、開繊された無機繊維とを含む液体を、無機繊維の濃度が0.5~2.0重量%程度となるように液体を調製する。スラリーの調製で水又は開繊された無機繊維を液体に追加する場合、攪拌機で20~120秒程度撹拌する。次に、この液体に、有機バインダを無機繊維に対して0.5~10重量%程度添加し、1~5分程度撹拌する。更にこの液体に、無機バインダを無機繊維に対して0.5~3重量%程度添加し、1~5分程度撹拌する。更に、この液体に、凝集剤を無機繊維に対して0.01~1.0重量%程度添加し、最大約2分間程度撹拌を行い、スラリーを調製する。
まず、水と、開繊された無機繊維とを含む液体を、無機繊維の濃度が0.5~2.0重量%程度となるように液体を調製する。スラリーの調製で水又は開繊された無機繊維を液体に追加する場合、攪拌機で20~120秒程度撹拌する。次に、この液体に、有機バインダを無機繊維に対して0.5~10重量%程度添加し、1~5分程度撹拌する。更にこの液体に、無機バインダを無機繊維に対して0.5~3重量%程度添加し、1~5分程度撹拌する。更に、この液体に、凝集剤を無機繊維に対して0.01~1.0重量%程度添加し、最大約2分間程度撹拌を行い、スラリーを調製する。
上記スラリーは、更に新品の無機繊維を含んでいてもよい。スラリーに新品の無機繊維を添加することにより、本発明の製造方法で得られる無機繊維マットを所望の物性に調整することができる。ここで新品の無機繊維とは、無機繊維の状態に初めて形成されたものであり、かつ製品として一度も使用されていないものを意味する。
新品の無機繊維の平均繊維長は、所望する物性によって調整することができ、0.01mm~100mm程度が好ましい。新品の無機繊維の好ましい平均繊維径(直径)は、ニードルマットを構成する無機繊維、抄造マットを構成する無機繊維と同じである。
新品の無機繊維の平均繊維長は、所望する物性によって調整することができ、0.01mm~100mm程度が好ましい。新品の無機繊維の好ましい平均繊維径(直径)は、ニードルマットを構成する無機繊維、抄造マットを構成する無機繊維と同じである。
新品の無機繊維の組成としては、第一の無機繊維成形体を構成する無機繊維及び第二の無機繊維成形体を構成する無機繊維として例示したものと同じものが挙げられる。新品の無機繊維は、上記第一の無機繊維成形体を構成する無機繊維及び第二の無機繊維成形体を構成する無機繊維と同じ組成であることが好ましい。無機繊維の組成が同じであると、熱膨張係数が同じであるため、高温使用時に繊維間の密着部がずれることなく面圧を維持することが可能だからである。
新品の無機繊維、上記第一の無機繊維成形体を構成する無機繊維及び上記第二の無機繊維成形体を構成する無機繊維は、Al2O3を60~80重量%含むアルミナシリカ繊維であることがより好ましい。得られる無機繊維マットの反発性及び耐熱性が向上するからである。
スラリーの調製で添加する無機バインダとしては、第一の無機繊維成形体及び前記第二の無機繊維成形体が含む無機バインダと同じもの等が使用される。また有機バインダとしては、ラテックス等が使用され、凝集剤としては、従来公知のものを使用することができる。
本発明の製造方法では、スラリー調製時に無機バインダを添加することが好ましい。第一の無機繊維成形体及び第二の無機繊維成形体が無機バインダを含んでいる場合、抄造成形工程で新たに無機バインダを添加しなくてもよく、無機バインダを添加する場合でも、上述の添加量と比較して少量でもよい。第一の無機繊維成形体及び第二の無機繊維成形体が無機バインダを含んでいる場合であっても、上述と同じ添加量の無機バインダをスラリーに添加してもよい。
第一の無機繊維成形体及び第二の無機繊維成形体が無機バインダを含む場合、抄造成形工程で配合する無機バインダは、第一の無機繊維成形体及び第二の無機繊維成形体が含む無機バインダと同じ材料であってもよいし、異なる材料の無機バインダを用いてもよい。
スラリーを用いた無機繊維マットの抄造成形は、例えば下記のように行うことができる。
調製したスラリーを所望の形状の成型器に添加し、原料シートを成形し、更に脱水を行う。通常の場合、成型器の底部には、ろ過用金網(メッシュ寸法:30メッシュ)が設けられており、成型器内に添加されたスラリー中の水分は、このろ過用金網を通り排出される。従って、このような成型器を使用することにより、原料シートの成形と脱水を同時に行うことができる。また必要であれば、サクションポンプ、真空ポンプ等を使用して、成型器の下側から、ろ過用金網を介して、水分の強制吸引を行っても良い。
調製したスラリーを所望の形状の成型器に添加し、原料シートを成形し、更に脱水を行う。通常の場合、成型器の底部には、ろ過用金網(メッシュ寸法:30メッシュ)が設けられており、成型器内に添加されたスラリー中の水分は、このろ過用金網を通り排出される。従って、このような成型器を使用することにより、原料シートの成形と脱水を同時に行うことができる。また必要であれば、サクションポンプ、真空ポンプ等を使用して、成型器の下側から、ろ過用金網を介して、水分の強制吸引を行っても良い。
