WO2024252678A1 - Heater-wire-holding base material - Google Patents
Heater-wire-holding base material Download PDFInfo
- Publication number
- WO2024252678A1 WO2024252678A1 PCT/JP2023/021588 JP2023021588W WO2024252678A1 WO 2024252678 A1 WO2024252678 A1 WO 2024252678A1 JP 2023021588 W JP2023021588 W JP 2023021588W WO 2024252678 A1 WO2024252678 A1 WO 2024252678A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat
- nonwoven fabric
- layer
- heater wire
- holding substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional [2D] plane, e.g. plate-heater
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/02—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising combinations of reinforcements, e.g. non-specified reinforcements, fibrous reinforcing inserts and fillers, e.g. particulate fillers, incorporated in matrix material, forming one or more layers and with or without non-reinforced or non-filled layers
- B29C70/021—Combinations of fibrous reinforcement and non-fibrous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/06—Heater elements structurally combined with coupling elements or holders
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/033—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process
- D10B2403/0331—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process with one or more convex or concave portions of limited extension, e.g. domes or pouches
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
Definitions
- the present invention relates to a heater wire holding substrate.
- planar heaters in which a cord-like heating element is fixed to various substrates are known.
- One form of such planar heater is widely known as an electric carpet, which has been in practical use for a long time.
- An electric carpet has a structure in which, for example, a heat-sealing layer is provided on the surface of a heat-insulating substrate such as a thick nonwoven fabric such as felt or polyurethane foam, on which a cord-like heating element with a heat-sealing layer on its surface is arranged in a serpentine manner, and on top of that a skin is further placed, and these laminates are fused and fixed by thermocompression.
- Stitched planar heaters in which a cord-like heating element is sewn and fixed to a nonwoven fabric or the like are also known.
- Patent Document 1 discloses a sheet heater used as a seat heater for an automobile.
- An automobile seat heater has a structure in which a sheet heater is fixed to, for example, an insulating seat cushion with double-sided adhesive tape, and a skin cover is placed on top of it without being fixed.
- Such sheet heaters are required to have various performance properties, such as quick heating, uniform heating, energy saving, bending durability, and contact sensation.
- electric vehicles which have become increasingly popular in recent years, require excellent energy saving performance to extend the driving distance per charge and maintain heating during snowy traffic jams.
- excellent performance is also required for the heater wire holding substrate that fixes the cord-shaped heating element.
- the objective of the present invention is to provide an excellent heater wire holding substrate.
- the heater wire holding substrate comprises a nonwoven fabric layer containing a nonwoven fabric, and a heat-sealable resin layer containing an extruded heat-sealable resin material and heat-sealed onto the nonwoven fabric layer, the heat-sealed nonwoven fabric layer and the heat-sealable resin layer have a plurality of recesses in which the heat-sealable resin layer penetrates in the depth direction of the nonwoven fabric layer, the recesses form a mixed adhesion layer in which the nonwoven fabric and the heat-sealable resin material are mixed, and the amount of sinking of the surface of the nonwoven fabric layer in the recesses is 10 ⁇ m or more and is equal to or less than the thickness dimension of the heat-sealable resin layer.
- the present invention provides an excellent heater wire holding substrate.
- FIG. 5 is a schematic cross-sectional view showing an outline of a configuration example in the vicinity of the surface of a heater wire holding substrate according to a fourth embodiment.
- FIG. 6 is a schematic cross-sectional view illustrating an example of the configuration of the vicinity of the surface of a heater wire holding substrate according to a fifth embodiment.
- FIG. 7 is a flow chart showing an outline of an example of a method for manufacturing a heater wire holding substrate according to an embodiment.
- This embodiment relates to a planar heater that can be used, for example, as a seat heater.
- the planar heater of this embodiment uses a cord-shaped heating element that has been reliable and cost-effective as a seat heater for many years.
- This cord-shaped heating element is provided on a heater wire holding substrate.
- the heater wire holding substrate of this embodiment is particularly configured to maximize energy saving effects and various other effects.
- nonwoven fabric is used for the heater wire holding substrate.
- Nonwoven fabric has various advantages, such as being suitable for sewing or gluing to hold the heater wire, having excellent bending resistance, being flame retardant, and being inexpensive.
- inexpensive, thin nonwoven fabric with a low basis weight has a low insulating effect, and a planar heater using such nonwoven fabric has a slow temperature rise rate and relatively low energy saving performance.
- the heater wire holding substrate of this embodiment uses nonwoven fabric, and its disadvantages are overcome while maintaining its advantages.
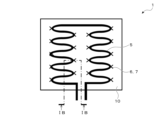
- FIG. 1A is a schematic plan view showing an outline of a configuration example of a sheet heater 1 according to this embodiment.
- Fig. 1B is a schematic cross-sectional view showing an outline of a cross section of the sheet heater 1 taken along line IB-IB shown in Fig. 1A.
- the sheet heater 1 has a structure in which a cord-shaped heating element 5 is fixed onto a heater wire holding substrate 10.
- the cord-shaped heating element 5 is fixed to the heater wire holding substrate 10 by sewing with an upper thread 6 and a lower thread 7.
- the cord-shaped heating element 5 is laid on the surface of the heater wire holding substrate 10 according to a pattern program of an automatic sewing machine, and is sewn and fixed to the heater wire holding substrate 10 by, for example, zigzag stitching with the upper thread 6 and the lower thread 7.
- the strength and slackness with which the cord-shaped heating element 5 is fixed can be adjusted by appropriately adjusting the sewing speed, stitch width, thread tension, etc.
- the method of fixing the cord-shaped heating element 5 to the heater wire holding substrate 10 is not limited to sewing, but may be, for example, fused using a heat-sealing resin or bonded using an adhesive.
- Fig. 2 is a schematic cross-sectional view showing an outline of a configuration example near the surface of the heater wire holding substrate 11 according to this embodiment.
- the heater wire holding substrate 11 has a structure in which a heat-fusible resin layer 32 is provided on a nonwoven fabric layer 31.
- the nonwoven fabric layer 31 is preferably formed of a nonwoven fabric material including a nonwoven fabric 21 having a basis weight of 80 g/m 2 or more and 350 g/m 2 or less.
- the nonwoven fabric layer 31 is more preferably formed of a nonwoven fabric material including a nonwoven fabric 21 having a basis weight of 100 g/m 2 or more and 200 g/m 2 or less.
- the material of the nonwoven fabric 21 is, for example, a polyolefin resin. If the basis weight of the nonwoven fabric 21 is less than 80 g/m 2 , the nonwoven fabric 21 is weak, and when the cord-shaped heating element 5 is fixed to the completed heater wire holding substrate 11, the heater wire holding substrate 11 may be distorted due to the rigidity of the cord-shaped heating element 5.
- the basis weight of the nonwoven fabric 21 is less than 80 g/m 2 , the breathability is good but the heat retention is poor, so that there is a possibility that the energy saving property is also poor.
- the basis weight of the nonwoven fabric 21 is more than 350 g/ m2 , when the completed heater wire holding substrate 11 is used, for example, in a seat heater, there is a risk that the fabric will feel undesirably stiff when seated.
- the price of the nonwoven fabric 21 increases in direct proportion to the basis weight, a nonwoven fabric 21 with too high a basis weight is also economically undesirable.
- a heat-sealable resin material 22 formed by extruding a heat-sealable resin is placed on the nonwoven fabric material, and the heat-sealable resin material 22 is pressed and heat-sealed to the nonwoven fabric material over the entire surface thereof to form a heat-sealable resin layer 32.
- This heat-sealable resin is, for example, a polyolefin-based resin.
- the reason for selecting a polyolefin-based heat-sealable resin is that the material of general nonwoven fabrics is polyolefin-based, and that even if it is flame-retardant, it is relatively inexpensive.
- polyolefin resins or olefin-based copolymers can be used alone or in combination of two or more types.
- polyethylene for example, polyethylene, polypropylene, polybutene, etc.
- Polyethylene includes high-density polyethylene, low-density polyethylene, linear low-density polyethylene, etc.
- olefin-based copolymer a copolymer of ethylene and any of propylene, vinyl acetate, acrylic acid, ethyl acrylate, vinyl chloride, etc., a copolymer of propylene and vinyl chloride, etc., or a modified product thereof can be used.
- polyolefin-based resins used in this embodiment are preferably polyolefin copolymers rather than polyethylene alone, as they are more likely to impart flame retardancy and take into consideration the melting point, heat fusion properties, and cost.
- the heat-sealable resin material 22 used in the heat-sealable resin layer 32 can be formed, for example, by molding a commercially available polyolefin copolymer compound into a film using a biaxial stretching device.
- the thickness of the heat-sealable resin layer 32 which is substantially equivalent to the thickness of the heat-sealable resin material 22, is preferably, for example, 0.03 mm to 0.5 mm.
- the thickness of the heat-sealable resin layer 32 is more preferably, for example, 0.03 mm to 0.35 mm, and even more preferably, for example, 0.05 mm to 0.15 mm.
- the above-mentioned pressure heat fusion is performed by a hot press or the like equipped with an upper die having multiple protrusions. Since the upper die has multiple protrusions, this process is called debossing. As a result, multiple recesses 33 are formed on the surface of the heater wire holding substrate 11, in which the heat-sealable resin layer 32 penetrates the nonwoven fabric layer 31 in the depth direction.
- the molten heat-sealable resin layer 32 penetrates not only the surface of the nonwoven fabric layer 31 but also in the depth direction of the recesses 33, and is fused to the nonwoven fabric layer 31 on the side of the recesses 33 and fixed to the nonwoven fabric layer 31. In this way, a mixed fixed layer 41 in which the nonwoven fabric layer 31 and the heat-sealable resin layer 32 are mixed is formed.
- Heat fusion may be performed using a continuous heating roll device or the like.
- the nonwoven fabric layer 31 and the heat-sealable resin layer 32 are preferably as follows in the depth direction. That is, the recess 33 is formed by the heat-sealable resin layer 32 sinking further than the portions other than the recess 33. As the heat-sealable resin layer 32 sinks, the nonwoven fabric layer 31 also sinks further than the portions other than the recess 33 in the recess 33.
- the amount of sinking of the surface of the nonwoven fabric layer 31 in the recess 33 that is, the step between the surface position of the nonwoven fabric layer 31 in the portions other than the recess 33 and the surface position of the nonwoven fabric layer 31 in the recess 33, is preferably within a predetermined range.
- the amount of sinking of the nonwoven fabric layer 31 in the recess 33 is preferably 10 ⁇ m or more and less than the thickness dimension of the heat-sealable resin layer 32. It is even more preferable that the amount of sinking of the nonwoven fabric layer 31 in the recess 33 is 30 ⁇ m or more and less than 1/2 the thickness dimension of the heat-sealable resin layer 32.
- the amount of sinking of the surface of the nonwoven fabric layer 31 is less than 10 ⁇ m, the formation of the mixed adhesive layer 41 will be insufficient, and the effect of suppressing the occurrence of pinholes and wrinkles described below may not be fully achieved. Furthermore, if the amount of sinking of the surface of the nonwoven fabric layer 31 is greater than the thickness dimension of the heat-sealable resin layer 32, cracks are likely to occur at the ends of the recesses 33 in the heat-sealable resin layer 32 when the recesses 33 are formed. If cracks occur, the mechanical strength of the heater wire holding substrate 11 may decrease, and the effect of suppressing the occurrence of pinholes and wrinkles described below may not be fully achieved.
- each recess 33 on the surface of the heat-sealable resin layer 32 is preferably, for example, 1 mm or more at its maximum part. It is even more preferable that the width of each recess 33 on the surface of the heat-sealable resin layer 32 is, for example, 3 mm to 5 mm at its maximum part.
- the diameter is 1 mm or more.
- the diameter is 3 mm to 5 mm.
- the shape of the protrusions provided on the upper die of the hot press is preferably, for example, a cylindrical shape or a truncated cone shape. If the shape of the protrusions is a rectangular column shape with corners, there is a risk that the heat-sealable resin layer 32 may crack when the protrusions are pressed in, so the shape of the protrusions is preferably a shape without corners. In addition, since the molten resin of the heat-sealable resin material 22 is pressed into the soft and shapeless nonwoven fabric 21, in order to make the die removal smooth, the shape of the protrusions is preferably a truncated cone shape with a slightly larger taper angle than a cylinder.
- the protrusions may be, for example, a truncated cone shape with a diameter of 5 mm at the lower base and a diameter of 3 mm at the upper base.
- the size of the protrusions is appropriately adjusted, for example, so that the size of the recess 33 formed in the heater wire holding substrate 11 is as described above.
- the recesses 33 are preferably provided at a density of, for example, one or more recesses per 5 cm square. It is even more preferable that the recesses 33 are provided at a density of, for example, one or more recesses per 2 cm to 3 cm square.
- the fusion density distribution with the heat-sealing film is also random, and the shrinkage distribution of the above-mentioned heat-sealing film is also random.
- shrinkage irregularities occur in the heat-sealing film, pinholes and wrinkles are likely to occur in the heat-sealing film, and the heater wire holding substrate as a whole is prone to distortion and deformation.
- the heater wire holding substrate 11 has a recess 33 formed by debossing.
- the contraction force of the heat-sealable resin material 22, which occurs when the nonwoven fabric 21 and the heat-sealable resin material 22, such as a heat-sealable film, are heat-sealed is alleviated by the recess 33, and the effect of heat shrinkage does not extend over a wide area.
- the heat-sealable resin material 22 melts and penetrates into the nonwoven fabric 21 not only on the surface of the nonwoven fabric 21 but also on the side of the recess 33, increasing the contact opportunity between the heat-sealable resin layer 32 and the nonwoven fabric layer 31, and the heat-sealable resin material 22 strongly embraces the nonwoven fabric 21 to form a mixed fixed layer 41. Therefore, the contraction force of the heat-sealable resin layer 32 is alleviated by the recess 33 and does not extend over a wide area. As a result, the number of pinholes and wrinkles that may occur in the heat-sealable resin layer 32 due to heat shrinkage is reduced. In addition, the heater wire holding substrate 11 as a whole is less likely to be distorted, and a heater wire holding substrate 11 with high flatness can be achieved.
- the heat-sealing resin layer 32 blocks air flow between the inside and outside of the nonwoven fabric layer 31, making it difficult for heat from the cord-shaped heating element 5 to diffuse into the nonwoven fabric layer 31, which has many voids.
- the heater wire holding substrate 11 of this embodiment functions like an insulating material.
- the heat from the cord-shaped heating element 5 is easily diffused in the planar direction by the heat-sealing resin layer 32, which is a continuous solid.
- these configurations realize a heater wire holding substrate 11 that is advantageous for energy saving, even though it uses a thin nonwoven fabric 21 with a low basis weight as the base material.
- the sheet heater 1 can achieve high energy saving performance.
- the thickness of the heat-sealable resin layer 32 is preferably 0.03 mm to 0.5 mm as described above is that if the thickness of the heat-sealable resin layer 32 is thinner than 0.03 mm, even if the recesses 33 are provided, there is a risk of numerous pinholes occurring due to the thermal contraction force during heat fusion. Also, if the thickness of the heat-sealable resin layer 32 is thicker than 0.5 mm, there is a risk of distortion in the nonwoven fabric layer 31, which may reduce the yield of seat heater production. Also, if the thickness of the heat-sealable resin layer 32 is thicker than 0.5 mm, the rise time when the seat heater heats up becomes longer and the overshoot becomes larger, which may increase power consumption and reduce energy-saving performance.
- FIG. 3 is a schematic cross-sectional view showing an outline of a configuration example near the surface of the heater wire holding substrate 12 according to this embodiment.
- the heater wire holding substrate 12 of this embodiment also has a structure in which a heat-sealable resin layer 32 is provided on a nonwoven fabric layer 31.
- the nonwoven fabric structure constituting the nonwoven fabric layer 31 is a nonwoven fabric 21 having aluminum fine particles 26 attached to the surface thereof.
- the aluminum particles 26 can be attached to the surface of the nonwoven fabric 21 by, for example, gas phase deposition, such as vacuum deposition, sputtering, plasma spraying, etc.
- gas phase deposition such as vacuum deposition, sputtering, plasma spraying, etc.
- vacuum deposition aluminum is deposited at the atomic level, so the aluminum deposition layer formed is dense, which is preferable in terms of thermal conduction.
- Sputtering and plasma spraying have a high deposition rate, but the aluminum deposition layer formed is a deposition of granular matter, albeit very small, and contains voids even though they are very small.
- the gas phase deposition method the amount of aluminum particles 26 decreases with the depth of the nonwoven fabric 21. Furthermore, the aluminum particles 26 are not attached to surfaces that are in the shadow of the aluminum evaporation source.
