BR102020007047A2 - Recipiente de embalagens múltiplas, e, máquina para fabricar o recipiente de embalagens múltiplas. - Google Patents
Recipiente de embalagens múltiplas, e, máquina para fabricar o recipiente de embalagens múltiplas. Download PDFInfo
- Publication number
- BR102020007047A2 BR102020007047A2 BR102020007047-9A BR102020007047A BR102020007047A2 BR 102020007047 A2 BR102020007047 A2 BR 102020007047A2 BR 102020007047 A BR102020007047 A BR 102020007047A BR 102020007047 A2 BR102020007047 A2 BR 102020007047A2
- Authority
- BR
- Brazil
- Prior art keywords
- cut
- containers
- blade
- bridge
- multipack
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title description 10
- 238000004806 packaging method and process Methods 0.000 title description 5
- 238000012856 packing Methods 0.000 title 1
- 229920000139 polyethylene terephthalate Polymers 0.000 claims abstract description 36
- 239000005020 polyethylene terephthalate Substances 0.000 claims abstract description 36
- -1 polyethylene terephthalate Polymers 0.000 claims abstract description 7
- 239000002985 plastic film Substances 0.000 claims abstract description 6
- 239000000463 material Substances 0.000 claims description 32
- 238000005520 cutting process Methods 0.000 claims description 22
- 230000035515 penetration Effects 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 7
- 229920003023 plastic Polymers 0.000 claims description 7
- 239000011159 matrix material Substances 0.000 claims description 2
- 238000010438 heat treatment Methods 0.000 abstract description 3
- 230000006835 compression Effects 0.000 abstract description 2
- 238000007906 compression Methods 0.000 abstract description 2
- 239000004793 Polystyrene Substances 0.000 description 10
- 229920002223 polystyrene Polymers 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 238000000926 separation method Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 238000003856 thermoforming Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 235000013618 yogurt Nutrition 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000006071 cream Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 235000021185 dessert Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D21/00—Nestable, stackable or joinable containers; Containers of variable capacity
- B65D21/02—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together
- B65D21/0201—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together stackable or joined together side-by-side
- B65D21/0206—Separate rigid or semi-rigid trays or cups joined together, e.g. separate trays connected by single foil closure or crimped together
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H49/00—Unwinding or paying-out filamentary material; Supporting, storing or transporting packages from which filamentary material is to be withdrawn or paid-out
- B65H49/18—Methods or apparatus in which packages rotate
- B65H49/20—Package-supporting devices
- B65H49/30—Swifts or skein holders
- B65H49/305—Swifts or skein holders with axially adjustable or removable elements for retaining the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/12—Punching using rotatable carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/08—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type
- B26D1/085—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/06—Grooving involving removal of material from the surface of the work
- B26D3/065—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/08—Deep drawing or matched-mould forming, i.e. using mechanical means only
- B29C51/082—Deep drawing or matched-mould forming, i.e. using mechanical means only by shaping between complementary mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/30—Moulds
- B29C51/32—Moulds having cutting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/002—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/007—Forming single grooves or ribs, e.g. tear lines, weak spots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
- B65D1/30—Groups of containers joined together end-to-end or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/06—Integral, or permanently secured, end or side closures
- B65D17/12—Closures secured by soldering, welding, or otherwise uniting opposed surfaces
- B65D17/14—Closures secured by soldering, welding, or otherwise uniting opposed surfaces by cold or hot pressing of plastic sealing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D21/00—Nestable, stackable or joinable containers; Containers of variable capacity
- B65D21/02—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together
- B65D21/0209—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together stackable or joined together one-upon-the-other in the upright or upside-down position
- B65D21/0212—Containers presenting local stacking elements protruding from the upper or lower edge of a side wall, e.g. handles, lugs, ribs, grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/325—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil
- B65D75/327—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil and forming several compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/527—Tear-lines for separating a package into individual packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H49/00—Unwinding or paying-out filamentary material; Supporting, storing or transporting packages from which filamentary material is to be withdrawn or paid-out
- B65H49/18—Methods or apparatus in which packages rotate
- B65H49/20—Package-supporting devices
- B65H49/32—Stands or frameworks
- B65H49/324—Constructional details
- B65H49/328—Arrangements or adaptations for stacking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/047—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts for flexible profiles, e.g. sealing or decorating strips in grooves or on other profiles by devices moving along the flexible profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4463—Methods and devices for rule setting, fixation, preparing cutting dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4472—Cutting edge section features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4481—Cutters therefor; Dies therefor having special lateral or edge outlines or special surface shapes, e.g. apertures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/45—Assembling sealing arrangements with vehicle parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2230/00—Aspects of the final package
- B65B2230/02—Containers having separate compartments isolated from one another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2575/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D2575/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by association or interconnecting two or more sheets or blanks
- B65D2575/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D2575/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D2575/3209—Details
- B65D2575/3281—Tear lines dividing the package into a plurality of packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/39—Other types of filamentary materials or special applications
- B65H2701/3913—Extruded profiled strands
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/08—Copolymers of ethene
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Ceramic Engineering (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Packages (AREA)
- Laminated Bodies (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Basic Packing Technique (AREA)
Abstract
A invenção refere-se a um recipiente de embalagens múltiplas que define uma séria de recipientes (11) formados em uma folha plástica (L) que compreende pelo menos uma camada de PET (polietileno tereftalato), e em que os ditos recipientes (11) são unidos por pontes (12), providos com uma linha superior pré-cortada (13) e uma linha inferior pré-cortada (14) para romper a ponte (12). A linha superior pré-cortada (13) e uma linha inferior pré-cortada (14) são dispostas em paralelo uma à outra, lateralmente separadas em uma direção horizontal e verticalmente separadas para prevenir aquecimento por compressão e uma variação das propriedades da camada PET, possibilitando o rompimento limpo da ponta por meio da rotação dos recipientes em relação às ditas linhas superior e inferior pré-cortadas. A invenção também compreende uma máquina para fabricar o recipiente de embalagens múltiplas.
Description
[001] Esta invenção é aplicável ao campo da fabricação de recipientes de embalagens múltiplas destinados à indústria alimentícia e, particularmente, ao acondicionamento de produtos alimentícios, tais como iogurte, creme, flans ou congêneres.
[002] Na fabricação de recipientes para a indústria alimentícia, a formação de recipientes de embalagens múltiplas é comum por meio de uma folha, de única camada ou de múltiplas camadas, feita de material plástico. Esses recipientes de embalagens múltiplas têm diversas cavidades ou recipientes individuais que são unidos por pontes de união definidas na camada plástica em si.
[003] Uma vez preenchidos e fechados, os recipientes são sujeitos a uma operação de corte na qual uma parte do formato dos recipientes é definido, e uma operação de pré-corte, na qual linhas de pré-corte são definidas, que afetam as pontes de união e que facilitam o subsequente rompimento e separação dos diferentes recipientes individuais que formam o recipiente de embalagens múltiplas.
[004] Tipicamente, os materiais usados para fabricar recipientes alimentícios são polímeros termoplásticos, embora poliestireno (PS) seja o material mais comumente usado na fabricação de recipientes por termoformação.
[005] Os produtos mais populares de iogurte e sobremesa estão, atualmente, trocando PS (poliestireno) por PET (polietileno tereftalato), posto que o mesmo é 100% reciclável e reutilizável.
[006] No entanto, atualmente, não há solução para o pré-corte de pontes entre recipientes PET que possibilite uma separação tradicional dos recipientes, como é feito com material PS, em outras palavras, rotacionar os recipientes para que sejam separados em uma direção perpendicular à linha de pré-corte.