次に、得られた原料シートを成型器から取り出し、プレス器等を用いて、厚さが0.3~0.5倍程度になるように原料シートを圧縮すると同時に、例えば150~210℃の温度で、5分~1時間、加熱、乾燥させることにより、無機繊維マットを得ることができる。
本発明の製造方法により得られた無機繊維マットは、所望の形状に切断して排ガス浄化装置の保持シール材等に用いることができる。
本発明の製造方法により得られた無機繊維マットも、本発明の一つである。本発明の無機繊維マットは、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を開繊して得られた無機繊維を含むスラリーを用いて抄造成形されているので、密度や厚みが制御されやすく、反発力と巻き付け性の両方を兼ね備える。
本発明の製造方法により得られた無機繊維マットも、本発明の一つである。本発明の無機繊維マットは、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を開繊して得られた無機繊維を含むスラリーを用いて抄造成形されているので、密度や厚みが制御されやすく、反発力と巻き付け性の両方を兼ね備える。
本明細書には以下の事項が開示されている。
本開示(1)は、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする無機繊維マットの製造方法である。
本開示(2)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、切断されている、本開示(1)に記載の無機繊維マットの製造方法である。
本開示(3)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、凹凸形状を有する不揃いの端材である、本開示(1)又は(2)に記載の無機繊維マットの製造方法である。
本開示(4)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体である、本開示(1)~(3)のいずれかに記載の無機繊維マットの製造方法である。
本開示(5)は、上記第二の無機繊維成形体が、無機バインダを含む、本開示(1)~(4)のいずれかに記載の無機繊維マットの製造方法である。
本開示(6)は、上記ニードルマットを構成する無機繊維の平均繊維長が、上記抄造マットを構成する無機繊維の平均繊維長より長い、本開示(1)~(5)のいずれかに記載の無機繊維マットの製造方法である。
本開示(7)は、上記第一の無機繊維成形体と上記第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%である、本開示(1)~(6)のいずれかに記載の無機繊維マットの製造方法である。
本開示(8)は、上記開繊を、湿式開繊のみで行う、本開示(1)~(7)のいずれかに記載の無機繊維マットの製造方法である。
本開示(9)は、上記ニードルマットが、無機繊維前駆体の薄層シートを所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されている、本開示(1)~(8)のいずれかに記載の無機繊維マットの製造方法である。
本開示(10)は、上記開繊工程の前に、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を切断する、本開示(1)~(9)のいずれかに記載の無機繊維マットの製造方法である。
本開示(11)は、上記スラリーが更に新品の無機繊維を含み、上記新品の無機繊維と、上記開繊された無機繊維とが同じ組成であり、かつ、Al2O3を60~80重量%含むアルミナシリカ繊維である、本開示(1)~(10)のいずれかに記載の無機繊維マットの製造方法である。
本開示(12)は、ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された上記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする無機繊維マットの製造方法により製造された無機繊維マットである。
本開示(13)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、切断されている、本開示(12)に記載の無機繊維マットである。
本開示(14)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体の少なくとも1つが、凹凸形状を有する不揃いの端材である、本開示(12)又は(13)に記載の無機繊維マットである。
本開示(15)は、上記第一の無機繊維成形体及び上記第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体である、本開示(12)~(14)のいずれかに記載の無機繊維マットである。
本開示(16)は、上記第二の無機繊維成形体が、無機バインダを含む、本開示(12)~(15)のいずれかに記載の無機繊維マットである。
本開示(17)は、上記ニードルマットを構成する無機繊維の平均繊維長が、上記抄造マットを構成する無機繊維の平均繊維長より長い、本開示(12)~(16)のいずれかに記載の無機繊維マットである。
