WO2024253623A1 - Surface defect detection system - Google Patents
Surface defect detection system Download PDFInfo
- Publication number
- WO2024253623A1 WO2024253623A1 PCT/TR2024/050594 TR2024050594W WO2024253623A1 WO 2024253623 A1 WO2024253623 A1 WO 2024253623A1 TR 2024050594 W TR2024050594 W TR 2024050594W WO 2024253623 A1 WO2024253623 A1 WO 2024253623A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- light source
- image capturing
- mirror
- capturing device
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
- G01N21/898—Irregularities in textured or patterned surfaces, e.g. textiles, wood
- G01N21/8983—Irregularities in textured or patterned surfaces, e.g. textiles, wood for testing textile webs, i.e. woven material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03J—AUXILIARY WEAVING APPARATUS; WEAVERS' TOOLS; SHUTTLES
- D03J1/00—Auxiliary apparatus combined with or associated with looms
- D03J1/007—Fabric inspection on the loom and associated loom control
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B35/00—Details of, or auxiliary devices incorporated in, knitting machines, not otherwise provided for
- D04B35/10—Indicating, warning, or safety devices, e.g. stop motions
- D04B35/20—Indicating, warning, or safety devices, e.g. stop motions responsive to defects, e.g. holes, in knitted products
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H3/00—Inspecting textile materials
- D06H3/08—Inspecting textile materials by photo-electric or television means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N33/00—Investigating or analysing materials by specific methods not covered by groups G01N1/00 - G01N31/00
- G01N33/36—Textiles
- G01N33/367—Fabric or woven textiles
Definitions
- the present invention relates to a system that actively enables optical detection of defects on the surface of objects.
- Some objects are manufactured through continuous processes. For instance, objects like textile products can be produced continuously by flat or circular weaving or knitting machines. Circular manufacturing machines contain a rotating component. A uniform pattern is desired on the surface of such objects. For various reasons, defects can occur in the surface patterns of the objects, and a uniform pattern may not be achieved. For example, in a circular or flat knitting machine, defects in the surface pattern of the final textile product may occur due to reasons such as one of the knitting needles breaking or failing to catch the yarn to be included in the knitting, or the yarn taken from the bobbin (to be included in the knitting) not being of the desired standard quality.
- WO 2021/156756 describes a defect detection system that can be adapted to a circular knitting machine producing tubular textile products.
- WO 2021/156756 essentially describes an optical defect detection system comprising an imaging unit with a camera that captures images at short intervals and a sensor producing data corresponding to the captured images; a processor interfaced with the sensor for analyzing sensor data, and optionally, an illumination unit.
- one or more cameras can be used and these cameras can be positioned in various parts of the circular knitting machine.
- a first configuration of WO 2021/156756 e.g., Figure 6
- multiple cameras are arranged side by side to capture an area close to the top of the winding roll where the knitted textile product is wrapped.
- the cameras are connected to the rotating component of the knitting machine and thus rotate along with the knitted textile material.
- the images captured by the cameras consist of views taken in the direction of the knitted textile product.
- a camera is arranged to capture the area where the knitted tubular textile material takes on a shape similar to an inverted triangular pyramid.
- the camera may or may not be connected to the rotating component of the knitting machine.
- the images captured by this camera essentially consist of views around the circumference of the knitted textile product.
- the images captured by this camera cannot enable precise defect detection across the entire width of the textile product.
- a third configuration of WO 2021/156756 similar to the first configuration (e.g., Figures 11 A to 11C), multiple cameras arranged side by side can be collectively moved horizontally and vertically.
- WO 2021/156756 contains several disadvantages. Firstly, it is not possible to detect defects at every stage of the knitted textile product with the same camera configuration. This is because tubular textile products take on different shapes at different stages of production: initially, just below the knitting needles, they take a shape similar to an inverted cone; later, when the textile product reaches the part with separator arms, it takes on a shape similar to an inverted triangular pyramid, and finally, it is passed through tension rollers to be formed into a sheet.
- a further disadvantage of WO 2021/156756 relates to the image capture speed.
- the image capture speed of the camera is limited by the speed of the rotating component of the circular knitting machine.
- the camera is connected to the rotating component, it is not possible for this single camera to capture the entire width of the textile product precisely.