[007] Alguns sistemas de pré-corte têm falhado em obter sucesso com a aplicação de tecnologias em linhas de poliestireno pré-cortado (PS) a recipientes que compreendem pelo menos uma camada de tereftalato de polietileno (PET), sem resultados de boa qualidade, pois as propriedades do PET obrigam os consumidores a realizar a partição girando os recipientes, causando um corte defeituoso, com peças cortadas de forma pobre, na forma de entalhes salientes, apresentando perigo aos consumidores devido à possibilidade dos mesmos se cortarem.
[008] Na patente FR 3022818 A1, as operações de corte e pré-corte são realizadas por uma matriz provida com uma matriz inferior, e uma placa de suporte de punção que incorpora lâminas para fazer os pré-cortes que se projetam parcialmente a partir da dita placa de suporte de punção e apenas fazem uma linha de dobra ou pré-corte na face superior do recipiente.
[009] As patentes US 2014366694 A1 e ES 222926T T3 descrevem dispositivos para cortar material plástico, providos com lâminas superior e inferior voltadas para a execução de linhas pré-cortadas em faces opostas do material.
[0010] O problema desses dispositivos é que, durante a ação das lâminas de pré-corte, que são voltadas uma de frente à outra, é produzido um achatamento do núcleo do material a ser cortado, dado que o PET é amorfo. Esse achatamento produz um aumento na temperatura do núcleo do material, causando uma alteração na estrutura molecular do material PET, tornando-o um material mais elástico, o que aumenta o efeito articulado clássico do PET e, portanto, para romper as pontes de união e separar os recipientes, se faz necessário aplicar movimento rotacional aos recipientes em direções opostas, resultando em uma superfície irregular e perigosa para o consumidor na área pré-cortada.
[0011] O problema técnico apresentado é o desenvolvimento de um recipiente de embalagens múltiplas, provido com uma série de recipientes individuais, formados em uma folha plástica que compreende pelo menos uma camada PET (tereftalato de polietileno) e em que os ditos recipientes são unidos por pontes de união que apresentam uma linha superior pré-cortada e uma linha inferior pré-cortada para o rompimento da ponte e a separação dos recipientes, e que possua características adequadas para obter um rompimento limpo das pontes ao longo das linhas pré-cortadas, sem definir projeções irregulares, e executar o mesmo movimento atualmente usado para separar recipientes de PS (poliestireno); em outras palavras, girar os recipientes em relação à linha pré-cortada e sem a necessidade de girar os recipientes em direções opostas.
[0012] Esta invenção também inclui uma máquina de termoformação, do tipo FFS (Formação, Preenchimento e Vedação) ou similar, com características específicas para a fabricação do dito recipiente de embalagens múltiplas.
[0013] O recipiente de embalagens múltiplas da invenção é formado por uma folha plástica compreendendo pelo menos uma camada PET (tereftalato de polietileno). O dito recipiente de embalagens múltiplas compreende uma série de recipientes individuais unidos por pontes de união com uma espessura predeterminada, definida na própria camada plástica; as ditas pontes de união compreendendo uma linha pré-cortada superior e uma linha pré-cortada inferior para a quebra da ponte e separação dos recipientes individuais.
[0014] No que diz respeito às linhas pré-cortadas superior e inferior, este recipiente apresenta características destinadas a solucionar o problema exposto, provendo um rompimento limpo das pontes de união dos recipientes formados por uma folha PET ou que incorporem pelo menos uma folha PET, por meio da rotação dos recipientes a serem separados em uma direção essencialmente perpendicular à das ditas linhas pré-cortadas e sem a necessidade de girar os recipientes em direções opostas.
[0015] Para este fim, e de acordo com a invenção, a linha pré-cortada superior e a linha pré-cortada inferior são dispostas em paralelo, separadas lateralmente, na direção horizontal, a uma distância compreendida entre 45% e 55% da espessura da ponte; e verticalmente separadas a uma distância compreendida entre 12% e 26% da espessura da ponte.