本開示(18)は、上記第一の無機繊維成形体と上記第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%である、本開示(12)~(17)のいずれかに記載の無機繊維マットである。
本開示(19)は、上記開繊を、湿式開繊のみで行う、本開示(12)~(18)のいずれかに記載の無機繊維マットである。
本開示(20)は、上記ニードルマットが、無機繊維前駆体の薄層シートを所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されている、本開示(12)~(19)のいずれかに記載の無機繊維マットである。
本開示(21)は、上記開繊工程の前に、上記第一の無機繊維成形体及び上記第二の無機繊維成形体を切断する、本開示(12)~(20)のいずれかに記載の無機繊維マットである。
本開示(22)は、上記スラリーが更に新品の無機繊維を含み、上記新品の無機繊維と、上記開繊された無機繊維とが同じ組成であり、かつ、Al2O3を60~80重量%含むアルミナシリカ繊維である、本開示(12)~(21)のいずれかに記載の無機繊維マットである。
(実施例)
以下、本発明をより具体的に開示した実施例を示す。なお、本発明はこれらの実施例のみに限定されるものではない。
以下、本発明をより具体的に開示した実施例を示す。なお、本発明はこれらの実施例のみに限定されるものではない。
以下では、ニードルマットと抄造マットを開繊して得られた無機繊維材料を抄造して抄造マットを作製し、水中嵩密度、厚み及び巻き付け性(成形性)の評価を行った。
下記の表1に示すとおり、比較例1はニードルマット由来の第一の無機繊維成形体のみ用い、実施例1はニードルマット由来の第一の無機繊維成形体、及び、抄造マット由来の第二の無機繊維成形体を用いた(ニードルマット由来:抄造マット由来=70:30、重量比)。ニードルマット由来の第一の無機繊維成形体としては、Al2O3:SiO2=72:28(重量比)であるアルミナ-シリカ繊維からなり、ニードル痕の密度が21個/cm2の密度であるマットを準備した。抄造マット由来の第二の無機繊維成形体としては、Al2O3:SiO2=72:28(重量比)であるアルミナ-シリカ繊維からなる抄造マットを準備した。
下記の表1に示すとおり、比較例1はニードルマット由来の第一の無機繊維成形体のみ用い、実施例1はニードルマット由来の第一の無機繊維成形体、及び、抄造マット由来の第二の無機繊維成形体を用いた(ニードルマット由来:抄造マット由来=70:30、重量比)。ニードルマット由来の第一の無機繊維成形体としては、Al2O3:SiO2=72:28(重量比)であるアルミナ-シリカ繊維からなり、ニードル痕の密度が21個/cm2の密度であるマットを準備した。抄造マット由来の第二の無機繊維成形体としては、Al2O3:SiO2=72:28(重量比)であるアルミナ-シリカ繊維からなる抄造マットを準備した。
まず、第一の無機繊維成形体及び第二の無機繊維成形体を800℃で1時間焼成し、有機バインダを熱分解させ、常温になるまで静置した。
比較例1では、第一の無機繊維成形体を40.0g取り出し、1.6Lの水に入れ、撹拌機(製品名:SMT-101、製造元:ASONE)を用いて、回転数が750rpm、攪拌時間が10分間の条件で攪拌して、開繊を行うことにより、無機繊維のスラリーを作製した。
比較例1では、第一の無機繊維成形体を40.0g取り出し、1.6Lの水に入れ、撹拌機(製品名:SMT-101、製造元:ASONE)を用いて、回転数が750rpm、攪拌時間が10分間の条件で攪拌して、開繊を行うことにより、無機繊維のスラリーを作製した。
次いで、スラリーに有機バインダを、無機繊維100重量部に対し、0.5~10重量部となるように加え、また、スラリーに無機バインダを、無機繊維が100重量部に対し、0.5~3.0重量部となるように加えた。
次いで、底面にろ過用のメッシュが形成された成形器にスラリーを流し込み、スラリー中の溶媒を脱溶媒処理することでシート状の無機繊維集合体を得た。その後、無機繊維集合体を脱水し、一般的なプレス乾燥機を用いて無機繊維集合体の厚みが9.5mmとなるようにプレスしながら、150~210℃、5分~1.0時間の条件で乾燥することにより繊維面比重1500g/m2の比較例1に係る抄造マットを製造した。比較例1に係るスラリーの水中嵩密度は0.01360g/cm3、マットの厚みは、10.8mmであった。
実施例1については、第一の無機繊維成形体を28.0g、第二の無機繊維成形体を12.0g用いる以外は、比較例1と同様にして繊維面比重1500g/m2の実施例1に係る抄造マットを製造した。実施例1に係るスラリーの水中嵩密度は0.01489g/cm3、マットの厚みは、9.9mmであった。
比較例1及び実施例1のマットを、長手方向の長さが350mm、短手方向の長さが30mmの矩形となるように裁断して試験片を作製し、直径が100mmの円柱体にマットを巻き付け、各試験片に割れが生じるかを目視で観察した。割れが生じなかったものを〇、割れが生じたものを×として、巻き付け性を評価した。

