PEDIDOS RELACIONADOS ANTERIORES
Este pedido é uma continuação em parte do Pedido N° 11/215.312, depositado nos Estados Unidos em 30 de agosto de 2005, que reivindica a prioridade do Pedido N° P10403713-8, depositado no Brasil em 30 de agosto de 2004. A divulgação tanto do Pedido dos Estados Unidos N°11/215.312 quanto do Pedido do Brasileiro N° PI0403713-8 é aqui incorporada por referência em sua totalidade.
CAMPO DA INVENÇÃO
[001] A invenção refere-se aos métodos de produção de partículas de fosfato de alumínio, metafosfato de alumínio, ortofosfato de alumínio e polifosfato de alumínio. Esta invenção ainda se refere ao uso de tais partículas como pigmentos em tintas e outras aplicações.
FUNDAMENTOS DA INVENÇÃO
[002] Dióxido de titânio é o pigmento branco mais comum devido à sua forte capacidade de retrodifundir a luz visível, que é por sua vez dependente de seu índice refrativo. Os substituintes para dióxido de titânio têm sido procurados, mas os índices refrativos das formas tanto de anatásio quanto de rutilo deste óxido são muitos mais elevados do que aqueles de qualquer outro pó branco, devido às razões estruturais.
[003] Os pigmentos de dióxido de titânio são insolúveis no revestimento de veículos em que eles são dispersos. As propriedades de desempenho de tais pigmentos de dióxido de titânio, incluindo suas características físicas e químicas, são determinadas pelo tamanho de partícula do pigmento e pela composição química de sua superfície. O dióxido de titânio é comercialmente disponível em duas estruturas cristalinas: anatásio e rutilo. Os pigmentos de dióxido de rutilo titânio são preferidos quando eles dispersam a luz mais eficientemente e são mais estáveis e duráveis do que os pigmentos de anatásio. O dióxido de titânio dispersa a luz muito eficazmente devido ao seu grande índice refrativo. Os atributos decorativos e funcionais de dióxido de titânio, devido à sua capacidade de dispersão, produzem um pigmento altamente desejável. No entanto, o dióxido de titânio é conhecido de ser um pigmento caro para a fabricação. Consequentemente, existe uma necessidade de um substituto mais disponível para o dióxido de titânio como um pigmento.
[004] Como mencionado, um aspecto desejável do dióxido de titânio é sua grande capacidade de espalhar (ou dispersar) a luz visível. Esta propriedade é o resultado de seu índice de refração, juntamente com a ausência de transições eletrônicas na parte visível do espectro. Muitos esforços têm sido realizados para substituir o dióxido de titânio, parcial ou totalmente, em suas aplicações como pigmento. Entretanto, os índices de refração de suas duas formas, anatásio e rutilo, são difíceis de se obter por outras substâncias sólidas brancas (Handbook of Chemistry and Physics, CRC Press, 57th ed., 1983) . Assim, a pesquisa de novos pigmentos brancos leva à pesquisa de sistemas com outros mecanismos de dispersão da luz. Meios de múltiplas fases, que apresentam uma grande variação do índice de refração, podem operar como dispersadores de luz.
[005] As opções correntes para processos de fabricação de pigmentos ou tintas que resultam em uma película contendo "poros" na parte interna das partículas ou entre as partículas e a resina é também bastante limitada. Algumas técnicas para a preparação de partícula oca foram descritas na literatura, no entanto, a maioria das técnicas envolve a fabricação de partículas ocas e poliméricas esferoidais mediante a polimerização em emulsão. Como exemplo é o estudo de N. Kawahashi and E. Matijevic (Preparation of Hollow Spherical Particule of Itrium Compounds, J Colloid and Interface Science 143(1), 103, 1991) sobre o revestimento do látex de poliestireno com carbonato de ítrio básico e subsequente calcinação em temperaturas de ar elevadas, que produz partículas ocas de compostos de ítrio.
[006] A preparação de partículas ocas de metafosfatos de alumínio por reação química entre o metafosfato de sódio e sulfato de alumínio, seguido pelo tratamento térmico, foi descrito por Galembeck et al. na Patente Brasileira BR 9104581. Este estudo referiu-se à formação de partículas ocas de fosfato de alumínio sintetizadas de fosfato de sódio e nitrato de alumínio. Como mencionado, os dois pigmentos, fosfato e metafosfato de alumínio, podem ser usados para substituir uma grande parte de TiO2 em tintas com base em emulsões de látex PVA ou acrílicas.
[007] A Patente Brasileira BR 9500522-6 de Galembeck et al. descreve um meio de produzir um pigmento branco a partir de um metafosfato de alumínio e cálcio duplo, obtido diretamente por uma reação química entre as partículas de metafosfato de alumínio e carbonato de cálcio em um meio aquoso tipo emulsão de látex polimérico. Esta patente prolongou os resultados anteriores com os sais de cálcio que, a partir do ponto de vista ambiental, são vantajosos devido a sua atoxicidade.
[008] Várias publicações debatem a síntese dos materiais de fosfato de alumínio para uso como um suporte de catalisador incluindo as formas cristalinas e amorfas. Muitos destes métodos produzem formas altamente porosas e cristalinas e poucas composições amorfas termicamente estáveis. Exemplos de tais materiais são descritos nas Patentes U.S. números: 3.943.231; 4.289.863; 5.030.431; 5.292.701; 5.496.529; 5.552.361; 5.698.758; 5.707.442; 6.022.513; e 6.461.415. Existe uma necessidade, no entanto, com relação a fosfato de alumínio com partículas ocas, particularmente com relação a um pó que possa ser fabricado com facilidade relativa.
SUMÁRIO DA INVENÇÃO
[009] O objetivo desta invenção é uma composição de fosfato de alumínio que compreende fosfato de alumínio, polifosfato de alumínio, metafosfato de alumínio, ou uma mistura destes. A composição pode ser caracterizada por, quando na forma de pó, ter partículas em que algumas das partículas possuem pelo menos um ou mais vazios per partícula. Além disso, a composição é caracterizada pela exibição de dois picos endotérmicos na Calorimetria de Varredura Diferencial entre cerca de 90 graus a cerca de 250 graus Celsius. A composição é também caracterizada por, quando na forma de pó, ter uma capacidade de dispersão de pelo menos 0,025 gramas per 1,0 grama de água.
BREVE DESCRIÇÃO DOS DESENHOS
[010] A Fig. 1 a é uma imagem filtrada de energia de um material da invenção do microscópio eletrônico de transmissão.
[011] A Fig. 1 b é uma imagem de campo claro de um material da invenção do microscópio eletrônico de transmissão.
[012] A Fig. 2a é uma imagem filtrada de energia de um material da invenção do microscópio eletrônico de transmissão.
[013] A Fig. 2b é uma imagem de campo claro de um material da invenção do microscópio eletrônico de transmissão.
[014] A Fig. 3a é uma imagem de campo claro de um microscópio eletrônico de transmissão demonstrando um produto com base em fosfato de alumínio que está ausente de vazios.
[015] A Fig. 3b é uma imagem de campo claro de um microscópio eletrônico de transmissão demonstrando um produto com base em fosfato de alumínio que está ausente de vazios.
[016] A Fig. 4 é um termograma de um material da invenção obtido de uma Calorimetria de Varredura Diferencial.
[017] A Fig. 5 é um termograma de um material da invenção obtido de uma Calorimetria de Varredura Diferencial.
[018] A Fig. 6 é um termograma de um material da invenção obtido de uma Calorimetria de Varredura Diferencial.
[019] A Fig. 7 é um termograma de um material da invenção obtido de uma Calorimetria de Varredura Diferencial.
DESCRIÇÃO DAS FORMAS DE REALIZAÇÃO DA INVENÇÃO
[020] Na seguinte descrição, todos os números aqui apresentados são valores aproximados, independentes se a palavra "cerca de" ou "aproximado" for usada em conexão com eles. Eles podem variar em 1 por cento, 2 por cento, 5 por cento, ou, às vezes de 10 a 20 por cento. Quando uma faixa numérica com um limite inferior, RL e um limite superior, Ru, for apresentada, qualquer número que caia dentro da faixa é especificamente apresentado. Em particular, os seguintes números dentro da faixa são especificamente apresentados: R = RL + k* (Ru — R) , em que k é uma variável oscilando de 1 por cento a 100 por cento com um incremento de 1 por cento, isto é, k é 1 por cento, 2 por cento, 3 por cento, 4 por cento, 5 por cento, 50 por cento, 51 por cento, 52 por cento, 95 por cento, 96 por cento, 97 por cento, 98 por cento, 99 por cento ou 100 por cento. Além do mais, qualquer faixa numérica definida por dois números R como definido no acima é também especificamente apresentada.
[021] A invenção descrita nesta patente se refere a composição de fosfato de alumínio compreendendo fosfato de alumínio, polifosfato de alumínio, metafosfato de alumínio, ou uma mistura destes. Os termos "fosfato de alumínio" e "composição de fosfato de alumínio", como aqui usados, significam incluir tanto fosfato de alumínio assim como polifosfato de alumínio, metafosfato de alumínio, quanto misturas destes. A composição de fosfato de alumínio é caracterizada por, quando na forma de pó, ter uma dispersibilidade de pelo menos 0,025 gramas per 1,0 grama de água. Preferivelmente, a composição é caracterizada por, quando na forma de pó, ter uma dispersibilidade de pelo menos 0,035 gramas per 1,0 grama de água. Ainda mais preferivelmente, a composição é caracterizada por, quando na forma de pó, ter uma capacidade de dispersão de pelo menos 0,05 grama per 1,0 grama de água.
[022] As novas partículas ocas de fosfato de alumínio podem ser de uma forma geral caracterizadas por diversas características diferentes. Por exemplo, o fosfato de alumínio quando preparado na forma de pó, inclui partículas das quais algumas partículas possuem pelo menos um vazio per partícula, na média. Além disso, quando o fosfato, polifosfato e/ou metafosfato de alumínio está na forma de pó, as amostras submetidas a um teste de calorimetria de varredura diferencial demonstrarão dois picos endotérmicos distintos, ditos picos ocorrendo geralmente entre 90° Celsius e 250° Celsius. Preferivelmente, o primeiro pico ocorre em aproximadamente entre as temperaturas de aproximadamente 96° Celsius e 116° Celsius, e o segundo pico ocorre em aproximadamente entre as temperaturas de 149° Celsius e 189° Celsius. Ainda mais preferivelmente, os dois picos ocorrem em aproximadamente 106° Celsius e aproximadamente 164° Celsius. Além disso, o fosfato de alumínio tipicamente apresenta excelentes características de capacidade de dispersão, como aqui descrito.
