WO2024251339A1 - Textile reinforcement composite of carbon and glass - Google Patents
Textile reinforcement composite of carbon and glass Download PDFInfo
- Publication number
- WO2024251339A1 WO2024251339A1 PCT/EG2023/000009 EG2023000009W WO2024251339A1 WO 2024251339 A1 WO2024251339 A1 WO 2024251339A1 EG 2023000009 W EG2023000009 W EG 2023000009W WO 2024251339 A1 WO2024251339 A1 WO 2024251339A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- composite
- resin
- fabric
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/047—Reinforcing macromolecular compounds with loose or coherent fibrous material with mixed fibrous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
- C08G59/245—Di-epoxy compounds carbocyclic aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
- C08G59/5026—Amines cycloaliphatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
Definitions
- a composite material is a combination of a matrix and reinforcement.
- the reinforcement used isfibres in various forms.
- the matrix can includeepoxies, phenolics and cyanates while the main fibres used as reinforcements are glass fibres, carbon fibres, boron fibres, ceramic fibres, metal fibres, aramid fibres and natural fibres.
- Composite materials with fibre reinforcements are the most ones used because of their excellent mechanical properties. The fibre reinforcement has many forms, short fibres, unidirectional long continuous fibres or fabric. Hybrid composites are composites with more than one reinforcement.
- hybrid mats where short fibres hybrid mats were manufactured using a mixture of ‘sisal fibres’ and ‘glass fibres’ where the presence of ‘glass fibres’ along with the ‘sisal fibres’ yields to better mechanical properties of the mats.
- Two intraply hybrid composite laminates were prepared using wet layup method. The dimensions of each laminate were 60cm x 60 cm along the length and the width respectively. The first laminate was prepared using two layers of the hybrid fabric reinforcement while the second laminate was prepared using four layers of the hybrid fabric reinforcement.
- the resin used was epoxy resin produced from a reaction between bisphenol A and epichlorhydrin.
- the hardener that acts as the epoxy curing agent is made of a mixture of organic compounds.
- the mix ratio by weight is 5:2 for the resin and curing agent respectively.
- the mixture has a pot life of 28 minutes, where the pot life is the period of time a resin remains usable after mixed with a curing agent.
- the glass plate acts as the open mould for the wet layup method
- Wax that acts as the demoulding agent to easily separate the composite and the glass plate after curing and to prevent sticking of the composite to the glass.
- a brush is used to distribute the mixture of epoxy resin and curing agent over the fabric.
- a roller is used to evenly distribute the mixture and to remove air bubbles and to prevent any irregularities.
- Mixing paper cups are used as containers for the epoxy resin and the curing agent.
- Wood sticks are used to mix the epoxy resin and the hardener.
- the molten wax is spread out and evenly distributed on the glass using a roller, it needs 2 hours to completely dry.
- a quantity of the resin is mixed with the curing agent in the paper cups where the weight is measured using the analytical balance and a wood stick is used to mix them properly.
- the first layer of the fabric with dimensions 60 cm x 60 cm is placed on the layer of dry wax.
- the mixture of resin and hardener is then distributed over the fabric with a brush; and using a roller the mixture is evenly spread out and distributed to prevent any irregularities and ensure absence of air bubbles.
- the first square was used to obtain 12 specimens 200 mm length x 20 mm width.
- the length direction is taken along the warp direction of the fabric reinforcement of the composite. These samples are used to obtain the engineering constant E x , the Young’s Modulus along the warp direction.
- the second square was used to obtain 12 specimens 200 mm length x 20 mm width.
- the length direction is taken along the weft direction of the fabric reinforcement of the composite, thus, in a direction perpendicular to that of the length direction of the samples obtained from the first square. These samples are used to obtain the engineering constant E 2 , the Young’s Modulus along the weft direction.
- the rectangle was used to obtain 15 samples with an angle 45° measured with a reference parallel to the yarns in the weft direction. These samples are used to obtain the engineering constant G 12 , the longitudinal Shear Modulus.
- the residuals were used at the tips of the specimens to avoid failure at the level of the grips during tensile testing.