表1に示すように、第一の無機繊維成形体、及び、第二の無機繊維成形体を材料に用いた実施例1は、第一の無機繊維成形体のみを用いた比較例1と比較すると、同じ条件でプレスした場合にマットの厚みがより小さくなっていた。材料がニードルマット由来の第一の無機繊維成形体のみの場合は製造されるマットが厚くなる傾向があるが、ニードルマット由来の第一の無機繊維成形体、及び、抄造マット由来の第二の無機繊維成形体の両方を材料に用いて同じ条件で抄造マットを作製すると、抄造マット由来の無機繊維がニードルマット由来の無機繊維や繊維束の隙間に入り込むことで緻密化するため、同じ繊維面比重の無機繊維マットであっても、より厚みの小さいマットが成形できることが明らかになった。
この結果から、第一の無機繊維成形体、及び、第二の無機繊維成形体の割合を様々変更することで、マットの密度及び厚みを調整することが可能となることが分かった。
また、実施例1のマットは、比較例1のマットより厚みが薄く、円柱に巻き付けても割れにくいマットとなっていた。本発明の製造方法は、巻き付け性が優れた無機繊維マットを提供することが可能であることも明らかになった。
また、実施例1のマットは、比較例1のマットより厚みが薄く、円柱に巻き付けても割れにくいマットとなっていた。本発明の製造方法は、巻き付け性が優れた無機繊維マットを提供することが可能であることも明らかになった。
10 ニードルマット由来の第一の無機繊維成形体
11 ニードルマット由来の無機繊維
11a 短繊維化したニードルマット由来の無機繊維
12 交絡点の無機繊維
12a 短繊維化したニードルマットの交絡点由来の無機繊維
20 抄造マット由来の第二の無機繊維成形体
21 抄造マット由来の無機繊維
21a 短繊維化した抄造マット由来の無機繊維
31 無機繊維のマット材
31A 焼成前ニードルマット
31a 外周端
32 保持シール材形成部分
33 端材
34 保持シール材
35 無機繊維前駆体の薄層シート
36 折り返し部
100、101、102 無機繊維マット
11 ニードルマット由来の無機繊維
11a 短繊維化したニードルマット由来の無機繊維
12 交絡点の無機繊維
12a 短繊維化したニードルマットの交絡点由来の無機繊維
20 抄造マット由来の第二の無機繊維成形体
21 抄造マット由来の無機繊維
21a 短繊維化した抄造マット由来の無機繊維
31 無機繊維のマット材
31A 焼成前ニードルマット
31a 外周端
32 保持シール材形成部分
33 端材
34 保持シール材
35 無機繊維前駆体の薄層シート
36 折り返し部
100、101、102 無機繊維マット
Claims (22)
- ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、
前記第一の無機繊維成形体及び前記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、
開繊された前記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、
を有することを特徴とする無機繊維マットの製造方法。 - 前記第一の無機繊維成形体及び前記第二の無機繊維成形体の少なくとも1つが、切断されている、請求項1に記載の無機繊維マットの製造方法。
- 前記第一の無機繊維成形体及び前記第二の無機繊維成形体の少なくとも1つが、凹凸形状を有する不揃いの端材である、請求項1又は2に記載の無機繊維マットの製造方法。
- 前記第一の無機繊維成形体及び前記第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体である、請求項1~3のいずれか一項に記載の無機繊維マットの製造方法。
- 前記第二の無機繊維成形体が、無機バインダを含む、請求項1~4のいずれか一項に記載の無機繊維マットの製造方法。
- 前記ニードルマットを構成する無機繊維の平均繊維長が、前記抄造マットを構成する無機繊維の平均繊維長より長い、請求項1~5のいずれか一項に記載の無機繊維マットの製造方法。
- 前記第一の無機繊維成形体と前記第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%である、請求項1~6のいずれか一項に記載の無機繊維マットの製造方法。
- 前記開繊を、湿式開繊のみで行う、請求項1~7のいずれか一項に記載の無機繊維マットの製造方法。
- 前記ニードルマットが、無機繊維前駆体の薄層シートを所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されている、請求項1~8のいずれか一項に記載の無機繊維マットの製造方法。
- 前記開繊工程の前に、前記第一の無機繊維成形体及び前記第二の無機繊維成形体を切断する、請求項1~9のいずれか一項に記載の無機繊維マットの製造方法。
- 前記スラリーが更に新品の無機繊維を含み、
前記新品の無機繊維と、前記開繊された無機繊維とが同じ組成であり、かつ、Al2O3を60~80重量%含むアルミナシリカ繊維である、請求項1~10のいずれか一項に記載の無機繊維マットの製造方法。 - ニードルマット由来の第一の無機繊維成形体及び抄造マット由来の第二の無機繊維成形体を用い、前記第一の無機繊維成形体及び前記第二の無機繊維成形体を開繊して無機繊維を得る開繊工程と、開繊された前記無機繊維を含むスラリーを用いて無機繊維マットを抄造成形する抄造成形工程と、を有することを特徴とする無機繊維マットの製造方法により製造された無機繊維マット。