- the aluminum particles 26 may be attached to the surface of the nonwoven fabric 21 by, for example, mixing the aluminum particles 26 into a liquid adhesive, spraying it onto the surface of the nonwoven fabric 21, and allowing it to dry and adhere.
- a nonwoven fabric structure containing the aluminum particles 26 may be produced by collecting scraps of long fibers that have been previously coated with aluminum, and using them to form a nonwoven fabric.
- the thickness of the aluminum deposition layer is, for example, 3 ⁇ m to 50 ⁇ m, and preferably 5 ⁇ m to 15 ⁇ m. If the thickness of the aluminum deposition layer is 3 ⁇ m or less, the thermal conductivity of the aluminum decreases. If the thickness of the aluminum deposition layer is 50 ⁇ m or more, the aluminum deposition layer becomes more likely to peel off. Furthermore, if the thickness of the aluminum deposition layer is 50 ⁇ m or more, the production volume per hour decreases and the cost increases in the production of the nonwoven fabric structure.
- the heat fusion can be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions.
- the mixed fixing layer 42 formed by the recesses 33 is a mixture of the nonwoven fabric layer 31 containing the nonwoven fabric 21 and aluminum particles 26, and the heat fusion resin layer 32. That is, the mixed fixing layer 42 is a mixture of the nonwoven fabric 21, aluminum particles 26, and heat fusion resin material 22.
- the amount of sinking in the recesses 33 on the surface of the nonwoven fabric layer 31 containing the nonwoven fabric 21 and aluminum particles 26 is preferably 10 ⁇ m or more and less than the thickness dimension of the heat fusion resin layer 32.
- the heat from the cord-shaped heating element 5 is more easily diffused in the planar direction due to the aluminum particles 26 in the mixed adhesion layer 42 than in the heater wire holding substrate 11 of the first embodiment.
- the planar heater 1 manufactured using the heater wire holding substrate 12 has a short warm-up time and high energy-saving performance.
- the tip region of the nonwoven fabric to which the aluminum particles are attached is pulled into an indefinite shape, making it easy for the aluminum particles to become unevenly distributed.
- a planar heater there is a risk of uneven heating and localized heating.
- the recesses 33 are formed by debossing.
- the contraction force of the heat-fusible resin material 22 generated when the nonwoven fabric 21 and the nonwoven fabric material containing the aluminum fine particles 26 are thermally fused to the heat-fusible resin material 22 is mitigated by the recesses 33, and the effects of thermal contraction do not extend over a wide area.
- the number of pinholes and wrinkles that may occur in the heat-fusible resin layer 32 due to thermal contraction is reduced.
- the heater wire holding substrate 12 as a whole is less likely to be distorted, and a heater wire holding substrate 12 with high flatness is realized.
- a heater wire holding substrate 12 that is free from the risk of localized heating such as uneven heating is realized.
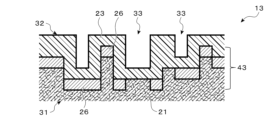
- Fig. 4 is a schematic cross-sectional view showing an outline of a configuration example near the surface of the heater wire holding substrate 13 according to this embodiment.
- the heater wire holding substrate 13 of this embodiment also has a structure in which a heat-sealable resin layer 32 is provided on a nonwoven fabric layer 31.
- the nonwoven fabric structure constituting the nonwoven fabric layer 31 is a structure in which aluminum particles 26 are attached to the surface of the nonwoven fabric 21.
- the heat-sealable resin structure constituting the heat-sealable resin layer 32 is a structure in which particles of a high thermal conductivity material are dispersed in a heat-sealable resin.
- the fine particles of the high thermal conductivity material may be, for example, fine metal particles of aluminum, copper, etc.
- the fine particles of the high thermal conductivity material may be, for example, fine ceramic particles of alumina, magnesia, etc.
- the fine particles of the high thermal conductivity material may be, for example, fine graphite particles.
- the fine particles of the high thermal conductivity material may be, for example, fine silicon carbide particles. That is, for example, the heat-sealable resin structure constituting the heat-sealable resin layer 32 may be a heat-sealable resin having at least one fine particle of aluminum, copper, alumina, magnesia, graphite, etc. dispersed therein.
- the heat-sealable resin layer 32 is formed by the heat-sealable resin material 23 containing a heat-sealable resin structure in which fine particles of a high thermal conductivity material are dispersed.
- the heat-sealable resin material 23 in this embodiment in which fine particles of a high thermal conductivity material are dispersed has superior thermal conductivity compared to the heat-sealable resin material 22 in the second embodiment which is made only of heat-sealable resin.
- the heat-sealable resin layer 32 of the heater wire holding substrate 13 of this embodiment which is formed by the heat-sealable resin material 23 in which fine particles of a high thermal conductivity material are dispersed, easily diffuses heat from the cord-shaped heating element 5 in the planar direction.
- Metal particles such as aluminum and copper have high thermal conductivity. On the other hand, adding a little too much of these hardens the heat-sealable resin material 23, and cracks are likely to occur in the heat-sealable resin layer 32 during debossing. For this reason, metal particles such as aluminum and copper cannot be added in large quantities, and it is not easy to significantly increase the thermal conductivity of the heat-sealable resin layer 32 with these particles. Also, ceramic particles such as alumina and magnesia can be added in slightly larger quantities than the above metal particles. On the other hand, these particles have a relatively low thermal conductivity, and it is not easy to significantly increase the thermal conductivity of the heat-sealable resin layer 32 with these particles.
- Graphite such as scaly graphite has a relatively high thermal conductivity, second only to metal materials. Furthermore, graphite has high lubricity. For this reason, even if a large amount of graphite is added, the heat-sealable resin material 23 does not become very hard. For these reasons, graphite is particularly suitable as a material to be added to the heat-sealable resin material 23.
- Increasing the thermal conductivity of the heat-sealable resin layer 32 in the planar direction using fine particles of a high thermal conductivity material can help with uneven thermal conduction of the aluminum fine particles 26 attached to the nonwoven fabric 21.
- forming a heat-sealable resin layer 32 to which fine particles of a high thermal conductivity material have been added can also eliminate the need for the aluminum fine particles 26 to adhere to the nonwoven fabric 21.
- the heat-sealable resin layer 32 can provide the sheet heater 1 with a far-infrared radiation function in addition to the above-mentioned advantages.
- This far-infrared radiation function allows the seat heater, for example, to heat the human body with heat rays called far-infrared rays in addition to heating the human body through contact thermal conduction.
- a heater wire holding substrate 13 in which graphite has been added to the heat-sealable resin layer 32 an energy-saving effect can be obtained in that the sensible temperature can be maintained even if the power applied to the seat heater is reduced.
- the heat fusion can be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions.
- the mixed fixing layer 43 formed by the recess 33 is a mixture of the nonwoven fabric layer 31 containing the nonwoven fabric 21 and aluminum particles 26, and the heat fusion resin layer 32 formed of a heat fusion resin structure in which particles of a high thermal conductivity material are dispersed in the heat fusion resin. That is, in the mixed fixing layer 43, the nonwoven fabric 21, aluminum particles 26, particles of a high thermal conductivity material, and heat fusion resin material are mixed.
- the recesses 33 are formed by debossing. This allows the recesses 33 to mitigate the contraction force of the heat-fusible resin material 23 that occurs when the nonwoven fabric material and the heat-fusible resin material 23 are heat-fused together. As a result, the number of pinholes and wrinkles that may occur in the heat-fusible resin layer 32 due to thermal shrinkage is reduced. Furthermore, the heater wire holding substrate 13 as a whole is less likely to be distorted, and a heater wire holding substrate 13 with high flatness is realized. Furthermore, a heater wire holding substrate 13 that is free from the risk of localized heating, such as uneven heating, is realized.
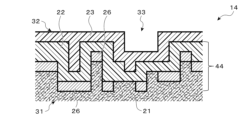
- FIG. 5 is a schematic cross-sectional view showing an outline of a configuration example near the surface of a heater wire holding substrate 14 according to this embodiment.
- the heater wire holding substrate 14 of this embodiment also has a structure in which a heat-sealable resin layer 32 is provided on a nonwoven fabric layer 31.
- the nonwoven fabric structure constituting the nonwoven fabric layer 31 is a structure in which aluminum particles 26 are attached to the surface of the nonwoven fabric 21.
- the heat-sealable resin layer 32 is a structure in which a heat-sealable resin material 23 formed of a heat-sealable resin structure in which particles of a high thermal conductivity material are dispersed in a heat-sealable resin, and a heat-sealable resin material 22 formed of a heat-sealable resin are laminated.
- the heat-sealable resin material 23 formed of a heat-sealable resin structure in which particles of a high thermal conductivity material are dispersed in a heat-sealable resin is similar to the heat-sealable resin material 23 constituting the heat-sealable resin layer 32 of the third embodiment.
- the heat-sealing resin material 22 formed from heat-sealing resin is similar to the heat-sealing resin material 22 that constitutes the heat-sealing resin layer 32 in the second embodiment.
- the heater wire holding substrate 14 is formed by heat fusing a nonwoven fabric material with a heat-fusible resin material 22 formed from a heat-fusible resin, and then heat fusing a heat-fusible resin material 23 formed from a heat-fusible resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-fusible resin.
- the pinhole can be repaired by further heat fusing the heat-fusible resin material 23 formed from a heat-fusible resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-fusible resin.
- the heat fusion may be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions.
- hot pressing or the like with debossing may be performed both in the heat fusion of the heat fusion resin material 22 formed from a heat fusion resin and in the heat fusion of the heat fusion resin material 23 formed from a heat fusion resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat fusion resin.
- hot pressing or the like with debossing may be performed
- hot pressing or the like without debossing may be performed
- hot pressing or the like without debossing may be performed.
- the mixed adhesion layer 44 formed by the recess 33 is a mixture of a nonwoven fabric layer 31 containing nonwoven fabric 21 and aluminum particles 26, and a heat-sealable resin layer 32 formed of a heat-sealable resin structure in which heat-sealable resin 22 and fine particles of a high thermal conductivity material are dispersed in the heat-sealable resin.
- the mixed adhesion layer 43 is a mixture of nonwoven fabric 21, aluminum particles 26, fine particles of a high thermal conductivity material, and heat-sealable resin.
- the vertical positional relationship between the heat-sealing resin material 22 formed from heat-sealing resin and the heat-sealing resin material 23 formed from a heat-sealing resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-sealing resin may be changed as appropriate.
- the thermal conductivity in the planar direction differs depending on whether only nonwoven fabric 21 is used as the nonwoven fabric material or whether nonwoven fabric 21 with aluminum fine particles 26 attached is used.
- the vertical positional relationship between the heat-sealing resin material 22 formed from heat-sealing resin and the heat-sealing resin material 23 formed from a heat-sealing resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-sealing resin may be changed depending on the structure.
- the configuration of the planar heater 1 is not limited to a configuration in which the cord-shaped heating element 5 is disposed on a heat-fusible resin layer 32 in which a heat-fusible resin material 22 formed from a heat-fusible resin and a heat-fusible resin material 23 formed from a heat-fusible resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-fusible resin are laminated.
- the cord-shaped heating element 5 may be disposed between the heat-fusible resin material 22 formed from a heat-fusible resin and the heat-fusible resin material 23 formed from a heat-fusible resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-fusible resin.
- Fixation of the cord-shaped heating element 5 is not limited to sewing, and may be performed, for example, by heat fusion.
- the cord-shaped heating element 5 is placed between the heat-sealing resin material 22 formed from heat-sealing resin and the heat-sealing resin material 23 formed from a heat-sealing resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-sealing resin, high thermal conductivity in the planar direction is obtained, and the energy-saving performance of the planar heater 1 in particular is improved.
- Laminating the heat-sealable resin material 22 made of heat-sealable resin and the heat-sealable resin material 23 made of a heat-sealable resin structure in which fine particles of a high thermal conductivity material are dispersed in the heat-sealable resin may increase costs.
- Fig. 6 is a schematic cross-sectional view showing an outline of a configuration example near the surface of a heater wire holding substrate 15 according to this embodiment.
- the heater wire holding substrate 15 of this embodiment also has a structure in which a heat-sealable resin layer 32 is provided on a nonwoven fabric layer 31.
- a heat-sealable resin material that has been heat-treated in advance to shrink and have wrinkles is used as the heat-sealable resin material 24 that forms the heat-sealable resin layer 32.
- the heat-sealable resin material 24 is formed into a film shape at a high temperature of, for example, 220°C using a biaxial stretching device, and is heated to a lower temperature, for example, 180°C using a hot roller or hot air oven, and is wound up in a slow-cooling environment without applying much tension, causing it to shrink appropriately.
- the heat fusion can also be performed with debossing using a hot press or the like equipped with an upper die with multiple protrusions.
- the mixed fixing layer 45 formed by the recesses 33 is a mixture of the nonwoven fabric layer 31 and the heat-sealable resin layer 32, and is a mixture of the nonwoven fabric 21 and the heat-sealable resin material 24.
- the heat-sealable resin material 24 has been shrunk in advance, so that the occurrence of pinholes and wrinkles during heat fusion to the nonwoven fabric 21 can be suppressed, and distortion of the entire heater wire holding substrate 15 can be suppressed.
- ease of processing and high cost-effectiveness can be achieved.
- the pre-shrinking of the heat-sealable resin material may be used not only in combination with the first embodiment as in this embodiment, but also in combination with the second to fourth embodiments.
- [Method of manufacturing heater wire holding substrate] 7 shows an outline of an example of a method for manufacturing the heater wire holding substrate 10.
- a nonwoven fabric material is prepared (step S1), and a fusible resin material is also prepared (step S2).
- the fusible resin material is placed on the nonwoven fabric material, and a pressure heat fusion process accompanied by debossing is performed (step S3), thereby completing the heater wire holding substrate 10.
- Nonwoven fabric was one that met the flame retardant standard FMVSS302, had a basis weight of about 150 g/m 2 , a thickness of 1.5 mm, and a tensile strength of 80 N or more in both the longitudinal and transverse directions.
- the nonwoven fabric material was prepared as follows. That is, the aluminum particles were attached to the nonwoven fabric by vacuum deposition. The degree of vacuum in the vacuum deposition was about 10-6 Torr. The thickness of the aluminum layer on the surface of the nonwoven fabric was about 10 ⁇ m, and the thickness of the aluminum layer became about zero at about 50 ⁇ m in the depth direction of the nonwoven fabric.
- Heat-adhesive resin material As the heat-sealable resin, a commercially available flame-retardant polyolefin resin compound QU1548A1 (manufactured by Mitsubishi Chemical Corporation) was used. Using this resin, a heat-sealable resin material having a thickness of 0.1 mm was produced using a biaxially stretched film manufacturing device consisting of a single-screw extruder.
- the heat-sealable resin material in which fine particles of a high thermal conductivity material are dispersed was prepared as follows. That is, scaly graphite (graphite) MCP-10 (manufactured by Nippon Graphite Industries Co., Ltd.) was used as the fine particles of the high thermal conductivity material. 10 parts by weight of scaly graphite was added to 100 parts by weight of the above-mentioned flame-retardant polyolefin resin compound. The mixture was thoroughly stirred with a kneader.
- a biaxially stretched film manufacturing device having a short-axis extruder was used to prepare a heat-sealable resin material having a thickness of 0.1 mm in which fine particles of a high thermal conductivity material are dispersed, that is, a black heat-sealable resin material having high thermal conductivity.
- the average surface resistance of this black heat-sealable resin material having high thermal conductivity was approximately 10 8 ⁇ /cm 2 .
- the nonwoven fabric material and the heat-fusible resin material were thermally fused using a hot press equipped with an upper die having multiple protrusions.
- the protrusions were truncated cone-shaped protrusions with a diameter of 5 mm at the lower base, a diameter of 3 mm at the upper base, and a height of 50 ⁇ m.
- the density of the protrusions was one protrusion per 3 cm square.
- Example 1 As Example 1, the heater wire holding substrate 11 according to the first embodiment described with reference to Fig. 2 was produced. A heat-fusible resin material 22 not containing dispersed fine particles of a high thermal conductivity material was placed on a nonwoven fabric 21 on which fine aluminum particles were not vacuum-deposited, and these were heat-fused together by a hot press equipped with an upper die having multiple protrusions. The heating temperature by the hot press was 180°C, and the heating time was 10 seconds. This heat fusion formed a mixed fixed layer 41 in which the nonwoven fabric 21 and the heat-fusible resin material 22 were mixed together.
- Example 2 As Example 2, the heater wire holding substrate 12 according to the second embodiment described with reference to Fig. 3 was produced.