- multiple cameras arranged side by side e.g., Figure 6) are moved collectively in horizontal and vertical directions (e.g., Figures 11 A to 11 C)
- this movement cannot reach high speeds, as the cameras are connected to the rotating component of the machine and can be adversely affected by the centrifugal force on the camera and its components.
- the object of the invention is to provide an effective detection of defects on the surfaces of objects.
- Another object of the invention is to provide a compact system for detecting defects on the surfaces of objects.
- a further object of the invention is to ensure the rapid detection of defects on the surfaces of objects.
- the present invention provides a system for actively detecting defects on the surface of an object with a surface area.
- the system comprises a calibratable image capturing unit configured to capture images from at least one target area of the object, the image capturing unit comprising an image capturing device and optionally a first mirror configured to transmit images from at least one target area to the image capturing device; an image sensor converting the images taken by the image capturing unit into data; a processor communicating with the image sensor to analyze the data received from the image sensor; and at least one light source, characterized in that at least the image capturing device or the optional first mirror is configured to perform a rotational oscillation.
- the image capturing device may perform rotational oscillation preferably via a controlled motor such as a step motor or a servo motor.
- a controlled motor such as a step motor or a servo motor.
- the image capturing device in a configuration where the image capturing unit comprises a first mirror, the image capturing device may be held stationary, and the first mirror may perform rotational oscillation preferably via a controlled motor such as a step motor or a servo motor.
- both the image capturing device and the first mirror may perform rotational oscillation preferably via controlled motors such as step motors or servo motors.
- a first light source may be configured to perform rotational oscillation, preferably via a controlled motor such as a step motor or a servo motor, to direct light to the target area of the object.
- a second or a third mirror configured to reflect light from the first light source onto the object may be provided.
- the second and the third mirror may be configured to perform rotational oscillation, preferably via a controlled motor such as a step motor or a servo motor.
- the first light source and the second and the third mirror may be configured to perform rotational oscillation, preferably via controlled motors such as step motors or servo motors.
- a second light source may be provided.
- This second light source may also perform rotational oscillation, preferably via a controlled motor such as a step motor or a servo motor, similar to the first light source.
- a third mirror configured to reflect light from the second light source onto the object may be provided.
- the third mirror may be configured to perform rotational oscillation, preferably via a controlled motor such as a step motor or a servo motor.
- the image capturing device may be arranged to be located between the first light source and the second light source, preferably at an equal distance from both.
- the first mirror may be arranged to be located between the second mirror and the third mirror, preferably at an equal distance from both.
- the second light source and the third mirror may be configured to perform rotational oscillation, preferably via controlled motors such as step motors or servo motors.
- a light source may be arranged to illuminate essentially all of the target areas from which images are to be taken. In such a configuration, it may not be necessary to use an additional light source and a motor, such as a step motor or a servo motor, to rotate it, as mentioned with the first light source above.
- a motor such as a step motor or a servo motor
- the light source may be connected to rotate along with the rotating component.
- the image capturing device can be a camera capable of capturing photo image or video image.
- the rotational oscillation speed of the image capturing device, the rotational oscillation speed of the first mirror, the rotational oscillation speed of the light source, and the rotational oscillation speed of the second mirror can be set to a predetermined fixed value or can be adjustable to a desired value.
- the rotational oscillation of the image capturing device and the rotational oscillation of the light source may be configured such that the area illuminated by the light source on the object at least partially overlaps with the target area captured by the image capturing device.
- the area illuminated by the light source essentially overlaps with the target area captured by the image capturing device.
- the "light” coming from the light source within the scope of this description can be of various wavelengths.
- the light can be, for example, visible light, infrared light, or ultraviolet light.
- the image capturing unit can include a lens that can dynamically change its focal length to a desired level, such as a motorized lens or flexible lenses that change focus using an electromechanical compression method or a liquid lens that operates on the "electrowetting" principle, where the interface between two liquids is modified when voltage is applied.
- a lens that can dynamically change its focal length to a desired level such as a motorized lens or flexible lenses that change focus using an electromechanical compression method or a liquid lens that operates on the "electrowetting" principle, where the interface between two liquids is modified when voltage is applied.
- Figure 1 An elevated perspective view of the defect detection system suitable for the invention along with the rotating component of a tubular-shaped object is given.
- Figure 2 An elevated perspective view from another angle of the defect detection system suitable for the invention along with the rotating component of a tubularshaped object is given.
- Figure 3 A representative perspective view of the defect detection system suitable for the invention, showing the image capturing device, the first light source, and the relevant mirrors.
- Figure 4 Another representative perspective view of the defect detection system suitable for the invention, showing the image capturing device, the first light source, and the relevant mirrors from a different angle.
- Figure 5 A representative side view of the defect detection system suitable for the invention, showing the image capturing device, the first light source, the second light source, and the relevant mirrors.
- Figure 6 A representative side view of the defect detection system suitable for the invention, showing the linear movement of the image capturing device.
- Figure 7 A representative side view of the defect detection system suitable for the invention, showing the image capturing device and the first light source with coaxial and conical mirrors.
- Figure 8 A representative perspective view of a configuration including the image capturing device and the first light source of the defect detection system suitable for the invention.
- Figure 9 A view of the sequential images taken from the tubular-shaped object arranged side by side.
- Figure 10 A view corresponding to the step of correcting the images in Figure 9.
- Figure 11 A view of the image data fragments obtained from the corrected images.
- Figure 12 A view corresponding to an initial image capturing moment of the image capturing device.
- Figure 13 A view corresponding to a second image capturing moment of the image capturing device.
- Figure 14 A view corresponding to a third image capturing moment of the image capturing device.
- Figure 15 A view of the appearance of a surface defect detection application on a quality control machine for objects in flat flow.
- Figure 16 A view of the appearance of a defect detection application on a bundle as an object consisting of parts arranged side by side in a longitudinal form.
- Figure 17 A view of the appearance of a surface defect inspection application on a weaving machine for a textile object in flat flow.
- Figure 18 A view of an appearance corresponding to the application of light from the back surface of translucent objects.
- Figure 19 A view of the appearance of an application in a weaving machine where the imaging device and the light source are positioned separately.
- the term "object” whose surface is to be detected for defects should be understood to correspond to objects characterized by a pattern on a planar surface.
- textile materials such as woven or knitted fabrics, surfaces of solid objects like plastic, glass, or metal, and a bundle consisting of multiple threads arranged side by side should be considered as “objects” within the scope of the invention.
- the "object” within the scope of the invention can be in a rotatable state, being connected to a rotating mechanism, or it can be in a stationary state. Additionally, the "object” can also be in a flat-flow state.
- Figure 1 shows a rotating component (2) of a machine where a tubular-shaped object (1 ) is produced and the defect detection system.
- An example of a machine producing tubular-shaped objects with a rotating component may be a circular knitting machine.
- Tubular textile materials produced by knitting are obtained by knitting yarns fed to each of the multiple knitting needles moving vertically in a circular knitting machine.
- the knitted textile product (fabric) forms a tubular shape immediately below the knitting needles and extends continuously downward.
- the textile product As the textile product extends downward from immediately below the knitting needles, it takes on a shape similar to an inverted cone because the textile product is more tensioned in the region where the needles are located. When the textile product reaches the region where the separator arms (3) are located, it takes on a shape similar to an inverted triangular pyramid. The textile product passing through the lower edge of the inverted triangular pyramid takes on a plate/sheet form and is then wound onto a winding roll (5).
- an image capturing device (6) such as a camera configured to capture photo or video images, is arranged at a distance from the rotating component (2).
- the image capturing device (6) is arranged independently of the rotating component (2).
- the viewing projection of the image capturing device (6) forms a target area (4) on the textile product for the images to be taken.
- the image capturing device (6) may be arranged within a housing (23). As shown in Figure 8, the image capturing device (6) is rotated to perform a rotational oscillation by a first motor (10), which is preferably also arranged within the housing (23).
- the first motor (10) can be connected to the image capturing device (6) from the bottom or the top.
- rotational oscillation should be understood to mean rotating the image capturing device (6) in the clockwise and counterclockwise directions within an angle range of 0° to 180°.
- the axis of rotation of the image capturing device (6) can preferably be aligned with the axis of rotation of the rotating component (2) and preferably this direction can be perpendicular, parallel or at any angle to the ground plane.
- the image capturing device (6) may also be non- rotatably coupled to the housing (23).
- a first mirror (7) can be rotated by the first motor (10) to perform rotational oscillation.
- the first mirror (7) can have an inclined surface with respect to the vertical (or horizontal) direction, and the inclination angle is preferably 45 degrees.
- the images of the target area (4) taken from the tubular object (1) are reflected by the first mirror and transmitted to the image capturing device (6).
- the first mirror (7) may also be arranged within the housing (23).
- the term "motor” should be understood to include both digitally controlled and non-digitally controlled motors.
- the term "motor” within this description preferably corresponds to digitally controlled motors such as step motors or servo motors.
- parameters such as the angle range and speed of the motor's rotational oscillation can be controlled.
- the target areas (4) from which images are to be taken for detecting surface defects of a tubular textile product can be taken from the inverted cone-like surface immediately below the knitting needles as mentioned above, or from the inverted triangular pyramid-like surface in the region where the separator arms (3) are located, or from the surface where the textile product takes on a sheet form.
- the angle range of the rotational oscillation of the image capturing device (6) (or the first mirror (7)) can also vary.
- the width value of the textile product can be defined by the user as input data to a processor, as explained below, thereby calculating the rotational oscillation angle range.
- this angle range calculation can also be performed for the first light source (or second mirror) and the second light source (or third mirror), as explained below.
- the rotational speed (or the amount of rotational angle) of the image capturing device (6) (or the first mirror (7)) can be adjusted considering the rotational speed (or the amount of rotational angle) of the textile product.
- the image capturing device (6) (or the first mirror (7)) in the most optimal position while performing rotational oscillation, meaning positioning the projection plane of the image capturing device (6) (or the projection plane of the first mirror (7)) in essentially the same plane as the target area (4).
- the projection of the image capturing device (6) is shown in Figures 12 to 14.
- the term "essentially” should be understood to mean that the angle between the projection plane and the target area plane may be between -5° and +5°. However, in the case of flat objects, this tolerance angle is likely to be greater, for example, an angle range between -10° to +10°.
- a reflector (15) can be coupled to the rotating component (2).
- a reflector sensor (16) preferably arranged within the housing (23), is configured to detect when it is aligned with the reflector (15). Since the circumferential speed of the rotating component (4) is known, the time interval between the first detection and the second detection of the reflector (15) by the reflector sensor (16) can be fed into the processor to calculate the circumference of the diameter formed by the rotating textile product.
- This circumference value can be divided by a predetermined fixed number, such as 2048 or 4096, to determine the amount of angle the first motor (10) will rotate each time. Additionally, in cases where a rotary encoder can be connected, angular velocity and position information can be obtained.
- speed and position information can be obtained from encoders attached to the rollers through which the fabric passes.
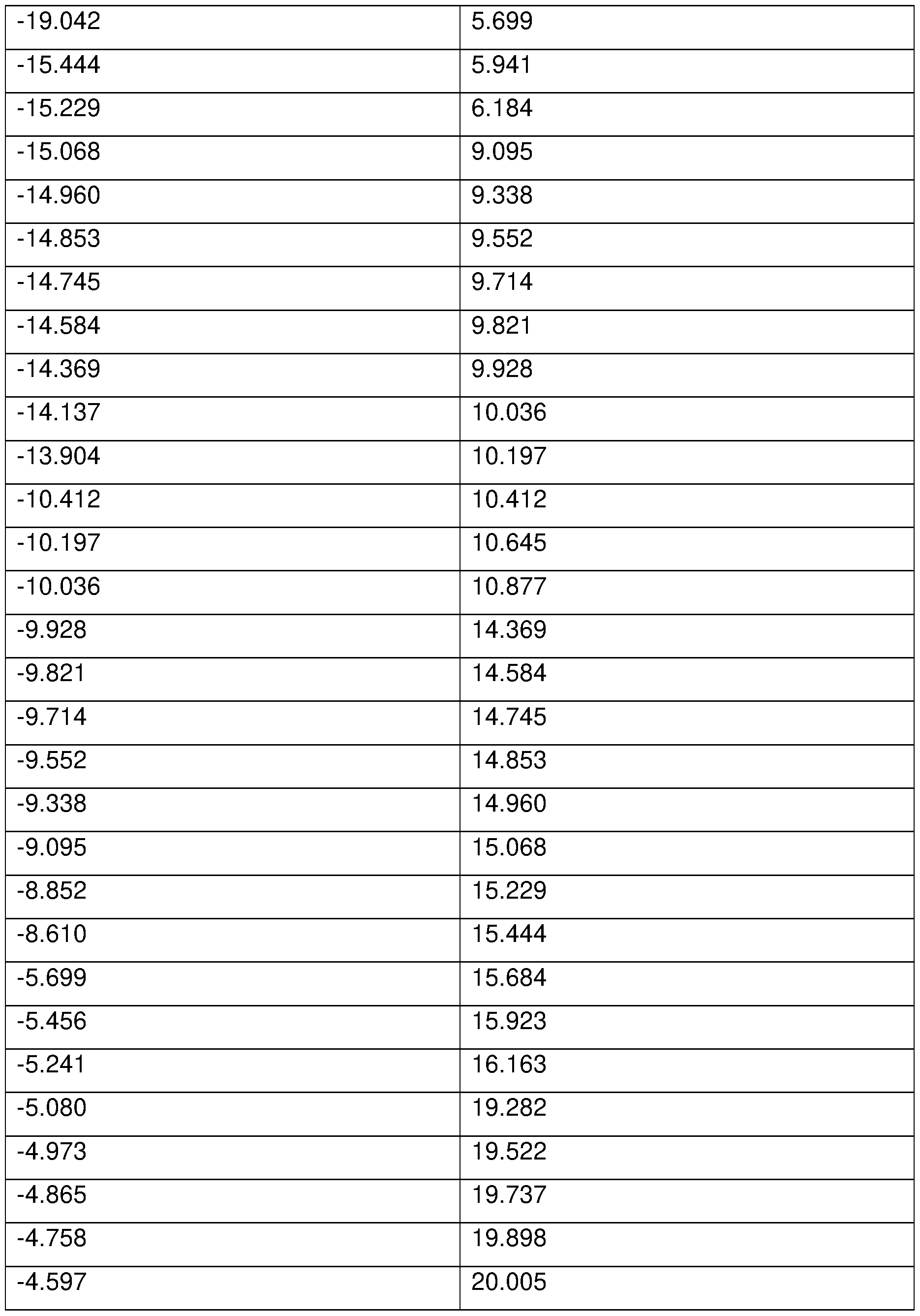
- the drive signal frequency (sequence) sent to the first motor (10) can be varied based on the angular position of the image capturing device (6) (or the first mirror (7)).
- drive signals can be sent to the first motor (10) at various angles as shown in the following table:
- the light intensity in the environment where the imaging device (6) operates may be sufficient on its own. Therefore, the use of light sources directed at the target areas (4), which will be detailed below, may be optional.
- a first light source (9) can be arranged on one side of the image capturing device (6) and preferably within the housing (23).
- the light beam from the first light source (9) is configured to illuminate the target area (4) on the textile product.
- the first light source (9) is rotated to perform rotational oscillation by a second motor (11), which is also preferably arranged within the housing (23).
- the second motor (11 ) can be coupled to the first light source (9) from the bottom or the top. Like the first motor (10), the second motor (11 ) can perform rotational oscillation within an angle range of 0° to 180°.
- the axis of rotation of the first light source (9) is aligned with the axis of rotation of the rotating component (2), and this direction is preferably perpendicular to the ground plane.
- the image capturing device (6) and other components associated with it, such as the first mirror, image sensor, first motor
- the first light source (9) and other components associated with it, such as the second motor, second mirror
- these other light sources can also be configured to be in separate locations from each other.
- the first light source (9) can also be non-rotatably coupled to the housing (23).
- a second mirror (14) can be rotated by the second motor (11) to perform rotational oscillation.
- the second mirror (14) has an inclined surface with respect to the vertical (or horizontal) direction, and the inclination angle is preferably 45 degrees.
- the light beam sent from the first light source (9) is reflected by the second mirror (14) and directed to the target area (4) on the tubular object (1 ).
- the second mirror (14) can also be arranged within the housing (23).
- the speed of the second motor (11 ) may also be controlled to obtain more precise images.
- the light beam projection plane may be sent to be essentially in the same plane as the target area plane.
- the rotational speed (or the amount of rotational angle) of the first light source (9) (or the second mirror (14)) may be adjusted considering the rotational speed (or the amount of rotational angle) of the textile product.
- the term "essentially” should be understood to mean that the angle between the projection plane and the target area plane may be between -5° and +5°. However, in the case of flat objects, this tolerance angle is likely to be greater, for example, an angle range between -10° to +10°.
- the angular positions to which the first light source (9) (or the second mirror (14)) will be brought during rotational oscillation may be predetermined or calculated just before each image capture operation, in various ways.
- the reflector (15) and reflector sensor (16) arrangement mentioned above may be used. This allows the calculation of the angular amount that the second motor (11) will rotate each time.
- the drive signal frequency (sequence) sent to the second motor (11) may be varied based on the angular position of the first light source (9) (or the second mirror (14)). According to the previous example, in an application where the second motor (11 ) (and consequently the first light source (9) or the second mirror (14)) performs a rotational oscillation of 50.7740°, drive signals can be sent to the second motor (11 ) at various angles as shown in the following table:
- drive signals may be sent simultaneously to the first motor (10) and the second motor (11).
- the angular values shown in Table 1 and Table 2 correspond to a configuration where drive signals are sent simultaneously to these two motors.
- the angular positions of the first motor (10) and the second motor (11) are often not the same, as shown in Table 1 and Table 2. This is necessary to ensure that the projection area of the image capturing device (6) (or the first mirror (7)) essentially overlaps with the area illuminated by the first light source (9) (or the second mirror (14)).
- drive signals may be sent to the first motor (10) and the second motor (11 ) at different times.
- the first light source (9) (or the second mirror (14)) may be positioned at any location relative to the image capturing device (6) (or the first mirror (7)).
- the first light source (9) may be on the same axis as the image capturing device (6).
- the first light source (9) and the image capturing device (6) may be rotated by the same motor.
- the first light source (9) may be arranged at the top, and the image capturing device (6) may be arranged at the bottom.
- the first mirror (7) and the second mirror (14) may be positioned to define a conical geometry.
- the mirrors (7, 14) may be made to perform rotational oscillation by a single motor.
- the image capturing device (6) (or the first mirror (7)) may be moved linearly, for example, vertically or horizontally, in addition to rotational oscillation.
- the light source (or additional light sources as explained below) may be moved linearly, for example, vertically or horizontally, in addition to rotational oscillation.
- the corresponding mirrors (7, 14) may also be moved linearly in addition to rotational oscillation.
- a second light source (19) driven by a third motor (12) may be arranged on the other side of the image capturing device (6) and preferably within the housing (23).
- the distance between the second light source (19) and the first light source (9) to the image capturing device (6) may be the same, and the arrangement may be made such that the image capturing device (6) is in the middle, with the second light source (19) and the first light source (9) positioned opposite each other.
- a configuration where the second light source (19) is fixed may also be possible.
- a third mirror (21 ) may be rotated by the third motor (12) to perform rotational oscillation.
- the light beam from the second light source (19) also illuminates the same target area as the light beam from the first light source (9).
- the operating principle of the second light source (19) is essentially the same as that of the first light source (9).
- the operating principle of the third mirror (21 ) is essentially the same as that of the second mirror (14).
- the first light source (9) may be kept stationary, and the second mirror (14) can then be rotated.
- the first light source (9) may be rotated while the image capturing device (6) can be kept stationary, and the first mirror (7) can be rotated, creating various alternative combinations.
- alternative combinations may be made in a configuration where the second light source (19) is used.
- the image capturing device (6) can capture multiple images, for example, 18, 20, 22, 24, etc.
- Figure 9 shows an exemplary configuration where 9 images are captured (18 images in a full rotation) while the tubular object (1 ) is rotated halfway and brought into a sheet form.
- the image capturing device (6) is stationary, and the first mirror (7) performs rotational oscillation. From left to right, the tilt of the images taken from the tubular object (1 ) decreases with respect to the horizontal direction, and when the images are taken from the exact center of the tubular object (1 ), they become parallel to the horizontal. Subsequently, as the images are taken from the exact center of the tubular object (1 ) to the right, the tilt of the images with respect to the horizontal direction increases.
- the image capturing device (6) is communicated with an image sensor (8) such as a CCD sensor, CMOS sensor, or photomultiplier sensor, and the images captured by the image capturing device (6) are converted into data by the image sensor (8) for further processing in the processor.
- the image capturing device (6) may be equipped with a dynamically focusing lens as known in the art, such as a liquid lens or a motorized lens. This allows the focal distance of the image to be automatically adjusted before each image capture operation.
- the images captured, as shown in Figure 9 are transmitted to the processor interfaced with the image sensor (8) and then corrected as shown in Figure 10. This image correction process may involve several stages.
- the image of the tubular object (1 ) can be transformed into a data set that extends horizontally in an orderly manner.
- the overlapping parts of consecutive images can be considered both when processing the first image data and the subsequent second image data. This allows for a more reliable detection of any surface defects that may remain in the overlapping area.
- the amount of overlap in consecutive images can be calculated as a function of parameters such as the width of the tubular object (1 ), its rotation speed, the speed of the image capturing device (6) (or the first mirror (7)), and the image capture sequence.
- the image data can be divided into small image data fragments (24) arranged side by side (26 image data pieces are shown in the example in Figure 11 ), and these image data fragments (24) can be used to perform defect detection analysis on the surface of the tubular object (1).
- the processor is equipped with an algorithm to perform the image data analysis.
- This algorithm can be a dedicated software or application, a pre-trained machine learning software, or a machine learning software that self-trains from images taken during production, or it can be an image processing software known in the art.
- various control actions such as stopping the machine producing the tubular object, generating audible or visual alerts, etc., can be taken.
- the processor can be interfaced with the control unit of the machine producing the tubular object.
- light of a certain wavelength can be directed onto the object for a specific period, followed by light of a different wavelength for another period.
- visible light can be emitted from the first light source (9) (or the second light source (19)) for a certain period
- ultraviolet light can be emitted from a fourth light source (22), preferably arranged within the housing (23), for another period. While light is emitted from the fourth light source (22), the emission from other light sources can be stopped, but the image capturing process can continue. Additional light sources can also be used in addition to this fourth light source (22).
- the distance of the tubular object (1) to the image capturing device (6) can be determined before the image capturing process.
- This distance information can be used to set the initial value of the focus distance of the image capturing device (6).
- a first laser source (17) and/or a second laser source (18), preferably arranged within the housing (23), can be used as shown in Figure 3 or Figure 4.
- the first laser source (17) can be positioned at a vertical distance from the second laser source (18). The average of the distance information obtained from these two laser sources (17, 18) can be taken.
- the first laser source (17) or the second laser source (18) can also be used to control the orientation of the tubular object (1 ).
- the orientation of the object can be controlled based on the laser mark falling on the tubular object.
- the system suitable for the invention can be adapted to circular weaving machines, flat knitting, or flat weaving machines.
- the system suitable for the invention when used to detect defects in a textile product produced on a flat knitting or flat weaving machine, it becomes possible to detect surface defects in a form similar to the sheet form of the textile material before it is wound onto the winding roll (5) as mentioned in the example application above.
- a quality control machine can be used not only for textile products but also for the surface defect detection of objects in flat sheet form.
- Figure 16 shows an application in which the object being detected for defects is a bundle consisting of parts arranged side by side in a longitudinal form.
- Such an object can, for example, be an object consisting of threads arranged side by side.
- defects in the object formed by this bundle of threads can be detected using an arrangement according to the invention while the object is in a rebeaming machine.
- Figure 17 shows the detection application according to the present invention when the object to be detected for defects is specifically a woven textile product, with the detection performed while the object is in a weaving machine.
- a backlight source (26) configured to illuminate the back side of the object can be used.
- the activation/deactivation of the backlight source (26) can preferably be controlled digitally.
- the backlight source (26) can emit light together with the other light sources (first light source (9), second light source (19)) or independently of the other light sources, or the light can be cut off.
- the area illuminated by the backlight source (26) corresponds to the same parts on the front and back surfaces of the object (1) as the target area (4) illuminated by the first light source (9) and/or the second light source (19).
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Medicinal Chemistry (AREA)
- Food Science & Technology (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description





Claims
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP24751578.6A EP4724794A1 (en) | 2023-06-07 | 2024-06-04 | Surface defect detection system |
| CN202480038072.7A CN121263676A (en) | 2023-06-07 | 2024-06-04 | Surface defect detection system |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR2023/006658 | 2023-06-07 | ||
| TR2023/006658A TR2023006658A2 (en) | 2023-06-07 | 2023-06-07 | SURFACE FAULT DETECTION SYSTEM |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024253623A1 true WO2024253623A1 (en) | 2024-12-12 |
Family
ID=93795849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/TR2024/050594 Ceased WO2024253623A1 (en) | 2023-06-07 | 2024-06-04 | Surface defect detection system |
Country Status (3)
| Country | Link |
|---|---|
| CN (1) | CN121263676A (en) |
| TR (1) | TR2023006658A2 (en) |
| WO (1) | WO2024253623A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140211200A1 (en) * | 2013-01-31 | 2014-07-31 | Fluke Corporation | Multi-light fiber source for fiber end-surface inspection |
| CN110940676A (en) * | 2019-10-22 | 2020-03-31 | 佛山市南海天富科技有限公司 | Flaw detection method and system based on cylindrical loom |
| WO2021156756A1 (en) | 2020-02-05 | 2021-08-12 | Smartex Unipessoal Lda. | Systems and methods for defect detection |
| CN214572888U (en) * | 2021-04-08 | 2021-11-02 | 浙江理工大学 | Real-time cloth image acquisition and processing mechanism based on circular knitting machine |
-
2023
- 2023-06-07 TR TR2023/006658A patent/TR2023006658A2/en unknown
-
2024
- 2024-06-04 WO PCT/TR2024/050594 patent/WO2024253623A1/en not_active Ceased
- 2024-06-04 CN CN202480038072.7A patent/CN121263676A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140211200A1 (en) * | 2013-01-31 | 2014-07-31 | Fluke Corporation | Multi-light fiber source for fiber end-surface inspection |
| CN110940676A (en) * | 2019-10-22 | 2020-03-31 | 佛山市南海天富科技有限公司 | Flaw detection method and system based on cylindrical loom |
| WO2021156756A1 (en) | 2020-02-05 | 2021-08-12 | Smartex Unipessoal Lda. | Systems and methods for defect detection |
| CN214572888U (en) * | 2021-04-08 | 2021-11-02 | 浙江理工大学 | Real-time cloth image acquisition and processing mechanism based on circular knitting machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121263676A (en) | 2026-01-02 |
| TR2023006658A2 (en) | 2024-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5987477B2 (en) | Ophthalmic imaging equipment | |
| JP5854501B2 (en) | Automatic visual inspection equipment | |
| EP0216644B1 (en) | Guiding device for sewing three-dimensional soft work pieces upon sewing machines | |
| KR20100015913A (en) | Correction of optical elements by means of correction light emitted in a flat manner | |
| JP2012213466A5 (en) | ||
| JP6797914B2 (en) | How to inspect long elements | |
| JP2008203813A (en) | Scanning microscope | |
| JP6448563B2 (en) | Cloth surface inspection device | |
| JPH053979A (en) | Device for optical scanning of cloth by machine | |
| WO2024253623A1 (en) | Surface defect detection system | |
| EP4724794A1 (en) | Surface defect detection system | |
| KR20120014765A (en) | Defect inspection device and defect inspection method using the same | |
| EP4062094B1 (en) | An led matrix lighting device | |
| EP0768526A1 (en) | Device for the inspection of, and the automatic detection of defects in, a moving web, such as a textile material | |
| JP2016136091A (en) | Shape measuring device | |
| JP4898588B2 (en) | Scanning microscope | |
| JP2002054989A (en) | Laser beam measuring device and control device | |
| JPH06294069A (en) | Apparatus for detecting structural defect of face-shaped fiber product | |
| WO2015079937A1 (en) | Inspection device for sheet-shaped object | |
| JP2019134905A (en) | Ocular fundus imaging apparatus | |
| JP2002303581A (en) | Panel inspection device and panel inspection method | |
| JP3477878B2 (en) | Woven cloth inspection equipment | |
| KR102336453B1 (en) | Apparatus for Discriminating Defects Capable of Implementing Multiple FOV | |
| JP4880133B2 (en) | Corneal cell imaging device | |
| TW200530448A (en) | Device to acquire the image of a fabric on a weaving loom and quality control method making use of said device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24751578 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 202517133308 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024751578 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517133308 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024751578 Country of ref document: EP Effective date: 20260107 |
|
| ENP | Entry into the national phase |
Ref document number: 2024751578 Country of ref document: EP Effective date: 20260107 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11202508238R Country of ref document: SG |
|
| WWP | Wipo information: published in national office |
Ref document number: 11202508238R Country of ref document: SG |
|
| ENP | Entry into the national phase |
Ref document number: 2024751578 Country of ref document: EP Effective date: 20260107 |
|
| ENP | Entry into the national phase |
Ref document number: 2024751578 Country of ref document: EP Effective date: 20260107 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024751578 Country of ref document: EP |