- 前記第一の無機繊維成形体及び前記第二の無機繊維成形体の少なくとも1つが、切断されている、請求項12に記載の無機繊維マット。
- 前記第一の無機繊維成形体及び前記第二の無機繊維成形体の少なくとも1つが、凹凸形状を有する不揃いの端材である、請求項12又は13に記載の無機繊維マット。
- 前記第一の無機繊維成形体及び前記第二の無機繊維成形体は、面積が1cm2以上であるシート状の無機繊維成形体である、請求項12~14のいずれか一項に記載の無機繊維マット。
- 前記第二の無機繊維成形体が、無機バインダを含む、請求項12~15のいずれか一項に記載の無機繊維マット。
- 前記ニードルマットを構成する無機繊維の平均繊維長が、前記抄造マットを構成する無機繊維の平均繊維長より長い、請求項12~16のいずれか一項に記載の無機繊維マット。
- 前記第一の無機繊維成形体と前記第二の無機繊維成形体との合計重量に対して、第一の無機繊維成形体の割合が、5~95重量%である、請求項12~17のいずれか一項に記載の無機繊維マット。
- 前記開繊を、湿式開繊のみで行う、請求項12~18のいずれか一項に記載の無機繊維マット。
- 前記ニードルマットが、無機繊維前駆体の薄層シートを所定の幅に複数回折りたたんで積層させた後、焼成されることにより形成されている、請求項12~19のいずれか一項に記載の無機繊維マット。
- 前記開繊工程の前に、前記第一の無機繊維成形体及び前記第二の無機繊維成形体を切断する、請求項12~20のいずれか一項に記載の無機繊維マット。
- 前記スラリーが更に新品の無機繊維を含み、
前記新品の無機繊維と、前記開繊された無機繊維とが同じ組成であり、かつ、Al2O3を60~80重量%含むアルミナシリカ繊維である、請求項12~21のいずれか一項に記載の無機繊維マット。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23869320.4A EP4403695B1 (en) | 2022-12-09 | 2023-12-06 | Inorganic fiber mat production method |
| US18/698,781 US12209339B2 (en) | 2022-12-09 | 2023-12-06 | Method of producing inorganic fiber mat and inorganic fiber mat |
| EP25195459.0A EP4644672A3 (en) | 2022-12-09 | 2023-12-06 | Method of producing inorganic fiber mat and inorganic fiber mat |
| US18/979,594 US20250109536A1 (en) | 2022-12-09 | 2024-12-13 | Inorganic fiber mat |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-197139 | 2022-12-09 | ||
| JP2022197139 | 2022-12-09 | ||
| JP2022197138 | 2022-12-09 | ||
| JP2022-197138 | 2022-12-09 | ||
| JP2023-086216 | 2023-05-25 | ||
| JP2023-086217 | 2023-05-25 | ||
| JP2023086216 | 2023-05-25 | ||
| JP2023086217 | 2023-05-25 | ||
| JP2023-150206 | 2023-09-15 | ||
| JP2023150206A JP7404588B1 (ja) | 2022-12-09 | 2023-09-15 | 無機繊維マットの製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/698,781 A-371-Of-International US12209339B2 (en) | 2022-12-09 | 2023-12-06 | Method of producing inorganic fiber mat and inorganic fiber mat |
| US18/979,594 Continuation US20250109536A1 (en) | 2022-12-09 | 2024-12-13 | Inorganic fiber mat |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024122566A1 true WO2024122566A1 (ja) | 2024-06-13 |
Family