- a heat-fusible resin material 22 not containing dispersed fine particles of a high thermal conductivity material was placed on a nonwoven fabric material having aluminum fine particles 26 vacuum-deposited on a nonwoven fabric 21, and these were heat-fused together by a hot press equipped with an upper die having a plurality of protrusions.
- the heating temperature by the hot press was 180°C, and the heating time was 10 seconds.
- This heat fusion formed a mixed fixed layer 42 in which the nonwoven fabric 21, the aluminum fine particles 26, and the heat-fusible resin material 22 were mixed together.
- Example 3 As Example 3, the heater wire holding substrate 13 according to the third embodiment described with reference to FIG. 4 was produced.
- a heat-fusible resin material 23 having fine particles of a high thermal conductivity material dispersed therein was placed on a nonwoven fabric material having aluminum fine particles 26 vacuum-deposited on a nonwoven fabric 21, and these were heat-fused together by a hot press equipped with an upper die having a plurality of protrusions.
- the heating temperature by the hot press was 180° C., and the heating time was 20 seconds.
- This heat fusion formed a mixed fixed layer 43 in which the nonwoven fabric 21, the aluminum fine particles 26, and the heat-fusible resin material 23 having fine particles of a high thermal conductivity material dispersed therein were mixed together.
- Example 4 As Example 4, the heater wire holding substrate 14 according to the fourth embodiment described with reference to FIG. 5 was produced.
- a heat-sealable resin material 22 in which fine particles of a high thermal conductivity material are not dispersed was placed on a nonwoven fabric material in which fine aluminum particles 26 were vacuum-deposited on a nonwoven fabric 21, and these were heat-sealed by a hot press equipped with an upper die having a plurality of protrusions.
- the heating temperature by the hot press was 180° C., and the heating time was 10 seconds.
- a heat-sealable resin material 23 in which fine particles of a high thermal conductivity material are dispersed was placed on top of this, and these were heat-sealed by a hot press equipped with an upper die having a plurality of protrusions.
- the heating temperature by the hot press was 180° C., and the heating time was 20 seconds.
- a mixed fixed layer 44 was formed in which the nonwoven fabric 21, the fine aluminum particles 26, the heat-sealable resin material 22 in which fine particles of a high thermal conductivity material are not dispersed, and the heat-sealable resin material 23 in which fine particles of a high thermal conductivity material are dispersed were mixed.
- Example 5 As Example 5, the heater wire holding substrate 15 according to the fifth embodiment described with reference to Fig. 6 was produced.
- the heating temperature by the hot press was 180°C, and the heating time was 10 seconds. In this way, the heat-fusible resin material 24 in a state in which it had shrunk and small wrinkles were scattered was prepared.
- the heat-sealable resin material 24 which had small wrinkles scattered thereon due to the shrinkage described above, was placed on top of the nonwoven fabric 21 on which the fine aluminum particles had not been vacuum-deposited, and the two were heat-sealed using a hot press equipped with an upper die with multiple protrusions.
- the heating temperature for the hot press was 180°C, and the heating time was 10 seconds.
- This heat sealing formed a mixed adhesive layer 45 in which the nonwoven fabric 21 and the heat-sealable resin material 24 were mixed.
- Comparative Example 1 As Comparative Example 1, a sample was produced by placing a heat-fusible resin material 22 without dispersed fine particles of a high thermal conductivity material on a nonwoven fabric material in which aluminum fine particles 26 were vacuum-deposited on a nonwoven fabric 21, and heat-fusing them together using a hot press equipped with a flat upper die without protrusions. The heating temperature in the hot press was 180° C., and the heating time was 10 seconds. That is, a heater wire holding substrate having the same layer structure as in Example 2 but without a recess 33 was produced.
- Comparative Example 2 As a comparative example 2, a sample consisting of only the nonwoven fabric 21 on which no fine aluminum particles were vacuum-deposited was prepared as the heater wire holding substrate.
- a sheet heater was produced using the heater wire holding substrates according to the above-mentioned respective Examples and Comparative Examples. That is, as shown in FIG. 1 , a sheet heater 1 was produced in which a cord-shaped heating element 5 was fixed onto each heater wire holding substrate 10.
- the cord-like heating element 5 was as follows.
- the core was made of fully aromatic polyester fibers bundled together and had an outer diameter of 0.25 mm.
- the resistance wire was made of a copper-tin 3% alloy wire having a diameter of 0.075 mm. Three resistance wires were twisted together to make a twisted wire, and six of the twisted wires were aligned and wound transversely around the winding core at a pitch of 1.815 mm.
- An insulating coating layer of ETFE resin was extrusion-coated thereon to a thickness of 0.2 mm to produce a cord-like heating element 5 having an outer diameter of 0.9 mm.
- a cord-shaped heating element 5 was sewn and fixed to the surface of the heater wire holding substrate 12 of Example 2, and a heat-sealable resin material 23 in which fine particles of a high thermal conductivity material were dispersed was placed on top of that, and the planar heater 1 was fabricated by heat-sealing them using a hot press equipped with an upper mold without protrusions.
- the planar heater 1 used in the following experiments was
- thermocouples were used for the measurements.
- the thermocouples were placed in positions that did not contact the cord-shaped heating element, at the centre of the sheet heater and about 5 cm to the left and right.
- the tip of each thermocouple was fixed to the sheet heater with adhesive.
- the three thermocouples were connected to a general-purpose temperature logger and the temperature change every second was recorded, with the average of the three values being taken as the measured value.
- the seat heater was measured in this way under environmental conditions close to standalone conditions in order to clarify the essential performance differences between each sample.
- a temperature control thermocouple was also attached to the center of the sheet heater, adjacent to the measurement thermocouple.
- the temperature control thermocouple was positioned so that it did not come into contact with the cord-shaped heating element.
- the temperature control thermocouple was connected to a temperature controller. Since the resistance of the cord-shaped heating element is temperature dependent, the applied voltage (approximately 12.5 V) was fine-tuned for each sample while checking the power meter in advance so that the power consumption at 40°C was 82.1 W.
- the sheet heater was connected directly to a DC power supply without going through a temperature controller.
- the temperature measured using three thermocouples rose.
- the measurement value was the average of the three temperatures recorded by the temperature logger.
- the rise time was measured as the time from when the power supply was switched on until the surface temperature of the sheet heater reached 40°C.
- the surface heater was connected to a DC power source via an ON-OFF type temperature controller.
- the temperature controller was set to an OFF point temperature of 40°C, an ON point temperature of 39.5°C, and a hysteresis width of 0.5°C.
- the switch was turned ON to enter automatic temperature control mode, and power consumption was measured using an integrated wattmeter. The average integrated power consumption over a 30-minute period from the moment the power switch was turned ON was determined as the average power consumption.
- the sheet heater was hung in the air at 25°C in a windless environment and connected to a DC power source via a temperature controller.
- the temperature controller was set to 40°C and put into automatic temperature control mode.
- a black cloth large enough to hide the sheet heater was stretched in the air 15 cm away from the surface of the seat heater.
- the surface temperature of the black cloth, which corresponds to the center of the sheet heater was measured using a far-infrared thermograph. Measurements were taken at 1-minute intervals for 10 minutes, and the average temperature was determined as the far-infrared heating.
- a sheet heater was sandwiched between an insulating elastic sheet for automobiles and a skin cover.
- a DC power source was connected to the sheet heater, and 13.5 V DC was applied.
- Sitting stress was simulated using an anthropomorphic robot.
- One cycle consisted of rotating and sliding the seat to get in and sit on it, applying a load of 40 kg, and vibrating up and down 20 times, followed by the reverse motion to get out and get off. This cycle was repeated 10,000 times in a test.
- a sheet heater was sandwiched between an insulating elastic sheet for automobiles and a skin cover.
- a direct current power source was connected to the sheet heater, and the switch was turned off to de-energize the surface of the skin cover.
- the electrostatic charge was immediately measured at a distance of 25 mm using a static electricity tester.
- the heater wire holding substrates according to Examples 1 to 5 which were manufactured using a hot press equipped with an upper die having a protrusion 50 ⁇ m in height, had recesses 33 formed with a depth roughly corresponding to the protrusion of the upper die.
- the nonwoven fabric layer 31 sank 10 ⁇ m or more into the recesses 33.
- the heat-sealable resin layer 32 was sufficiently embedded in the nonwoven fabric layer 31 in the depth direction, and that a mixed fixed layer was formed that contained a mixture of nonwoven fabric, aluminum particles, high thermal conductivity material particles, heat-sealable resin material, etc.
- the distortion dimensions of the heater wire holding substrate were as follows. The distortion of the heater wire holding substrate was most pronounced at the four corners.
- the heater wire holding substrates of Examples 1 to 5, which had recesses 33 had small distortion. The distortion was so great that it was possible to sew the cord-shaped heating element 5 with an automatic sewing machine.
- the temperature was measured using a black cloth placed 15 cm away from the sheet heater.
- the sheet heater is used as a seat heater, the seat heater and the human body are in close contact.
- the sensation of warmth felt by the human body due to far infrared rays is greater than in this example.
- the heat energy contains fewer heat ray components that are unsuitable for heating the human body, and more far-infrared components that are effective for heating the human body. It has become clear that seat heaters using these materials can achieve energy-saving effects through far-infrared radiation.
- the heat-sealable resin layer 32 having the recesses 33 has sufficient durability against seating stress. It was also confirmed that the heat-sealable resin layer 32 having the recesses 33 can adequately protect the aluminum particles 26 adhering to the nonwoven fabric 21, providing a high level of safety.
- the heat-sealing resin material 23 in which the particles of a high thermal conductivity material are dispersed functions as an antistatic body. It was revealed that the seat heater using the heat-sealing resin material 23 in which the particles of a high thermal conductivity material are dispersed can reduce various noises caused by static electricity compared to the seat heater using the heat-sealing resin material 22 in which the particles of a high thermal conductivity material are not dispersed.
- a seat heater using the heater wire holding substrate 10 according to the embodiment can use a cord-shaped heating element, which has a proven reliability. Furthermore, a seat heater using the heater wire holding substrate 10 according to the embodiment can achieve a fast heating rate, low power consumption, and energy savings, even if the heater wire holding substrate is made of a thin nonwoven fabric with a low basis weight.
- the seat heater using the heater wire holding substrate 10 according to the embodiment is resistant to seating stress, has a high degree of freedom in design, and is also excellent in cost performance. Furthermore, the seat heater using the heater wire holding substrate 10 containing the heat-fusible resin material 23 in which fine particles of a highly thermally conductive material are dispersed has a function suitable for heating the human body by far-infrared radiation, and also has an antistatic function.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Surface Heating Bodies (AREA)
Abstract
Description
本発明は、ヒータ線保持基材に関する。 The present invention relates to a heater wire holding substrate.
一般に、各種の基材にコード状発熱体が固定された面状ヒータが知られている。このような面状ヒータの一つの形態は、古くから実用化されている電気カーペット等として広く知られている。電気カーペットは、例えば、フェルトといった厚手の不織布やポリウレタンフォーム等の断熱基材の表面に熱融着層が設けられ、その上に、表面に熱融着層が設けられたコード状発熱体が蛇行して配置され、更にその上に表皮が被せられ、それらの積層体が熱圧着によって融着固定された構造を有する。また、不織布等にコード状発熱体が縫い付けられて固定される縫合型の面状ヒータも知られている。 Generally, planar heaters in which a cord-like heating element is fixed to various substrates are known. One form of such planar heater is widely known as an electric carpet, which has been in practical use for a long time. An electric carpet has a structure in which, for example, a heat-sealing layer is provided on the surface of a heat-insulating substrate such as a thick nonwoven fabric such as felt or polyurethane foam, on which a cord-like heating element with a heat-sealing layer on its surface is arranged in a serpentine manner, and on top of that a skin is further placed, and these laminates are fused and fixed by thermocompression. Stitched planar heaters in which a cord-like heating element is sewn and fixed to a nonwoven fabric or the like are also known.
面状ヒータが自動車のシートヒータとして用いられるとき、電気カーペットより薄手の不織布基材が用いられることがある。例えば、特許文献1には、自動車のシートヒータとして用いられる面状ヒータについて開示されている。自動車用のシートヒータは、面状ヒータが、例えば断熱性の座席クッションに両面粘着テープで固定され、その上に表皮カバーが固着されずに被せられた構造を有する。このような面状ヒータは、即暖性、均一加熱性、省エネルギー性、屈曲耐久性、接触体感性など、各種の性能が求められている。特に、近年急速に普及している電気自動車においては、一度の充電による走行距離を延ばしたり積雪渋滞での暖房を維持したりするため、優れた省エネルギー性能が要求されている。このような高い性能を有する面状ヒータのためには、コード状発熱体を固定するヒータ線保持基材にも優れた性能が求められている。 When a sheet heater is used as a seat heater for an automobile, a nonwoven fabric substrate that is thinner than that of an electric carpet may be used. For example, Patent Document 1 discloses a sheet heater used as a seat heater for an automobile. An automobile seat heater has a structure in which a sheet heater is fixed to, for example, an insulating seat cushion with double-sided adhesive tape, and a skin cover is placed on top of it without being fixed. Such sheet heaters are required to have various performance properties, such as quick heating, uniform heating, energy saving, bending durability, and contact sensation. In particular, electric vehicles, which have become increasingly popular in recent years, require excellent energy saving performance to extend the driving distance per charge and maintain heating during snowy traffic jams. For sheet heaters with such high performance, excellent performance is also required for the heater wire holding substrate that fixes the cord-shaped heating element.
本発明は、優れたヒータ線保持基材を提供することを目的とする。 The objective of the present invention is to provide an excellent heater wire holding substrate.
本発明の一態様によれば、ヒータ線保持基材は、不織布を含む不織布層と、押出成形された熱融着性樹脂材を含み前記不織布層の上に熱融着された熱融着性樹脂層とを備え、熱融着された前記不織布層及び前記熱融着性樹脂層は、前記熱融着性樹脂層が前記不織布層の深さ方向に侵入している複数の凹部を有し、前記凹部により前記不織布と前記熱融着性樹脂材とが混在している混在固着層が形成されており、前記凹部において、前記不織布層の表面の沈み込み量は、10μm以上、かつ前記熱融着性樹脂層の厚さ寸法以下である。 According to one aspect of the present invention, the heater wire holding substrate comprises a nonwoven fabric layer containing a nonwoven fabric, and a heat-sealable resin layer containing an extruded heat-sealable resin material and heat-sealed onto the nonwoven fabric layer, the heat-sealed nonwoven fabric layer and the heat-sealable resin layer have a plurality of recesses in which the heat-sealable resin layer penetrates in the depth direction of the nonwoven fabric layer, the recesses form a mixed adhesion layer in which the nonwoven fabric and the heat-sealable resin material are mixed, and the amount of sinking of the surface of the nonwoven fabric layer in the recesses is 10 μm or more and is equal to or less than the thickness dimension of the heat-sealable resin layer.
本発明によれば、優れたヒータ線保持基材を提供できる。 The present invention provides an excellent heater wire holding substrate.
実施形態について図面を参照して説明する。本実施形態は、例えばシートヒータとして用いられ得る面状ヒータに関する。本実施形態の面状ヒータでは、長年シートヒータとして信頼性と経済性とを獲得しているコード状発熱体が用いられている。このコード状発熱体は、ヒータ線保持基材に設けられている。本実施形態のヒータ線保持基材は、特に、省エネ効果その他の各種効果を最大限に引き出すように構成されている。 The embodiment will be described with reference to the drawings. This embodiment relates to a planar heater that can be used, for example, as a seat heater. The planar heater of this embodiment uses a cord-shaped heating element that has been reliable and cost-effective as a seat heater for many years. This cord-shaped heating element is provided on a heater wire holding substrate. The heater wire holding substrate of this embodiment is particularly configured to maximize energy saving effects and various other effects.
一般に、ヒータ線保持基材には、不織布が用いられている。不織布は、ヒータ線を保持するための縫合や接着に適すること、耐屈曲性が優れていること、難燃性が確保できること、安価であることなどといった、各種利点を有する。一方で、安価で目付量が少ない薄手の不織布は、断熱効果が低く、そのような不織布を用いた面状ヒータは、温度上昇の立ち上がり速度が遅く、省エネルギー性能が比較的低くなる。本実施形態のヒータ線保持基材は、不織布が用いられ、その利点が維持されながら、その欠点が克服されている。 Generally, nonwoven fabric is used for the heater wire holding substrate. Nonwoven fabric has various advantages, such as being suitable for sewing or gluing to hold the heater wire, having excellent bending resistance, being flame retardant, and being inexpensive. On the other hand, inexpensive, thin nonwoven fabric with a low basis weight has a low insulating effect, and a planar heater using such nonwoven fabric has a slow temperature rise rate and relatively low energy saving performance. The heater wire holding substrate of this embodiment uses nonwoven fabric, and its disadvantages are overcome while maintaining its advantages.
[面状ヒータの構成]
図1Aは、本実施形態に係る面状ヒータ1の構成例の概略を示す模式的な平面図である。図1Bは、図1Aに示すIB-IB線に沿った面状ヒータ1の断面の概略を示す模式的な断面図である。
[Configuration of Planar Heater]
Fig. 1A is a schematic plan view showing an outline of a configuration example of a sheet heater 1 according to this embodiment. Fig. 1B is a schematic cross-sectional view showing an outline of a cross section of the sheet heater 1 taken along line IB-IB shown in Fig. 1A.
面状ヒータ1は、ヒータ線保持基材10の上にコード状発熱体5が固定された構造を有する。コード状発熱体5は、上糸6と下糸7とを用いた縫合によりヒータ線保持基材10に固定されている。例えば、ヒータ線保持基材10の表面にコード状発熱体5が自動ミシンのパターン・プログラムに従い敷線されるとともに、例えば上糸6と下糸7とにより千鳥縫いされて、コード状発熱体5がヒータ線保持基材10に縫い付けられて固定される。縫製の速度や縫い幅、糸の張力等を適度に調整することによって、コード状発熱体5を固定する強さと緩みを調整できる。面状ヒータ1がシートヒータとして用いられるとき、ユーザが着座することによる下方への変形ストレスは、コード状発熱体5の滑りによるずれで緩和され得る。このような構造により高い耐久性が得られる。ヒータ線保持基材10へのコード状発熱体5の固定は、縫合に限らず、例えば、熱融着性樹脂を用いて融着されていても、接着剤を用いて接着されていてもよい。
The sheet heater 1 has a structure in which a cord-
[ヒータ線保持基材の構成]
以下、ヒータ線保持基材10のいくつかの構成について説明する。
[Configuration of heater wire holding substrate]
Hereinafter, some configurations of the heater
〈第1実施形態〉
ヒータ線保持基材10の第1実施形態について図2を参照して説明する。図2は、本実施形態に係るヒータ線保持基材11の表面付近の構成例の概略を示す模式的な横断面図である。ヒータ線保持基材11は、不織布層31の上に熱融着性樹脂層32が設けられた構造を有する。
First Embodiment
A first embodiment of the heater
不織布層31は、目付量が80g/m2以上かつ350g/m2以下の不織布21を含む不織布材によって形成されていることが好ましい。不織布層31は、目付量が100g/m2以上かつ200g/m2以下の不織布21を含む不織布材によって形成されていることがさらに好ましい。不織布21の材質は、例えば、ポリオレフィン系の樹脂である。不織布21の目付量が80g/m2未満であると、腰が弱く、完成したヒータ線保持基材11にコード状発熱体5を固定したときに、コード状発熱体5の剛性に負けてヒータ線保持基材11が歪曲するおそれがある。また、不織布21の目付量が80g/m2未満であると、通気性がよく保温性が劣るので、省エネルギー性の面でも劣る可能性がある。一方、不織布21の目付量が350g/m2より多いと、完成したヒータ線保持基材11を例えばシートヒータに利用する場合、着座した際に人体感触として好ましくないゴワゴワ感を与えるおそれがある。また、不織布21の価格は目付量に正比例するように上昇するので、目付量が多すぎる不織布21は、経済的にも好ましくない。
The
上記の不織布材の上に、熱融着性樹脂が押出成形された熱融着性樹脂材22が配置され、熱融着性樹脂材22の全面にわたった不織布材に押圧熱融着されることで、熱融着性樹脂層32が形成されている。この熱融着性樹脂は、例えば、ポリオレフィン系の樹脂である。ポリオレフィン系の熱融着性樹脂を選択する理由は、一般的な不織布の材質がポリオレフィン系であること、難燃化しても比較的安価こと等である。ポリオレフィン系樹脂としては、ポリオレフィン樹脂又はオレフィン系共重合体が、単独で又は2種以上を組み合わされて、用いられ得る。ポリオレフィン樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリブテン等が用いられ得る。ポリエチレンは、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等を含む。オレフィン系共重合体としては、エチレンと、プロピレン、酢酸ビニル、アクリル酸、エチルアクリレート、塩化ビニルなどの何れかとの共重合体や、プロピレンと塩化ビニルとの共重合体などや、これらの変性体などが用いられ得る。
A heat-
本実施形態で用いられるポリオレフィン系樹脂としては、これらの中でも、難燃性を与えやすく、融点や熱融着性、及び価格等を考慮すると、ポリエチレン単独よりポリオレフィン共重合体が好ましい。 Among these, polyolefin-based resins used in this embodiment are preferably polyolefin copolymers rather than polyethylene alone, as they are more likely to impart flame retardancy and take into consideration the melting point, heat fusion properties, and cost.
熱融着性樹脂層32に用いられる熱融着性樹脂材22は、例えば、市販のポリオレフィン共重合体コンパウンドを、二軸延伸装置によりフィルム状に成形することで形成され得る。
The heat-
実質的に熱融着性樹脂材22の厚さに相当する熱融着性樹脂層32の厚さは、例えば、0.03mm~0.5mmであることが好ましい。熱融着性樹脂層32の厚さは、例えば、0.03mm~0.35mmであることがさらに好ましく、例えば、0.05mm~0.15mmであることがさらに好ましい。
The thickness of the heat-
上述の押圧熱融着は、複数の突起のある上金型を装備したホットプレス等によって行われる。上金型が複数の突起を有しているので、この処理はデボス加工となる。その結果、ヒータ線保持基材11の表面には、熱融着性樹脂層32が不織布層31の深さ方向に侵入している複数の凹部33が形成されている。ここで凹部33において、溶融した熱融着性樹脂層32は、不織布層31の表面のみならず凹部33において深さ方向にも侵入し、凹部33の側面でも不織布層31と融着し、不織布層31に固定されている。このようにして、不織布層31と熱融着性樹脂層32とが混在している混在固着層41が形成されている。熱融着は、連続加熱ロール装置等を利用して行われてもよい。
The above-mentioned pressure heat fusion is performed by a hot press or the like equipped with an upper die having multiple protrusions. Since the upper die has multiple protrusions, this process is called debossing. As a result,
凹部33において、不織布層31及び熱融着性樹脂層32は、その深さ方向について次のようになっていることが好ましい。すなわち、凹部33は、熱融着性樹脂層32が凹部33以外の部分よりも沈み込むことで形成されている。この熱融着性樹脂層32の沈み込みに伴い、不織布層31も、凹部33において、凹部33以外の部分に対して沈み込んでいる。凹部33における不織布層31の表面の沈み込み量、すなわち、凹部33以外の部分における不織布層31の表面位置と凹部33における不織布層31の表面位置との段差は、所定の範囲内であることが好ましい。具体的には、凹部33における不織布層31の沈み込み量は、10μm以上、かつ熱融着性樹脂層32の厚さ寸法以下であることが好ましい。凹部33における不織布層31の沈み込み量は、30μm以上、かつ熱融着性樹脂層32の厚さ寸法の1/2以下であることがさらに好ましい。
In the
不織布層31の表面の沈み込み量が10μmより小さいと、混在固着層41の形成が不十分であり、後述のピンホールや皺の発生の抑制の効果を十分得ることができないおそれがある。また、不織布層31の表面の沈み込み量が熱融着性樹脂層32の厚さ寸法より大きいと、凹部33の成形時に、熱融着性樹脂層32の凹部33の端部に亀裂が入りやすい。亀裂が入ると、ヒータ線保持基材11の機械的強度が低下するおそれがある上に、後述のピンホールや皺の発生の抑制の効果を十分に得ることができないおそれがある。
If the amount of sinking of the surface of the
凹部33の各々の熱融着性樹脂層32の表面における幅は、その最大部分において例えば1mm以上であることが好ましい。凹部33の各々の熱融着性樹脂層32の表面における幅は、その最大部分において例えば3mm~5mmであることがさらに好ましい。例えば、凹部33の熱融着性樹脂層32の表面における形状が円形である場合、その直径は1mm以上であることが好ましい。例えば、凹部33の熱融着性樹脂層32の表面における形状が円形である場合、その直径は3mm~5mmであることがさらに好ましい。
The width of each
ホットプレスの上金型に設けられた突起部分の形状は、例えば、円柱形状又は円錐台形状が好ましい。突起部分の形状が角のある角柱形状である場合、突起の押し込みによって熱融着性樹脂層32に亀裂が入るおそれがあるので、突起部分の形状は、角のない形状が好ましい。また、柔らかく不定形な不織布21に熱融着性樹脂材22の溶融樹脂が押し込まれるので、金型の抜けをスムーズにするため、突起部分の形状は、円柱にやや大きめのテーパー角度を設けた円錐台形状であることが好ましい。突起は、例えば、下底面の直径が5mmであり、上底面の直径が3mmである円錐台形状であってもよい。突起の大きさは、例えばヒータ線保持基材11に形成される凹部33の大きさが上述のような大きさとなるように、適宜調整される。
The shape of the protrusions provided on the upper die of the hot press is preferably, for example, a cylindrical shape or a truncated cone shape. If the shape of the protrusions is a rectangular column shape with corners, there is a risk that the heat-
凹部33は、例えば5cm四方に1個以上となるような密度で設けられていることが好ましい。凹部33は、例えば2cm~3cm四方に1個以上となるような密度で設けられていることがさらに好ましい。
The
〈ヒータ線保持基材について〉
シートヒータの省エネルギー化には、一つには、ヒータ加熱時に所定の設定温度になるまでの立ち上がり時間を短くすることが関与する。これには、ヒータ線保持基材の性能が寄与する。独立気泡的な空隙を有するポリウレタンフォームは、断熱性がよく、ヒータ加熱時の立ち上がり時間も短くなる。しかしながら、ポリウレタンフォームは、難燃性仕様のものでは非常に高価である。このため、シートヒータ用のヒータ線保持基材としては好ましくない。
<About the heater wire support substrate>
One way to save energy in a seat heater is to shorten the time it takes for the heater to reach a specified set temperature when it is heated by the heater. The performance of the heater wire holding substrate contributes to this. Polyurethane foam with closed cell-like voids has good heat insulation properties and shortens the time it takes for the heater to heat up. However, polyurethane foam with flame-retardant specifications is very expensive. For this reason, it is not preferable as a heater wire holding substrate for a seat heater.
これに対し、目付量が少ない薄手の不織布は、難燃仕様でも比較的安価であり、一般によく用いられている。しかしながら、空隙率が大きい不織布に直接コード状発熱体を配置すると、コード状発熱体からの熱は、接触熱伝導と対流とにより不織布に伝わり、不織布の繊維群が放熱フィンのように働く。その結果、ヒータ加熱時の立ち上がり時間は長くなり、エネルギー効率が悪くなる。このため、目付量が少ない薄手の不織布は、それのみではシートヒータ用のヒータ線保持基材として不適である。 In contrast, thin nonwoven fabrics with low basis weight are relatively inexpensive even when flame-retardant, and are commonly used. However, if a cord-like heating element is placed directly on nonwoven fabric with a high porosity, the heat from the cord-like heating element is transferred to the nonwoven fabric by contact thermal conduction and convection, and the fibers of the nonwoven fabric act as heat dissipation fins. As a result, the start-up time when the heater is heated becomes longer and energy efficiency decreases. For this reason, thin nonwoven fabrics with low basis weight are not suitable by themselves as a heater wire holding substrate for seat heaters.
そこで、不織布の表面を熱融着性フィルムなどで覆うことが考えられる。このようにすることで、少なくとも対流による熱損失が削減され、また、フィルムによる面方向への熱伝導が向上し、立ち上がり時間が短くなり、省エネルギー性が向上する。しかしながら、目付量が少ない薄手の不織布に熱融着性フィルムを熱融着すると、次のような課題が生じ得る。すなわち、一般に安価な熱融着性フィルムは、二軸延伸機により縦横方向に引き伸ばされて成形されるので、後工程での加熱・冷却により収縮が生じる。また、不織布表面の繊維密度の分布はランダムなので、熱融着性フィルムとの融着密度分布もランダムとなり、上述の熱融着フィルムの収縮の分布もランダムになる。その結果、熱融着性フィルムに収縮むらが生じ、熱融着性フィルムにピンホールや皺が生じやすく、またヒータ線保持基材全体としても歪曲変形が生じやすい。 Therefore, it is possible to cover the surface of the nonwoven fabric with a heat-sealing film or the like. This at least reduces heat loss due to convection, improves thermal conduction in the surface direction through the film, shortens the warm-up time, and improves energy saving. However, when a heat-sealing film is heat-sealed to a thin nonwoven fabric with a low basis weight, the following problems may arise. In general, inexpensive heat-sealing films are stretched lengthwise and widthwise by a biaxial stretching machine and molded, so shrinkage occurs due to heating and cooling in the post-process. In addition, since the distribution of fiber density on the surface of the nonwoven fabric is random, the fusion density distribution with the heat-sealing film is also random, and the shrinkage distribution of the above-mentioned heat-sealing film is also random. As a result, shrinkage irregularities occur in the heat-sealing film, pinholes and wrinkles are likely to occur in the heat-sealing film, and the heater wire holding substrate as a whole is prone to distortion and deformation.
ピンホールは、シートヒータの使用時において、加熱・冷却サイクルのストレスによって、また繰返し着座押圧のストレスによって、熱融着性フィルムの亀裂の起点になりやすい。また、ピンホールの多発は、不織布内の対流を増加させ、熱融着性フィルムの効果を低下させ、省エネルギー性能を低下させるおそれがある。また、ヒータ線保持基材全体の歪曲変形は、コード状発熱体をそこに縫合で固定する際には、正確な縫製動作の妨げとなり、コード状発熱体に通針不良を引き起こしやすい。またコード状発熱体をそこに接着で固定する際には、コード状発熱体の剛性によって、ヒータ線保持基材に最初に発生した皺と歪曲の程度が更に増大し、製品歩留の悪化を引き起こしやすい。 When the seat heater is in use, pinholes are likely to become the starting point for cracks in the heat-sealing film due to the stress of the heating and cooling cycles and the stress of repeated seating pressure. Furthermore, the occurrence of frequent pinholes increases convection within the nonwoven fabric, reducing the effectiveness of the heat-sealing film and the risk of reducing energy-saving performance. Furthermore, the distortion and deformation of the entire heater wire holding substrate can hinder accurate sewing operations when the cord-shaped heating element is fixed there by sewing, and is likely to cause poor needle passage into the cord-shaped heating element. Furthermore, when the cord-shaped heating element is fixed there by adhesive, the rigidity of the cord-shaped heating element further increases the degree of wrinkles and distortion that initially occurred in the heater wire holding substrate, which is likely to cause a deterioration in product yield.