[023] A composição da invenção é compreendida de sólidos não cristalinos, quando oposto à grande maioria de produtos químicos industriais inorgânicos, incluindo aqueles produtos correntemente vendidos como fosfatos ou polifosfatos de alumínio cristalinos. O número CAS mais frequentemente dado para os produtos de fosfato de alumínio é 7784-30-7, mas isto se refere a um sólido cristalino estequiométrico. A invenção descrita nesta patente ainda se refere a um novo fosfato de alumínio, polifosfato de alumínio, metafosfato de alumínio ou misturas destes.
[024] Os sólidos amorfos (isto é, não cristalinos) apresentam diferenças de suas contrapartes cristalinas com urna composição similar, e tais diferenças podem produzir propriedades benéficas. Por exemplo, tais diferenças podem incluir: (i) os sólidos não cristalinos não fazem difração de raio x em ângulos agudamente definidos, mas podem produzir uma ampla dispersão halo em vez disso; (ii) os sólidos não cristalinos não possuem estequiometria bem definida, desta maneira eles podem cobrir uma ampla faixa de composições químicas; (iii) a variabilidade da composição química incluí a possibilidade de incorporação de constituintes iônicos diferentes dos íons de alumínio e fosfato; (iv) corno os sólidos amorfos são termodinamicamente metaestáveis, eles podem demonstrar uma tendência a sofrer mudanças morfológicas, químicas e estruturais espontâneas; e (v) a composição química da superfície e volume de partícula cristalina é altamente uniforme, embora a composição química de superfície e volume de partículas amorfas possa apresentar diferenças grandes ou pequenas, ou abrupta ou gradual. Além disso, embora as partículas de sólidos cristalinos tendem a crescer pelo mecanismo bem conhecido de amadurecimento Ostwald, as partículas não cristalinas podem expandir ou intumescer e contrair (desintumescer) por sorpção ou dessorção, formando um material semelhante a gel ou plástico que é facilmente deformado quando submetido a forças de cisalhamento, compressão ou capilares.
[025] Como mencionado, um aspecto da invenção aqui descrita é um processo sintético que produz partículas de fosfato de alumínio nanoclassificadas por tamanho não cristalinas com propriedades únicas. Quando uma dispersão de tais partículas seca sob ar em temperatura ambiente ou até 120 °C, as partículas secas se formam as quais possuem uma estrutura de núcleo e revestimento. Tais partículas podem ser observadas por microscopia eletrônica analítica. Além do mais, estas partículas contêm muitos vazios dispersos como poros fechados em seu interior. Os núcleos das partículas são mais plásticos do que os respectivos revestimentos das partículas. Este fenômeno é evidenciado pelo crescimento dos vazios após o aquecimento, embora o perímetro dos revestimentos permanece essencialmente inalterado.
[026] Um outro aspecto da invenção consiste do desenvolvimento de um novo produto e processo de fabricação para formar partículas ocas de fosfato de alumínio, polifosfato de alumínio e metafosfato de alumínio (e misturas destes) para serem usadas como um pigmento. Mais especificamente, este aspecto da invenção se refere a um novo pigmento obtido através da reação sob pH e condições de temperatura controladas. O reagente pode ser filtrado, disperso, secado, calcinado e micronizado para uso como pigmento em tintas, incluindo tintas acrílicas em residências. Tais pigmentos podem ser usados em outros produtos e aplicações, tais como tintas, plásticos, vernizes, tintas de impressão, etc.
[027] Como aqui descrito, muitos têm procurado a formação de vazios dentro das partículas, mas é um objetivo difícil de se obter porque a maioria dos sólidos formam poros abertos após secagem, e tais poros abertos não contribuem com a opacidade da tinta ou propriedade de ocultação. As partículas ocas formadas dentro de fosfato, polifosfato ou metafosfato de alumínio conferem características benéficas, tanto física quanto quimicamente, que podem ser usadas em muitas aplicações diferentes. Um aspecto das invenções aqui descritas é produzir fosfato, polifosfato ou metafosfato de alumínio (ou combinações destes) com tais partículas ocas de modo a levar vantagem de tais características benéficas.
[028] O termo "vazio" referido aqui é geralmente sinônimo com o termo "partícula oca", e é também aqui descrito corno um "vazio fechado". O vazio (ou vazio fechado ou partícula oca) é parte de urna estrutura de núcleo e revestimento da mistura de fosfato de alumínio. Urna amostra da composição da invenção, como visto sob uma imagem de energia filtrada de um microscópio eletrônico de transmissão, é mostrada nas Figuras 1 a e 2a. Uma amostra da composição da invenção, como visto sob um fotomicroscópio eletrônico de transmissão de campo claro, é mostrada nas Figuras 1 b e 2b. A amostra demonstra os vazios contidos na composição da invenção. Ao contrário, as Figuras 3a e 3b são fotomicrografias eletrônicas de transmissão de campo claro de urna amostra de fosfato de alumínio sem vazios. A capacidade de dispersão da luz das amostras nas Figuras 1a, 1 b, 2a e 2b são é superior à capacidade de dispersão da luz da amostra nas Figuras 3a e 3b.
[029] Os vazios podem ser observados e/ou caracterizados usando microscópios eletrônicos ou de transmissão ou de varredura ("TEMs" ou "SEMs") . O uso de TEMs ou SEMs é bem conhecido por aqueles de habilidade na técnica. Geralmente, a microscopia ótica é limitada, pelo comprimento de onda da luz, às resoluções na faixa de uma centena, e geralmente centenas, de nanômetros. As TEMs e SEMs não possuem esta limitação e são capazes de atingir uma resolução consideravelmente mais elevada, na faixa de alguns nanômetros. Urna microscópio ótico utiliza lentes óticas para focalizar as ondas luminosas por curvá-las, enquanto um microscópio eletrônico utiliza lentes eletromagnéticas para focalizar feixes de elétrons por curvá-los. Os feixes de elétrons fornecem maiores vantagens sobre os feixes de luz tanto no controle dos níveis de ampliação quanto na claridade da imagem que pode ser produzida. Os microscópios eletrônicos de varredura complementam os microscópios eletrônicos de transmissão em que eles fornecem urna ferramenta para obter a imagem tridimensional da superfície de uma amostra.
[030] Geralmente, um feixe de elétrons é produzido em um microscópio eletrônico mediante o aquecimento de um filamento. O filamento pode ser produzido de uma variedade de materiais metálicos, incluindo, mas não limitados a eles, hexaboreto de tungstênio ou lantânio. Este filamento metálico funciona como o cátodo, e quando uma voltagem for aplicada, a temperatura do filamento é aumentada. Um ânodo, que é positivo com respeito ao filamento, forma uma força atrativa poderosa para os elétrons. Os elétrons são atraídos a partir do cátodo até o ânodo, com alguns passando pelo ânodo para formar o feixe de elétrons que é usado na formação de imagem da amostra.
[031] Este feixe de elétrons é depois condensado, e focalizado na amostra mediante o uso de lentes eletromagnéticas. Em um SEM, bobinas de exploração criam um campo magnético que pode ser variado para direcionar o feixe de volta e adiante através da amostra em uma maneira controlada. A mesma voltagem variante que cria o padrão sobre a amostra é aplicada a um tubo de raio cátodo. Isto cria um padrão de luz sobre a superfície do tubo de raio cátodo que é análoga àquela sobre a amostra.
[032] Como mencionado, o material da invenção possui novas características que são refletidas nos testes que operam em um calorímetro de varredura diferencial. Resumidamente, a calorimetria de varredura diferencial ("DSC") é uma técnica analítica em que o fluxo de calor associado com uma transformação química, física ou cristalográfica em um material é medido como uma função de temperatura e tempo (e possivelmente pressão). Os calorímetros de varredura diferencial ("DSCs") medem o fluxo de calor de uma amostra quando a temperatura da amostra for variada em uma maneira controlada. Existem dois tipos básicos de DSCs, fluxo de calor e compensação de força. Os DSCs de fluxo de calor incluem um sensor para medir o fluxo de calor de uma amostra a ser analisada. O sensor possui uma posição de amostra e uma posição de referência. O sensor é instalado em um forno cuja temperatura é variada dinamicamente de acordo com um programa de temperatura desejado. Quando o forno for aquecido ou esfriado, a diferença de temperatura entre as posições de amostra e referência do sensor é medida. Esta diferença de temperatura é adotada ser proporcional ao fluxo de calor da amostra.
[033] Os DSCs de compensação de força incluem uma estrutura de amostra e uma estrutura de referência instalados em um invólucro de temperatura constante. Cada uma das estruturas possui um aquecedor e um sensor de temperatura. A média das temperaturas da estrutura de amostra e de referência é utilizada para controlar a temperatura, que segue o programa de temperatura desejado. Além disso, força diferencial proporcional à diferença de temperatura entre as estruturas é adicionada à força média da estrutura de amostra e subtraída da força média da estrutura de referência em um esforço para reduzir a diferença de temperatura entre as estruturas de amostra e de referência para zero. A força diferencial é adotada de ser proporcional ao fluxo de calor da amostra e é obtida pela medição da diferença de temperatura entre a estrutura de amostra e estrutura de referência. Em DSCs de compensação de força comerciais, a diferença entre a temperatura de amostra e temperatura de referência é geralmente não zero porque um controlador proporcional é utilizado para controlar a força diferencial.
[034] Uma amostra a ser analisada é carregada em um recipiente e colocada na posição de amostra do DSC. Um material de referência inerte pode ser carregado em um recipiente e colocado na posição de referência do DSC, embora geralmente o recipiente de referência esteja vazio. O programa de temperatura para os DSCs convencionais tipicamente inclui combinações de elevações de temperatura linear e segmentos de temperatura constante. O resultado experimental é o fluxo de calor da amostra versus temperatura ou tempo. O sinal de fluxo de calor é o resultado do fluxo de calor para ou da amostra devido ao seu calor específico e como um resultado de transições que ocorrem na amostra.
[035] Durante uma parte dinâmica da experiência de DSC, uma diferença de temperatura é criada entre as posições de amostra e de referência da DSC. Nas DSCs de fluxo de calor, a diferença de temperatura resulta da combinação de três fluxos de calor diferenciais: a diferença entre o fluxo de calor da amostra e de referência, a diferença entre o fluxo de calor do sensor de amostra e de referência e a diferença entre o fluxo de calor do recipiente da amostra e de referência. Nas DSCs de compensação de força, a diferença de temperatura resulta da combinação de três fluxos de calor diferenciais acrescidos da força diferencial fornecida às estruturas de amostra: a diferença entre o fluxo de calor da amostra e de referência, a diferença entre o fluxo de calor da estrutura de amostra e de referência e a diferença entre o fluxo de calor do recipiente da amostra e de referência. A diferença de fluxo de calor entre a amostra e referência consiste de fluxo de calor devido à diferença de capacidade térmica entre a amostra e a referência ou o fluxo de calor de uma transição. A diferença de fluxo de calor entre as seções de amostra e de referência da DSC é o resultado dos desequilíbrios de resistência e capacitância térmica no sensor ou entre as estruturas e a diferença na taxa de aquecimento que ocorre entre as seções de amostra e de referência da DSC durante uma transição. Similarmente, a diferença de fluxo de calor entre os recipientes de amostra e de referência é o resultado das diferenças de massa entre os recipientes e a diferença na taxa de aquecimento que ocorre durante uma transição de amostra.