ID=89307948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/043606 Ceased WO2024122566A1 (ja) | 2022-12-09 | 2023-12-06 | 無機繊維マットの製造方法及び無機繊維マット |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US12209339B2 (ja) |
| EP (2) | EP4403695B1 (ja) |
| JP (1) | JP7404588B1 (ja) |
| CN (2) | CN117644568B (ja) |
| WO (1) | WO2024122566A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116848301B (zh) * | 2021-03-29 | 2025-10-03 | 巴川集团股份有限公司 | 无机纤维片 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09210289A (ja) | 1996-02-07 | 1997-08-12 | Nippon Jiyaketsuto Kk | 断熱成形体の製造方法 |
| JP2001335379A (ja) | 2000-05-24 | 2001-12-04 | Isolite Insulating Products Co Ltd | ファイバー成形体の製造方法 |
| JP2008007933A (ja) | 1998-07-07 | 2008-01-17 | Mitsubishi Chemicals Corp | アルミナ繊維シートの製造方法 |
| JP2010209501A (ja) * | 2009-03-12 | 2010-09-24 | Mitsubishi Plastics Inc | 無機質繊維ブランケット及びその製造方法 |
| JP2014150206A (ja) * | 2013-02-04 | 2014-08-21 | Disco Abrasive Syst Ltd | 板状物の搬送装置 |
| JP2016011485A (ja) * | 2010-03-09 | 2016-01-21 | 三菱樹脂株式会社 | 軽量無機繊維成形体、及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2873436B2 (ja) | 1995-05-31 | 1999-03-24 | 日本グラスファイバー工業株式会社 | 燃焼器具の断熱マット |
| JP4863828B2 (ja) * | 2006-09-29 | 2012-01-25 | イビデン株式会社 | シート材、その製造方法および排気ガス処理装置 |
| JP2008266856A (ja) | 2007-04-25 | 2008-11-06 | Nippon Pillar Packing Co Ltd | 断熱材及びその製造方法 |
| JP2009257422A (ja) | 2008-04-15 | 2009-11-05 | Ibiden Co Ltd | 保持シール材、及び、排ガス浄化装置 |
| JP5183296B2 (ja) | 2008-05-15 | 2013-04-17 | イビデン株式会社 | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 |
| JP5971894B2 (ja) * | 2011-01-31 | 2016-08-17 | スリーエム イノベイティブ プロパティズ カンパニー | 汚染コントロール要素用保持材、その製造方法及び汚染コントロール装置 |
| JP2014190190A (ja) | 2013-03-26 | 2014-10-06 | Ibiden Co Ltd | 排ガス浄化装置用の保持シール材、保持シール材の製造方法、排ガス浄化装置、及び、排ガス浄化装置の製造方法 |
| JP6176056B2 (ja) | 2013-10-24 | 2017-08-09 | 新日鐵住金株式会社 | 無機繊維質断熱材ブロック及びこれを内壁に施工した炉 |
| JP6470549B2 (ja) | 2014-11-05 | 2019-02-13 | イビデン株式会社 | 排ガス浄化装置 |
| JP6838606B2 (ja) | 2016-05-13 | 2021-03-03 | 三菱ケミカル株式会社 | 断熱保護部材、その製造方法、施工方法、炉内部材及び加熱炉 |
-
2023
- 2023-09-15 JP JP2023150206A patent/JP7404588B1/ja active Active
- 2023-12-06 EP EP23869320.4A patent/EP4403695B1/en active Active
- 2023-12-06 US US18/698,781 patent/US12209339B2/en active Active
- 2023-12-06 WO PCT/JP2023/043606 patent/WO2024122566A1/ja not_active Ceased