これら課題に対して、本実施形態に係るヒータ線保持基材11では、デボス加工により、凹部33が形成されている。これにより、不織布21と熱融着性フィルムといった熱融着性樹脂材22を熱融着した際に発生する熱融着性樹脂材22の収縮力は、凹部33で緩和され、熱収縮の影響は、広範囲に及ばなくなる。より詳しくは、凹部33が設けられることで、熱融着性樹脂材22が不織布21の表面のみならず凹部33の側面でも不織布21に溶融侵入することで、熱融着性樹脂層32と不織布層31との接触機会が増加しており、熱融着性樹脂材22が不織布21を強く抱き込んで混在固着層41が形成されている。このため、熱融着性樹脂層32の収縮力が、凹部33で緩和して広範囲に及ばない。その結果、熱収縮によって熱融着性樹脂層32に発生し得るピンホールや皺の数が低減される。また、ヒータ線保持基材11全体としても歪曲変形が生じにくく、平面性の高いヒータ線保持基材11を実現できる。
In response to these problems, the heater
また、熱融着性樹脂層32によって不織布層31の内と外の空気の流通が遮断され、コード状発熱体5からの熱が、空隙の多い不織布層31内には拡散しにくくなっている。このようにして、本実施形態に係るヒータ線保持基材11では、断熱材的な働きが実現されている。また、コード状発熱体5からの熱は、連続固体である熱融着性樹脂層32によって平面方向に拡散しやすくなっている。以上のように、これら構成によって、目付量が少ない薄い不織布21を母材としつつも、省エネルギー化に有利なヒータ線保持基材11が実現される。このようにして上記課題を解決したヒータ線保持基材11がシートヒータといった面状ヒータ1に用いられることで、面状ヒータ1の高い省エネルギー性能が実現される。
In addition, the heat-sealing
上述のとおり熱融着性樹脂層32の厚さが0.03mm~0.5mmであることが好ましい理由は、熱融着性樹脂層32の厚さが0.03mmより薄い場合、凹部33を設けても、熱融着時の熱収縮力によってピンホールが多発するおそれがあるためである。また、熱融着性樹脂層32の厚さが0.5mmより厚い場合、不織布層31に歪曲が生じ、シートヒータ製作の歩留りが悪くなるおそれがある。また、熱融着性樹脂層32の厚さが0.5mmより厚い場合、シートヒータの昇温時の立ち上がり時間が長くなるとともに、オーバー・シュートが大きくなるため、消費電力が大きくなり、省エネルギー性能を低下させるおそれがある。
The reason why the thickness of the heat-
〈第2実施形態〉
ヒータ線保持基材10の第2実施形態について図3を参照して説明する。ここでは、第1実施形態との相違点について説明し、同一の部分については、同一の符号を付してその説明を省略する。図3は、本実施形態に係るヒータ線保持基材12の表面付近の構成例の概略を示す模式的な横断面図である。
Second Embodiment
A second embodiment of the heater
本実施形態のヒータ線保持基材12も、不織布層31の上に熱融着性樹脂層32が設けられた構造を有する。ここで本実施形態のヒータ線保持基材12では、不織布層31を構成する不織布構造体は、不織布21の表面にアルミニウムの微粒子26が付着したものである。
The heater
不織布21の表面へのアルミニウムの微粒子26の付着は、例えば、気相堆積、例えば真空蒸着、スパッタリング、プラズマ溶射等によって行われ得る。真空蒸着によれば、アルミニウムは原子レベルで堆積するので、形成されるアルミニウム堆積層は緻密となり、熱伝導の点から好ましい。スパッタリングやプラズマ溶射は堆積速度が速いが、形成されるアルミニウム堆積層は、微小ではあるものの粒状物の堆積となり、微細であっても空隙を含む。気相堆積による方法では、アルミニウムの微粒子26の量は、不織布21の深さ方向に応じて少なくなる。また、アルミニウムの微粒子26は、アルミニウム蒸発源から影になる面には付着されない。
The
また、不織布21の表面へのアルミニウムの微粒子26の付着は、例えば、アルミニウムの微粒子26を液状接着剤に混合し、不織布21の表面にそれを吹き付けて乾燥固着させることで行われてもよい。また、アルミニウムの微粒子26を含む不織布構造体は、予めアルミニウムコートされた長繊維の切り屑を集め、それを用いて不織布を形成することで作製されてもよい。
Also, the
アルミニウム堆積層の厚さは、例えば、3μm~50μm、好ましくは5μm~15μmである。アルミニウム堆積層の厚さが3μm以下の場合、アルミニウムによる熱伝導性が低下する。アルミニウム堆積層の厚さが50μm以上の場合、アルミニウム堆積層が剥がれ易くなる。また、アルミニウム堆積層の厚さが50μm以上の場合、不織布構造体の生産において、時間当たりの生産量が低下し、コストが高くなる。 The thickness of the aluminum deposition layer is, for example, 3 μm to 50 μm, and preferably 5 μm to 15 μm. If the thickness of the aluminum deposition layer is 3 μm or less, the thermal conductivity of the aluminum decreases. If the thickness of the aluminum deposition layer is 50 μm or more, the aluminum deposition layer becomes more likely to peel off. Furthermore, if the thickness of the aluminum deposition layer is 50 μm or more, the production volume per hour decreases and the cost increases in the production of the nonwoven fabric structure.
本実施形態においても、熱融着は、複数の突起のある上金型を装備したホットプレス等によってデボス加工を伴って行われ得る。本実施形態のヒータ線保持基材12では、凹部33によって形成される混在固着層42では、不織布21とアルミニウムの微粒子26とを含む不織布層31と熱融着性樹脂層32とが混在している。すなわち、混在固着層42では、不織布21とアルミニウムの微粒子26と熱融着性樹脂材22とが混在している。本実施形態においても、不織布21とアルミニウムの微粒子26とを含む不織布層31の表面の凹部33における沈み込み量は、10μm以上、かつ熱融着性樹脂層32の厚さ寸法以下であることが好ましい。
In this embodiment, too, the heat fusion can be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions. In the heater
本実施形態のヒータ線保持基材12によれば、コード状発熱体5からの熱は、混在固着層42のアルミニウムの微粒子26によって、第1実施形態のヒータ線保持基材11の場合よりも、さらに平面方向に拡散しやすくなっている。これにより、目付量が少なく薄い不織布21を母材にしたヒータ線保持基材12であっても、ヒータ線保持基材12を用いて製造された面状ヒータ1は、立ち上がり時間が短く、省エネルギー性能が高いものとなる。
In the heater
本実施形態のように、目付量が少ない薄手の不織布の表面にアルミニウムの微粒子を付着させた不織布材と熱融着性樹脂材とをホットプレス等により熱融着すると、一般的には、前述と同様の課題が生じ得る。すなわち、加熱・冷却過程で不織布材との接触密度差等によって熱融着性樹脂材に収縮むらができ、それによって熱融着性樹脂層にピンホールや皺ができやすい。また、ヒータ線保持基材全体としても歪曲変形が生じやすい。このとき、不織布材の内部では、アルミニウムの微粒子が付着した不織布の先端領域は不定形に引っ張られ、アルミニウムの微粒子の偏在が起こりやすい。この場合、平面方向の熱伝導性が不均一になるおそれがある。このような状態では、面状ヒータとしては、加熱の偏在を引き起こし、局所加熱を誘発するおそれがある。 When a nonwoven fabric material with aluminum particles attached to the surface of a thin nonwoven fabric with a low basis weight is heat-fused to a heat-sealable resin material by hot pressing or the like as in this embodiment, the same problems as described above may generally occur. That is, during the heating and cooling process, uneven shrinkage occurs in the heat-sealable resin material due to differences in contact density with the nonwoven fabric material, etc., which makes it easy for pinholes and wrinkles to form in the heat-sealable resin layer. In addition, the heater wire holding substrate as a whole is prone to distortion and deformation. At this time, inside the nonwoven fabric material, the tip region of the nonwoven fabric to which the aluminum particles are attached is pulled into an indefinite shape, making it easy for the aluminum particles to become unevenly distributed. In this case, there is a risk of uneven thermal conductivity in the planar direction. In such a state, as a planar heater, there is a risk of uneven heating and localized heating.
これに対して、本実施形態に係るヒータ線保持基材12では、デボス加工により、凹部33が形成されている。これにより、不織布21及びアルミニウムの微粒子26を含む不織布材と熱融着性樹脂材22とを熱融着した際に発生する熱融着性樹脂材22の収縮力は、凹部33で緩和され、熱収縮の影響は、広範囲に及ばないようになる。その結果、熱収縮によって熱融着性樹脂層32に発生し得るピンホールや皺の数が低減される。また、ヒータ線保持基材12全体としても歪曲変形が生じにくく、平面性の高いヒータ線保持基材12が実現される。また、加熱の偏在など局所加熱のおそれがないヒータ線保持基材12が実現される。
In contrast, in the heater
〈第3実施形態〉
ヒータ線保持基材10の第3実施形態について図4を参照して説明する。ここでは、第2実施形態との相違点について説明し、同一の部分については、同一の符号を付してその説明を省略する。図4は、本実施形態に係るヒータ線保持基材13の表面付近の構成例の概略を示す模式的な横断面図である。
Third Embodiment
A third embodiment of the heater
本実施形態のヒータ線保持基材13も、不織布層31の上に熱融着性樹脂層32が設けられた構造を有する。第2実施形態と同様に、不織布層31を構成する不織布構造体は、不織布21の表面にアルミニウムの微粒子26が付着したものである。本実施形態のヒータ線保持基材13では、熱融着性樹脂層32を構成する熱融着性樹脂構造体は、熱融着性樹脂に高熱伝導率材の微粒子が分散したものである。
The heater
高熱伝導率材の微粒子は、例えば、アルミニウム、銅などの金属微粒子であってもよい。また、高熱伝導率材の微粒子は、例えば、アルミナ、マグネシアなどのセラミック微粒子であってもよい。また、高熱伝導率材の微粒子は、例えば、黒鉛(グラファイト)の微粒子などであってもよい。また、高熱伝導率材の微粒子は、例えば、炭化ケイ素の微粒子などであってもよい。すなわち、例えば、熱融着性樹脂層32を構成する熱融着性樹脂構造体は、熱融着性樹脂にアルミニウム、銅、アルミナ、マグネシア及び黒鉛などのうち少なくとも何れか1つの微粒子が分散したものであってよい。
The fine particles of the high thermal conductivity material may be, for example, fine metal particles of aluminum, copper, etc. The fine particles of the high thermal conductivity material may be, for example, fine ceramic particles of alumina, magnesia, etc. The fine particles of the high thermal conductivity material may be, for example, fine graphite particles. The fine particles of the high thermal conductivity material may be, for example, fine silicon carbide particles. That is, for example, the heat-sealable resin structure constituting the heat-
本実施形態のヒータ線保持基材13では、このような高熱伝導率材の微粒子が分散した熱融着性樹脂構造体を含む熱融着性樹脂材23によって、熱融着性樹脂層32が形成されている。本実施形態の高熱伝導率材の微粒子が分散した熱融着性樹脂材23は、熱融着性樹脂のみからなる第2実施形態の熱融着性樹脂材22と比較して、熱伝導性に優れる。このため、高熱伝導率材の微粒子が分散した熱融着性樹脂材23によって形成された本実施形態のヒータ線保持基材13の熱融着性樹脂層32は、コード状発熱体5からの熱を平面方向に拡散しやすい。
In the heater
アルミニウム、銅などの金属微粒子は、高い熱伝導率を有する。一方で、これらはやや多目に添加しただけで熱融着性樹脂材23が硬くなり、デボス加工の際に、熱融着性樹脂層32に亀裂が入りやすい。このため、アルミニウム、銅などの金属微粒子はあまり多く添加できず、これらによって熱融着性樹脂層32の熱伝導性を顕著に高めるのは容易ではない。また、アルミナ、マグネシアのセラミック微粒子は、上記の金属微粒子よりやや多目に添加することはできる。一方で、これらは熱伝導率が比較的低く、これらによって熱融着性樹脂層32の熱伝導性を顕著に高めるのは容易ではない。鱗状黒鉛などの黒鉛は、金属材料に次いで比較的高い熱伝導率を有する。さらに、黒鉛は、滑性が高い。このため、黒鉛は、多目に添加しても熱融着性樹脂材23はあまり硬くならない。これらのことから、黒鉛は、熱融着性樹脂材23に添加する材料としては、特に好適である。
Metal particles such as aluminum and copper have high thermal conductivity. On the other hand, adding a little too much of these hardens the heat-
高熱伝導率材の微粒子を用いて熱融着性樹脂層32の平面方向の熱伝導性を高めることは、不織布21に付着したアルミニウムの微粒子26の不均一な熱伝導の補助を担うことができる。条件によっては、高熱伝導率材の微粒子を添加した熱融着性樹脂層32を形成することで、不織布21へのアルミニウムの微粒子26の付着を省くこともできる。
Increasing the thermal conductivity of the heat-
さらに、高熱伝導率材のうち鱗状黒鉛といった黒鉛を選択した場合、熱融着性樹脂層32は、上述の利点に加えて、面状ヒータ1に遠赤外線放射機能を与え得る。この遠赤外線放射機能によって、例えば、シートヒータは、接触熱伝導によって人体を加熱するほか、遠赤外線という熱線によって人体を加熱することができるようになる。その結果、熱融着性樹脂層32に黒鉛が添加されたヒータ線保持基材13を用いることで、シートヒータへの印加電力を減らしても体感温度を維持できるという省エネルギー効果が得られる。
Furthermore, when graphite such as scaly graphite is selected from among the high thermal conductivity materials, the heat-
本実施形態においても、熱融着は、複数の突起のある上金型を装備したホットプレス等によってデボス加工を伴って行われ得る。本実施形態のヒータ線保持基材13では、凹部33によって形成される混在固着層43では、不織布21とアルミニウムの微粒子26とを含む不織布層31と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂層32とが混在している。すなわち、混在固着層43では、不織布21とアルミニウムの微粒子26と高熱伝導率材の微粒子と熱融着性樹脂材とが混在している。
In this embodiment, too, the heat fusion can be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions. In the heater
本実施形態のように、目付量が少ない薄手の不織布の表面にアルミニウムの微粒子を付着させた不織布材と、黒鉛などを含む熱融着性樹脂材とをホットプレス等により熱融着すると、上述の場合と同様の課題が生じ得る。すなわち、一般的には、加熱・冷却過程で不織布材との接触密度差等によって熱融着性樹脂材に収縮むらができ、それによって熱融着性樹脂層にピンホールや皺ができやすい。また、ヒータ線保持基材全体としても歪曲変形を生じやすい。このとき、不織布材の内部では、アルミニウムの微粒子の偏在が起こり、平面方向の熱伝導性が不均一になるおそれがある。このような状態では、面状ヒータとしては、加熱の偏在を引き起こし、さらに、黒鉛などを含む熱融着性樹脂層が加熱の偏在を一層強め、局所加熱を誘発するおそれがある。 As in this embodiment, when a nonwoven fabric material in which aluminum particles are attached to the surface of a thin nonwoven fabric with a low basis weight is heat-fused to a heat-sealable resin material containing graphite or the like by hot pressing or the like, the same problems as those described above may occur. That is, in general, uneven shrinkage occurs in the heat-sealable resin material due to differences in contact density with the nonwoven fabric material during the heating and cooling process, which makes it easy for pinholes and wrinkles to form in the heat-sealable resin layer. In addition, the heater wire holding substrate as a whole is prone to distortion and deformation. At this time, aluminum particles may be unevenly distributed inside the nonwoven fabric material, which may cause uneven thermal conductivity in the planar direction. In such a state, the planar heater may cause uneven heating, and the heat-sealable resin layer containing graphite or the like may further strengthen the uneven heating, inducing local heating.
これに対して、本実施形態に係るヒータ線保持基材13では、デボス加工により、凹部33が形成されている。これにより、不織布材と熱融着性樹脂材23とを熱融着した際に発生する熱融着性樹脂材23の収縮力が、凹部33で緩和される。その結果、熱収縮によって熱融着性樹脂層32に発生し得るピンホールや皺の数が低減される。また、ヒータ線保持基材13全体としても歪曲変形が生じにくく、平面性の高いヒータ線保持基材13が実現される。また、加熱の偏在など局所加熱のおそれがない、ヒータ線保持基材13が実現される。
In contrast, in the heater
〈第4実施形態〉
ヒータ線保持基材10の第4実施形態について図5を参照して説明する。ここでは、第3実施形態との相違点について説明し、同一の部分については、同一の符号を付してその説明を省略する。図5は、本実施形態に係るヒータ線保持基材14の表面付近の構成例の概略を示す模式的な横断面図である。
Fourth Embodiment
A fourth embodiment of the heater
本実施形態のヒータ線保持基材14も、不織布層31の上に熱融着性樹脂層32が設けられた構造を有する。第3実施形態と同様に、不織布層31を構成する不織布構造体は、不織布21の表面にアルミニウムの微粒子26が付着したものである。本実施形態のヒータ線保持基材14では、熱融着性樹脂層32は、熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23と、熱融着性樹脂で形成された熱融着性樹脂材22とが積層された構造体である。熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23は、第3実施形態の熱融着性樹脂層32を構成する熱融着性樹脂材23と同様である。熱融着性樹脂で形成された熱融着性樹脂材22は、第2実施形態の熱融着性樹脂層32を構成する熱融着性樹脂材22と同様である。
The heater
例えば、ヒータ線保持基材14は、不織布材と熱融着性樹脂で形成された熱融着性樹脂材22とを熱融着させ、その後、さらに熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23を熱融着させることで形成される。不織布材と熱融着性樹脂で形成された熱融着性樹脂材22とを熱融着させたときに、熱融着性樹脂材22の収縮むらによって、ピンホールができたとしても、さらに熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23を熱融着することで、このピンホールが補修され得る。
For example, the heater
本実施形態においても、熱融着は、複数の突起のある上金型を装備したホットプレス等によってデボス加工を伴って行われ得る。なお、熱融着性樹脂で形成された熱融着性樹脂材22の熱融着と、熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23の熱融着との両方において、デボス加工を伴ったホットプレス等が行われてもよい。また、熱融着性樹脂で形成された熱融着性樹脂材22の熱融着においては、デボス加工を伴ったホットプレス等が行われ、熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23の熱融着においては、デボス加工を伴わないホットプレス等が行われてもよい。
In this embodiment, the heat fusion may be performed with debossing using a hot press or the like equipped with an upper die having multiple protrusions. Note that hot pressing or the like with debossing may be performed both in the heat fusion of the heat
本実施形態のヒータ線保持基材14では、凹部33によって形成される混在固着層44では、不織布21とアルミニウムの微粒子26とを含む不織布層31と、熱融着性樹脂材22と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂層32とが混在している。すなわち、混在固着層43では、不織布21とアルミニウムの微粒子26と高熱伝導率材の微粒子と熱融着性樹脂材とが混在している。
In the heater
熱融着性樹脂で形成された熱融着性樹脂材22と、熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23との上下の位置関係は、適宜に変更されてもよい。例えば、不織布材に、不織布21のみを用いるか、アルミニウムの微粒子26が付着した不織布21を用いるかによって、平面方向の熱伝導性が異なるので、それらの構造に応じて、熱融着性樹脂で形成された熱融着性樹脂材22と、熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23との上下の位置関係が変更されてもよい。
The vertical positional relationship between the heat-sealing
また、面状ヒータ1の構成については、熱融着性樹脂で形成された熱融着性樹脂材22と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23とが積層された熱融着性樹脂層32の上にコード状発熱体5が配置される構成に限らない。例えば、熱融着性樹脂で形成された熱融着性樹脂材22と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23との間にコード状発熱体5が配置されてもよい。コード状発熱体5の固定は、縫合に限らず、例えば、熱融着によって行われてもよい。熱融着性樹脂で形成された熱融着性樹脂材22と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23との間にコード状発熱体5が配置される場合、高い平面方向の熱伝導性が得られるため、特に面状ヒータ1の省エネルギー性能は高くなる。
Furthermore, the configuration of the planar heater 1 is not limited to a configuration in which the cord-shaped
熱融着性樹脂で形成された熱融着性樹脂材22と熱融着性樹脂に高熱伝導率材の微粒子が分散した熱融着性樹脂構造体で形成された熱融着性樹脂材23とを積層することは、コスト増にはなり得る。しかしながら、第1実施形態乃至第3実施形態の利点を全て得ながら、さらに発生し得るピンホールを塞ぐことで、不織布層31における対流による熱損失を著しく抑制することができる。その結果、省エネルギー性に貢献するヒータ線保持基材14が実現される。
Laminating the heat-
〈第5実施形態〉
ヒータ線保持基材10の第5実施形態について図6を参照して説明する。ここでは、第1実施形態との相違点について説明し、同一の部分については、同一の符号を付してその説明を省略する。図6は、本実施形態に係るヒータ線保持基材15の表面付近の構成例の概略を示す模式的な横断面図である。
Fifth embodiment
A fifth embodiment of the heater
本実施形態のヒータ線保持基材15も、不織布層31の上に熱融着性樹脂層32が設けられた構造を有する。ここで本実施形態のヒータ線保持基材15では、熱融着性樹脂層32を形成する熱融着性樹脂材24に、予め熱処理して収縮して皺を有する状態の熱融着性樹脂材を用いている。熱融着性樹脂材24は、例えば、二軸延伸装置により、例えば220℃の高温でフィルム状に形成された熱融着性樹脂材が、それよりも低い、例えば180℃の熱ローラーや熱風炉で加熱され、テンションをあまり掛けず、徐冷的な環境で巻き取られて、適度に収縮したものである。
The heater
本実施形態においても、熱融着は、複数の突起のある上金型を装備したホットプレス等によってデボス加工を伴って行われ得る。本実施形態のヒータ線保持基材15では、凹部33によって形成される混在固着層45では、不織布層31と熱融着性樹脂層32とが混在しており、不織布21と熱融着性樹脂材24とが混在している。
In this embodiment, the heat fusion can also be performed with debossing using a hot press or the like equipped with an upper die with multiple protrusions. In the heater
本実施形態のヒータ線保持基材15では、熱融着性樹脂材24が予め収縮しているので、不織布21への熱融着において、ピンホールや皺の発生が抑制され得、また、ヒータ線保持基材15全体の歪曲が抑制され得る。すなわち、第1実施形態乃至第3実施形態の利点を全て得ながら、加工の容易さと高い経済性とが実現され得る。
In the heater
なお、熱融着性樹脂材を予め収縮させることは、本実施形態のように第1実施形態の態様との組み合わせのみならず、第2乃至4実施形態の態様と組み合わせて用いられてもよい。 In addition, the pre-shrinking of the heat-sealable resin material may be used not only in combination with the first embodiment as in this embodiment, but also in combination with the second to fourth embodiments.
[ヒータ線保持基材の製造方法]
図7は、ヒータ線保持基材10の製造方法の一例の概略を示す。上述の通り、ヒータ線保持基材10の製造では、不織布材を準備し(ステップS1)、また、融着性樹脂材を準備する(ステップS2)。不織布材の上に融着性樹脂材を配置し、デボス加工を伴う押圧熱融着処理を行い(ステップS3)、ヒータ線保持基材10を完成させる。
[Method of manufacturing heater wire holding substrate]
7 shows an outline of an example of a method for manufacturing the heater
上述の5つの実施形態のヒータ線保持基材に係る実施例と、それらを用いたシートヒータの実施例について説明する。 We will explain examples of the heater wire holding substrates of the above five embodiments and examples of seat heaters using them.
[ヒータ線保持基材の作製]
〈不織布材〉
不織布として、FMVSS302の難燃規格適合の、目付量が約150g/m2、厚さが1.5mm、引張強度が縦横方向とも80N以上のものを使用した。
[Preparation of heater wire holding substrate]
<Nonwoven fabric>
The nonwoven fabric used was one that met the flame retardant standard FMVSS302, had a basis weight of about 150 g/m 2 , a thickness of 1.5 mm, and a tensile strength of 80 N or more in both the longitudinal and transverse directions.
不織布にアルミニウムの微粒子を付着させる場合には、次のように不織布材を作製した。すなわち、上述の不織布へのアルミニウムの微粒子の付着は、真空蒸着によって行った。真空蒸着における真空度は、約10-6Torrとした。不織布の表面におけるアルミニウム層の厚さは概ね10μmであり、不織布の深さ方向約50μmにおいてアルミニウム層の厚さが概ねゼロになった。 When aluminum particles were attached to the nonwoven fabric, the nonwoven fabric material was prepared as follows. That is, the aluminum particles were attached to the nonwoven fabric by vacuum deposition. The degree of vacuum in the vacuum deposition was about 10-6 Torr. The thickness of the aluminum layer on the surface of the nonwoven fabric was about 10 μm, and the thickness of the aluminum layer became about zero at about 50 μm in the depth direction of the nonwoven fabric.
〈熱融着性樹脂材〉
熱融着性樹脂として、市販の難燃性ポリオレフィン樹脂コンパウンドQU1548A1(三菱ケミカル(株)製)を使用した。この樹脂を用いて、短軸押出機からなる二軸延伸フィルム製造装置を使い、厚さ0.1mmの熱融着性樹脂材を作製した。
<Heat-adhesive resin material>
As the heat-sealable resin, a commercially available flame-retardant polyolefin resin compound QU1548A1 (manufactured by Mitsubishi Chemical Corporation) was used. Using this resin, a heat-sealable resin material having a thickness of 0.1 mm was produced using a biaxially stretched film manufacturing device consisting of a single-screw extruder.
高熱伝導率材の微粒子が分散した熱融着性樹脂材は、次のように作製した。すなわち、高熱伝導率材の微粒子として、鱗状黒鉛(グラファイト)MCP-10(日本黒鉛工業(株)製)を用いた。上述の難燃性ポリオレフィン樹脂コンパウンド100重量部に対し、鱗状黒鉛を10重量部添加した。これら混合物を混錬機でよく撹拌した。その後、短軸押出機を有する二軸延伸フィルム製造装置を使い、高熱伝導率材の微粒子が分散した厚さ0.1mmの熱融着性樹脂材、すなわち、黒色の高熱伝導率を有する熱融着性樹脂材を作製した。この黒色の高熱伝導率を有する熱融着性樹脂材の表面抵抗の平均値は、概ね108Ω/cm2であった。 The heat-sealable resin material in which fine particles of a high thermal conductivity material are dispersed was prepared as follows. That is, scaly graphite (graphite) MCP-10 (manufactured by Nippon Graphite Industries Co., Ltd.) was used as the fine particles of the high thermal conductivity material. 10 parts by weight of scaly graphite was added to 100 parts by weight of the above-mentioned flame-retardant polyolefin resin compound. The mixture was thoroughly stirred with a kneader. Then, a biaxially stretched film manufacturing device having a short-axis extruder was used to prepare a heat-sealable resin material having a thickness of 0.1 mm in which fine particles of a high thermal conductivity material are dispersed, that is, a black heat-sealable resin material having high thermal conductivity. The average surface resistance of this black heat-sealable resin material having high thermal conductivity was approximately 10 8 Ω/cm 2 .
〈熱融着〉
不織布材と熱融着性樹脂材との熱融着は、複数の突起のある上金型を装備したホットプレスにより行った。突起部分は、下底面の直径が5mmであり、上底面の直径3mmであり、高さが50μmである、円錐台形状の突起とした。突起の密度は、3cm四方に1個とした。
<Heat fusion>
The nonwoven fabric material and the heat-fusible resin material were thermally fused using a hot press equipped with an upper die having multiple protrusions. The protrusions were truncated cone-shaped protrusions with a diameter of 5 mm at the lower base, a diameter of 3 mm at the upper base, and a height of 50 μm. The density of the protrusions was one protrusion per 3 cm square.
〈実施例1〉
実施例1として、図2を参照して説明した第1実施形態に係るヒータ線保持基材11を作製した。アルミニウムの微粒子が真空蒸着されていない不織布21の上に、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は10秒とした。この熱融着により、不織布21と熱融着性樹脂材22とが混在した混在固着層41が形成された。
Example 1
As Example 1, the heater
〈実施例2〉
実施例2として、図3を参照して説明した第2実施形態に係るヒータ線保持基材12を作製した。不織布21上にアルミニウムの微粒子26が真空蒸着された不織布材の上に、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は10秒とした。この熱融着により、不織布21とアルミニウムの微粒子26と熱融着性樹脂材22とが混在した混在固着層42が形成された。
Example 2
As Example 2, the heater
〈実施例3〉
実施例3として、図4を参照して説明した第3実施形態に係るヒータ線保持基材13を作製した。不織布21上にアルミニウムの微粒子26が真空蒸着された不織布材の上に、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は20秒とした。この熱融着により、不織布21とアルミニウムの微粒子26と高熱伝導率材の微粒子が分散した熱融着性樹脂材23とが混在した混在固着層43が形成された。
Example 3
As Example 3, the heater
〈実施例4〉
実施例4として、図5を参照して説明した第4実施形態に係るヒータ線保持基材14を作製した。不織布21上にアルミニウムの微粒子26が真空蒸着された不織布材の上に、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は10秒とした。続いて、さらにこの上に、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は20秒とした。これらの熱融着により、不織布21とアルミニウムの微粒子26と高熱伝導率材の微粒子が分散していない熱融着性樹脂材22と高熱伝導率材の微粒子が分散した熱融着性樹脂材23とが混在した混在固着層44が形成された。
Example 4
As Example 4, the heater
〈実施例5〉
実施例5として、図6を参照して説明した第5実施形態に係るヒータ線保持基材15を作製した。高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を、平面のホットプレスで押圧加熱し、その後徐冷した。このときのホットプレスによる加熱温度は180℃、加熱時間は10秒とした。このようにして、収縮して小さな皺が散在する状態の熱融着性樹脂材24を準備した。
Example 5
As Example 5, the heater
アルミニウムの微粒子が真空蒸着されていない不織布21の上に、上述の収縮により小さな皺が散在する状態の熱融着性樹脂材24を配置し、複数の突起のある上金型を装備したホットプレスにより、これらを熱融着させた。ホットプレスによる加熱温度は180℃、加熱時間は10秒とした。この熱融着により、不織布21と熱融着性樹脂材24とが混在した混在固着層45が形成された。
The heat-
〈比較例1〉
比較例1として、不織布21上にアルミニウムの微粒子26が真空蒸着された不織布材の上に、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を配置し、突起がない平面状の上金型を装備したホットプレスにより、これらを熱融着させた試料を作製した。ホットプレスによる加熱温度は180℃、加熱時間は10秒とした。すなわち、実施例2と同じ層構造で、凹部33を有しないヒータ線保持基材を作製した。
Comparative Example 1
As Comparative Example 1, a sample was produced by placing a heat-
〈比較例2〉
比較例2として、アルミニウムの微粒子が真空蒸着されていない不織布21のみの試料をヒータ線保持基材として準備した。
Comparative Example 2
As a comparative example 2, a sample consisting of only the
〈試料〉
以上のとおり準備した実施例及び比較例に係る試料の構成を表1に示す。
<sample>
The configurations of the samples according to the examples and comparative examples prepared as described above are shown in Table 1.
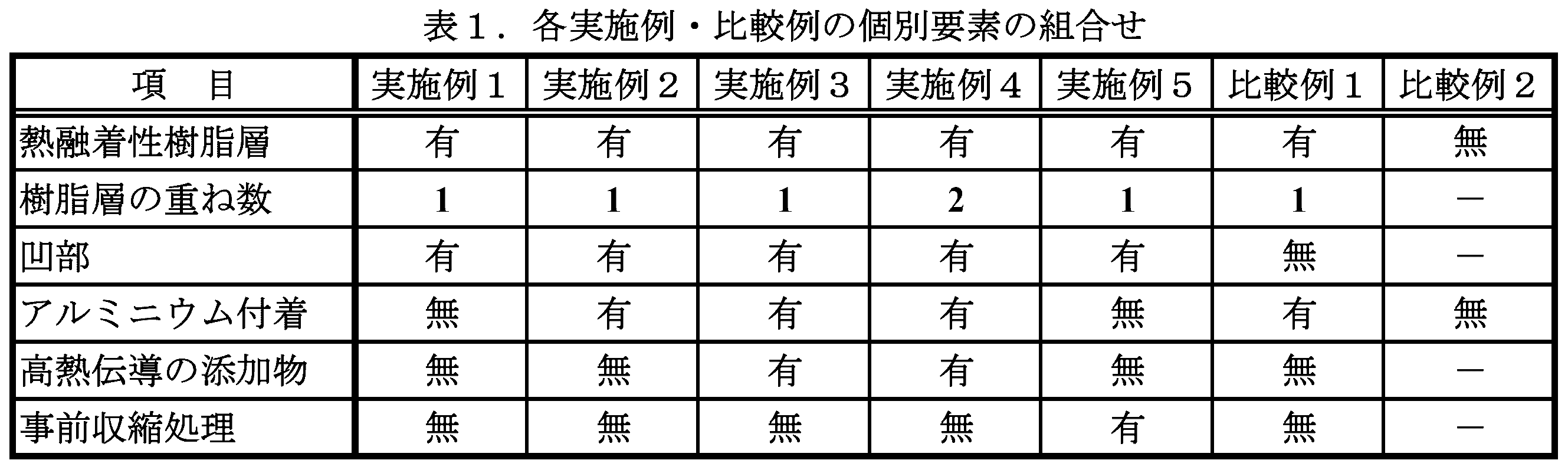
[面状ヒータの作製]
上述の各実施例及び比較例に係るヒータ線保持基材を用いて、面状ヒータを作製した。すなわち、図1に示したように、各ヒータ線保持基材10の上にコード状発熱体5を固定した面状ヒータ1を作製した。
[Fabrication of Planar Heater]
A sheet heater was produced using the heater wire holding substrates according to the above-mentioned respective Examples and Comparative Examples. That is, as shown in FIG. 1 , a sheet heater 1 was produced in which a cord-shaped
〈コード状発熱体〉
コード状発熱体5は次のとおりとした。巻芯には、全芳香族ポリエステル繊維を集束し、外径0.25mmとしたものを用いた。抵抗素線には、φ0.075mmの銅錫3%合金線を用いた。3本の抵抗素線を撚って撚り素線を作り、その撚り素線6本を引き揃えて、上記巻芯に1.815mmピッチで横巻きした。この上に絶縁被覆層としてETFE樹脂を0.2mmの厚さで押出し被覆して、外径0.9mmのコード状発熱体5を作製した。
<Code-shaped heating element>
The cord-
実施例1~5及び比較例1~2の全ての場合において、このコード状発熱体の敷線長は、5.75±0.06mとした。その抵抗値は、1.9±0.02Ωであった。 In all cases of Examples 1 to 5 and Comparative Examples 1 and 2, the length of the wire for this cord-shaped heating element was 5.75 ± 0.06 m. The resistance value was 1.9 ± 0.02 Ω.
〈コード状発熱体の固定〉
実施例1~5及び比較例1~2の全ての場合のヒータ線保持基材10に関して、自動ミシンを用いて蛇行パターン・プログラムに従い、ヒータ線保持基材10上に、コード状発熱体5を敷線すると同時に、それを上糸6と下糸7とにより縫合固定して、面状ヒータ1を作製した。
<Fixing cord-shaped heating element>
For all of the heater
なお、実施例4に対応する面状ヒータ1として、実施例2のヒータ線保持基材12の表面にコード状発熱体5を縫合固定し、その上に、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を配置し、突起のない上金型を装備したホットプレスにより、これらを熱融着させて作製した面状ヒータ1を以下の実験に用いた。
In addition, as a planar heater 1 corresponding to Example 4, a cord-shaped
[各種測定の方法]
〈ヒータ線保持基材の形状測定〉
実施例1~5及び比較例1に係るヒータ線保持基材の測定においては、それらを30cm四方に切断して試料とした。実施例1~5に係るヒータ線保持基材の断面を顕微鏡で観察し、凹部33の深さを測定した。なお、不織布は繊維が不定形に散在している構成を有するため、測定した深さは、平均的な概略値である。また、各試料の中央部10cm四方を顕微鏡で観察し、ピンホールの数を測定した。また、各試料の平面からの最大歪曲寸法を測定した。
[Methods of various measurements]
<Measuring the shape of the heater wire support substrate>
In the measurement of the heater wire holding substrates according to Examples 1 to 5 and Comparative Example 1, they were cut into 30 cm squares to prepare samples. The cross sections of the heater wire holding substrates according to Examples 1 to 5 were observed under a microscope, and the depth of the
〈面状ヒータの温度特性の測定〉
実施例1~5及び比較例1~2に係る面状ヒータの試料を、自動車用の断熱・弾性シートの上に接着せずに配置し、シートの表皮は被せず、直接面状ヒータの表面の温度特性を測定した。測定は、室温25℃の無風環境で行った。
<Measurement of temperature characteristics of a sheet heater>
The sheet heater samples according to Examples 1 to 5 and Comparative Examples 1 and 2 were placed on an insulating elastic sheet for automobiles without being adhered to it, and the temperature characteristics of the surface of the sheet heater were directly measured without covering it with the sheet skin. The measurements were performed in a windless environment at room temperature of 25°C.
測定には、3本の熱電対を用いた。熱電対は、コード状発熱体に接触しない位置であって、面状ヒータの中央部とその左右へそれぞれ約5cm離れた部分とに配置した。各熱電対の先端を、面状ヒータに接着剤で固定した。3本の熱電対を汎用の温度ロガーに接続し、1秒ごとの温度変化を記録し、3本の平均値を測定値とした。このようにシートヒータを単独に近い環境条件で測定するのは、各試料間の本質的な性能の差を明確にするためである。 Three thermocouples were used for the measurements. The thermocouples were placed in positions that did not contact the cord-shaped heating element, at the centre of the sheet heater and about 5 cm to the left and right. The tip of each thermocouple was fixed to the sheet heater with adhesive. The three thermocouples were connected to a general-purpose temperature logger and the temperature change every second was recorded, with the average of the three values being taken as the measured value. The seat heater was measured in this way under environmental conditions close to standalone conditions in order to clarify the essential performance differences between each sample.
また、面状ヒータの中央部に接着された測定用熱電対に隣り合わせた位置に、温度制御用の熱電対を接着した。温度制御用熱電対の配置は、コード状発熱体に接触しない位置とした。温度制御用熱電対を、温度制御器に接続した。コード状発熱体の抵抗は温度依存性があるので、試料ごとに、40℃の消費電力が82.1Wになるよう予め電力計を見ながら印加電圧(概ね12.5V)を微調整した。 A temperature control thermocouple was also attached to the center of the sheet heater, adjacent to the measurement thermocouple. The temperature control thermocouple was positioned so that it did not come into contact with the cord-shaped heating element. The temperature control thermocouple was connected to a temperature controller. Since the resistance of the cord-shaped heating element is temperature dependent, the applied voltage (approximately 12.5 V) was fine-tuned for each sample while checking the power meter in advance so that the power consumption at 40°C was 82.1 W.
立ち上がり時間の測定では、面状ヒータを、温度制御器を介さずに直接直流電源に接続した。電源のスイッチをONにすると、3本の熱電対を用いて測定される温度が上昇する。温度ロガーで記録された3つの温度を平均して測定値とした。各試料について、電源のスイッチをONにしてから面状ヒータの表面温度が40℃に達するまでの時間を、立ち上がり時間として測定した。 To measure the rise time, the sheet heater was connected directly to a DC power supply without going through a temperature controller. When the power supply was switched on, the temperature measured using three thermocouples rose. The measurement value was the average of the three temperatures recorded by the temperature logger. For each sample, the rise time was measured as the time from when the power supply was switched on until the surface temperature of the sheet heater reached 40°C.
消費電力の測定では、面状ヒータを、ON-OFFタイプの温度制御器を介して直流電源に接続した。温度制御器の設定は、OFF点設定温度を40℃、ON点設定温度を39.5℃、ヒステリシス幅0.5℃とした。スイッチをONにして自動温度制御状態にし、積算電力計を用いて消費電力を測定した。電源スイッチをONにした瞬間から30分間の積算電力の平均値を平均消費電力として決定した。 To measure power consumption, the surface heater was connected to a DC power source via an ON-OFF type temperature controller. The temperature controller was set to an OFF point temperature of 40°C, an ON point temperature of 39.5°C, and a hysteresis width of 0.5°C. The switch was turned ON to enter automatic temperature control mode, and power consumption was measured using an integrated wattmeter. The average integrated power consumption over a 30-minute period from the moment the power switch was turned ON was determined as the average power consumption.
〈面状ヒータの遠赤外線放射の測定〉
面状ヒータ単体を、25℃無風の空中に吊るし、温度制御器を介して直流電源に接続した。温度制御器の設定温度を40℃とし、自動温度制御状態にした。シートヒータの表面から15cm離れた空中に、面状ヒータが隠れる大きさの黒色の布を張った。面状ヒータの中央部に相当する黒色布の表面の温度を、遠赤外線サーモグラフィーを用いて測定した。1分間隔で10分間測定し、その平均温度を遠赤外線加熱として決定した。
<Measurement of far-infrared radiation from a sheet heater>
The sheet heater was hung in the air at 25°C in a windless environment and connected to a DC power source via a temperature controller. The temperature controller was set to 40°C and put into automatic temperature control mode. A black cloth large enough to hide the sheet heater was stretched in the
〈面状ヒータの着座ストレスに対する耐久性の測定〉
自動車用の断熱・弾性シートと表皮カバーとの間に面状ヒータを挟んで配置した。面状ヒータに、直流電源を接続し、直流13.5Vを印加した。人体模倣ロボットを用いて着座ストレスを模倣した。乗車と着座のためのシートの回転・スライド、40kgの荷重印加、上下振動20回の後、離座と降車のための逆動作を行い、これを1サイクルとした。このサイクルを1万回繰り返す試験を行った。この試験後、ヒータ線保持基材の破壊によって生じた蒸着アルミニウムの微小片が熱融着性樹脂層32から飛び出していないか、また、熱融着性樹脂層32の破壊によって黒鉛を含む微小片が飛散していないか等を、目視でチェックした。
<Measurement of durability against seating stress of sheet heater>
A sheet heater was sandwiched between an insulating elastic sheet for automobiles and a skin cover. A DC power source was connected to the sheet heater, and 13.5 V DC was applied. Sitting stress was simulated using an anthropomorphic robot. One cycle consisted of rotating and sliding the seat to get in and sit on it, applying a load of 40 kg, and vibrating up and down 20 times, followed by the reverse motion to get out and get off. This cycle was repeated 10,000 times in a test. After this test, it was visually checked whether minute pieces of evaporated aluminum, which were generated by the destruction of the heater wire holding substrate, had come out of the heat-
〈帯電防止能の測定〉
自動車用の断熱・弾性シートと表皮カバーとの間に面状ヒータを挟んで配置した。面状ヒータに、直流電源を接続し、スイッチOFFの非通電状態とした。表皮カバーの表面を約30cm四方にわたりポリエステルの布で強く10回擦った後に、直ちに静電気テスターを用いて、25mm離れた位置での帯電圧を測定した。
<Measurement of Antistatic Ability>
A sheet heater was sandwiched between an insulating elastic sheet for automobiles and a skin cover. A direct current power source was connected to the sheet heater, and the switch was turned off to de-energize the surface of the skin cover. After strongly rubbing the surface of the skin cover with a polyester cloth over an area of about 30 cm square 10 times, the electrostatic charge was immediately measured at a distance of 25 mm using a static electricity tester.
[各種測定の結果及び評価]
〈ヒータ線保持基材の形状〉
凹部33の深さ、ピンホールの数、及び歪曲の寸法の測定結果を表2に示す。
[Results and evaluation of various measurements]
<Shape of heater wire holding substrate>
The measurement results of the depth of the
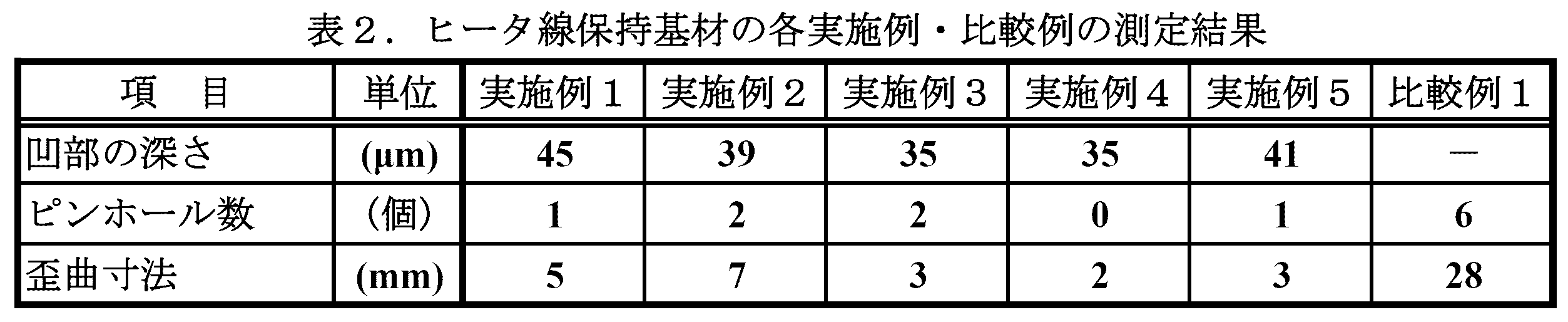
高さ50μmの突起を有する上金型を装備したホットプレスにより製造した実施例1~5に係るヒータ線保持基材には、概ね上金型の突起に対応した深さの凹部33が形成されていることが確認できた。凹部33において不織布層31は、10μm以上沈み込んでいた。不織布層31に熱融着性樹脂層32が深さ方向に十分に食い込んでいる状態であり、不織布、アルミニウムの微粒子、高熱伝導率材の微粒子、熱融着性樹脂材等が混在した混在固着層が形成されていることが確認できた。
It was confirmed that the heater wire holding substrates according to Examples 1 to 5, which were manufactured using a hot press equipped with an upper die having a protrusion 50 μm in height, had
また、ピンホールの数については、凹部が設けられていない比較例1のヒータ線保持基材では、非常に多数のピンホールが確認された。これに対して、凹部33が設けられた実施例1~5のヒータ線保持基材では、ピンホールの発生が抑制されていることが確認できた。これは、熱融着時に熱融着性樹脂層32に発生する収縮力が凹部33によって食い止められ、広範囲にわたる収縮力の拡大が緩和されていることを示している。
In addition, regarding the number of pinholes, a very large number of pinholes were confirmed in the heater wire holding substrate of Comparative Example 1, which had no recesses. In contrast, it was confirmed that the occurrence of pinholes was suppressed in the heater wire holding substrates of Examples 1 to 5, which had recesses 33. This indicates that the contraction force generated in the heat-
また、ヒータ線保持基材の歪曲寸法については、次の通りとなった。ヒータ線保持基材の歪曲は、何れも四隅の角部に最も大きく現れた。凹部が設けられていない比較例1のヒータ線保持基材では、歪曲が非常に大きかった。その歪曲は、コード状発熱体5を縫合する際に自動ミシンで縫合できない程度であり、自動ミシンを手動で操作しながらコード状発熱体5の縫合作業を行う必要が生じ、精度の高いコード状発熱体5の縫合は困難であった。これに対して、凹部33が設けられた実施例1~5のヒータ線保持基材では、歪曲が小さかった。その歪曲は、コード状発熱体5を縫合する際に自動ミシンで縫合できる程度であった。
The distortion dimensions of the heater wire holding substrate were as follows. The distortion of the heater wire holding substrate was most pronounced at the four corners. The heater wire holding substrate of Comparative Example 1, which had no recesses, had very large distortion. The distortion was so great that it was not possible to sew the cord-shaped
〈面状ヒータの特性〉
各種特性の測定結果を表3に示す。
<Characteristics of Planar Heater>
The measurement results of various properties are shown in Table 3.
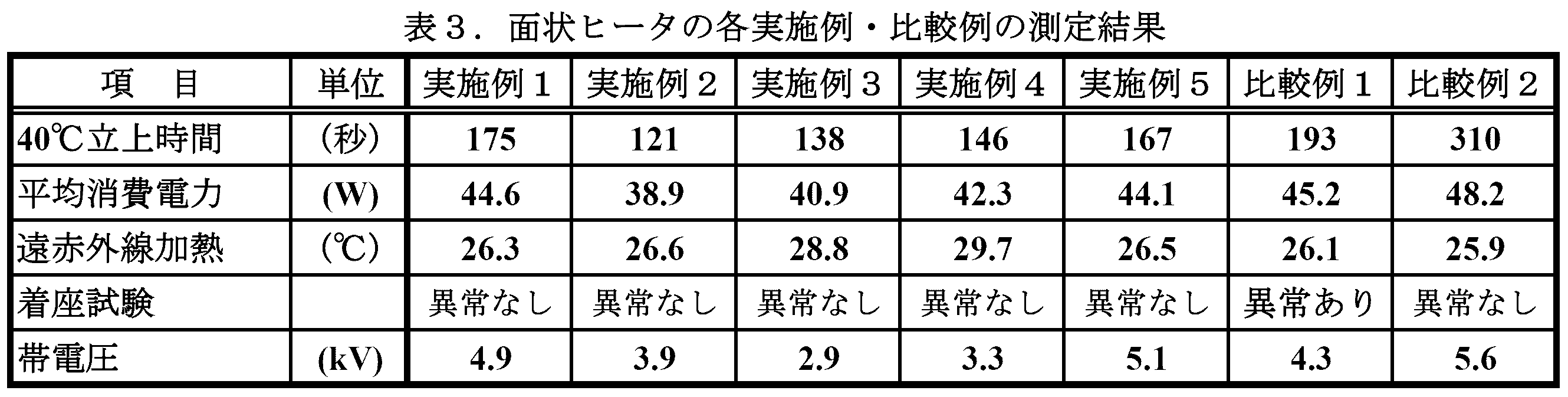
立ち上がり時間については、次のようになった。熱融着性樹脂層が設けられていない比較例2では、立ち上がり時間は非常に長かった。これに対して、熱融着性樹脂層32と、アルミニウムの微粒子26を含む不織布層31とを有する実施例2~4では、立ち上がり時間が顕著に短くなった。不織布層31に含まれるアルミニウムの微粒子26が立ち上がり時間の短縮に効果を発揮することが確認できた。また、不織布層31にアルミニウムの微粒子26を含まないが熱融着性樹脂層32を有する実施例1、5では、立ち上がり時間が比較例2の場合よりも短くなった。これらの結果から、熱融着性樹脂層32が立ち上り時間の短縮に効果を発揮することが確認できた。これは、熱融着性樹脂層32によって不織布21を流過する空気が遮断され、不織布21が断熱材的に働くためと考えられた。以上の通り、実施例1~5では、立ち上り時間が短縮され、省エネルギー効果が得られることが確認できた。なお、比較例1では、材料と構造に見合う立ち上り時間の短縮に効果が得られなかった。これは、コード状発熱体5の縫合を半手作業で行う必要があったことに起因すると考えられた。
The results of the rise time are as follows. In Comparative Example 2, which does not have a heat-sealable resin layer, the rise time was very long. In contrast, in Examples 2 to 4, which have a heat-
平均消費電力に関しても、実施例1~5及び比較例1~2では、立ち上がり時間と類似の傾向が認められ、実施例1~5では、省エネルギー効果が得られることが確認できた。 In terms of average power consumption, a similar trend was observed in start-up time for Examples 1 to 5 and Comparative Examples 1 and 2, and it was confirmed that energy-saving effects were achieved for Examples 1 to 5.
〈面状ヒータの遠赤外線放射〉
遠赤外線加熱の測定結果によると、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を有する実施例3、4の場合、概ね4℃~5℃の測定用黒色布の表面温度の上昇が認められた。この温度上昇は、遠赤外線放射による温度上昇が主である。これに対して、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を有する実施例1、2、5、及び比較例1、2の場合、測定用黒色布の表面温度の上昇は、概ね1℃程度であり小さかった。
<Far-infrared radiation from a sheet heater>
According to the results of the far-infrared heating measurement, in the case of Examples 3 and 4, which have the heat-
なお、本測定では、面状ヒータから15cm離れた位置に配置した黒色布で温度測定を行った。これに対して、面状ヒータがシートヒータとして用いられる場合には、シートヒータと人体は密接状態になる。この場合、遠赤外線による人体の暖房感は、本実施例の場合より大きくなる。 In this measurement, the temperature was measured using a black cloth placed 15 cm away from the sheet heater. In contrast, when the sheet heater is used as a seat heater, the seat heater and the human body are in close contact. In this case, the sensation of warmth felt by the human body due to far infrared rays is greater than in this example.
高熱伝導率材の微粒子が分散した熱融着性樹脂材23を有する実施例3、4の場合、発熱エネルギーのうち人体加熱には不向きな熱線成分が少なく、人体加熱に有効な遠赤外線成分が多くなる結果が得られた。これらを用いたシートヒータでは、遠赤外線放射による省エネルギー効果が得られることが明らかになった。
In the case of Examples 3 and 4, which have a heat-
〈面状ヒータの着座ストレスに対する耐久性〉
実施例1~5の場合には、試験後に熱融着性樹脂層32に皺が生じたが、熱融着性樹脂層32が破壊されることはなかった。また、実施例2~4の場合には、熱融着性樹脂層32を破ってアルミニウムの微粒子26やアルミニウムの微粒子26が付着した不織布21が面状ヒータ1の表面に出てくることはなかった。また、実施例3、4の場合には、熱融着性樹脂層32が破壊されることはなく、黒鉛を含む微小片の飛散も認められなかった。一方、比較例1の場合には、多数できたピンホールのうち大部分のピンホールにおいて、その縁にひび割れが発生していた。
<Durability of sheet heater against seating stress>
In the cases of Examples 1 to 5, wrinkles were formed in the heat-
このように、凹部33を有する熱融着性樹脂層32は、着座ストレスに対して十分な耐久性を有することが確認できた。また、凹部33を有する熱融着性樹脂層32は、不織布21に付着したアルミニウムの微粒子26を十分に保護し、高い安全性を提供できることが確認できた。
In this way, it was confirmed that the heat-
〈帯電防止能〉
アルミニウムの微粒子26と高熱伝導率材の微粒子が分散した熱融着性樹脂材23とを有する実施例3、4の場合、帯電圧が比較的低くなり、アルミニウムの微粒子26と高熱伝導率材の微粒子が分散した熱融着性樹脂材23とをいずれも有しない実施例1、5、比較例2の場合、帯電圧が比較的高くなるという結果が得られた。
<Antistatic ability>
In the case of Examples 3 and 4, which have
アルミニウムの微粒子26と高熱伝導率材の微粒子が分散した熱融着性樹脂材23とを有する実施例3、4の場合と、アルミニウムの微粒子26のみを有する実施例2、比較例1の場合とを比較すると、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を有する実施例3、4の場合に帯電圧が比較的低くなった。このことから、帯電した静電気が、抵抗値が低く電路としては優れているアルミニウムの微粒子26ではあまり消費されず、適度な高抵抗を有する高熱伝導率材の微粒子が分散した熱融着性樹脂材23で比較的早く消費されることが分かった。このように、高熱伝導率材の微粒子が分散した熱融着性樹脂材23は帯電防止体として機能することが明らかになった。高熱伝導率材の微粒子が分散した熱融着性樹脂材23を用いたシートヒータは、高熱伝導率材の微粒子が分散していない熱融着性樹脂材22を用いたシートヒータと比較して、静電気による各種ノイズを低減できることが明らかになった。
Comparing the cases of Examples 3 and 4 having the heat-sealing
以上の通りであり、実施形態に係るヒータ線保持基材10を用いたシートヒータでは、従来から信頼性が保証されているコード状発熱体が使用され得る。そして、実施形態に係るヒータ線保持基材10を用いたシートヒータは、目付量が少なく薄い不織布を母材にしたヒータ線保持基材であっても、昇温速度が速く、消費電力が小さく、省エネルギーを実現できる。
As described above, a seat heater using the heater
また、実施形態に係るヒータ線保持基材10を用いたシートヒータは、着座ストレスに強く、設計の自由度も高く、コストパフォーマンスにも優れている。さらに、高熱伝導率材の微粒子が分散した熱融着性樹脂材23を含むヒータ線保持基材10を用いたシートヒータは、遠赤外線放射による人体加熱に適した機能を有し、また、帯電防止機能も有しする。
The seat heater using the heater
以上、本発明について、好ましい実施形態を示して説明したが、本発明は、前述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることはいうまでもない。 The present invention has been described above by showing preferred embodiments, but it goes without saying that the present invention is not limited to the above-described embodiments, and various modifications can be made within the scope of the present invention.
Claims (12)
押出成形された熱融着性樹脂材を含み前記不織布層の上に熱融着された熱融着性樹脂層と
を備え、
熱融着された前記不織布層及び前記熱融着性樹脂層は、前記熱融着性樹脂層が前記不織布層の深さ方向に侵入している複数の凹部を有し、
前記凹部により前記不織布と前記熱融着性樹脂材とが混在している混在固着層が形成されており、
前記凹部において、前記不織布層の表面の沈み込み量は、10μm以上、かつ前記熱融着性樹脂層の厚さ寸法以下である、
ヒータ線保持基材。 A nonwoven fabric layer including a nonwoven fabric;
a heat-sealable resin layer including an extruded heat-sealable resin material and heat-sealed onto the nonwoven fabric layer;
The nonwoven fabric layer and the heat-sealable resin layer that are heat-sealed have a plurality of recesses in which the heat-sealable resin layer penetrates in a depth direction of the nonwoven fabric layer,
a mixed adhesive layer in which the nonwoven fabric and the thermal adhesive resin material are mixed is formed by the recess,
In the recess, the amount of sinking of the surface of the nonwoven fabric layer is 10 μm or more and is equal to or less than the thickness dimension of the thermally adhesive resin layer.
Heater wire holding substrate.
請求項1又は2に記載のヒータ線保持基材。 The maximum width of each of the recesses on the surface of the heat-sealable resin layer is 1 mm or more, and one or more of the recesses are provided per 5 cm square.
The heater wire-holding substrate according to claim 1 or 2.
前記熱融着性樹脂層の厚さは、0.03mm~0.5mmである、
請求項1乃至3の何れかに記載のヒータ線保持基材。 The thermally adhesive resin layer is formed of a polyolefin resin,
The thickness of the heat-sealable resin layer is 0.03 mm to 0.5 mm.
The heater wire-holding substrate according to claim 1 .
押出成形された熱融着性樹脂を含む熱融着性樹脂材を準備することと、
前記不織布材の上に前記熱融着性樹脂材を重ねて、突起のある上金型を装備したホットプレスによって、前記熱融着性樹脂材を全面にわたり前記不織布材に押圧熱融着させることと
を含み、
前記押圧熱融着によって、前記不織布材による不織布層と、前記熱融着性樹脂材による熱融着性樹脂層とを有し、前記熱融着性樹脂材が前記不織布材の深さ方向に加熱による溶融により侵入している複数の凹部を有し、前記凹部により前記不織布層と前記熱融着性樹脂層とが混在している混在固着層が形成されており、前記凹部において、前記不織布層の表面の沈み込み量は、10μm以上、かつ前記熱融着性樹脂層の厚さ寸法以下である、ヒータ線保持基材を形成する、
ヒータ線保持基材の製造方法。 Providing a nonwoven material comprising a nonwoven fabric;
Providing a heat-sealable resin material including an extruded heat-sealable resin;
and overlapping the heat-sealable resin material on the nonwoven fabric material, and pressing and heat-sealing the heat-sealable resin material over the entire surface of the nonwoven fabric material using a hot press equipped with an upper die having protrusions.
a heater wire holding substrate is formed by the press heat fusion, the heater wire holding substrate having a nonwoven fabric layer made of the nonwoven fabric material and a heat fusion resin layer made of the heat fusion resin material, the heat fusion resin material having a plurality of recesses penetrating in a depth direction of the nonwoven fabric material by melting due to heating, the recesses forming a mixed fixed layer in which the nonwoven fabric layer and the heat fusion resin layer are mixed, and an amount of sinking of the surface of the nonwoven fabric layer in the recesses is 10 μm or more and is equal to or less than a thickness dimension of the heat fusion resin layer;
A method for manufacturing a heater wire holding substrate.
前記不織布材を準備することは、
前記不織布の表面にアルミニウムの微粒子を気相堆積によって付着させることと、
前記不織布の表面にアルミニウムの微粒子を混合させた接着剤を吹き付けることによって付着させることと
の何れかを含む、
請求項10に記載のヒータ線保持基材の製造方法。 The nonwoven fabric material is a nonwoven fabric structure having aluminum fine particles attached to a surface of the nonwoven fabric,
Providing the nonwoven material includes:
depositing aluminum particles on the surface of the nonwoven fabric by vapor deposition;
and adhering the nonwoven fabric surface by spraying an adhesive containing aluminum particles thereon.
A method for producing the heater wire-holding substrate according to claim 10.
前記熱融着性樹脂層は、表面に皺を有する、
請求項10又は11に記載のヒータ線保持基材の製造方法。 preparing the heat-fusible resin material includes heat-shrinking the heat-fusible resin material including the extruded heat-fusible resin to make it wrinkled;
The heat-fusible resin layer has wrinkles on the surface.
A method for producing the heater wire-holding substrate according to claim 10 or 11.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023557671A JP7475756B1 (en) | 2023-06-09 | 2023-06-09 | Heater wire support substrate |
| PCT/JP2023/021588 WO2024252678A1 (en) | 2023-06-09 | 2023-06-09 | Heater-wire-holding base material |
| CN202380090963.2A CN120500905A (en) | 2023-06-09 | 2023-06-09 | Heating wire holding substrate |
| KR1020257018559A KR102894350B1 (en) | 2023-06-09 | 2023-06-09 | Heater wire protection support material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/021588 WO2024252678A1 (en) | 2023-06-09 | 2023-06-09 | Heater-wire-holding base material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024252678A1 true WO2024252678A1 (en) | 2024-12-12 |
Family
ID=90827073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/021588 Ceased WO2024252678A1 (en) | 2023-06-09 | 2023-06-09 | Heater-wire-holding base material |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7475756B1 (en) |
| KR (1) | KR102894350B1 (en) |
| CN (1) | CN120500905A (en) |
| WO (1) | WO2024252678A1 (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02301405A (en) * | 1989-05-16 | 1990-12-13 | Kobunshi Giken Kk | Plate for concrete frame and its manufacture |
| JPH06260264A (en) * | 1993-03-02 | 1994-09-16 | Dainippon Ink & Chem Inc | Method for manufacturing sheet heating element |
| JPH11254609A (en) * | 1998-03-16 | 1999-09-21 | Sekisui Chem Co Ltd | Manufacturing method of laminated sheet |
| JP2003147605A (en) * | 2001-11-13 | 2003-05-21 | Toray Ind Inc | Clothing products |
| JP3119185U (en) * | 2005-12-02 | 2006-02-16 | 岸本産業株式会社 | Insulated container |
| JP2006278202A (en) * | 2005-03-30 | 2006-10-12 | Matsushita Electric Ind Co Ltd | Polymer heating element and method for producing the same |
| JP2009190235A (en) * | 2008-02-13 | 2009-08-27 | Kao Corp | Manufacturing method of composite sheet |
| WO2020149306A1 (en) * | 2019-01-15 | 2020-07-23 | 積水化学工業株式会社 | Planar heating element |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4202071B2 (en) | 2001-09-20 | 2008-12-24 | 株式会社クラベ | Seat heater and method for manufacturing seat heater |
| KR20130002247U (en) * | 2011-10-04 | 2013-04-12 | 이현숙 | Segment temperature-controlled heating mat |
| CN102555312B (en) * | 2011-12-29 | 2016-07-13 | 福建恒安集团有限公司 | A kind of composite and preparation technology thereof |
| CN113966273A (en) * | 2019-06-17 | 2022-01-21 | 东洋纺株式会社 | Molding sheet and molded article |
| CN111546822B (en) * | 2020-05-12 | 2022-02-01 | 李季 | Cloth for cloth-pasted traditional Chinese painting, cloth treatment process and cloth-pasted painting manufacturing method |
-
2023
- 2023-06-09 JP JP2023557671A patent/JP7475756B1/en active Active
- 2023-06-09 WO PCT/JP2023/021588 patent/WO2024252678A1/en not_active Ceased
- 2023-06-09 KR KR1020257018559A patent/KR102894350B1/en active Active
- 2023-06-09 CN CN202380090963.2A patent/CN120500905A/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02301405A (en) * | 1989-05-16 | 1990-12-13 | Kobunshi Giken Kk | Plate for concrete frame and its manufacture |
| JPH06260264A (en) * | 1993-03-02 | 1994-09-16 | Dainippon Ink & Chem Inc | Method for manufacturing sheet heating element |
| JPH11254609A (en) * | 1998-03-16 | 1999-09-21 | Sekisui Chem Co Ltd | Manufacturing method of laminated sheet |
| JP2003147605A (en) * | 2001-11-13 | 2003-05-21 | Toray Ind Inc | Clothing products |
| JP2006278202A (en) * | 2005-03-30 | 2006-10-12 | Matsushita Electric Ind Co Ltd | Polymer heating element and method for producing the same |
| JP3119185U (en) * | 2005-12-02 | 2006-02-16 | 岸本産業株式会社 | Insulated container |
| JP2009190235A (en) * | 2008-02-13 | 2009-08-27 | Kao Corp | Manufacturing method of composite sheet |
| WO2020149306A1 (en) * | 2019-01-15 | 2020-07-23 | 積水化学工業株式会社 | Planar heating element |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102894350B1 (en) | 2025-12-03 |
| CN120500905A (en) | 2025-08-15 |
| KR20250103746A (en) | 2025-07-07 |
| JP7475756B1 (en) | 2024-04-30 |
| JPWO2024252678A1 (en) | 2024-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5201137B2 (en) | Polymer resistor | |
| JP2010169303A (en) | Electric warmer | |
| TW200925344A (en) | Electric heating fabric device | |
| JP2010052710A (en) | Heater, and heating device for vehicle using the same | |
| JP2006506784A (en) | Coated conductors and heaters where conductors are formed | |
| KR101748757B1 (en) | Heating sheet and manufacturing method thereof | |
| US11089658B2 (en) | Heating element | |
| TW201412178A (en) | Heating device of electric carpet, and manufacturing method and heating system thereof | |
| JP7475756B1 (en) | Heater wire support substrate | |
| JP2009199794A (en) | Planar heating element | |
| US8592725B1 (en) | Taped sealed heating system for low voltage heated garments | |
| CN115361890A (en) | Multi-layer buffer assembly for thermal management | |
| KR102820569B1 (en) | Face heater | |
| JP7575223B2 (en) | Heating and cooling devices | |
| TWI461092B (en) | Plane heater | |
| TW201134287A (en) | Manufacturing method of flexible flat bar heater by using carbon fiber filament as heating head | |
| JP2015232419A (en) | Planar warmer and method for manufacturing the same | |
| CN118591034A (en) | A carbon material electric heating film | |
| CN220273890U (en) | Safe electric heating pad product | |
| CN101422075A (en) | heated fabric | |
| JP2002175870A (en) | Surface heater and its manufacturing method | |
| JP2531356Y2 (en) | Electric carpet | |
| JPH02215078A (en) | Electric blanket main body and manufacture thereof | |
| JPS6242463Y2 (en) | ||
| JPS631433Y2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023557671 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23940774 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257018559 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257018559 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380090963.2 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380090963.2 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |