WO2025018103A1 - 二相ステンレス鋼およびステンレス継目無鋼管 - Google Patents
二相ステンレス鋼およびステンレス継目無鋼管 Download PDFInfo
- Publication number
- WO2025018103A1 WO2025018103A1 PCT/JP2024/022909 JP2024022909W WO2025018103A1 WO 2025018103 A1 WO2025018103 A1 WO 2025018103A1 JP 2024022909 W JP2024022909 W JP 2024022909W WO 2025018103 A1 WO2025018103 A1 WO 2025018103A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- content
- stainless steel
- corrosion
- test
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
- C21D1/60—Aqueous agents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/085—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
Definitions
- the present invention relates to duplex stainless steel and stainless steel seamless pipes suitable for use in oil wells and gas wells (hereinafter simply referred to as oil wells).
- the present invention relates to duplex stainless steel and stainless steel seamless pipes with improved corrosion resistance in high-temperature severe corrosive environments containing, in particular, carbon dioxide gas (CO 2 ) and chloride ions (Cl - ).
- 13Cr martensitic stainless steel pipes have been generally used as oil well steel pipes for mining.
- 13Cr martensitic stainless steel pipes have been generally used as oil well steel pipes for mining.
- the development of oil wells at even higher temperatures (up to 230°C) has progressed, and the corrosion resistance of 13Cr martensitic stainless steel pipes has sometimes been insufficient.
- Duplex stainless steel is one of the steels used for oil well pipes to meet these demands.
- Duplex stainless steel has excellent strength properties.
- it is necessary to improve its corrosion resistance.
- Patent Document 1 discloses a duplex stainless steel with excellent corrosion resistance, which has a PREW value of 40 or more by controlling the content of Cr, Mo, N, and W.
- Patent Document 2 also discloses a duplex stainless steel that has excellent corrosion resistance and hot workability by controlling the contents of Cr, Mo, W, and N, as well as B, Ta, etc.
- Patent Document 3 discloses a duplex stainless steel in which the S content is reduced to 3 ppm by weight or less by using a CaO crucible and CaO-CaF 2 -Al 2 O 3 based slag in a vacuum melting furnace in order to reduce sulfide-based inclusions in the steel, which have an adverse effect on hot workability and corrosion resistance.
- Patent Document 4 also discloses a duplex stainless steel in which the total Ca and Mg content and S content in the oxide inclusions are controlled, and the inclusion shape and density are adjusted, as a technique for controlling oxide inclusions that are the starting point of pitting corrosion.
- Patent Document 4 also discloses a duplex stainless steel in which the size and number of the inclusions are controlled by optimally combining the slag basicity during reduction treatment, the killing temperature and time in the ladle, and the total processing ratio after casting, to suppress the occurrence of localized corrosion, since even insoluble Al oxides that contain a certain amount or more of Ca, Mg, and S can become the starting point of localized corrosion.
- CCS Carbon Capture and Storage
- Patent Documents 1 to 4 disclose stainless steels with improved corrosion resistance. However, Patent Documents 1 to 4 do not always adequately provide corrosion resistance at high temperatures, corrosion resistance in acid environments, low-temperature toughness, and corrosion resistance in CCS environments.
- the present invention aims to solve these problems of the conventional technology and provide a duplex stainless steel and a stainless steel seamless pipe that have high strength of yield strength: 448 MPa (65 ksi) or more, excellent corrosion resistance, and excellent low-temperature toughness.
- excellent corrosion resistance refers to “excellent resistance to carbon dioxide corrosion,” “excellent corrosion resistance in acid environments,” and “excellent corrosion resistance in CCS environments.”
- excellent carbon dioxide corrosion resistance refers to a case in which a test piece is immersed in a test liquid: a 20 mass % NaCl aqueous solution (liquid temperature: 230°C, 10 MPa CO2 gas atmosphere) held in an autoclave for 336 hours, the corrosion rate is 0.127 mm/y or less, and no pitting corrosion of 0.2 mm or more occurs on the test piece after the corrosion test.
- excellent corrosion resistance in an acid environment refers to a corrosion rate of 170 mm/y or less when the Cr content is 23.0% or less, and 95 mm/y or less when the Cr content is more than 23.0%, when a test piece is immersed in a 15% by mass hydrochloric acid solution heated to 80°C for 2 minutes.
- excellent corrosion resistance in a CCS environment refers to a corrosion rate of 0.025 mm/y or less and no pitting corrosion of 0.2 mm or more occurring when a test piece is immersed in a test liquid: a 15 mass% NaCl aqueous solution (liquid temperature: 120°C, CO2 : 40 MPa, O2 : 100 ppm, SO2: 50 ppm, NO2 : 100 ppm) held in an autoclave for 720 hours.
- excellent low-temperature toughness refers to a case in which a Charpy impact test is performed on a V-notch test piece (10 mm thick) in accordance with the provisions of JIS Z 2242 (2016) such that the longitudinal direction of the test piece is the tube axial direction, and the absorbed energy vE -40 at a test temperature of -40°C is 100 J or more.
- the present invention was completed based on these findings and further investigations.
- C 0.002-0.03%
- Si 0.05-1.0%
- Mn 0.1 to 1.7%
- P 0.040% or less
- S 0.020% or less
- Cr 20.0-28.0%
- Ni 4.0 to 10.0%
- Mo 2.0 to 5.0%
- Al 0.001-0.05%
- N 0.06-0.35%
- Sb 0.001 to 1.000%
- O 0.010% or less
- the balance is Fe and unavoidable impurities
- the steel has a structure including, by volume ratio, 20 to 70% austenite phase and 30 to 80% ferrite phase;
- a duplex stainless steel having a yield strength YS of 448 MPa or more.
- a duplex stainless steel having the component composition and structure described in [1] or [2] and having a yield strength YS of 758 MPa or more.
- the balance is Fe and unavoidable impurities,
- the steel has a structure including, by volume ratio, 20 to 70% austenite phase and 30 to 80% ferrite phase; A stainless steel seamless pipe having a yield strength YS of 448 MPa or more.
- the present invention provides duplex stainless steel and stainless steel seamless pipes that have high strength, with a yield strength of 448 MPa (65 ksi) or more, excellent corrosion resistance, and excellent low-temperature toughness.
- the duplex stainless steel (steel) of the present invention and the stainless steel seamless pipe (steel pipe) made from said duplex stainless steel have the following composition by mass: C: 0.002-0.03%, Si: 0.05-1.0%, Mn: 0.1-1.7%, P: 0.040% or less, S: 0.020% or less, Cr: 20.0-28.0%, Ni: 4.0-10.0%, Mo: 2.0-5.0% It has a composition consisting of Al: 0.001-0.05%, N: 0.06-0.35%, Sb: 0.001-1.000%, O: 0.010% or less, with the balance being Fe and unavoidable impurities, and has a structure containing, by volume, 20-70% austenite phase and 30-80% ferrite phase, and has a yield strength YS of 448 MPa or more.
- composition of duplex stainless steel and stainless steel seamless pipe The reasons for limiting the range of the composition of the duplex stainless steel and stainless steel seamless pipe of the present invention will be explained below. Note that the percentages relating to the content of the components are "mass percent”.
- C is an element that has the effect of stabilizing the austenite phase and improving strength and low-temperature toughness.
- the C content is 0.002 % or more.
- the C content is preferably 0.005% or more. More preferably, the C content is 0.010% or more. Further preferably, the C content is 0.015% or more.
- the C content is set to 0.03% or less.
- the C content is preferably 0.027% or less, more preferably 0.025% or less, further preferably 0.023% or less, and most preferably 0.020% or less. It is.
- Si 0.05-1.0%
- Silicon is an element that functions as a deoxidizer, and in order to obtain this effect, the silicon content is set to 0.05% or more, preferably 0.1% or more, and more preferably 0.2% or more.
- the Si content is 0.2% or more, and more preferably 0.3% or more.
- the Si content is set to 1.0% or less.
- the Si content is preferably set to 0.7% or less. More preferably, the Si content is set to 0.6% or less. More preferably, the amount is 0.5% or less, and most preferably, the amount is 0.4% or less.
- Mn 0.1-1.7% Mn, like Si, is an effective element as a deoxidizer, and also fixes S, which is inevitably contained in steel, as sulfides, improving hot workability. These effects are due to Mn
- the Mn content is 0.1% or more. Therefore, the Mn content is 0.1% or more.
- the Mn content is 0.15% or more, and more preferably, 0.2% or more.
- the Mn content is more preferably 0.25% or more, and most preferably 0.3% or more.
- the Mn content is set to 1.7% or less.
- the Mn content is set to 1.6% or less. More preferably, the Mn content is set to 1. It is preferably 5% or less, more preferably 1.4% or less, and most preferably 1.3% or less.
- P 0.040% or less
- P is an element that reduces the corrosion resistance of duplex stainless steel, and if the P content exceeds 0.040%, the corrosion resistance is significantly reduced. Therefore, the P content is set to 0.040% or less.
- the P content is preferably 0.030% or less. More preferably, the P content is 0.025% or less. Even more preferably, the P content is 0.020% or less. Most preferably, the P content is 0.015% or less.
- the P content is preferably 0.005% or more.
- the P content is more preferably 0.007% or more, and even more preferably 0.010% or more.
- S 0.020% or less
- S is an element that reduces hot workability in the manufacturing process of duplex stainless steel, and if it exceeds 0.020%, it will cause problems in the manufacturing of duplex stainless steel. Therefore, the S content is set to 0.020% or less. Preferably, the S content is 0.010% or less. More preferably, the S content is 0.002% or less. The S content is further preferably 0.001% or less. However, in order to reduce the S content to less than 0.0003%, a long time is required for desulfurization in the process of melting molten steel, which leads to an increase in the manufacturing cost of duplex stainless steel. Therefore, the S content is preferably 0.0003% or more. The S content is more preferably 0.0005% or more, and further preferably 0.0007% or more.
- Cr:20.0 ⁇ 28.0% Cr is a basic component that is effective in maintaining corrosion resistance and improving strength. To obtain these effects, the Cr content is set to 20.0% or more. To obtain even higher strength, Preferably, the Cr content is 22.0% or more, more preferably 23.0% or more, and most preferably 23.5% or more. On the other hand, when the Cr content exceeds 28.0%, If the Cr content is too high, the ⁇ phase is likely to precipitate, and both the corrosion resistance and toughness are deteriorated. Therefore, the Cr content is set to 28.0% or less. The Cr content is preferably set to 27.5% or less, and more preferably set to 27.0% or less. % or less. From the viewpoint of toughness, the Cr content is most preferably 25.8% or less.
- Ni is an element that is contained in order to stabilize the austenite phase and obtain a two-phase structure. If the Ni content is less than 4.0%, the austenite phase becomes unstable and the volume fraction of the ferrite phase becomes excessively large. Therefore, the Ni content is set to 4.0% or more. Preferably, the Ni content is set to 4.5% or more. More preferably, the Ni content is set to 5.3% or more. Further preferably, On the other hand, if the Ni content exceeds 10.0%, the austenite phase becomes predominant, and the volume fraction of the austenite phase becomes excessive. In addition, Ni is an expensive element, so it is economically disadvantageous. Therefore, the Ni content is set to 10.0% or less. Preferably, the Ni content is set to 8.0% or less. More preferably, the Ni content is set to 7.5% or less. Further preferably, the Ni content is set to 6.9% or less. % or less, and most preferably 6.5% or less.
- Mo 2.0-5.0% Mo is an element that has the effect of improving the corrosion resistance of duplex stainless steel, and in particular contributes to preventing pitting corrosion caused by Cl- . If the Mo content is less than 2.0%, this effect cannot be obtained. Therefore, the Mo content is set to 2.0% or more. Preferably, the Mo content is set to 2.5% or more. More preferably, the Mo content is set to 3.0% or more. Further preferably, the Mo content is set to 3.3% or more. On the other hand, if the Mo content exceeds 5.0%, the ⁇ phase precipitates, and the toughness and corrosion resistance decrease. Therefore, the Mo content is set to 5.0% or less. Preferably, the Mo content is The Mo content is preferably 4.5% or less, more preferably 4.0% or less, and even more preferably 3.5% or less.
- Al 0.001-0.05%
- Al is an element that functions as a deoxidizer in the process of melting molten steel, the raw material of duplex stainless steel, and if the Al content is less than 0.001%, this effect cannot be obtained.
- the Al content is 0.001% or more.
- the Al content is 0.005% or more. More preferably, the Al content is 0.005% or more. Further preferably, the Al content is 0.01% or more. If the Al content exceeds 0.05%, alumina-based inclusions are likely to precipitate, which reduces the hot workability during the manufacturing process of duplex stainless steel and also deteriorates the toughness.
- the Al content is preferably 0.045% or less. More preferably, the Al content is 0.039% or less.
- the Al content is further preferably 0.035% or less. , and most preferably 0.03% or less.
- N 0.06-0.35%
- the N content is preferably 0.07% or more, more preferably 0.08% or more, and even more preferably 0.10% or more.
- the N content is preferably 0.12% or more.
- the N content is set to 0.35% or less.
- the N content is set to 0.30% or less, more preferably, 0.20% or less.
- the N content is set to 0.17% or less.
- the N content is set to 0. It is less than 14%.
- Sb 0.001-1.000%
- Sb is an important element in this patent because it improves corrosion resistance, especially corrosion resistance in an acidic environment.
- Sb is contained in an amount of 0.001% or more. Therefore, in the present invention, Sb The Sb content is set to 0.001% or more. From the viewpoint of suppressing pitting corrosion in a CCS environment, the Sb content is preferably 0.005% or more.
- the Sb content is preferably 0.500% or less, more preferably 0.100% or less, and further preferably 0.
- the content of Sb is preferably 0.070% or less, and most preferably less than 0.021%.
- Sb improves fatigue resistance, hydrogen embrittlement resistance, hot workability, low-temperature toughness, machinability, and ductility, and also increases strength. Sb also has the effect of increasing the amount of Sb. Sb concentrates on the steel surface immediately below the scale that is formed during hot rolling. In addition, Sb is an element that does not dissolve in the acid treatment environment, and is therefore thought to be concentrated on the surface of the test piece. However, even a small amount of Sb can be effective. In order to obtain better corrosion resistance in a CCS environment, the Sb content is preferably 0.005% or more, more preferably 0.010% or more, and even more preferably 0.012% or more. As mentioned above, the Sb content is most preferably less than 0.021%.
- O (oxygen) 0.010% or less
- O (oxygen) exists as an oxide in steel and has an adverse effect on various properties. For this reason, it is desirable to reduce O as much as possible.
- the O content is set to 0.010% or less.
- the O content is preferably 0.007% or less. More preferably, the O content is 0.004% or less.
- the O content is further preferably 0.003% or less, and 0.002% or less. Since excessive reduction leads to an increase in manufacturing costs, it is preferably set to 0.0005% or more. More preferably, it is set to 0.001% or more. Further preferably, it is set to 0.0015% or more.
- the steel according to one embodiment of the present invention may contain only the above basic components and the balance being Fe and unavoidable impurities.
- the present invention may contain, as necessary, one or more components selected from the following groups A to E.
- Group A W: 0.02 to 1.5%, Cu: 0.1 to 2.0%, selected from one or two of these;
- Group E one or two selected from Ta: 0.01 to 0.15%, Co: 0.01 to 1.0%.
- W is an element that improves the resistance to sulfide stress corrosion cracking and the resistance to sulfide stress cracking.
- the W content is set to 0.02% or more.
- the W content is preferably 0.1% or more.
- the W content is 1.5% or less.
- the W content is 1.0% or less. More preferably, the W content is 0.7% or less. Further preferably, the W content is 0.3% or less. The following is the result.
- Cu 0.1-2.0%
- Cu is an element that improves corrosion resistance and stabilizes the austenite phase.
- the content of each of these elements is set to 0.1% or more.
- the Cu content is preferably 0.2% or more, more preferably 0.4% or more, and further preferably 0.6% or more.
- excessive Cu content deteriorates hot workability. Therefore, when Cu is contained, the Cu content is set to 2.0% or less, preferably 1.5% or less, more preferably 1.2% or less, and further preferably 1.0% or less. The most preferable range is 0.8% or less.
- V is an element that improves the strength of steel by precipitation strengthening.
- the V content is preferably 0.02% or more. More preferably, the V content is 0.04% or more.
- V content is set to 0.20% or less.
- the V content is preferably 0.15% or less. More preferably, the V content is 0.08% or less.
- the V content is further preferably 0.06% or less. Most preferably, the V content is 0.04% or less.
- Nb 0.20% or less
- Nb is an element that improves the strength of steel by precipitation strengthening. Nb also has the effect of refining crystal grains and improving low-temperature toughness and sulfide stress corrosion cracking resistance.
- the Nb content is preferably 0.02% or more. More preferably, the Nb content is 0.04% or more.
- the Nb content is set to 0.20% or less.
- the Nb content is preferably 0.15% or less, more preferably 0.10% or less. More preferably, the Nb content is 0.08% or less. Most preferably, the Nb content is 0.06% or less.
- Ti 0.20% or less
- Ti is an element that refines crystal grains and improves low-temperature toughness and sulfide stress corrosion cracking resistance. Ti also has the effect of improving the strength of steel by precipitation strengthening. In order to obtain such an effect, the Ti content is preferably 0.02% or more. More preferably, the Ti content is 0.04% or more.
- the Ti content is preferably 0.15% or less, more preferably 0.12% or less. More preferably, the Ti content is 0.08% or less. Most preferably, the Ti content is 0.06% or less.
- Zr and B are both useful elements that contribute to increasing strength, and may be selectively contained as necessary.
- Zr contributes to the above-mentioned strength increase, and also contributes to improving resistance to sulfide stress corrosion cracking.
- the Zr content is preferably 0.02% or more. More preferably, the Zr content is 0.05% or more.
- the Zr content is set to 0.50% or less.
- the Zr content is preferably 0.40% or less, more preferably 0.30% or less. Even more preferably, the Zr content is 0.20% or less. Most preferably, the Zr content is 0.10% or less.
- B 0.0100% or less B is useful as an element that contributes to the above-mentioned increase in strength and also contributes to the improvement of hot workability.
- the B content is preferably 0.0005% or more. More preferably, the B content is 0.0010% or more.
- the B content is 0.0100% or less.
- the B content is 0.0080% or less. More preferably, the B content is 0.0060% or less. More preferably, the B content is 0.0050% or less, and most preferably, the B content is 0.0040% or less.
- Group D REM 0.08% or less REM is useful as an element that contributes to improving resistance to sulfide stress corrosion cracking, and may be contained as necessary. In order to ensure such an effect, it is preferable to contain REM at 0.01% or more. More preferably, the REM content is 0.015% or more. On the other hand, if REM is contained in an amount exceeding 0.08%, low-temperature toughness and hot workability may be reduced. Therefore, when REM is contained, the REM content is 0.08% or less. The REM content is preferably 0.06% or less, more preferably 0.04% or less. Even more preferably, the REM content is 0.03% or less. Most preferably, the REM content is 0.02% or less.
- REM refers to scandium (Sc), which has atomic number 21, yttrium (Y), which has atomic number 39, and lanthanoids ranging from lanthanum (La), which has atomic number 57, to lutetium (Lu), which has atomic number 71.
- the REM concentration in the present invention refers to the total content of one or more elements selected from the above-mentioned REMs.
- Ca 0.010% or less Ca is useful as an element that contributes to improving sulfide stress corrosion cracking resistance, and may be contained as necessary. In order to ensure such an effect, it is preferable to contain Ca at 0.001% or more. More preferably, the Ca content is 0.0015% or more. On the other hand, even if Ca is contained in an amount exceeding 0.010%, the effect is saturated, and an effect commensurate with the content cannot be expected, which may be economically disadvantageous. For this reason, when Ca is contained, the Ca content is 0.010% or less.
- the Ca content is preferably 0.007% or less. More preferably, the Ca content is 0.005% or less. Even more preferably, the Ca content is 0.004% or less. Most preferably, the Ca content is 0.003% or less.
- Sn 0.20% or less Sn is useful as an element that contributes to improving corrosion resistance, and may be contained as necessary. In order to ensure such an effect, it is preferable to contain 0.0002% or more of Sn. More preferably, the Sn content is 0.0005% or more. On the other hand, even if Sn is contained in an amount exceeding 0.20%, the effect is saturated, and the effect commensurate with the content cannot be expected, which may be economically disadvantageous. Therefore, when Sn is contained, the Sn content is 0.20% or less. More preferably, the Sn content is 0.15% or less. The Sn content is more preferably 0.10% or less, and most preferably 0.07% or less.
- Mg 0.0002-0.01%
- Mg is useful as an element that contributes to improving resistance to sulfide stress corrosion cracking, and may be contained as necessary. In order to ensure such an effect, Mg should be contained in an amount of 0.0002% or more. It is preferable that the Mg content is 0.0005% or more. On the other hand, even if the Mg content exceeds 0.01%, the effect is saturated and an effect commensurate with the content can be expected. Therefore, if Mg is contained, the Mg content is set to 0.01% or less.
- the Mg content is preferably set to 0.007% or less, and more preferably 0.01% or less.
- the Mg content is preferably 0.006% or less, more preferably 0.005% or less, and most preferably 0.003% or less.
- Ta is useful as an element that contributes to improving carbon dioxide corrosion resistance, sulfide stress cracking resistance, and sulfide stress corrosion cracking resistance, and may be contained as necessary.
- the Ta content is 0.01% or more.
- the Ta content is 0.02% or more.
- the Ta content exceeding 0.15% is not acceptable. Even if Ta is added, the effect may saturate and an effect commensurate with the content may not be expected. Therefore, when Ta is added, the Ta content is set to 0.15% or less.
- the Ta content is 0.
- the Ta content is preferably 0.13% or less. More preferably, the Ta content is preferably 0.10% or less. Further preferably, the Ta content is preferably 0.05% or less. Most preferably, the Ta content is preferably 0.03% or less.
- Co is useful as an element that contributes to improving carbon dioxide corrosion resistance, sulfide stress cracking resistance, and sulfide stress corrosion cracking resistance, and may be contained as necessary.
- Co when Co is contained, it is contained in an amount of 0.01% or more.
- the Co content is 0.02% or more.
- the Co content when Co is contained in an amount of more than 1.0%, Even if Co is added, the effect may saturate and it may not be possible to expect an effect commensurate with the content. Therefore, when Co is added, the Co content is set to 1.0% or less.
- the Co content is 0.
- the Co content is preferably 0.7% or less. More preferably, the Co content is 0.5% or less.
- the Co content is further preferably 0.2% or less, and most preferably 0.1% or less.
- the duplex stainless steel of the present invention has a structure containing at least an austenite phase and a ferrite phase, and may have a structure consisting of an austenite phase and a ferrite phase.
- the volume fraction (%) of the austenite phase is 20-70%.
- the volume fraction (%) of the ferrite phase is 30-80%. If the austenite phase is less than 20%, the low-temperature toughness, sulfide stress cracking resistance, and sulfide stress corrosion cracking resistance may be poor. Therefore, the austenite phase is set to 20% or more.
- the austenite phase is preferably 30% or more, more preferably 35% or more, and even more preferably 40% or more. If the austenite phase exceeds 70%, the strength may be poor.
- the volume fraction of each phase can be controlled by adjusting the steel composition and the solution treatment temperature. Specifically, the more the austenite phase forming elements (C, Mn, Ni, N, Cu, Co) are, or the lower the solution treatment temperature is, the more the volume fraction of the austenite phase increases. Therefore, the austenite phase is set to 70% or less.
- the austenite phase is preferably 67% or less, more preferably 63% or less, and even more preferably 60% or less.
- the more the ferrite phase forming elements Si, Cr, Mo, W are, or the higher the solution treatment temperature is, the more the volume fraction of the ferrite phase increases. If the volume fraction of the ferrite phase is less than 30%, the corrosion resistance may be poor. Therefore, the ferrite phase is set to 30% or more.
- the ferrite phase is preferably 33% or more, more preferably 37% or more, and even more preferably 40% or more.
- the ferrite phase exceeds 80%, the low temperature toughness and corrosion resistance may be poor. Therefore, the ferrite phase is set to 80% or less.
- the ferrite phase is preferably 74% or less, more preferably 67% or less, and even more preferably 60% or less.
- the total volume percentage of the ferrite phase and the austenite phase is 99.5% or more.
- the average area percentages of the ferrite phase and the austenite phase were calculated from the obtained structural photographs using an image analyzer, and these were defined as the volume percentages (volume %) of each.
- the remaining structure other than the above includes the ⁇ phase, and it is acceptable if the ⁇ phase is 0.5% or less.
- the ⁇ phase is preferably 0.3% or less, and more preferably 0.1% or less. There is no particular lower limit, but the ⁇ phase may be 0%.
- the austenite and ferrite phases have different chemical properties, so when corrosion occurs, one of the phases dissolves preferentially.
- the ferrite phase dissolves preferentially.
- the austenite phase precipitates from the ferrite phase, which is stable at high temperatures, so the ferrite phase is distributed in a mesh pattern and the austenite phase in an island pattern.
- preferential dissolution occurs in the ferrite phase, if the ferrite phase is divided by the austenite phase, corrosion cannot progress any further, improving corrosion resistance. For this reason, it is preferable for the austenite phase to be distributed in an island pattern within the ferrite phase.
- the method for measuring the volume fraction of each phase is as follows: first, a test piece for microstructure observation is taken with a cross section of the duplex stainless steel as the observation surface (when the duplex stainless steel is a seamless steel pipe, the cross section in the pipe axial direction is the observation surface). The volume fractions of the ferrite phase and the austenite phase are obtained by observing the observation surface with a scanning electron microscope (SEM). Specifically, the above-mentioned test piece for microstructure observation is electrolytically etched in a KOH aqueous solution, and then the structure is photographed with a scanning electron microscope (1000x).
- SEM scanning electron microscope
- an image analyzer is used to calculate the average area fractions of the ferrite phase and the austenite phase, which are defined as their respective volume fractions (volume%).
- the phase that is not easily corroded and therefore appears white when binarized is defined as the austenite phase
- the phase that is easily corroded and therefore appears black when binarized is defined as the ferrite phase.
- the heating temperature of the steel pipe material before hot processing is preferably 1100°C or higher.
- the heating temperature is more preferably 1200°C or higher, and even more preferably 1250°C or higher.
- the heating temperature is preferably 1350°C or lower, more preferably 1330°C or lower, and even more preferably 1300°C or lower. This makes it possible to achieve both hot workability during pipe making and low-temperature toughness of the final product.
- the obtained steel pipe material is made into a seamless steel pipe having the above-mentioned composition and the desired dimensions by hot processing such as an extrusion pipe making method such as the Ugine-Sejournet method or the Mannesmann pipe making method, which are commonly known pipe making methods.
- a cooling treatment may be performed. This cooling treatment (cooling process) does not need to be particularly limited. If the composition of the components is within the range of the present invention, it is preferable to cool the material to room temperature after hot working at a cooling rate similar to that of air cooling.
- the present invention also includes a method in which molten steel having the above-mentioned chemical composition is melted using a conventional melting method such as a converter, and then formed into a steel pipe material such as a billet or slab using a conventional method such as a continuous casting method or an ingot making-bloom rolling method, and then the material is heated and then subjected to conventional hot rolling to produce a duplex stainless steel without being subjected to the above-mentioned pipe making process.
- a conventional melting method such as a converter
- a conventional method such as a continuous casting method or an ingot making-bloom rolling method
- the subsequent solution heat treatment and cold working are preferably carried out under the conditions described below.
- the steel pipe is heated to a heating temperature of 1000°C or more, and then cooled to a temperature of 300°C or less at an average cooling rate equal to or faster than air cooling, more specifically, at an average cooling rate of 1°C/s or more.
- a heating temperature of 1000°C or more is heated to a heating temperature of 1000°C or more, and then cooled to a temperature of 300°C or less at an average cooling rate equal to or faster than air cooling, more specifically, at an average cooling rate of 1°C/s or more.
- the heating temperature of the solution heat treatment is preferably 1000°C or higher. More preferably, the heating temperature of the solution heat treatment is 1020°C or higher. The heating temperature of the solution heat treatment is even more preferably 1030°C or higher, and most preferably 1040°C or higher. In addition, from the viewpoint of preventing coarsening of the structure, the heating temperature of the solution heat treatment is preferably 1150°C or lower. More preferably, the heating temperature of the solution heat treatment is 1130°C or lower. The heating temperature of the solution heat treatment is even more preferably 1100°C or lower, and most preferably 1080°C or lower.
- the holding time at the heating temperature of the solution heat treatment is preferably 5 minutes or more, from the viewpoint of making the temperature in the material uniform. More preferably, it is 10 minutes or more, even more preferably 15 minutes or more, and most preferably 20 minutes or more. In addition, the holding time at the heating temperature of the solution heat treatment is preferably 210 minutes or less. More preferably, it is 180 minutes or less, even more preferably, 120 minutes or less, and most preferably, 60 minutes or less.
- the average cooling rate of the solution heat treatment is 1°C/s or more.
- the cooling rate of the solution heat treatment is preferably 2°C/s or more. More preferably, it is 5°C/s or more, even more preferably, it is 10°C/s or more, and most preferably, it is 15°C/s or more.
- the cooling method is preferably water cooling.
- strain is introduced and strength is increased by cold working using cold drawing, cold rolling, or tilt rolling with opposing rolls.
- the steel is subjected to diameter reduction rolling or cold drawing.
- the diameter reduction rolling may be performed by adjusting the inclination angle, cross angle, and roll gap.
- the cold drawing may be performed by the cold pilger method.
- the temperature during processing may be high to reduce the deformation resistance.
- the processing temperature is specifically in the range of 25 to 600°C, and it is desirable to perform processing while avoiding the 460 to 490°C temperature range where stainless steel becomes embrittled.
- the processing temperature is preferably 25°C or higher, more preferably 50°C or higher, even more preferably 75°C or higher, and most preferably 100°C or higher, and in any case, it is preferable not to perform processing in the 460 to 490°C temperature range.
- the processing temperature is preferably 600°C or lower, more preferably 400°C or lower, and even more preferably 200°C or lower, and in any case, it is preferable not to carry out the processing in the temperature range of 460 to 490°C.
- Pickling is preferably performed to remove scale formed on the steel pipe surface during hot rolling and solution heat treatment.
- the steel pipe surface needs to be lubricated, so pickling is preferably performed before cold working.
- lubrication is not necessary, and by performing cold working before pickling, strain is introduced into the steel pipe surface, which mechanically destroys the scale and makes it easier to remove the scale by pickling, so it is desirable to perform pickling after cold working.
- the pickling temperature is preferably 80°C or less, more preferably 60°C or less, and even more preferably 40°C or less. In addition, it is preferably 10°C or more, more preferably 20°C or more, and even more preferably 30°C or more.
- the duplex stainless steel and stainless steel seamless pipe obtained by the present invention are high-strength steel pipes with a yield strength of 448 MPa or more, and have excellent corrosion resistance and low-temperature toughness.
- the duplex stainless steel and stainless steel seamless pipes that have been subjected to the above-mentioned cold working can be steel pipes with a yield strength of 758 MPa or more, which is considered to be of higher strength.
- the stainless steel seamless pipe of the present invention can be made into stainless steel seamless pipe for oil wells (high-strength stainless steel seamless pipe for oil wells).
- a steel pipe material was cast using molten steel having the composition shown in Table 1-1 and Table 1-2.
- the steel pipe material was then heated and hot-worked using a model seamless rolling mill to produce a seamless steel pipe having an outer diameter of 72 mm and a wall thickness of 11 mm, which was then air-cooled.
- the heating temperature of the steel pipe material before hot working was 1250°C.
- the steel pipe material was cast and heated, and then hot-rolled in a hot rolling mill to produce a duplex stainless steel, which was then air-cooled.
- the heating temperature of the steel pipe material before hot rolling was 1250°C, and the final temperature of the hot rolling was 900°C or higher.
- solution heat treatment was carried out at the temperature, soaking time, and cooling method shown in Table 2.
- the average cooling rate in the solution heat treatment was set to 7 to 80° C./s.
- duplex stainless steel was subjected to cold working in a cold rolling mill to strengthen the working process.
- the reduction ratio is preferably 10 to 90%.
- Test pieces for microstructural observation were taken from the final seamless steel pipe, and quantitative evaluation of the structure, tensile tests, Charpy impact tests, corrosion tests, sulfide stress cracking resistance tests (SSC resistance tests), and sulfide stress corrosion cracking resistance tests (SCC resistance tests) were performed.
- the test methods were as follows. The results obtained from these tests are shown in Table 3.
- volume fraction (volume %) of each phase in the entire structure of the steel pipe From the seamless steel pipe subjected to the above-mentioned heat treatment, a test piece for microstructural observation was taken so that the cross section in the pipe axis direction was the observation surface.
- the volume fractions of the ferrite phase and the austenite phase were obtained by observing the observation surface with an optical microscope.
- the above-mentioned test piece for microstructural observation was electrolytically corroded in a KOH aqueous solution, and the structure was photographed with an optical microscope (magnification 400 times).
- the average value of the area fraction of the ferrite phase and the austenite phase was calculated using an image analyzer, and this was taken as the respective volume fractions (volume %).
- phases that are less susceptible to corrosion and therefore appear white when binarized were determined to be austenite phases, and phases that are more susceptible to corrosion and therefore appear black when binarized were determined to be ferrite phases.
- V-notch test pieces were taken from the center of the wall thickness of the seamless steel pipes after cold working in accordance with JIS Z 2242 (2016) so that the circumferential direction was the test piece length.
- a Charpy impact test was performed on the taken test pieces at a test temperature of -40°C to measure the absorbed energy vE -40 (J).
- Three test pieces were taken from each steel pipe, and the arithmetic average value of the values obtained by performing a Charpy impact test on these test pieces is shown in Table 2.
- Corrosion test carbon dioxide corrosion resistance test
- test specimens measuring 3 mm thick x 30 mm wide x 40 mm long were machined from the seamless steel pipes after solution heat treatment, and for seamless steel pipes that had been cold worked, corrosion tests were performed on these test specimens to evaluate their carbon dioxide corrosion resistance.
- the corrosion test was performed by immersing the test specimen in a test liquid: 20% NaCl aqueous solution (liquid temperature: 230° C., CO 2 : 10 MPa atmosphere) held in an autoclave, and the immersion period was 14 days (336 hours). The mass of the test specimen after the test was measured, and the corrosion rate was calculated from the mass loss before and after the corrosion test.
- the test specimen after the corrosion test was observed for the presence or absence of pitting corrosion on the surface of the test specimen using a magnifying glass with a magnification of 10 times. Note that, assuming that the pitting corrosion is circular, pitting corrosion is said to have occurred when pitting corrosion with a diameter of 0.2 mm or more exists. In the present invention, a corrosion rate of 0.127 mm/y or less and no pitting corrosion has occurred was evaluated as passing.
- SSC resistance test Sulfide stress cracking resistance test
- Round bar-shaped test pieces (diameter: 6.4 mm ⁇ ) were prepared from the above-mentioned cold-worked seamless steel pipes by machining in accordance with NACE TM0177 Method A, and SSC resistance tests were performed on these test pieces.
- the SSC resistance test was performed by immersing the test specimen in a test solution: a 20 mass% NaCl aqueous solution (liquid temperature: 25°C, H2S : 0.03 MPa, CO2 : 0.07 MPa atmosphere) with acetic acid + Na acetate added to adjust the pH to 3.5, and applying 90% of the yield stress as an additional stress for 720 hours.
- test specimen after the test was visually observed for the presence or absence of cracks.
- test specimen after the test was observed for the presence or absence of pitting corrosion on the surface of the test specimen using a magnifying glass with a magnification of 10 times.
- the test specimen after the test was evaluated as passing when no cracks were generated and no pitting corrosion was generated.
- Table 3 the case where no cracks were generated and no pitting corrosion was generated is indicated by the symbol ⁇ , and the case where cracks were generated and/or pitting corrosion was generated is indicated by the symbol ⁇ .
- SCC resistance test Sulfide stress corrosion cracking resistance test
- test specimens after the test were observed for the presence or absence of pitting corrosion on the test specimen surface using a magnifying glass with a magnification of 10 times.
- the test specimens after the test were evaluated as passing when no cracks were generated and no pitting corrosion was generated.
- Table 3 the cases where no cracks were generated and no pitting corrosion was generated are indicated by the symbol ⁇ , and the cases where cracks were generated and/or pitting corrosion was generated are indicated by the symbol ⁇ .
- Corrosion test in acid environment The corrosion test to evaluate the corrosion resistance in an acid environment was performed by immersing the test piece in a 15 mass% hydrochloric acid solution heated to 80°C for 2 minutes. The weight of the test piece after the test was measured, and the corrosion rate was calculated from the weight loss before and after the corrosion test.
- the corrosion rate of 170 mm/y or less was considered to be acceptable, and the corrosion rate of more than 170 mm/y was considered to be unacceptable.
- the Cr content was more than 23.0%, the corrosion rate of 95 mm/y or less was considered to be acceptable, and the corrosion rate of more than 95 mm/y was considered to be unacceptable.
- Corrosion test in CCS environment was performed using the same test specimen as in the carbon dioxide corrosion test, and the test specimen was immersed in a test liquid: 15% NaCl aqueous solution (liquid temperature: 120°C, CO 2 : 40 MPa, O 2 : 100 ppm, SO 2 : 50 ppm, NO 2 : 100 ppm) held in an autoclave, and the immersion period was 30 days (720 hours).
- the mass of the test specimen after the test was measured, and the corrosion rate was calculated from the mass loss before and after the corrosion test.
- the test specimen after the corrosion test was observed for the presence or absence of pitting corrosion on the surface of the test specimen using a magnifying glass with a magnification of 10 times.
- the presence of pitting corrosion refers to the presence of pitting corrosion with a diameter of 0.2 mm or more, assuming that the pitting corrosion is circular.
- the corrosion rate is 0.025 mm/y or less and no pitting corrosion has occurred was evaluated as passing. When only pitting corrosion with a diameter of less than 0.2 mm was observed, it was determined that no pitting corrosion had occurred.
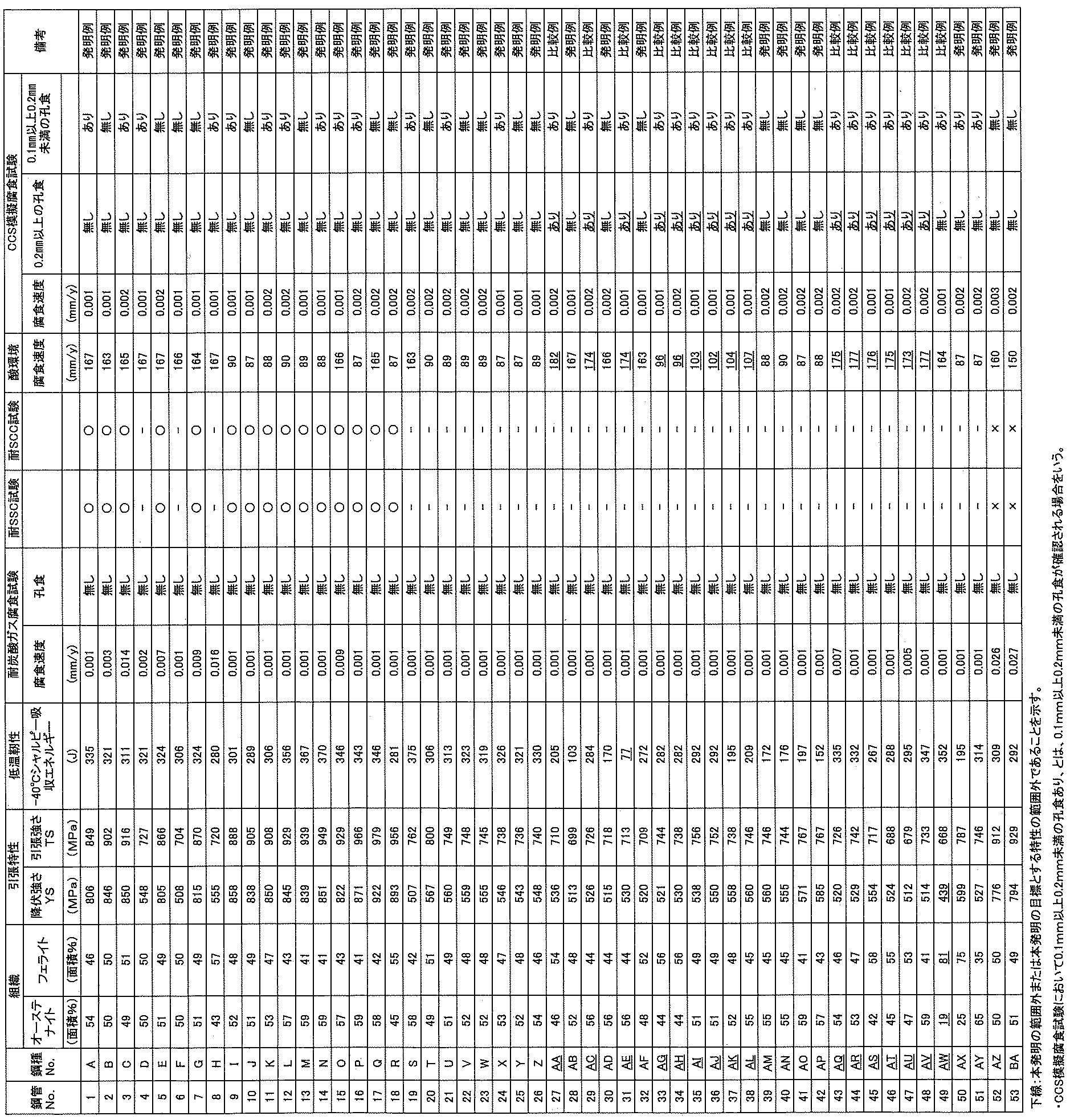
- All of the examples of the present invention have a high strength of 448 MPa or more at yield strength and a high toughness of Charpy impact test absorption energy vE -40 ⁇ 100J, and further have excellent corrosion resistance (carbon dioxide corrosion resistance) in a high temperature corrosive environment of 230°C or more containing CO2 and Cl-, excellent corrosion resistance in an acid environment, and excellent corrosion resistance in a CCS environment.
- the stainless steel seamless pipes of the present invention are excellent in corrosion resistance in an acid environment and excellent corrosion resistance in a CCS environment.
- the comparative examples outside the scope of the present invention do not achieve the high strength or high toughness that is the object of the present invention, do not pass the carbon dioxide corrosion test, do not pass the corrosion test in an acid environment, or do not pass the CCS simulated corrosion test.
- the same results as those of the above-mentioned stainless steel seamless pipes are obtained for the duplex stainless steel obtained above.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
[1] 質量%で、
C:0.002~0.03%、
Si:0.05~1.0%、
Mn:0.1~1.7%、
P:0.040%以下、
S:0.020%以下、
Cr:20.0~28.0%、
Ni:4.0~10.0%、
Mo:2.0~5.0%、
Al:0.001~0.05%、
N:0.06~0.35%、
Sb:0.001~1.000%、および
O:0.010%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
体積率で、オーステナイト相:20~70%、およびフェライト相:30~80%を含む組織を有し、
降伏強さYSが448MPa以上である二相ステンレス鋼。
[2] 前記成分組成に加えてさらに、質量%で、以下のA群~E群のうちから選ばれた1群または2群以上を含有する、[1]に記載の二相ステンレス鋼。
A群:W:0.02~1.5%、Cu:0.1~2.0%のうちから選ばれた1種または2種、
B群:V:0.20%以下、Nb:0.20%以下、Ti:0.20%以下のうちから選ばれた1種または2種以上、
C群:Zr:0.50%以下、B:0.0100%以下のうちから選ばれた1種または2種、
D群:REM:0.08%以下、Ca:0.010%以下、Sn:0.20%以下、Mg:0.0002~0.01%のうちから選ばれた1種または2種以上、
E群:Ta:0.01~0.15%、Co:0.01~1.0%のうちから選ばれた1種または2種。
[3] [1]または[2]に記載の前記成分組成と前記組織を有し、かつ、降伏強さYSが758MPa以上である二相ステンレス鋼。
[4] 質量%で、
C:0.002~0.03%、
Si:0.05~1.0%、
Mn:0.1~1.7%、
P:0.040%以下、
S:0.020%以下、
Cr:20.0~28.0%、
Ni:4.0~10.0%、
Mo:2.0~5.0%、
Al:0.001~0.05%、
N:0.06~0.35%、
Sb:0.001~1.000%、および
O:0.010%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
体積率で、オーステナイト相:20~70%、およびフェライト相:30~80%を含む組織を有し、
降伏強さYSが448MPa以上であるステンレス継目無鋼管。
[5] 成分組成が、さらに、質量%で、以下のA群~E群のうちから選ばれた1群または2群以上を含有する、[4]に記載のステンレス継目無鋼管。
A群:W:0.02~1.5%、Cu:0.1~2.0%のうちから選ばれた1種または2種、
B群:V:0.20%以下、Nb:0.20%以下、Ti:0.20%以下のうちから選ばれた1種または2種以上、
C群:Zr:0.50%以下、B:0.0100%以下のうちから選ばれた1種または2種、
D群:REM:0.08%以下、Ca:0.010%以下、Sn:0.20%以下、Mg:0.0002~0.01%のうちから選ばれた1種または2種以上、
E群:Ta:0.01~0.15%、Co:0.01~1.0%のうちから選ばれた1種または2種。
[6] 前記[4]または[5]に記載の前記成分組成と前記組織を有し、かつ、降伏強さYSが758MPa以上であるステンレス継目無鋼管。
以下に本発明の二相ステンレス鋼およびステンレス継目無鋼管が有する成分組成の範囲の限定理由を説明する。なお、成分含有量に関する%は「質量%」である。
Cは、オーステナイト相を安定させて強度および低温靭性を向上させる効果を有する元素である。降伏強さYSが65ksi(448MPa)である高強度を実現するためには、C含有量は0.002%以上とする。C含有量は、好ましくは0.005%以上である。より好ましくは、C含有量は0.010%以上である。さらに好ましくは、C含有量は0.015%以上である。一方で、C含有量が0.03%を超えると、熱処理により炭化物の析出が過剰となり、耐食性に悪影響を及ぼす場合もある。そのため、C含有量は0.03%以下とする。C含有量は、好ましくは、0.027%以下である。より好ましくは、C含有量は0.025%以下である。さらに好ましくは0.023%以下であり、もっとも好ましくは0.020%以下である。
Siは、脱酸剤として機能する元素であり、この効果を得るために、Si含有量は0.05%以上とする。好ましくは、Si含有量は0.1%以上である。より好ましくは、Si含有量は0.2%以上であり、さらに好ましくは0.3%以上である。一方で、Si含有量が1.0%を超えると、熱処理により金属間化合物の析出が過剰となり、鋼の耐食性を劣化させる。このため、Si含有量は1.0%以下とする。好ましくは、Si含有量は0.7%以下である。より好ましくは0.6%以下である。Si含有量は、さらに好ましくは0.5%以下であり、もっとも好ましくは0.4%以下である。
Mnは、上述のSiと同様に、脱酸剤として有効な元素であるとともに、鋼中に不可避的に含有されるSを硫化物として固定し熱間加工性を改善する。これらの効果はMn含有量が0.1%以上で得られる。したがって、Mn含有量は0.1%以上とする。好ましくは、Mn含有量は0.15%以上であり、より好ましくは0.2%以上である。Mn含有量は、さらに好ましくは0.25%以上であり、もっとも好ましくは0.3%以上である。一方で、Mn含有量が1.7%を超えると熱間加工性が低下するだけでなく、耐食性に悪影響を及ぼす。このため、Mn含有量は1.7%以下とする。好ましくは、Mn含有量は1.6%以下である。Mn含有量は、より好ましくは1.5%以下であり、さらに好ましくは1.4%以下であり、もっとも好ましくは1.3%以下である。
Pは、二相ステンレス鋼の耐食性を低下させる元素であり、0.040%を超えると、耐食性が著しく低下する。したがって、P含有量は0.040%以下とする。P含有量は、好ましくは0.030%以下である。より好ましくは、P含有量は0.025%以下である。さらに好ましくは0.020%以下である。もっとも好ましくは0.015%以下である。ただし、P含有量を0.005%未満に低減するためには、溶鋼を溶製する過程で脱P処理に長時間を要し、二相ステンレス鋼の製造コストの上昇を招く。したがって、P含有量は0.005%以上とすることが好ましい。P含有量は0.007%以上とすることがより好ましく、0.010%以上とすることがさらに好ましい。
Sは、二相ステンレス鋼の製造過程における熱間加工性を低下させる元素であり、0.020%を超えると、二相ステンレス鋼の製造に支障を来す。したがって、Sは0.020%以下とする。好ましくは、S含有量は0.010%以下である。より好ましくは、S含有量は0.002%以下である。S含有量は、さらに好ましくは0.001%以下である。ただし、S含有量を0.0003%未満に低減するためには、溶鋼を溶製する過程で脱S処理に長時間を要し、二相ステンレス鋼の製造コストの上昇を招く。したがって、S含有量は0.0003%以上とすることが好ましい。S含有量は、より好ましくは0.0005%以上であり、さらに好ましくは0.0007%以上である。
Crは、耐食性を維持し、強度を向上するために有効な基本成分である。これらの効果を得るために、Cr含有量を20.0%以上とする。より高強度を得るためには、好ましくは、Cr含有量は22.0%以上であり、さらに好ましくは23.0%以上である。もっとも好ましくは23.5%以上である。一方で、Cr含有量が28.0%を超えると、σ相が析出しやすくなり耐食性と靭性がともに劣化する。したがって、Cr含有量は28.0%以下とする。Cr含有量は27.5%以下とすることがより好ましく、27.0%以下とすることがさらに好ましい。また、靱性の観点からは、もっとも好ましくは、Cr含有量は25.8%以下である。
Niは、オーステナイト相を安定させ、二相組織を得るために含有される元素である。Ni含有量が4.0%未満では、オーステナイト相が不安定となり、フェライト相の体積分率が過大となる。したがって、Ni含有量は4.0%以上とする。好ましくは、Ni含有量は4.5%以上とする。より好ましくは、Ni含有量は5.3%以上である。さらに好ましくは5.5%以上である。一方、Ni含有量が10.0%を超えると、オーステナイト相主体となり、オーステナイト相の体積分率が過大となる。また、Niは高価な元素であるため経済性も損なわれる。したがって、Ni含有量は10.0%以下とする。好ましくは、Ni含有量は8.0%以下である。より好ましくは7.5%以下である。さらに好ましくは6.9%以下である。もっとも好ましくは6.5%以下である。
Moは、二相ステンレス鋼の耐食性を向上する作用を有する元素であり、特にCl-に起因する孔食の防止に寄与する。Mo含有量が2.0%未満では、その効果が得られない。したがって、Mo含有量は2.0%以上とする。好ましくは、Mo含有量は2.5%以上である。より好ましくは3.0%以上である。さらに好ましくは3.3%以上とする。一方、Mo含有量が5.0%を超えると、σ相が析出し、靭性、耐食性が低下する。したがって、Mo含有量は5.0%以下とする。好ましくは、Mo含有量は4.5%以下である。より好ましくは、Mo含有量は4.0%以下である。さらに好ましくは3.5%以下である。
Alは、二相ステンレス鋼の原材料の溶鋼を溶製する過程で脱酸剤として機能する元素であり、Al含有量が0.001%未満ではその効果が得られない。したがって、Al含有量は0.001%以上とする。好ましくは、Al含有量は0.005%以上である。より好ましくは0.005%以上である。さらに好ましくは0.01%以上である。一方、Al含有量が0.05%を超えると、アルミナ系介在物が析出し易くなり、二相ステンレス鋼の製造過程における熱間加工性が低下し、靭性も劣化する。したがって、Al含有量は0.05%以下とする。Al含有量は、好ましくは0.045%以下とする。より好ましくは、Al含有量は0.039%以下である。Al含有量は、さらに好ましくは0.035%以下であり、もっとも好ましくは0.03%以下である。
Nは、通常の二相ステンレス鋼においては、耐孔食性を向上させ、また固溶強化に寄与する元素として知られ、積極的に添加され、N含有量は0.06%以上とする。本発明の目的とする特性を得るためには、N含有量を0.07%以上とすることが好ましい。より好ましくは、N含有量は0.08%以上である。さらに好ましくは0.10%以上である。もっとも好ましくは0.12%以上である。しかし、過剰にNを含有させると窒化物が形成され靭性や耐食性が低下すると共に、熱間加工性を劣化させる。したがって、N含有量は0.35%以下とする。好ましくは、N含有量は0.30%以下、より好ましくは0.20%以下である。さらに好ましくは0.17%以下である。もっとも好ましくは、0.14%以下である。
Sbは、耐食性、特に酸性環境における耐食性を向上させるため、本特許において重要な元素である。所望の耐食性を得るためには、Sbを0.001%以上含有する。よって、本発明では、Sb含有量を0.001%以上とする。また、Sb含有量は、CCS環境における孔食を抑制する観点から、好ましくは0.005%以上である。一方、Sbを1.000%超えて含有させても効果が飽和するため、1.000%以下とする。また、Sb含有量は、好ましくは0.500%以下であり、より好ましくは0.100%以下であり、さらに好ましくは0.070%以下であり、もっとも好ましくは0.021%未満である。なお、Sbには、耐疲労特性、耐水素脆化性、熱間加工性、低温靭性、切削性、延性を改善し、強度を増加させる効果もある。Sbは、熱間圧延時に生成するスケール直下の鋼表面に濃化する。また、酸処理環境においてSbは溶解しない元素であるため、試験片表面に濃化すると考えられている。そのため、鋼材が使用される実使用環境においても、試験片により評価される模擬環境であっても、Sbは微量の含有であっても効果を発揮することができる。
なお、より優れたCCS環境における耐食性を得るためには、Sb含有量は0.005%以上とすることが好ましい。より好ましくは0.010%以上である。さらに好ましくは0.012%以上である。また、上述しているとおり、Sb含有量は0.021%未満とすることがもっとも好ましい。Sbは試験片表面に濃化し、保護性を持つため、上記の範囲に調整した二相ステンレス鋼であれば、オートクレーブ中に保持された試験液:15質量%NaCl水溶液(液温:120℃、CO2:40MPa、O2:100ppm、SO2:50ppm、NO2:100ppmの雰囲気)中に、試験片を浸漬し、浸漬時間を720時間として実施した際の腐食速度が0.025mm/y以下でかつ0.2mm以上の孔食が発生していない状態を得ることができる。
O(酸素)は、鋼中では酸化物として存在し、各種特性に悪影響を及ぼす。このため、Oはできるだけ低減することが望ましい。特に、O含有量が0.010%を超えると、低温環境における耐SSC性がともに著しく低下する。このため、O含有量は0.010%以下とする。O含有量は0.007%以下が好ましい。より好ましくは、O含有量は0.004%以下である。O含有量は、さらに好ましくは、0.003%以下であり、0.002%以下である。過度の低減は製造コストの増加を招くため、好ましくは0.0005%以上とする。より好ましくは0.001%以上とする。さらに好ましくは0.0015%以上とする。
A群:W:0.02~1.5%、Cu:0.1~2.0%のうちから選ばれた1種または2種、
B群:V:0.20%以下、Nb:0.20%以下、Ti:0.20%以下のうちから選ばれた1種または2種以上、
C群:Zr:0.50%以下、B:0.0100%以下のうちから選ばれた1種または2種、
D群:REM:0.08%以下、Ca:0.010%以下、Sn:0.20%以下、Mg:0.0002~0.01%のうちから選ばれた1種または2種以上、
E群:Ta:0.01~0.15%、Co:0.01~1.0%のうちから選ばれた1種または2種。
W:0.02~1.5%
Wは、耐硫化物応力腐食割れ性および耐硫化物応力割れ性を向上させる元素である。このような効果を得るためには、Wを含有する場合にはW含有量は0.02%以上である。好ましくは、W含有量は0.1%以上である。一方で、Wは1.5%を超えて多量に含有すると、低温靭性を低下させる場合がある。したがって、Wを含有する場合には、W含有量は1.5%以下とする。好ましくは、W含有量は1.0%以下である。より好ましくは、0.7%以下である。さらに好ましくは0.3%以下である。
Cuは、耐食性を向上、および、オーステナイト相を安定化させる元素である。このような効果を得るため、Cuを含有する場合にはこれらの元素の含有量は各々0.1%以上とする。0.2%以上とすることが好ましい。より好ましくは0.4%以上であり、さらに好ましくは0.6%以上である。しかし、過剰にCuを含有させると熱間加工性が劣化することから、Cuを含有する場合には含有量は2.0%以下とする。好ましくは1.5%以下である。より好ましくは1.2%以下であり、さらに好ましくは1.0%以下である。もっとも好ましくは0.8%以下である。
V:0.20%以下
Vは、析出強化により鋼の強度を向上させる元素である。このような効果を得るためにはV含有量は0.02%以上であることが好ましい。より好ましくは、V含有量は0.04%以上である。一方で、Vは0.20%を超えて含有すると、低温靭性を低下させる場合がある。また、多量に含有すると、耐硫化物応力割れ性が低下する場合がある。したがって、Vを含有する場合には、V含有量は0.20%以下とする。V含有量は、好ましくは0.15%以下である。より好ましくは、V含有量は0.08%以下である。V含有量は、さらに好ましくは0.06%以下である。もっとも好ましくは0.04%以下である。
Nbは、析出強化により鋼の強度を向上させる元素である。またNbには結晶粒を微細化し、低温靭性や耐硫化物応力腐食割れ性を向上させる効果もある。このような効果を得るためにはNb含有量は0.02%以上であることが好ましい。より好ましくは、Nb含有量は0.04%以上である。一方で、Nbは0.20%を超えて含有すると、粗大な析出物や金属間化合物を析出し、低温靭性を低下させる場合がある。また、多量に含有すると、耐硫化物応力割れ性が低下する場合がある。したがって、Nbを含有する場合には、Nb含有量は0.20%以下とする。Nb含有量は、好ましくは0.15%以下であり、より好ましくは0.10%以下である。さらに好ましくは、Nb含有量は0.08%以下である。もっとも好ましくは0.06%以下である。
Tiは、結晶粒を微細化し、低温靭性や耐硫化物応力腐食割れ性を向上させる元素である。またTiには析出強化により鋼の強度を向上させる効果もある。このような効果を得るためにはTi含有量は0.02%以上であることが好ましい。より好ましくは、Ti含有量は0.04%以上である。一方で、Tiは0.20%を超えて含有すると、低温靭性を低下させる場合がある。また、多量に含有すると、耐硫化物応力割れ性が低下する場合がある。したがって、Ti含有する場合には、Ti含有量は0.20%以下とする。Ti含有量は、好ましくは0.15%以下であり、より好ましくは0.12%以下である。さらに好ましくは、Ti含有量は0.08%以下である。もっとも好ましくは0.06%以下である。
Zr:0.50%以下
ZrおよびBは、いずれも強度増加に寄与する元素として有用であり、必要に応じて選択して含有させてもよい。
Zrは、上記した強度増加に寄与するとともに、さらに耐硫化物応力腐食割れ性の改善にも寄与する。このような効果を得るためには、Zr含有量は0.02%以上とすることが好ましい。より好ましくは、Zr含有量は0.05%以上である。一方で、Zrは0.50%を超えて含有すると、低温靭性を低下させる場合がある。このため、Zrを含有する場合には、Zr含有量は0.50%以下とする。Zr含有量は、好ましくは0.40%以下であり、より好ましくは0.30%以下である。さらに好ましくは、Zr含有量は0.20%以下である。もっとも好ましくは0.10%以下である。
Bは、上記した強度増加に寄与するとともに、さらに熱間加工性の改善にも寄与する元素として有用である。このような効果を得るためには、B含有量は0.0005%以上とすることが好ましい。より好ましくは、B含有量は0.0010%以上である。一方で、Bは0.0100%を超えて含有すると、低温靭性および熱間加工性を低下させる場合がある。このため、Bを含有する場合には、B含有量は0.0100%以下とする。好ましくは、B含有量は0.0080%以下である。より好ましくは、0.0060%以下である。さらに好ましくは0.0050%以下であり、もっとも好ましくは0.0040%以下である。
REM:0.08%以下
REMは、耐硫化物応力腐食割れ性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、REMを0.01%以上含有することが好ましい。より好ましくは、REM含有量は0.015%以上である。一方で、REMは0.08%を超えて含有すると、低温靭性および熱間加工性を低下させる場合がある。このため、含有する場合には、REM含有量は0.08%以下とする。REM含有量は、好ましくは0.06%以下であり、より好ましくは0.04%以下である。さらに好ましくは、REM含有量は0.03%以下である。もっとも好ましくは0.02%以下である。
なお、本発明でいうREMとは、原子番号21番のスカンジウム(Sc)と原子番号39番のイットリウム(Y)及び、原子番号57番のランタン(La)から71番のルテチウム(Lu)までのランタノイドである。本発明におけるREM濃度とは、上述のREMから選択された1種または2種以上の元素の総含有量である。
Caは、耐硫化物応力腐食割れ性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、Caを0.001%以上含有することが好ましい。より好ましくは、Ca含有量は0.0015%以上である。一方で、Caは0.010%を超えて含有しても、効果が飽和し、含有量に見合う効果が期待できなくなり、経済的に不利となる場合がある。このため、含有する場合には、Ca含有量は0.010%以下とする。Ca含有量は、好ましくは0.007%以下である。より好ましくは、Ca含有量は0.005%以下とする。さらに好ましくは、Ca含有量は0.004%以下である。もっとも好ましくは0.003%以下である。
Snは、耐食性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、Snを0.0002%以上含有することが好ましい。より好ましくは、Sn含有量は0.0005%以上である。一方で、Snは0.20%を超えて含有しても、効果が飽和し、含有量に見合う効果が期待できなくなり、経済的に不利となる場合がある。このため、含有する場合には、Sn含有量は0.20%以下とする。より好ましくは、Sn含有量は0.15%以下である。Sn含有量は、さらに好ましくは0.10%以下であり、もっとも好ましくは0.07%以下である。
Mgは、耐硫化物応力腐食割れ性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、Mgを0.0002%以上含有することが好ましい。より好ましくは、Mg含有量は0.0005%以上である。一方で、Mgは0.01%を超えて含有しても、効果が飽和し、含有量に見合う効果が期待できなくなり、経済的に不利となる場合がある。このため、含有する場合には、Mg含有量は0.01%以下とする。Mg含有量は、好ましくは0.007%以下であり、より好ましくは0.006%以下である。さらに好ましくは、Mg含有量は0.005%以下である。もっとも好ましくは0.003%以下である。
Ta:0.01~0.15%
Taは、耐炭酸ガス腐食性、耐硫化物応力割れ性および耐硫化物応力腐食割れ性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、Taを含有する場合にはTaを0.01%以上含有する。好ましくは、Ta含有量は0.02%以上である。一方で、Taは0.15%を超えて含有しても効果が飽和し、含有量に見合う効果が期待できなくなる場合がある。このため、含有する場合には、Ta含有量は0.15%以下とする。好ましくは、Ta含有量は0.13%以下である。より好ましくは、Ta含有量は0.10%以下である。さらに好ましくは、0.05%以下である。もっとも好ましくは0.03%以下である。
Coは、耐炭酸ガス腐食性、耐硫化物応力割れ性および耐硫化物応力腐食割れ性の改善に寄与する元素として有用であり、必要に応じて含有させてもよい。このような効果を確保するためには、Coを含有する場合にはCoを0.01%以上含有する。好ましくは、Co含有量は0.02%以上である。一方で、Coは1.0%を超えて含有しても効果が飽和し、含有量に見合う効果が期待できなくなる場合がある。このため、含有する場合には、Co含有量は1.0%以下とする。好ましくは、Co含有量は0.7%以下である。より好ましくは、Co含有量は0.5%以下である。Co含有量は、さらに好ましくは0.2%以下であり、もっとも好ましくは0.1%以下である。
体積率で、オーステナイト相:20~70%、およびフェライト相:30~80%を含む組織
本発明の二相ステンレス鋼は、少なくともオーステナイト相およびフェライト相を含む組織を有し、オーステナイト相とフェライト相からなる組織を有していてもよい。オーステナイト相の体積率(%)は20~70%である。フェライト相の体積率(%)は30~80%である。オーステナイト相が20%未満では、低温靱性、耐硫化物応力割れ性、および耐硫化物応力腐食割れ性に劣る場合がある。そのため、オーステナイト相は20%以上とする。オーステナイト相は、好ましくは30%以上であり、より好ましくは35%以上であり、さらに好ましくは40%以上である。また、オーステナイト相が70%を超えると、強度に劣る場合がある。各相の体積率は、鋼成分組成および溶体化処理温度を調整することにより制御することができる。具体的には、オーステナイト相形成元素(C、Mn、Ni、N、Cu、Co)が多い、または溶体化処理温度が低いほどオーステナイト相の体積率が増加する。そのため、オーステナイト相は70%以下とする。オーステナイト相は、好ましくは67%以下であり、より好ましくは63%以下であり、さらに好ましくは60%以下である。フェライト相形成元素(Si、Cr、Mo、W)が多い、または溶体化処理温度が高いほどフェライト相の体積率が増加する。フェライト相の体積率が30%未満では耐食性が劣る場合がある。そのため、フェライト相は30%以上とする。フェライト相は、好ましくは33%以上であり、より好ましくは37%以上であり、さらに好ましくは40%以上である。また、フェライト相が80%を超えると、低温靭性や耐食性が劣る場合がある。そのため、フェライト相は80%以下とする。フェライト相は、好ましくは74%以下であり、より好ましくは67%以下であり、さらに好ましくは60%以下である。フェライト相とオーステナイト相との合計は、体積率で99.5%以上とする。なお、実施例にて後述しているように、得られた組織写真から、画像解析装置を用いて、フェライト相およびオーステナイト相の面積率の平均値を算出し、これをそれぞれの体積率(体積%)とした。
なお、上記の各組織の観察方法は、後述の実施例でも詳述している。
なお、二相ステンレス鋼についても以降の溶体化熱処理や冷間加工は以下に記載の条件で実施されることが好ましい。
次に、造管された鋼管に対し、溶体化熱処理を施すことが好ましい。具体的には、鋼管を1000℃以上の加熱温度に加熱したのち、空冷以上の平均冷却速度、より具体的には1℃/s以上の平均冷却速度で300℃以下の温度まで冷却する。これにより、造管中または造管後の冷却中に析出した金属間化合物や炭化物、窒化物、硫化物等を固溶し、所望量のオーステナイト相およびフェライト相を含む組織の継目無鋼管とすることができる。
材料の降伏強度の向上のため、冷間引き抜き、冷間圧延、または対向ロールでの傾斜圧延による冷間加工によって、ひずみを導入し、高強度化を行う。
好ましくは、縮径圧延または冷間引き抜き加工を施す。縮径圧延に用いる傾斜圧延機としては、樽型ロールを有する2ロール型傾斜圧延機や3ロール型傾斜圧延機を用いてよい。縮径圧延は、傾斜角、交叉角、ロールギャップを調整して行うことができる。冷間引き抜き加工はコールドピルガー法で行ってよい。加工時の温度は、変形抵抗の軽減のために高温で行ってもよい。加工温度としては、具体的には25~600℃の範囲で、かつステンレスが脆化する460~490℃温度域を避けて加工を行うことが望ましい。すなわち、加工温度は25℃以上が好ましく、より好ましくは50℃以上であり、さらに好ましくは75℃以上であり、もっとも好ましくは100℃以上であり、かついずれの場合であっても460~490℃温度域では実施しないことが好ましい。加工温度は、600℃以下が好ましく、400℃以下がより好ましく、200℃以下がさらに好ましく、かついずれの場合であっても460~490℃温度域では実施しないことが好ましい。
熱間圧延や溶体化熱処理において鋼管表面に生成したスケールを除去するために酸洗を行うことが好ましい。冷間引き抜き加工により冷間加工を行う場合、鋼管表面を潤滑させる必要があるため、冷間加工を行う前に酸洗を行うことが望ましい。
一方、傾斜圧延による冷間加工の場合、潤滑させる必要がない上、酸洗の前に冷間加工を行うことにより鋼管表面にひずみが導入されることによりスケールが機械的に破壊され、酸洗によるスケールの除去が容易になることから、冷間加工後に酸洗を行うことが望ましい。酸洗の条件としては、フッ酸と硝酸の混合溶液を用いることが好ましく、酸洗温度は80℃以下が好ましく、より好ましくは60℃以下であり、さらに好ましくは40℃以下である。また、10℃以上が好ましく、より好ましくは20℃以上であり、さらに好ましくは30℃以上である。
また、上述しているように鋼管素材を鋳造、加熱した後、熱間圧延機により熱間圧延加工を行い、二相ステンレス鋼とし、空冷した。このとき、熱間圧延前の鋼管素材の加熱温度は1250℃とし、熱間圧延の最終温度は900℃以上とした。
溶体化熱処理における平均冷却速度は、7~80℃/sとした。
上述の熱処理を施した継目無鋼管から、管軸方向断面が観察面となるように組織観察用の試験片を採取した。フェライト相およびオーステナイト相の体積率は、観察面を光学顕微鏡で観察することにより求めた。具体的には、上述の組織観察用の試験片をKOH水溶液中で電解腐食して光学顕微鏡(倍率400倍)で組織を撮像した。得られた組織写真から、画像解析装置を用いて、フェライト相およびオーステナイト相の面積率の平均値を算出し、これをそれぞれの体積率(体積%)とした。
撮像した画像において、腐食されにくいために二値化により白色となる相をオーステナイト相とし、腐食されやすいために二値化により黒色となる相をフェライト相とした。
〔引張特性の評価〕
冷間加工を行わなかった継目無鋼管については溶体化熱処理後の継目無鋼管から、冷間加工を行った継目無鋼管からは冷間加工後の継目無鋼管から、JIS(Japanes Industrial Standards)14A号引張試験片(Φ6.0mm)を採取し、JIS Z2241:2011の規定に準拠して引張試験を実施し、引張特性(降伏強さ(YS)、引張強さ(TS))を求めた。
冷間加工を行わなかった継目無鋼管については溶体化熱処理後から、冷間加工を行った継目無鋼管からは冷間加工後の継目無鋼管の肉厚中央部から、JIS Z 2242(2018年)に準拠して、円周方向が試験片長さとなるようにVノッチ試験片(厚さ10mm)を採取した。採取した試験片に対し、試験温度を‐40℃としてシャルピー衝撃試験を行なって、吸収エネルギーvE-40(J)を測定した。なお、試験片は、各鋼管からそれぞれ3本採取し、これらの試験片に対してシャルピー衝撃試験を行って得られた値の算術平均値を表2に示す。
冷間加工を行わなかった継目無鋼管については溶体化熱処理後から、冷間加工を行った継目無鋼管からは冷間加工後の継目無鋼管から、厚さ3mm×幅30mm×長さ40mmの腐食試験片を機械加工によって作製し、これらの試験片に対して腐食試験を実施して耐炭酸ガス腐食性を評価した。
腐食試験は、オートクレーブ中に保持された試験液:20%NaCl水溶液(液温:230℃、CO2:10MPaの雰囲気)に、試験片を浸漬し、浸漬期間を14日間(336時間)として実施した試験後の試験片について、質量を測定し、腐食試験前後の質量減から計算した腐食速度を求めた。また、腐食試験後の試験片について倍率:10倍のルーペを用いて試験片表面の孔食発生の有無を観察した。なお、孔食を円形と仮定した場合、直径:0.2mm以上の孔食が存在する場合を孔食が発生しているという。本発明では、腐食速度が0.127mm/y以下であり、かつ、孔食が発生していない場合を合格と評価した。
上述の冷間加工を施された継目無鋼管から、NACE TM0177 Method Aに準拠して、丸棒状の試験片(直径:6.4mmφ)を機械加工によって作製し、これらの試験片に対して耐SSC試験を実施した。
耐SSC試験は、試験液:20質量%NaCl水溶液(液温:25℃、H2S:0.03MPa、CO2:0.07MPaの雰囲気)に酢酸+酢酸Naを加えてpH:3.5に調整した水溶液中に、試験片を浸漬し、浸漬期間を720時間として、降伏応力の90%を付加応力として付加して実施した。試験後の試験片について目視で割れの有無を観察した。また、試験後の試験片について、倍率:10倍のルーペを用いて試験片表面の孔食発生の有無を観察した。本発明では、試験後の試験片に割れが発生しておらず、かつ、孔食が発生していない場合を合格と評価した。なお、表3では、割れが発生せず、かつ、孔食が発生していない場合を記号○で示し、割れが発生した場合、および/または、孔食が発生した場合を記号×で示した。
上述の冷間加工を施された継目無鋼管から、機械加工により、厚さ3mm×幅15mm×長さ115mmの4点曲げ試験片を採取し、これらの試験片に対して耐SCC試験を実施した。
耐SCC試験は、オートクレーブ中に保持された試験液:10質量%NaCl水溶液(液温:80℃、H2S:35kPa、CO2:2MPaの雰囲気)に、試験片を浸漬し、浸漬期間を720時間として、降伏応力の100%を付加応力として付加して実施した。試験後の試験片について、目視で試験片表面の割れの有無を観察した。また、試験後の試験片について、倍率:10倍のルーペを用いて試験片表面の孔食発生の有無を観察した。本発明では、試験後の試験片に割れが発生しておらず、かつ、孔食が発生していない場合を合格と評価した。なお、表3では、割れが発生せず、かつ、孔食が発生していない場合を記号○で示し、割れが発生した場合、および/または、孔食が発生した場合を記号×で示した。
また、酸環境における耐食性を評価する腐食試験は、80℃に加熱した15質量%塩酸溶液中に試験片を浸漬し、浸漬時間を2分として実施した。試験後の試験片について、重量を測定し、腐食試験前後の重量減から計算した腐食速度を求めた。ここでは、Cr量が23.0%以下の場合は、腐食速度が170mm/y以下であるものを合格とし、170mm/y超えのものを不合格とした。また、Cr量が、23.0%越えの場合は、腐食速度が95mm/y以下であるものを合格とし、95mm/y超えのものを不合格とした。
また、CCS環境における腐食試験は、耐炭酸ガス腐食試験と同じ試験片を使用し、オートクレーブ中に保持された試験液:15%NaCl水溶液(液温:120℃、CO2:40MPa、O2:100ppm、SO2:50ppm、NO2:100ppmの雰囲気)に、試験片を浸漬し、浸漬期間を30日間(720時間)として実施した試験後の試験片について、質量を測定し、腐食試験前後の質量減から計算した腐食速度を求めた。また、腐食試験後の試験片について倍率:10倍のルーペを用いて試験片表面の孔食発生の有無を観察した。なお、孔食有とは、孔食を円形と仮定した場合、直径:0.2mm以上の孔食が存在する場合をいう。本発明では、腐食速度が0.025mm/y以下であり、かつ、孔食が発生していない場合を合格と評価した。なお、直径:0.2mm未満の孔食のみが認められる場合は孔食が発生していないと判断している。



Claims (6)
- 質量%で、
C:0.002~0.03%、
Si:0.05~1.0%、
Mn:0.1~1.7%、
P:0.040%以下、
S:0.020%以下、
Cr:20.0~28.0%、
Ni:4.0~10.0%、
Mo:2.0~5.0%、
Al:0.001~0.05%、
N:0.06~0.35%、
Sb:0.001~1.000%、および
O:0.010%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
体積率で、オーステナイト相:20~70%、およびフェライト相:30~80%を含む組織を有し、
降伏強さYSが448MPa以上である二相ステンレス鋼。 - 前記成分組成に加えてさらに、質量%で、以下のA群~E群のうちから選ばれた1群または2群以上を含有する、請求項1に記載の二相ステンレス鋼。
A群:W:0.02~1.5%、Cu:0.1~2.0%のうちから選ばれた1種または2種、
B群:V:0.20%以下、Nb:0.20%以下、Ti:0.20%以下のうちから選ばれた1種または2種以上、
C群:Zr:0.50%以下、B:0.0100%以下のうちから選ばれた1種または2種、
D群:REM:0.08%以下、Ca:0.010%以下、Sn:0.20%以下、Mg:0.0002~0.01%のうちから選ばれた1種または2種以上、
E群:Ta:0.01~0.15%、Co:0.01~1.0%のうちから選ばれた1種または2種。 - 請求項1または2に記載の前記成分組成と前記組織を有し、かつ、降伏強さYSが758MPa以上である二相ステンレス鋼。
- 質量%で、
C:0.002~0.03%、
Si:0.05~1.0%、
Mn:0.1~1.7%、
P:0.040%以下、
S:0.020%以下、
Cr:20.0~28.0%、
Ni:4.0~10.0%、
Mo:2.0~5.0%、
Al:0.001~0.05%、
N:0.06~0.35%、
Sb:0.001~1.000%、および
O:0.010%以下、
を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
体積率で、オーステナイト相:20~70%、およびフェライト相:30~80%を含む組織を有し、
降伏強さYSが448MPa以上であるステンレス継目無鋼管。 - 成分組成が、さらに、質量%で、以下のA群~E群のうちから選ばれた1群または2群以上を含有する、請求項4に記載のステンレス継目無鋼管。
A群:W:0.02~1.5%、Cu:0.1~2.0%のうちから選ばれた1種または2種、
B群:V:0.20%以下、Nb:0.20%以下、Ti:0.20%以下のうちから選ばれた1種または2種以上、
C群:Zr:0.50%以下、B:0.0100%以下のうちから選ばれた1種または2種、
D群:REM:0.08%以下、Ca:0.010%以下、Sn:0.20%以下、Mg:0.0002~0.01%のうちから選ばれた1種または2種以上、
E群:Ta:0.01~0.15%、Co:0.01~1.0%のうちから選ばれた1種または2種。 - 請求項4または5に記載の前記成分組成と前記組織を有し、かつ、降伏強さYSが758MPa以上であるステンレス継目無鋼管。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP24842899.7A EP4711484A1 (en) | 2023-07-18 | 2024-06-24 | Duplex stainless steel and seamless stainless steel pipe |
| CN202480039992.0A CN121335999A (zh) | 2023-07-18 | 2024-06-24 | 双相不锈钢及不锈钢无缝钢管 |
| JP2024551531A JP7816551B2 (ja) | 2023-07-18 | 2024-06-24 | 二相ステンレス鋼およびステンレス継目無鋼管 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023116447 | 2023-07-18 | ||
| JP2023-116447 | 2023-07-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025018103A1 true WO2025018103A1 (ja) | 2025-01-23 |
Family
ID=94281360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/022909 Pending WO2025018103A1 (ja) | 2023-07-18 | 2024-06-24 | 二相ステンレス鋼およびステンレス継目無鋼管 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4711484A1 (ja) |
| JP (1) | JP7816551B2 (ja) |
| CN (1) | CN121335999A (ja) |
| WO (1) | WO2025018103A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03291358A (ja) | 1990-04-09 | 1991-12-20 | Sumitomo Metal Ind Ltd | 靭性と熱間加工性に優れた二相ステンレス鋼およびその製造方法 |
| JPH05132741A (ja) | 1991-11-11 | 1993-05-28 | Sumitomo Metal Ind Ltd | 耐食性に優れた高強度二相ステンレス鋼 |
| JPH08170153A (ja) | 1994-12-19 | 1996-07-02 | Sumitomo Metal Ind Ltd | 高耐食性2相ステンレス鋼 |
| WO2021225103A1 (ja) * | 2020-05-07 | 2021-11-11 | 日本製鉄株式会社 | 二相ステンレス継目無鋼管 |
| WO2021246118A1 (ja) * | 2020-06-02 | 2021-12-09 | Jfeスチール株式会社 | 二相ステンレス鋼および二相ステンレス継目無鋼管 |
| WO2022196196A1 (ja) * | 2021-03-17 | 2022-09-22 | Jfeスチール株式会社 | 二相ステンレス鋼管およびその製造方法 |
-
2024
- 2024-06-24 JP JP2024551531A patent/JP7816551B2/ja active Active
- 2024-06-24 CN CN202480039992.0A patent/CN121335999A/zh active Pending
- 2024-06-24 WO PCT/JP2024/022909 patent/WO2025018103A1/ja active Pending
- 2024-06-24 EP EP24842899.7A patent/EP4711484A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03291358A (ja) | 1990-04-09 | 1991-12-20 | Sumitomo Metal Ind Ltd | 靭性と熱間加工性に優れた二相ステンレス鋼およびその製造方法 |
| JPH05132741A (ja) | 1991-11-11 | 1993-05-28 | Sumitomo Metal Ind Ltd | 耐食性に優れた高強度二相ステンレス鋼 |
| JPH08170153A (ja) | 1994-12-19 | 1996-07-02 | Sumitomo Metal Ind Ltd | 高耐食性2相ステンレス鋼 |
| WO2021225103A1 (ja) * | 2020-05-07 | 2021-11-11 | 日本製鉄株式会社 | 二相ステンレス継目無鋼管 |
| WO2021246118A1 (ja) * | 2020-06-02 | 2021-12-09 | Jfeスチール株式会社 | 二相ステンレス鋼および二相ステンレス継目無鋼管 |
| WO2022196196A1 (ja) * | 2021-03-17 | 2022-09-22 | Jfeスチール株式会社 | 二相ステンレス鋼管およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025018103A1 (ja) | 2025-01-23 |
| EP4711484A1 (en) | 2026-03-18 |
| JP7816551B2 (ja) | 2026-02-18 |
| CN121335999A (zh) | 2026-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104204253B (zh) | 油井用不锈钢及油井用不锈钢管 | |
| CN115552049B (zh) | 双相不锈钢和双相不锈钢无缝钢管 | |
| JP6966006B2 (ja) | マルテンサイトステンレス鋼材 | |
| JP4911266B2 (ja) | 高強度油井用ステンレス鋼及び高強度油井用ステンレス鋼管 | |
| CN115298346B (zh) | 油井用高强度不锈钢无缝钢管及其制造方法 | |
| WO2017138050A1 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP2015110822A (ja) | 耐食性に優れた油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP6372070B2 (ja) | フェライト・マルテンサイト二相鋼及び油井用鋼管 | |
| CN115349024A (zh) | 不锈钢无缝钢管和不锈钢无缝钢管的制造方法 | |
| JP7226675B1 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP7315097B2 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP7626229B2 (ja) | ステンレス継目無鋼管およびその製造方法 | |
| WO2021131445A1 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| WO2021206080A1 (ja) | マルテンサイト系ステンレス継目無鋼管 | |
| WO2024009564A1 (ja) | ステンレス継目無鋼管およびその製造方法 | |
| JP7226571B2 (ja) | ステンレス継目無鋼管およびその製造方法 | |
| WO2023053743A1 (ja) | 油井用高強度ステンレス継目無鋼管およびその製造方法 | |
| JP7806913B2 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP7347714B1 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP7816551B2 (ja) | 二相ステンレス鋼およびステンレス継目無鋼管 | |
| WO2024209843A1 (ja) | ステンレス継目無鋼管およびその製造方法 | |
| JP7279863B2 (ja) | ステンレス鋼管およびその製造方法 | |
| CN119256106A (zh) | 不锈钢无缝钢管及其制造方法 | |
| WO2026004524A1 (ja) | ステンレス鋼およびステンレス継目無鋼管 | |
| WO2026004523A1 (ja) | ステンレス鋼およびステンレス継目無鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024551531 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24842899 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024842899 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: P2025-04174 Country of ref document: AE |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| ENP | Entry into the national phase |
Ref document number: 2024842899 Country of ref document: EP Effective date: 20251209 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024842899 Country of ref document: EP |