WO2024143054A1 - シール材 - Google Patents
シール材 Download PDFInfo
- Publication number
- WO2024143054A1 WO2024143054A1 PCT/JP2023/045385 JP2023045385W WO2024143054A1 WO 2024143054 A1 WO2024143054 A1 WO 2024143054A1 JP 2023045385 W JP2023045385 W JP 2023045385W WO 2024143054 A1 WO2024143054 A1 WO 2024143054A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- test
- sealing material
- tensile
- strain
- force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/346—Applications of adhesives in processes or use of adhesives in the form of films or foils for building applications e.g. wrap foil
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/24—Presence of a foam
- C09J2400/243—Presence of a foam in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2409/00—Presence of diene rubber
- C09J2409/006—Presence of diene rubber in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2421/00—Presence of unspecified rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/10—Materials in mouldable or extrudable form for sealing or packing joints or covers
- C09K3/1006—Materials in mouldable or extrudable form for sealing or packing joints or covers characterised by the chemical nature of one of its constituents
Definitions
- the points P 40 and P 60 correspond to the tensile forces F 40 and F 60 , respectively, in the graph showing the tensile force F [N/20 mm] as a function of strain.
- the strains corresponding to the points P 40 and P 60 are represented as ⁇ a [%] and ⁇ b [%], respectively.
- the second line L2 is a line passing through a pair of points Q 80 and Q 30 in the above graph where the strain ratios are 80% and 90%.
- ⁇ 80 and ⁇ 90 are the strains corresponding to strain ratios of 80% and 90%, respectively.
- EPDM preferably has long chain branches.
- the method for introducing long branched chains into EPDM is not limited to a specific method, and any known method can be used. If EPDM has long chain branches, the rubber composition can be foamed well.
- the foaming agent may be either an organic foaming agent or an inorganic foaming agent.
- Examples of inorganic foaming agents are bicarbonates, carbonates, nitrites, borohydrides, inorganic azides, and other known inorganic foaming agents.
- Examples of bicarbonates are sodium bicarbonate and ammonium bicarbonate.
- Examples of carbonates are sodium carbonate and ammonium carbonate.
- Examples of nitrites are sodium nitrite and ammonium nitrite.
- An example of a borohydride is sodium borohydride.
- the rubber composition preferably contains a foaming aid and a crosslinking aid.
- foaming aids include urea-based foaming aids, salicylic acid-based foaming aids, benzoic acid-based foaming aids, and metal oxides such as zinc oxide. Urea-based foaming aids and metal oxides are preferred. These foaming aids may be used alone or in combination of two or more.
- the mixing ratio of the foaming aid is, for example, 0.5 parts by mass or more, and preferably 1 part by mass or more, per 100 parts by mass of rubber.
- the mixing ratio is, for example, 20 parts by mass or less, and more preferably 10 parts by mass or less, per 100 parts by mass of rubber.
- crosslinking assistants are thiazoles, thioureas, dithiocarbamic acids, guanidines, sulfenamides, thiurams, xanthic acids, aldehyde ammonia, and aldehyde amines.
- thiazoles, thioureas, dithiocarbamic acids, or thiurams are preferably used as crosslinking assistants.
- Examples of thiazoles are dibenzothiazyl disulfide and 2-mercaptobenzothiazole.
- thioureas are diethylthiourea, trimethylthiourea, and dibutylthiourea.
- dithiocarbamic acids are sodium dimethyldithiocarbamate, sodium diethyldithiocarbamate, zinc dimethyldithiocarbamate, zinc diethyldithiocarbamate, and zinc dibenzyldithiocarbamate.
- guanidines are diphenylguanidine and di-o-tolylguanidine.
- sulfenamides are benzothiazyl-2-diethylsulfenamide and N-cyclohexyl-2-benzothiazylsulfenamide.
- Examples of thiurams are tetramethylthiuram monosulfide, tetramethylthiuram disulfide, and tetrabenzylthiuram disulfide.
- Examples of xanthogenates are sodium isopropylxanthate and zinc isopropylxanthate.
- Examples of aldehyde ammonia are acetaldehyde ammonia and hexamethylenetetramine.
- Examples of aldehyde amines are n-butyraldehyde aniline and butyraldehyde monobutylamine.
- the cross-linking aid may be an alcohol.
- alcohols include monohydric alcohols such as ethanol, dihydric alcohols such as ethylene glycol, trihydric alcohols such as glycerin, and polyols (polyoxyethylene glycols) such as polyethylene glycol and polypropylene glycol.
- a polyol is preferably used as the alcohol.
- the number average molecular weight of the polyol is, for example, 200 or more, and preferably 300 or more.
- the number average molecular weight of the polyol is, for example, 10,000 or less, and preferably 5,000 or less.
- cross-linking aids may be used alone or in combination of two or more types.
- cross-linking agent When sulfur or a sulfur compound is used as the cross-linking agent, it is preferable to use thiazoles, thioureas, dithiocarbamic acids, or thiurams as cross-linking assistants in order to ensure a good foam shape and flexibility of the foam 20.
- a quinoid compound is used as the cross-linking agent, from the viewpoint of reducing corrosiveness, it is preferable to use an alcohol, and more preferably a polyol, as the cross-linking assistant.
- an alcohol and more preferably a polyol
- polyethylene glycol when a derivative of p-quinone dioxime is used as the quinoid compound, it is advantageous to use polyethylene glycol.
- polyethylene glycol is used as the polyol, the rubber composition can be cross-linked well, and excellent foaming properties are easily ensured.
- the mixing ratio of the cross-linking aid is, for example, 0.01 parts by mass or more, preferably 0.02 parts by mass or more, and more preferably 0.06 parts by mass or more, per 100 parts by mass of rubber.
- the mixing amount is, for example, 20 parts by mass or less, preferably 10 parts by mass or less, and more preferably 5 parts by mass or less, per 100 parts by mass of rubber.
- the rubber composition may contain additives such as lubricants (processing aids), pigments, fillers, flame retardants, and softeners, as necessary.
- additives such as lubricants (processing aids), pigments, fillers, flame retardants, and softeners, as necessary.
- lubricants examples include stearic acid, its esters, stearin-based compounds such as zinc stearate, and paraffin. These lubricants may be used alone, or two or more types of lubricants may be used in combination.
- the blending ratio of the lubricant is, for example, 0.1 parts by mass or more, and preferably 1 part by mass or more, per 100 parts by mass of rubber.
- the blending ratio is, for example, 20 parts by mass or less, and more preferably 10 parts by mass or less, per 100 parts by mass of rubber.
- An example of a pigment is carbon black.
- a single pigment may be used, or two or more types of pigments may be used in combination.
- the blending ratio of the pigment is, for example, 1 part by mass or more, and preferably 2 parts by mass or more, per 100 parts by mass of rubber.
- the blending ratio is, for example, 50 parts by mass or less, and preferably 30 parts by mass or less, per 100 parts by mass of rubber.
- the filler may be an inorganic filler, an organic filler, or any other known filler.
- inorganic fillers are calcium carbonate, magnesium carbonate, silicic acid and its salts, clay, talc, mica powder, bentonite, silica, alumina, aluminum silicate, and aluminum powder.
- An example of an organic filler is cork. These fillers may be used alone, or two or more types of fillers may be used in combination.