[036] Nas DSCs de fluxo de calor convencionais, o desequilíbrio de sensor e o desequilíbrio de recipiente são adotados de serem insignificantes e as diferenças nas taxas de aquecimento são ignoradas. Nas DSCs de compensação de força convencionais, o desequilíbrio de estrutura e o desequilíbrio de recipiente são adotados de serem insignificantes e as diferenças nas taxas de aquecimento são ignoradas. Quando as suposições de equilíbrio forem satisfeitas e a taxa de aquecimento da amostra for a mesma como a taxa de aquecimento programada, a diferença de temperatura é proporcional ao fluxo de calor da amostra e a temperatura diferencial fornece uma medição precisa do fluxo de calor da amostra. O fluxo de calor da amostra é apenas proporcional à diferença de temperatura medida entre a amostra e a referência quando a taxa de aquecimento da amostra e da referência forem idênticas, o sensor for perfeitamente simétrico, e as massas do recipiente forem idênticas. A proporcionalidade de fluxo de calor da amostra para a diferença de temperatura com relação a um sensor e recipientes equilibrados ocorre apenas durante as partes da experiência quando o instrumento está operando em uma taxa de aquecimento constante, a amostra está mudando a temperatura na mesma taxa como o instrumento e não existe nenhuma transição ocorrendo na amostra.
[037] Durante uma transição, o fluxo de calor para a amostra aumenta ou diminui do valor de pré-transição dependendo se a transição for endotérmica ou exotérmica e se o DSC esteja sendo aquecido ou esfriado. A mudança no fluxo de calor da amostra faz com que a taxa de aquecimento da amostra seja diferente daquela do DSC e como uma consequência, as taxas de aquecimento do recipiente e sensor da amostra se tornam diferentes da taxa de aquecimento programada.
[038] Várias amostras do produto de fosfato, polifosfato e/ou metafosfato de alumínio foram testadas em um DSC. Os resultados de DSC aqui obtidos são determinados usando um TA Instruments model Q Series 600 DSC equipado com um acessório de esfriamento RCS e um autoclassificador. Um fluxo de gás de expurgo de nitrogênio de 50 ml/min é usado. As amostras de bolo ou pasta de fosfato de alumínio foram secadas mediante o aquecimento em 100° Celsius com peso constante. Alternativamente, o padrão apresentado em ASTM D280 pode ser seguido para obter resultados similares. A amostra de pó seco resultante é pesada (aproximadamente 4 mg) em um recipiente de alumínio aberto (modelo DSC Q10). O recipiente é depois montado no mecanismo de DSC e aquecido da temperatura ambiente até 420 ° Celsius na taxa de aquecimento de 10 ° Celsius per minuto. A curva de DSC é examinada e as temperaturas de taxa de fluxo de calor máximas (W/g) com respeito à linha de base sigmóide tiradas entre a temperatura ambiente e 420 ° Celsius são registradas. O calor absorvido pela amostra é medido como a área sob a curva na faixa de temperatura utilizada.
[039] Para simplificar os cálculos no DSC, uma linha de base sigmóide é usada. Embora uma linha reta possa ser adequada quando as capacidades térmicas das fases sólidas e líquidas não variam de forma dramática, tipicamente uma linha de base sigmóide é criada para definir o limite inferior da área sob a curva de DSC. Isto é necessário devido ao fato de que a inclinação da linha de base, representando a capacidade térmica, muda com uma transformação de fase, e, portanto, o uso de uma linha de base linear pode levar a erros significativos. Uma linha de base sigmóide é uma curva em forma de S que sofre uma mudança no plano e/ou inclinação antes ou após um pico. É usada como uma compensação para qualquer mudança na linha de base que possa ocorrer durante a transição de fase. A linha de base passa por ajuste com relação à fração reagida versus tempo. A linha de base sigmóide é calculada, inicialmente, como uma linha reta a partir do pico inicial até o pico final. Depois é calculada para cada ponto de dados entre os limites máximos como o peso médio entre as linhas de base horizontais e tangentes projetadas no pico inicial e pico final.
[040] A Tabela 1 reflete os resultados de vários testes executados nas amostras de fosfato de alumínio, incluindo os dados obtidos das amostras testadas em um DSC. A primeira coluna da Tabela 1 é o número de amostra. A segunda coluna da Tabela 1 reflete a relação molar de fósforo para alumínio da mistura resultante. A terceira coluna da Tabela 1 reflete a relação molar de fósforo para sódio das misturas. A quarta coluna da Tabela 1 reflete a relação molar de alumínio para sódio das misturas. As relações de fósforo, alumínio e sódio foram determinadas por espectrometria de emissão ótica de plasma indutivamente acoplada ("ICP-OES"), modelo Optima 3000 DV, Perkin Elmer. Aproximadamente 100 mg de uma pasta da invenção foram dissolvidos em 1,5 g de HCI (3 M) e 100 g de água foram adicionados. As soluções finais foram filtradas e as medições de ICO foram feitas. O ICP é um plasma de Argônio mantido pela interação de um campo de frequência de rádio (RF) e gás de argônio ionizado. Na ICP- OES, o plasma é usado como uma fonte de energia, produzindo calor de 5500 ° a 8000 °K e até 10000 °K em algumas regiões, o bastante para ionizar e excitar a maioria dos átomos de analito. Após a queda do elétron para seu estado fundamental, a luz é emitida e detectada. Visto que o íon excitado emite apenas a luz de certos comprimentos de onda, linhas espectrais dependentes do elemento são produzidas. Estas linhas podem então ser usadas para qualitativamente determinar os componentes da amostra. Uma curva de calibragem de espectros, a intensidade e concentração podem ser usadas para quantitativamente determinar a concentração de analito na amostra.
[041] As quintas e sextas colunas da Tabela 1 refletem as temperaturas em que os picos são localizados com respeito aos testes executados no DSC, como aqui descrito. A sétima coluna reflete a integração das curvas geradas pela medição do fluxo de calor do DSC. As três colunas remanescentes refletem as relações entre os índices de opacidade, brancura e tom amarelo das tintas substituindo 50% de óxido de titânio com fosfato de alumínio na tinta padrão.
[042] O índice de opacidade é medido conforme ASTM padrão D 2805-96a, enquanto os índices de brancura e tom amarelo foram medidos conforme ASTM padrão E 313-00. As medições óticas (opacidade, brancura e tom amarelo) foram medidas com um BYK-Gardner Colorimeter model color-guide sphere d/8° spin. Leneta representa por meio de gráfico com desenhos preparados de acordo com ASTM D2805, usando tintas formuladas com a composição da invenção aqui descrita e TÍO2. O guia de cor é um espectrofotômetro portátil que pode ser usado para garantir qualidade consistente no controle de qualidade que entra e que sai do controle de processo no local. É operado com baterias para ir ao encontro das demandas de medições no campo. O princípio de medição se baseia na medição de refletância espectral dentro do espectro visível dos comprimentos de onda de 400 a 700 nm. Duas geometrias de medição são fornecidas: 45/0 e d/8 (com ou sem brilho especular). Com 45/0, a iluminação ocorre em um padrão circular em um ângulo de 45°, enquanto o ângulo de observação é 0°. Com d/8, a luz cai sobre a amostra em uma maneira difusa, enquanto o ângulo de observação é 8° "a partir da vertical". O brilho do guia de cor instrumental mede (d/8) e 60° simultaneamente. A amostra é iluminada por diodos de emissão de luz (LEDs) com expectativa elevada do tempo de vida. Os LEDs não aquecem a amostra, de modo que não existe nenhum risco de efeitos termocrômicos causados pela iluminação. TABELA 1: Resultados de Vários Testes Executados nas Amostras de Fosfato de Alumínio (copiar a Tabela 1 da página 11) - amostra - pico T1 - pico T2 - fluxo de calor integral - relação do índice de opacidade - relação de brancura - relação de tom amarelo.

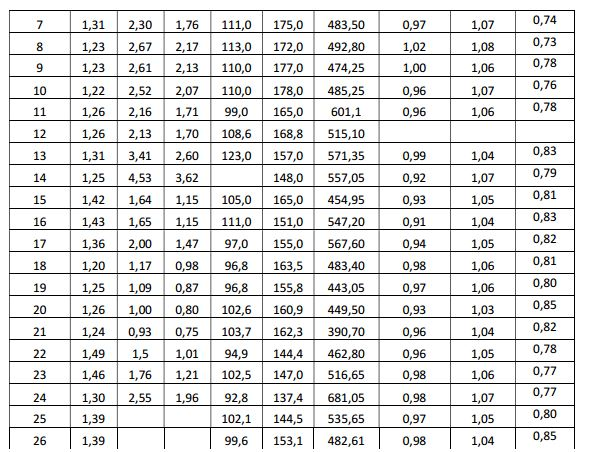
[043] As amostras de 1 até 12 foram de uma forma geral preparados de acordo com o procedimento aqui apresentado no Exemplo 1. As amostras de 1 até 4 são de "bolos" de fosfato de alumínio coletados do filtro. A amostra 3 é uma mistura do primeiro e segundo bolos de amostra. As amostras de 5 até 12 são de pastas da mistura de fosfato de alumínio. As amostras de 13 a 26 são pastas preparadas de acordo com o Exemplo 1, aqui descrito, mas reduzidas mediante o uso de 1/20 da quantidade de ácido fosfórico apresentado no Exemplo 1. As variáveis do processo usadas foram: relação de peso P/Al no mecanismo alimentador; pH durante a adição; álcali usado, ou hidróxido de sódio, potássio ou amônio; quantidade de álcali adicionado no final da preparação para o ajuste do pH. A amostra 25 não possui uma entrada para as relações de Al/Na ou P/Na, porque o potássio foi usado como o cátion na composição. Aqueles de habilidade na técnica observarão que alguns cátions podem ser usados de modo trocável na composição dependendo das circunstâncias e materiais disponíveis. Similarmente, a Amostra 26 utilizou hidróxido de amônio como um material de base, e, portanto, também não possui valores par as relações de Al/Na ou P/Na.
[044] Os resultados de amostra dos testes de DSC são mostrados nas Figuras de 4 a 7. Corno pode ser visto das Figuras de 4 a 7, o perfil global indica que é endotérmica (por exemplo, fluxos de calor da amostra). Além disso, dois picos negativos amplos podem ser observados, em aproximadamente 106 graus Celsius e em aproximadamente 164 graus Celsius. Naturalmente, estes dois picos podem ser mudados acima ou abaixo da temperatura, dependendo da composição e estrutura do pó. O integral do endotérmico, ou a entalpia de desidratação, é calculado para ser de aproximadamente 490 Joules per grama. Tal entalpia de desidratação pode também variar, dependendo de vários fatores. Os picos aqui providos com referências podem às vezes se sobrepor, de modo que apenas o ápice de um dos picos é visualmente perceptível corno um pico "único" nos resultados de DSC. Em algumas formas de realização, o pico na temperatura mais elevada ("o segundo pico") é mais forte do que o pico na temperatura mais baixa ("o primeiro pico"). Em outras formas de realização, o primeiro pico não pode ser um pico bem definido e é superimposto no segundo pico que pode ser amplo e bem definido. Nestes casos, o primeiro pico é evidenciado por um rebaixo pequeno ou urna mudança na curvatura do segundo pico. Além disso, os resultados de DSC podem incluir picos adicionais fora das faixas de temperatura aqui apresentadas. Preferivelmente, no entanto, não existe nenhum pico entre aproximadamente 300 e 400 graus Celsius. Mais preferivelmente, não existe nenhum pico entre aproximadamente 310 graus Celsius e 380 graus Celsius. Ainda mais preferivelmente, não existe nenhum pico entre aproximadamente 320 graus Celsius e 360 graus Celsius. Ainda mais preferivelmente, contudo, não existe nenhum pico entre aproximadamente 335 graus Celsius e 345 graus Celsius.
[045] A Figura 4 apresenta dois picos distintos no termograma de DSC, um pico em aproximadamente 101 graus Celsius e um pico em aproximadamente 172 graus Celsius. A composição da amostra para a qual os resultados da Fig. 4 são apresentados foi de uma forma geral preparada de acordo com o procedimento do Exemplo 1 como aqui apresentado. A Figura 5 apresenta dois picos que se sobrepõem um com o outro, de modo que o segundo pico é mais visível do que o primeiro pico. A composição da amostra para a qual os resultados da Fig. 5 são apresentados foi de uma forma geral preparada de acordo com o procedimento do Exemplo 1 como aqui apresentado, mas foi reduzido mediante o uso de 1/20 da quantidade de ácido fosfórico apresentado no Exemplo 1. A Figura 6 também mostra dois picos que ligeiramente se sobrepõem. A Figura 7 também mostra dois picos que ligeiramente se sobrepõem. A amostra correspondente à Figura 7 foi preparada usando hidróxido de amônio como um material de partida.
[046] Além das características de DSC, a composição de fosfato de alumínio é também dispersível em água, que é caracterizada por sua capacidade de dispersão em água. Os testes de capacidade de dispersão foram da mesma forma conduzidos em várias amostras da composição de fosfato de alumínio. A "capacidade de dispersão" em água se refere à quantidade de fosfato de alumínio disperso ou dissolvido em água. Se tenciona incluir as condições onde o fosfato de alumínio é dissolvido para formar uma solução real ou é dispersa dentro do meio aquoso para obter um produto estável. Frequentemente, é possível ter frações solúveis e dispersíveis quando a composição de fosfato de alumínio for misturada com água. Além do mais, é também possível aumentar ou diminuir a capacidade de dispersão mediante a adição de aditivos na água ou mudar o pH da solução. Portanto, a capacidade de dispersão recitada nas reivindicações se refere à quantidade de composição de fosfato de alumínio dispersa na água sem adicionar qualquer outro aditivo ou reagente.
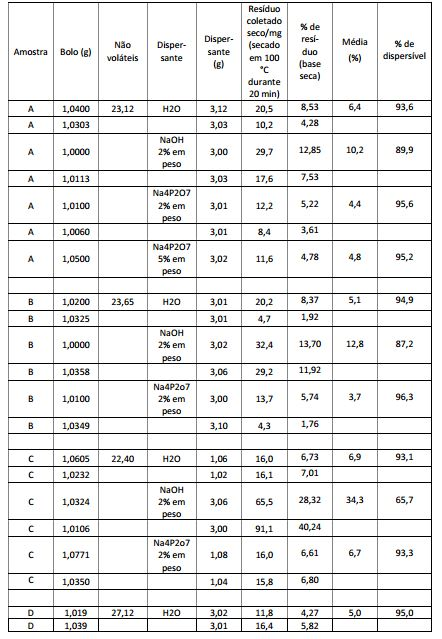
[047] Os testes para determinar as características de dispersão da composição da invenção foram como se segue: primeiro, uma quantidade medida de fosfato, polifosfato ou metafosfato de alumínio (ou mistura destes), tipicamente em cerca de uma grama, foi adicionada a uma quantidade medida de dispersante. O fosfato de alumínio estava na forma de "bolo". Água (opcionalmente com alguns aditivos) foi usada como o dispersante. A mistura resultante foi agitada vigorosamente em um misturador de vórtice durante dois minutos. A suspensão foi filtrada por gravidade em um filtro de aço inoxidável de malha 400. O resíduo foi lavado com 2 milímetros de água desionizada. Depois o filtro e o bolo úmido foram secados em um forno a 110 ° Celsius durante 20 minutos. A mistura foi depois pesada. Os resultados das amostras de teste de dispersão são apresentados na Tabela 2. TABELA 2. Dados da Capacidade de Dispersão para as Partículas de Fosfato de Alumínio
[048] Como mostrado na Tabela 2, a mistura de fosfato de alumínio, quando submetida ao teste de capacidade de dispersão anterior, apresenta uma capacidade de dispersão tão elevada quanto 96,3% (que é muito dispersível) e tão baixa quanto 65,7% (que é menos dispersível) . Como será observado por aqueles de habilidade na técnica, a capacidade de dispersão para qualquer composição dada pode ser ajustada dependendo do uso final para o qual o fosfato de alumínio será utilizado. Por exemplo, um fosfato de alumínio com capacidade de dispersão mais elevada pode ser desejado para usar na fabricação de tintas. Dependendo do método utilizado para a fabricação de tintas, pode ser desejável ter uma capacidade de dispersão mais elevada ou capacidade de dispersão mais baixa. O tipo de dispersante também possui algum efeito sobre a capacidade de dispersão. Como mostrado na Tabela 2, quando o H2O for o dispersante, a amostra dispersível menor tinha uma capacidade de dispersão de aproximadamente 81,2%, enquanto a amostra mais dispersa tinha uma capacidade de dispersão de 95,0%.
[049] Na Tabela 2, a amostra A corresponde à amostra 12 da Tabela 1. A amostra C corresponde à amostra 13 da Tabela 1. A amostra D corresponde à amostra 18 da Tabela 1.A amostra E corresponde à amostra 21 na Tabela 1, enquanto a amostra F corresponde à amostra 25 da Tabela 1.
[050] As partículas de fosfato de alumínio aqui descritas demonstram propriedades únicas. Por exemplo, as partículas de fosfato de alumínio apresentam vazios, mesmo quando as partículas são secadas em temperatura ambiente, ou até 130 graus Celsius. Preferivelmente, as partículas são secadas entre 40 graus Celsius e 130 graus Celsius. Mais preferivelmente, as partículas são secadas entre 60 graus Celsius e 130 graus Celsius. Ainda mais preferivelmente, as partículas são secadas entre 80 graus Celsius e 120 graus Celsius. Além disso, as partículas de fosfato de alumínio possuem uma estrutura de núcleo e revestimento. Em outras palavras, estas partículas possuem revestimentos quimicamente diferentes de seus núcleos. Esta propriedade é evidenciada por várias observações diferentes. Primeira, as imagens de elétron não elásticas filtradas por energia das partículas na região plásmon (10-40 eV), como medido por um microscópio eletrônico de transmissão, mostram linhas brilhantes circundantes à maioria das partículas. Ao contrário visto nas micrografias de plásmon depende da composição química local, e a este respeito, uma estrutura de partícula de núcleo e revestimento pode ser observada a partir de um exame da micrografia na Figura 1.
[051] Logo depois, a presença de vazios dentro das partículas, como demonstrado na Figura 1, secadas em temperaturas bastante baixas é devido ao fato de que as partículas perdem peso mediante o desintumescimento, embora suas camadas externas não sofrem contração. Tais vazios, ou partículas ocas, se tornam possíveis se a plasticidade do núcleo da partícula for maior do que aquela do revestimento. Indicações adicionais da formação das partículas ocas são observadas pelo aquecimento das partículas mediante a concentração do feixe de elétrons nas partículas. Grandes vazios são depois criados dentro das partículas, enquanto seu perímetro sofre pouca mudança. Ainda outra indicação da presença de vazios fechados, ou partículas ocas, é a densidade do esqueleto do fosfato de alumínio preparado pelo processo aqui descrito, que está na faixa de 1,73 a 2,40 g/cm3 quando medido seguinte a secagem em 110 graus Celsius com peso constante e tendo um conteúdo de água de aproximadamente 15 a 20%, quando comparado com os valores de 2,5 a 2,8 g/cm3 registrados para as partículas densas de fosfato de alumínio. Preferivelmente, a densidade do esqueleto é menor do que 2,40 g/cm3. Mais preferivelmente, a densidade do esqueleto é menor do que 2,30 g/cm3. Mais preferivelmente, a densidade do esqueleto é menor do que 2,10 g/cm3. Mais preferivelmente, contudo, a densidade do esqueleto é menor do que 1,99 g/cm3.
[052] As partículas de fosfato de alumínio, como preparadas de acordo com o processo aqui descrito, podem ser dispersas no látex na presença de sólidos particulados cristalinos. Se uma película for fundida usando esta dispersão, películas altamente opacas são produzidas. As películas altamente opacas são produzidas mesmo no caso de camadas únicas finas de partículas. Evidência experimental com relação a opacidade da película é obtida mediante o uso de fosfato, polifosfato ou metafosfato de alumínio amorfo (ou misturas destes) como uma substituição de dióxido de titânio (isto é, TiO2) . O dióxido de titânio é o pigmento branco padrão corrente usado por todos os fabricantes envolvidos nas formulações de tinta de látex. As tintas de látex acrílicas e de estireno foram preparadas usando uma carga costumeira de dióxido de titânio e foram comparadas com uma tinta em que cinquenta por cento da carga de dióxido de titânio foi substituída por fosfato de alumínio amorfo. Esta comparação foi feita em dois laboratórios de teste de tinta diferentes. As medições óticas tomadas das películas extraídas usando as duas tintas demonstram que o fosfato de alumínio pode substituir o dióxido de titânio produzindo películas enquanto preserva as propriedades óticas da película.
[053] Os resultados e eficácia elevada do novo fosfato de alumínio aqui debatido são relacionados em parte com seu tamanho de partícula relativamente pequeno. Tais tamanhos de partícula menores permitem as partículas se distribuírem extensivamente na película e associarem intimamente com a resina e com a resina e com cargas de tinta orgânicas, desse modo criando agrupamentos que são locais para a formação de vazios extensivos quando a tinta seca. 0 presente fosfato de alumínio mostra esta tendência de formar vazios fechados, ou partículas ocas, em uma extensão que não foi anteriormente observada com relação aos fosfatos, polifosfatos de alumínio ou quaisquer outras partículas. Em algumas formas de realização, as partículas de fosfato, polifosfato ou metafosfato de alumínio são substancialmente livres de poros abertos embora contendo vários poros fechados. Como um resultado, em tais formas de realização, o volume de macroporos é substancialmente mais elevado do que 0,1 cm3/grama.
[054] A opacificação de películas de tinta com base em água usando fosfato de alumínio em algumas formas de realização da invenção envolve aspectos únicos. A película de revestimento úmida é uma dispersão viscosa de partículas poliméricas, de fosfato de alumínio, de óxido de titânio e de carga. Quando esta dispersão for fundida como uma película e secada, se comporta de modo diferente de uma tinta padrão (abaixo da concentração de volume de pigmento crítica, CPVC). Em uma tinta padrão, a resina de temperatura de transição vítrea baixa (Tg) é plástica em temperatura ambiente e aglutinada, de modo que a película de resina enche os poros e vazios. Uma tinta formulada com fosfato de alumínio, no entanto, pode apresentar um comportamento diferente. Os poros fechados formam, como aqui descrito, e contribuem com a força de ocultação da película.
[055] O fosfato e polifosfato de alumínio nos pigmentos podem ser preparados e usados em pelo menos uma das seguintes formas: como uma polpa de pasta fluida (dispersão de teor elevado de sólidos, que flui sob a ação da gravidade ou bombas de pressão baixa) com 18% ou mais de sólidos; como fosfato de alumínio seco e micronizado com 15 a 20% de umidade; e também na forma polimérica como polifosfato de alumínio calcinado e micronizado. O fosfato de alumínio, polifosfato de alumínio ou metafosfato de alumínio (ou misturas destes), usado como um pigmento branco, pode substituir o dióxido de titânio nas dispersões no meio aquoso, tais como emulsão de látex polimérico. A relação molar de fósforo:alumínio do fosfato de alumínio está preferivelmente entre 0,6 e 2,5. Mais preferivelmente, a relação molar de fósforo:alumínio do fosfato de alumínio está na faixa entre 0,8 e 2,3. Mais preferivelmente ainda, a relação molar de fósforo:alumínio do fosfato de alumínio está na faixa entre 1,1 e 1,5.
[056] Como debatido, um aspecto da invenção é um novo processo de fabricação de partículas ocas de fosfato de alumínio, polifosfato de alumínio, metafosfato de alumínio (ou combinações destes) que podem ser utilizados em diferentes aplicações, incluindo pigmento branco nas formulações de tintas com base em látex poliméricos aquosos. O processo é descrito nas seguintes etapas gerais. Uma pessoa de habilidade na técnica reconhecerá que certas etapas podem ser alteradas ou omitidas completamente. As etapas incluem: preparação dos reagentes principais usados no processo, tal como solução diluída de ácido fosfórico, solução diluída de sulfato de alumínio, e solução diluída de hidróxido de sódio, carbonato de sódio, hidróxido de potássio ou hidróxido de amônio; adição simultânea e controlada dos reagentes em um reator equipado com um sistema de formação de lama para manter a homogeneidade da mistura durante o processo; controle, durante a adição dos reagentes no reator, da temperatura e pH (acidez) da mistura e, principalmente, o tempo de reação; filtração da suspensão, com aproximadamente 8,0% de sólidos e separação das fases líquidas e sólidas, em um equipamento apropriado; lavagem das impurezas presentes no bolo do filtro com soluções aquosas levemente alcalinas; dispersão do bolo lavado, contendo aproximadamente de 20 a 30% dos sólidos, em um dispersante adequado; secagem da polpa dispersa em um turbo secador; micronização do produto seco em uma granulometria média de 5,0 a 10 microns; e polimerização do produto seco mediante o tratamento térmico do fosfato de alumínio em um calcinador.
[057] Existem vários meios de se preparar os reagentes principais neste processo. Como mencionado, uma fonte de fósforo para a fabricação de fosfato de alumínio e do polifosfato de alumínio é o ácido fosfórico de grau fertilizante, de qualquer origem, quando for clarificado e descolorado. Por exemplo, um ácido fosfórico comercial contendo aproximadamente 54% de P2O5, pode ser quimicamente tratado e/ou diluído com água tratada resultando em uma concentração de 2 0% de P2O5. Da mesma forma, como uma alternativa deste processo (em lugar de ácido fosfórico de grau fertilizante ou ácido fosfórico purificado), sais de fósforo como ortofosfatos, polifosfatos ou metafosfatos podem ser usados.
[058] Um outro reagente para o processo é o sulfato de alumínio comercial. O sulfato de alumínio pode ser obtido da reação entre a alumina (óxido de hidrato alumínio) com ácido sulfúrico concentrado (98% de H2SO4) e depois clarificado e armazenado em uma concentração de 28% de Al2O3. Para a reação ter um cinético favorável, o sulfato de alumínio é diluído com água tratada em 5,0% de Al2Oa. Como uma alternativa para este processo, a fonte de alumínio pode ser qualquer outro sal de alumínio, assim como hidróxido de alumínio ou alumínio na forma metálica.
[059] A neutralização da reação é realizada com uma solução de hidróxido de sódio, que pode ser comercialmente adquirido em diferentes concentrações. Uma concentração de 50% de NaOH pode ser adquirida e diluída. Por exemplo, na primeira fase da reação, quando os reagentes iniciais estão sendo misturados, o hidróxido de sódio pode ser usado na concentração de 20% de NaOH. Na segunda fase da reação, devido à necessidade de uma sintonização fina da acidez do produto, uma solução de hidróxido de sódio com 5,0% de NaOH pode ser usada. Como um neutralizador alternativo, o hidróxido de amônio ou o carbonato de sódio (soda calcinada) pode ser utilizado.
[060] Em uma forma de realização da invenção, uma reação química resulta na formação de ortofosfatos de hidroxialumínio, ou pura ou misturada (por exemplo, AI(OH)2(H2PO4) ou AI(OH) (HPO4). A reação, como descrita, é realizada através da mistura de três reagentes, isto é, solução de ácido fosfórico, solução de sulfato de alumínio, e solução de hidróxido de sódio. Os reagentes são dosados em um reator, tipicamente contendo um sistema de formação de lama, durante um período de 30 minutos. Durante a adição dos reagentes no reator, o pH da mistura é controlado dentro de uma faixa de 1,4 a 4,5 e uma temperatura de reação, entre 35 °C e 40 °C. A reação é completada após 15 minutos da mistura de reagente. Neste período, o pH da mistura pode ser ajustado em 3,0 a 5,0, com a adição de hidróxido de sódio mais diluído. Nesta forma de realização, a temperatura está preferivelmente abaixo de aproximadamente 40 °C. No final da reação, a suspensão formada deve conter uma relação molar entre os elementos de fósforo:alumínio em uma faixa de 1,1 a 1,5.
[061] Após a formação do ortofosfato de alumínio, a suspensão contendo ao redor de 6,0% a 10,0% de sólidos, com uma temperatura apropriada máxima de 45 °C, e densidade em uma faixa de 1,15 a 1,25 g/cm3, é bombeada em uma compressão de filtro convencional. Na compressão de filtro, a fase líquida (às vezes referida como a "substância líquida") é separada da fase sólida (frequentemente referido como o "bolo"). O bolo úmido, contendo aproximadamente de 18% a 45% de sólidos, e ainda possivelmente contaminado com a solução de sulfato de sódio, é mantido no filtro para o ciclo de lavagem. O concentrado filtrado, que é basicamente uma solução concentrada de sulfato de sódio, é extraído do filtro e armazenado para futuro uso.
[062] Em uma forma de realização da invenção, a lavagem do bolo úmido é executada no próprio filtro e nas três etapas do processo. Na primeira lavagem ("lavagem de remoção") a maior parte da substância filtrada que está contaminando o bolo é removida. A etapa de lavagem é executada usando água tratada sobre o bolo em uma taxa de fluxo de 6,0 m3 de água/ton de bolo seco. Uma segunda etapa de lavagem, também com água tratada e com um fluxo de 8,0 m3 de água/ton de bolo seco, pode ser realizada para ainda reduzir, se não eliminar, os contaminantes. E, finalmente, uma terceira etapa de lavagem usando uma solução levemente alcalina pode ser realizada. Tal terceira etapa de lavagem pode ser executada para a neutralização do bolo e manter seu pH na faixa de 7,0. Finalmente, o bolo pode ser soprado com ar comprimido durante um certo período de tempo. Preferivelmente, o produto úmido deve apresentar 35% e 45% de sólidos.
[063] Logo depois, nesta forma de realização particular da invenção, a dispersão de bolo pode ser processada em uma tal maneira que o bolo de filtro, úmido e lavado, e contendo aproximadamente 35% de sólidos, é extraído do filtro de compressão por uma esteira transportadora e transferido para um reator/dispensador. A dispersão do bolo é auxiliada pela adição de uma solução diluída de pirofosfato de tetra-sódio.
[064] Após a etapa de dispersão, o produto é depois secado, quando a "lama" de fosfato de alumínio, com uma porcentagem de sólidos dentro da faixa de 18% a 50%, é bombeada para a unidade de secagem. Em uma forma de realização, a remoção de água do material pode ser realizada com equipamento de secagem, tal como um tipo "turbo secador" através de uma injeção de uma corrente de ar quente, em uma temperatura de 135 °C a 140 °C, através da amostra. A umidade final do produto deve preferivelmente ser mantida na faixa de 10% a 20% de água.
[065] Em certas formas de realização da invenção, a próxima etapa do processo deve incluir a calcinação do produto. Nesta etapa, o ortofosfato do alumínio seco, como AI(H2PO4)3, é condensado por um tratamento térmico para formar um polifosfato de alumínio oco que é (Al (n+2),3 (PnO(3n+1)), onde "n" pode ser qualquer número inteiro maior do que 1, preferivelmente, n é maior do que ou igual a 4. Mais preferivelmente, n é maior do que ou igual a 10. Ainda mais preferivelmente, n é menor do que 50. Esta etapa do processo é realizada pelo aquecimento do alumínio de fosfato, em um calcinador tipo secador por pulverização, em uma faixa de temperatura de 500°C a 600°C. Após a polimerização, o produto pode ser esfriado rapidamente e enviado para a unidade de micronização. Neste ponto, a etapa de micronização do produto pode ser realizada. Finalmente, o produto resultante que deixa o secador (ou o calcinador) é transferido para a unidade de trituração e acabamento, triturado em um micronizador/separador, e sua granulometria mantida na faixa de 99,5% abaixo da malha 400.