[0016] Com a separação indicada, as fibras do material PET têm espaço suficiente para não serem comprimidas durante a formação das linhas pré-cortadas superior e inferior; impedindo um achatamento e um aumento na temperatura do núcleo do material e impedindo que a estrutura molecular do material PET seja modificada, tornando-o mais elástico; portanto, o material PET retém suas propriedades iniciais e pode ser facilmente rompido de maneira uniforme para separar os recipientes individuais ao longo das linhas pré-cortadas, por meio da aplicação simples de um movimento rotacional aos ditos recipientes em uma direção perpendicular à das linhas pré-cortadas.
[0017] Esta solução permite obter os mesmos resultados no pré-corte dos recipientes de PET que aqueles obtidos com o material PS, simplesmente alterando a ferramenta de corte na máquina de termoformação dos recipientes.
[0018] Preferivelmente, dada a aplicação desse recipiente de embalagens múltiplas, a espessura do material que forma a ponte e no qual são definidas as linhas pré-cortadas superior e inferior é compreendida entre 0,7 e 1,3 milímetros, o que provê ao contêiner uma consistência adequada sem um tamanho excessivo da espessura do material.
[0019] A presente invenção também inclui uma máquina para a fabricação de recipientes de embalagens múltiplas com as características acima mencionadas, cujas características serão incluídas nas reivindicações anexas.
[0020] A dita máquina compreende: uma matriz inferior associada a uma prensa com movimento vertical; uma placa de suporte de punção e um dispositivo de pré-corte que compreende uma lâmina de pré-corte superior associada à placa de suporte de punção e uma lâmina de pré-corte inferior associada à matriz inferior para definir, nas pontes de união dos recipientes individuais, as linhas de pré-corte superiores e as linhas de pré-corte inferiores, adequadas para romper as ditas pontes e separar os recipientes individuais formados em PET ou que incorporem pelo menos uma camada PET.
[0021] De acordo com a invenção, a lâmina de pré-corte superior e a lâmina de pré-corte inferior são paralelas uma à outra e lateralmente separadas, na direção horizontal, a uma distância compreendida entre 0,315 e 0,715 milímetros, sendo essa separação adequada para realizar as linhas pré-cortadas nas pontes do recipiente de embalagens múltiplas sem que as fibras PET sejam comprimidas, que o núcleo da ponte aqueça ou que as propriedades físicas do mesmo sejam modificadas.
[0022] De preferência, a lâmina de pré-corte superior é montada com a possibilidade de movimento relativo vertical em relação a um batente flutuante que será provido com um movimento vertical limitado em relação à placa de suporte de punção; o dito batente flutuante sendo montado nas primeiras molas calibradas e a lâmina de pré-corte superior nas segundas molas calibradas.
[0023] As ditas molas calibradas proveem um empurrão suficiente para que a lâmina de pré-corte superior penetre na ponte do recipiente de embalagens múltiplas quando o dito recipiente de embalagens múltiplas é empurrado verticalmente e em uma direção ascendente, significando em direção à placa de suporte de punção.
[0024] Preferivelmente, o movimento relativo da lâmina de pré-corte superior em relação ao batente flutuante, e a penetração da lâmina de pré-corte superior no material plástico, é compreendido entre 0,42 e 0,91 milímetros, o que é adequado para definir uma linha de pré-corte superior da profundidade especificada no recipiente anteriormente descrito.
[0025] Numa modalidade preferida, a lâmina de pré-corte inferior projeta-se a partir da matriz inferior a uma distância compreendida entre 0,098 e 0,234 milímetros, a dita matriz inferior formando um batente para a penetração da lâmina de pré-corte inferior no material que forma a ponte dos recipientes.
[0026] Como complemento à descrição provida neste documento, e com o objetivo de ajudar a tornar as características da invenção mais facilmente compreensíveis, o presente relatório descritivo é acompanhado por um conjunto de desenhos que, a título ilustrativo e não limitativo, representam o seguinte:
a Figura 1 mostra uma vista esquemática plana de um recipiente de embalagens múltiplas, de acordo com a invenção, formado em PET.
a Figura 1 mostra uma vista esquemática plana de um recipiente de embalagens múltiplas, de acordo com a invenção, formado em PET.
