WO2024252888A1 - 溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材とその製造方法、および当該部材からなる自動車の骨格構造部品又は自動車の補強部品 - Google Patents
溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材とその製造方法、および当該部材からなる自動車の骨格構造部品又は自動車の補強部品 Download PDFInfo
- Publication number
- WO2024252888A1 WO2024252888A1 PCT/JP2024/018163 JP2024018163W WO2024252888A1 WO 2024252888 A1 WO2024252888 A1 WO 2024252888A1 JP 2024018163 W JP2024018163 W JP 2024018163W WO 2024252888 A1 WO2024252888 A1 WO 2024252888A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- hot
- dip galvanized
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0442—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/185—Hardening; Quenching with or without subsequent tempering from an intercritical temperature
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to hot-dip galvanized steel sheets and their manufacturing methods, components and their manufacturing methods, and automotive structural components or automotive reinforcing components made of said components.
- high-strength steel sheets used in automobile structural components are required to have high component strength when formed into automobile structural components.
- YS/TS x 100 hereafter also referred to as YR
- hot-dip galvanized steel sheets obtained by hot-dip galvanizing may be used for steel sheets used as materials for the frame structural parts of automobiles.
- Patent Document 1 describes a high-strength hot-dip galvanized steel sheet having a tensile strength of 780 MPa or more, comprising a base steel sheet and a hot-dip galvanized layer formed on the surface of the base steel sheet, the base steel sheet containing, by mass%, C: 0.050% to 0.200%, Si: 0.10% to 0.90%, Mn: 2.00% to 3.50%, P: 0.001% to 0.100%, S: 0.0200% or less, Al: 1.000% or less, N: 0.0100% or less, Ca: 0.0200% or less, and Cr: 0.300% or less, and satisfying the relationship [%Mn]/[%Si] of 2.9 to 11.7.
- the steel structure has an area ratio of one or two types selected from the group consisting of bainite and ferrite of 5% to 85% in total, an area ratio of tempered martensite of 65% or less, an area ratio of quenched martensite of 5% to 40% and an area ratio of retained austenite of 5.0% or less, a ratio of the amount of Si concentration to the amount of Mn concentration in the surface layer of the base steel sheet of 0.7 to 1.3, and the amount of diffusible hydrogen in the base steel sheet of 0.80 mass ppm or less.
- [%Mn] and [%Si] respectively indicate the content (mass%) of Mn and Si in the steel. " is disclosed.
- hot-dip galvanized steel sheets that have a high YR, stretch flangeability immediately after manufacturing, bendability immediately after manufacturing, and improved trim edge quality.
- the present invention was developed in consideration of the above-mentioned current situation, and aims to provide a hot-dip galvanized steel sheet that has a high YR, high stretch flangeability immediately after production, and high bendability immediately after production, as well as improved trim edge quality.
- the present invention also aims to provide a method for manufacturing the above-mentioned hot-dip galvanized steel sheet. Furthermore, the present invention also aims to provide a member made using the above-mentioned hot-dip galvanized steel sheet.
- YR YR is 55% or more.
- YR is calculated by the following formula (1).
- YR YS/TS ⁇ 100...(1)
- TS and YS are each measured in accordance with JIS Z 2241.
- High stretch flangeability immediately after production means that the hole expansion ratio (hereinafter also simply referred to as ⁇ ) measured in accordance with JIS Z 2256 is 30% or more when measured 24 hours after production.
- High bendability immediately after manufacture means that the crack length at the ridgeline of the bend apex of all samples after bending tests conducted in accordance with JIS Z 2248 (for details, see the description of the examples below) is 200 ⁇ m or less when measured 24 hours after manufacture.
- the bending test is determined by conducting a V-block method with a bending angle of 90 degrees.
- bending tests are conducted on five samples at an R where the value R/t obtained by dividing the bending radius (R) by the plate thickness (t) is approximately 4.5, that is, 4.3 to 4.7.
- the crack length at the ridgeline of the bend apex of all five samples is evaluated, and if the crack length of all samples is 200 ⁇ m or less, it is determined that the sample has high bendability immediately after manufacture.
- High trim edge quality means that no cracks are observed in the trim edges described in the examples below.
- the present inventors have conducted extensive research in order to achieve the above object, and as a result have obtained the following findings.
- the base steel sheet has a predetermined chemical composition and a steel structure containing a certain amount of martensite (quenched martensite, tempered martensite, and bainite), thereby obtaining a high YR.
- a hot-dip galvanized steel sheet comprising a base steel sheet and a hot-dip galvanized layer on a surface of the base steel sheet, the base steel sheet containing, by mass%, C: 0.030% or more and 0.500% or less, Si: 0.01% or more and 2.50% or less, Mn: 0.10% or more and 5.00% or less, P: 0.100% or less, S: 0.0200% or less, Al: 0.100% or less, N: 0.0100% or less, and O: 0.0100% or less, with the balance being Fe and unavoidable impurities; and an area ratio of martensite is 30% or more at a 1/4 position of the sheet thickness of the base steel sheet, a microstructure in which an area ratio of ferrite is 70% or less and a volume ratio of retained austenite is 20.0% or less, a low-temperature region diffusible hydrogen
- composition further contains, by mass%, at least one element selected from Ti: 0.200% or less, Nb: 0.200% or less, V: 0.200% or less, Ta: 0.10% or less, W: 0.10% or less, B: 0.0100% or less, Cr: 1.00% or less, Mo: 1.00% or less, Co: 0.010% or less, Ni: 1.00% or less, Cu: 1.00% or less, Sn: 0.200% or less, Sb: 0.200% or less, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, Zr: 0.100% or less, Te: 0.100% or less, Hf: 0.10% or less, and Bi: 0.200% or less.
- element selected from Ti: 0.200% or less, Nb: 0.200% or less, V: 0.200% or less, Ta: 0.10% or less, W: 0.10% or less, B: 0.0100% or less, Cr: 1.00% or less, Mo: 1.00%
- a method for producing a hot-rolled galvanized steel sheet comprising the steps of: hot-rolling a steel slab having the component composition according to [1] or [2] to obtain a hot-rolled steel sheet; pickling the hot-rolled steel sheet to obtain a pickled sheet; cold-rolling the pickled sheet with a cumulative rolling reduction of 20% to 75% to obtain a cold-rolled steel sheet; annealing the cold-rolled steel sheet under an annealing temperature of 780°C or more; hot-dip galvanizing the cold-rolled steel sheet to obtain a plated steel sheet; cooling the plated steel sheet under an average cooling rate of 1.0°C/s or more in a temperature range of 250°C to 400°C; and processing the plated steel sheet to provide a uniaxial tensile strain of 0.1% or more in a surface layer.
- a method for producing a component comprising a step of subjecting the hot-dip galvanized steel sheet according to any one of [1] to [3] to at least one of forming and joining to form a component.
- the present invention provides a hot-dip galvanized steel sheet that has a high YR, high stretch flangeability and bendability, and improved trim edge quality. This high YR results in high component strength when applied to automotive structural components.
- the hot-dip galvanized steel sheet of the present invention has a variety of excellent properties and can be applied to automobile structural parts of various sizes and shapes. This can improve fuel efficiency by reducing the weight of the vehicle body, making it extremely valuable in industry.
- C 0.030% or more and 0.500% or less
- C is one of the important basic components of steel.
- the area ratio of martensite and ferrite, the volume ratio of retained austenite, and the area ratio of the base steel sheet 24 hours after production are It is an important element that affects the amount of diffusible hydrogen in the low temperature region. If the C content is less than 0.030%, the area ratio of martensite decreases and the area ratio of ferrite increases, resulting in the desired YR.
- the C content is 0.
- the C content is preferably 0.030% or more and 0.500% or less.
- the C content is preferably 0.080% or more.
- the C content is preferably 0.400% or less.
- the C content is more preferably 0.110% or more.
- the C content is more preferably 0.350% or less.
- Si 0.01% or more and 2.50% or less
- Si is one of the important basic components of steel, and in particular, in the present disclosure, Si is an element that suppresses the formation of carbides during annealing and promotes the formation of retained austenite, thereby affecting the volume fraction of retained austenite.
- Si forms an internal oxide layer on the surface of the steel sheet, and when strain is applied to the surface of the plated steel sheet, it induces cracks in the plating, so it is an important element that affects the number and density of cracks that penetrate the plating layer. In order to obtain such an effect, the Si content is set to 0.01% or more.
- the Si content is preferably 0.01% or more and 2.50% or less.
- the Si content is preferably 0.20% or more.
- the Si content is preferably 2.00% or less.
- the Si content is more preferably 0.01% or more and 2.50% or less.
- the content is preferably 0.25% or more.
- the Si content is more preferably 1.50% or less.
- Mn 0.10% or more and 5.00% or less
- Mn is one of the important basic components of steel, and in the present disclosure, it is an important element that affects the area ratio of martensite and ferrite, and the volume ratio of retained austenite.
- strain When strain is applied to the plating layer of a plated steel sheet, it induces cracks in the plating, making it an important element that affects the number and density of cracks that penetrate the plating layer.
- Mn content exceeds 5.00%, the fraction of martensite increases, and further, the fraction of quenched martensite increases.
- the hydrogen content in the low-temperature region of the base steel sheet increases 24 hours after manufacture, resulting in a decrease in ⁇ and bendability, and a decrease in the quality of the trim edge. Therefore, the Mn content is set to 0.10% or more and 5.00% or less.
- the Mn content is preferably set to 1.00% or more.
- the Mn content is preferably set to 4.00% or less. % or less.
- the Mn content is more preferably 2.00% or more, and more preferably 3.50% or less.
- P 0.100% or less If P is excessive, it segregates at the prior austenite grain boundaries, embrittling the grain boundaries and reducing the ultimate deformability of the steel sheet, thereby reducing ⁇ and bendability. % or less.
- the P content be 0.001% or more. Therefore, the P content is set to 0.100% or less.
- the P content is preferably set to 0.001% or more.
- the P content is preferably set to 0.070% or less. .
- S 0.0200% or less
- S exists as sulfide and reduces the ultimate deformability of steel, resulting in a decrease in ⁇ and bendability. Therefore, the S content must be 0.0200% or less.
- the S content is preferably 0.0001% or more. Therefore, the S content is set to 0.0200% or less.
- the content of S is preferably 0.0001% or more.
- the content of S is preferably 0.0050% or less.
- Al 0.100% or less
- the Al content is set to 0.100%.
- the lower limit of the Al content is not particularly specified, the Al content is set to 0.001% or less because it suppresses the formation of carbides during continuous annealing and promotes the formation of retained austenite. Therefore, the Al content is set to 0.100% or less.
- the Al content is preferably set to 0.001% or more.
- the Al content is preferably set to 0.050% or less. do.
- N 0.0100% or less
- N exists as a nitride and reduces the ultimate deformability of the steel sheet, resulting in a decrease in ⁇ and bendability. Therefore, the N content must be 0.0100% or less.
- the N content is preferably 0.0005% or more. Therefore, the N content is set to 0.0100% or less.
- the content of N is preferably 0.0005% or more.
- the content of N is preferably 0.0050% or less.
- O exists as an oxide and reduces the ultimate deformability of the steel sheet, resulting in a decrease in ⁇ and bendability. Therefore, the O content must be 0.0100% or less. Although there is no particular lower limit for the content, due to restrictions in production technology, the O content is preferably 0.0001% or more. Therefore, the O content is set to 0.0100% or less. The content of O is preferably 0.0001% or more. The content of O is preferably 0.0050% or less.
- the base steel sheet of the hot-dip galvanized steel sheet according to one embodiment of the present invention has a composition containing the above elements with the balance being Fe and unavoidable impurities.
- the base steel sheet according to one embodiment of the present invention has a composition containing the above elements with the balance being Fe and unavoidable impurities.
- unavoidable impurities include Zn, Pb, and As. The inclusion of these impurities is acceptable as long as the total amount is 0.100% or less.
- composition of the base steel sheet of the hot-dip galvanized steel sheet disclosed herein further comprises, by mass%, Ti: 0.200% or less, Nb: 0.200% or less, V: 0.200% or less, Ta: 0.10% or less, W: 0.10% or less, B: 0.0100% or less, Cr: 1.00% or less, Mo: 1.00% or less, Ni: 1.00% or less, Co: 0.010% or less, Cu: At least one element selected from the following may be contained alone or in combination: 1.00% or less, Sn: 0.200% or less, Sb: 0.200% or less, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, Zr: 0.100% or less, Te: 0.100% or less, Hf: 0.10% or less, and Bi: 0.200% or less.
- Ti generates a large amount of coarse precipitates and inclusions, which reduces the ultimate deformability of the steel sheet, so that if the Ti content exceeds 0.200%, ⁇ and bendability are reduced.
- the Ti content is set to 0.200% or less.
- the lower limit of the Ti content is not particularly specified, by setting the Ti content to 0.001% or more, it is possible to prevent the occurrence of oxidative stress during hot rolling or continuous annealing. , forming fine carbides, nitrides, or carbonitrides. This increases the strength of the steel sheet and allows the YR to be controlled within a desired range. For this reason, the Ti content is set to 0.001%. Therefore, when Ti is added, the Ti content is set to 0.200% or less.
- the Ti content is preferably set to 0.001% or more.
- the Ti content is preferably set to 0. The percentage shall be 100% or less.
- Nb generates a large amount of coarse precipitates and inclusions, which reduces the ultimate deformability of the steel sheet, so that if the Nb content exceeds 0.200%, ⁇ and bendability are reduced.
- the Nb content is set to 0.200% or less.
- the lower limit of the Nb content is not particularly specified, by setting the Nb content to 0.001% or more, the Nb content can be reduced during hot rolling or continuous annealing. , and forms fine carbides, nitrides, or carbonitrides. This increases the strength of the steel sheet and allows the YR to be controlled within a desired range. For this reason, the Nb content is set to 0.001%. Therefore, when Nb is added, the Nb content is set to 0.200% or less.
- the Nb content is preferably set to 0.001% or more.
- the Nb content is preferably set to 0. The percentage shall be 100% or less.
- V generates a large amount of coarse precipitates and inclusions, which reduces the ultimate deformability of the steel sheet, so that if the V content exceeds 0.200%, ⁇ and bendability are reduced.
- the V content is set to 0.200% or less.
- the lower limit of the V content is not particularly specified, by setting the V content to 0.001% or more, the V content can be reduced during hot rolling or continuous annealing. , forming fine carbides, nitrides, or carbonitrides. This increases the strength of the steel sheet and allows the YR to be controlled within a desired range. For this reason, the V content is set to 0.001%. Therefore, when V is added, the V content is set to 0.200% or less.
- the V content is preferably set to 0.001% or more.
- the V content is preferably set to 0. The percentage shall be 100% or less.
- Ta and W are each set to 0.10% or less.
- the lower limits of the contents of Ta and W are not particularly specified, but fine carbides, nitrides or carbides may be generated during hot rolling or continuous annealing. Since this forms nitrides, and thus increases the strength of the steel sheet, the contents of Ta and W are preferably set to 0.01% or more. Therefore, when added, the contents of Ta and W are The Ta and W contents are each set to 0.10% or less.
- the Ta and W contents are each set to 0.01% or more.
- the Ta and W contents are each set to 0.08% or less.
- B 0.0100% or less
- the content of B is set to 0.0100% or less.
- the amount of B is more preferably 0.0003% or more. Therefore, when B is contained, its content is 0.0100% or less.
- the content of B is more preferably 0.0003% or more.
- the B content is more preferably 0.0080% or less.
- Cr 1.00% or less, Mo: 1.00% or less, Ni: 1.00% or less
- the content of Mo and Ni is set to 1.00% or less.
- the lower limit of the content of Cr, Mo and Ni is not particularly specified, but since these elements improve hardenability, Cr, Mo and Ni are set to 1.00% or less.
- the content of Cr, Mo and Ni is preferably 0.01% or more. Therefore, when added, the content of Cr, Mo and Ni is preferably 1.00% or less.
- Content of Cr, Mo and Ni The content of Cr, Mo and Ni is preferably 0.01% or more.
- the content of Cr, Mo and Ni is preferably 0.80% or less.
- Co 0.010% or less
- the lower limit of the Co content is not particularly specified, but since Co is an element that improves hardenability, the Co content should be 0.001% or more. Therefore, when Co is added, the Co content is set to 0.010% or less.
- the Co content is preferably set to 0.001% or more.
- the Co content is preferably set to 0.008% or less. Let us assume that.
- Cu 1.00% or less
- the lower limit of the Cu content is not particularly specified, but since Cu is an element that improves hardenability, the Cu content should be 0.01% or more. Therefore, when added, the Cu content is set to 1.00% or less.
- the Cu content is preferably set to 0.01% or more.
- the Cu content is preferably set to 0.80% or less. Let us assume that.
- Sn content is set to 0.200% or less. Although there is no particular lower limit for the Sn content, since Sn is an element that improves hardenability, the Sn content is set to 0.001% or less. Therefore, when Sn is added, the Sn content is set to 0.200% or less. The Sn content is preferably set to 0.001% or more. The Sn content is preferably The content shall be 0.100% or less.
- Sb 0.200% or less If the Sb content exceeds 0.200%, the amount of coarse precipitates and inclusions increases, which reduces the ultimate deformability of the steel sheet, thereby reducing ⁇ and bendability.
- the lower limit of the Sb content is not particularly specified, but since Sb is an element that controls the softened surface thickness and enables strength adjustment, the Sb content is set to 0. It is preferable that the Sb content is 0.001% or more. Therefore, when Sb is added, the Sb content is 0.200% or less.
- the Sb content is preferably 0.001% or more. , and preferably 0.100% or less.
- Ca, Mg and REM 0.0100% or less
- the contents of Ca, Mg and REM are each set to 0.0100% or less.
- the lower limits of the contents of Ca, Mg and REM are not particularly specified, but these elements are effective in making the shape of nitrides and sulfides spheroidal. Since these elements improve the ultimate deformability of the steel sheet, the contents of Ca, Mg and REM are preferably 0.0005% or more.
- the contents of Ca, Mg and REM are each set to 0.0100% or less.
- the contents of Ca, Mg and REM are each set to 0.0005% or more.
- the contents of Ca, Mg and REM are each set to 0.0050% or less.
- REM rare earth elements
- REM is a collective term for 15 elements ranging from Sc, Y, and lanthanum (La) with atomic number 57 to lutetium (Lu) with atomic number 71.
- the REM content here refers to the total amount of these elements. The total content of the elements.
- Zr: 0.100% or less, Te: 0.100% or less If the content of Zr and Te exceeds 0.100%, the amount of coarse precipitates and inclusions increases, which reduces the ultimate deformability of the steel sheet, thereby reducing ⁇ and bendability.
- the content of each element must be 0.100% or less. There is no particular lower limit for the content of Zr or Te, but the Zr and Te contents are preferably selected from the viewpoints of spheroidizing the shape of nitrides and sulfides and improving the ultimate deformability of the steel sheet. Since Zr and Te are elements, it is preferable that the content of each of Zr and Te is 0.001% or more. Therefore, when added, the content of Zr and Te is 0.100% or less.
- the content of each of Zr and Te is preferably 0.001% or more, and the content of each of Zr and Te is preferably 0.080% or less.
- Hf 0.10% or less
- the lower limit of the Hf content is not particularly specified, but since Hf is an element that makes the shape of nitrides and sulfides spheroidal and improves the ultimate deformability of the steel sheet, the content of Hf is set to 0.10% or less.
- the content is preferably 0.01% or more. Therefore, when added, the Hf content is 0.10% or less.
- the Hf content is preferably 0.01% or more.
- the content is preferably 0.08% or less.
- Bi 0.200% or less
- the lower limit of the Bi content is not particularly specified, but since Bi is an element that reduces segregation, the Bi content is preferably 0.001% or more. Therefore, when Bi is added, the Bi content is set to 0.200% or less. The Bi content is preferably set to 0.001% or more. The Bi content is preferably set to 0.100% or less. do.
- a certain amount of martensite is contained in the microstructure of the base steel plate. Specifically, by making the area ratio of martensite at the 1/4 position of the plate thickness of the base steel plate 30% or more, it is possible to realize a desired YR, high ⁇ , and high bendability. Therefore, the area ratio of martensite at the 1/4 position of the plate thickness of the base steel plate is 30% or more.
- the area ratio of martensite at the 1/4 position of the plate thickness of the base steel plate is preferably 35% or more, more preferably 40% or more, and even more preferably 45% or more.
- the area ratio of martensite at the 1/4 position of the plate thickness of the base steel plate is preferably 99% or less, more preferably 98% or less, and even more preferably 97% or less.
- the martensite referred to here includes tempered martensite and bainite in addition to quenched martensite (fresh martensite).
- the area ratio of ferrite at the 1/4 thickness position of the base steel plate is set to 70% or less.
- the area ratio of ferrite at the 1/4 thickness position of the base steel plate is preferably 60% or less.
- the area ratio of ferrite at the 1/4 thickness position of the base steel plate may be 0%.
- the area ratio of ferrite at the 1/4 thickness position of the base steel plate is preferably 1% or more, more preferably 2% or more.
- the ferrite referred to here may be defined as bainitic ferrite.
- the method for measuring the area ratio of martensite (quenched martensite, tempered martensite, and bainite) and ferrite (bainitic ferrite) at the 1/4 position in the plate thickness of the base steel plate is as follows.
- the observation surface After cutting out the sample so that the plate thickness cross section (L cross section) parallel to the rolling direction of the steel plate is the observation surface, the observation surface is mirror-polished using diamond paste, and then etched with 3 vol. % nital to reveal the structure.
- SEM Sccanning Electron Microscope
- the observation position is set to 1/4 of the plate thickness of the base steel plate, and three fields of view are observed at a magnification of 5000 times and a field of view of 17 ⁇ m x 23 ⁇ m.
- the obtained structure image is processed as follows using Adobe Photoshop from Adobe Systems.
- ferrite (bainitic ferrite), martensite (tempered martensite, bainite, and quenched martensite)) divided by the measured area is calculated for three fields of view, and these values are averaged to determine the area ratio of each structure.
- ferrite (bainitic ferrite) is a concave structure that is flat and does not contain carbides.
- tempered martensite and bainite are concave structures that contain fine carbides
- quenched martensite is a convex structure with fine irregularities inside the structure, and they are distinguishable from each other. Note that tempered martensite and bainite do not need to be distinguishable from each other, since the total area ratio is calculated as the area ratio of martensite.
- volume fraction of retained austenite at 1/4 thickness position of base steel plate 20.0% or less
- the volume fraction of the retained austenite in the microstructure of the base steel sheet is 20.0% or less
- the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture can be reduced. Therefore, the volume fraction of the retained austenite is set to 20.0% or less. If the volume fraction of the retained austenite is 15.0% or less, the carbon concentration in the retained austenite increases, and the stress-induced transformation of the retained austenite during tensile deformation is suppressed, so that a high YR can be achieved.
- the volume fraction of the retained austenite is preferably 15.0% or less, more preferably 10.0% or less, and even more preferably 5.0% or less.
- the lower limit of the volume fraction of the retained austenite is not particularly limited, and the desired characteristics can be obtained even if it is 0%.
- volume fraction of retained austenite at 1/4 of the plate thickness of the base steel plate is measured as follows.
- the base steel plate is polished by chemical polishing for a further 0.1 mm so that the observation surface is located 1/4 of the plate thickness from the surface (a position corresponding to 1/4 of the plate thickness in the depth direction from the surface of the base steel plate).
- an X-ray diffraction device is used with a Co K ⁇ source to measure the integrated reflection intensities of the (200), (220), and (311) surfaces of fcc iron (austenite) and the (200), (211), and (220) surfaces of bcc iron.
- the volume fraction of austenite is calculated from the intensity ratio of the integrated reflection intensity from each surface of fcc iron (austenite) to the integrated reflection intensity from each surface of bcc iron, and this is taken as the volume fraction of retained austenite.
- the area ratio of the remaining structure other than martensite, ferrite, and retained austenite is preferably 5% or less.
- the remaining structure include other structures known as steel plate structures, such as pearlite, cementite, and carbides such as metastable carbides (epsilon ( ⁇ ) carbide, eta ( ⁇ ) carbide, chi ( ⁇ ) carbide, etc.).
- the remaining structure can be identified, for example, by observation using a SEM.
- the area ratio of the remaining structure is calculated by the following formula:
- the volume ratio of the retained austenite is considered to be approximately equal to the area ratio, and is defined in the following formula.
- [Area ratio of remaining structure (%)] 100 - [Area ratio of martensite (%)] - [Area ratio of ferrite (%)] - [Area ratio of retained austenite (%)]
- the amount of hydrogen has a large effect on the quality of the trimmed edge at the exit side of the production line in a continuous annealing line. That is, the inventors have found that the quality of the trimmed edge is largely dependent on the amount of hydrogen released in the low temperature region, specifically, the temperature region from room temperature to 50°C, rather than the amount of hydrogen released from the base steel sheet in the high temperature region when the base steel sheet is heated. Furthermore, in order to significantly improve the quality of the trim edge while having a high YR, high ⁇ and bendability, the following findings were obtained.
- the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture is set to 0.015 mass ppm or less.
- the lower the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture the more preferable it is, preferably 0.010 mass ppm or less, more preferably 0.006 mass ppm or less.
- the lower limit of the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture is not particularly limited, and may be 0 mass ppm. However, due to constraints in production technology, the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture is preferably 0.001 mass ppm or more.
- the amount of low-temperature diffusible hydrogen in the base steel plate 24 hours after production is measured as follows.
- a large plate sample having a length of 500 mm is taken from a steel strip produced on a hot-dip galvanizing line. 24 hours after production, a test piece having a length of 30 mm and a width of 5 mm is taken from the center position of the large plate sample by shearing. Immediately after taking, the test piece is immersed in liquid nitrogen. Next, the hot-dip galvanized layer of the test piece is alkali-removed while controlling the temperature of the treatment liquid so that the surface temperature of the test piece is lower than room temperature. Next, the amount of hydrogen released from the test piece when the test piece is heated is measured by thermal desorption analysis.
- the test piece is heated from room temperature under the conditions of a temperature rise reaching temperature: 300°C and a heating rate: 200°C/hr, and then cooled to room temperature.
- the cumulative amount of hydrogen released from the test piece in the temperature range from room temperature to 50°C during heating (hereinafter also referred to as the cumulative amount of released hydrogen) is measured.
- the low-temperature diffusible hydrogen amount of the base steel sheet is calculated by the following formula. Whether or not the hot-dip galvanized layer of the test piece was completely peeled off was determined by heating the test piece from room temperature, and when it was confirmed by TDA analysis at 200 to 210°C that the amount of released hydrogen was zero, the plating layer was deemed to have been completely peeled off.
- the room temperature is within the range of 10 to 25°C, it does not have any particular effect on the measurement of the amount of diffusible hydrogen in the low temperature region of the base steel plate. However, if the room temperature is outside the range of 10 to 25°C, 25°C should be used as the representative room temperature, and the cumulative amount of hydrogen released from the test specimen in the temperature range from 25°C to 50°C should be measured.
- the amount of low-temperature diffusible hydrogen can be measured in the same manner for hot-dip galvanized steel sheets (components) that have been subjected to cold working such as punching, stretch flange forming, and bending, and for components manufactured by further welding the hot-dip galvanized steel sheets (components) after the above-mentioned processing. Furthermore, the amount of low-temperature diffusible hydrogen in the base steel sheet portion can be measured in the same manner as above for automotive structural components or reinforcing components made of such components.
- the thickness of the base steel sheet of the hot-dip galvanized steel sheet according to one embodiment of the present invention is not particularly limited, but is usually 0.3 mm or more and 2.8 mm or less.
- the hot-dip galvanized layer referred to here includes an alloyed hot-dip galvanized layer obtained by performing an alloying treatment on hot-dip galvanization.
- the hot-dip galvanized layer is provided on both surfaces of the base steel sheet.
- the composition of the hot-dip galvanized layer is not particularly limited, and may be any common one.
- the hot-dip galvanized layer contains Fe: 20 mass% or less, and Al: 0.001 mass% to 1.0 mass%. Furthermore, it contains one or more selected from the group consisting of Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, and REM in a total amount of 0 mass% to 3.5 mass%. The balance is Zn and unavoidable impurities.
- the Fe content in the plated layer is less than 7 mass%.
- the Fe content in the plated layer is 7 mass% to 15 mass%, more preferably 8 mass% to 13 mass%.
- the present invention is not limited to these.
- the plating weight per side is not particularly limited, but is preferably 20 to 80 g/ m2 .
- a hot-dip galvanized steel sheet according to one embodiment of the present invention, it is essential to properly control the cracks in the hot-dip galvanized layer and the full width at half maximum of the ⁇ 1 phase.
- crack density penetrating hot-dip galvanized layer 30 cracks/mm or more
- the crack density penetrating the plating layer By increasing the crack density penetrating the plating layer, the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after manufacture can be reduced. As a result, the quality of the trimmed edge can be improved while maintaining high ⁇ and bendability.
- the crack density penetrating the plating layer needs to be 30 cracks/mm or more.
- the upper limit of the crack density penetrating the plating layer is not particularly limited, but it is preferably 100 cracks/mm or less because the plating quality is reduced.
- the crack density penetrating the plating layer is set to 30 cracks/mm or more.
- the crack density penetrating the plating layer is preferably 40 cracks/mm or more.
- the crack density penetrating the plating layer is preferably 100 cracks/mm or less.
- the crack density that penetrates the plating layer is measured as follows.
- the observation surface is mirror-polished using diamond paste.
- the hot-dip galvanized layer is set as the observation position, and an area of 2 mm in the rolling direction is observed at a magnification of 2000 times with a field of view of 140 ⁇ m in the rolling direction and 44 ⁇ m in the plate thickness direction per sheet.
- the number of cracks that penetrate the hot-dip galvanized coating is counted and divided by 2 mm to calculate the crack number density penetrating the coating layer.
- the full width at half maximum of the ⁇ 1 phase of the plating layer is set to 0.100 degrees or more.
- the full width at half maximum of the ⁇ 1 phase of the plating layer is preferably 0.110 degrees or more.
- the full width at half maximum of the ⁇ 1 phase of the plating layer is preferably 0.150 degrees or less.
- the full width at half maximum of the ⁇ 1 phase of the plating layer is measured as follows.
- the surface is measured using an X-ray diffractometer with a Cu tube, with a sampling angle step of 0.006° and 0.36 seconds per point.
- X-ray diffractometer with a Cu tube
- Si and LaB6 are measured as distortion-free standard samples with angle steps of 0.004° and 0.002°, respectively. From the results, the change in full width at half maximum is calculated using the same method described in "N.L. Okamoto, K. Tanaka, A. Yasuhara and H. Inui: Acta Cryst., B70 (2014), 275.”
- the thickness of the hot-dip galvanized steel sheet according to one embodiment of the present invention is not particularly limited, but is usually 0.3 mm or more and 2.8 mm or less.
- a steel material having the above-mentioned composition is melted to produce a steel slab.
- the method of melting the steel material is not particularly limited, and any known melting method such as a converter or electric furnace is suitable.
- the steel slab is preferably produced by a continuous casting method to prevent macrosegregation, but it can also be produced by an ingot casting method or a thin slab casting method.
- the steel slab can be charged into a heating furnace as a hot piece without being cooled to room temperature.
- energy-saving processes such as direct rolling, in which the steel is immediately rolled after a short period of heat retention, can also be applied without any problems.
- the produced steel slab is subjected to hot rolling consisting of rough rolling and finish rolling to produce a hot-rolled sheet.
- the steel slab produced as described above is once cooled to room temperature, and then the slab is heated and rolled.
- the slab heating temperature is preferably 1100°C or higher from the viewpoint of dissolving carbides and reducing the rolling load.
- the slab heating temperature is preferably 1300°C or lower. The slab heating temperature is based on the temperature of the slab surface during heating.
- the steel slab is roughly rolled under normal conditions to produce a sheet bar.
- the slab heating temperature is low, it is preferable to heat the sheet bar using a bar heater or the like before finish rolling in order to prevent problems during rolling.
- the finish rolling temperature is preferably equal to or higher than the Ar3 transformation point. If the finish rolling temperature is excessively lowered, the rolling load increases and the reduction ratio increases in the unrecrystallized state of austenite. This may cause an abnormal structure elongated in the rolling direction to develop, resulting in a decrease in the workability of the steel sheet obtained after annealing.
- the Ar3 transformation point is calculated using the following formula.
- Ar 3 (°C) 868-396 ⁇ [%C]+24.6 ⁇ [%Si]-68.1 ⁇ [%Mn]-36.1 ⁇ [%Ni]-20.7 ⁇ [%Cu]-24.8 ⁇ [%Cr]
- the symbol [% element] represents the content (mass %) of the corresponding element in the above composition, and is set to 0 when the corresponding element is not contained.
- the rough rolled sheets may be joined together during hot rolling and continuously subjected to finish rolling.
- the rough rolled sheets (sheet bars) may also be wound up once before finish rolling.
- some or all of the finish rolling may be performed as lubricated rolling.
- Performing lubricated rolling is also effective from the standpoint of uniforming the steel sheet shape and material properties.
- the friction coefficient during lubricated rolling is preferably in the range of 0.10 to 0.25.
- the hot-rolled sheet is then pickled.
- Pickling removes oxides from the surface of the steel sheet, which is important for ensuring good chemical conversion treatability and plating quality in the final high-strength steel sheet product. Pickling may be performed once or in multiple steps.
- the hot-rolled sheet after pickling or the hot-rolled sheet (hot-rolled annealed sheet) that has been optionally heat-treated after pickling, is cold-rolled to produce a cold-rolled steel sheet. Since strain is introduced uniformly and efficiently and a uniform structure is obtained, it is preferable to perform cold rolling by multi-pass rolling that requires two or more passes, such as tandem multi-stand rolling or reverse rolling.
- the cumulative rolling reduction rate is between 20% and 75%.
- the cumulative reduction ratio of cold rolling is set to 20% or more.
- the cumulative reduction ratio of cold rolling exceeds 75%, the grain size of austenite generated during annealing becomes fine, and the amount of retained austenite in the annealed sheet increases.
- the cumulative reduction ratio of cold rolling is set to 20% or more and 75% or less.
- the cumulative reduction ratio of cold rolling is preferably set to 25% or more.
- the cumulative reduction ratio of cold rolling is preferably set to 70% or less.
- the cumulative reduction ratio of cold rolling is more preferably set to 27% or more.
- the cumulative reduction ratio of cold rolling is more preferably set to 60% or less.
- Threading speed of the final pass of cold rolling 50 mpm or more (preferred conditions)
- strain can be introduced into the surface layer of the base steel sheet, and the number density of cracks penetrating the coating layer can be increased. This is particularly effective when the steel sheet after hot dip galvanizing is further alloyed.
- the amount of low-temperature diffusible hydrogen in the base steel sheet 24 hours after production can be reduced, and as a result, the quality of the trim edge can be improved while maintaining high ⁇ and bendability.
- the threading speed in the final pass of cold rolling is set to 50 mpm or more.
- the upper limit of the threading speed in the final pass of cold rolling is not particularly specified, but it is preferably 300 mpm or less due to constraints on production technology. Therefore, the threading speed in the final pass of cold rolling is set to 50 mpm or more.
- the threading speed in the final pass of cold rolling is preferably 70 mpm or more.
- the threading speed in the final pass of cold rolling is preferably 300 mpm or less.
- the cold-rolled steel sheet obtained as described above is then subjected to an annealing process.
- the annealing conditions are as follows:
- Heating temperature 780°C or higher
- the heating temperature is less than 780° C.
- the annealing treatment is performed in the two-phase region of ferrite and austenite, and the steel contains a large amount of ferrite after annealing, making it difficult to achieve the desired YR.
- the upper limit of the heating temperature is not particularly specified. However, if the heating temperature is increased, the thickness of the softened surface layer after annealing increases, TS decreases, the prior austenite grain size becomes coarse, and YR decreases. Therefore, the upper limit of the heating temperature is set to 1000°C or less. Therefore, the heating temperature is set to 780° C. or higher. Preferably, the heating temperature is set to 820° C.
- the heating temperature is set to 1000° C. or lower. More preferably, the heating temperature is set to 830° C. or higher. Heating temperature More preferably, the heating temperature is 980° C. or less. The heating temperature is measured based on the temperature of the steel sheet surface.
- the heat retention time at the heating temperature is not particularly limited, but is preferably 10 s or more and 600 s or less. is preferred.
- the cold-rolled steel sheet is cooled before hot-dip galvanizing.
- the conditions for this are not particularly limited, and may be in accordance with conventional methods.
- the average cooling rate in the temperature range of 500°C below the heating temperature is not particularly limited, but from the viewpoint of controlling the area ratio of martensite and ferrite, it is preferably 5°C/s or more and 50°C/s or less.
- the cold-rolled steel sheet is plated to obtain a plated steel sheet.
- the plating include hot-dip galvanizing. After the hot-dip galvanizing, an alloying treatment may be performed. In addition, annealing, cooling, and plating may be performed continuously in one line (CGL (Continuous Galvanizing Line)). For example, after annealing, the cold-rolled steel sheet is cooled to a temperature range of about 500 ° C. Next, the cold-rolled steel sheet is passed through the steel strip outlet side of the cooling zone, and is further cooled while being moved to the hot-dip galvanizing bath through a snout whose tip is immersed in the hot-dip galvanizing bath.
- CGL Continuous Galvanizing Line
- the time from the end of cooling of the cold-rolled steel sheet to the entry of the cold-rolled steel sheet into the hot-dip galvanizing bath is not particularly limited, but is preferably 1 s to 300 s in terms of controlling the area ratio of martensite and ferrite.
- a roll is provided immediately before the connection between the cooling zone and the snout to change the direction of travel of the cold-rolled steel sheet so that the cold-rolled steel sheet enters the snout, and the cold-rolled steel sheet passes through the roll before entering the snout.
- the cold-rolled steel sheet is then guided to the hot-dip galvanizing bath through the snout and immersed in the hot-dip galvanizing bath to be subjected to hot-dip galvanizing treatment to produce a plated steel sheet.
- the cold-rolled steel sheet is immersed in a hot-dip galvanizing bath at 440°C to 500°C. It is also preferable to use a hot-dip galvanizing bath with an Al content of 0.10% by mass to 0.23% by mass, with the remainder being Zn and unavoidable impurities.
- an alloying treatment may be performed at a temperature range of 460°C or more and 600°C or less. If the alloying treatment temperature is less than 460°C, the Zn-Fe alloying rate becomes excessively slow, resulting in reduced productivity. On the other hand, if the alloying treatment temperature exceeds 600°C, untransformed austenite may transform into pearlite, and the desired area ratio of martensite may not be obtained. Therefore, the alloying treatment temperature is preferably 460°C or more and 600°C or less. The alloying treatment temperature is preferably 470°C or more. Furthermore, the alloying treatment temperature is preferably 560°C or less.
- the coating weight is preferably 20 to 80 g/m 2 per side (double-sided coating).
- the coating weight can be adjusted by performing gas wiping or the like after the hot-dip galvanizing treatment.
- the plated steel sheet is optionally cooled (cooling step).
- the average cooling rate from less than 500°C to more than 400°C is not particularly limited, but is preferably 5°C/s or more and 30°C/s or less. In the temperature range of less than the heating temperature and more than 400°C, the high-strength steel sheet may be cooled once and the steel sheet temperature may be increased again.
- the average cooling rate in the temperature range of 250°C to 400°C is set to 1.0°C/s or more.
- the average cooling rate in the temperature range of 250°C to 400°C is preferably 2.0°C/s or more, more preferably 3.0°C/s or more, and even more preferably 4.0°C/s or more.
- the average cooling rate in the temperature range of 250° C. or more and 400° C. or less due to constraints on production technology, it is preferably 100.0° C./s or less, and more preferably 80.0° C./s or less.
- the average cooling rate is the value in the temperature range of the cooling stop temperature or more and 400° C. or less.
- the average cooling rate is measured based on the temperature of the steel sheet surface.
- gas jet cooling, mist cooling, water cooling, air cooling, etc. can be used as cooling methods in the temperature range of 250°C to 400°C.
- the amount of uniaxial tensile strain in the surface layer needs to be 0.1% or more.
- the amount of uniaxial tensile strain in the surface layer is preferably 0.5% or more, more preferably 1.0% or more.
- the upper limit of the amount of uniaxial tensile strain in the surface layer is not particularly specified, but due to constraints in production technology, it is preferable that the amount of uniaxial tensile strain in the surface layer is 10.0% or less.
- the amount of uniaxial tensile strain in the surface layer is more preferably 7.5% or less.
- the surface layer refers to the plating layer of the hot-dip galvanized steel sheet
- the amount of uniaxial tensile strain in the surface layer is calculated by applying a marker in the sheet running direction to the surface of the hot-dip galvanized steel sheet that has been annealed and cooled, and then calculating the amount of uniaxial tensile strain in the surface layer from the displacement of the marker in the sheet running direction after strain is applied.
- the strain application methods described here are processing methods such as temper rolling, tension levelers, and repeated bending with rolls.
- Heat retention temperature in cooling process 100° C. or higher and 450° C. or lower (preferred conditions)]
- the hot-dip galvanized steel sheet is kept at a temperature to further reduce the area ratio of bainitic ferrite, so that the YR, ⁇ , and bendability can be kept within a more suitable range.
- the heat keeping temperature in the cooling step is more preferably 150°C or more, and even more preferably 200°C or more.
- the heat keeping temperature in the cooling step is more preferably 400°C or less, and even more preferably 350°C or less.
- the temperature in the cooling step is based on the surface temperature of the steel sheet. After keeping at this temperature, the steel sheet is cooled, and the above-mentioned uniaxial tensile strain amount in the surface layer is subjected to strain imparting processing of 0.1% or more.
- the cooling conditions after this heat keeping are not particularly limited, and may be in accordance with a conventional method.
- the heat retention time at the heat retention temperature in the cooling step is preferably 5 s or more, more preferably 10 s or more, and even more preferably 15 s or more.
- the heat retention time at the heat retention temperature in the cooling step is preferably 500 s or less, and more preferably 250 s or less.
- the cooling stop temperature is preferably 250°C or less, more preferably 200°C or less. If the cooling stop temperature is 250°C or less, it is possible to prevent a large amount of retained austenite from being generated after annealing, and to further improve the YR, ⁇ , and bendability.
- the lower limit of the cooling stop temperature is not particularly specified, but it is preferably room temperature or higher from the viewpoint of productivity.
- the cooling stop speed is measured based on the temperature of the steel sheet surface.
- the average cooling rate to the cooling stop temperature below 250°C is not particularly specified, but in order to further improve the YR, the average cooling rate to the cooling stop temperature below 250°C is preferably 1°C/s or more, and more preferably 2°C/s or more. On the other hand, due to constraints on production technology, the average cooling rate to the cooling stop temperature below 250°C is preferably 1000°C/s or less, and more preferably 150°C/s or less.
- the cold-rolled steel sheet may be cooled from the cooling stop temperature to room temperature.
- the average cooling rate from the cooling stop temperature to room temperature is not particularly limited, and any method may be used to cool to room temperature. Cooling methods that may be used include gas jet cooling, mist cooling, water cooling, and air cooling.
- the hot-dip galvanized steel sheet annealed as described above may be cooled to the cooling stop temperature and then rolled.
- the elongation rate of rolling is preferably 0.05% or more, and more preferably 0.10% or more. By setting the elongation rate of rolling performed after cooling to the cooling stop temperature to 0.05% or more, it is possible to control the YR within a desired range. Furthermore, the elongation rate of rolling is preferably 2.00% or less, and more preferably 1.00% or less.
- the rolling after cooling to the cooling stop temperature may be performed on an apparatus continuous with the above-mentioned continuous annealing apparatus (online), or on an apparatus not continuous with the above-mentioned continuous annealing apparatus (offline).
- the desired elongation may be achieved in a single rolling pass, or multiple rolling passes may be performed to achieve a total elongation of 0.05% to 2.00%.
- the rolling described here generally refers to temper rolling, but as long as it can impart an elongation equivalent to that of temper rolling, it may also be a processing method using repeated bending with a tension leveler or rolls.
- the hot-dip galvanized steel sheet may be reheated (reheating step).
- the reheating temperature is preferably (cooling stop temperature + 50 ° C) or higher, more preferably (cooling stop temperature + 100 ° C) or higher, and even more preferably (cooling stop temperature + 150 ° C) or higher.
- the reheating temperature is preferably 450 ° C or lower, more preferably 400 ° C or lower, and even more preferably 380 ° C or lower.
- the reheating temperature is based on the surface temperature of the steel sheet. After reheating and keeping at this temperature, the steel sheet is cooled. This reheating may be performed after the above-mentioned strain imparting process in which the uniaxial tensile strain amount in the surface layer is 0.1% or more, or may be performed before the strain imparting process.
- the cooling conditions after reheating and keeping are not particularly limited, and may be in accordance with a conventional method.
- the heat-keeping time at the reheating temperature is preferably 5 s or more, more preferably 10 s or more, and even more preferably 15 s or more.
- the heat-keeping time at the reheating temperature is preferably 500 s or less, more preferably 250 s or less.
- the cooling rate from the reheating temperature to room temperature is not particularly limited, and cooling to room temperature can be performed by any method. As the cooling method, gas jet cooling, mist cooling, water cooling, air cooling, and the like can be applied.
- hot-dip galvanized steel sheets are traded, they are usually cooled to room temperature before being traded. Manufacturing conditions other than those mentioned above can be done according to conventional methods.
- a member according to one embodiment of the present invention is a member made using the hot-dip galvanized steel sheet according to one embodiment of the present invention described above.
- a member according to one embodiment of the present invention is, for example, a member obtained by forming the hot-dip galvanized steel sheet according to one embodiment of the present invention described above into a desired shape by cold pressing or the like. Therefore, even after being formed into a member, it has the microstructure and low-temperature diffusible hydrogen amount of the hot-dip galvanized steel sheet, as well as the properties of the hot-dip galvanized layer.
- a member according to one embodiment of the present invention is preferably for use in automotive frame structural parts or automotive reinforcing parts, and in one embodiment, these are made of the member of the present invention.
- the hot-dip galvanized steel sheet according to one embodiment of the present invention described above is a hot-dip galvanized steel sheet that has a high YR, stretch flangeability and bendability, and also has improved trim edge quality. Therefore, a member according to one embodiment of the present invention can contribute to reducing the weight of the vehicle body, and can be particularly suitably used for automobile frame structural parts or automobile reinforcement parts in general.
- the obtained steel slab was heated to 1250°C and roughly rolled to obtain a sheet bar.
- the obtained sheet bar was then finish-rolled at a finish rolling temperature of 900°C and coiled at a coiling temperature of 500°C. It was then cooled to obtain a hot-rolled steel sheet.
- the obtained hot-rolled steel sheet was pickled and then cold-rolled under the conditions shown in Table 2 to obtain a cold-rolled steel sheet with a thickness of 1.4 mm.
- the obtained cold-rolled steel sheet was annealed under the conditions shown in Table 2.
- the cold-rolled steel sheet was then subjected to the type of plating treatment shown in Table 2 to obtain a plated steel sheet having a hot-dip galvanized layer on both sides.
- GI means that only hot-dip galvanizing treatment was performed (hot-dip galvanized steel sheet without alloying treatment)
- GA means that hot-dip galvanizing treatment was performed in addition to alloying treatment (alloyed hot-dip galvanized steel sheet).
- a hot-dip galvanizing bath containing 0.20 mass% Al with the remainder being Zn and unavoidable impurities was used as the plating bath.
- a hot-dip galvanizing bath containing 0.14 mass% Al with the remainder being Zn and unavoidable impurities was used.
- the plating bath temperature was 470°C in both cases.
- the plating deposition weight was about 45 to 72 g/ m2 per side (double-sided plating) in the GI, and about 45 g/ m2 per side (double-sided plating) in the GA.
- the alloying treatment temperature was about 550°C.
- the composition of the hot-dip galvanized layer of GI was Fe: 0.1-1.0 mass%, Al: 0.2-1.0 mass%, with the remainder being Zn and unavoidable impurities.
- the composition of the alloyed hot-dip galvanized layer of GA was Fe: 7-15 mass%, Al: 0.1-1.0 mass%, with the remainder being Zn and unavoidable impurities.
- the steel sheets thus obtained were subjected to the method described above to identify the structure at 1/4 of the plate thickness of the base steel sheet. Furthermore, the amount of diffusible hydrogen in the low temperature region, the number density of cracks penetrating the plating layer, and the full width at half maximum of the ⁇ 1 phase of the plating layer were measured 24 hours after production. The results are shown in Table 3.
- the composition of the base steel sheet of the obtained steel sheets was substantially the same as the composition of the steel slab stage, and all of the compatible steels were within the range of the composition according to the embodiment described above, while all of the comparative steels were outside the range of the composition according to the embodiment described above.
- the obtained steel sheets were also evaluated for tensile properties, stretch flangeability immediately after production, bendability immediately after production, and trim edge quality according to the following test methods. The results are also shown in Table 3. In the examples, “immediately after production” refers to the point 24 hours after production.
- the hole expansion test was carried out in accordance with JIS Z 2256. 24 hours after production, the steel plate was sheared to 100 mm x 100 mm, and then a hole with a diameter of 10 mm was punched into the sheared steel plate with a clearance of 12.5%. Next, the steel plate was held down with a blank holding force of 9 ton (88.26 kN) using a die with an inner diameter of 75 mm, and in that state, a conical punch with an apex angle of 60° was pressed into the hole to measure the hole diameter at the crack initiation limit. Then, the limit hole expansion ratio: ⁇ (%) was calculated by the following formula.
- Limiting hole expansion ratio ⁇ (D f - D 0 )/D 0 ⁇ x 100
- Df is the hole diameter (mm) when a crack occurs
- D0 is the initial hole diameter (mm).
- the bending test was performed in accordance with JIS Z 2248:2022. From the steel plate 24 hours after production, a rectangular test piece with a width of 30 mm and a length of 100 mm was taken so that the axial direction of the bending test was parallel to the rolling direction of the steel plate. Then, a 90° V bending test was performed under the conditions of a pressing load of 100 kN and a pressing holding time of 5 seconds. In this disclosure, bending tests were performed on five samples at R, where the value R/t obtained by dividing the bending radius (R) by the plate thickness (t) was about 4.5, that is, 4.3 to 4.7.
- the length of the crack at the ridge of the bending apex of all five samples was evaluated, and it was determined that the bending property immediately after production was excellent when the crack length was 200 ⁇ m or less.
- the crack length was evaluated by measuring the ridgeline at the apex of bending using a digital microscope (RH-2000: manufactured by Hirox Corporation) at magnifications of 40 to 160 times.
- the quality of the trimmed edge was determined by trimming the coil edge at the output side of the CGL so that the actual clearance was 15 to 20%, and then cutting the trimmed edge in the vertical direction of the observation surface to include the trimmed edge.
- the observation surface was then mirror-polished using diamond paste.
- the trimmed edge was observed at a magnification of 30 times using an SEM under conditions of an acceleration voltage of 15 kV, with the trimmed edge as the observation position. If no cracks were found in the obtained image, the quality of the trimmed edge was determined to be excellent.
- the cracks refer to cracks with a length of 100 ⁇ m or more.
- the area ratio of martensite and ferrite, the volume ratio of retained austenite, the amount of diffusible hydrogen in the low temperature region of the base steel sheet 24 hours after production, the number density of cracks penetrating the plating layer, and the full width at half maximum of the ⁇ 1 phase of the plating layer were obtained.
- the remaining structure was observed by the method described below. After cutting out the sample so that the plate thickness cross section (L cross section) parallel to the rolling direction of the steel sheet was the observation surface, the observation surface was mirror-polished using diamond paste, and then etched with 3 vol. % nital to reveal the structure.
- the observation position was set to 1/4 of the plate thickness of the steel sheet, and three fields of view were observed at a magnification of 5000 times and a field of view of 17 ⁇ m x 23 ⁇ m. Carbide was identified as the remaining structure from the obtained structure image.
- the examples of the present invention are excellent in YR, ⁇ , bendability, and trim edge quality.
- the comparative examples are inferior in one or more of YR, ⁇ , bendability, and trim edge quality.
- the present invention provides hot-dip galvanized steel sheets that have excellent stretch flangeability, bendability, and trim edge quality, as well as high component strength.
- the hot-dip galvanized steel sheet of the present invention has excellent trim edge quality, making it possible to apply it to automotive structural components of various sizes and shapes while still achieving high component strength. This makes it possible to improve fuel efficiency by reducing the weight of the vehicle body, making it of great industrial value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- General Chemical & Material Sciences (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
なお、YRは次式(1)により求める。
YR=YS/TS×100・・・・(1)
また、TSおよびYSはそれぞれ、JIS Z 2241に準拠して測定する。
「製造直後の高い伸びフランジ性」とは、JIS Z 2256に準拠して測定する穴広げ率(以下、単にλともいう)が、製造から24時間が経過した時点で測定した際に、30%以上であることを意味する。
(1)母材鋼板について、所定の成分組成としたうえで、マルテンサイト(焼入れマルテンサイト、焼戻しマルテンサイトおよびベイナイト)を一定量含む鋼組織とする。これにより、高いYRが得られる。
(2)めっき層を貫通するクラック数密度を30本/mm以上とし、かつ、めっき層のδ1相の半値全幅を0.100度以上とすることにより、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を減少することができる。これにより、高い伸びフランジ性及び曲げ性を得ることができ、かつ、トリムエッジの品質を高めることができる。
[1]母材鋼板と、前記母材鋼板の表面の溶融亜鉛めっき層と、を備える溶融亜鉛めっき鋼板であって、前記母材鋼板は、質量%で、C:0.030%以上0.500%以下、Si:0.01%以上2.50%以下、Mn:0.10%以上5.00%以下、P:0.100%以下、S:0.0200%以下、Al:0.100%以下、N:0.0100%以下およびO:0.0100%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成と、前記母材鋼板の板厚1/4位置において、マルテンサイトの面積率が30%以上、フェライトの面積率が70%以下、および、残留オーステナイトの体積率が20.0%以下のミクロ組織と、を有し、前記溶融亜鉛めっき鋼板の製造から24時間が経過した時点における前記母材鋼板を室温から50℃まで加熱する際に前記母材鋼板から放出される水素量である、低温域拡散性水素量が0.015質量ppm以下であり、前記溶融亜鉛めっき鋼板において、前記溶融亜鉛めっき層を貫通するクラック数密度が30本/mm以上、前記溶融亜鉛めっき層のδ1相の半値全幅が0.100度以上である、溶融亜鉛めっき鋼板。
[2]前記成分組成は、さらに、質量%で、Ti:0.200%以下、Nb:0.200%以下、V:0.200%以下、Ta:0.10%以下、W:0.10%以下、B:0.0100%以下、Cr:1.00%以下、Mo:1.00%以下、Co:0.010%以下、Ni:1.00%以下、Cu:1.00%以下、Sn:0.200%以下、Sb:0.200%以下、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下、Zr:0.100%以下、Te:0.100%以下、Hf:0.10%以下、Bi:0.200%以下のうちから選ばれる少なくとも1種の元素を含有する、[1]に記載の溶融亜鉛めっき鋼板。
[3]前記溶融亜鉛めっき層が、合金化溶融亜鉛めっき層である、[1]または[2]に記載の溶融亜鉛めっき鋼板。
[4][1]~[3]のいずれかに記載の溶融亜鉛めっき鋼板を用いてなる、部材。
[5][4]に記載の部材からなる、自動車の骨格構造部品又は自動車の補強部品。
[6][1]または[2]に記載の成分組成を有する鋼スラブに、熱間圧延を施して熱延鋼板とし、ついで、前記熱延鋼板に酸洗を施して酸洗板とし、ついで、前記酸洗板に、累積圧下率を20%以上75%以下として冷間圧延を施して冷延鋼板とし、ついで、前記冷延鋼板を、焼鈍温度:780℃以上の条件で、焼鈍し、ついで、前記冷延鋼板に、溶融亜鉛めっき処理を施してめっき鋼板とし、ついで、前記めっき鋼板を、250℃以上400℃以下の温度域における平均冷却速度を1.0℃/s以上の条件で、冷却し、ついで、前記めっき鋼板に、表層における一軸引張歪量が0.1%以上を付与する加工を施す、溶融亜鉛めっき鋼板の製造方法。
[7]前記めっき鋼板の冷却中に、100℃以上450℃以下の温度域で5s以上保熱し、その後冷却し、その後、前記加工を施す、[6]に記載の溶融亜鉛めっき鋼板の製造方法。
[8]前記めっき鋼板の冷却中に、250℃以下の冷却停止点で冷却を停止した後、(冷却停止温度+50℃)以上450℃以下の温度域に再加熱し、この温度域で5s以上保熱し、その後冷却し、その後、前記加工を施す、[6]に記載の溶融亜鉛めっき鋼板の製造方法。
[9]前記めっき鋼板の冷却中に、250℃以下の冷却停止点で冷却を停止し、その後、前記加工を施し、ついで、(冷却停止温度+50℃)以上450℃以下の温度域に再加熱し、この温度域で5s以上保熱し、その後冷却する、[6]に記載の溶融亜鉛めっき鋼板の製造方法。
[10]前記溶融亜鉛めっき処理後の鋼板に合金化処理を施す、[6]~[9]のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
[11]冷間圧延を施す際に、最終パスの通板速度を50mpm以上とする、[6]~[10]のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
[12][1]~[3]のいずれかに記載の溶融亜鉛めっき鋼板に、成形加工又は接合加工の少なくとも一方を施して部材とする工程を有する、部材の製造方法。
まず、本発明の一実施形態に従う溶融亜鉛めっき鋼板の母材鋼板の成分組成について説明する。なお、成分組成における単位はいずれも「質量%」であるが、以下、特に断らない限り、単に「%」で示す。
Cは、鋼の重要な基本成分の1つであり、特に本開示では、マルテンサイト、フェライトの面積率、残留オーステナイトの体積率、および、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量に影響する重要な元素である。Cの含有量が0.030%未満では、マルテンサイトの面積率が減少し、さらにフェライトの面積率が増加し、所望のYRを実現することが困難になる。一方、Cの含有量が0.500%を超えると、マルテンサイトの分率が増加し、さらにマルテンサイトのうち焼入れマルテンサイトの分率が増加するため、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量が増加する。その結果、λ及び曲げ性が低下し、さらにトリムエッジの品質が低下する。したがって、Cの含有量は、0.030%以上0.500%以下とする。Cの含有量は、好ましくは0.080%以上とする。Cの含有量は、好ましくは0.400%以下とする。Cの含有量は、より好ましくは0.110%以上とする。Cの含有量は、より好ましくは0.350%以下とする。
Siは、鋼の重要な基本成分の1つであり、特に本開示では、焼鈍中の炭化物生成を抑制し、残留オーステナイトの生成を促進することから、残留オーステナイトの体積率に影響する元素である。また、Siは鋼板表層に内部酸化層を形成し、めっき鋼板の表層に歪を付与する際に、めっきのクラックを誘発することから、めっき層を貫通するクラック数密度に影響する重要な元素である。こうした効果を得るためには、Siの含有量は0.01%以上とする。一方、Siの含有量が2.50%を超えると、残留オーステナイトの体積率の増加により、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量が増加するため、λ及び曲げ性が低下し、さらにトリムエッジの品質が低下する。したがって、Siの含有量は、0.01%以上2.50%以下とする。Siの含有量は、好ましくは0.20%以上とする。Siの含有量は、好ましくは2.00%以下とする。Siの含有量は、より好ましくは0.25%以上とする。Siの含有量は、より好ましくは1.50%以下とする。
Mnは、鋼の重要な基本成分の1つであり、特に本開示では、マルテンサイト、フェライトの面積率、および、残留オーステナイトの体積率に影響する重要な元素である。また、Mnは鋼板表層に内部酸化層を形成し、めっき鋼板のめっき層に歪を付与する際に、めっきのクラックを誘発することから、めっき層を貫通するクラック数密度に影響する重要な元素である。こうした効果を得るためには、Mnの含有量は0.10%以上とする。一方、Mnの含有量が5.00%を超えると、マルテンサイトの分率が増加し、さらにマルテンサイトのうち焼入れマルテンサイトの分率が増加するため、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量が増加する。その結果、λ及び曲げ性が低下し、さらにトリムエッジの品質が低下する。したがって、Mnの含有量は、0.10%以上5.00%以下とする。Mnの含有量は、好ましくは1.00%以上とする。Mnの含有量は、好ましくは4.00%以下とする。Mnの含有量は、より好ましくは2.00%以上とする。Mnの含有量は、より好ましくは3.50%以下とする。
Pが過剰となると、旧オーステナイト粒界に偏析して粒界を脆化させ、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Pの含有量は0.100%以下にする必要がある。なお、Pの含有量の下限は特に規定しないが、Pは固溶強化元素であり、鋼板の強度を上昇させることができることから、0.001%以上とすることが好ましい。したがって、Pの含有量は、0.100%以下とする。Pの含有量は、好ましくは0.001%以上とする。Pの含有量は、好ましくは0.070%以下とする。
Sは、硫化物として存在し、鋼の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Sの含有量は0.0200%以下にする必要がある。なお、Sの含有量の下限は特に規定しないが、生産技術上の制約から、Sの含有量は0.0001%以上とすることが好ましい。したがって、Sの含有量は0.0200%以下とする。Sの含有量は、好ましくは0.0001%以上とする。Sの含有量は、好ましくは0.0050%以下とする。
Alが過剰となると、A3変態点が上昇し、ミクロ組織中に多量のフェライトを含んでしまうため、所望のYRを実現することが困難になる。そのため、Alの含有量は0.100%以下にする必要がある。なお、Alの含有量の下限は特に規定しないが、連続焼鈍中の炭化物生成を抑制し、残留オーステナイトの生成を促進することから、Alの含有量は0.001%以上とすることが好ましい。したがって、Alの含有量は0.100%以下とする。Alの含有量は好ましくは0.001%以上とする。Alの含有量は好ましくは0.050%以下とする。
Nは、窒化物として存在し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Nの含有量は0.0100%以下にする必要がある。なお、Nの含有量の下限は特に規定しないが、生産技術上の制約から、Nの含有量は0.0005%以上とすることが好ましい。したがって、Nの含有量は0.0100%以下とする。Nの含有量は、好ましくは0.0005%以上とする。Nの含有量は、好ましくは0.0050%以下とする。
Oは、酸化物として存在し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Oの含有量は0.0100%以下にする必要がある。なお、Oの含有量の下限は特に規定しないが、生産技術上の制約から、Oの含有量は0.0001%以上とすることが好ましい。したがって、Oの含有量は0.0100%以下とする。Oの含有量は、好ましくは0.0001%以上とする。Oの含有量は、好ましくは0.0050%以下とする。
Tiは、粗大な析出物や介在物が多量に生成し、鋼板の極限変形能を低下させることから、Tiの含有量が0.200%超であるとλおよび曲げ性が低下する。そのため、Tiの含有量は0.200%以下にする。なお、Tiの含有量の下限は特に規定しないが、Tiの含有量を0.001%以上とすることで、熱間圧延時あるいは連続焼鈍時に、微細な炭化物、窒化物もしくは炭窒化物を形成する。これにより、鋼板の強度を上昇させ、YRを所望の範囲に制御することができる。このことから、Tiの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Tiの含有量は0.200%以下とする。Tiの含有量は好ましくは0.001%以上とする。Tiの含有量は好ましくは0.100%以下とする。
Nbは、粗大な析出物や介在物が多量に生成し、鋼板の極限変形能を低下させることから、Nbの含有量が0.200%超であるとλおよび曲げ性が低下する。そのため、Nbの含有量は0.200%以下にする。なお、Nbの含有量の下限は特に規定しないが、Nbの含有量を0.001%以上とすることで、熱間圧延時あるいは連続焼鈍時に、微細な炭化物、窒化物もしくは炭窒化物を形成する。これにより、鋼板の強度を上昇させ、YRを所望の範囲に制御することができる。このことから、Nbの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Nbの含有量は0.200%以下とする。Nbの含有量は好ましくは0.001%以上とする。Nbの含有量は好ましくは0.100%以下とする。
Vは、粗大な析出物や介在物が多量に生成し、鋼板の極限変形能を低下させることから、Vの含有量が0.200%超であるとλおよび曲げ性が低下する。そのため、Vの含有量は0.200%以下にする。なお、Vの含有量の下限は特に規定しないが、Vの含有量を0.001%以上とすることで、熱間圧延時あるいは連続焼鈍時に、微細な炭化物、窒化物もしくは炭窒化物を形成する。これにより、鋼板の強度を上昇させ、YRを所望の範囲に制御することができる。このことから、Vの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Vの含有量は0.200%以下とする。Vの含有量は好ましくは0.001%以上とする。Vの含有量は好ましくは0.100%以下とする。
TaおよびWの含有量がそれぞれ0.10%超であると、粗大な析出物や介在物が多量に生成し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、TaおよびWの含有量はそれぞれ0.10%以下にする。なお、TaおよびWの含有量の下限は特に規定しないが、熱間圧延時又は連続焼鈍時に、微細な炭化物、窒化物もしくは炭窒化物を形成する。これにより、鋼板の強度を上昇させることから、TaおよびWの含有量はそれぞれ0.01%以上とすることが好ましい。したがって、添加する場合、TaおよびWの含有量はそれぞれ0.10%以下とする。TaおよびWの含有量は、好ましくはそれぞれ0.01%以上とする。TaおよびWの含有量は、好ましくはそれぞれ0.08%以下とする。
Bは、0.0100%以下であれば鋳造時あるいは熱間圧延時において鋼板内部に割れを生成せず、鋼板の極限変形能を低下させないことから、λおよび曲げ性が低下しない。そのため、Bの含有量は0.0100%以下にする。なお、Bの含有量の下限は特に規定しないが、焼鈍中にオーステナイト粒界に偏析し、焼入れ性を向上させる元素であることから、Bの含有量は0.0003%以上とすることがより好ましい。したがって、Bを含有する場合には、その含有量は0.0100%以下とする。Bの含有量は、より好ましくは0.0003%以上とする。Bの含有量は、さらに好ましくは0.0080%以下とする。
Cr、MoおよびNiがそれぞれ1.00%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Cr、MoおよびNiの含有量はそれぞれ1.00%以下にする。なお、Cr、MoおよびNiの含有量の下限は特に規定しないが、これらは焼入れ性を向上させる元素であることから、Cr、MoおよびNiの含有量はそれぞれ0.01%以上とすることが好ましい。したがって、添加する場合、Cr、MoおよびNiの含有量はそれぞれ1.00%以下とする。Cr、MoおよびNiの含有量は、好ましくは0.01%以上とする。Cr、MoおよびNiの含有量は、好ましくは0.80%以下とする。
Coの含有量が0.010%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Coの含有量は0.010%以下にする。なお、Coの含有量の下限は特に規定しないが、Coは焼入れ性を向上させる元素であることから、Coの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Coの含有量は0.010%以下とする。Coの含有量は、好ましくは0.001%以上とする。Coの含有量は、好ましくは0.008%以下とする。
Cuの含有量が1.00%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Cuの含有量は1.00%以下にする。なお、Cuの含有量の下限は特に規定しないが、Cuは焼入れ性を向上させる元素であることから、Cuの含有量は0.01%以上とすることが好ましい。したがって、添加する場合、Cuの含有量は1.00%以下とする。Cuの含有量は、好ましくは0.01%以上とする。Cuの含有量は、好ましくは0.80%以下とする。
Snの含有量が0.200%超であると、鋳造時あるいは熱間圧延時において鋼板内部に割れを生成し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Snの含有量は0.200%以下にする。なお、Snの含有量の下限は特に規定しないが、Snは焼入れ性を向上させる元素であることから、Snの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Snの含有量は0.200%以下とする。Snの含有量は、好ましくは0.001%以上とする。Snの含有量は、好ましくは0.100%以下とする。
Sbの含有量が0.200%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Sbの含有量は0.200%以下にする。なお、Sbの含有量の下限は特に規定しないが、Sbは表層軟化厚みを制御し、強度調整を可能にする元素であることから、Sbの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Sbの含有量は0.200%以下とする。Sbの含有量は、好ましくは0.001%以上とする。Sbの含有量は、好ましくは0.100%以下とする。
Ca、MgおよびREMの含有量がそれぞれ0.0100%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Ca、MgおよびREMの含有量はそれぞれ0.0100%以下にする。なお、Ca、MgおよびREMの含有量の下限は特に規定しないが、これら元素は窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、Ca、MgおよびREMの含有量はそれぞれ0.0005%以上とすることが好ましい。したがって、添加する場合、Ca、MgおよびREMの含有量はそれぞれ0.0100%以下とする。Ca、MgおよびREMの含有量は、好ましくは0.0005%以上とする。Ca、MgおよびREMの含有量は、好ましくは0.0050%以下とする。なお、REM(希土類元素)とは、Sc、Yと原子番号57のランタン(La)から原子番号71のルテチウム(Lu)までの15元素の総称であり、ここでいうREM含有量は、これらの元素の合計含有量である。
ZrおよびTeがそれぞれ0.100%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、ZrおよびTeの含有量はそれぞれ0.100%以下にする必要がある。なお、ZrおよびTeの含有量の下限は特に規定しないが、窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、ZrおよびTeの含有量はそれぞれ0.001%以上とすることが好ましい。したがって、添加する場合、ZrおよびTeの含有量は0.100%以下とする。ZrおよびTeの含有量は、好ましくはそれぞれ0.001%以上とする。ZrおよびTeの含有量は、好ましくはそれぞれ0.080%以下とする。
Hfの含有量が0.10%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Hfの含有量は0.10%以下にする。なお、Hfの含有量の下限は特に規定しないが、窒化物や硫化物の形状を球状化し、鋼板の極限変形能を向上する元素であることから、Hfの含有量は0.01%以上とすることが好ましい。したがって、添加する場合、Hfの含有量は0.10%以下とする。Hfの含有量は、好ましくは0.01%以上とする。Hfの含有量は、好ましくは0.08%以下とする。
Biの含有量が0.200%超であると、粗大な析出物や介在物が増加し、鋼板の極限変形能を低下させることから、λおよび曲げ性が低下する。そのため、Biの含有量は0.200%以下にする。なお、Biの含有量の下限は特に規定しないが、Biは偏析を軽減する元素であることから、Biの含有量は0.001%以上とすることが好ましい。したがって、添加する場合、Biの含有量は0.200%以下とする。Biの含有量は、好ましくは0.001%以上とする。Biの含有量は、好ましくは0.100%以下とする。
母材鋼板のミクロ組織においてマルテンサイトを一定量含む。具体的には、母材鋼板の板厚1/4位置におけるマルテンサイトの面積率を30%以上とすることにより、所望のYR、高いλ、および、高い曲げ性を実現することが可能となる。したがって、母材鋼板の板厚1/4位置でのマルテンサイトの面積率は30%以上とする。母材鋼板の板厚1/4位置でのマルテンサイトの面積率は、好ましくは35%以上、より好ましくは40%以上、さらに好ましくは45%以上である。なお、母材鋼板の板厚1/4位置でのマルテンサイトの面積率の上限については特に限定されない。しかしながら、高いYR、高いλ、および、高い曲げ性を得る観点から、母材鋼板の板厚1/4位置でのマルテンサイトの面積率は、好ましくは99%以下、より好ましくは98%以下、さらに好ましくは97%以下である。なお、ここでいうマルテンサイトには、焼入れマルテンサイト(フレッシュマルテンサイト)に加え、焼戻しマルテンサイトおよびベイナイトが含まれる。
母材鋼板の板厚1/4位置でのフェライトの面積率を70%以下とすることにより、YRが増加する。また、λが増加し、曲げ性も向上する。したがって、母材鋼板の板厚1/4位置でのフェライトの面積率は70%以下とする。母材鋼板の板厚1/4位置でのフェライトの面積率は、好ましくは60%以下である。なお、母材鋼板の板厚1/4位置でのフェライトの面積率は、0%であってもよい。ただし、製造から24時間後における前記母材鋼板の低温域拡散性水素量を減少し、トリムエッジの品質を向上する観点からは、母材鋼板の板厚1/4位置でのフェライトの面積率は好ましくは1%以上、より好ましくは2%以上である。なお、ここでいうフェライトは、ベイニティックフェライトと定義される場合もある。
母材鋼板のミクロ組織における残留オーステナイトの体積率が20.0%以下であれば、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができる。したがって、残留オーステナイトの体積率は20.0%以下とする。また、残留オーステナイトの体積率が15.0%以下であれば、残留オーステナイト中の炭素濃度が増加し、引張変形中における残留オーステナイトの応力誘起変態が抑制されるため、高いYRを実現することができる。そのため、残留オーステナイトの体積率は、好ましくは15.0%以下、より好ましくは10.0%以下、さらに好ましくは5.0%以下である。なお、残留オーステナイトの体積率の下限については特に限定されず、0%であっても所望の特性が得られる。
[残部組織の面積率(%)]=100-[マルテンサイトの面積率(%)]-[フェライトの面積率(%)]-[残留オーステナイトの面積率(%)]
また、本発明の一実施形態に従う溶融亜鉛めっき鋼板では、母材鋼板の低温域拡散性水素量を適正に制御することが、肝要である。
製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量は、極めて重要な要件である。すなわち、本発明者らは、高いYR、ならびに、製造直後において高いλおよび曲げ性を有し、かつ、トリムエッジの品質を高めた、溶融亜鉛めっき鋼板を得るべく、鋭意検討を重ねた。その結果、製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量、つまり、製造から24時間が経過した時点における母材鋼板を室温から50℃まで加熱した際に母材鋼板から放出される水素量が、上記の特性に影響する。特に、当該水素量が、連続焼鈍ラインでは製造ラインの出側でトリムされたエッジの品質に大きく影響を与えることを見出した。すなわち、本発明者らは、トリムエッジの品質が、母材鋼板を加熱した際に、高温域で母材鋼板から放出される水素量よりもむしろ、低温域、具体的には、室温から50℃までの温度域で放出される水素量に大きく依存しているとの知見を得た。さらに、高いYR、ならびに、高いλおよび曲げ性を有しながら、トリムエッジの品質を大幅に向上させるために、以下の知見を得た。即ち、製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量を低減する、特に、0.015質量ppm以下とすることが不可欠である、との知見を得て、本発明を開発するに至ったのである。そのため、製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量は0.015質量ppm以下とする。製造から24時間経過した時点における母材鋼板の低温域拡散性水素量は少ないほど好ましく、好ましくは0.010質量ppm以下、より好ましくは0.006質量ppm以下である。なお、製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量の下限は特に限定されるものではなく、0質量ppmであってもよい。ただし、生産技術上の制約から、製造から24時間が経過した時点における母材鋼板の低温域拡散性水素量は0.001質量ppm以上が好ましい。
[母材鋼板の低温域拡散性水素量(質量ppm)]=[累積放出水素量(g)]÷[試験片の質量(g)]×106
ここで、製造から24時間が経過した時点とは、溶融亜鉛めっきラインでの全ての工程(表2の焼鈍工程~再加熱工程)が終了し、連続焼鈍ラインの出側でコイル状に巻き取りが完了した時点を起点とし、その起点から24時間±2時間経過後の時点を意味する。
つぎに、本発明の一実施形態に従う溶融亜鉛めっき鋼板の溶融亜鉛めっき層について説明する。なお、ここでいう溶融亜鉛めっき層には、溶融亜鉛めっきに合金化処理を施して得た合金化溶融亜鉛めっき層も含むものとする。また、溶融亜鉛めっき層は、母材鋼板の両表面に設ける。
本開示において、極めて重要な発明構成要件である。めっき層を貫通するクラック数密度を増加することで、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができる。その結果として高いλおよび曲げ性を有しながら、トリムエッジの品質を向上することができる。こうした効果を得るためには、めっき層を貫通するクラック数密度を30本/mm以上にする必要がある。なお、めっき層を貫通するクラック数密度の上限は特に限定しないが、めっき品質が低下することから、100本/mm以下であることが好ましい。したがって、めっき層を貫通するクラック数密度は30本/mm以上とする。めっき層を貫通するクラック数密度は、好ましくは40本/mm以上とする。めっき層を貫通するクラック数密度は、好ましくは100本/mm以下とする。
本開示において、極めて重要な発明構成要件である。めっき層のδ1相の半値全幅を増加することで、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができ、結果として高いλおよび曲げ性を有しながら、トリムエッジの品質を向上することができる。こうした効果を得るためには、めっき層のδ1相の半値全幅を0.100度以上にする必要がある。なお、めっき層のδ1相の半値全幅の上限は特に限定しないが、めっき品質が低下する場合があることから、0.150度以下であることが好ましい。したがって、めっき層のδ1相の半値全幅は0.100度以上とする。めっき層のδ1相の半値全幅は、好ましくは0.110度以上とする。めっき層のδ1相の半値全幅は、好ましくは0.150度以下とする。
つぎに、本発明の一実施形態に従う溶融亜鉛めっき鋼板の製造方法について、説明する。
Ar3(℃)=868-396×[%C]+24.6×[%Si]-68.1×[%Mn]-36.1×[%Ni]-20.7×[%Cu]-24.8×[%Cr]
なお、上記の式中の[%元素記号]は、上記の成分組成における当該元素の含有量(質量%)を表し、当該元素を含まない場合には0とする。
冷間圧延の累積圧下率を増加することで、マルテンサイトの面積率が増加し、フェライトの面積率が低下することから、高いYR、高いλおよび高い曲げ性を得ることができる。こうした効果を得るためには、冷間圧延の累積圧下率を20%以上にする。一方、冷間圧延の累積圧下率が75%を超えると、焼鈍時に生成するオーステナイトの粒径が微細になり、焼鈍板の残留オーステナイトの量が増加する。その結果、製造から24時間後における前記母材鋼板の低温域拡散性水素量が増加するため、λ及び曲げ性が低下し、さらにトリムエッジの品質が低下する。したがって、冷間圧延の累積圧下率は20%以上75%以下とする。冷間圧延の累積圧下率は、好ましくは25%以上とする。冷間圧延の累積圧下率は、好ましくは70%以下とする。冷間圧延の累積圧下率は、より好ましくは27%以上とする。冷間圧延の累積圧下率は、より好ましくは60%以下とする。
冷間圧延の最終パスの通板速度を増加することで、母材鋼板の表層に歪を導入し、めっき層を貫通するクラック数密度を増加することができる。これは、溶融亜鉛めっき処理後の鋼板に、更に合金化処理する場合に顕著に有効となる。その結果、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができ、結果として高いλおよび曲げ性を有しながら、トリムエッジの品質を向上することができる。こうした効果を得るためには、冷間圧延の最終パスの通板速度は50mpm以上とする。なお、冷間圧延の最終パスの通板速度の上限は特に規定しないが、生産技術上の制約から、300mpm以下であることが好ましい。したがって、冷間圧延の最終パスの通板速度は50mpm以上とする。冷間圧延の最終パスの通板速度は、好ましくは70mpm以上とする。冷間圧延の最終パスの通板速度は、好ましくは300mpm以下とする。
加熱温度(焼鈍温度)が780℃未満では、フェライト及びオーステナイトの二相域での焼鈍処理になり、焼鈍後に多量のフェライトを含有するため、所望のYRを実現することが困難になる。なお、加熱温度の上限は特に規定しないが、加熱温度が上昇すると、焼鈍後の表層軟化厚みが増加し、TSが低下することや、旧オーステナイト粒径が粗大化し、YRが低下することから、1000℃以下が好ましい。したがって、加熱温度は780℃以上とする。好ましくは820℃以上とする。加熱温度は、好ましくは1000℃以下とする。加熱温度は、より好ましくは830℃以上とする。加熱温度は、より好ましくは980℃以下とする。なお、加熱温度は、鋼板表面の温度を基準として測定する。なお、前記加熱温度での保熱時間は特に限定しないが、10s以上600s以下とすることが好ましい。
ついで、冷延鋼板に、めっき処理を施し、めっき鋼板とする。めっき処理としては、溶融亜鉛めっき処理が挙げられる。また、溶融亜鉛めっき処理後に、合金化処理を施してもよい。加えて、焼鈍、冷却およびめっき処理を1ライン(CGL(Continuous Galvanizing Line))で連続して行ってもよい。例えば、焼鈍後、冷延鋼板を500℃程度の温度域に冷却する。ついで、冷延鋼板を冷却帯の鋼帯出側に通板し、先端部が溶融亜鉛めっき浴に浸漬されたスナウトを介して、溶融亜鉛めっき浴へと移動させつつ、さらに冷却する。冷延鋼板の冷却終了から冷延鋼板が溶融亜鉛めっき浴に侵入するまでの時間は、特に限定されるものではないが、マルテンサイトおよびフェライトの面積率を制御する観点から、1s以上300s以下とすることが好ましい。なお、冷却帯とスナウトとの連結部の直前には、冷延鋼板の進行方向を変化させてスナウト内に侵入させるためのロールが設けられており、冷延鋼板は、該ロールを通過してから、スナウト内に侵入する。ついで、スナウトを介して、溶融亜鉛めっき浴へと導かれた冷延鋼板を、溶融亜鉛めっき浴中に浸漬させ、溶融亜鉛めっき処理を施し、めっき鋼板とする。
焼鈍工程後は、任意で、めっき鋼板を冷却する(冷却工程)。500℃未満から400℃超における平均冷却速度は特に限定しないが、5℃/s以上30℃/s以下とすることが好ましい。また、前記加熱温度以下400℃超の温度域において、高強度鋼板を一旦冷却し、再度鋼板温度を上昇しても構わない。
250℃以上400℃以下の温度域における平均冷却速度を増加することで、フェライトの面積率を減少し、マルテンサイトの面積率を増加することができる。溶融亜鉛めっき層が凝固した後に、母材鋼板がマルテンサイト変態することで、めっき層を貫通するクラック数密度を増加することができる。その結果、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができ、結果として高いλおよび曲げ性を有しながら、トリムエッジの品質を向上することができる。こうした効果を得るためには、250℃以上400℃以下の温度域における平均冷却速度を1.0℃/s以上とする。250℃以上400℃以下の温度域における平均冷却速度は、2.0℃/s以上が好ましく、3.0℃/s以上がより好ましく、4.0℃/s以上がさらに好ましい。なお、250℃以上400℃以下の温度域における平均冷却速度の上限は特に規定しないが、生産技術上の制約から、100.0℃/s以下が好ましく、80.0℃/s以下がさらに好ましい。冷却停止温度が250℃を超える場合は、平均冷却速度は冷却停止温度以上400℃以下の温度域における値とする。なお、平均冷却速度は、鋼板表面の温度を基準として測定する。
上記の焼鈍および冷却を経た溶融亜鉛めっき鋼板に、表層における一軸引張歪量をある程度以上とする加工を付与することにより、めっき層を貫通するクラック数密度およびめっき層のδ1相の半値全幅を増加することができる。その結果、製造から24時間が経過した時点における前記母材鋼板の低温域拡散性水素量を低減することができ、結果として高いλおよび曲げ性を有しながら、トリムエッジの品質を向上することができる。こうした効果を得るためには、表層における一軸引張歪量は0.1%以上にする必要がある。表層における一軸引張歪量は、好ましくは0.5%以上、より好ましくは1.0%以上である。なお、表層における一軸引張歪量の上限は特に規定しないが、生産技術上の制約から、表層における一軸引張歪量は10.0%以下とすることが好ましい。表層における一軸引張歪量は、より好ましくは7.5%以下である。
上述の冷却工程において、100℃以上450℃以下の温度域の保熱温度で5s以上保熱することが好ましい。上記範囲内にあることで、溶融亜鉛めっき鋼板に保熱を施し、ベイニティックフェライトの面積率をより低減することで、YR、λ及び曲げ性をより好適な範囲内とすることができる。冷却工程での保熱温度は150℃以上がより好ましく、200℃以上がさらに好ましい。また、冷却工程での保熱温度は400℃以下がより好ましく、350℃以下がさらに好ましい。なお、前記冷却工程での温度は鋼板表面温度を基準とする。この温度で保熱した後、冷却し、上述の表層における一軸引張歪量が0.1%以上の歪付与加工を行う。この保熱後の冷却条件は特に限定されず、常法に従えばよい。
冷却工程での前記保熱温度で保熱することで、YR、λ及び曲げ性をより好適な範囲内とすることができる。こうした効果を得るためには、冷却工程での保熱温度における保熱時間は5s以上が好ましく、10s以上がより好ましく、15s以上がさらに好ましい。なお、冷却工程での保熱温度における保熱時間の上限は特に規定しないが、TSをより好適な範囲内とするためには、冷却工程での保熱温度における保熱時間は500s以下が好ましく、250s以下がより好ましい。
上述した冷却工程において、冷却停止温度は250℃以下が好ましく、200℃以下がより好ましい。冷却停止温度が250℃以下であれば、焼鈍後に多量の残留オーステナイトが生じることを防ぎ、YR、λ及び曲げ性をより向上することができる。なお、冷却停止温度の下限は特に規定しないが、生産性の観点から室温以上とすることが好ましい。なお、冷却停止速度は、鋼板表面の温度を基準として測定する。
[再加熱温度:(冷却停止温度+50℃)以上450℃以下(好適条件)]
前記冷却停止温度までの冷却後、あるいは前記冷却停止温度までの冷却後にさらに圧延した後に、溶融亜鉛めっき鋼板に再加熱を施してもよい(再加熱工程)。溶融亜鉛めっき鋼板に再加熱を施すことで、YR及び曲げ性をより好適な範囲内とすることができる。こうした効果を得るためには、再加熱温度は、(冷却停止温度+50℃)以上が好ましく、(冷却停止温度+100℃)以上がより好ましく、(冷却停止温度+150℃)以上がさらに好ましい。一方、再加熱温度の上昇に伴い、マルテンサイトの焼戻しが進行し、TSが低下することから、再加熱温度は、450℃以下が好ましく、400℃以下がより好ましく、380℃以下がさらに好ましい。なお、上記再加熱温度の温度は鋼板表面温度を基準とする。この温度に再加熱・保熱した後、冷却する。この再加熱は、上述の表層における一軸引張歪量が0.1%以上の歪付与加工を行った後に行っても良いし、当該歪付与加工を行う前に行ってもよい。この再加熱・保熱後の冷却条件は特に限定されず、常法に従えばよい。
前記再加熱温度で保熱することで、YR及び曲げ性をより好適な範囲内とすることができる。こうした効果を得るためには、再加熱温度での保熱時間は、5s以上が好ましく、10s以上がより好ましく、15s以上がさらに好ましい。なお、再加熱温度での保熱時間の上限は特に規定しないが、TSをより好適な範囲内とするためには、再加熱温度での保熱時間は、500s以下が好ましく、250s以下がより好ましい。なお、前記再加熱温度から室温までの冷却速度は特に限定されず、任意の方法により室温まで冷却することができる。冷却方法としては、ガスジェット冷却、ミスト冷却、水冷、及び空冷などを適用することができる。
つぎに、本発明の一実施形態に係る部材について、説明する。
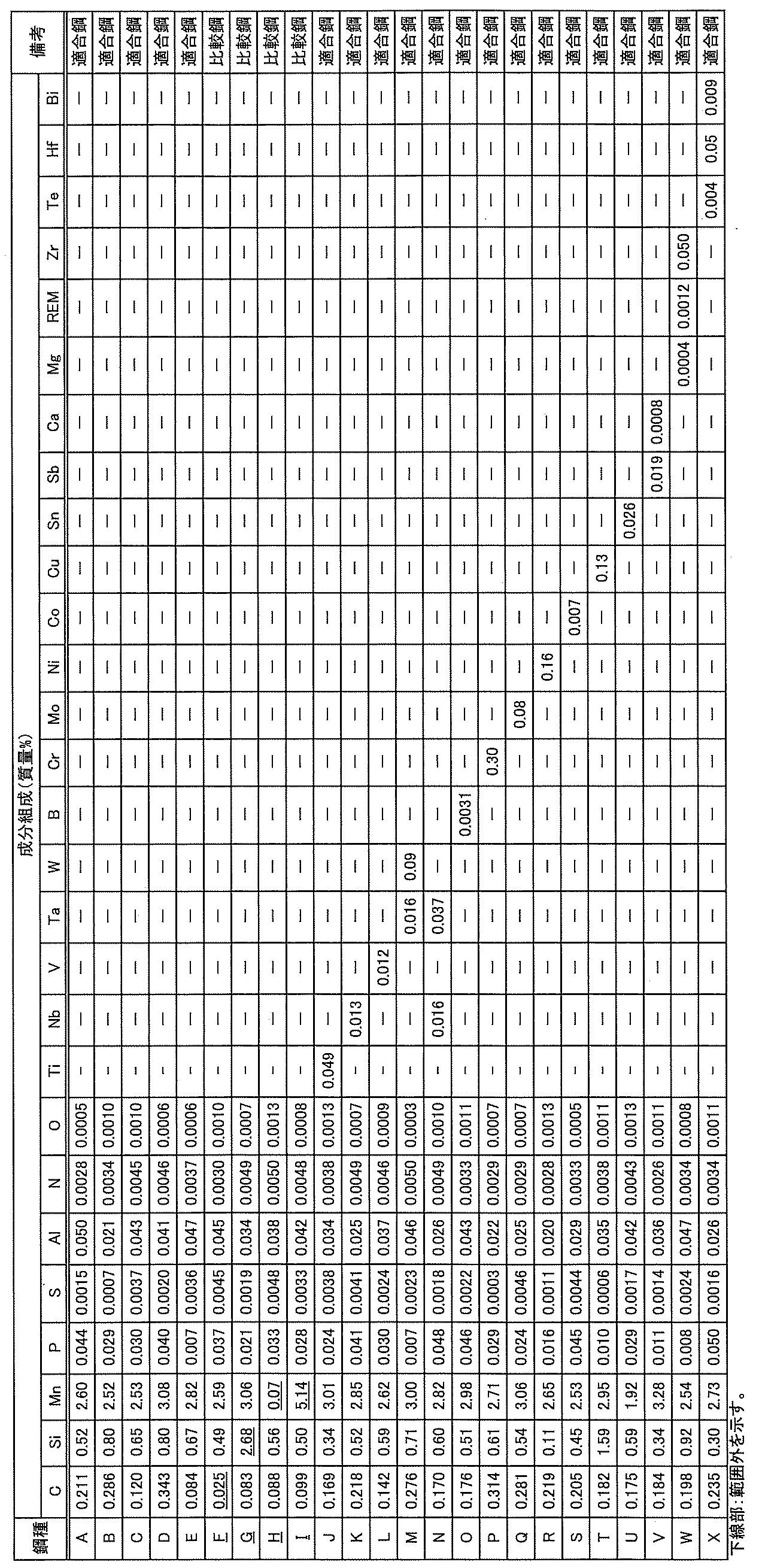
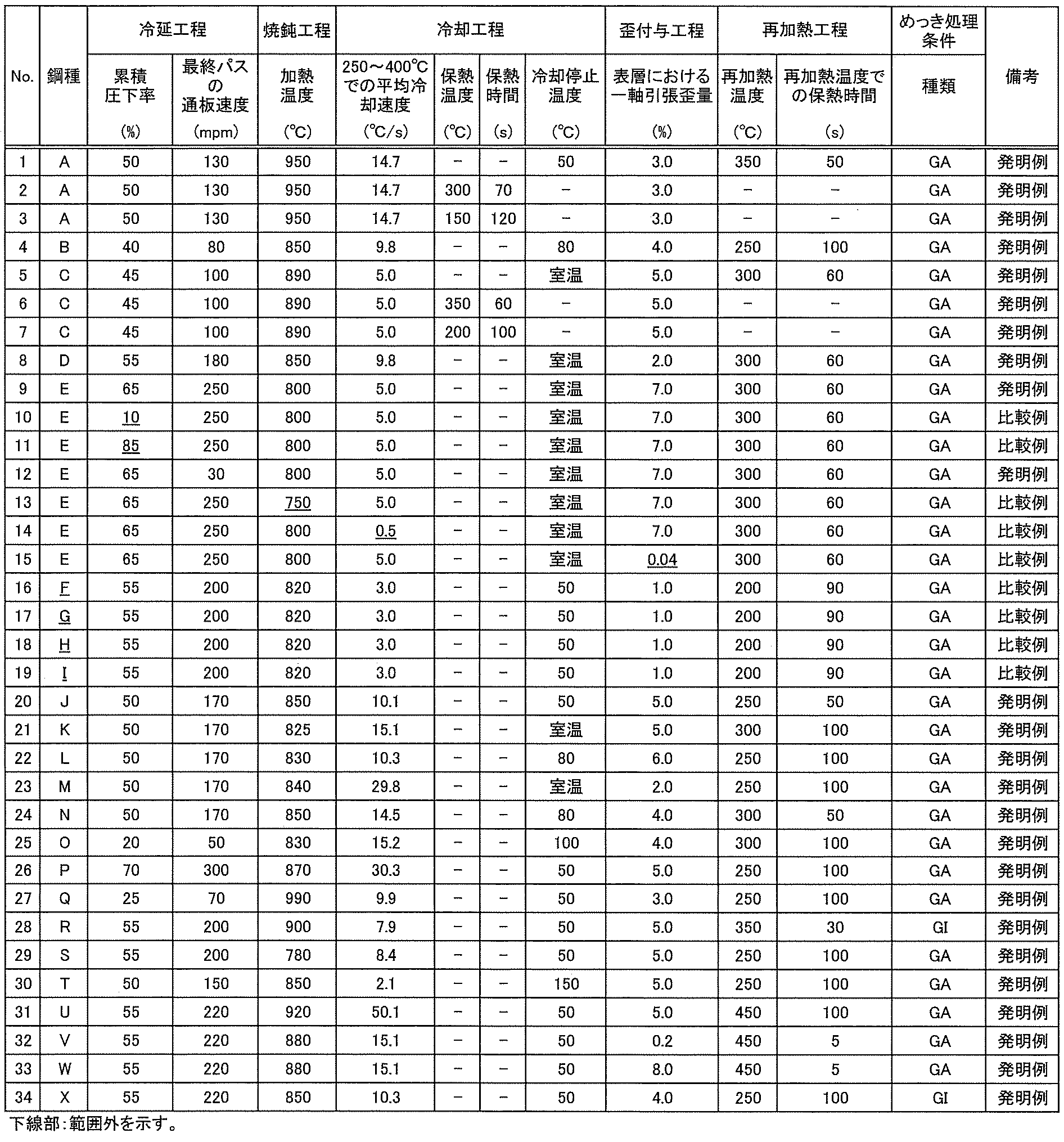
引張試験は、JIS Z 2241:2022に準拠して行った。得られた鋼板より、鋼板の圧延方向に対して直角方向となるようにJIS5号試験片を採取し、クロスヘッド速度が1.67×10-1mm/sの条件で引張試験を行い、YSおよびTSを測定した。なお、本発明では、降伏比(YR)が55%以上の場合を部品強度が高いと判断した。なお、YRは上述の式(1)に記載の計算方法で算出した。
穴広げ試験は、JIS Z 2256に準拠して行った。製造から24時間後の鋼板より、100mm×100mmにせん断し、ついで、せん断した鋼板にクリアランス:12.5%で直径:10mmの穴を打ち抜いた。ついで、内径:75mmのダイスを用いてしわ押さえ力:9ton(88.26kN)で鋼板を抑え、その状態で、頂角:60°の円錐ポンチを穴に押し込んで亀裂発生限界における穴直径を測定した。そして、次式により、限界穴広げ率:λ(%)を求めた。
限界穴広げ率:λ(%)={(Df-D0)/D0}×100
ここで、Dfは亀裂発生時の穴径(mm)、D0は初期穴径(mm)である。そして、限界穴広げ率:λが30%以上の場合に、製造直後の伸びフランジ性に優れると判断した。
曲げ試験は、JIS Z 2248:2022に準拠して行った。製造から24時間が経過した時点の鋼板から、鋼板の圧延方向に対して平行方向が曲げ試験の軸方向となるように、幅が30mm、長さが100mmの短冊状の試験片を採取した。その後、押込み荷重が100kN、押付け保持時間が5秒とする条件で、90°V曲げ試験を行った。なお、本開示では、曲げ性は曲げ半径(R)を板厚(t)で除した値R/tが約4.5即ち、4.3~4.7となるRにおいて、5サンプルの曲げ試験を実施した。次いで、5サンプル全ての曲げ頂点の稜線部におけるき裂の長さを評価し、き裂長さが200μm以下の場合、製造直後の曲げ性に優れると判断した。ここで、き裂長さは、曲げ頂点の稜線部をデジタルマイクロスコープ(RH-2000:株式会社ハイロックス製)を用いて、40~160倍の倍率で測定することにより評価した。
トリムエッジの品質は、CGLの出側でのコイルのエッジを、実際のクリアランスが15~20%となるようにトリムした後、そのトリムされたエッジに対して、観察面である垂直方向にトリムエッジを含むように切断した。ついで、ダイヤモンドペーストを用いて観察面を鏡面研磨した。加速電圧が15kVの条件で、SEMを用いて、トリムエッジを観察位置とし、30倍の倍率で、トリムエッジ全体を含むように観察した。得られた画像に割れが確認されない場合に、トリムエッジの品質に優れると判断した。ここで、割れとは100μm以上の長さの亀裂を意味する。
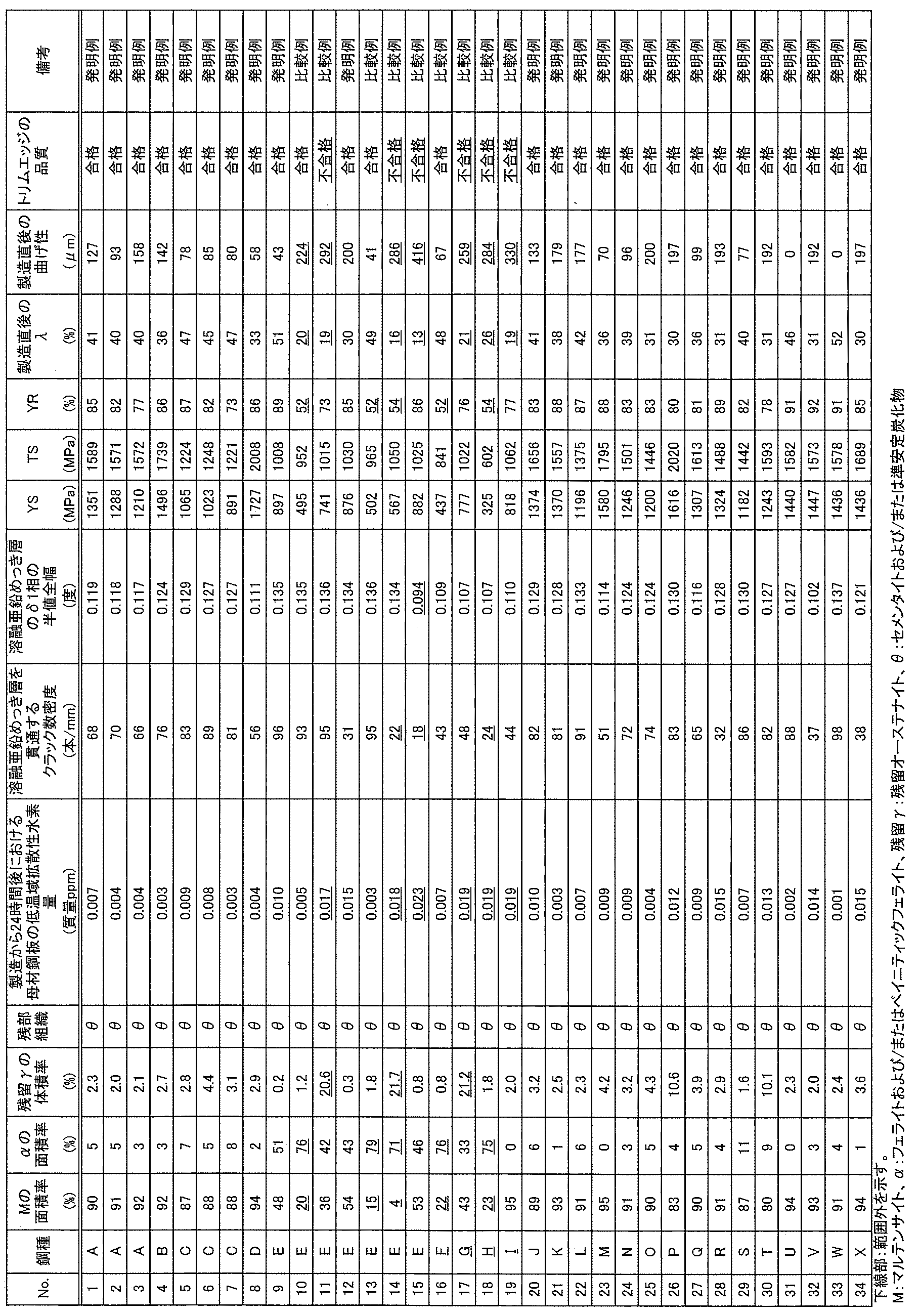
Claims (12)
- 母材鋼板と、前記母材鋼板の表面の溶融亜鉛めっき層と、を備える溶融亜鉛めっき鋼板であって、
前記母材鋼板は、質量%で、
C:0.030%以上0.500%以下、
Si:0.01%以上2.50%以下、
Mn:0.10%以上5.00%以下、
P:0.100%以下、
S:0.0200%以下、
Al:0.100%以下、
N:0.0100%以下および
O:0.0100%以下を含有し、
残部がFeおよび不可避的不純物からなる成分組成と、
前記母材鋼板の板厚1/4位置において、
マルテンサイトの面積率が30%以上、
フェライトの面積率が70%以下、および、
残留オーステナイトの体積率が20.0%以下のミクロ組織と、を有し、
前記溶融亜鉛めっき鋼板の製造から24時間が経過した時点における前記母材鋼板を室温から50℃まで加熱する際に前記母材鋼板から放出される水素量である、低温域拡散性水素量が0.015質量ppm以下であり、
前記溶融亜鉛めっき層において、
前記溶融亜鉛めっき層を貫通するクラック数密度が30本/mm以上、
前記溶融亜鉛めっき層のδ1相の半値全幅が0.100度以上である、溶融亜鉛めっき鋼板。 - 前記成分組成は、さらに、質量%で、
Ti:0.200%以下、
Nb:0.200%以下、
V:0.200%以下、
Ta:0.10%以下、
W:0.10%以下、
B:0.0100%以下、
Cr:1.00%以下、
Mo:1.00%以下、
Co:0.010%以下、
Ni:1.00%以下、
Cu:1.00%以下、
Sn:0.200%以下、
Sb:0.200%以下、
Ca:0.0100%以下、
Mg:0.0100%以下、
REM:0.0100%以下、
Zr:0.100%以下、
Te:0.100%以下、
Hf:0.10%以下、
Bi:0.200%以下、
のうちから選ばれる少なくとも1種の元素を含有する、請求項1に記載の溶融亜鉛めっき鋼板。 - 前記溶融亜鉛めっき層が、合金化溶融亜鉛めっき層である、請求項1または2に記載の溶融亜鉛めっき鋼板。
- 請求項1~3のいずれか1項に記載の溶融亜鉛めっき鋼板を用いてなる、部材。
- 請求項4に記載の部材からなる、自動車の骨格構造部品又は自動車の補強部品。
- 請求項1または2に記載の成分組成を有する鋼スラブに、
熱間圧延を施して熱延鋼板とし、
ついで、前記熱延鋼板に酸洗を施して酸洗板とし、
ついで、前記酸洗板に、累積圧下率を20%以上75%以下として冷間圧延を施して冷延鋼板とし、
ついで、前記冷延鋼板を、加熱温度:780℃以上の条件で、焼鈍し、
ついで、前記冷延鋼板に、溶融亜鉛めっき処理を施してめっき鋼板とし、
ついで、前記めっき鋼板を、250℃以上400℃以下の温度域における平均冷却速度を1.0℃/s以上の条件で、冷却し、
ついで、前記めっき鋼板に、表層における一軸引張歪量が0.1%以上を付与する加工を施す、溶融亜鉛めっき鋼板の製造方法。 - 前記めっき鋼板の冷却中に、100℃以上450℃以下の温度域で5s以上保熱し、その後冷却し、その後、前記加工を施す、請求項6に記載の溶融亜鉛めっき鋼板の製造方法。
- 前記めっき鋼板の冷却中に、250℃以下の冷却停止点で冷却を停止した後、(冷却停止温度+50℃)以上450℃以下の温度域に再加熱し、この温度域で5s以上保熱し、その後冷却し、その後、前記加工を施す、請求項6に記載の溶融亜鉛めっき鋼板の製造方法。
- 前記めっき鋼板の冷却中に、250℃以下の冷却停止点で冷却を停止し、その後、前記加工を施し、ついで、(冷却停止温度+50℃)以上450℃以下の温度域に再加熱し、この温度域で5s以上保熱し、その後冷却する、請求項6に記載の溶融亜鉛めっき鋼板の製造方法。
- 前記溶融亜鉛めっき処理後の鋼板に合金化処理を施す、請求項6~9のいずれか1項に記載の溶融亜鉛めっき鋼板の製造方法。
- 冷間圧延を施す際に、最終パスの通板速度を50mpm以上とする、請求項6~10のいずれか1項に記載の溶融亜鉛めっき鋼板の製造方法。
- 請求項1~3のいずれか1項に記載の溶融亜鉛めっき鋼板に、成形加工又は接合加工の少なくとも一方を施して部材とする工程を有する、部材の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257039710A KR20260003180A (ko) | 2023-06-09 | 2024-05-16 | 용융 아연 도금 강판 및 그 제조 방법, 그리고 부재와 그 제조 방법, 및 당해 부재로 이루어지는 자동차의 골격 구조 부품 또는 자동차의 보강 부품 |
| JP2024550711A JP7831621B2 (ja) | 2023-06-09 | 2024-05-16 | 溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材とその製造方法、および当該部材からなる自動車の骨格構造部品又は自動車の補強部品 |
| EP24819121.5A EP4696801A1 (en) | 2023-06-09 | 2024-05-16 | Hot-dip galvanized steel sheet, production method for same, member and production method for same, and automobile skeleton structure component or automobile reinforcing component comprising member |
| CN202480036065.3A CN121335998A (zh) | 2023-06-09 | 2024-05-16 | 热镀锌钢板及其制造方法、构件及其制造方法以及由该构件构成的汽车的骨架结构部件或汽车的加强部件 |
| MX2025014479A MX2025014479A (es) | 2023-06-09 | 2025-12-02 | Laminas de acero galvanizado por inmersion en caliente, metodo para su fabricacion, miembro, metodo para su fabricacion y parte estructural del armazon de automovil o parte de refuerzo de automovil que incluye el miembro |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-095361 | 2023-06-09 | ||
| JP2023095361 | 2023-06-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024252888A1 true WO2024252888A1 (ja) | 2024-12-12 |
Family
ID=93795343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/018163 Ceased WO2024252888A1 (ja) | 2023-06-09 | 2024-05-16 | 溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材とその製造方法、および当該部材からなる自動車の骨格構造部品又は自動車の補強部品 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4696801A1 (ja) |
| JP (1) | JP7831621B2 (ja) |
| KR (1) | KR20260003180A (ja) |
| CN (1) | CN121335998A (ja) |
| MX (1) | MX2025014479A (ja) |
| WO (1) | WO2024252888A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11200000A (ja) * | 1998-01-06 | 1999-07-27 | Sumitomo Metal Ind Ltd | 耐低温チッピング性、加工性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2006183090A (ja) * | 2004-12-27 | 2006-07-13 | Kobe Steel Ltd | 耐パウダリング性に優れた高張力合金化溶融亜鉛めっき鋼板 |
| WO2016072479A1 (ja) * | 2014-11-05 | 2016-05-12 | 新日鐵住金株式会社 | 溶融亜鉛めっき鋼板 |
| WO2020136990A1 (ja) * | 2018-12-26 | 2020-07-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP6777267B1 (ja) | 2019-02-22 | 2020-10-28 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2022091529A1 (ja) * | 2020-10-27 | 2022-05-05 | Jfeスチール株式会社 | 熱間プレス部材および熱間プレス用鋼板ならびにそれらの製造方法 |
-
2024
- 2024-05-16 KR KR1020257039710A patent/KR20260003180A/ko active Pending
- 2024-05-16 CN CN202480036065.3A patent/CN121335998A/zh active Pending
- 2024-05-16 WO PCT/JP2024/018163 patent/WO2024252888A1/ja not_active Ceased
- 2024-05-16 JP JP2024550711A patent/JP7831621B2/ja active Active
- 2024-05-16 EP EP24819121.5A patent/EP4696801A1/en active Pending
-
2025
- 2025-12-02 MX MX2025014479A patent/MX2025014479A/es unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11200000A (ja) * | 1998-01-06 | 1999-07-27 | Sumitomo Metal Ind Ltd | 耐低温チッピング性、加工性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2006183090A (ja) * | 2004-12-27 | 2006-07-13 | Kobe Steel Ltd | 耐パウダリング性に優れた高張力合金化溶融亜鉛めっき鋼板 |
| WO2016072479A1 (ja) * | 2014-11-05 | 2016-05-12 | 新日鐵住金株式会社 | 溶融亜鉛めっき鋼板 |
| WO2020136990A1 (ja) * | 2018-12-26 | 2020-07-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP6777267B1 (ja) | 2019-02-22 | 2020-10-28 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2022091529A1 (ja) * | 2020-10-27 | 2022-05-05 | Jfeスチール株式会社 | 熱間プレス部材および熱間プレス用鋼板ならびにそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121335998A (zh) | 2026-01-13 |
| JPWO2024252888A1 (ja) | 2024-12-12 |
| EP4696801A1 (en) | 2026-02-18 |
| JP7831621B2 (ja) | 2026-03-17 |
| KR20260003180A (ko) | 2026-01-06 |
| MX2025014479A (es) | 2026-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12435384B2 (en) | High-strength steel sheet and method for manufacturing same | |
| JP6787535B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP7195501B1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材 | |
| JP6777267B1 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| US20230129828A1 (en) | Steel sheet, member, and method for producing them | |
| CN110291217A (zh) | 高强度钢板及其制造方法 | |
| JP7239078B1 (ja) | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 | |
| KR20240075851A (ko) | 아연 도금 강판 및 부재, 그리고, 그것들의 제조 방법 | |
| JP7831621B2 (ja) | 溶融亜鉛めっき鋼板およびその製造方法、ならびに、部材とその製造方法、および当該部材からなる自動車の骨格構造部品又は自動車の補強部品 | |
| JP7193044B1 (ja) | 高強度鋼板およびその製造方法、ならびに、部材 | |
| JP7673875B1 (ja) | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 | |
| CN117545867B (en) | Hot dip galvanized steel sheet, method for manufacturing same, and component | |
| JP7754375B1 (ja) | 高強度亜鉛めっき鋼板、部材、自動車部品、高強度亜鉛めっき鋼板の製造方法および部材の製造方法 | |
| JP7323094B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP7673874B1 (ja) | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法、ならびに、部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024550711 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24819121 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517106771 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024819121 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 1020257039710 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501008122 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2025/014479 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517106771 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/014479 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024819121 Country of ref document: EP Effective date: 20251112 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024819121 Country of ref document: EP |