- the compounding ratio of the filler is, for example, 10 parts by mass or more, preferably 30 parts by mass or more, and more preferably 50 parts by mass or more, per 100 parts by mass of rubber.
- the compounding ratio is, for example, 300 parts by mass or less, preferably 200 parts by mass or less, per 100 parts by mass of rubber.
- flame retardants are hydroxides such as calcium hydroxide, magnesium hydroxide, and aluminum hydroxide. These flame retardants may be used alone, or two or more types of flame retardants may be used in combination.
- the blending ratio of the flame retardant is, for example, 5 parts by mass or more, preferably 10 parts by mass or more, and more preferably 15 parts by mass or more, per 100 parts by mass of rubber.
- the blending ratio is, for example, 200 parts by mass or less, preferably 150 parts by mass or less, and more preferably 100 parts by mass or less, per 100 parts by mass of rubber.
- softeners are petroleum oils, asphalts, low molecular weight polymers, organic acid esters, and thickeners.
- petroleum oils are paraffinic process oils such as paraffin oil, naphthenic process oils, drying oils or animal and vegetable oils, and aromatic process oils.
- An example of drying oils or animal and vegetable oils is linseed oil.
- organic acid esters are phthalates such as di-2-ethylhexyl phthalate (DOP) and dibutyl phthalate (DBP), phosphoric acid esters, higher fatty acid esters, and alkylsulfonic acid esters.
- DOP di-2-ethylhexyl phthalate
- DBP dibutyl phthalate
- phosphoric acid esters higher fatty acid esters
- alkylsulfonic acid esters alkylsulfonic acid esters.
- the softeners may be used alone, or two or more types of softeners may be used in combination.
- the blending ratio of the softener is, for example, 5 parts by mass or more, and preferably 10 parts by mass or more, per 100 parts by mass of rubber.
- the compounding ratio is, for example, 300 parts by mass or less, and more preferably 200 parts by mass or less, per 100 parts by mass of rubber.
- the rubber composition may contain known additives such as plasticizers, antioxidants, antioxidants, colorants, anti-fungal agents, and non-rubber polymers, depending on the purpose and application.
- the surface portion 10e may or may not contain a filler. If the surface portion 10e contains a filler, this makes it easier to adjust the tack of the sealing material 1a to a desired range.
- the filler material is not limited to a specific material.
- the filler contains, for example, an inorganic substance. Examples of inorganic substances are calcium carbonate, magnesium carbonate, clay, talc, mica, bentonite, silica, alumina, aluminum silicate, and aluminum.
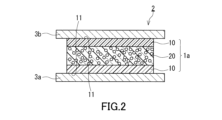
- the sealing material 1a further includes, for example, an adhesive layer 10.
- the adhesive layer 10 is, for example, a pressure-sensitive adhesive layer.
- the adhesive layer 10 includes, for example, a rubber-based polymer.
- the rubber-based polymer is, for example, a synthetic rubber such as a thermoplastic elastomer or a thermosetting elastomer.
- thermoplastic elastomers examples include olefin-based elastomers, styrene-based elastomers, butyl-based elastomers, and vinyl chloride-based elastomers.
- olefin-based elastomers examples include ethylene-propylene rubber (EPM) and ethylene-propylene-diene rubber (EPDM).
- styrene-based elastomers examples include styrene-butadiene rubber (SBR), styrene-butadiene-styrene rubber (SBS), styrene-isoprene-styrene rubber (SIS), styrene-ethylene-butadiene rubber, styrene-ethylene-butylene-styrene rubber (SEBS), styrene-isobutylene-styrene block rubber (SIBS), and styrene-isoprene-propylene-styrene rubber.
- SBR styrene-butadiene rubber
- SBS styrene-butadiene-styrene rubber
- SIS styrene-isoprene-styrene rubber
- SEBS styrene-ethylene-butylene-styrene rubber
- SIBS st
- butyl-based elastomers are butyl rubber, polyisobutylene rubber, polybutene, polyisoprene rubber, and nitrile butadiene rubber (NBR).
- vinyl chloride-based elastomers are chloroprene rubber or chlorosulfonated polyethylene rubber.
- thermosetting elastomers examples include silicone rubber, fluororubber, acrylic rubber, and polyamide rubber.
- the rubber-based polymer is preferably a thermoplastic elastomer, more preferably a styrene-based elastomer or a butyl-based elastomer.
- the adhesive layer 10 preferably further contains a tackifier. This makes it easier for the end surface 11 formed by the adhesive layer 10 to have the desired adhesive strength, for example.
- the amount of tackifier in the adhesive layer 10 is not limited to a specific value.
- the amount of tackifier in the adhesive layer 10 is, for example, 5 parts by mass or more, preferably 10 parts by mass or more, and more preferably 20 parts by mass or more, per 100 parts by mass of the rubber-based polymer.
- the amount of tackifier in the adhesive layer 10 is, for example, 200 parts by mass or less, preferably 100 parts by mass or less, and more preferably 80 parts by mass or less, per 100 parts by mass of the rubber-based polymer.
- the thickness of the adhesive layer 10 is not limited to a specific value. Its thickness is, for example, 50 to 400 ⁇ m.
- the thickness of the adhesive layer 10 may be 70 ⁇ m or more, or 80 ⁇ m or more.
- the thickness of the adhesive layer 10 may be 300 ⁇ m or less, or 250 ⁇ m or less.
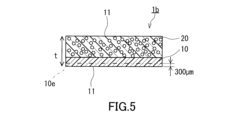
- the sealing material 1b includes one adhesive layer 10 and a foam 20.
- the adhesive layer 10 forms one end surface 11 in the thickness direction of the sealing material 1b.
- the foam 20 forms the other end surface 11 in the thickness direction of the sealing material 1b.
- the surface portion 10e including the adhesive layer 10 has a breaking strain of 500% or more and satisfies the condition that the tensile strength F A [N/20 mm]>the adhesive strength F B [N/20 mm].
- Example 6 A sealing material according to Example 6 was obtained in the same manner as in Example 1, except for the following points. SBS resin TR-2003, tackifier Alcon M-115, and a filler which is heavy calcium carbonate manufactured by Maruo Calcium Co., Ltd. were kneaded in blending ratios of 100 parts by mass, 35 parts by mass, and 35 parts by mass, respectively, to obtain a mixture. This mixture was hot-pressed under conditions of 150° C. and 4 MPa to obtain a pressure-sensitive adhesive sheet according to Example 6 having a thickness of 100 ⁇ m. The sealing material according to Example 6 was produced by using the pressure-sensitive adhesive sheet according to Example 6 instead of the pressure-sensitive adhesive sheet according to Example 1.
- Example 8 A sealing material according to Example 8 was obtained in the same manner as in Example 7, except for the following points. SBS resin Tufprene A, tackifier Alcon M-115, and a filler which is heavy calcium carbonate manufactured by Maruo Calcium Co., Ltd. were kneaded in blending ratios of 100 parts by mass, 45 parts by mass, and 35 parts by mass, respectively, to obtain a mixture. This mixture was hot-pressed under conditions of 150° C. and 4 MPa to obtain a pressure-sensitive adhesive sheet according to Example 8 having a thickness of 300 ⁇ m. The sealing material according to Example 8 was produced by using the pressure-sensitive adhesive sheet according to Example 8 instead of the pressure-sensitive adhesive sheet according to Example 7.
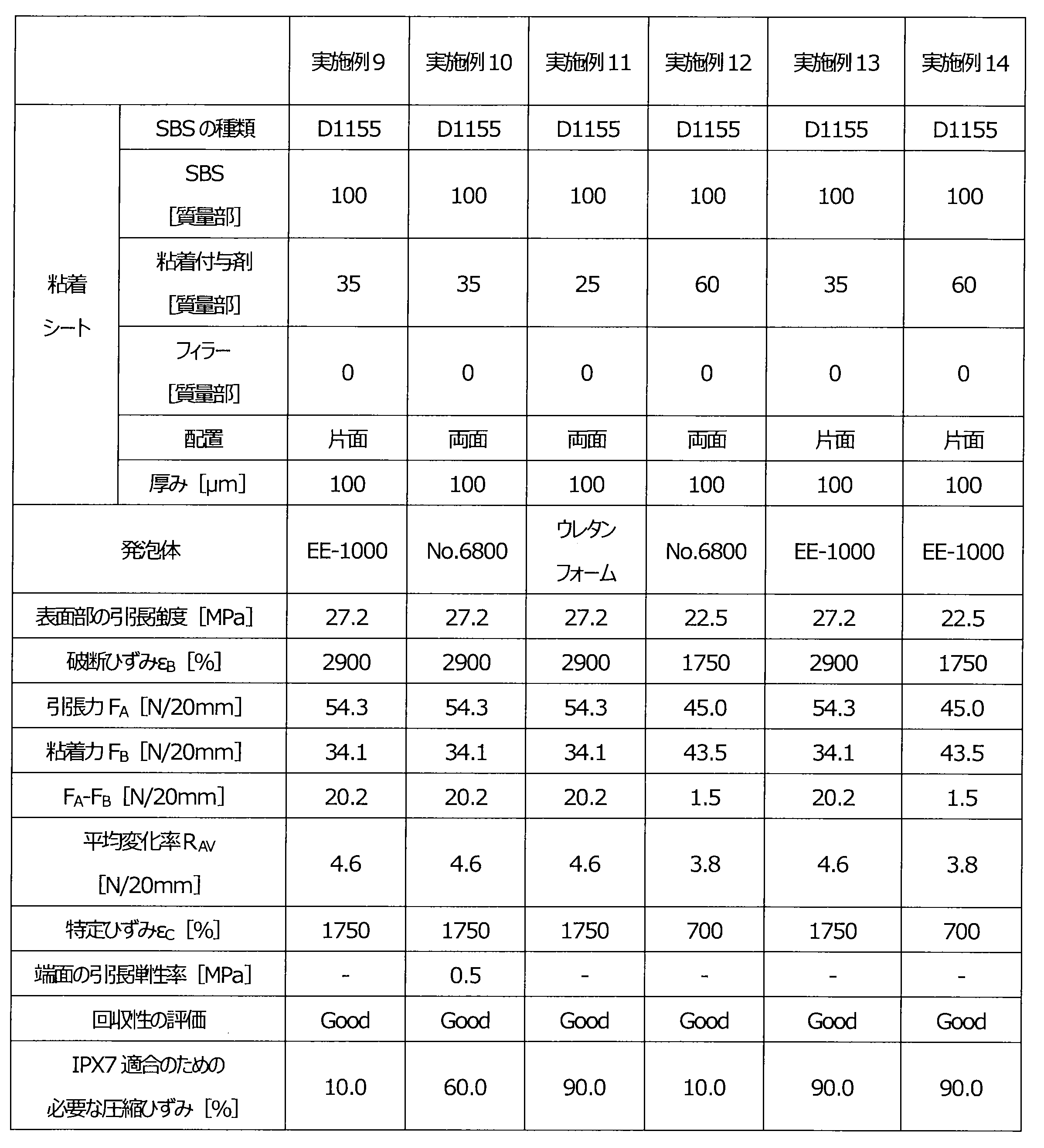
- Example 9 A sealing material according to Example 9 was obtained in the same manner as in Example 4, except that foam EE-1000 manufactured by Nitto Denko Corporation was used instead of No. 6800 as the foam.
- the foam EE-1000 was an EPDM foam and had an open-cell structure.
- the thickness of the foam EE-1000 was 10 mm.
- Example 10 A sealing material of Example 10 was obtained in the same manner as in Example 4, except that one pressure-sensitive adhesive sheet of Example 4 was adhered to one surface of a foam.
- Example 14 A sealing material of Example 14 was obtained in the same manner as in Example 13, except that the pressure-sensitive adhesive sheet of Example 12 was used instead of the pressure-sensitive adhesive sheet of Example 4.
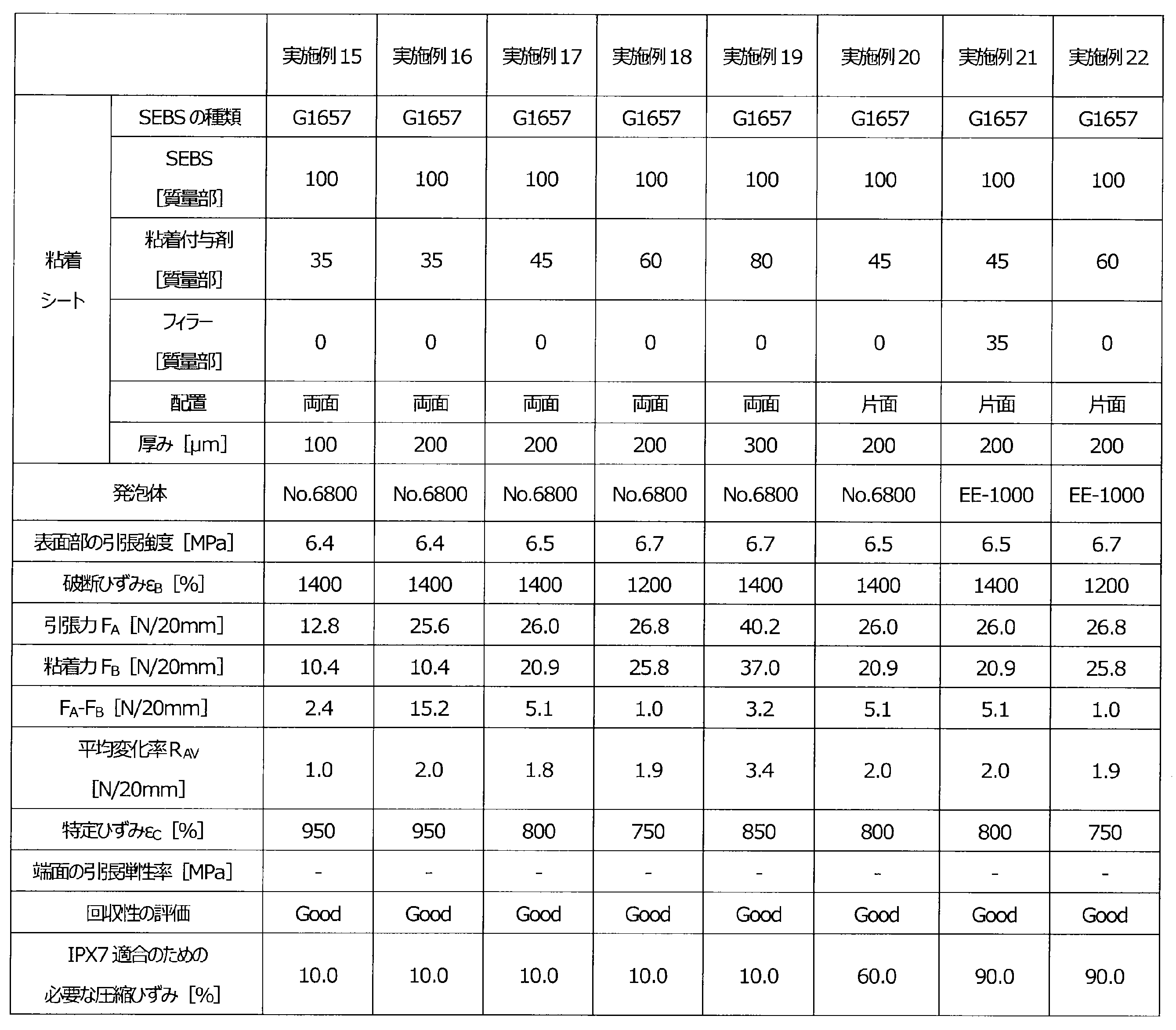
- Example 15 A sealing material according to Example 15 was obtained in the same manner as in Example 1, except for the following points.
- SEBS resin G1657 manufactured by Kraton Corporation was used instead of TR-2003.
- the orientation ratios of the SEBS resin and tackifier were adjusted as shown in Table 1C to obtain a pressure-sensitive adhesive sheet according to Example 15.
- the pressure-sensitive adhesive sheet according to Example 15 was used instead of the pressure-sensitive adhesive sheet according to Example 1 to produce a sealing material according to Example 15.
- Example 16> Except for changing the thickness of the adhesive sheet to 200 ⁇ m, an adhesive sheet according to Example 16 was obtained in the same manner as in Example 15. The adhesive sheet according to Example 16 was used instead of the adhesive sheet according to Example 1 to produce a sealing material according to Example 16.
- Example 22 A sealing material of Example 22 was obtained in the same manner as in Example 13, except that the pressure-sensitive adhesive sheet of Example 18 was used instead of the pressure-sensitive adhesive sheet of Example 4.
- Comparative Example 4 A sealing material according to Comparative Example 4 was obtained in the same manner as in Example 1, except that the preparation conditions for the adhesive sheet were adjusted so that the thickness of the adhesive sheet was 30 ⁇ m.
- Test pieces were prepared from the adhesive sheet of Example 4 and the foam used in Example 10, and a tensile test was carried out in the same manner as the tensile test described above.
- the slope of the curve in the 5% to 25% range in the stress-strain curve obtained by the tensile test was determined as the tensile modulus of the end face. Note that the tensile modulus of the end face in Example 10 is the tensile modulus of the end face formed by the foam.
- Test pieces were prepared using the sealing materials of each Example and Comparative Example.
- the test pieces were rectangular in shape with a length of 100 mm and a width of 20 mm in plan view.
- the test pieces were placed on a test plate made of SUS304 and having a thickness of 1.5 mm, and a 2 kg roller was moved back and forth on the test piece to attach it.
- the test piece was stored together with the test plate in an oven maintained at 100 ° C. without applying a load to the test piece. Thereafter, the test piece was removed from the oven and allowed to cool at room temperature for 1 hour, and then the 90 ° peel adhesion F B was measured in accordance with JIS Z 0237: 2022. The peel speed was adjusted to 300 mm / min.
- the first aspect of the present invention is A sealing material,
- the sealing material has a thickness of 1 to 40 mm;
- the sealing material has a surface portion including an end face in a thickness direction of the sealing material and having a thickness of 300 ⁇ m;
- the surface portion has a breaking strain of 500% or more, and
- the condition of tensile strength F A [N/20 mm]>adhesive strength F B [N/20 mm] is satisfied.
- a second aspect of the present invention is The surface portion has an average rate of change of 1.5 [N/20 mm] or more in the tensile test,
- the average rate of change is a ratio of a change in tensile force F [N/20 mm] to a change in strain in a range of a test force ratio from 40% to 60% in the tensile test,
- the test force ratio is a ratio of a test force F2 [N] to a maximum test force F1 [N] in the tensile test,
- the tensile force F is expressed as F2 ⁇ tA ⁇ 20/S1, where F2 [N] is the test force, S1 [ mm2 ] is the cross-sectional area of the test piece, and tA [mm] is the thickness of the surface portion .
- a sealant according to a first aspect is provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Sealing Material Composition (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
シール材であって、
前記シール材は、1~40mmの厚さを有し、
前記シール材は、前記シール材の厚さ方向における端面を含み、かつ、
300μmの厚さを有する表面部を有し、
前記表面部は、500%以上の破断ひずみを有し、かつ、
引張力FA[N/20mm]>粘着力FB[N/20mm]の条件を満たし、
前記引張力FAは、前記表面部から作製された試験片に対してなされた引張試験における最大試験力F1[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF1・tA・20/S1と表され、
前記引張試験における前記試験片は、平面視で10mmの幅及び40mmの長さを有する長方形状であり、
前記引張試験におけるチャック間距離は、10mmであり、
前記引張試験における試験速度は、1000mm/分であり、
前記粘着力FBは、前記シール材から作製された試験片を試験板に貼り付けた状態で前記試験片の環境温度を100℃に7日間保った後に、日本産業規格(JIS) Z 0237:2022に準拠して前記試験片を試験板から剥がして測定される90°引き剥がし粘着力[N/20mm]である、
シール材を提供する。
RAV=(F60-F40)/(εb-εa) 式(1)
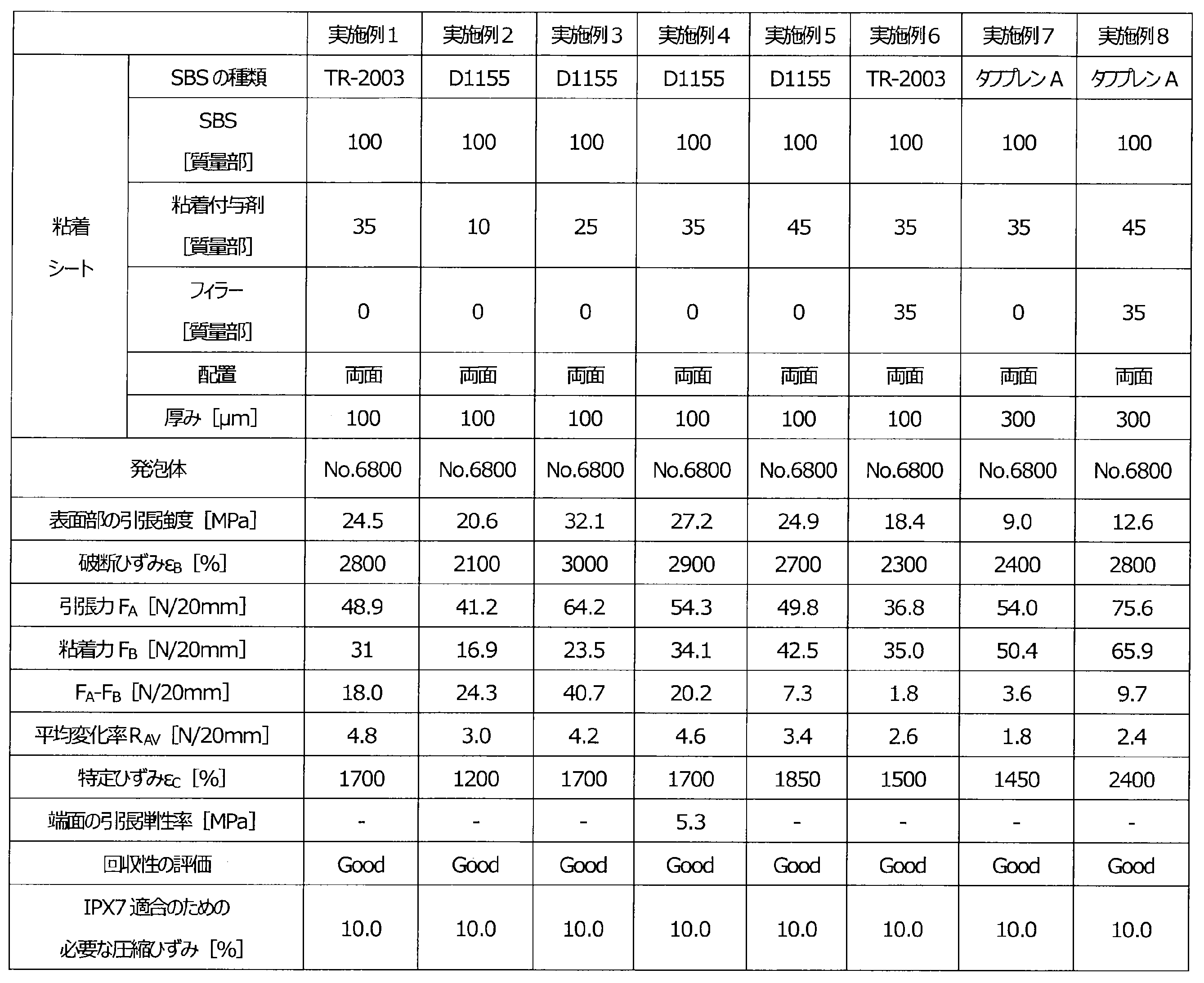
ENEOSマテリアル社製のSBS樹脂TR-2003及び荒川化学工業社製の粘着付与剤アルコンM-115を、それぞれ、100質量部及び35質量部の配合割合で混練し、混合物を得た。この混合物を150℃及び4MPaの条件で熱プレスし、100μmの厚さを有する実施例1に係る粘着シートを得た。2枚の実施例1に係る粘着シートの間に、日東電工社製の発泡体No.6800を配置して積層体を得た。この発泡体は、独立気泡の構造を有するEPDM発泡体であり、10mmの厚さを有していた。この積層体を140℃のオーブンの中で2kPaの圧力をかけながら加熱し、2枚の実施例1に係る粘着シートと、発泡体とを接着させた。このようにして、実施例1に係るシール材を得た。
下記の点以外は実施例1と同様にして、実施例2~5に係るシール材を得た。SBS樹脂として、TR-2003の代わりに、クレイトン社製のSBS樹脂D1155を用いた。SBS樹脂及び粘着付与剤の配向割合を表1Aに示す通り調整して実施例2~5に係る粘着シートを得た。実施例1に係る粘着シートの代わりに実施例2~5に係る粘着シートを用いて、それぞれ、実施例2~5に係るシール材を作製した。
下記の点以外は実施例1と同様にして、実施例6に係るシール材を得た。SBS樹脂TR-2003、粘着付与剤アルコンM-115、及び丸尾カルシウム社製の重質炭酸カルシウムであるフィラーを、それぞれ、100質量部、35質量部、及び35質量部の配合割合で混練し、混合物を得た。この混合物を150℃及び4MPaの条件で熱プレスし、100μmの厚さを有する実施例6に係る粘着シートを得た。実施例1に係る粘着シートの代わりに実施例6に係る粘着シートを用いて実施例6に係るシール材を作製した。
下記の点以外は実施例1と同様にして、実施例7に係るシール材を得た。SBS樹脂として、TR-2003の代わりに、旭化成社製のSBS樹脂タフプレンAを用いた。タフプレンは登録商標である。粘着シートの厚さは300μmに調整した。実施例1に係る粘着シートの代わりに実施例7に係る粘着シートを用いて、実施例7に係るシール材を作製した。
下記の点以外は実施例7と同様にして、実施例8に係るシール材を得た。SBS樹脂タフプレンA、粘着付与剤アルコンM-115、及び丸尾カルシウム社製の重質炭酸カルシウムであるフィラーを、それぞれ、100質量部、45質量部、及び35質量部の配合割合で混練し、混合物を得た。この混合物を150℃及び4MPaの条件で熱プレスし、300μmの厚さを有する実施例8に係る粘着シートを得た。実施例7に係る粘着シートの代わりに実施例8に係る粘着シートを用いて実施例8に係るシール材を作製した。
発泡体として、No.6800の代わりに、日東電工社製の発泡体EE-1000を用いたこと以外は実施例4と同様にして、実施例9に係るシール材を得た。発泡体EE-1000は、EPDM発泡体であり、連続気泡構造を有していた。発泡体EE-1000の厚さは10mmであった。
1枚の実施例4に係る粘着シートを発泡体の一方の面に接着させたこと以外は、実施例4と同様にして、実施例10に係るシール材を得た。
発泡体として、No.6800の代わりに、日本発条社製のウレタンフォームであるスーパーシートHを用いたこと以外は実施例4と同様にして、実施例11に係るシール材を得た。スーパーシートHの厚さは10mmであった。
SBS樹脂及び粘着付与剤の配向割合を表1Bに示す通り調整したこと以外は実施例2と同様にして、実施例12に係る粘着シートを得た。実施例1に係る粘着シートの代わりに実施例12に係る粘着シートを用いたこと以外は実施例1と同様にして、実施例12に係るシール材を作製した。
1枚の実施例4に係る粘着シートを発泡体の一方の面に接着させたこと以外は、実施例9と同様にして、実施例13に係るシール材を得た。
実施例4に係る粘着シートの代わりに、実施例12に係る粘着シートを用いたこと以外は、実施例13と同様にして、実施例14に係るシール材を得た。
下記の点以外は実施例1と同様にして、実施例15に係るシール材を得た。TR-2003の代わりに、クレイトン社製のSEBS樹脂G1657を用いた。SEBS樹脂及び粘着付与剤の配向割合を表1Cに示す通り調整して実施例15に係る粘着シートを得た。実施例1に係る粘着シートの代わりに実施例15に係る粘着シートを用いて、実施例15に係るシール材を作製した。
粘着シートの厚さを200μmに変更したこと以外は、実施例15と同様にして、実施例16に係る粘着シートを得た。実施例1に係る粘着シートの代わりに実施例16に係る粘着シートを用いて、実施例16に係るシール材を作製した。
SEBS樹脂及び粘着付与剤の配向割合を表1Cに示す通り調整したこと以外は、実施例16と同様にして、実施例17及び18に係る粘着シートを得た。実施例16に係る粘着シートの代わりに実施例17及び18に係る粘着シートを用いて、それぞれ、実施例17及び18に係るシール材を作製した。
SEBS樹脂及び粘着付与剤の配向割合を表1Cに示す通り調整し、かつ、粘着シートの厚さを300μmに変更したこと以外は、実施例16と同様にして、実施例19に係る粘着シートを得た。実施例16に係る粘着シートの代わりに実施例19に係る粘着シートを用いて、実施例19に係るシール材を作製した。
実施例4に係る粘着シートの代わりに実施例17に係る粘着シートを用いたこと以外は、実施例10と同様にして、実施例20に係るシール材を作製した。
実施例4に係る粘着シートの代わりに実施例17に係る粘着シートを用いたこと以外は、実施例13と同様にして、実施例21に係るシール材を得た。
実施例4に係る粘着シートの代わりに実施例18に係る粘着シートを用いたこと以外は、実施例13と同様にして、実施例22に係るシール材を得た。
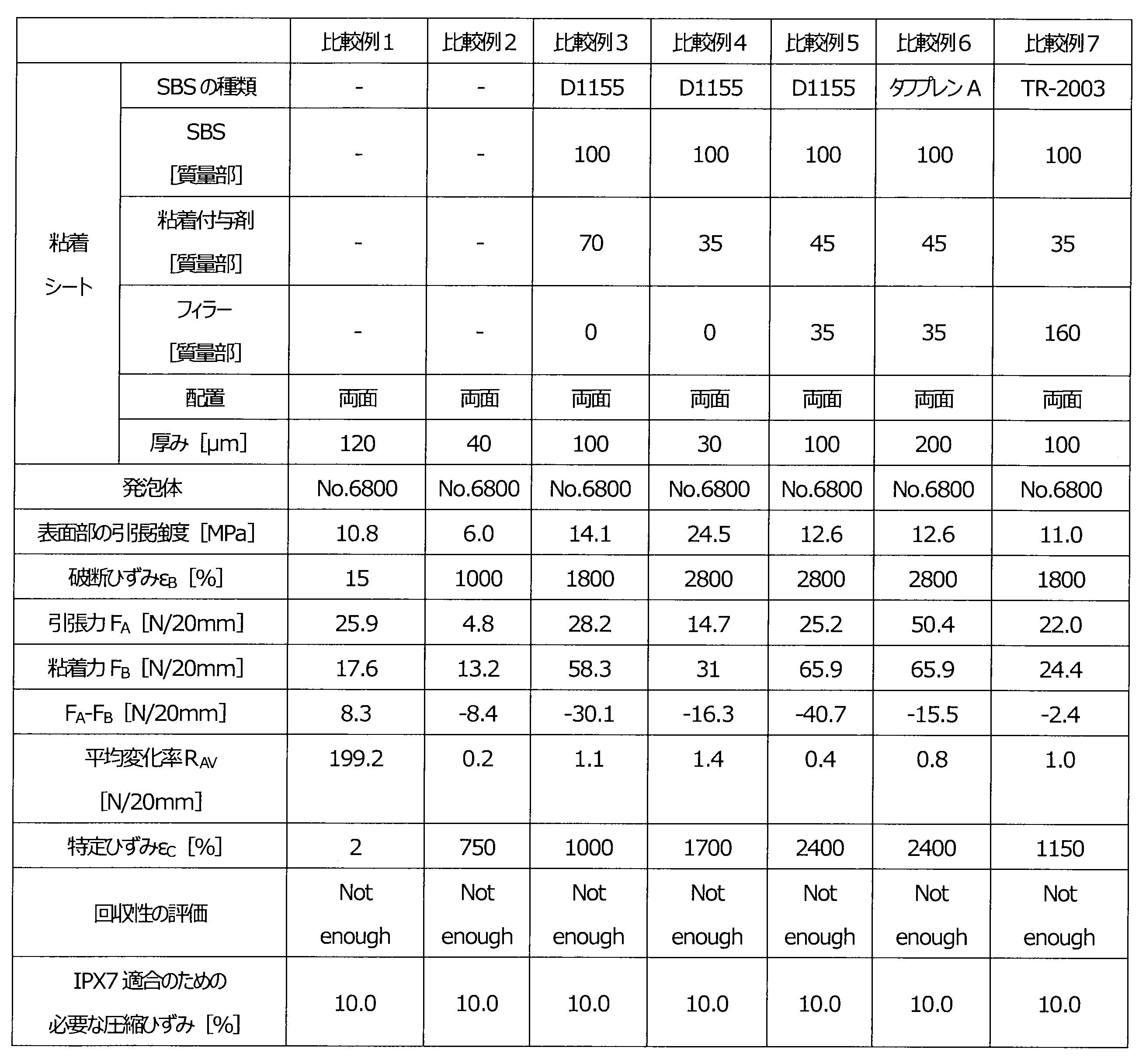
10mmの厚さを有する発泡体No.6800の厚さ方向の両端面に不織布を基材とするアクリル系両面粘着シートを貼り合わせて比較例1に係るシール材を得た。このアクリル系両面粘着シートの厚さは120μmであった。
アクリル系両面粘着シートの代わりに、基材レスのアクリル系両面粘着シートを用いたこと以外は比較例1と同様にして、比較例2に係るシール材を得た。このアクリル系両面粘着シートの厚さは40μmであった。
下記の点以外は実施例2と同様にして、比較例3に係るシール材を得た。粘着シートの作製におけるSBS樹脂及び粘着付与剤の配合割合を表2に示す通りに調整して、比較例3に係る粘着シートを得た。実施例2に係る粘着シートの代わりに比較例3に係る粘着シートを用いて比較例3に係るシール材を作製した。
粘着シートの厚さが30μmとなるように粘着シートの作製条件を調整したこと以外は、実施例1と同様にして、比較例4に係るシール材を得た。
粘着シートの厚さが100μm及び200μmとなるように粘着シートの作製条件を調整したこと以外は、実施例8と同様にして、それぞれ、比較例5及び6に係るシール材を得た。
粘着シートの作製において、フィラーの添加量を160質量部に変更したこと以外は、実施例6と同様にして、比較例7に係るシール材を得た。
各実施例及び各比較例のシール材から粘着シートを含む300μmの厚さを有する部位(表面部)をスライスして試験片を作製し、引張試験を行った。試験片は、平面視で10mmの幅及び40mmの長さを有する長方形状であった。常温、1000mm/分の試験速度、及びチャック間距離10mmの条件で引張試験を行った。引張試験の他の条件は、JIS K6251に準拠して定めた。引張強度[MPa]、引張力FA、及び破断ひずみεB[%]を下記式(2)、(3)、及び(4)に基づいて求めた。結果を表1A、表1B、表1C、及び表2に示す。
引張強度[MPa]=最大試験力[N]/試験片の断面積[mm2] 式(2)
引張力FA[N/20mm]=20mm×試験片の厚さ[mm]×最大試験力[N]/試験片の断面積[mm2] 式(3)
破断ひずみεB[%]=100×試験片破断時のチャック間の距離[mm]/引張試験直前のチャック間の距離[mm] 式(4)
引張力F=20mm×試験片の厚さ[mm]×試験力[N]/試験片の断面積[mm2]式(5)
RAV=(F60-F40)/(εb-εa) 式(1)
各実施例及び各比較例のシール材を用いて試験片を作製した。試験片は、平面視において100mmの長さ及び20mmの幅を有する長方形状であった。この試験片を、SUS304製の1.5mmの厚さを有する試験板の上に置いて、試験片上を2kgのローラーを1往復させて貼り付けた。試験片の試験板への貼り付け後に試験片に荷重を付与せずに、100℃に保たれたオーブンの中で試験片を試験板とともに7日間保管した。その後、オーブンから試験片を取り出し、室温で1時間放冷させた後、JIS Z 0237:2022に準拠して90°引き剥がし粘着力FBを測定した。引き剥がしの速度は300mm/分に調節した。結果を表1A、表1B、表1C、及び表2に示す。
各実施例及び各比較例に係るシール材をSUS304製の1.5mmの厚さを有する板材の上に置いて、シール材上を2kgのローラーを1往復させ、シール材を板材に貼り付けた。100℃に保たれたオーブンの中で試験片を試験板とともに7日間保管した。その後、オーブンから試験片を取り出し、室温で1時間放冷させた後、シール材の表面部を手で掴んで約300mm/分の速度で板材から引き剥がした。この場合、下記の基準に従ってシール材の回収性を評価した。結果を表1A、表1B、表1C、及び表2に示す。
Good:シール材が破断せず、板材にシール材に起因する粘着剤の残存がない。
Not enough:シール材が破断すること及び/又は板材にシール材に起因する粘着剤が残存することが確認される。
各実施例及び各比較例に係るシール材を50mmの内径及び70mmの外形を有する円環状に打ち抜き、IPX7試験のための試験片を作製した。2枚のアクリル板の間に試験片を配置し、2枚のアクリル板の間の試験片の周囲にスペーサを配置して、試験片をアクリル板の厚み方向に所定の圧縮ひずみが生じさせた状態で固定した。アクリル板は、三菱ケミカル社製のアクリライトEXであり、10mmの厚みを有していた。このようにしてIPX7試験のためのサンプルを作製した。アクリライトは登録商標である。1mの高さまで水が入れられた水槽にこのサンプルを沈め30分間が経過したときにこのサンプルを取り出し、円環状の試験片の内部への水漏れの有無を確認して、IPX7の基準に適合するか否かを判断した。水漏れがない場合にIPX7の基準に適合すると評価できる。圧縮ひずみを変化させてIPX7試験を行い、IPX7の基準に適合するために必要な最低の圧縮率を求めた。結果を表1A、表1B、表1C、及び表2に示す。
シール材であって、
前記シール材は、1~40mmの厚さを有し、
前記シール材は、前記シール材の厚さ方向における端面を含み、かつ、300μmの厚さを有する表面部を有し、
前記表面部は、500%以上の破断ひずみを有し、かつ、
引張力FA[N/20mm]>粘着力FB[N/20mm]の条件を満たし、
前記引張力FAは、前記表面部から作製された試験片に対してなされた引張試験における最大試験力F1[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF1・tA・20/S1と表され、
前記引張試験における前記試験片は、平面視で10mmの幅及び40mmの長さを有する長方形状であり、
前記引張試験におけるチャック間距離は、10mmであり、
前記引張試験における試験速度は、1000mm/分であり、
前記粘着力FBは、前記シール材から作製された試験片を試験板に貼り付けた状態で前記試験片の環境温度を100℃に7日間保った後に、日本産業規格(JIS) Z 0237:2022に準拠して前記試験片を試験板から剥がして測定される90°引き剥がし粘着力[N/20mm]である、
シール材を提供する。
前記表面部は、前記引張試験において、1.5[N/20mm]以上の平均変化率を有し、
前記平均変化率は、前記引張試験において、試験力比が40%から60%の区間におけるひずみの変化量に対する引張力F[N/20mm]の変化量の比であり、
前記試験力比は、前記引張試験における最大試験力F1[N]に対する試験力F2[N]の比であり、
前記引張力Fは、前記試験力F2[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF2・tA・20/S1と表される、
第1側面に係るシール材を提供する。
前記表面部は、前記引張試験において、1800%以下の特定ひずみを示し、
前記特定ひずみは、引張力F[N/20mm]をひずみの関数として表したグラフにおいて、第一直線と第二直線との交点に対応するひずみであり、
前記第一直線は、前記グラフにおけるひずみ比が20%及び30%である一対の点を通る直線であり、
前記第二直線は、前記グラフにおける前記ひずみ比が80%及び90%である一対の点を通る直線であり、
前記ひずみ比は、前記引張試験における前記破断ひずみに対する前記試験片のひずみの比であり、
前記引張力Fは、前記引張試験における試験力F2[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF2・tA・20/S1と表される、
第1側面又は第2側面に係るシール材を提供する。
前記シール材は、少なくとも2つの層を備えている、
第1側面~第3側面のいずれか1つに係るシール材を提供する。
前記シール材は、発泡体を備えている、
第1側面~第4側面のいずれか1つに係るシール材を提供する。
前記発泡体は、独立気泡構造を有する、
第5側面に係るシール材を提供する。
前記表面部は、フィラーを含有している、
第1側面~第6側面のいずれか1つに係るシール材を提供する。
Claims (7)
- シール材であって、
前記シール材は、1~40mmの厚さを有し、
前記シール材は、前記シール材の厚さ方向における端面を含み、かつ、300μmの厚さを有する表面部を有し、
前記表面部は、500%以上の破断ひずみを有し、かつ、
引張力FA[N/20mm]>粘着力FB[N/20mm]の条件を満たし、
前記引張力FAは、前記表面部から作製された試験片に対してなされた引張試験における最大試験力F1[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF1・tA・20/S1と表され、
前記引張試験における前記試験片は、平面視で10mmの幅及び40mmの長さを有する長方形状であり、
前記引張試験におけるチャック間距離は、10mmであり、
前記引張試験における試験速度は、1000mm/分であり、
前記粘着力FBは、前記シール材から作製された試験片を試験板に貼り付けた状態で前記試験片の環境温度を100℃に7日間保った後に、日本産業規格(JIS) Z 0237:2022に準拠して前記試験片を試験板から剥がして測定される90°引き剥がし粘着力[N/20mm]である、
シール材。 - 前記表面部は、前記引張試験において、1.5[N/20mm]以上の平均変化率を有し、
前記平均変化率は、前記引張試験において、試験力比が40%から60%の区間におけるひずみの変化量に対する引張力F[N/20mm]の変化量の比であり、
前記試験力比は、前記引張試験における最大試験力F1[N]に対する試験力F2[N]の比であり、
前記引張力Fは、前記試験力F2[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF2・tA・20/S1と表される、
請求項1に記載のシール材。 - 前記表面部は、前記引張試験において、1800%以下の特定ひずみを示し、
前記特定ひずみは、引張力F[N/20mm]をひずみの関数として表したグラフにおいて、第一直線と第二直線との交点に対応するひずみであり、
前記第一直線は、前記グラフにおけるひずみ比が20%及び30%である一対の点を通る直線であり、
前記第二直線は、前記グラフにおける前記ひずみ比が80%及び90%である一対の点を通る直線であり、
前記ひずみ比は、前記引張試験における前記破断ひずみに対する前記試験片のひずみの比であり、
前記引張力Fは、前記引張試験における試験力F2[N]、前記試験片の断面積S1[mm2]、及び前記表面部の厚さtA[mm]によってF2・tA・20/S1と表される、
請求項1に記載のシール材。 - 前記シール材は、少なくとも2つの層を備えている、
請求項1に記載のシール材。 - 前記シール材は、発泡体を備えている、
請求項1に記載のシール材。 - 前記発泡体は、独立気泡構造を有する、
請求項5に記載のシール材。 - 前記表面部は、フィラーを含有している、
請求項1に記載のシール材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23911834.2A EP4644508A1 (en) | 2022-12-28 | 2023-12-18 | Seal material |
| CN202380089667.0A CN120500521A (zh) | 2022-12-28 | 2023-12-18 | 密封件 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022211982 | 2022-12-28 | ||
| JP2022-211982 | 2022-12-28 | ||
| JP2023091801A JP2024095494A (ja) | 2022-12-28 | 2023-06-02 | シール材 |
| JP2023-091801 | 2023-06-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024143054A1 true WO2024143054A1 (ja) | 2024-07-04 |
Family
ID=91717436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/045385 Ceased WO2024143054A1 (ja) | 2022-12-28 | 2023-12-18 | シール材 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4644508A1 (ja) |
| CN (1) | CN120500521A (ja) |
| WO (1) | WO2024143054A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047833A1 (ja) * | 2023-08-31 | 2025-03-06 | 日東電工株式会社 | 粘着シート、シール材、及びシール構造 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0867859A (ja) * | 1994-08-26 | 1996-03-12 | Nitto Denko Corp | 熱収縮性粘着テ−プ |
| JPH1077463A (ja) | 1996-09-02 | 1998-03-24 | Nitto Denko Corp | 止水シ―ル材 |
| JPH10202801A (ja) * | 1997-01-24 | 1998-08-04 | Idemitsu Petrochem Co Ltd | 多層シート及び易開封容器 |
| JPH11235794A (ja) * | 1998-02-23 | 1999-08-31 | Daicel Chem Ind Ltd | 易開封性容器 |
| JP2000026818A (ja) * | 1998-07-14 | 2000-01-25 | Nitto Denko Corp | 粘着層、粘着シート及び使捨てカイロ |
| JP2007169421A (ja) * | 2005-12-21 | 2007-07-05 | Three M Innovative Properties Co | 再剥離性粘着テープ及び物品取り付けキット |
| JP2015044888A (ja) * | 2011-12-28 | 2015-03-12 | 積水化成品工業株式会社 | ポリオレフィン系樹脂発泡シート及びその用途 |
| WO2017038180A1 (ja) * | 2015-08-28 | 2017-03-09 | 住友電気工業株式会社 | 被覆用粘着シート |
| JP2018138649A (ja) | 2016-11-30 | 2018-09-06 | テーザ・ソシエタス・ヨーロピア | 再脱着可能な感圧接着ストリップ |
| JP2019534059A (ja) | 2016-08-26 | 2019-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 接着取付装置 |
-
2023
- 2023-12-18 EP EP23911834.2A patent/EP4644508A1/en active Pending
- 2023-12-18 CN CN202380089667.0A patent/CN120500521A/zh active Pending
- 2023-12-18 WO PCT/JP2023/045385 patent/WO2024143054A1/ja not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0867859A (ja) * | 1994-08-26 | 1996-03-12 | Nitto Denko Corp | 熱収縮性粘着テ−プ |
| JPH1077463A (ja) | 1996-09-02 | 1998-03-24 | Nitto Denko Corp | 止水シ―ル材 |
| JPH10202801A (ja) * | 1997-01-24 | 1998-08-04 | Idemitsu Petrochem Co Ltd | 多層シート及び易開封容器 |
| JPH11235794A (ja) * | 1998-02-23 | 1999-08-31 | Daicel Chem Ind Ltd | 易開封性容器 |
| JP2000026818A (ja) * | 1998-07-14 | 2000-01-25 | Nitto Denko Corp | 粘着層、粘着シート及び使捨てカイロ |
| JP2007169421A (ja) * | 2005-12-21 | 2007-07-05 | Three M Innovative Properties Co | 再剥離性粘着テープ及び物品取り付けキット |
| JP2015044888A (ja) * | 2011-12-28 | 2015-03-12 | 積水化成品工業株式会社 | ポリオレフィン系樹脂発泡シート及びその用途 |
| WO2017038180A1 (ja) * | 2015-08-28 | 2017-03-09 | 住友電気工業株式会社 | 被覆用粘着シート |
| JP2019534059A (ja) | 2016-08-26 | 2019-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 接着取付装置 |
| JP2018138649A (ja) | 2016-11-30 | 2018-09-06 | テーザ・ソシエタス・ヨーロピア | 再脱着可能な感圧接着ストリップ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4644508A1 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047833A1 (ja) * | 2023-08-31 | 2025-03-06 | 日東電工株式会社 | 粘着シート、シール材、及びシール構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4644508A1 (en) | 2025-11-05 |
| CN120500521A (zh) | 2025-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2392609B1 (en) | Water and corrosion resistant EPDM foam and adhesive sealing material | |
| JP5919140B2 (ja) | エチレン・プロピレン・ジエンゴム発泡体およびシール材 | |
| CN101341200B (zh) | 闭孔发泡橡胶片、层压体及使用它们的防水/水密性密封材料 | |
| JP5913000B2 (ja) | エチレン・プロピレン・ジエンゴム発泡体、その製造方法およびシール材 | |
| WO2014148297A1 (ja) | 発泡積層体 | |
| WO2015125917A1 (ja) | 密着層付き独立気泡発泡体止水シート | |
| JP2016141759A (ja) | エチレン・プロピレン・ジエンゴム発泡体およびシール材 | |
| WO2014148299A1 (ja) | 発泡積層体 | |
| JP5963619B2 (ja) | エチレン・プロピレン・ジエンゴム発泡体、その製造方法およびシール材 | |
| WO2024143054A1 (ja) | シール材 | |
| CN103890064A (zh) | 乙烯-丙烯-二烯橡胶发泡体以及密封材料 | |
| JP2017043651A (ja) | 密着層付き独立気泡発泡体止水シート | |
| JP2024095494A (ja) | シール材 | |
| WO2014148298A1 (ja) | 発泡積層体 | |
| WO2025047833A1 (ja) | 粘着シート、シール材、及びシール構造 | |
| JP2003137611A (ja) | ガラスフレームのシール構造およびシール方法 | |
| JP5913013B2 (ja) | 遮音材およびシール材 | |
| US20250354607A1 (en) | Sealing member | |
| WO2026042615A1 (ja) | シール材、シール構造、及び粘着シート | |
| WO2024219238A1 (ja) | シール方法、シール構造、及びシール材 | |
| CN1263818C (zh) | 水分散型粘合剂组合物、粘合片以及采用这些的橡胶泡沫体粘合片 | |
| CN103665588A (zh) | 乙烯-丙烯-二烯橡胶发泡体和密封材料 | |
| JP4509748B2 (ja) | 発泡部材用キャリアテープおよび発泡部材搬送体 | |
| JP2009242623A (ja) | シール材 | |
| JP2009242622A (ja) | シール材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23911834 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380089667.0 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023911834 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023911834 Country of ref document: EP Effective date: 20250728 |
|
| ENP | Entry into the national phase |
Ref document number: 2023911834 Country of ref document: EP Effective date: 20250728 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380089667.0 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023911834 Country of ref document: EP |