[0027] - A Figura 2 mostra uma vista em elevação do recipiente de embalagens múltiplas da figura anterior, em uma seção transversal plana vertical e uma vista em detalhes ampliada de uma área da ponte na qual pode ser visualizada a disposição das linhas pré-cortadas superior e inferior.
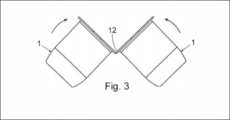
[0028] - A Figura 3 mostra uma vista em elevação de dois recipientes individuais do recipiente PET de embalagens múltiplas das Figuras anteriores e o movimento rotacional a ser aplicado ao mesmo, em uma direção perpendicular às linhas pré-cortadas, para alcançar o rompimento da ponte e a separação dos ditos recipientes individuais.
[0029] - As Figuras 4a, 4b e 4c mostram vistas de elevação parcial, de uma seção transversal plana vertical da máquina para fabricar o recipiente de embalagens múltiplas das Figuras 1 a 3, e vistas ampliadas dos respectivos detalhes, nas quais é possível visualizar o dispositivo de pré-corte em três posições diferentes e sucessivas durante a confecção das linhas pré-cortadas superior e inferior.
[0030] Na modalidade mostrada nas figuras 1 e 2, é possível observar um recipiente de embalagens múltiplas (1) de acordo com a invenção, formado a partir de uma folha plástica (L) que, nesse caso, é feita de uma camada de PET (polietileno tereftalato).
[0031] Esse recipiente de embalagens múltiplas (1) compreende uma série de recipientes individuais (11) unidos uns aos outros por pontes (12) com uma espessura predeterminada (e) e formados pela folha PET (L) em si.
[0032] Nesse exemplo específico, a espessura (e) da ponte é compreendida entre 0,7 e 1,3 milímetros.
[0033] Como pode ser visto no detalhe aumentado da figura 2, a ponte (12) compreende uma linha superior de pré-corte (13) e uma linha inferior de pré-corte (14) dispostas em paralelo, lateralmente separadas, em uma direção horizontal, a uma distância (d1) compreendida entre 45% e 55% da espessura (e) da ponte, e verticalmente separadas a uma distância (d2) compreendida entre 12% e 26% da espessura da ponte (12).
[0034] Em uma modalidade específica, a espessura do material que forma a ponte (12) é de 1 milímetro, e as linhas pré-cortadas superior e inferior (13, 14) são separadas horizontalmente a uma distância (d1) de 0,5 milímetros e separadas verticalmente a uma distância (d2) de 0,19 milímetros.
[0035] Com as características indicadas, a compressão do material para definir as linhas pré-cortadas evita o aquecimento das fibras de PET na área do núcleo e a modificação das propriedades físicas das mesmas, permitindo que o material PET mantenha suas propriedades, e obtendo um rompimento limpo do recipiente de embalagens múltiplas (1) nas ditas linhas pré-cortadas, simplesmente girando os recipientes (11) em uma direção perpendicular à das linhas pré-cortadas, como mostrado na Figura 3, como se fosse um recipiente de poliestireno (PS).
[0036] As Figuras 4a a 4c mostram parcialmente uma máquina de termoformação adequada para a fabricação do recipiente de embalagens múltiplas anteriormente descrito, provido com dispositivo de pré-corte para a ponte dos recipientes.
[0037] A dita máquina é do tipo que compreende: uma matriz inferior (2) associada a uma prensa com movimento vertical (não mostrada); uma placa de suporte de punção (3) e um dispositivo de pré-corte que compreende: uma lâmina de pré-corte superior (31) associada à placa de suporte de punção (3) e uma lâmina de pré-corte inferior (21) associada à matriz inferior (2), para definir as pontes de união (12) dos recipientes (11), as linhas pré-cortadas superiores e inferiores (13, 14), adequadas para romper as ditas pontes (12) e separar os recipientes individuais (11).