[066] O fosfato de alumínio ou o polifosfato de alumínio, após o tratamento térmico, pode ser aplicado como um pigmento branco na formulação de tintas domésticas, com base em água, devido a sua propriedade de autoopacificação nas películas de látex, PVA e acrílicas, devido à formação de partículas com estruturas ocas com capacidade de dispersão de luz elevada, durante o processo de secagem da tinta.
[067] Várias tintas podem ser formuladas usando o fosfato ou polifosfato de alumínio produzido de acordo com as várias formas de realização da invenção como um pigmento, isoladamente ou em combinação com um outro pigmento, tal como dióxido de titânio. Uma tinta compreende um ou mais pigmentos e um ou mais polímeros como o aglutinante (às vezes referido como o "polímero de ligação"), e opcionalmente vários aditivos. Existem tintas carregadas com água e tintas não carregadas com água. Geralmente, uma composição de tinta carregada com água é composta de quatro componentes básicos: aglutinante, portador aquoso, pigmento(s) e aditivo(s). O aglutinante é um material resinoso não volátil que é disperso no portador aquoso para formar um látex. Quando o portador aquoso se evapora, o aglutinante forma uma tinta que liga conjuntamente as partículas de pigmento e outros componentes não voláteis da composição de tinta carregada com água. As composições de tinta carregadas com água podem ser formuladas de acordo com os métodos e componentes apresentados na Patente U. S. n° 6.646.058, com ou sem modificações. A divulgação de tal patente é aqui incorporada por referência em sua totalidade. O fosfato ou polifosfato de alumínio produzido de acordo com as várias formas de realização da invenção pode ser usado para formular tintas carregadas de água como um pigmento, isoladamente ou em combinação com dióxido de titânio.
[068] Uma tinta comum é tinta de látex que compreende um polímero de ligação, um pigmento de ocultação, e opcionalmente um espessante e outros aditivos. Novamente, o fosfato ou polifosfato de alumínio produzido de acordo com as várias formas de realização da invenção pode ser usado para formular tintas de látex como um pigmento, isoladamente ou em combinação com dióxido de titânio. Outros componentes para a produção de uma tinta de látex são apresentados nas Patentes U.S. n° 6.881.782 e 4.782.109, que são aqui incorporadas por referência em sua totalidade. Por meio de ilustração, os componentes e métodos adequados para a produção de tintas de látex são resumidamente explicados abaixo.
[069] Em algumas formas de realização, os polímeros de ligação adequados incluem monômeros etilenicamente insaturados copolimerizados em emulsão incluindo de 0,8% a 6% de acrilato ou metacrilato de ácido graxo tal como metacrilato de laurila e/ou metacrilato de estearila. Com base no peso de monômeros etilênicos copolimerizados, o aglutinante polimérico compreende de 0,8% a 6% de metacrilato e acrilato de ácido graxo onde as composições preferidas contêm de 1% a 5% de acrilato ou metacrilato de ácido graxo copolimerizado tendo uma cadeia de ácido graxo alifático compreendendo entre 10 e 22 átomos de carbono. As composições copoliméricas preferidas são baseadas em metacrilato de ácido graxo copolimerizado. O metacrilato de laurila e/ou o metacrilato de estearila são preferidos e o metacrilato de laurila é o monômero mais preferido. Outros metacrilatos de ácido graxo úteis incluem metacrilato de miristila, metacrilato de decila, metacrilato palmítico, metacrilato oléico, metacrilato de hexadecila, metacrilato de cetila e metacrilato de eicosila, e metacrilato alifático de cadeia reta similar. Os metacrilatos ou acrilatos de ácido graxo tipicamente compreendem óleos graxos comerciais co-reagidos com ácido metacrílico ou ácido acrílico para fornecer principalmente o metacrilato com porção de ácido graxo dominante com quantidades menores de outros acrilatos ou metacrilatos de ácido graxo.
[070] Os monômeros etilenicamente insaturados polimerizáveis contêm insaturação de carbono a carbono e incluem monômeros de vinila, monômeros acrílicos, monômeros alílicos, monômeros de acrilamida e ácidos insaturados mono- e dicarboxílicos. Os ésteres de vinila incluem acetato de vinila, propionato de vinila, butirados de vinila, benzoatos de vinila, acetatos de vinil isoproprila e ésteres de vinila similares; os haletos de vinila incluem cloreto de vinila, fluoreto de vinila e cloreto de vinilideno; os hidrocarbonetos aromáticos de vinila incluem estireno, estirenos de vinila e estirenos de alquila inferior similares, cloroestireno, tolueno de vinila, naftaleno de vinila, e benzeno de divinila; monômeros de hidrocarboneto vinil alifático incluem alfa olefinas tais como etileno, propileno, isobutileno e cicloexeno, assim como dienos conjugados tais como 1,3-butadieno, metil-2-butadieno, 1,3- piperileno, 2,3 dimetil butadieno, isopreno, cicloexano, ciclopentadieno, e diciclopentadieno. Os éteres vinil alquílicos incluem éter metil vinílico, éter isopropil vinílico, éter n-butil vinílico, e éter isobutil vinílico. Os monômeros acrílicos incluem monômeros tais como ésteres alquílicos inferiores de ácido acrílico ou metacrílico tendo uma parte de éster alquílico contendo entre 1 a 12 átomos de carbono assim como derivados aromáticos de ácido acrílico e metacrílico. Os monômeros acrílicos úteis incluem, por exemplo, ácido acrílico e metacrílico, acrilato e metacrilato de metila, acrilato e metacrilato de etila, acrilato e metacrilato de butila, acrilato e metacrilato de propila, acrilato e metacrilato de 2-etil hexila, acrilato e metacrilato de cicloexila, acrilato e metacrilato de decila, acrilato e metacrilato de isodecila, acrilato e metacrilato de benzila, e vários produtos de reação tais como éteres butil fenílico e cresil glicidílico reagidos com ácidos acrílicos e metacrílicos, acrilato e metacrilato de hidroxil alquila tais como acrilatos e metacrilatos de hidroxietila e hidroxipropila, assim como acrilatos e metacrilatos de amino. Os monômeros acrílicos podem incluir quantidades muito menores de ácidos acrílicos incluindo ácido acrílico e metacrílico, ácido etacrílico, ácido alfa- cloroacrílico, ácido alfa-cianoacrílico, ácido crotônico, ácido beta-acrilóxi propiônico, e ácido beta-estiril acrílico.
[071] Em outras formas de realização, os polímeros úteis como componente (a), o "polímero de ligação", das tintas de látex são produtos de copolimerização de uma mistura de co-monômeros que compreendem monômeros selecionados de estireno, metil estireno, vinila, ou combinações destes. Preferivelmente os co-monômeros compreendem (mais preferivelmente consistem essencialmente de) pelo menos 40 por cento molar de monômeros selecionados de estireno, metil estireno, ou combinações destes e pelo menos 10 por cento molar de um ou mais monômeros selecionados de acrilatos, metacrilatos, e acrilonitrila. Preferivelmente, os acrilatos e metacrilatos contêm de 4 a 6 átomos de carbono tais como, por exemplo, acrilato de 2- etilexila e metacrilatos de metila. É da mesma forma preferível que os monômeros são usados em uma proporção tal que o polímero final possui uma temperatura de transição vítrea (Tg) maior do que 21 °C e menos do que 95 °C. Os polímeros preferivelmente possuem um peso molecular médio ponderado de pelo menos 100.000
[072] Preferivelmente, o polímero de ligação compreende unidades interpolimerizadas derivadas de acrilato de 2-etilexila. Mais preferivelmente, o polímero de ligação compreende unidades polimerizadas compreendendo de 50 a 70 por cento molar de unidades derivadas de estireno, metil estireno ou combinações destes; de 10 a 30 por cento molar de unidades derivadas de acrilato de 2-etilexila; e de 10 a 30 por cento molar de unidades derivadas de metil acrilato, acrilonitrila, ou combinações destes.
[073] Exemplos ilustrativos de polímeros de ligação adequados incluem um copolímero cujas unidades interpolimerizadas são derivadas de cerca de 49 por cento molar de estireno, 11 por cento molar de alfa-metilestireno, 22 por cento molar de acrilato de 2-etilexila, e 18 por cento molar de metacrilatos de metila com uma Tg de aproximadamente 45 °C (disponível como emulsão polimérica XA-6037 da ICI Américas, Inc., Bridgewater, N. J.); um copolímero cujas unidades interpolimerizadas são derivadas de cerca de 51 por cento molar de estireno, 12 por cento molar de α- metilestireno, 17 por cento molar de acrilato de 2-etilexila, e 19 por cento molar de metacrilatos de metila com uma Tg de aproximadamente 4 °C (disponível como emulsão polimérica Joncryl 537 da S. C. Johnson & Sons, Racine, Wis.); e um terpolímero cujas unidades interpolimerizadas são derivadas de cerca de 54 por cento molar de estireno, 23 por cento molar de acrilato de 2-etilexila, e 23 por cento molar de acrilonitrila com uma Tg de aproximadamente 44 °C (disponível como emulsão polimérica Carboset. TM. XPD-1468 da B. F. Goodrich Co.). Preferivelmente, o polímero de ligação é Joncryl. TM. 537.
[074] Como descrito acima, o fosfato, polifosfato ou metafosfato de alumínio produzido de acordo com as várias formas de realização da invenção pode ser usado para formular tintas de látex como um pigmento, isoladamente ou em combinação com um outro pigmento.
[075] Os pigmentos de ocultação adicionais adequados incluem pigmentos de ocultação opacificadores brancos e pigmentos orgânicos e inorgânicos coloridos. Exemplos representativos de pigmentos de ocultação opacificadores brancos adequados incluem dióxidos de titânio rutilo e anatásio, litopona, sulfeto de zinco, titanato de chumbo, oxido de antimônio, óxido de zircônio, sulfeto de bário, carbonato de chumbo, óxido de zinco, oxido de zinco chumbado, e outros mais, e misturas destes. Um pigmento de ocultação orgânico branco preferido é dióxido de titânio rutilo. Mais preferível é dióxido de titânio rutilo tendo um tamanho médio de partícula entre cerca de 0,2 a 0,4 mícron. Exemplos de pigmentos orgânicos coloridos são azul de ftalo e amarelo hansa. Exemplos de pigmentos inorgânicos coloridos são oxido férrico, óxido marrom, ocres e umbras.
[076] As tintas de látex mais conhecidas contêm espessantes para modificar as propriedades reológicas da tinta e garantir boas características de dispersão, manipulação e aplicação. Os espessantes adequados incluem um espessante não celulósico (preferivelmente, um espessante associativo; mais preferivelmente, um espessante associativo de uretano).
[077] Os espessantes associativos tais como, por exemplo, copolímeros acrílicos intumescíveis de álcali hidrofobicamente modificados e copolímeros de uretano hidrofobicamente modificados, geralmente concedem mais reologia Newtonian às tintas de emulsão comparados com os espessantes convencionais tais como, por exemplo, espessantes celulósicos. Exemplos representativos de espessantes associativos adequados incluem ácidos poliacrílicos (disponível, por exemplo, da Rohm & Haas, Co., Philadelphia, Pa., como Acrysol RM-825 e QR-798 Rheology Modifier) e atapulgita ativada (disponível da Engelhard, Iselin, N. J. como Attagel 40).
[078] As películas de tinta de látex são formadas por coalescência do polímero de ligação para formar uma matriz de ligação na temperatura de aplicação da tinta ambiente para formar uma película livre de aderência sólida. Os solventes coalescentes auxiliam a coalescência do aglutinante de formação de película mediante a diminuição da temperatura de formação de película. As tintas de látex contêm um solvente coalescente. Exemplos representativos de solventes coalescentes adequados incluem 2-fenoxietanol, éter dietileno glicol butílico, ftalato de dibutila, dietileno glicol, monoisobutirato de 2,2,4-trimetil-1,1,3- pentanodiol, e combinações destes. Preferivelmente, o solvente coalescente é éter dietileno glicol butílico (butil carbitol) (disponível da Sigma-Aldrich, Milwaulee, Wis.) ou monoisobutirato de 2,2,4-trimetil-1,1,3-pentanodiol (disponível da Eastman Chemical Co., Kingsport, Tenn., como Texanol), ou combinações destes.
[079] O solvente coalescente é preferivelmente utilizado em um nível entre cerca de 12 a 60 gramas (preferivelmente cerca de 40 gramas) de solvente coalescente per litro de tinta de látex ou em cerca de 20 a 30 por cento em peso com base no peso dos sólidos poliméricos da tinta.
[080] As tintas formuladas de acordo com as várias formas de realização da invenção podem ainda compreender materiais convencionais usados nas tintas tais como, por exemplo, plastificante, agente anti-espumante, diluentes de pigmento, reguladores do pH, tingimento de cor, e biocida. Tais ingredientes típicos são listados, por exemplo, em TECHNOLOGY OF PAINTS, VARNISHES AND LACQUERS, edited by C. R. Martens, R. E. Kreiger Publishing Co. p. 515 (1974).
[081] As tintas são comumente formuladas com "diluentes funcionais" para aumentar a cobertura, reduzir custos, obter durabilidade, alterar a aparência, controlar a reologia, e influenciar outras propriedades desejáveis. Exemplos de diluentes funcionais incluem, por exemplo, sulfato de bário, carbonato de cálcio, argila, gesso, sílica e talco.
[082] Os diluentes funcionais mais comuns para tintas de interiores são argilas. As argilas possuem várias propriedades que a tornam desejáveis. As argilas calcinadas econõmicas, por exemplo, são úteis no controle da viscosidade de cisalhamento baixa e possuem uma área superficial interna grande, que contribuem para a "ocultação seca". Mas, esta área superficial está também disponível para capturar manchas.
[083] Por causa de sua tendência de absorver manchas, é preferível que as argilas calcinadas sejam utilizadas nas tintas da invenção somente nas quantidades pequenas requeridas para o controle de reologia, por exemplo, tipicamente tão menos do que cerca da metade do pigmento diluente total, ou não são utilizadas de modo algum. Os diluentes preferidas para uso nas tintas da invenção são carbonatos de cálcio; os mais preferidos são carbonatos de cálcio triturados ultra-finos tais como, por exemplo, Opacimite (disponível da ECC International, Sylacauga, Ala.), Supermite (disponível da Imerys, Roswell, Ga.), ou outros tendo tamanho de partícula de aproximadamente 1,0 a 1,2 mícron. O carbonato de cálcio ultra-fino auxilia a espaçar o dióxido de titânio de modo ideal para ocultação (ver, por exemplo, K. A. Haagenson, "The effect of extender particle size on the hiding properties of an interior latex flat paint", American Paint & Coatings Journal, Apr. 4, 1998, pp. 89-94).
[084] As tintas de látex formuladas de acordo com as várias formas de realização da invenção podem ser preparadas utilizando técnicas convencionais. Por exemplo, alguns dos ingredientes da tinta são geralmente misturados entre si sob cisalhamento elevado para formar uma mistura comumente referida como "a moagem" pelos formuladores de tinta. A consistência desta mistura é comparável àquela da lama, que é desejável de modo a eficientemente dispersar os ingredientes com um agitador de cisalhamento elevado. Durante a preparação da trituração, a energia de cisalhamento elevado é usada para desunir as partículas de pigmento aglomeradas.
[085] Os ingredientes não incluídos na moagem são comumente referidos como "os abaixados". 0 abaixado é geralmente muito menos viscoso do que a moagem, e é geralmente usado para diluir a moagem para obter uma tinta final com consistência própria. A mistura final da moagem com o abaixado é tipicamente realizada com mistura de cisalhamento baixo.
[086] A maioria dos látex poliméricos não são estáveis ao cisalhamento, e, portanto, não são usados como um componente da moagem. A incorporação de látex instáveis ao cisalhamento na moagem por resultar em coagulação do látex, produzindo uma tinta encrespada sem, ou pouca, capacidade de formação de película. Consequentemente, as tintas são geralmente preparadas pela adição do polímero de látex no abaixado. No entanto, as mesmas tintas formuladas de acordo com as várias formas de realização da invenção contêm polímeros de látex que são geralmente estáveis ao cisalhamento. Portanto, as tintas de látex podem ser preparadas pela incorporação de um pouco do ou todo do polímero de látex na moagem. Preferivelmente, pelo menos algum do polímero de látex é colocado na moagem.
[087] Dois exemplos de formas possíveis do processo são descritos abaixo. Mais uma vez, uma pessoa de habilidade na técnica reconhecerá as variantes que podem ser utilizadas na execução do novo processo aqui descrito. Os seguintes exemplos são apresentados para exemplificar as formas de realização da invenção. Todos os valores numéricos são aproximados. Quando as faixas numéricas são dadas, deve ficar entendido que as formas de realização fora das faixas mencionadas podem ainda cair dentro do escopo da invenção. Os detalhes específicos descritos em cada exemplo não devem ser interpretados como aspectos necessários da invenção. EXEMPLO N°1
[088] Neste exemplo, 535,0 kg de fosfato de alumínio foram preparados. 0 produto úmido foi secado em um "turbo- secador" e apresentou características de partículas ocas com 15% de umidade e relação P:Al (fósforo:alumínio) de 1:1,50.
[089] 940,0 kg de ácido fosfórico fertilizante contendo 55,0% de P2O5 foram preparados. Na fase de preparação inicial, a descoloração de ácido foi realizada, que durou aproximadamente trinta minutos, em uma temperatura de 85 °C. Para esta fase, uma solução com 8,70 kg de peróxido de hidrogênio contendo ao redor de 50% de H2O2 foi adicionada no ácido. Depois, o ácido foi diluído com 975,0 kg de água processada, esfriado para uma temperatura de 40 °C e depois armazenado na concentração de 27,0% de P2O5.
[090] A fonte de alumínio empregada nesta aplicação foi uma solução de sulfato de alumínio comercial contendo 28% de Al2O3. A solução foi filtrada e diluída com água processada. Especificamente, 884,30 kg de solução de sulfato de alumínio e 1.776,31 kg de água processada foram combinados para criar uma solução de aproximadamente 9,30% de Al2O3.
[091] Esta experiência particular usou como um reagente de neutralização uma solução diluída de hidróxido de sódio comercial contendo 20,0% de Na0H. Especificamente, 974,0 kg de solução de hidróxido de sódio com 50% de NaOH e 1.461 kg de água processada foram misturados. A mistura final foi esfriada para 40 °C.
[092] Os três reagentes foram misturados simultaneamente, por aproximadamente 30 minutos, em um reator com 7.500 litros. Durante a adição dos reagentes no reator, a temperatura da mistura foi mantida na faixa de 40 °C a 45 °C, o pH foi controlado para permanecer em uma faixa de 4,0 a 4,5. No final da adição dos reagentes, a mistura foi mantida na forma de pasta por aproximadamente 15 minutos. 0 pH neste ponto foi controlado em aproximadamente 5,0 com a adição de uma solução de hidróxido de sódio contendo 5,0% de Na0H. A suspensão resultante foi de aproximadamente 7.000 kg com uma densidade de 1,15 g/cm3, apresentou 6,5% de sólidos, que representam ao redor de 455,0 kg de precipitado.
[093] Depois, a suspensão foi filtrada em um filtro de compressão resultando em 1.300 kg de bolo úmido e 5.700 kg de filtrado. 0 filtrado consistiu principalmente de uma solução de sulfato de sódio (Na2SO4) . O bolo consistia de aproximadamente 35% de sólidos. O bolo foi lavado, diretamente no filtro de compressão, com 3.860 litros de água processada, em temperatura ambiente, sendo mantido em uma relação de lavagem de aproximadamente 8,5 cm3 da solução de lavagem per ton de bolo seco. O filtrado gerado na lavagem do bolo foi armazenado para uso futuro opcional ou para tratamento efluente. O bolo extraído do filtro, ao redor de 1.300 kg, foi depois transferido para um dispensador (de aproximadamente 1.000 litros) através de uma esteira transportadora. A dispersão, contendo aproximadamente 35% de sólidos, tinha uma densidade de 1,33 g/cm3 e viscosidade de 17.400 cP e pode ser usada como uma pasta fluida para a produção de tinta.
[094] A suspensão de fosfato de alumínio dispersa, com aproximadamente 35% de sólidos, foi depois bombeada para um turbo-secador. O produto foi aquecido, através de uma corrente de ar quente, em uma temperatura de 135 °C. Aproximadamente 535, 0 kg de ortofosfato de alumínio com 15% de umidade foram produzidos. O produto final foi micronizado e sua granulometria foi mantida abaixo da malha 400. A análise final do produto seco apresentou os seguintes resultados: o teor de fósforo no produto foi de aproximadamente 20,2%; o teor de alumínio foi de aproximadamente 13,9%; teor de sódio foi de aproximadamente 6,9% e o pH da dispersão aquosa foi de aproximadamente 7,0; o teor de água foi de aproximadamente 15%; a densidade esquelética de 2,20 g/cm3, e diâmetro médio das partículas de pó foi de 5 a 10 μm. EXEMPLO N°2
[095] A partir dos resultados do Exemplo n°1, ao redor de 200 kg de fosfato de alumínio seco e micronizado foram usados. A amostra foi utilizada para a fabricação de uma amostra de tinta doméstica. Inicialmente, 900 litros de tinta acrílica branca opaca foram preparados. Tal tinta foi aplicada e o desempenho foi avaliado em comparação com aquela de uma tinta comercialmente disponível. A composição básica da tinta com base em uma formulação original contendo ao redor de 18% de dióxido de titânio foi como se segue: o fosfato de alumínio foi de aproximadamente 14,20%; óxido de titânio foi de aproximadamente 8,34%; caulim foi de aproximadamente 7,10%; algamatolito foi de aproximadamente 10,36%; diatomita foi de aproximadamente 0,84%; resina acrílica foi de aproximadamente 12,25% e PVC foi de aproximadamente 47,45%. As características da tinta preparada com fosfato de alumínio, após a sua aplicação na pintura, foram as que se seguem: a) cobertura úmida similar à cobertura de tinta de referência; b) cobertura seca foi melhor do que a cobertura com a tinta de referência; e c) os testes de resistência após seis meses de pintura doméstica forneceram excelentes resultados. Finalmente, foi visto que a tinta acrílica opaca solúvel em água com fosfato de alumínio, preparada no Exemplo n°2, manteve todas as características de tintas comercialmente disponíveis com rendimento de 50 m2/a,6 litros sobre a superfície preparada com a carga.
[096] A difração de raio X juntamente com as imagens TEM demonstram que a invenção aqui descrita é um fosfato de alumínio hidratado, não cristalino e neutro compreendido de partículas de nano tamanho livremente agregadas. Além disso, o agregado médio de tamanho de partícula intumescida (na pasta fluida) está na faixa de 200-1500 nm, como determinado por dispersão luminosa dinâmica. Mais preferivelmente, o agregado médio de tamanho de partícula intumescida (na pasta fluida) está na faixa de 400 a 700 nm. Os tamanhos de partícula individuais, no entanto, podem ter um raio tão pequeno quanto 5 a 80 nm, como determinado por microscopia eletrônica. Mais preferivelmente, os tamanhos de partícula individuais podem ter um raio tão pequeno quanto 10 a 40 nm.
[097] Como mencionado, uma tinta com base em água de dióxido de titânio é compreendida de uma dispersão de látex adequada e partículas de pigmento. As partículas de látex são responsáveis para a produção de uma película aglutinada carregada com as partículas pigmentada, e são responsáveis pela força de ocultação da película. Muitos aditivos são também utilizados, tais como: cargas inorgânicas, que diminuem as necessidades de resina e pigmento; agentes coalescentes, que melhoram a formação de película de resina; dispersantes e modificadores da reologia, que impedem a aglutinação de pigmento e carga e assim melhoram o prazo de validade da tinta juntamente com as propriedades de tinta reológicas.
[098] Em uma película seca de tinta típica, as partículas de pigmento e carga são dispersas na película de resina. A força de ocultação é grandemente dependente dos índices refrativos e tamanhos da partícula. Como mencionado o dióxido de titânio é correntemente o pigmento branco padrão por causa de seu grande índice refrativo e da ausência de absorção de luz na região visível. Uma película seca de uma tinta formulada com o novo fosfato de alumínio em algumas formas de realização possui várias diferenças da película seca de tinta típica. Primeiro, a película com o fosfato de alumínio não é exatamente uma película de resina. É de preferência formada por resina e fosfato de alumínio emaranhados. É desta maneira uma película de nanocompósito que combina duas fases de interpenetração com diferentes propriedades para obter benefícios sinergísticos, com referência às propriedades mecânicas da película e resistência a água e a outros agentes agressivos. Segundo, boa força de ocultação da película é obtida em teores de dióxido de titânio inferiores, porque a película contém uma grande quantidade de poros fechados que dispersam a luz. Além do mais, se uma partícula de dióxido de titânio for adjacente a um destes vazios, dispersará muito mais do que se fosse completamente circundado pela resina, devido ao maior gradiente de índice refrativo. Isto cria um sinergismo entre os novos fosfatos de alumínio e dióxido de titânio, pelo qual a força de ocultação está envolvida.
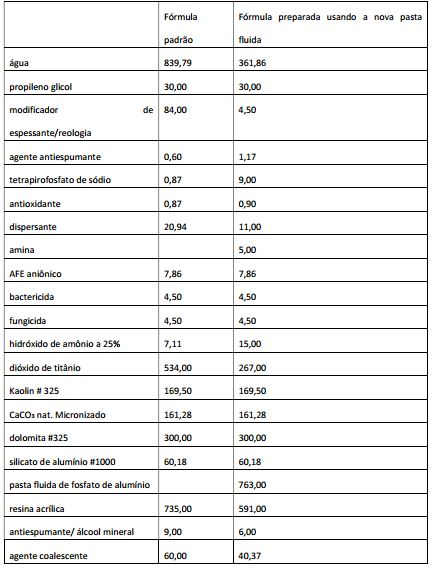
[099] Nos testes que comparam uma película seca de tinta padrão com uma película de fosfato de alumínio, uma formulação de mercado padrão de uma tinta acrílica semi- fosca foi selecionada e dióxido de titânio foi progressivamente substituída pelo novo produto de fosfato de alumínio aqui descrito. O conteúdo de água e outros componentes de tinta foram ajustados como requerido. Várias das modificações na fórmula nesta forma de realização são relacionadas a um uso diminuído de modificador de espessante/reologia, dipersante, resina acrílica e agente coalescente. A Tabela 3 descreve um exemplo de uma das fórmulas usadas nesta experiência, juntamente com a fórmula correspondente para o novo fosfato de alumínio. TABELA 3. Uma fórmula de tinta padrão correntemente usado no mercado e a fórmula correspondente usando o fosfato de alumínio. As quantidades são dadas em gramas.
[100] Na fórmula acima, uma substituição de 50% de TÍO2 (em uma base de peso) foi alcançada, mantendo as condições de opacidade e brancura da película seca. Além disso, as outras propriedades do novo produto como um modificador reológico e também como um agente de estruturação da película foram exploradas. A comparação entre as duas fórmulas acima mostra que os pigmentos produzidos de acordo com as formas de realização da invenção levarão à redução de custo adicional além daquele derivado da substituição de pigmento de dióxido de titânio. Além do mais, tais ganhos podem ser obtidos enquanto se produz um melhor desempenho na película de tinta aplicada. A invenção aqui descrita também pode ser usada para a substituição de até, e incluindo, 100% de TiO2 pelo fosfato de alumínio, polifosfato de alumínio, metafosfato de alumínio (ou misturas destes).
[101] Pode ser observado a partir da descrição anterior de diferentes formas de realização da invenção que o novo produto e processo difere dos fosfatos, polifosfatos ou metafosfatos de alumínio existentes em vários aspectos. Por exemplo, como sua estequiometria não é definida, várias formulações da invenção podem ser preparadas por mudar o processo de fabricação e assim a composição do produto final. Visto que a invenção é produzida sob níveis de pH controlados, é quase neutra assim evitando problemas ambientais e toxicológicos.
[102] Além disso, a invenção pode também ser livre de problemas de corrosão associados com os mesmos fosfatos de alumínio encontrados no mercado e usados na transformação de óxidos de ferro em fosfato de ferro. Além disso, a não estequiometria juntamente com não cristalinidade relativa (tanto na pasta fluida quanto na forma de pó) e o conteúdo de água cuidadosamente controlado do pó seco levam em conta a facilidade do controle de intumescimento que é benéfico para o seu desempenho. As partículas de nano-tamanho são facilmente dispersas e elas são estáveis em direção à sedimentação, que permite dispersões de tinta uniformes. Também, as nanopartículas podem ser fortemente compatíveis com as partículas de látex, pelos mecanismos de aderência capilar (no estágio de secagem por dispersão) seguido pela aderência eletrostática mediada por grupos de íon (na película seca) -- redes bicontínuas podem ser formadas, em muitos casos. Finalmente, o novo produto é também fortemente compatível com muitos outros sólidos particulados comumente usados como cargas de tinta, tais como vários silicatos, carbonatos e óxidos observados nas dispersões com base em água formuladas, que pode contribuir para a coesão e resistência da película seca de tinta.
[103] Assim, a invenção aqui descrita utiliza uma matéria prima diferente que oferece benefícios alternados, produzindo o processo mais econômico e oferecendo resultados surpreendentes. Aqui apresentados são a purificação, descoloração e purificação de um ácido fosfórico, amplamente disponível na indústria de fertilizante. O ácido fosfórico é geralmente disponível em um preço que é uma fração do preço dos fosfatos ou metafosfatos anteriormente usados. Como o ácido fosfórico é a matéria prima que tipicamente possui o preço mais elevado usado na fabricação de pigmentos de fosfato de alumínio, o uso de um grau ácido permite uma redução importante, nos custos de fabricação de fosfatos de alumínio. Um tal processo torna a ampla adoção destes pigmentos praticável. Além disso, certos aspectos da invenção aqui descrita apresentam novos meios de utilizar os fosfatos de alumínio, tais como na dispersão ou em pó úmido. Estes novos métodos permitem ganhos tecnológicos importantes. Por exemplo, os novos métodos e produtos impedem os problemas de agregação da partícula, que danifica o desempenho do pigmento e reduz sua força de cobertura. Além disso, o novo método e produto elimina os problemas de dispersão de partículas nas partículas de látex usadas na fabricação de tintas com base em água, facilitando os processos de uso de fosfato de alumínio em tintas domésticas. Além disso, os novos processos e produtos não requerem etapas de secagem exaustivas do fosfato, que aumentam a complexidade e custo de fabricação.
[104] Um outro aspecto benéfico do novo processo aqui descrito é que ele pode ser considerado um produto zero efluente de "química verde", em que é produzido sob condições de temperatura e pressão suaves que não criam quaisquer problemas ambientais durante o processo de fabricação. Devido a sua natureza química, os resíduos criados pelo novo processo descrito podem ser seguramente descartados no meio ambiente como um componente fertilizante. É produzido como pasta fluida assim como um pó seco. Em ambos os casos é facilmente disperso em água, formando dispersões estáveis que têm propriedades reológicas.
[105] Como demonstrado acima, as formas de realização da invenção fornecem um novo método de produção de fosfato de alumínio amorfo. Embora a invenção tenha sido descrita com respeito a um número limitado de formas de realização, os aspectos específicos de uma forma de realização não devem ser atribuídos a outras formas de realização da invenção. Nenhuma forma de realização isolada é representativa de todos os aspectos da invenção. Em algumas formas de realização, as composições ou métodos podem incluir numerosos compostos ou etapas não mencionadas aqui. Em outras formas de realização, as composições ou métodos não incluem, ou são substancialmente livres de quaisquer compostos ou etapas não enumeradas aqui. Variações e modificações das formas de realização existem. O método de produção das resinas é descrito como compreendendo vários atos ou etapas. Estas etapas ou atos podem ser praticados em qualquer sequência ou ordem a não ser que de outra maneira indicada. Finalmente, qualquer número aqui apresentado deve ser interpretado para significar aproximado, independente se a palavra "cera de" ou "aproximadamente" seja usada na descrição do número. As reivindicações anexas se destinam a cobrir todas estas modificações e variações quando caem dentro do escopo da invenção.