- the tensile tests were realised on the tensile machine INSTRON 3382 driven by the material testing program InstronBluehill Lite. All the tests wererealised in a temperature 20 °C+ 3°C and a relative humidity 65% ⁇ 2%. The velocity of the machine was set to 5 mm/min. The samplessubjected to slipping or jaw break wereimmediatelyrejected. The vertical alignment of a specimenis an important factor to avoidsideloading or bending in the specimen.
- the first group consists of specimens where the length direction of the specimens coincides with the warp direction of yarns in the fabric reinforcement, this group of specimens helps to determine the engineering constant which is the Young’s Modulus in the warp direction.
- the second group consists of specimens where the length direction of the specimens coincides with the weft direction of yarns in the fabric reinforcement, this group of specimens helps to determine the engineering constant E 2 which is the Young’s Modulus in the weft direction.
- the third group consists of specimens with an angle 45° measured with a reference parallel to the yams in the weft direction. These samples are used to obtain the engineering constant G 12 which is the longitudinal shear Modulus.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
The present invention relates to a textile composite of carbon and glass where the matrix used is epoxy resin and the fabric reinforcement is 2x2 twill weave carbon glass fabric with the method of wet layup of two types of composite layers.
Description
TEXTILE REINFORCEMENT COMPOSITE OF CARBON AND GLASS
Technical Field
An engineering project that is specifically related to the field of “General Mechanics and Sciences of Fibres” where a new composite material was implemented to be used in various fields starting from aviation where a whole aeroplane can be made from this material as well as various applications in the automotive sector such as manufacturing different parts of the car and even the whole frame and body. Other potential applications where this new composite can be implemented is the sports industry where a fine example of this use is the manufacturing of the tennis racquets frames instead of traditional steel and graphite. The use of composite materials instead of traditional materials is considered revolutionary in the industrial field.
Background Art
A composite material is a combination of a matrix and reinforcement. In a“fibre based composite material” the reinforcement used isfibres in various forms. The matrix can includeepoxies, phenolics and cyanates while the main fibres used as reinforcements are glass fibres, carbon fibres, boron fibres, ceramic fibres, metal fibres, aramid fibres and natural fibres. Composite materials with fibre reinforcements are the most ones used because of their excellent mechanical properties.The fibre reinforcement has many forms, short fibres, unidirectional long continuous fibres or fabric. Hybrid composites are composites with more than one reinforcement. Among the first appearance of hybrid composites was hybrid mats; where short fibres hybrid mats were manufactured using a mixture of ‘sisal fibres’ and ‘glass fibres’ where the presence of ‘glass fibres’ along with the ‘sisal fibres’ yields to better mechanical properties of the mats.
On the other hand, the use of carbon fibres and glass fibres as reinforcement was and is still under scope. They are either used in the form of short fibres, long fibres or fabrics stacked in layers that are coated with a resin to get the final product. The composite has minimal weight, yet remarkable mechanical properties. Carbon has up to four times the tensile strength of high-grade steel, but is also extremely flexible which has led to its use in aerospace industry, automotive industry, sports cars along with other applications. The most famous example of a car for which carbon fibre was used is the ‘Lexus LFA’. Its body consists of 65% of this material. Glass fibres are widely used for their low cost, high tensile strength, high chemical resistance and excellent insulating properties.
Disclosure Of Invention
Implementation of Hybrid Intraply Textile Composite Laminates and Experimental Determination of Engineering Constants
This chapter includes:
> The implementation of Intraply Hybrid Composite laminates using wet layup method.
> Tensile testing of the hybrid specimens for the determination of the Engineering Constants.
4.1. The Implementation of Intraply Hybrid Composite Laminates:
Two intraply hybrid composite laminates were prepared using wet layup method. The dimensions of each laminate were 60cm x 60 cm along the length and the width respectively. The first laminate was prepared using two layers of the hybrid fabric reinforcement while the second laminate was prepared using four layers of the hybrid fabric reinforcement.
The resin used was epoxy resin produced from a reaction between bisphenol A and epichlorhydrin. The hardener that acts as the epoxy curing agent is made of a mixture of organic compounds. The mix ratio by weight is 5:2 for the resin and curing agent respectively. The mixture has a pot life of 28 minutes, where the pot life is the period of time a resin remains usable after mixed with a curing agent.