[0038] De acordo com a invenção, a lâmina de pré-corte superior (31) e a lâmina de pré-corte inferior (21) são paralelas e lateralmente separadas, na direção horizontal, a uma distância compreendida entre 0,315 e 0,715 milímetros, o que possibilita que as linhas de corte superior e inferior (13, 14) sejam definidas na ponte (12) do recipiente de embalagens múltiplas (1) com uma separação horizontal compreendida entre 45% e 55% da espessura (e) da ponte (12).
[0039] A lâmina de pré-corte superior (31) é montada com possível movimento vertical em relação a um batente flutuante (32), com a possibilidade de movimento vertical limitado em relação à placa de suporte de punção (3).
[0040] O dito batente flutuante (32) é montado nas primeiras molas calibradas (33) e a lâmina de pré-corte superior (31) nas segundas molas calibradas (34).
[0041] O movimento relativo da lâmina de corte superior (31) em relação ao batente flutuante (32) e a penetração da dita lâmina de corte superior (31) no material plástico é compreendido entre 0,42 e 0,91 milímetros.
[0042] Por sua vez, a lâmina de pré-corte inferior (21) se projeta a partir da matriz inferior (2) a uma distância compreendida entre 0,098 e 0,234 milímetros, a dita matriz inferior (2) formando um batente da penetração da lâmina de corte inferior (21) no material que forma a ponte (12) dos recipientes (11).
[0043] A lâmina de pré-corte superior (31) e a lâmina de pré-corte inferior (21) têm primeiras faces paralelas e verticais, e segundas faces oblíquas, divergentes em direções opostas, afastando-se uma da outra lâmina de pré-corte oposta. Essa configuração minimiza a pressão exercida pelas lâminas nas fibras PET na área compreendida entre as duas lâminas.
[0044] O funcionamento do dispositivo de corte acima mencionado, representado nas Figuras 4a a 4c, é o seguinte:
a matriz inferior (2) atua por meio de um aríete (não referenciado) contra o material para produzir o corte da lâmina de pré-corte inferior (21) e o movimento subsequente da lâmina de pré-corte superior (31).
a matriz inferior (2) atua por meio de um aríete (não referenciado) contra o material para produzir o corte da lâmina de pré-corte inferior (21) e o movimento subsequente da lâmina de pré-corte superior (31).
[0045] A lâmina de pré-corte superior (31) se move no grau permitido pelo batente flutuante (32), assim alcançando proporções exatas para as diferentes porcentagens de corte propostas e com a particularidade de que todas as lâminas que intervêm em um dispositivo com esses recursos são individuais e têm o mesmo comportamento, uma vez que é a espessura do material que limita os pré-cortes por meio do aríete da matriz inferior (2) e do batente flutuante (32).
[0046] Para obter os resultados descritos, foi desenvolvido um sistema de atuação, que garante que todos e cada um dos múltiplos elementos pré-cortados sejam exatamente iguais na sua fabricação, independentemente do nivelamento do sistema da máquina e da tolerância na espessura do material.
[0047] A matriz inferior (2) e a lâmina de pré-corte inferior (21) são movidos verticalmente pelo movimento da prensa da máquina, levantando a folha PET (L) contra o batente flutuante (32), que é mantido em posição por meio das primeiras molas calibradas (33) para aturar a força de corte necessária para que a lâmina de corte inferior (21) penetre no material, fazendo a linha de corte inferior (14). Pelo movimento ascendente da prensa de corte, o batente flutuante (32) é movido verticalmente, comprimindo as primeiras molas calibradas (33) e movendo-as para cima a uma distância adequada para a penetração indicada da lâmina de corte superior (31) no material da folha (L) e para definir a linha pré-cortada superior (13).
[0048] A lâmina de pré-corte superior (31) também é montada nas segundas molas calibradas (34), o que possibilita o movimento simultâneo da lâmina de pré-corte superior (31) e do batente flutuante (32) para absorver as tolerâncias planas do sistema, assegurando um pré-corte igual em todo o dispositivo.