- 2023-12-06 EP EP25195459.0A patent/EP4644672A3/en active Pending
- 2023-12-08 CN CN202311683836.1A patent/CN117644568B/zh active Active
- 2023-12-08 CN CN202411492077.5A patent/CN119121682A/zh active Pending
-
2024
- 2024-12-13 US US18/979,594 patent/US20250109536A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09210289A (ja) | 1996-02-07 | 1997-08-12 | Nippon Jiyaketsuto Kk | 断熱成形体の製造方法 |
| JP2008007933A (ja) | 1998-07-07 | 2008-01-17 | Mitsubishi Chemicals Corp | アルミナ繊維シートの製造方法 |
| JP2001335379A (ja) | 2000-05-24 | 2001-12-04 | Isolite Insulating Products Co Ltd | ファイバー成形体の製造方法 |
| JP2010209501A (ja) * | 2009-03-12 | 2010-09-24 | Mitsubishi Plastics Inc | 無機質繊維ブランケット及びその製造方法 |
| JP2016011485A (ja) * | 2010-03-09 | 2016-01-21 | 三菱樹脂株式会社 | 軽量無機繊維成形体、及びその製造方法 |
| JP2014150206A (ja) * | 2013-02-04 | 2014-08-21 | Disco Abrasive Syst Ltd | 板状物の搬送装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4403695A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117644568A (zh) | 2024-03-05 |
| CN117644568B (zh) | 2024-11-12 |
| US20250109536A1 (en) | 2025-04-03 |
| EP4403695A1 (en) | 2024-07-24 |
| EP4644672A3 (en) | 2026-01-21 |
| EP4403695A4 (en) | 2025-02-26 |
| JP7404588B1 (ja) | 2023-12-25 |
| EP4403695B1 (en) | 2025-10-08 |
| JP2024083230A (ja) | 2024-06-20 |
| EP4644672A2 (en) | 2025-11-05 |
| US20240328047A1 (en) | 2024-10-03 |
| US12209339B2 (en) | 2025-01-28 |
| CN119121682A (zh) | 2024-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4863828B2 (ja) | シート材、その製造方法および排気ガス処理装置 | |
| EP4317112B1 (en) | Matting, exhaust gas purification device, and method for manufacturing matting | |
| JP2011214195A (ja) | マット、マットの製造方法、及び、排ガス浄化装置 | |
| US20250109536A1 (en) | Inorganic fiber mat | |
| JP7514406B2 (ja) | 無機繊維マットの製造方法、及び、無機繊維マット | |
| JP6444878B2 (ja) | 強靭な無機繊維の処理及び排気ガス処理装置用の取付けマットにおけるその使用 | |
| WO2024209826A1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| WO2023163009A1 (ja) | マット材、排ガス浄化装置及びマット材の製造方法 | |
| JP2022122669A (ja) | マット材、排ガス浄化装置及びマット材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 18698781 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2023869320 Country of ref document: EP Effective date: 20240405 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2023869320 Country of ref document: EP |