4.1.1. The Tools used during Implementation:
1. A glass plate of dimensions 75 cm x 75 cm along the length and the width respectively. The glass plate acts as the open mould for the wet layup method,
2. An analytical balance with a precision of 0.1 mg is used to measure the weight of the epoxy resin and the curing agent.
3. Wax that acts as the demoulding agent to easily separate the composite and the glass plate after curing and to prevent sticking of the composite to the glass.
4. A brush is used to distribute the mixture of epoxy resin and curing agent over the fabric.
5. A roller is used to evenly distribute the mixture and to remove air bubbles and to prevent any irregularities.
6. Mixing paper cups are used as containers for the epoxy resin and the curing agent.
7. Wood sticks are used to mix the epoxy resin and the hardener.
8. Scissors are used to cut the fabric.
4.1.2, The Realisation of Hybrid Composite Laminates using Wet Layup Method;
1. The molten wax is spread out and evenly distributed on the glass using a roller, it needs 2 hours to completely dry.
2. A quantity of the resin is mixed with the curing agent in the paper cups where the weight is measured using the analytical balance and a wood stick is used to mix them properly.
3. The first layer of the fabric with dimensions 60 cm x 60 cm is placed on the layer of dry wax.
4. The mixture of resin and hardener is then distributed over the fabric with a brush; and using a roller the mixture is evenly spread out and distributed to prevent any irregularities and ensure absence of air bubbles.
5. After coagulation further layers are then applied with the same technique.
For the two layers laminate a total of 135 grams of the epoxy resin was used with 54 grams of the hardener while for the four layers laminate a total of 270 grams of the epoxy resin was used with 108 grams of the hardener.
The composite laminates are left at 30 ± 2 °C for 48 hours to ensure the resin curing and hardening.
4.1.3. The Preparation of Specimens of Intraply Hybrid Composites for Tensile Testing:
After resin curing a square of 50cm x 50 cm is obtained where from this square two squares of dimensions 25 cm x 25 cm are obtained are a rectangle with dimensions 50 cm x 25 cm along the length and width directions respectively.
The first square was used to obtain 12 specimens 200 mm length x 20 mm width. The length direction is taken along the warp direction of the fabric reinforcement of the composite. These samples are used to obtain the engineering constant Ex , the Young’s Modulus along the warp direction.
The second square was used to obtain 12 specimens 200 mm length x 20 mm width. The length direction is taken along the weft direction of the fabric reinforcement of the composite, thus, in a direction perpendicular to that of the length direction of the samples obtained from the first square. These samples are used to obtain the engineering constant E2 , the Young’s Modulus along the weft direction.
The rectangle was used to obtain 15 samples with an angle 45° measured with a reference parallel to the yarns in the weft direction. These samples are used to obtain the engineering constant G12 , the longitudinal Shear Modulus.
The residuals were used at the tips of the specimens to avoid failure at the level of the grips during tensile testing.
Safety precautions should be taken:
1. Ensure good ventilation at the workplace.
2. Avoid contacts with eyes and skin.
3. Remove all soiled and contaminated clothing.
4. Use protective synthetic rubber gloves.
5. Eye protection is ensured using tightly sealed goggles.
6. Use protective work clothing.
4.2. TensileTesting of Specimens and Determination of Engineering Constants:
The tensile tests were realised on the tensile machine INSTRON 3382 driven by the material testing program InstronBluehill Lite. All the tests wererealised in a temperature 20 °C+ 3°C and a relative humidity 65%± 2%. The velocity of the machine was set to 5 mm/min. The samplessubjected to slipping or jaw break wereimmediatelyrejected. The vertical alignment of a specimenis an important factor to avoidsideloading or bending in the specimen.
As previously described in section 4.1.3, three groups of samples were obtained from the hybrid composite laminate prepared using wet layup method; the first group consists of specimens where the length direction of the specimens coincides with the warp direction of yarns in the fabric reinforcement, this group of specimens helps to determine the engineering constant which is the Young’s Modulus in the warp direction. The second group consists of specimens where the length direction of the specimens coincides with the weft direction of yarns in the fabric reinforcement, this group of specimens helps to determine the engineering constant E2 which is the Young’s Modulus in the weft direction. The third group consists of
specimens with an angle 45° measured with a reference parallel to the yams in the weft direction. These samples are used to obtain the engineering constant G12 which is the longitudinal shear Modulus.