[0049] Tendo suficientemente descrito a natureza da invenção, em adição a uma modalidade exemplificativa preferida, é aqui declarado, para os fins relevantes, que os materiais, formato, tamanho e arranjo dos elementos descritos podem ser modificados, contanto que isso não implique em alteração das características essenciais da invenção reivindicadas abaixo.
Claims (7)
- Recipiente de embalagens múltiplas que define uma série de recipientes (11) formados em uma folha plástica (L) que compreende pelo menos uma camada PET (polietileno tereftalato), e em que os ditos recipientes (11) são unidos por pontes (12) com uma espessura (e) predeterminada, definidas na folha plástica (L) em si; as ditas pontes (12) compreendem uma linha superior pré-cortada (13) e uma linha inferior pré-cortada (14) para o rompimento da ponte (12) e a separação dos recipientes (11); caracterizado pelo fato de que a linha superior pré-cortada (13) e a linha inferior pré-cortada (14) são dispostas em paralelo, lateralmente separadas, em uma direção horizontal, a uma distância (d1) compreendida entre 45% e 55% da espessura (e) da ponte; e verticalmente separadas a uma distância (d2) compreendida entre 12% e 26% da espessura (e) da ponte.
- Recipiente de embalagens múltiplas de acordo com a reivindicação 1, caracterizado pelo fato de que a espessura do material da ponte é compreendida entre 0,7 e 1,3 milímetros.
- Máquina para fabricar o recipiente de embalagens múltiplas como definido em qualquer uma das reivindicações anteriores, que compreende: uma matriz inferior (2) associada a uma prensa com movimento vertical; uma placa de suporte de punção (3) e um dispositivo de pré-corte que compreende uma lâmina superior de pré-corte (31) associada à placa de suporte de punção (3) e uma lâmina inferior de pré-corte (21) associada à matriz inferior (2), para definir, nas pontes de união (12) dos recipientes (11), uma linha superior de pré-corte (13) e uma linha inferior de pré-corte (14), adequada para romper as ditas pontes (12) e separar os recipientes (11); caracterizada pelo fato de que as lâminas de pré-corte superior e inferior (31, 21) são paralelas e separadas lateralmente, em uma direção horizontal, a uma distância compreendida entre 0,315 e 0,715 milímetros.
- Máquina de acordo com a reivindicação 3, caracterizada pelo fato de que a lâmina superior de pré-corte (31) é montada com a possibilidade de movimento relativo vertical em relação a um batente flutuante (32) provido de movimento vertical limitado em relação à placa do porta-punção (3); o dito batente flutuante (32) sendo montado nas primeiras molas calibradas (33), e a lâmina superior de pré-corte (31) nas segundas molas calibradas (34).
- Máquina de acordo com a reivindicação 4, caracterizada pelo fato de que o movimento relativo da lâmina superior de pré-corte (31) em relação ao batente flutuante (32) e a penetração da lâmina superior de pré-corte (31) no material plástico é compreendido entre 0,42 e 0,91 milímetros.
- Máquina de acordo com qualquer uma das reivindicações 3 a 5, caracterizada pelo fato de que a lâmina inferior de pré-corte (21) projeta da matriz inferior (2) uma distância compreendida entre 0,098 e 0,234 milímetros, a dita matriz inferior (2) formando um batente da penetração da lâmina inferior de pré-corte (21) no material que forma a ponte (12) dos recipientes (11).
- Máquina de acordo com qualquer uma das reivindicações 3 a 5, caracterizada pelo fato de que a lâmina superior de pré-corte (31) e a lâmina inferior de pré-corte (21) têm primeiras faces paralelas e verticais, e segundas faces oblíquas, divergentes em direções opostas, que se movem para longe da lâmina de pré-corte oposta (21, 31).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES201930324 | 2019-04-10 | ||
| ES201930324A ES2786824B2 (es) | 2019-04-10 | 2019-04-10 | Envase multiple y maquina para su fabricacion |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR102020007047A2 true BR102020007047A2 (pt) | 2020-10-20 |
| BR102020007047B1 BR102020007047B1 (pt) | 2024-09-03 |
Family
ID=
Also Published As
| Publication number | Publication date |
|---|---|
| US20200324431A1 (en) | 2020-10-15 |
| EP4039603C0 (en) | 2023-08-02 |
| PT3722217T (pt) | 2022-02-17 |
| EP4039603B1 (en) | 2023-08-02 |
| EP3722217B1 (en) | 2022-01-26 |
| CA3077581A1 (en) | 2020-10-10 |
| US11420355B2 (en) | 2022-08-23 |
| PL3722217T3 (pl) | 2022-03-07 |
| PL4039603T3 (pl) | 2023-11-13 |
| EP3722217A1 (en) | 2020-10-14 |
| ES2786824A1 (es) | 2020-10-13 |
| EP4039603A1 (en) | 2022-08-10 |
| MX2020003984A (es) | 2020-10-12 |
| ES2786824B2 (es) | 2021-05-11 |
| ES2954740T3 (es) | 2023-11-24 |
| CA3077581C (en) | 2023-02-14 |
| JP2020172337A (ja) | 2020-10-22 |
| ES2907050T3 (es) | 2022-04-21 |
| KR20200120545A (ko) | 2020-10-21 |
| CN111573004A (zh) | 2020-08-25 |
| CN111573004B (zh) | 2022-03-08 |
| DK3722217T3 (da) | 2022-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA3077581C (en) | Multi-pack container and machine for manufacturing the same | |
| CN112770979B (zh) | 用于食品包装的多杯布置 | |
| US4161382A (en) | Apparatus for producing a container matrix | |
| BR112020014641A2 (pt) | método para produção de uma embalagem selada de abertura por rompimento | |
| JP2014533222A (ja) | 破断開封部を有する単回用量密封パック、及び破断開封部を有する単回用量密封パックを製造する方法 | |
| BR112017004618B1 (pt) | Artigo compreendendo um material termoplástico de multicamada | |
| PT2212097E (pt) | Processo para produzir artigos termo-moldados, bem como moldes para a sua produção | |
| EP3566832A1 (en) | Container pre-cutting device | |
| BR102020007047B1 (pt) | Recipiente de embalagens múltiplas, e, máquina para fabricar o recipiente de embalagens múltiplas. | |
| RU2016149539A (ru) | Укупорочное устройство, способ изготовления укупорочного устройства и упаковочный контейнер, имеющий такое укупорочное устройство | |
| JP2021510130A (ja) | 密封単回用量破断開封パッケージの製造方法及び製造装置 | |
| DE202016008464U1 (de) | Multipack-Behälter | |
| BR102020024180A2 (pt) | sistema de pré-corte de recipiente | |
| WO2013144699A1 (en) | A package for a liquid filled, solidified food stuff, method of forming and method of opening | |
| CN101081523A (zh) | 制造用于小瓶等的凸泡、条带、囊袋、浅盘的方法 | |
| US20210187664A1 (en) | Container pre-cutting system | |
| EP3434615B1 (en) | System for manufacturing pairs of containers and pair of containers | |
| BR102022026109A2 (pt) | Ferramentas para formar uma linha de separação em uma embalagem de copos para alimentos | |
| JP6786882B2 (ja) | 成形型、成形型の製造方法および包材の成形方法 | |
| KR20230167898A (ko) | 수축라벨 | |
| IT202000029642A1 (it) | Film per la realizzazione di contenitori di confezionamento e relativo metodo di realizzazione | |
| ITMI20010908A1 (it) | Procedimento e dispositivo per la fabbricazione di contenitori chiusi |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B03A | Publication of a patent application or of a certificate of addition of invention [chapter 3.1 patent gazette] | ||
| B06W | Patent application suspended after preliminary examination (for patents with searches from other patent authorities) chapter 6.23 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 08/04/2020, OBSERVADAS AS CONDICOES LEGAIS |