4.2.1. Tensile test results for a Hybrid Composite with two layers of hybrid fabric reinforcement:
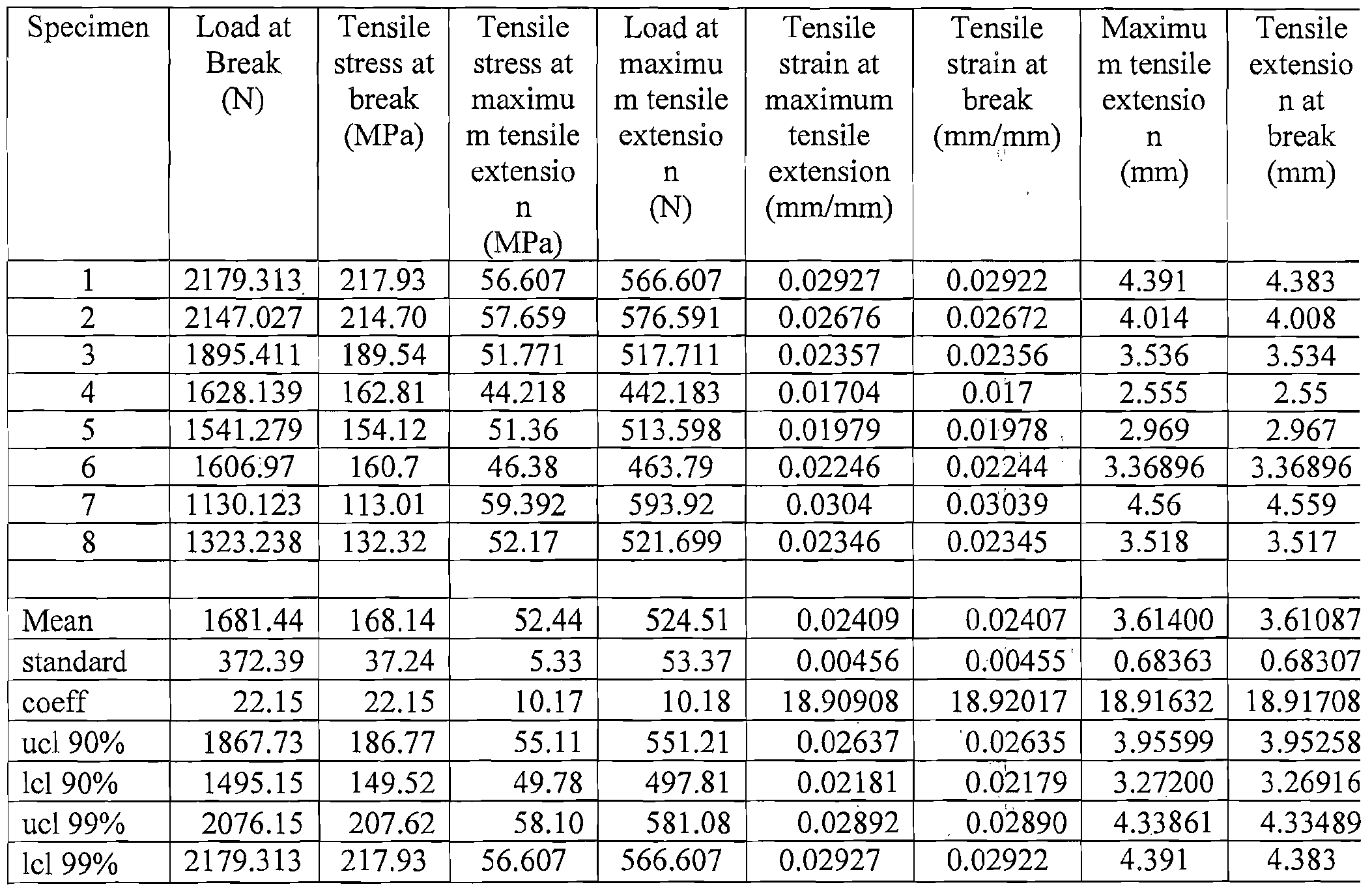
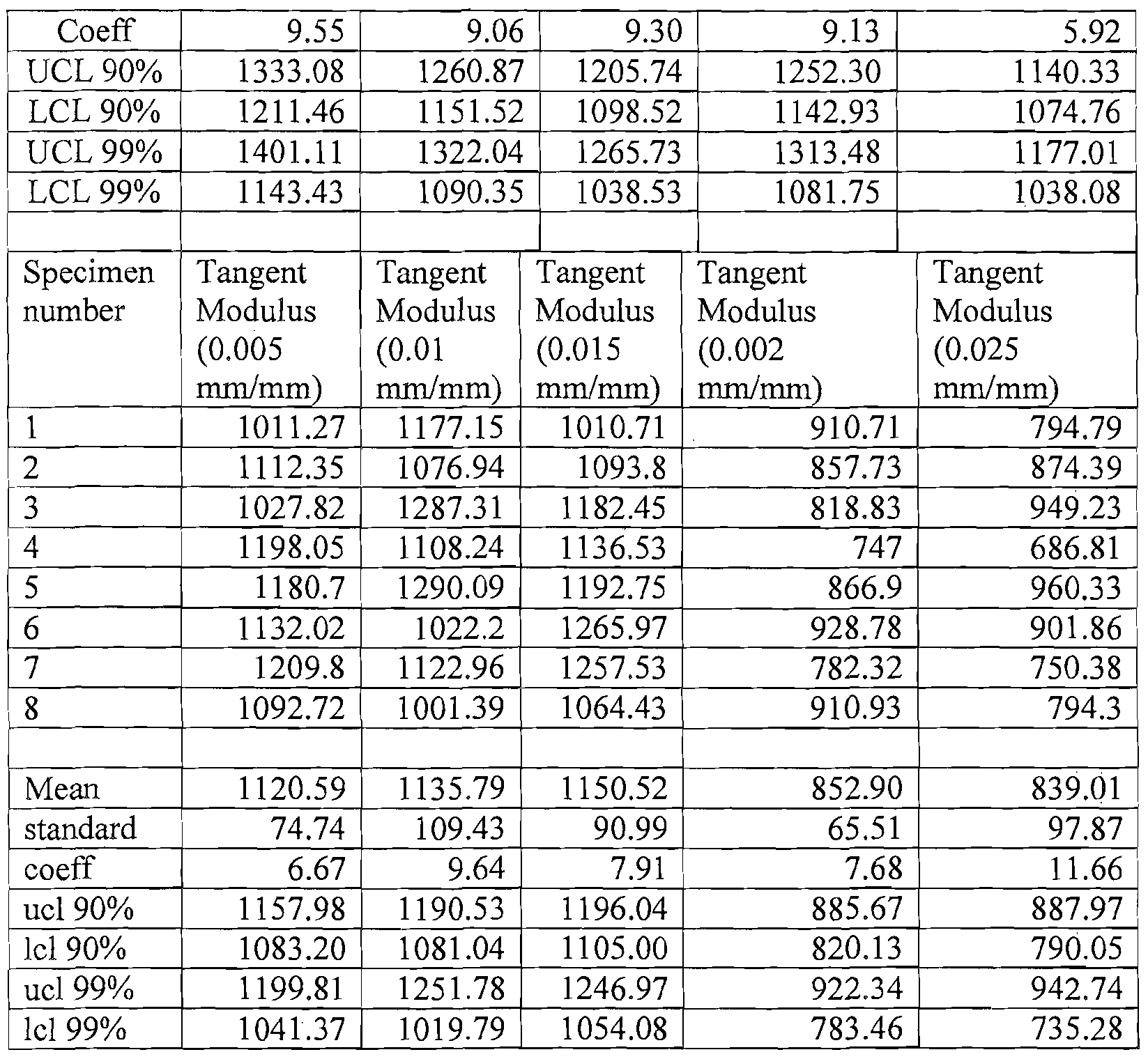
For each specimen a stress-strain diagram and the results of the tensile test were obtained. The young’s modulii in the linear portion were obtained and the chord modulii, the secant modulii and the tangent modulii at five different points for each specimen were obtained. The mean, standard deviation and coefficient of variation were evaluated for each group of specimens. The upper confidence limits and lower confidence limits with 90% confidence and 99% confidence were calculated according to t-distribution where the confidence limit coefficients were obtained based on the prescribed probabilities 90% and 99%.
4.2.1.1. Tensile Test for the determination of E, for two layer reinforcement composite






4.2, 1.3. Tensile Test for the determination of G, ■, for two layer reinforcement composite:





4.2,2. Tensile test results for a Hybrid Composite with four layers of hybrid fabric reinforcement:
4.2.2.1, Tensile Test for the determination of > z for four layer reinforcement composite:




 .2.2.2. Tensile Test for the determination of □? for four layer reinforcement composite:
.2.2.2. Tensile Test for the determination of □? for four layer reinforcement composite:




 .2 ,2.3. Tensile Test for the determination of > for four layer reinforcement composite:
.2 ,2.3. Tensile Test for the determination of > for four layer reinforcement composite:



Claims
Claims
1- The reinforcement used in the composite is a hybrid 2X2 twill weave textile. It consists of two types of fibres, the primary being glass and the secondary being carbon. In the warp direction the tows are placed with a ratio 4:1 where each four glass tows are followed by a carbon tow in a repetitive pattern while in the weft direction the ratio is 2:1 where each two glass tows are followed by a carbon tow in a repetitive pattern.
2- The resin used is an Epoxy resin produced from a reaction between bisphenol A and epichlorhydrinwith an epoxy curing agent made of a mixture of organic compounds which are aminomethyl, trimethylcyclohexylamine, benzyl alcohol and trimethylhexane. The resin and the suring agent are mixed with a ratio 5:2.
3- The method used to prepare the hybrid composite is wet layup method. A glass plate is used as the open mould for the wet layup method. Wax is used as the de-moulding agent to easily separate the final composite from the glass mould. The first layer of the fabric is placed on the dry wax then the mixture of the resin and the hardener is distributed over the fabric with a brush and using a roller the mixture is evenly spread out and distributed to prevent any irregularities and to ensure the absence of air bubbles. After coagulation further layers of the fabric are then applied with the same technique. The number of layers is chosen according to the specifications needed. The composite laminates are left at 30±2 °C for 48 hours to ensure the resin curing and hardening.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EG2023/000009 WO2024251339A1 (en) | 2023-06-04 | 2023-06-04 | Textile reinforcement composite of carbon and glass |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EG2023/000009 WO2024251339A1 (en) | 2023-06-04 | 2023-06-04 | Textile reinforcement composite of carbon and glass |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024251339A1 true WO2024251339A1 (en) | 2024-12-12 |
Family
ID=93795095
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EG2023/000009 Ceased WO2024251339A1 (en) | 2023-06-04 | 2023-06-04 | Textile reinforcement composite of carbon and glass |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024251339A1 (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1419875A1 (en) * | 2002-11-14 | 2004-05-19 | Toray Industries, Inc. | Reinforcing fiber substrate, composite material obtained therefrom and methods of producing the same |
| US20060062973A1 (en) * | 2002-06-07 | 2006-03-23 | Short Brothers Plc | Fibre reinforced composite component |
| EP1526152B1 (en) * | 2003-10-24 | 2007-12-12 | United Technologies Corporation | Composite material, its manufacturing method and its use |
| JP2010059300A (en) * | 2008-09-03 | 2010-03-18 | Toray Ind Inc | Carbon fiber reinforced composite material and method for producing the same |
| JP4658526B2 (en) * | 2003-07-15 | 2011-03-23 | ザ・ボーイング・カンパニー | Composite laminated structure and method for producing laminated structure |
| KR20160052638A (en) * | 2013-09-06 | 2016-05-12 | 다이셀에보닉 주식회사 | Fiber-reinforced resin and method for producing same, and molded article |
| EP3180467A1 (en) * | 2014-08-13 | 2017-06-21 | Cytec Industries Inc. | Hybrid woven textile for composite reinforcement |
| US20210308969A1 (en) * | 2020-04-06 | 2021-10-07 | Dov Steinberg | Composite material fabrication system and method |
-
2023
- 2023-06-04 WO PCT/EG2023/000009 patent/WO2024251339A1/en not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060062973A1 (en) * | 2002-06-07 | 2006-03-23 | Short Brothers Plc | Fibre reinforced composite component |
| EP1419875A1 (en) * | 2002-11-14 | 2004-05-19 | Toray Industries, Inc. | Reinforcing fiber substrate, composite material obtained therefrom and methods of producing the same |
| JP4658526B2 (en) * | 2003-07-15 | 2011-03-23 | ザ・ボーイング・カンパニー | Composite laminated structure and method for producing laminated structure |
| EP1526152B1 (en) * | 2003-10-24 | 2007-12-12 | United Technologies Corporation | Composite material, its manufacturing method and its use |
| JP2010059300A (en) * | 2008-09-03 | 2010-03-18 | Toray Ind Inc | Carbon fiber reinforced composite material and method for producing the same |
| KR20160052638A (en) * | 2013-09-06 | 2016-05-12 | 다이셀에보닉 주식회사 | Fiber-reinforced resin and method for producing same, and molded article |
| EP3180467A1 (en) * | 2014-08-13 | 2017-06-21 | Cytec Industries Inc. | Hybrid woven textile for composite reinforcement |
| US20210308969A1 (en) * | 2020-04-06 | 2021-10-07 | Dov Steinberg | Composite material fabrication system and method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Abd El-baky | Evaluation of mechanical properties of jute/glass/carbon fibers reinforced hybrid composites | |
| US8679991B2 (en) | Prepreg, intermediate material for forming FRP, and method for production thereof and method for production of fiber-reinforced composite material | |
| Banakar et al. | Influence of fiber orientation and thickness on tensile properties of laminated polymer composites | |
| Rahmani et al. | Elastic properties of carbon fibre-reinforced epoxy composites | |
| Ikbal et al. | Effect of hybrid ratio and laminate geometry on compressive properties of carbon/glass hybrid composites | |
| WO2024251339A1 (en) | Textile reinforcement composite of carbon and glass | |
| Rejab et al. | An investigation into the effects of fibre volume fraction on GFRP plate | |
| VB et al. | Review on development of glass fiber/epoxy composite material and its characterizations | |
| Eremin et al. | Mechanical behavior of carbon and aramid fiber reinforced composites with various layups under tension | |
| Rajesh et al. | Investigation of carbon composites subjected to different environmental conditions | |
| Sateesh et al. | Thermal analysis of carbon composites subjected to various atmospheric conditions | |
| Valot et al. | Ultimate strength of quasi-isotropic laminates in tension: Theoretical and experimental analysis. | |
| Kimoto | Flexural properties and dynamic mechanical properties of glass fibre-epoxy composites | |
| Jena et al. | Experimental Study on Effect of Fiber Orientation on the Tensile Properties of Fabricated Plate Using Carbon Fiber | |
| Awla et al. | Experimental Study of Mechanical Properties of Unidirectional Woven Carbon Fiber and Fiber Glass-Epoxy Composites | |
| Routray et al. | Effect of fiber orientation on the mechanical properties of fabricated plate using basalt fiber | |
| Adaveesh et al. | Development and property evaluation of fiber reinforced hybrid epoxy laminate composite: Jute/E-glass/carbon-fabric-final revision | |
| Abbas et al. | MECHANICAL TESTING OF E-GLASS FIBER WITH EPOXY RESIN REINFORCED MATRIX | |
| Ali et al. | Mechanical characterization of glass/epoxy polymer composites sprayed with vapor grown carbon nano fibers | |
| Prashob et al. | Determination of orthotropic properties of carbon fiber reinforced polymer by tensile tests and matrix digestion | |
| Rudawska et al. | Mechanical properties of hand-making polyester composites | |
| Mishra et al. | Characterization of Hybrid FRP composites with Hygrothermal Exposure Under Varied Ambient Conditions | |
| Brodzik et al. | The influence of manufacturing technology on the mechanical properties of the layered composite | |
| Ooha et al. | Experimental Investigation and Vibrational Behaviour of Laminated Hybrid Composites | |
| Hestiawan et al. | Effect of fibre sequence on the mechanical properties of woven fan palm/glass fabric reinforced polymer hybrid composites |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23940535 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |