BRPI0707682B1 - Método para predição de fratura - Google Patents
Método para predição de fratura Download PDFInfo
- Publication number
- BRPI0707682B1 BRPI0707682B1 BRPI0707682-7A BRPI0707682A BRPI0707682B1 BR PI0707682 B1 BRPI0707682 B1 BR PI0707682B1 BR PI0707682 A BRPI0707682 A BR PI0707682A BR PI0707682 B1 BRPI0707682 B1 BR PI0707682B1
- Authority
- BR
- Brazil
- Prior art keywords
- fracture
- strain
- stress
- space
- deformation
- Prior art date
Links
Images

























Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/12—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a coating with specific electrical properties
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
- G06F30/15—Vehicle, aircraft or watercraft design
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/23—Design optimisation, verification or simulation using finite element methods [FEM] or finite difference methods [FDM]
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0058—Kind of property studied
- G01N2203/006—Crack, flaws, fracture or rupture
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- Computer Hardware Design (AREA)
- General Engineering & Computer Science (AREA)
- Evolutionary Computation (AREA)
- Immunology (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- Pathology (AREA)
- Automation & Control Theory (AREA)
- Aviation & Aerospace Engineering (AREA)
- Computational Mathematics (AREA)
- Mathematical Analysis (AREA)
- Mathematical Optimization (AREA)
- Pure & Applied Mathematics (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Abstract
MÉTODO PARA PREDIÇÃO DE FRATURA. Usando uma linha de tensão de limite de fratura, obtida pela conversão de uma razão de expansão de furo em uma tensão como um critério para uma fratura, o risco de fratura em um material é avaliado quantitativamente pela comparação da relação entre dados obtidos de uma análise numérica usando um método de elemento finito e a linha de tensão de limite de fratura. Assim, durante a determinação de um limite de fratura em uma parte de flange de extensão em uma chapa fina em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e predizer a fratura com alta precisão, e o risco de fratura mediante formação de pressão ou impacto pode ser avaliado.
Description
[0001] A presente invenção diz respeito a um método e um dispositi vo de predição de fratura assim como a um produto de programa e uma mídia de gravação para uma placa fina formada de um material metálico, e é particularmente preferível como um critério de determinação de fratura para uma fratura de material em um processo de impacto de um elemento de automóvel submetido à conformação por prensagem.
[0002] A margem na previsão de uma fratura é determinada em geral usando um padrão de adelgaçamento ou um diagrama limite de conformação (FLD). O FLD indica a deformação principal e a secundária (εi e S2, respectivamente) na qual a falha ocorre, e pode ser usado em uma análise de colisão. O FLD pode ser determinado experimentalmente pelo carregamento de amostras ao longo de vários caminhos proporcionais. Nakazima et al., por exemplo, operaram punção hemisférica estirando amostras retangulares com várias larguras. Antes da operação de conformação, pequenos círculos ou grades são marcados na superfície de chapa por gravação por corrosão ou impressão. Estes círculos são distorcidos para elipses durante a operação de conformação, o que será terminado no início do estreitamento ou ruptura. O tamanho de uma elipse perto do estreitamento varia com a largura da amostra. As deformações principal e secundária são medidas a partir da elipse no estreitamento ou ruptura. Finalmente, a curva limite de conformação (FLC) é desenhada de maneira que ela encaixa as deformações limites medidas para vários caminhos.
[0003] A figura i mostra uma curva de limite de fratura medida pe lo experimento.
[0004] Como um método de predição FLD, existe o uso combinado do critério de Hill e de Swift, um modelo de Marciniak-Kuczynski, modelo de Storen-Rice e outros mais, e o FLD pode ser obtido pela correção da influência de uma espessura de chapa por uma regra empírica de Keeler. O rasgamento pode ser produzido por um código FE dinâmico, enquanto que o formador não pode ser detectado nas análises FE. Em vez de predições diretas do rasgamento, as deformações computadas são comparadas com valores críticos externos prepara-dos e é considerado que a falha ocorre quando uma das deformações computadas alcança o limite.
[0005] Documento não patente 1: Jornal da Sociedade Japonesa para Tecnologia de Plasticidade, 45, 123, 2004.
[0006] Documento não patente 2: CAMP - ISIJ 17, 1063, 2004.
[0007] Documento não patente 3: Metal Forming, Hosford, 319, 1993.
[0008] Documento não patente 4: Transações da Sociedade Japo nesa de Engenheiros Mecânicos, Série A, 54, 1617, 1998.
[0009] Ilustração esquemática de deformações limites de confor mação experimental para (a) carregamento proporcional, (b) tensão uniaxial seguida por estiramento equibiaxial (c) estiramento equibiaxial seguido por estiramento de deformação plana, e (d) estiramento equi- biaxial seguido por tensão uniaxial (Figura 2). A figura 2 mostra que a curva máxima é observada em tensão uniaxial seguida por estiramento equibiaxial, enquanto que a curva mínima é obtida para a seqüência oposta. A FLC para estiramento equibiaxial seguido por estiramento de deformação plana é ligeiramente mais alta do que as curvas mínimas.
[00010] Em um processo de deformação de carro por colisão de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré-deformação em conformação por prensagem, o caminho de deformação muda freqüentemente. Durante a avaliação de uma fratura usando as deformações limites de conformação obtidas por experimento, deformações limites de conformação devem ser preparadas de acordo com um número infinito de caminhos de deformação. Portanto, na prática, a deformação limite de conformação com relação a um caminho de carregamento proporcional necessita ser usada para avaliação de uma fratura e, conseqüentemente, alta precisão de predição não pode ser esperada.
[00011] Adicionalmente, falha em chapas de aço ocorre durante es- tiramento-flangeamento quando uma deformação por estiramento na direção circunferencial de uma borda de corte alcança o valor crítico. O estado de tensão na parte de borda de corte é próximo ao da tensão uniaxial, mas gradientes abruptos de tensão e deformação existem dentro da parte de borda de corte. Assim, o limite de fratura indica um valor que é completamente diferente quando comparado à deformação ou tensão de limite de fratura obtida por um teste de tração uniaxial. Especificamente, aços de alta resistência, acima de 590 MPa, estão sujeitos à ruptura durante estiramento-flangeamento, mesmo quando a parte de borda de corte alcança uma instabilidade plástica e estreitamento localizado (estreitamento de espessura) ocorre, o material interno excluindo a parte de borda de corte também não tem satisfeito à instabilidade plástica. Assim, sendo restringida pelo material interno, a instabilidade plástica não pode ser alcançada como por inteiro, e progresso do estreitamento localizado é retardado.
[00012] Além disso, no limite de estiramento-flangeamento, um grande número de estreitamentos de espessura é formado em uma direção circunferencial da parte de borda de corte, e assim a fratura é retardada. Por exemplo, assumindo que um estreitamento localizado é formado em uma posição na parte de borda de corte, a tensão na direção circunferencial nas proximidades do estreitamento localizado é aliviada. Entretanto, a influência deste alívio de tensão diminui com a distância a partir do estreitamento localizado, e quando a deformação prossegue adicionalmente, um próximo estreitamento localizado é formado em uma localização separada do primeiro estreitamento localizado. Quando a deformação prossegue ainda adicionalmente, um novo estreitamento é formado. Repetindo este processo, um grande número de estreitamentos de espessura é formado na direção circun- ferencial da parte de borda de corte, e o estreitamento localizado cresce. Aqui, a razão pela qual os estreitamentos de espessura de chapa formados anteriormente crescem, mas não resultam em uma fratura, é que eles são restringidos por um material tendo uma pequena deformação, e que não satisfaz a instabilidade plástica tal como a parte de borda de corte total na direção circunferencial. Portanto, no limite de estiramento-flangeamento, quando um estreitamento de espessura é formado em uma posição na direção circunferencial da parte de borda de corte, ele não resulta em uma fratura, mas é retardado.
[00013] Assim, o método de predição para o limite de estiramento- flangeamento não é fácil por causa da existência do gradiente de deformação dentro da parte de borda de corte, e para um efeito de retardamento de maneira tal que uma fratura não ocorra mesmo quando uma posição na direção circunferencial satisfaça o estreitamento localizado. Assim, um método como este não está proposto até agora.
[00014] A presente invenção diz respeito a resolver os problemas descritos anteriormente de técnicas convencionais como problemas técnicos, e um objetivo da mesma é fornecer um método de predição de fratura pelo qual, durante a predição de presença de ocorrência de fratura em uma chapa de aço em um processo incluindo um ou mais caminhos de deformação, a curva de limite de fratura pode ser obtida facilmente e de forma eficiente e presença de ocorrência de fratura pode ser predita com alta precisão de predição, e o risco de fratura durante conformação por prensagem ou absorção de energia de im- pacto pode ser avaliado quantitativamente, realizando assim desenvolvimento eficiente e altamente preciso de partes de automóvel otimizando o material, a conformação e as estruturas de corpo de carro para segurança contra colisão.
[00015] Um método de predição de fratura da presente invenção é um método avaliando um limite de fratura de uma placa fina constituída de um material metálico, e o método inclui, durante a predição de ocorrência de fratura na placa fina em um processo de deformação plástica de acordo com uma ou mais mudanças de caminho de deformação, um procedimento de converter uma curva de limite de fratura em espaço de deformação em uma curva de limite de fratura em espaço de tensão, e um procedimento de predizer presença da ocorrência de fratura usando a curva de limite de fratura em espaço de tensão obtida.
[00016] Adicionalmente, como resultado de estudos dedicados para resolver os problemas descritos anteriormente, os presentes inventores imaginaram diversos aspectos da invenção como se segue. É tornado claro que predição com alta precisão é possível pelo uso de uma razão de expansão de furo tendo uma boa correlação com um limite de estiramento-flangeamento como um critério para uma fratura, e adicionalmente por executar determinação de fratura em espaço de tensão no qual a influência de uma história de deformação pode ser considerada, em vez de espaço de deformação.
[00017] Adicionalmente, como resultado de estudos dedicados para resolver os problemas descritos anteriormente, os presentes inventores imaginaram diversos aspectos da invenção como se segue. Um método de obtenção de limite de fratura da presente invenção é um método para obter um limite de fratura usado para determinar um limite de fratura de uma placa fina constituída de um material metálico, no qual uma razão de deformação por estiramento À obtida de um teste de expansão de furo é convertida em uma curva de limite de fratura em espaço de tensão durante a determinação de um limite de fratura da placa fina em um processo incluindo uma ou mais variações de caminho de deformação.
[00018] A curva de limite de fratura expressada em espaço de tensão não depende de um caminho de deformação e, conseqüentemente, pode ser expressada por uma única curva de limite. Portanto, usando isto como um critério de determinação de fratura, uma fratura em uma parte de flange de estiramento incluindo uma ou mais variações de caminho de deformação pode ser determinada com alta precisão.
[00019] De acordo com a presente invenção, durante a predição de presença de ocorrência de fratura em uma placa fina em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e predizer a presença de ocorrência de fratura com alta precisão de predição. Assim, o risco de fratura durante conformação por prensagem ou colisão pode ser avaliado quantitativamente, realizando assim desenvolvimento eficiente e altamente preciso de um corpo de automóvel considerando o material, o método de construção e a estrutura ao mesmo tempo.
[00020] A figura 1 é um diagrama mostrando um diagrama limite de conformação (FLD) usado para explicar uma técnica convencional;
[00021] A figura 2 é um diagrama limite de conformação usado para explicar os problemas a serem resolvidos pela presente invenção;
[00022] A figura 3 é um diagrama para explicar conversão de uma deformação em uma tensão;
[00023] A figura 4 é um diagrama para explicar uma lei de transformação de coordenadas;
[00024] A figura 5 é um diagrama mostrando que, embora um FLD de espaço de deformação dependa de um caminho de deformação e uma curva de limite de fratura do mesmo varie amplamente, uma curva de limite de fratura em espaço de tensão pode ser expressada por uma única curva;
[00025] A figura 6 é um diagrama mostrando uma relação entre um curso de punção e deformação principal máxima;
[00026] A figura 7 é um diagrama mostrando comparação de precisão de predição durante a execução de uma simulação numérica com várias condições de análise e usando um FLD obtido por meio de experimento e um limite de ocorrência de estreitamento localizado como um critério de determinação de fratura;
[00027] A figura 8 é um diagrama mostrando uma relação posicio- nal entre um histórico de tensões em um processo de formação obtido por meio de uma simulação numérica e uma curva de limite de fratura;
[00028] A figura 9 é um diagrama mostrando precisão de predição de um método da presente invenção;
[00029] A figura 10 é um diagrama mostrando uma parte com uma forma seccional transversal de chapéu, a qual é um alvo de verificação de precisão de predição de uma análise de colisão e a vista geral de um teste de peso de queda de dobramento de três pontos;
[00030] A figura 11 é um diagrama mostrando um resultado de análise de formação de dobramento por pressão de uma forma de chapéu por meio de uma simulação numérica;
[00031] A figura 12 é um diagrama mostrando uma relação entre uma deformação plástica equivalente e uma tensão equivalente de acordo com uma velocidade de deformação;
[00032] A figura 13 é um diagrama mostrando uma relação posicio- nal entre uma curva de limite de tensão de fratura dinâmica em espaço de tensão e uma tensão dinâmica obtida de uma simulação de colisão;
[00033] A figura 14 é um diagrama mostrando uma relação posicio- nal entre um histórico de tensões em um processo de formação obtido por meio de uma simulação numérica e uma curva de limite de fratura, e precisão de predição do método da presente invenção;
[00034] A figura 15 é um diagrama usado para explicar um exemplo da presente invenção, e é um diagrama explicando um método de experimento;
[00035] A figura 16 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama explicando um modelo de análise;
[00036] A figura 17 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama de contorno exibindo um resultado de análise com relação a uma distribuição de deformação principal;
[00037] A figura 18 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando uma relação entre uma distância a partir de uma borda de furo e uma deformação principal máxima com referência ao resultado de análise;
[00038] A figura 19 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando uma relação entre uma distância a partir de uma borda de furo e uma deformação principal máxima com referência ao resultado de análise;
[00039] A figura 20 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando uma relação posi- cional entre um histórico de tensões em um processo de formação obtido por meio de uma simulação numérica e uma linha de tensão de limite de ocorrência de estreitamento;
[00040] A figura 21 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando uma relação posi- cional entre um histórico de tensões em um processo de formação obtido por meio de uma simulação numérica e uma curva de tensão de limite de ocorrência de estreitamento, e um critério de determinação de fratura obtido pela conversão de uma razão de expansão de furo em espaço de tensão;
[00041] A figura 22 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de predição de fratura de acordo com este exemplo;
[00042] A figura 23 é um fluxograma mostrando etapas durante a execução de predição de fratura em um processo de formação de uma placa fina constituída de um material metálico, com um método de predição de fratura de acordo com este exemplo;
[00043] A figura 24 é um fluxograma mostrando etapas durante a execução de predição de fratura em um processo de impacto, continuado da predição de fratura em uma etapa de formação da figura 23, com o método de predição de fratura de acordo com este exemplo;
[00044] A figura 25 é um diagrama usado para explicar um exemplo da presente invenção, e é um diagrama limite de conformação (FLD) medido por meio de experimento;
[00045] A figura 26 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama limite de conformação (FLD) considerando a influência de uma espessura de aço usando uma regra de correção de espessura de aço de Keeler com relação a uma curva de limite de instabilidade plástica predita pela teoria de Hill-Swift e modelo de Storen-Rice;
[00046] A figura 27 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama limite de conformação (FLD) predito usando uma lei de dependência de incremento de tensão com base no modelo de Storen-Rice;
[00047] A figura 28 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama explicando conversão de uma deformação em uma tensão;
[00048] A figura 29 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando que, embora um FLD de espaço de deformação dependa de um caminho de deforma- ção e um limite de fratura do mesmo varie amplamente, uma curva de limite de fratura em espaço de tensão pode ser expressada por uma única curva;
[00049] A figura 30 é um diagrama usado para explicar um exemplo da presente invenção, e é um diagrama explicando um método de experimento;
[00050] A figura 31 é um diagrama usado para explicar o exemplo da presente invenção, e é um diagrama mostrando uma linha de tensão de limite de fratura expressando uma razão de expansão de furo em espaço de tensão;
[00051] A figura 32 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de obtenção de limite de fratura de acordo com o Exemplo 1;
[00052] A figura 33 é um fluxograma mostrando etapas do método de obtenção de limite de fratura de acordo com o Exemplo 1;
[00053] A figura 34 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de obtenção de limite de fratura de acordo com o Exemplo 2;
[00054] A figura 35 é um fluxograma mostrando etapas de um método de obtenção de limite de fratura de acordo com o Exemplo 2;
[00055] A figura 36 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de obtenção de limite de fratura de acordo com um exemplo de modificação do Exemplo 2; e
[00056] A figura 37 é um diagrama esquemático mostrando uma estrutura interna de um dispositivo terminal pessoal de usuário.
[00057] A margem na previsão de uma fratura durante a avaliação da capacidade de ser formada é determinada em geral usando um padrão de adelgaçamento ou um FLD, o qual pode ser usado igualmente para predição de fratura em uma análise de colisão de carro. Entre eles, o FLD é conhecido por variar amplamente dependendo de umas mudanças de caminho de deformação, e não se poder esperar que tenha alta precisão de predição como um método de avaliação de uma fratura em um processo de deformação plástica, no qual o caminho de deformação varia amplamente tal como na colisão de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré- deformação em conformação por prensagem.
[00058] Entretanto, recentemente Kuwabara et al. (se referir aos documentos não patente 1, 2) verificaram por meio de experimento e análise que, usando uma curva de limite de fratura expressada em espaço de tensão com um material de alumínio extrusado ou chapas de aço doce sendo o objeto de teste, o limite de fratura pode ser representado quase exclusivamente sem depender do caminho de deformação. Este conhecimento se relaciona ao alumínio ou chapas de aço doce e não é clarificado para aços de alta resistência acima de 440 MPa e, conseqüentemente, não pode ser usado para desenvolvimento de uso comum de um corpo de automóvel no qual chapas de aço de alta resistência são principalmente usadas.
[00059] Desta maneira, os presentes inventores alcançaram os itens seguintes pela primeira vez.
[00060] (1) Quando um experimento detalhado é executado em chapas de aço de alta resistência tendo resistência à tração de 440 MPa ou mais alta e uma curva de limite de fratura expressada em espaço de tensão é usada, o limite de fratura pode ser expressado por uma única curva de limite de fratura sem depender do caminho de deformação. (2) Pelo uso da curva de limite de fratura expressada em espaço de tensão, é possível predizer uma avaliação de fratura em um processo de deformação plástica com alta precisão, no qual o caminho de deformação varia amplamente tal como na colisão de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré- deformação em conformação por prensagem.
[00061] Em seguida, uma primeira modalidade será explicada detalhadamente com base em vários exemplos.
[00062] Primeiro, um método de obter a curva de limite de fratura em espaço de tensão será explicado. Com uma chapa de aço mostrada na tabela 1 a seguir sendo o objeto de teste, foi medida (1) uma deformação limite de fratura em um caminho de carregamento proporcional, e (2) uma deformação limite de fratura sob uma variação de caminho de deformação. Aqui, t representa a espessura de uma placa fina, YP representa resistência de prova, TS representa resistência final à tração, U.El representa alongamento uniforme, El representa alongamento total, rm representa o valor r médio (indicando um valor de Lankford e é expressado por rm = (ro + 2r45 + r90)/4 onde o valor r na direção de laminação é ro, o valor r na direção de 45° com relação à direção de laminação é r45, e o valor r na direção de 90° com relação à direção de laminação é roo), e K, εo, n representam parâmetros de material obtidos quando uma curva tensão-deformação obtida de um teste de tração uniaxial é encaixada em uma expressão de função [Equação 1]
[00063] Para a deformação limite de fratura em um caminho de carregamento proporcional, uma deformação de fratura foi medida com um diâmetro de círculo sendo de 6 mm gravado por uma tensão uniaxial, um método de Nakajima (estiramento de punção hemisférica usando uma chapa de Teflon (marca registrada)), e um teste de bojo hidráulico. Por outro lado, para a curva de limite de fratura sob mudanças de caminho de deformação, depois de uma tensão de 1o% ao lon go da direção de laminação ser executada como primeira deformação, uma deformação de fratura foi medida pela tensão uniaxial e pelo método de Nakajima de maneira que a direção de 90 graus a partir da direção de extensão primária é a tensão principal máxima. [Tabela 1] VALORES DE PROPRIEDADE MECÂNICA DE MATERIAL E PARÂ METROS DE MATERIAL (UNIDADE t: mm; YP, TS, K: MPa; El, U.El: %)
(UNIDADE t: mm; YP, TS, K: MPa; El, U.El: %)
[00064] Conversão de uma deformação para uma tensão se torna possível ao assumir (1) incompressibilidade, (2) função de escoamento de Mises, (3) lei de endurecimento de material com isotropia, (4) regra de normalidade e (5) estado tensão de membrana. Em seguida, um método específico para converter a curva de limite de fratura em espaço de deformação em espaço de tensão será explicado.
[00065] O FLD de espaço de deformação é um diagrama mostrando uma deformação principal εn dando o limite de fratura para cada deformação secundária ε22, e uma deformação de espessura ε33 pode ser obtida por meio delas e da lei de volume constante
[00066] Normalmente, como a lei constitutiva usada em uma análise de conformação ou análise de colisão, é usada a lei de endurecimento isotrópico assumindo que uma tensão plástica equivalente αθq é função exclusiva de uma deformação plástica equivalente εeq independente do caminho de deformação, e pode ser representada usando uma lei de encruamento de Swift tal como
[00067] Como a função de encruamento, por exemplo, a expressão polinomial de alto grau de uma deformação plástica equivalente ou uma outra forma pode ser usada, mas é preferível usar a equação de Swift, a qual é altamente precisa em aproximação e é usada freqüen- temente em uma simulação numérica de uma chapa de aço fina.
[00068] Usando a função de escoamento de Mises para uma superfície de escoamento, por exemplo, a deformação plástica equivalente εeq pode ser representada como [Equação 4] e pode ser obtida usando um critério anisotrópico de Hill no caso de isotropia plana por
e pode ser obtida usando um critério anisotrópico de Hill no caso de isotropia plana por 
[00069] Durante o uso da função de escoamento anisotrópica de Hill, o valor r de parâmetro anisotrópico plástico é exigido, o qual pode ser obtido especificamente por r0 = (r0 + 2r45 + r90)/4 a partir dos valores r (ro, r45, roo) nas direções de 0°, 45° 90° em relação à direção de laminação.
[00070] Além do mais, uma função de escoamento anisotrópica de alto grau pode ser usada tal como necessário, mas ela tem muitos parâmetros e exige considerar a direção em uma superfície de placa enquanto processando e, conseqüentemente, fornece aperfeiçoamento insuficiente em precisão mesmo ela sendo complicada. Assim, na prática, a função de escoamento assumindo isotropia plana é suficiente. Em uma ou outra função de escoamento, a tensão plástica equivalente Geq considerando uma variação de caminho de deformação pode ser obtida usando a deformação plástica equivalente εθq obtida pela inte gração de um incremento de deformação plástica equivalente dεθq em um caminho de deformação e a lei de encruamento.
[00071] A seguir, um componente de tensão de desvio Gj é obtido por meio de endurecimento isotrópico de superfície de escoamento mostrado na figura 3 e a regra de normalidade
[00072] Finalmente, ao assumir a tensão plana (^33 = 0), o componente de tensão Gj pode ser obtido de
[00073] Deve-se notar que quando o eixo geométrico principal da deformação e a direção de laminação não casam, tal como mostrado na figura 4, uma operação de transformação de coordenada mostrada a seguir é necessária. No diagrama, xi representa o eixo geométrico x1//RD, o eixo geométrico x2//TD, o eixo geométrico x3//ND de quaisquer eixos geométricos de coordenadas de um sistema de coordenadas de material, e Xi representa o eixo geométrico principal da deformação em uma deformação de ordem n. Quando uma exibição de componente no sistema de coordenadas de material de um tensor A é Âij, e um tensor de coordenada convertida é R, (1) um componente de deformação εij medido por um sistema de coordenadas experimental pode ser convertido em um componente de deformação com o sistema de coordenadas de material sendo a coordenada de referência conforme uma lei de transformação de coordenadas. A seguir, um componente de tensão de desvio ô'^ é obtido (2) da função de escoamento modelada com o sistema de coordenadas de material sendo o sistema de coordenadas de referência e da regra de normalidade, e finalmente (3) a lei de transformação de coordenadas é usada para obter um componente de tensão
com o sistema de coordenadas de material sendo a coordenada de referência conforme uma lei de transformação de coordenadas. A seguir, um componente de tensão de desvio ô'^ é obtido (2) da função de escoamento modelada com o sistema de coordenadas de material sendo o sistema de coordenadas de referência e da regra de normalidade, e finalmente (3) a lei de transformação de coordenadas é usada para obter um componente de tensão  com o sistema de coordenadas experimental sendo a coordenada de referência.
com o sistema de coordenadas experimental sendo a coordenada de referência.
[00074] A figura 5 mostra um FLD medido por meio de experimento, e uma curva de limite de fratura obtida pela conversão do FLD em espaço de tensão com uma tensão principal e uma tensão secundária pelo método mencionado anteriormente.
[00075] O FLD de espaço de deformação depende do caminho de deformação e a curva de limite de fratura varia amplamente, mas a curva de limite de fratura expressada em espaço de tensão se torna uma única curva de limite de fratura.
[00076] Adicionalmente, os presentes inventores demonstraram que, como resultado de experimentos de execução e estudos em chapas de aço de alta resistência das classes 440 MPa a 980 MPa mostradas na tabela 2 a seguir, independente da resistência à tração de um material ou mecanismo de reforço, curvas de limite de fratura únicas são produzidas em uma faixa ampla. Usando estas curvas de limite de fratura expressadas em espaço de tensão, avaliação de fratura em um processo de deformação plástica no qual o caminho de deformação varia amplamente, tal como em uma colisão de carro de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré-deformação em conformação por prensagem, pode ser predita com alta precisão.
[00077] Deve-se notar que, certamente como uma questão, uma curva de limite de fratura obtida pela conversão de um FLD medido por meio de um método experimental a não ser o método de Nakajima em espaço de tensão pode ser usada, ou uma curva de limite de fratura obtida pela conversão de um FLD teórico do modelo de estreitamento localizado de Hill, modelo de estreitamento difuso de Swift, método de Marciniak-Kuczynski, modelo de Storen-Rice ou coisa parecida em es-paço de tensão pode ser usada para a predição de fratura. [Tabela 2] VALORES DE PROPRIEDADE MECÂNICA DE MATERIAL E PARÂ METROS DE MATERIAL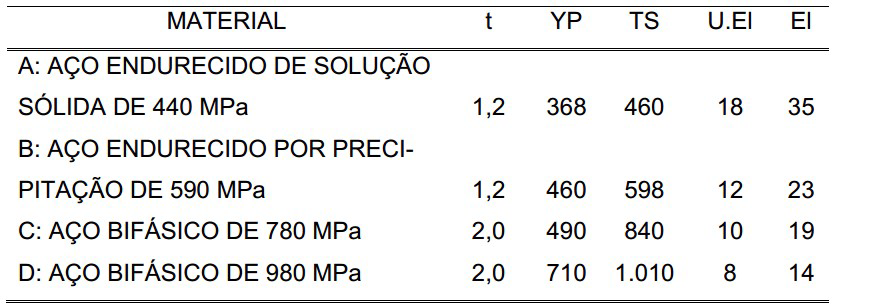 (UNIDADE t: mm; YP, TS: MPa; El, U.El: %)
(UNIDADE t: mm; YP, TS: MPa; El, U.El: %)
[00078] A seguir, um método de avaliação de um limite de fratura será explicado.
[00079] Para predizer fratura de um material por meio de uma simulação numérica por um método de elemento finito (FEM) existem problemas técnicos como se segue.
[00080] (1) Um FLD medido por meio de experimento é afetado for temente por uma distância entre pontos de avaliação e por um estado de atrito. Assim, durante o uso do FLD como um critério de determinação de fratura, correção de acordo com condições de análise da simulação numérica é necessária.
[00081] (2) Na simulação numérica, aumento de deformação até uma deformação uniforme pode ser simulado precisamente, mas para simular estreitamento localizado ocorrendo em uma região para a extensão de uma espessura de chapa ou uma faixa de cisalhamento na qual a deformação está localizada em uma região mais estreita, ele- mentos finitos têm que ser segmentados adequadamente. Assim, a predição é difícil com o desempenho dos computadores atuais.
[00082] (3) Com a lei constitutiva de material adotada normalmente em software de uso geral, localização de uma deformação é demorada e, conseqüentemente, avaliação na posição de risco é dada quando o FLD realmente medido é tomado como o critério de determinação de fratura.
[00083] Como resultado de estudos dedicados a estes problemas, os presentes inventores clarificaram um critério de determinação de fratura adequado para simulações numéricas. Com as chapas de aço mostradas na tabela 1 sendo tomadas como objeto de teste, a simulação numérica FEM de estiramento de punção hemisférica é executada, e influências de um tamanho de elemento e de uma equação constitutiva de material no processo de localização de uma deformação são examinadas.
[00084] A figura 6 mostra uma relação de uma deformação principal máxima introduzida por meio de curso de punção e conformação por prensagem.
[00085] As influências do tamanho de elemento e da equação constitutiva de material aparecem muito pouco do começo da formação para o curso de punção de aproximadamente 25 mm, mas estas influências se tornam óbvias além de 25 mm onde localização da deformação começa.
[00086] A figura 7 mostra comparação de precisão de predição durante a execução da simulação numérica com várias condições de análise e usando um FLD obtido por meio de experimento e um limite de ocorrência de estreitamento localizado como um critério de determinação de fratura.
[00087] Quando o FLD realmente medido é usado como o critério de determinação de fratura, o processo de localização de uma deformação não pode ser simulado precisamente, e assim a precisão de predição de fratura não é alta. Por outro lado, quando o limite de ocorrência de estrei-tamento localizado é usado como o limite de fratura, predição com precisão relativamente alta se torna possível independente do tamanho de elemento e da equação constitutiva de material usada, e avaliação em posição segura pode ser obtida. Isto sugere que o limite de ocorrência de estreitamento localizado pode ser usado como o critério de determinação de fratura na prática porque uma fratura dúctil em uma chapa de aço ocorre em uma posição onde deformação é localizada por estreitamento localizado, e quando estreitamento localizado ocorre ele resulta em uma fratura em tempo muito pequeno.
[00088] O limite de ocorrência de estreitamento localizado pode ser manuseado dentro da estrutura de instabilidade plástica, e pode ser predito por um FLD teórico de modelo de estreitamento localizado de Hill, modelo de estreitamento difuso de Swift, método de Marciniak- Kuczynski, modelo de Storen-Rice ou coisa parecida.
[00089] Tal como mostrado neste exemplo de caso, como resultado de estudos dedicados, os presentes inventores descobriram que alta precisão de predição pode ser garantida ao usar como critério de determinação de fratura a curva de limite de fratura obtida pela conversão de uma curva de início de estreitamento em espaço de deformação em espaço de tensão durante a avaliação de uma fratura pela simulação de análise numérica usando o método de elemento finito.
[00090] A seguir, um exemplo de caso do método de avaliação de um limite de fratura será explicado.
[00091] Está mostrado um exemplo de caso de predição de fratura em um caminho não linear de maneira tal que, com as chapas de aço mostradas na tabela 1 sendo os objetos de teste, uma tensão uniaxial de 10% na direção de laminação é executada como primeira deformação, e em seguida deformação de tensão plana é executada por estiramento de punção hemisférica.
[00092] A figura 8 mostra uma relação entre um histórico de tensões em um processo de formação obtido por meio de uma simulação numérica e uma curva de limite de fratura obtida pela conversão de uma curva de início de estreitamento em espaço de deformação em espaço de tensão.
[00093] Durante o uso de um método explícito dinâmico para a simulação numérica, a tensão obtida aumenta enquanto vibrando amplamente porque propagação de uma onda de tensão é resolvida em intervalos de tempo de minuto sem executar cálculo repetitivo dentro de um intervalo de tempo. Com este método de comparar uma relação posicional entre uma tensão e uma tensão de limite de fratura para avaliar uma fratura, é difícil garantir alta precisão de predição.
[00094] Como resultado de estudos dedicados, os presentes inventores imaginaram um método de determinar uma fratura com alta precisão, o qual pode evitar, durante o uso do método explícito dinâmico para a simulação numérica, vibração de uma tensão pela conversão de uma deformação plástica em uma tensão por pós-processamento.
[00095] A figura 9 mostra resultados de predizer uma fratura com o método da presente invenção.
[00096] Com um método de predição de fratura convencional por meio de FLD, predição com alta precisão é difícil uma vez que a curva de limite de fratura varia amplamente dependendo de um caminho de deformação. Em contraste, pela aplicação da presente invenção, pode ser visto que uma fratura pode ser predita com boa precisão mesmo quando o caminho de deformação varia. Além do mais, a presente invenção também é capaz de avaliar uma fratura pela comparação de uma relação posicional entre um valor obtido pela conversão de um resultado de medição de deformação experimental em uma tensão e uma curva de limite de fratura, em vez de executar a simulação numérica usando o método de elemento finito.
[00097] A seguir, um exemplo de aplicação do método de predição de fratura a uma análise de colisão será explicado.
[00098] Com as chapas de aço mostradas na tabela 1 sendo os objetos de teste, o método de predição de fratura da presente invenção é aplicado em uma análise de colisão de dobramento de três pontos de um elemento mostrado na figura 10 com uma seção transversal em chapéu e um comprimento de 900 mm.
[00099] Primeiro, uma análise de estiramento-dobramento em uma forma de chapéu foi executada usando a simulação numérica do código explícito dinâmico. O resultado da simulação de conformação está mostrado na figura 11. A seguir, um modelo de elemento finito para uma análise de colisão é criado, no qual processamento de soldagem de ponto com uma placa plana (com um deslocamento relativo entre dois pontos de contato sendo fixo) em intervalos de 30 mm é executado em uma parte de flange.
[000100] Adicionalmente, o resultado de análise de conformação obtido é refletido neste modelo de elemento finito para uma análise de colisão, e a análise de colisão é executada pela simulação numérica pelo código explícito dinâmico. Durante a avaliação de uma fratura em um material em um processo de impacto depois de conformação por prensagem, a história de deformação durante formação pode ser considerada pela herança de um adelgaçamento e uma deformação plástica equivalente obtida pela simulação numérica de conformação por prensagem, ou um adelgaçamento e uma deformação plástica equivalente, um tensor de tensão, um tensor de deformação como condições iniciais da análise de colisão.
[000101] Deve-se notar que, certamente como uma questão, a história de deformação durante formação pode ser considerada pela medição de uma espessura de um produto conformado por prensagem e uma deformação plástica equivalente por um experimento em vez da simulação numérica e herança de um deles como uma condição inicial da análise de colisão.
[000102] Nos exemplos de casos até agora, o processo quase estático de deformação plástica tal como conformação por prensagem é manuseado, mas uma caracterização mecânica em altas taxas de deformação necessita ser considerada na análise de colisão de carro. É conhecido que aços têm dependência de taxa de deformação, e tensão de fluxo aumenta quando a velocidade de deformação é alta. Quando em uma colisão de automóvel, a taxa de deformação pode alcançar 1.000/s em um canto onde deformação se concentra. Para assegurar precisão de predição na análise de colisão, é necessário considerar caracterização mecânica precisa em altas taxas de deformação.
[000103] De uma maneira geral, durante a execução da análise de colisão com a simulação numérica pelo método de elemento finito, a equação de Cowper-Symonds é usada como um modelo de material representando aumento de tensão de acordo com uma taxa de deformação.
[000104] A figura 12 mostra uma relação entre uma deformação plástica equivalente e uma tensão equivalente de acordo com uma taxa de deformação, e a figura 13 mostra uma relação posicional entre uma curva de limite de tensão de fratura dinâmica em espaço de tensão e uma tensão dinâmica obtida de uma simulação de colisão.
[000105] Durante a avaliação de uma fratura usando a tensão dinâmica obtida da simulação de colisão, um grande número de curvas de limite de tensão de fratura dinâmica é necessário dependendo da taxa de deformação, e praticamente é difícil predizer a fratura.
[000106] Como resultado de estudos dedicados para resolver este problema, os presentes inventores descobriram que a tensão em uma velocidade de deformação de referência obtida pela conversão de uma deformação plástica obtida da simulação de colisão pode ser usada, e somente a curva de limite de tensão de fratura na única taxa de de- formação de referência pode ser usada como o limite de fratura (critério de fratura) usado para determinação de fratura. Como resultado da consideração, descobriram que a taxa de deformação de referência pode ser uma taxa de deformação quase estática. Enquanto a faixa da taxa de deformação quase estática difere dependendo do material, a curva de limite de fratura medida na faixa de 0,001/s a 1/s pode ser usada na prática.
[000107] A figura 14 mostra um resultado de predizer uma fratura com o método da presente invenção.
[000108] Com um método de predição de fratura convencional por meio de FLD, é difícil predizer com alta precisão um processo de deformação plástica no qual um caminho de deformação varia amplamente, tal como em um fenômeno de colisão, depois de submetido à pré-deformação em conformação por prensagem. Entretanto, pode ser visto que, pela aplicação da presente invenção, uma fratura pode ser predita com boa precisão mesmo em um processo de impacto depois de conformação por prensagem.
[000109] Tal como mostrado nos exemplos anteriores, de acordo com a presente invenção, um risco de fratura pode ser avaliado quantitativamente a partir de dados obtidos ao simular conformação por prensagem e processos de impacto de uma chapa de aço por meio de um método de elemento finito. Aqui, a equação de Cowper-Symonds é usada como um exemplo representativo como a dependência de taxa de deformação de uma tensão de deformação, mas a efetividade da presente invenção não muda mesmo usando uma equação constitutiva arbitrária, por exemplo, uma equação de endurecimento por energia de ordem m, uma equação de Johnson-Cook ou coisa parecida, com que a dependência de taxa de deformação pode ser considerada. (Exemplo 2)
[000110] Em seguida, como diversos exemplos específicos da pre sente invenção, um método de avaliação de limite de estiramento- flangeamento com uma razão de expansão de furo À em espaço de tensão sendo um critério será mostrado.
[000111] Como amostras de teste usamos chapas de 1,2 mm de espessura, de um aço bifásico laminado a frio e recozido continuamente, tendo as propriedades mecânicas mostradas na Tabela 3. As propriedades mecânicas são obtidas usando amostras JIS-5 cortadas na direção de laminação das chapas de aço e um medidor de parafuso acionado em uma velocidade de deslocamento de cabeça de 10 mm/min (uma taxa de deformação de 3 x 10-3/s). [Tabela 3] PROPRIEDADES DE TRAÇÃO DE CHAPA DE AÇO BIFÁSICO (YP: RESISTÊNCIA DE PROVA, TS: TENSÃO DE RUPTURA À TRAÇÃO, U.El: ALONGAMENTO UNIFORME, El: ALONGAMENTO TOTAL, rm: VALOR DE LANKFORD)
(YP: RESISTÊNCIA DE PROVA, TS: TENSÃO DE RUPTURA À TRAÇÃO, U.El: ALONGAMENTO UNIFORME, El: ALONGAMENTO TOTAL, rm: VALOR DE LANKFORD)
[000112] Primeiro, a chapa de aço foi cisalhada para o tamanho de 200 mm x 200 mm, e um furo com um diâmetro de 25 mm foi feito em uma parte central usando um punção e uma matriz. Esta chapa de aço com um furo no centro foi submetida à formação (lubrificação de chapa de Teflon) com um punção de fundo plano com um diâmetro de 100 mm e um rebaixo de matriz R de 15 mm até que uma fratura ocorresse em uma borda de furo, e o diâmetro de furo e a altura limite de conformação quando a fratura ocorreu foram medidos. A vista geral do experimento está mostrada na figura 15. Adicionalmente, o FLD foi medido pelo método de Nakajima (estiramento de punção hemisférica usando uma chapa de Teflon) para uso como o critério para predição de fratura na simulação numérica.
[000113] Subseqüentemente, a simulação numérica pelo código FE explícito dinâmico foi executada para verificar a precisão de predição de um limite de estiramento-flangeamento dessas fraturas a partir da borda de corte. Deve-se notar que os parâmetros de material fornecidos para a simulação numérica são os parâmetros usados para o experimento, e as ferramentas estão de acordo com esses parâmetros do experimento. Um modelo de análise está mostrado na figura 16. Tamanho de elemento de 2 mm é usado, o qual é igual à distância entre pontos de avaliação durante a medição do FLD, e uma função de escoamento anisotrópica de Hill é usada como a função de escoamento para consideração.
[000114] A figura 17 mostra resultados de simulação da conformação por estiramento-flangeamento pelo punção cilíndrico de fundo plano, e a figura 18 mostra uma relação entre a distância a partir da borda de furo e a deformação principal. Por elas pode ser visto que uma grande deformação é introduzida na borda de furo da borda de corte e que um grande gradiente de deformação existe para dentro da borda de furo. A figura 19 mostra uma relação entre uma história de tensão, na qual uma deformação plástica obtida da simulação numérica é convertida em espaço de tensão e plotada para cada altura de conformação, e uma "curva de tensão de limite de ocorrência de estreitamento" obtida pela conversão em espaço de tensão de uma "curva de limite de ocorrência de estreitamento", a qual é obtida pela compensação de uma curva limite de conformação medida em um caminho de carregamento proporcional de maneira que o valor limite em uma deformação plana se torna igual ao valor n. A tensão na borda de furo alcança a curva de tensão de limite de ocorrência de estreitamento na altura de conformação de 14 mm, a qual difere amplamente da altura limite de conformação de 18,5 mm medida realmente por meio de experimento. Por outro lado, a fratura foi avaliada em espaço de tensão com o critério de fratura sendo estabelecido para a razão de expansão de furo. Deve-se notar que a razão de expansão de furo é definida pela equação seguinte.
[000115] Aqui, d é o diâmetro de furo (mm) quando a fratura ocorre, e d0 é o diâmetro de furo (mm) da chapa de aço. Para conversão no critério em espaço de tensão, uma expressão relacional da deformação verdadeira εo desta razão de expansão de furo, da tensão equivalente Geq, e da deformação plástica equivalente εθq, por exemplo, a lei de encruamento de Swift pode ser usada. Deve-se notar que a tensão plástica equivalente αθq considerando as mudanças de caminho de deformação pode ser obtida usando a deformação plástica equivalente εeq obtida pela integração do incremento de deformação plástica equivalente dεeq em um caminho de deformação e a lei de encruamento.
pode ser usada. Deve-se notar que a tensão plástica equivalente αθq considerando as mudanças de caminho de deformação pode ser obtida usando a deformação plástica equivalente εeq obtida pela integração do incremento de deformação plástica equivalente dεeq em um caminho de deformação e a lei de encruamento.
[000116] As figuras 20, 21 mostram resultados de predição de uma fratura pelo método da presente invenção. Quando uma "curva de tensão de limite de ocorrência de estreitamento" convencional é usada como o critério de fratura em uma conformação por estiramento-flangeamento, a altura limite de conformação é estimada baixa por causa da presença de um gradiente de deformação para dentro de uma borda de corte e de um efeito de demora de maneira tal que uma posição na direção circunferen- cial não fratura quando ela satisfaz o estreitamento localizado. Entretanto, pode ser visto que o uso do critério obtido pela conversão da razão de expansão de furo em espaço de tensão para determinação de fratura permite predizer a fratura com boa precisão.
[000117] Em seguida, à vista da estrutura total descrita anteriormente da presente invenção, um exemplo específico será explicado com referência aos desenhos.
[000118] A figura 22 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de predição de fratura de acordo com este exemplo.
[000119] Este dispositivo de predição de fratura é para predizer presença de ocorrência de fratura em uma chapa de aço em um processo incluindo uma ou mais variações de caminho de deformação com referência a uma chapa de aço constituída de um material metálico, e é estruturado incluindo uma unidade de estimação 21 estimando uma curva de limite de fratura em espaço de deformação em um caminho de carregamento proporcional, uma unidade de conversão 22 convertendo a curva de limite de fratura em espaço de deformação obtida no caminho de carregamento proporcional em uma curva de limite de fratura em espaço de tensão, uma unidade de determinação de fratura 23 determinando presença de ocorrência de fratura com a curva de limite de fratura em espaço de tensão, e uma unidade de exibição 24 exibindo um resultado de determinação da unidade de determinação de fratura 23 ou coisa parecida.
[000120] A unidade de estimação 21 usa a equação aproximada [ de uma curva tensão-deformação obtida, por exemplo, de um teste de tração uniaxial, um modelo de estreitamento localizado
de uma curva tensão-deformação obtida, por exemplo, de um teste de tração uniaxial, um modelo de estreitamento localizado  , e um modelo de estreitamento difuso [Equação 14]
, e um modelo de estreitamento difuso [Equação 14]  em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação, e assim estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional.
em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação, e assim estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional.
[000121] A unidade de estimação 1 também pode ser configurada para obter o limite de ocorrência de estreitamento em espaço de deformação usando uma equação aproximada de uma curva tensão-deformação obtida de um teste de tração uniaxial, uma equação constitutiva na qual a direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão como uma lei de incremento de deformação plástica, um parâmetro de material Kc definindo a direção do tensor de incremento de deformação plástica, e um modelo de estreitamento localizado de Storen-Rice, e estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional. Aqui, a unidade de estimação 21 identifica o parâmetro de material Kc com base em um ou mais valores de medição de deformação limite de fratura máxima εi e deformação limite de fratura mínima ε2.
de uma curva tensão-deformação obtida de um teste de tração uniaxial, uma equação constitutiva na qual a direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão como uma lei de incremento de deformação plástica, um parâmetro de material Kc definindo a direção do tensor de incremento de deformação plástica, e um modelo de estreitamento localizado de Storen-Rice, e estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional. Aqui, a unidade de estimação 21 identifica o parâmetro de material Kc com base em um ou mais valores de medição de deformação limite de fratura máxima εi e deformação limite de fratura mínima ε2.
[000122] Deve-se notar que neste exemplo, o caso onde a curva de limite de fratura em espaço de deformação é estimada teoricamente usando a unidade de estimação 2i é exemplificado, a curva de limite de fratura em espaço de deformação pode ser medida experimentalmente sem usar a unidade de estimação 2i. Especificamente, a curva de limite de fratura em espaço de deformação pode ser obtida, depois de uma pluralidade de razões de deformação no plano com referência a uma placa fina ser obtida por meio de um experimento de carregamento proporcional, usando valores de medição de deformação limite de fratura máxima εi e deformação limite de fratura mínima S2 em cada uma das razões de deformação.
[000123] Durante a conversão da curva de limite de fratura em espaço de deformação na curva de limite de fratura em espaço de tensão, a unidade de conversão 22 executa a conversão mencionada anteriormente usando a regra de superfície de escoamento vertical como a lei de incremento de deformação plástica. Especificamente, tal como descrito anteriormente, a função de escoamento de Mises é usada, a qual é a expressão relacional da deformação plástica equivalente εeq e cada componente de deformação εij.
é usada, a qual é a expressão relacional da deformação plástica equivalente εeq e cada componente de deformação εij.
[000124] A unidade de determinação de fratura 23 executa avaliação pela comparação da relação posicional entre a curva de limite de fratura em espaço de tensão convertida pela unidade de conversão 2i e o estado de deformação de cada parte obtido dos resultados da simulação pelo método de elemento finito em um processo de deformação plástica, e determina que ela é uma fratura ou que o risco de fratura é alto quando a deformação no processo de deformação alcança esta deformação limite. Aqui, como o método da análise numérica, o método explícito dinâmico é usado, o qual é um dos métodos de elemento finito. Neste caso, a deformação plástica obtida pelo método explícito dinâmico é convertida em uma tensão e é comparada com a curva de limite de fratura em espaço de tensão.
[000125] Deve-se notar que a unidade de determinação de fratura 23 também pode ser configurada para converter uma deformação obtida das condições de deformação de uma placa fina avaliada por meio de experimento em uma tensão e avaliar quantitativamente presença de ocorrência de fratura usando a curva de limite de fratura em espaço de tensão, em vez de executar a simulação mencionada anteriormente.
[000126] Aqui, no caso onde uma deformação rápida ocorre em uma placa fina tal como em uma análise de colisão de um elemento de automóvel, a unidade de determinação de fratura 23 executa uma análise numérica considerando a dependência de velocidade de uma tensão de fluxo na placa fina, converte a deformação plástica obtida da análise numérica para calcular a tensão na velocidade de deformação de referência, e compara esta tensão com a curva de limite de fratura em espaço de tensão correspondente à taxa de deformação de referência.
[000127] A figura 23 é um fluxograma mostrando etapas durante a execução de predição de fratura em um processo de conformação de uma placa fina constituída de um material metálico, com o método de predição de fratura de acordo com este exemplo.
[000128] Primeiro, com base no material da placa fina e nos valores de propriedade mecânica (t, YP, TS, El, U.El, valor r, lei de endurecimento por energia de ordem n/lei de endurecimento de Swift) que são fornecidos como entrada pelo usuário, a unidade de estimação 21 estima uma curva de limite de fratura em espaço de deformação em um caminho de carregamento proporcional (etapa S1).
[000129] Subseqüentemente, a unidade de conversão 22 converte a curva de limite de fratura em espaço de deformação medida experimentalmente em uma curva de limite de fratura em espaço de tensão usando a função de escoamento de Mises, a fim de criar um FLD de tensão (etapa S2).
[000130] Subseqüentemente, a unidade de determinação de fratura 23 executa avaliação pela comparação da relação posicional entre a curva de limite de fratura em espaço de tensão convertida pela unidade de conversão 21 e o estado de deformação de cada parte obtido dos resultados da simulação pelo método de elemento finito (aqui, o método explícito dinâmico) em um processo de deformação plástica, e determina uma fratura ou o risco de fratura (etapa S3).
[000131] Na etapa S3, quando é determinado que a deformação limite é alcançada e uma fratura ocorre na placa fina ou que o risco de fratura é alto, a unidade de determinação de fratura 23 executa os diversos processamentos seguintes (etapa S4).
[000132] O ID de elemento, a espessura da placa fina, a deformação, e a informação de tensão são produzidos para um arquivo de eventos. Adicionalmente, o elemento que tenha alcançado o critério é apagado, e a análise depois da fratura é continuada.
[000133] Subseqüentemente, as várias exibições seguintes são executadas na unidade de exibição 24 (etapa S5).
[000134] O risco de que uma fratura ocorra na placa fina é o contorno exibido por meio de uma quantidade de escalar. Adicionalmente, o histórico de tensões da parte de risco de fratura em espaço de tensão e o critério são exibidos. O risco de ocorrência de um vinco na placa fina é o contorno exibido conjuntamente. Aqui, o risco de fratura pode ser exibido com relação à dispersão (valor médio, valor limite inferior) dentro do padrão de valores de teste de expedição.
[000135] Por outro lado, quando é determinado na etapa S3 que não existe possibilidade de ocorrência de uma fratura ou que o risco da mesma é baixo, uma indicação a respeito disto é exibida na unidade de exibição 24 na etapa S6.
[000136] A figura 24 é um fluxograma mostrando etapas durante a execução da predição de fratura no processo de impacto, continuado da predição de fratura na etapa de formação da figura 23, com o método de predição de fratura de acordo com este exemplo.
[000137] Neste caso, o FLD de tensão criado na etapa S2 da figura 23 é herdado e usado.
[000138] Então, a unidade de determinação de fratura 23 executa uma análise numérica considerando a dependência de taxa de defor- mação de uma tensão de deformação na placa fina, converte a deformação plástica obtida da análise numérica para calcular a tensão na taxa de deformação de referência, e compara esta tensão com a curva limite de fratura em espaço de tensão correspondente à taxa de deformação de referência, determinando assim uma fratura ou o risco de fratura (etapa S11).
[000139] Nesta etapa S11, a unidade de determinação de fratura 23 herda condições de deformação da placa fina avaliadas pela análise numérica no processo de formação da figura 23 como uma condição inicial da análise numérica no processo de impacto. As condições de deformação são adelgaçamento e uma deformação plástica equivalente ou adelgaçamento, uma deformação plástica equivalente, um tensor de tensão e um tensor de deformação.
[000140] Na etapa S11, quando é determinado que ocorre uma fratura na placa fina ou que o risco de fratura é alto, a unidade de determinação de fratura 23 executa os processamentos diversos seguintes (etapa S12).
[000141] O ID de elemento, adelgaçamento, a deformação e a informação de tensão são produzidos para um arquivo de eventos. Adicionalmente, o elemento que tenha alcançado o critério é apagado, e a análise depois da fratura é continuada.
[000142] Subseqüentemente, as várias exibições seguintes são executadas na unidade de exibição 24 (etapa S13).
[000143] O risco de que uma fratura ocorra na placa fina é o contorno exibido por meio de uma quantidade de escalar. Adicionalmente, o histórico de tensões da parte de risco de fratura em espaço de tensão e o critério são exibidos. O risco de ocorrência de um vinco na placa fina é o contorno exibido conjuntamente. Aqui, o risco de fratura pode ser exibido com relação à dispersão (valor médio, valor limite inferior) dentro do padrão de valores de teste de expedição.
[000144] Por outro lado, quando é determinado na etapa S11 que não existe possibilidade de ocorrência de uma fratura na placa fina ou que o risco da mesma é baixo, uma indicação a respeito disto é exibida na unidade de exibição 24 na etapa S14.
[000145] Tal como explicado anteriormente, de acordo com este exemplo, durante a determinação do limite de fratura de uma placa fina em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e determinar o limite de fratura com alta precisão de predição. Assim, o risco de fratura durante conformação por prensagem ou colisão pode ser avaliado quantitativamente, realizando assim desenvolvimento eficiente e altamente preciso de um corpo de automóvel com o material, a conformação e a estrutura de corpo otimizados.
[000146] Convencionalmente, a margem na previsão de uma fratura é freqüentemente avaliada por meio de um adelgaçamento, mas por causa da popularização das simulações numéricas e avanço nas funções de software de pós-processamento, métodos de avaliação de fratura usando um diagrama limite de conformação (FLD) são iniciados para ser amplamente usados. O FLD pode ser obtido por meio de um experimento tal como o método de Nakajima. Entretanto, um método como este é complicado, e é difícil construir uma base de dados para vários tipos de menus e espessura de chapa de aço. Assim, diversas abordagens de predição têm sido propostas.
[000147] Por exemplo, em funções de pós-processamento de software de uso geral, existe incorporado um método (se referir ao documento não patente 1) no qual uma regra empírica de correção de espessura de Keeler é acrescentada ao modelo de estreitamento localizado de Hill e ao modelo de estreitamento difuso de Swift. Entretanto, valores de predição obtidos com estas teorias permitem predizer para alumínio ou aço doce com precisão relativamente alta, mas para chapas de aço com resistência à tração de classe 440 MPa ou mais alta, eles são superestimados na posição de tensão uniaxial e subestimados na posição de estiramento equibiaxial. Assim, eles não são adequados para desenvolvimento de uso comum de um corpo de automóvel no qual chapas de aço de alta resistência são principalmente usadas.
[000148] Adicionalmente, o FLD é conhecido por variar amplamente dependendo de um caminho de deformação. Alta precisão de predição não pode ser esperada deste como um método de avaliação de uma fratura em um processo de deformação plástica, no qual o caminho de deformação varia amplamente tal como em colisão de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré- deformação em conformação por prensagem. Entretanto, recentemente Kuwabara et al. (se referir aos documentos não patentes 1, 2) verificaram por meio de experimento e análise que, usando uma curva de limite de fratura expressada em espaço de tensão com um material de alumínio extrusado ou aço doce sendo o objeto de teste, o limite de fratura pode ser representado quase exclusivamente sem depender do caminho de deformação. Este conhecimento se relaciona a alumínio ou aço doce e não é clarificado para chapas de aço com resistência à tração de classe 440 MPa ou mais alta.
[000149] Desta maneira, os presentes inventores conduziram experimentos detalhada em aços de alta resistência com resistência à tração de 440 MPa ou mais alta, e alcançaram os itens seguintes pela primeira vez.
[000150] (1) O FLD de espaço de deformação obtido em um caminho de carregamento proporcional pode ser predito muito exatamente usando uma curva tensão-deformação obtida de um teste de tração uniaxial e da espessura de um material virgem ou uma curva tensão- deformação, a espessura de um material virgem e um parâmetro Kc definindo dependência de incremento de tensão. Assim, uma base de dados de FLD de espaço de deformação para vários tipos de menus e espessura de chapa de aço pode ser construída facilmente e de forma simples.
[000151] (2) Determinação de fratura em um processo incluindo uma ou mais variações de caminho de deformação é possível pela conversão do FLD de espaço de deformação obtido no caminho de carregamento proporcional em espaço de tensão e determinação de uma fratura em espaço de tensão.
[000152] Em seguida, a segunda modalidade será explicada detalhadamente com base em diversos exemplos.
[000153] Primeiro, um método de medir o FLD de espaço de deformação experimentalmente será explicado.
[000154] A deformação limite de fratura é medida por meio de um experimento de carregamento proporcional com uma chapa de aço constituída de um material metálico tendo os valores de propriedade mecânica e parâmetros de material mostrados na Tabela 1 a seguir sendo o objeto de teste. Aqui, t representa a espessura de uma placa fina, YP representa a resistência de prova, TS representa resistência final à tração, U.El representa alongamento uniforme, El representa alongamento total, rm representa valor r médio (indicando um valor de Lankford e é expressado por rm = (r0 + 2r45 + r90)/4 onde o valor r na direção de laminação é ro, o valor r na direção de 45° com relação à direção de laminação é r45, e o valor r na direção de 90° com relação à direção de laminação é rgo), e K, εo, n representam parâmetros de material obtidos quando uma curva tensão-deformação obtida de um teste de tração uniaxial é encaixada em uma expressão de função
[000155] Para a deformação limite de fratura em um experimento de carregamento proporcional, uma deformação de fratura foi medida com um diâmetro de círculo traçado sendo de 6 mm para uma tensão uniaxial, o método de Nakajima (extrusão de cabeça de esfera usando uma chapa de Teflon (marca registrada)) e com um teste de bojo hidráulico.
[000156] A figura 25 mostra o FLD incluindo a curva de limite de fratura em espaço de deformação medida pelo experimento indicado an-teriormente. (UNIDADE t: mm; YP, TS, K: MPa; El, U.El: %)
(UNIDADE t: mm; YP, TS, K: MPa; El, U.El: %)
[000157] A seguir, um método de estimar a curva de limite de fratura em espaço de deformação teoricamente a partir de propriedades mecânicas será explicado.
[000158] Como um método de estimativa de FLD, existem o uso combinado do modelo de estreitamento localizado de Hill e o modelo de estreitamento difuso de Swift, o modelo de Storen-Rice (J. Mech. Phys. Solids, 2, 421, 1975) e outros mais, e ele pode ser obtido pela correção da influência de uma espessura pela regra empírica de Keeler. Um método de cálculo específico será explicado a seguir. Primeiro, dados são amostrados para obter .
.
[000159] Como um método de teste, um teste de tração uniaxial é simples e favorável. A partir de uma curva tensão-deformação obtida do teste de tração uniaxial, parâmetros de material podem ser determinados pelo encaixe em uma expressão de função incluindo parâme- tros de material adequados como
[000160] Usando a lei de endurecimento por energia de ordem n fre- qüentemente usada em uma simulação numérica de uma placa fina com alta precisão de aproximação, eles podem ser expressados por
[000161] Como a deformação limite de fratura, usando a lei de endurecimento por energia de ordem n e a função de escoamento de Mises [ para a superfície curvada de escoamento, o estreitamento localizado de Hill pode ser dado por
para a superfície curvada de escoamento, o estreitamento localizado de Hill pode ser dado por  e o estreitamento difuso de Swift pode ser dado por
e o estreitamento difuso de Swift pode ser dado por 
[000162] Entretanto, a teoria de Hill é usada na faixa de uma vez que o estreitamento localizado não pode ser obtido com a extensão biaxial, e o estreitamento difuso de Swift é aplicado na faixa de p > 0. A figura 25 mostra o FLD no qual a influência da espessura no limite de estreitamento localizado calculado teoricamente é corrigida usando a regra empírica de Keeler
uma vez que o estreitamento localizado não pode ser obtido com a extensão biaxial, e o estreitamento difuso de Swift é aplicado na faixa de p > 0. A figura 25 mostra o FLD no qual a influência da espessura no limite de estreitamento localizado calculado teoricamente é corrigida usando a regra empírica de Keeler  com a espessura sendo t0 (mm).
com a espessura sendo t0 (mm).
[000163] O estreitamento difuso de Swift tem uma tendência para estimar o limite de fratura pequeno nas proximidades do estiramento equibiaxial, e é necessário ser aperfeiçoado. Portanto, é mais preferível usar o modelo de Storen-Rice que é estendido pelo modelo de estreitamento localizado de Hill com base na teoria da bifurcação. Pelo modelo de Storen-Rice, quando uma exibição de incremento da teoria de deformação total para a superfície curvada de escoamento de Mises é usada para a lei de endurecimento por energia de ordem n e a superfície curvada de escoamento, a deformação limite de fratura na faixa de p > 0 é dada por [
[000164] A figura 26 mostra o FLD incluindo a curva de limite de fratura em espaço de deformação calculada usando o modelo de Storen- Rice.
[000165] Embora possa existir maior aperfeiçoamento da precisão de predição do que no modelo de estreitamento difuso de Swift, é difícil garantir suficiente precisão. Ito et al. (se referir ao documento não patente 4) propuseram uma equação constitutiva na qual a direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão, a fim de superar uma desvantagem tal qual na regra de normalidade com a função de escoamento isotrópica de Mises sendo uma plástica em potencial o tensor de incremento de tensão e o tensor de incremento de deformação plástica não correspondem um a um, e a direção de incremento de deformação plástica não segue uma rápida variação na direção de tensão. Nesta equação constitutiva, o parâmetro Kc definindo a dependência de incremento de tensão do incremento de deformação plástica é necessário, mas a prática física de Kc é duvidosa, e um método derivando do parâmetro não é proposto.
[000166] Desta maneira, como resultados da execução de experimentos e estudos em chapas de aço de alta resistência de classes 440 MPa a 980 MPa mostradas na Tabela 5 a seguir, os presentes inventores alcançaram os itens seguintes pela primeira vez.
[000167] (1) O FLD pode ser predito com alta precisão quando o pa râmetro de material Kc é identificado com base em valores de medição da deformação principal de limite de fratura εi e da deformação secundária de limite de fratura ε2 na deformação de estiramento equibiaxial.
[000168] (2) Kc não depende de uma espessura e, conseqüentemen- te, Kc que é exigido de forma mínima pode ser obtido para cada um de resistência à tração de um material, mecanismo de reforço de uma chapa de aço e outros mais.
[000169] A figura 27 mostra um FLD calculado ao se obter Kc para a chapa de aço reforçado por precipitação de classe 590 MPa mostrada na tabela 5 pelo método descrito anteriormente e usando uma lei de dependência de incremento de tensão com base no modelo de Storen-Rice.
[000170] Deve-se notar que, certamente como uma questão, é possível garantir precisão de predição mais alta por correção usando a deformação limite de fratura εi* em uma deformação plana medida por meio de experimento em vez de a regra de correção de espessura de Keeler. Entretanto, em um aspecto em que a base de dados de FLD para vários tipos de menus e espessura de chapa de aço somente pode ser construída por meio de curvas tensão-deformação em testes de tração uniaxial de materiais, é eficiente usar a regra de correção de espessura de Keeler. (UNIDADE t: mm; YP, TS: MPa; El, U.El: %) (Método de converter a curva de limite de fratura em espaço de deformação na curva de limite de fratura em espaço de tensão)
(UNIDADE t: mm; YP, TS: MPa; El, U.El: %) (Método de converter a curva de limite de fratura em espaço de deformação na curva de limite de fratura em espaço de tensão)
[000171] Com as chapas de aço mostradas na tabela 4 sendo os objetos de teste, a curva de limite de fratura em um caminho de carregamento proporcional é predita pelo método mencionado anteriormente, e para as mudanças de caminho de deformação sob curva de limite de fratura, depois de uma tensão de 10% na direção de laminação ser executada como primeira deformação, uma deformação de fratura foi medida pela tensão uniaxial, o método de Nakajima (extrusão de cabeça de esfera usando uma chapa de Teflon (marca registrada)), e um teste de bojo hidráulico de maneira que a direção de 90 graus a partir da direção de extensão primária é a tensão principal máxima.
[000172] Conversão de uma deformação em uma tensão se torna possível por assumir (1) incompressibilidade, (2) função de escoamen- to de Mises, (3) lei de endurecimento de material com isotropia, (4) regra de normalidade e (5) estado de tensão de membrana.
[000173] Em seguida, um método específico para converter a curva de limite de fratura em espaço de deformação em espaço de tensão será explicado. O FLD de espaço de deformação é um diagrama mostrando uma deformação principal εii dando o limite de fratura para cada deformação secundária ε22, e uma deformação de espessura ε33 pode ser obtida por meio delas e da lei de volume constante .
.
[000174] Normalmente, na lei constitutiva usada em uma análise de formação ou análise de colisão, é usada a lei de endurecimento isotró- pico assumindo que uma tensão plástica equivalente αθq é função ex-clusiva de uma deformação plástica equivalente εeq independente do caminho de deformação, e pode ser representada usando a lei de en- cruamento de Swift como
[000175] Como a função de encruamento, por exemplo, a expressão polinomial de alto grau de uma deformação plástica equivalente ou uma outra forma pode ser usada, mas é preferível usar a equação de Swift, a qual é altamente precisa em aproximação e é usada freqüen- temente em uma simulação numérica de uma chapa de aço fina. Usando a função de escoamento de Mises em uma superfície curvada de escoamento, por exemplo, a deformação plástica equivalente εeq pode ser representada como
[000176] Além do mais, uma função de escoamento anisotrópica de alto grau pode ser usada tal como necessário, mas ela tem muitos parâmetros e exige considerar a direção em uma superfície de placa enquanto processando e, conseqüentemente, fornece aperfeiçoamento insuficiente na precisão mesmo ela sendo complicada. Assim, na prática, a função de escoamento assumindo isotropia aplanadora é suficiente.
[000177] A seguir, um componente de tensão desviatório G'ij é obtido pela regra de normalidade do incremento de deformação plástica com relação à superfície curvada de escoamento mostrada na figura 28. Finalmente, por assumir a tensão plana (G33 = 0), o componente de tensão Gij pode ser obtido de
do incremento de deformação plástica com relação à superfície curvada de escoamento mostrada na figura 28. Finalmente, por assumir a tensão plana (G33 = 0), o componente de tensão Gij pode ser obtido de 
[000178] A figura 29 mostra resultados de conversão do FLD predito pelo método descrito anteriormente e a deformação limite de fratura sob a variação de caminho de deformação medida por meio de experimento em espaço de tensão respectivamente. No FLD de espaço de deformação, o limite de fratura varia amplamente dependendo do caminho de deformação, mas a curva de limite de fratura expressada em espaço de tensão pode ser representada por uma única curva de limite de fratura independente do caminho de deformação. Portanto, para a curva de limite de fratura de um material passando através de uma pluralidade de caminhos de deformação plástica, o FLD de espaço de deformação obtido em um caminho de carregamento proporcional pode ser convertido em espaço de tensão. Na prática, para a base de dados de curvas de limite de fratura para vários tipos de menus e espessura de chapa de aço, uma curva de limite de fratura pode ser obtida pela obtenção do diagrama limite de conformação (FLD) em espa- ço de deformação a partir da curva tensão-deformação obtida de um teste de tração uniaxial e da espessura de um material, e conversão deste em espaço de tensão.
[000179] Adicionalmente, os presentes inventores demonstraram que, como resultado da execução de experimentos e estudos nas chapas de aço de alta resistência de classes 440 MPa a 980 Mpa mostradas na Tabela 5, independente da resistência à tração de um material ou mecanismo reforçado, curvas de limite de fratura únicas são produzidas em uma faixa ampla. Usando estas curvas de limite de fratura expressadas em espaço de tensão, avaliação de fratura em um processo de deformação plástica no qual o caminho de deformação varia amplamente, tal como em uma colisão de uma parte de corpo de automóvel submetida à conformação por prensagem ou pré-deformação em conformação por prensagem, pode ser predita com alta precisão.
[000180] Adicionalmente, um método de medir uma razão de expansão de furo em espaço de deformação experimentalmente será explicado. O material fornecido é chapa de aço bifásico com uma espessura de 1,2 mm produzida por laminação a frio e recozida continuamente, e tem as propriedades mecânicas mostradas na Tabela 6. As propriedades mecânicas são obtidas usando amostras JIS-5 de acordo com a JIS Z 2201 cortadas na direção de laminação das chapas de aço e um medidor de parafuso acionado em uma velocidade de deslocamento de cabeça de 10 mm/min (velocidade de deformação de 3 x 10-3/s). [Tabela 6] VALORES DE TESTE MECÂNICO DE MATERIAL FORNECIDO (YP: R ESISTÊNCIA DE PROVA, TS: TENSÃO DE RUPTURA À ' rRA- ÇÃO, U.El: ALONGAMENTO UNIFORME, El: ALONGAMENTO TOTAL, rm: VALOR DE LANKFORD)
(YP: R ESISTÊNCIA DE PROVA, TS: TENSÃO DE RUPTURA À ' rRA- ÇÃO, U.El: ALONGAMENTO UNIFORME, El: ALONGAMENTO TOTAL, rm: VALOR DE LANKFORD)
[000181] Primeiro, o material virgem foi cisalhado para tamanho de 200 mm x 200 mm, e um furo com um diâmetro de 25 mm foi efetuado através de uma parte central usando um punção e uma matriz. Esta chapa de aço com um furo no centro foi submetida à formação (lubrificação de chapa Teflon) usando um punção de fundo plano com um diâmetro de 100 mm e um rebaixo de matriz R de 15 mm até que uma fratura ocorresse em uma borda de furo, e o diâmetro de furo e a altura limite de formação quando a fratura ocorreu foram medidos. A vista geral do experimento está mostrada na figura 30. Aqui, quando d é o diâmetro de furo (mm) quando a fratura ocorre, e d0 é o diâmetro de furo (mm) da chapa de aço, uma deformação por estiramento da borda de furo (razão de expansão de furo) é definida pela equação seguinte. [Equação 32] Assumindo isotropia, em espaço de deformação de uma deformação principal e uma deformação secundária, o limite de fratura pode ser expressado usando esta razão de expansão de furo como se segue. [Equação 33]
Assumindo isotropia, em espaço de deformação de uma deformação principal e uma deformação secundária, o limite de fratura pode ser expressado usando esta razão de expansão de furo como se segue. [Equação 33] 
[000182] A seguir, um método de conversão das propriedades mecânicas no limite de fratura em espaço de tensão será explicado. Primeiramente, dados são amostrados para obter αθq = f(εeq). Como um método de teste, um teste de tração uniaxial é simples e favorável. A partir de uma curva tensão-deformação obtida do teste de tração uniaxial, parâmetros de material podem ser determinados pelo encaixe em uma expressão de função incluindo parâmetros de material adequados como Geq = f(εeq). Normalmente, na lei constitutiva usada em uma análise de conformação ou análise de colisão, é usada a lei de endureci- mento isotrópico assumindo que uma tensão plástica equivalente αθq é função exclusiva de uma deformação plástica equivalente εθq independente do caminho de deformação, e pode ser representada usando a lei de encruamento de Swift como .
.
[000183] Como a função de encruamento, por exemplo, a expressão polinomial de alto grau de uma deformação plástica equivalente ou uma outra forma pode ser usada, mas é preferível usar a expressão de Swift, a qual é altamente precisa em aproximação e é usada freqüen- temente em uma simulação numérica de uma chapa de aço fina.
[000184] Uma deformação de espessura ε33 pode ser obtida pela equação (3) e pela lei de volume constante,
[000185] Usando a função de escoamento de Mises em uma superfície curvada de escoamento, por exemplo, a deformação plástica equivalente εeq pode ser representada como .
.
[000186] Além do mais, uma função de escoamento anisotrópica de alto grau pode ser usada tal como necessário, mas ela tem muitos parâmetros e exige considerar a direção em uma superfície de placa enquanto processando e, conseqüentemente, fornece aperfeiçoamento insuficiente na precisão mesmo ela sendo complicada. Assim, na prática, a função de escoamento assumindo isotropia aplanadora é suficiente.
[000187] Adicionalmente, para conversão em espaço de tensão, uma expressão relacional da verdadeira deformação ε0 desta razão de expansão de furo, da tensão equivalente αeq e da deformação plástica equivalente εθq, por exemplo, a lei de encruamento de Swift pode ser usada. A seguir, um componente de tensão desviatório a^ é obtido pela regra de normalidade
pode ser usada. A seguir, um componente de tensão desviatório a^ é obtido pela regra de normalidade  do incremento de deformação plástica com relação à superfície curvada de escoamento mostrada na figura 28. Finalmente, por assumir a tensão plana (^33 = 0), o componente de tensão ay pode ser obtido de [Equação 39]
do incremento de deformação plástica com relação à superfície curvada de escoamento mostrada na figura 28. Finalmente, por assumir a tensão plana (^33 = 0), o componente de tensão ay pode ser obtido de [Equação 39] 
[000188] A figura 31 mostra a linha de tensão de limite de fratura obtida com o método mencionado anteriormente. Quando uma curva de limite de fratura convencional é usada como o limite de fratura (critério de fratura) em uma deformação de flange de estiramento, a altura limite de formação é estimada baixa por causa da presença de um gradiente de deformação para dentro a partir de uma parte de borda de corte e de um efeito de demora de maneira tal que uma posição na direção circunferencial não fratura quando ela satisfaz o estreitamento localizado. Usando a linha de tensão de limite de fratura obtida pelo método mencionado anteriormente para determinação de fratura, a fratura pode ser predita com boa precisão.
[000189] A figura 32 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de obtenção de limite de fratura de acordo com o Exemplo 1.
[000190] Este dispositivo de obtenção de limite de fratura é para determinar o limite de fratura de uma chapa de aço em um processo in- cluindo uma ou mais variações de caminho de deformação com referência a uma chapa de aço, e é estruturado incluindo uma unidade de conversão 1 convertendo uma curva de limite de fratura em espaço de deformação obtida em um caminho de carregamento proporcional em uma curva de limite de fratura em espaço de tensão, e uma unidade de exibição 2 exibindo a curva de limite de fratura em espaço de tensão obtida pela unidade de conversão 1 como um FLD de tensão.
[000191] Neste exemplo, a curva de limite de fratura em espaço de deformação é medida experimentalmente. Especificamente, a curva de limite de fratura em espaço de deformação pode ser obtida, depois de uma pluralidade de razões de deformação no plano com referência a uma chapa de aço ser obtida por meio de um experimento de carregamento proporcional, usando valores de medição de deformação principal de limite de fratura εi e de deformação secundária de limite de fratura ε2 em cada uma das razões de deformação.
[000192] Durante a conversão da curva de limite de fratura em espaço de deformação na curva de limite de fratura em espaço de tensão, a unidade de conversão i executa a conversão mencionada anteriormente usando a regra de normalidade de um incremento de deformação plástica, em que uma direção de incremento de deformação plástica é definida na direção perpendicular a uma superfície de escoamento. Especificamente, tal como descrito anteriormente, a função de escoamento de Mises é usada, a qual é a expressão relacional da deformação plástica equivalente εeq e cada componente de deformação εij.
é usada, a qual é a expressão relacional da deformação plástica equivalente εeq e cada componente de deformação εij.
[000193] A figura 33 é um fluxograma mostrando etapas de um método de obtenção de limite de fratura de acordo com o Exemplo i. Neste exemplo, tal como descrito anteriormente, a curva de limite de fratura em espaço de deformação é medida experimentalmente.
[000194] Primeiramente, em conjunto com o tipo de uma chapa de aço fornecido como entrada pelo usuário, a unidade de conversão 1 converte uma curva de limite de fratura em espaço de deformação medida experimentalmente em uma curva de limite de fratura em espaço de tensão usando a função de escoamento de Mises, por exemplo, (etapa S1).
[000195] Subseqüentemente, a curva de limite de fratura em espaço de tensão obtida na etapa S1 é exibida como um FLD de tensão na unidade de exibição 2 (etapa S2).
[000196] Tal como explicado anteriormente, de acordo com este exemplo, durante a determinação do limite de fratura de uma placa fina em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e determinar o limite de fratura com alta precisão de predição. Por este exemplo, o risco de fratura durante conformação por prensagem ou colisão pode ser avaliado quantitativamente, capacitando assim desenvolvimento eficiente e altamente preciso de um corpo de automóvel com o material, a conformação e a estrutura de corpo otimizados.
[000197] A figura 34 é um diagrama de blocos mostrando uma estrutura principal de um dispositivo de obtenção de limite de fratura de acordo com o Exemplo 2. Deve-se notar que aos elementos de componente iguais àqueles na figura 32 do Exemplo 1 são dados os mesmos números, e explicação detalhada dos mesmos é omitida.
[000198] Este dispositivo de obtenção de limite de fratura é para determinar o limite de fratura de uma chapa de aço em um processo incluindo uma ou mais variações de caminho de deformação com refe- rência a uma chapa de aço, e é estruturado incluindo uma primeira unidade de estimação 11 estimando uma curva de limite de fratura em espaço de deformação em um caminho de carregamento proporcional, uma unidade de conversão 1 convertendo a curva de limite de fratura em espaço de deformação obtida em uma curva de limite de fratura em espaço de tensão, e uma unidade de exibição 2 exibindo a curva de limite de fratura em espaço de tensão obtida pela unidade de conversão 1 como um FLD de tensão.
[000199] A primeira unidade de estimação 11 usa a equação aproximada de uma curva tensão-deformação obtida de um teste de tração uniaxial, um modelo de estreitamento localizado
de uma curva tensão-deformação obtida de um teste de tração uniaxial, um modelo de estreitamento localizado  e um modelo de estreitamento difuso
e um modelo de estreitamento difuso  em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação, e assim estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional tal como descrito anteriormente.
em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação, e assim estimar a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional tal como descrito anteriormente.
[000200] A figura 35 é um fluxograma mostrando etapas de um método de obtenção de limite de fratura de acordo com o Exemplo 1.
[000201] Primeiro, o usuário entra com o material e os valores de propriedade mecânica (t, YP, TS, El, U.El, valor r, lei de endurecimento por energia de ordem n/lei de endurecimento de Swift) de uma placa fina.
[000202] A primeira unidade de estimação 11 estima uma curva de limite de fratura em espaço de deformação em um caminho de carregamento proporcional com base nos valores de propriedade mecânica fornecidos como entrada pelo usuário (Etapa S11).
[000203] Subseqüentemente, a unidade de conversão 1 converte a curva de limite de fratura em espaço de deformação estimada pela primeira unidade de estimação 11 em uma curva de limite de fratura em espaço de tensão usando a lei de endurecimento por energia de ordem n/lei de endurecimento de Swift fornecida tal como as propriedades mecânicas e, por exemplo, a função de escoamento de Mises ou coisa parecida (Etapa S12).
[000204] Subseqüentemente, a curva de limite de fratura em espaço de tensão obtida na etapa S1 é exibida como um FLD de tensão na unidade de exibição 2 (etapa S13).
[000205] Além do mais, o método também pode ser arranjado de maneira tal que o FLD de deformação seja estimado a partir de uma base de dados (t, YP, TS, El, U.El, valor r, múltiplos dados lineares de deformação-tensão) de valores de teste de expedição, e o FLD de tensão seja calculado a partir dos valores de teste de expedição (valor limite superior e valor limite inferior em uma distribuição de dispersão de qualidade dentro de um padrão predeterminado, e o valor médio na distribuição de dispersão de qualidade).
[000206] Tal como explicado anteriormente, de acordo com este exemplo, durante a determinação do limite de fratura de uma chapa de aço em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e determinar o limite de fratura com alta precisão de predição. Por este exemplo, o risco de fratura durante conformação por prensagem ou colisão pode ser avaliado quantitativamente, capacitando assim desenvolvimento eficiente e altamente preciso de um corpo de automóvel com o material, a conformação e a estrutura de corpo otimizados.
[000207] Aqui um exemplo de modificação do Exemplo 2 será explicado. Neste exemplo de modificação, tal como mostrado na figura 36, no dispositivo de obtenção de limite de fratura do Exemplo 2 uma segunda unidade de estimação 12 é fornecida em vez de a primeira unidade de estimação 11.
[000208] A segunda unidade de estimação 12 estima a curva de limite de fratura em espaço de deformação em um caminho de carregamento proporcional de forma similar à primeira unidade de estimação 11, e obtém, tal como descrito anteriormente, um limite de ocorrência de estreitamento em espaço de deformação usando uma equação aproximada de uma curva tensão-deformação obtida de um teste de tração uniaxial, uma equação constitutiva na qual a direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão como uma lei de incremento de deformação plástica, um parâmetro de material Kc definindo a direção do tensor de incremento de deformação plástica, e um modelo de estreitamento localizado de Storen-Rice, e estima a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional. Aqui a segunda unidade de estimação 12 identifica, tal como descrito anteriormente, o parâmetro de material Kc com base em um ou mais valores de medição da deformação principal de limite de fratura εi e da deformação secundária de limite de fratura ε2.
de uma curva tensão-deformação obtida de um teste de tração uniaxial, uma equação constitutiva na qual a direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão como uma lei de incremento de deformação plástica, um parâmetro de material Kc definindo a direção do tensor de incremento de deformação plástica, e um modelo de estreitamento localizado de Storen-Rice, e estima a curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional. Aqui a segunda unidade de estimação 12 identifica, tal como descrito anteriormente, o parâmetro de material Kc com base em um ou mais valores de medição da deformação principal de limite de fratura εi e da deformação secundária de limite de fratura ε2.
[000209] Tal como explicado anteriormente, de acordo com este exemplo, precisão melhor e adequada pode ser garantida para predi- ção de fratura quando comparada ao Exemplo 2, e a curva de limite de fratura pode ser obtida mais facilmente e de forma eficiente, permitindo assim determinar o limite de fratura com alta precisão de predição. -Outras modalidades aplicando as primeira e segunda mo-dalidades-
[000210] As funções dos respectivos componentes (exceto a unidade de exibição 4) constituindo os dispositivos de predição de fratura de acordo com os exemplos descritos anteriormente e outros mais podem ser realizadas pela operação de um produto de programa armazenado em uma RAM ou ROM de um computador. De forma similar, as respectivas etapas do método de predição de fratura e do método de obtenção de limite de fratura (etapas S1 a S6 da figura 23, etapas S11 a S14 da figura 24, e assim por diante, as etapas S1 e S2 da figura 33, as etapas S11 a S13 da figura 35, e assim por diante) podem ser realizadas pela operação de um produto de programa armazenado em uma RAM ou ROM de um computador. Este produto de programa e uma mídia de gravação legível por computador gravando o produto de programa estão incluídos na presente invenção.
[000211] Especificamente, o produto de programa mencionado anteriormente é fornecido para um computador por meio de gravação em uma mídia de gravação tal como CD-ROM, por exemplo, ou pela transmissão por meio de vários tipos de mídias de transmissão. Como a mídia de gravação gravando o produto de programa, a não ser o CD- ROM, é possível usar um disco flexível, um disco rígido, uma fita magnética, um disco magneto-ótico, uma placa de memória não volátil, ou coisa parecida. Por outro lado, como uma mídia de transmissão do produto de programa, uma mídia de comunicação em um sistema de rede de computador para fornecer informação de programa pela propagação como uma onda portadora pode ser usada. Aqui a rede de computador é uma LAN, uma WAN tal como a Internet, uma rede de comunicação via rádio, ou coisa parecida, e os meios de comunicação são uma linha com fio tal como uma fibra ótica, uma linha sem fio ou coisa parecida.
[000212] Adicionalmente, o produto de programa incluído na presente invenção não é somente um de maneira tal que as funções das modalidades descritas anteriormente são realizadas por um computador executando o produto de programa fornecido. Por exemplo, quando o produto de programa coopera com o OS (sistema de operação), com uma outra aplicação, ou com coisa parecida trabalhando no computador para realizar as funções das modalidades descritas anteriormente, um produto de programa como este é incluído na presente invenção. Além disso, quando todo ou parte do processamento do produto de programa fornecido é executado por uma placa de expansão de função ou por uma unidade de expansão de função do computador para realizar as funções das modalidades descritas anteriormente, um produto de programa como este é incluído na presente invenção.
[000213] Por exemplo, a figura 37 é um diagrama esquemático mostrando uma estrutura interna de um dispositivo terminal pessoal de usuário. Na figura 37, o número 1200 indica um computador pessoal (PC) incluindo uma CPU 1201. O PC 1200 executa software de controle de dispositivo que é armazenado em uma ROM 1202 ou em um disco rígido (HD) 1211 ou fornecido por uma unidade de disco flexível (ED) 1212. Este PC 1200 controla dispositivos conectados a um bar- ramento de sistema 1204 em uma maneira integrada.
[000214] Pela CPU 1201 do PC 1200 e o produto de programa armazenado na ROM 1202 ou no disco rígido (HD) 1211, procedimentos ou coisa parecida das etapas S1 a S6 na figura 23 do exemplo e as etapas S11 a S14 na figura 24, as etapas S1 e S2 da figura 33, as etapas S11 a S13 da figura 35 são realizadas.
[000215] O número 1203 indica uma RAM e funciona como uma memória principal, uma área de trabalho ou coisa parecida para a CPU 1201. O número 1205 indica um controlador de teclado (KBC) e controla uma entrada de instrução de um teclado (KB) 1209, de um dispositivo não mostrado ou coisa parecida.
[000216] O número 1206 indica um controlador CRT (CRTC) e controla exibição no exibidor CRT (CRT) 1210. O número 1207 indica um controlador de disco (DKC). O DKC 1207 controla acesso ao disco rígido (HD) 1211 armazenando um programa de inicialização, uma pluralidade de aplicações, arquivos de edição, arquivos de usuário, um programa de administração de rede e assim por diante, e ao disco flexível (FD) 1212. Aqui o programa de inicialização é um programa de partida, uma execução de início de programa (operação) de hardware e/ou software de um computador pessoal.
[000217] O número 1208 indica uma placa de interface de rede (NIC) e executa troca bidirecional de dados por meio de uma LAN 1220 com uma impressora de rede, um outro dispositivo de rede ou um outro PC.
[000218] De acordo com a presente invenção, durante a predição de presença de ocorrência de fratura em uma placa fina em um processo incluindo uma ou mais variações de caminho de deformação, é possível obter a curva de limite de fratura facilmente e de forma eficiente e predizer a presença de ocorrência de fratura com alta precisão de predição. Assim, o risco de fratura durante conformação por prensagem ou colisão pode ser avaliado quantitativamente, realizando assim desenvolvimento eficiente e altamente preciso de um corpo de automóvel com o material, a conformação e a estrutura de corpo otimizados.
Claims (18)
1. Método de predição de fratura que avalia um limite de fratura de uma chapa fina que é uma chapa fina sólida constituída de um material de metal, que compreende, durante predição de ocorrência de fratura na chapa fina em um processo de deformação plástica de acordo com uma ou mais variações de caminho de deformação: um procedimento de converter uma primeira curva de limite de fratura que muda dependendo de um caminho de deformação em um diagrama de limite de formação de espaço de deformação obtido por uma unidade de estimativa em uma única segunda curva de limite de fratura em um espaço de tensão quando realizando um procedimento particular de predizer uma ocorrência de fratura em uma chapa fina sólida em um processo de deformação plástica, como pelo menos uma variação de caminho de deformação (S1, S2); caracterizado pelo fato de um procedimento de predizer a presença de uma ocorrência de fratura durante o procedimento particular usando a segunda curva limite de fratura medida em uma taxa de deformação de referência única que é uma taxa de deformação quase estática, a dita taxa de deformação de referência única a qual é a taxa de deformação quase estática sendo uma taxa de deformação na faixa de 0,001/s a 1/s, sendo que a segunda curva limite de fratura medida na dita taxa de deformação de referência única indica um limite de fratura da placa fina sólida quando a placa fina sólida é submetida à taxa de deformação de referência antes da placa fina sólida ser fraturada, e sendo que a segunda curva limite de fratura medida na dita taxa de deformação de referência única é usada como um limite de fratura para a determinação da fratura da placa fina sólida, e sendo que uma proporção de expansão do furo é usada como um critério para as condições de fratura e deformação da placa fina sólida avaliada por análise numérica que emprega um método dinâmico explícito (S3, S4, S5, S6).
2. Método de predição de fratura, de acordo com a reivindicação 1, caracterizado pelo fato de que, durante a predição de ocorrência de fratura na chapa fina correspondente a cada um de uma pluralidade dos processos de deformação plástica, as condições de deformação da chapa fina avaliada por uma análise numérica no processo de deformação plástica em um estágio precedente são herdadas como condições iniciais da análise numérica no processo de deformação plástica em um estágio seguinte.
3. Método de predição de fratura, de acordo com a reivindicação 2, caracterizado pelo fato de que as condições de deformação da chapa fina incluem uma espessura da chapa fina e uma deformação plástica equivalente ou a espessura, uma deformação plástica equivalente, um tensor de tensão e um tensor de deformação.
4. Método de predição de fratura, de acordo com a reivindicação 2 ou 3, caracterizado pelo fato de que o processo de deformação plástica em um estágio precedente é um processo de formação da chapa fina, e um processo de deformação plástica no estágio seguinte é um processo de impacto da chapa fina.
5. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que, no procedimento de converter, a primeira curva de limite de fratura é obtida de um experimento.
6. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que, no procedimento de converter em curva de limite de fratura em espaço de tensão, a primeira cur- va de limite de fratura é estimada teoricamente a partir de valores de propriedade mecânica.
7. Método de predição de fratura, de acordo com a reivindicação 6, caracterizado pelo fato de que uma linha de início de estreitamento no espaço de deformação é convertida em espaço de tensão para obter a segunda curva de limite de fratura em espaço de tensão.
8. Método de predição de fratura, de acordo com a reivindicação 1, caracterizado pelo fato de que, no procedimento de predizer a ocorrência de fratura, uma deformação obtida de condições de deformação da chapa fina avaliada por um experimento é convertida em uma tensão, e a presença da ocorrência de fratura é avaliada quantitativamente usando a segunda curva de limite de fratura em espaço de tensão.
9. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1 a 7, caracterizado pelo fato de que, no procedimento de predizer a ocorrência de fratura, a análise numérica é executada considerando dependência de velocidade de uma tensão de deformação da chapa fina, uma deformação plástica obtida da análise numérica é convertida para calcular uma tensão em uma taxa de deformação de referência, e a tensão é comparada com a segunda curva de limite de fratura em espaço de tensão correspondente à taxa de deformação de referência.
10. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1 a 5, 8 e 9, caracterizado pelo fato de que predição de fratura de um material é determinada usando um critério obtido pela conversão de uma razão de expansão de furo obtida de um teste de expansão de furo em espaço de tensão.
11. Método de predição de fratura, de acordo com a reivindicação 1, caracterizado pelo fato de que, durante o procedimento de conversão, uma regra de normalidade de um incremento de deformação plástica é usada, sendo que uma direção de incremento de deformação plástica é definida em uma direção perpendicular a uma superfície curva de produção.
12. Método de predição de fratura, de acordo com a reivindicação 11, caracterizado pelo fato de que, durante o uso da regra de normalidade do incremento de deformação plástica, uma expressão relacional de uma deformação plástica equivalente εeq e cada componente de deformação εij é usada.
é usada.
13. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1, 11 e 12, caracterizado pelo fato de que durante a obtenção da primeira curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional, depois de uma pluralidade de razões de deformação no plano com referência à chapa fina ser obtida por um experimento de carregamento proporcional, valores de medição de deformação principal de limite de fratura ε1 e de deformação secundária de limite de fratura ε2 em cada uma das razões de deformação são usados.
14. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1, 11 e 12, caracterizado pelo fato de que, durante a obtenção da curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional, Equação 2 uma equação aproximada Geq = Cεneq de uma curva tensão-deformação obtida de um teste de tensão uniaxial, um modelo de estreitamento localizado um modelo de estreitamento difuso
um modelo de estreitamento difuso  são usados em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação.
são usados em combinação para obter um limite de ocorrência de estreitamento em espaço de deformação.
15. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1, 11 e 12, caracterizado pelo fato de que, durante a obtenção da curva de limite de fratura em espaço de deformação no caminho de carregamento proporcional, quação 3 uma equação aproximada Geq = K(εeq + εo)n OU Qeq = Cεneq de uma curva tensão-deformação obtida de um teste de tensão uniaxial, uma equação constitutiva na qual uma direção de um tensor de incremento de deformação plástica depende de um tensor de incremento de tensão como uma lei de incremento de deformação plástica, um parâmetro de material Kc definindo a direção do tensor de incremento de deformação plástica, e um modelo de estreitamento localizado de Storen-Rice são usados para obter um limite de ocorrência de estreitamento no espaço de deformação.
16. Método de predição de fratura, de acordo com a reivindicação 15, caracterizado pelo fato de que o parâmetro de material Kc é identificado com base em um ou mais valores de medição de deformação principal de limite de fratura ε1 e de deformação secundária de limite de fratura ε2.
17. Método de predição de fratura, de acordo com a reivindicação 14 ou 15, caracterizado pelo fato de que, com o limite de ocorrência de estreitamento sendo uma referência, uma espessura t0 (mm) da chapa fina, uma curva tensão-deformação obtida de um teste de tensão uniaxial e Equação 4 uma equação de correção de espessura são usadas para obter uma deformação de limite de fratura no espaço de deformação.
são usadas para obter uma deformação de limite de fratura no espaço de deformação.
18. Método de predição de fratura, de acordo com qualquer uma das reivindicações 1 a 17, caracterizado pelo fato de que a chapa fina é constituída de um material de alta resistência com resistência à tração de classe de 440 MPa ou mais alta.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006024975 | 2006-02-01 | ||
| JP2006-024976 | 2006-02-01 | ||
| JP2006-024975 | 2006-02-01 | ||
| JP2006024976 | 2006-02-01 | ||
| PCT/JP2007/051711 WO2007088935A1 (ja) | 2006-02-01 | 2007-02-01 | 破断予測方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0707682A2 BRPI0707682A2 (pt) | 2011-05-10 |
| BRPI0707682B1 true BRPI0707682B1 (pt) | 2023-01-10 |
Family
ID=38327505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0707682-7A BRPI0707682B1 (pt) | 2006-02-01 | 2007-02-01 | Método para predição de fratura |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8990028B2 (pt) |
| EP (1) | EP1985989B1 (pt) |
| KR (1) | KR101065502B1 (pt) |
| CN (1) | CN101379381B (pt) |
| BR (1) | BRPI0707682B1 (pt) |
| CA (1) | CA2641174C (pt) |
| MX (1) | MX2008009816A (pt) |
| RU (2) | RU2402010C2 (pt) |
| WO (1) | WO2007088935A1 (pt) |
Families Citing this family (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102708222B (zh) * | 2006-08-31 | 2014-11-26 | 新日铁住金株式会社 | 回弹发生原因特定方法、回弹发生原因部位特定方法、回弹对策位置特定方法以及它们的装置 |
| US9040865B2 (en) | 2007-02-27 | 2015-05-26 | Exxonmobil Upstream Research Company | Corrosion resistant alloy weldments in carbon steel structures and pipelines to accommodate high axial plastic strains |
| JP4858370B2 (ja) * | 2007-09-11 | 2012-01-18 | 住友金属工業株式会社 | 材料パラメータ導出装置及び材料パラメータ導出方法 |
| JP4935713B2 (ja) * | 2008-02-27 | 2012-05-23 | Jfeスチール株式会社 | プレス品のせん断縁における成形可否判別方法 |
| US8494827B2 (en) * | 2009-09-25 | 2013-07-23 | Exxonmobil Upstream Research Company | Method of predicting natural fractures and damage in a subsurface region |
| KR101227295B1 (ko) | 2010-04-07 | 2013-01-30 | 신닛테츠스미킨 카부시키카이샤 | 파단 판정 방법, 파단 판정 장치, 프로그램 및 컴퓨터 판독 가능한 기록 매체 |
| US20110295570A1 (en) * | 2010-05-27 | 2011-12-01 | Livermore Software Technology Corporation | Sheet Metal Forming Failure Prediction Using Numerical Simulations |
| CN102004819B (zh) * | 2010-11-04 | 2012-10-10 | 西北工业大学 | 一种确定双向应力状态下直缝焊管焊缝本构参数的方法 |
| CN102466588B (zh) * | 2010-11-07 | 2013-06-12 | 山西太钢不锈钢股份有限公司 | 一种比较金属材料间隙原子含量的方法 |
| JP5630311B2 (ja) * | 2011-02-16 | 2014-11-26 | Jfeスチール株式会社 | プレス成形における割れ予測方法およびプレス部品の製造方法 |
| JP5375941B2 (ja) * | 2011-12-21 | 2013-12-25 | Jfeスチール株式会社 | プレス成形用金型設計方法、プレス成形用金型 |
| DE102012007062B4 (de) * | 2012-04-03 | 2015-07-23 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur zerstörungsfreien quantitativen Bestimmung der Mikroeigenspannung II. und/oder III. Art |
| KR20140131387A (ko) * | 2012-04-16 | 2014-11-12 | 제이에프이 스틸 가부시키가이샤 | 프레스 성형에 있어서의 성형 한계선도의 작성 방법, 균열 예측 방법 및 프레스 부품의 제조 방법 |
| US20140019099A1 (en) * | 2012-07-16 | 2014-01-16 | Livermore Software Technology Corp | Determination Of Failure In Sheet Metal Forming Simulation Using Isotropic Metal Failure Criteria |
| JP5472518B1 (ja) * | 2012-11-19 | 2014-04-16 | Jfeスチール株式会社 | 伸びフランジの限界ひずみ特定方法およびプレス成形可否判定方法 |
| RU2516592C1 (ru) * | 2012-12-17 | 2014-05-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ определения максимальных истинных напряжений и деформаций |
| JP5644985B1 (ja) * | 2013-05-10 | 2014-12-24 | 新日鐵住金株式会社 | 変形解析装置、変形解析方法及びプログラム |
| WO2014208697A1 (ja) * | 2013-06-26 | 2014-12-31 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| RU2571183C2 (ru) * | 2013-07-30 | 2015-12-20 | Открытое акционерное общество "АВТОВАЗ" | Способ построения диаграммы предельных деформаций листового материала |
| US10352836B2 (en) | 2014-05-08 | 2019-07-16 | Nippon Steel & Sumitomo Metal Corporation | Evaluation method of plastic material and evaluation method of deformation processing of plastic material |
| US20170108418A1 (en) * | 2014-06-11 | 2017-04-20 | Magna International Inc. | Shifting A Forming Limit Curve Based On Zero Friction Analysis |
| US10372849B2 (en) | 2014-06-11 | 2019-08-06 | Magna International Inc. | Performing and communicating sheet metal simulations employing a combination of factors |
| US11886778B2 (en) * | 2014-06-11 | 2024-01-30 | Magna International Inc. | Shifting a forming limit curve based on zero friction analysis |
| WO2016045024A1 (zh) * | 2014-09-25 | 2016-03-31 | 华东理工大学 | 一种高温环境下的结构材料断裂韧性测量与确定方法 |
| JP5910710B1 (ja) * | 2014-12-02 | 2016-04-27 | Jfeスチール株式会社 | 熱間プレス成形品の評価方法及び製造方法 |
| RU2591294C1 (ru) * | 2015-03-10 | 2016-07-20 | Открытое акционерное общество "АВТОВАЗ" | Способ построения диаграммы предельных деформаций листового материала |
| US10732085B2 (en) | 2015-03-24 | 2020-08-04 | Bell Helicopter Textron Inc. | Notch treatment methods for flaw simulation |
| US10989640B2 (en) * | 2015-03-24 | 2021-04-27 | Bell Helicopter Textron Inc. | Method for defining threshold stress curves utilized in fatigue and damage tolerance analysis |
| US20160328503A1 (en) * | 2015-05-06 | 2016-11-10 | Livermore Software Technology Corporation | Methods And Systems For Conducting A Time-Marching Numerical Simulation Of A Structure Expected To Experience Metal Necking Failure |
| JP6098664B2 (ja) * | 2015-05-08 | 2017-03-22 | Jfeスチール株式会社 | せん断縁の成形可否評価方法 |
| TWI609179B (zh) * | 2015-05-18 | 2017-12-21 | 新日鐵住金股份有限公司 | 破裂預測方法、程式、記錄媒體及演算處理裝置 |
| CN105606448A (zh) * | 2015-09-06 | 2016-05-25 | 上海理工大学 | 一种实际含裂纹结构断裂韧性的确定方法 |
| FR3042592B1 (fr) * | 2015-10-16 | 2017-12-01 | Electricite De France | Procede de controle de fissuration d'un materiau et dispositif de mise en oeuvre associe |
| CN106202647B (zh) * | 2016-06-29 | 2020-02-21 | 北京科技大学 | 电主轴的多轴疲劳寿命预测方法及疲劳寿命可靠性评估方法 |
| CA3037828A1 (en) * | 2016-10-05 | 2018-04-12 | Nippon Steel & Sumitomo Metal Corporation | Fracture determination device, fracture determination program, and method thereof |
| WO2018066669A1 (ja) * | 2016-10-05 | 2018-04-12 | 新日鐵住金株式会社 | 破断判定装置、破断判定プログラム、及びその方法 |
| BR112019017777A2 (pt) | 2017-03-16 | 2020-03-31 | Nippon Steel Corporation | Método para estimar dureza de parte trabalhada a frio e método para adquirir dureza/curva de deformação plástica equivalente de material de aço |
| CN108731989B (zh) * | 2017-04-24 | 2020-06-02 | 天津大学 | 塑性瞬态蠕变条件下含残余应力的蠕变孕育期预测方法 |
| CN108732033B (zh) * | 2017-04-24 | 2020-05-08 | 天津大学 | 弹性瞬态蠕变条件下考虑拘束效应的蠕变孕育期预测方法 |
| CN108733860B (zh) * | 2017-04-24 | 2020-06-02 | 天津大学 | 塑性瞬态蠕变条件下考虑拘束效应的蠕变孕育期预测方法 |
| CN108732034B (zh) * | 2017-04-24 | 2020-03-27 | 天津大学 | 弹性瞬态蠕变条件下含残余应力的蠕变孕育期预测方法 |
| CN108732029B (zh) * | 2017-04-24 | 2020-02-07 | 天津大学 | 弹性条件下含残余应力的蠕变孕育期预测方法 |
| CN108733861B (zh) * | 2017-04-24 | 2020-03-27 | 天津大学 | 塑性条件下含残余应力的蠕变孕育期预测方法 |
| CN108732032B (zh) * | 2017-04-24 | 2020-03-27 | 天津大学 | 稳态蠕变条件下含残余应力的蠕变孕育期预测方法 |
| CN108732030B (zh) * | 2017-04-24 | 2020-05-08 | 天津大学 | 塑性条件下考虑拘束效应的蠕变孕育期预测方法 |
| CN108732031B (zh) * | 2017-04-24 | 2020-06-02 | 天津大学 | 弹性条件下考虑拘束效应的蠕变孕育期预测方法 |
| CN108733862B (zh) * | 2017-04-24 | 2020-05-08 | 天津大学 | 稳态蠕变条件下考虑拘束效应的蠕变孕育期预测方法 |
| CN107144461B (zh) * | 2017-07-05 | 2023-07-14 | 四川大学 | 模拟断层处隧道应力特征的实验装置 |
| JP6558515B2 (ja) * | 2017-08-23 | 2019-08-14 | Jfeスチール株式会社 | 金属板のせん断加工面での変形限界の評価方法、割れ予測方法およびプレス金型の設計方法 |
| CN107907409B (zh) * | 2017-11-10 | 2023-01-03 | 中国地质大学(武汉) | 一种确定岩石起裂应力的方法、设备及存储设备 |
| CN109855958B (zh) * | 2017-11-30 | 2021-07-06 | 中国科学院金属研究所 | 一种金属材料拉伸性能的预测方法 |
| WO2019117288A1 (ja) * | 2017-12-15 | 2019-06-20 | 古河電気工業株式会社 | 光ファイバ心線のスクリーニング方法及び装置、並びに光ファイバ心線の製造方法 |
| CN108051549B (zh) * | 2017-12-15 | 2024-03-15 | 中国科学院南京地理与湖泊研究所 | 一种测定水生植物能承受的水流临界流速的装置与方法 |
| CN108228992A (zh) * | 2017-12-27 | 2018-06-29 | 国网河北省电力公司经济技术研究院 | 避雷针法兰设计方法及终端设备 |
| KR102125142B1 (ko) * | 2018-09-27 | 2020-07-07 | 한양대학교 에리카산학협력단 | 홀 확장성 시험장치 및 시험방법 및 작동 프로그램 |
| CN109870362B (zh) * | 2019-03-04 | 2020-04-03 | 燕山大学 | 一种高强铝合金板材的断裂成形极限图建立方法及系统 |
| CN109948215B (zh) * | 2019-03-12 | 2023-02-03 | 本钢板材股份有限公司 | 一种热冲压工艺制定方法 |
| KR102526833B1 (ko) * | 2019-03-14 | 2023-04-27 | 제이에프이 스틸 가부시키가이샤 | 신장 플랜지 균열 평가 방법, 금속판의 선정 방법, 프레스 금형의 설계 방법, 부품 형상의 설계 방법, 및 프레스 부품의 제조 방법 |
| JP2020159834A (ja) * | 2019-03-26 | 2020-10-01 | 日本製鉄株式会社 | 破断クライテリア解析方法、破断クライテリア解析プログラム、及び破断クライテリア解析システム |
| CN110134992B (zh) * | 2019-04-08 | 2022-11-18 | 北方工业大学 | 一种判断复杂加载路径下板料成形是否绝对安全的方法 |
| CN112560162B (zh) * | 2019-09-24 | 2024-05-10 | 上海汽车集团股份有限公司 | 一种动力总成悬置路谱载荷的缩减方法及装置 |
| CN110837675B (zh) * | 2019-10-31 | 2023-06-06 | 武汉工程大学 | 一种优化的断裂准则预测差厚板断裂的方法、装置和系统 |
| CN112926173B (zh) * | 2019-12-06 | 2024-03-01 | 上海梅山钢铁股份有限公司 | 一种热轧高强钢板成形极限图的计算方法 |
| CN110987621B (zh) * | 2019-12-18 | 2023-04-25 | 中国汽车工程研究院股份有限公司 | 金属材料在复杂应力状态下的三维断裂模型建立方法 |
| CN111125960B (zh) * | 2019-12-26 | 2022-02-22 | 中国汽车工程研究院股份有限公司 | 一种gissmo材料失效模型参数优化方法 |
| JP6919742B1 (ja) * | 2020-04-07 | 2021-08-18 | Jfeスチール株式会社 | 金属板のくびれ限界ひずみ特定方法 |
| CN111366461B (zh) * | 2020-04-13 | 2023-02-03 | 鲁东大学 | 一种岩石抗拉强度的测试方法 |
| CN111680438A (zh) * | 2020-05-15 | 2020-09-18 | 中国第一汽车股份有限公司 | 一种金属板材拉伸实验数据转换处理方法 |
| CN111896373B (zh) * | 2020-06-30 | 2023-03-24 | 武汉上善仿真科技有限责任公司 | 一种测定等效塑性应变成形极限图的试验与计算方法 |
| CN114112736B (zh) * | 2020-08-28 | 2023-11-14 | 宝山钢铁股份有限公司 | 确定低碳钢冷轧薄板断裂延伸率的在线测量装置及方法 |
| CN112446132B (zh) * | 2020-10-19 | 2024-05-28 | 中国石油天然气集团有限公司 | 一种材料全象限断裂成形极限图的绘制方法及其使用方法 |
| CN113420388B (zh) * | 2021-06-17 | 2022-04-29 | 中铁大桥勘测设计院集团有限公司 | 基于拟合Mises屈服准则的全焊整体节点撕破路径计算方法 |
| CN113673030B (zh) * | 2021-08-05 | 2023-07-25 | 河钢股份有限公司 | 一种金属材料韧性断裂耦合失效仿真分析方法 |
| CN114371078B (zh) * | 2022-01-13 | 2024-02-09 | 马鞍山钢铁股份有限公司 | 一种基于成形安全裕度的冲压模具验收方法 |
| CN114444230B (zh) * | 2022-03-04 | 2025-06-20 | 太原理工大学 | 一种超临界co2作用下准脆性材料变形-碎裂的模拟方法 |
| CN115188437A (zh) * | 2022-06-23 | 2022-10-14 | 武汉钢铁有限公司 | 一种基于时间和位置相关的薄板成形极限确定方法 |
| KR102837695B1 (ko) * | 2022-06-30 | 2025-07-24 | 현대제철 주식회사 | 금속 판재의 파단 평가 방법 |
| CN115265323B (zh) * | 2022-07-08 | 2024-09-20 | 武汉钢铁有限公司 | 一种极限翻边高度测试方法 |
| US20240027420A1 (en) * | 2022-07-20 | 2024-01-25 | The Boeing Company | System and method for inspecting components fabricated using a powder metallurgy process |
| CN115326504B (zh) * | 2022-07-26 | 2024-06-04 | 燕山大学 | 用于薄钢板边缘拉伸开裂极限的评价方法及其评价装置 |
| CN117505588A (zh) * | 2022-07-29 | 2024-02-06 | 重庆长安汽车股份有限公司 | 一种材料冲压成形性能的多维评价方法及系统 |
| CN115142160B (zh) * | 2022-08-22 | 2023-12-19 | 无锡物联网创新中心有限公司 | 一种纱线强力弱环的辨识方法及相关装置 |
| CN115488213B (zh) * | 2022-09-19 | 2025-11-21 | 首钢集团有限公司 | 一种板材成形性能的预测方法 |
| CN116167154A (zh) * | 2022-12-01 | 2023-05-26 | 奇瑞商用车(安徽)有限公司 | 一种基于有限元分析预防车身钣金断裂失效方法及装置 |
| CN115937294B (zh) * | 2022-12-30 | 2023-10-27 | 重庆大学 | 一种煤矿地面压裂后采空区垮裂带高度的预测方法 |
| CN116305644A (zh) * | 2023-03-17 | 2023-06-23 | 中国汽车技术研究中心有限公司 | 基于成型极限曲线的热冲压零部件破裂性能的评价方法 |
| CN116933391B (zh) * | 2023-07-26 | 2024-01-26 | 广州知元科技有限责任公司 | 一种用于整车精细碰撞仿真的冲压信息修正方法和系统 |
| CN117371272B (zh) * | 2023-09-22 | 2024-04-19 | 天津大学 | 适用于不同各向异性材料及尺寸的夹持式单边缺口拉伸试样裂纹长度及断裂性能计算方法 |
| CN117074182B (zh) * | 2023-10-17 | 2024-02-02 | 深圳中宝新材科技有限公司 | 一种智能键合铜丝导料拉伸装置防铜丝断裂自检的方法 |
| CN119747572B (zh) * | 2024-12-26 | 2026-04-03 | 陕西宏远航空锻造有限责任公司 | 一种gh4586高温合金叶盘锻件锻造方法 |
| CN119558097B (zh) * | 2025-01-24 | 2025-05-13 | 中国科学院力学研究所 | 一种聚能射流成型与稳定性的分析方法 |
| CN120293214B (zh) * | 2025-04-03 | 2025-12-16 | 京开建设集团有限公司 | 用于建筑外墙与基座连接结构的连接质量检测方法 |
| CN120869801B (zh) * | 2025-09-25 | 2025-12-02 | 西北工业大学 | 镀层板材电辅助双轴拉伸成形极限测试系统及方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1030647A1 (ru) * | 1980-10-03 | 1983-07-23 | Физико-технический институт АН БССР | Способ определени деформаций детали |
| SU1499162A1 (ru) * | 1987-12-08 | 1989-08-07 | Предприятие П/Я М-5671 | Способ испытани листовых материалов на раст жение |
| US4852397A (en) * | 1988-01-15 | 1989-08-01 | Haggag Fahmy M | Field indentation microprobe for structural integrity evaluation |
| US5020585A (en) * | 1989-03-20 | 1991-06-04 | Inland Steel Company | Break-out detection in continuous casting |
| SU1656397A1 (ru) * | 1989-06-26 | 1991-06-15 | Институт черной металлургии | Способ определени предела выносливости листового материала |
| JP2546551B2 (ja) * | 1991-01-31 | 1996-10-23 | 新日本製鐵株式会社 | γ及びβ二相TiAl基金属間化合物合金及びその製造方法 |
| RU2048227C1 (ru) * | 1992-05-26 | 1995-11-20 | Акционерное общество открытого типа "ГАЗ" | Способ штамповки кузовных панелей с фланцем |
| DE59600581D1 (de) * | 1995-04-03 | 1998-10-22 | Siemens Ag | Einrichtung zur durchbruch-früherkennung beim stranggiessen |
| JPH08339396A (ja) | 1995-04-12 | 1996-12-24 | Nippon Steel Corp | 金属板の変形過程の数値シミュレート結果の処理装置 |
| JP3383148B2 (ja) * | 1996-04-10 | 2003-03-04 | 新日本製鐵株式会社 | 靱性に優れた高張力鋼の製造方法 |
| US6555182B1 (en) * | 1998-07-03 | 2003-04-29 | Sony Corporation | Surface hardened resins for disk substrates, methods of manufacture thereof and production devices for the manufacture thereof |
| US20020077795A1 (en) * | 2000-09-21 | 2002-06-20 | Woods Joseph Thomas | System, method and storage medium for predicting impact performance of thermoplastic |
| JP3766626B2 (ja) * | 2001-11-22 | 2006-04-12 | 新日本製鐵株式会社 | 高強度鋼板プレス成形体の製造方法 |
| WO2003087778A1 (en) * | 2002-04-10 | 2003-10-23 | Mts Systems Corporation | Method and apparatus for determining properties of a test material by scratch testing |
| US7505885B2 (en) * | 2003-01-24 | 2009-03-17 | The Boeing Company | Method and interface elements for finite-element fracture analysis |
| FR2858410B1 (fr) * | 2003-07-28 | 2005-09-23 | Electricite De France | Procede de determination des contraintes, deformations, endommagement de pieces constituees d'un materiau solide. |
| JP4421346B2 (ja) * | 2004-03-26 | 2010-02-24 | 川崎重工業株式会社 | 延性破壊限界の推定方法とそのプログラムと記録媒体 |
| US20080004850A1 (en) * | 2006-06-05 | 2008-01-03 | Phida, Inc. | Method of Universal Formability Analysis in Sheet Metal Forming by Utilizing Finite Element Analysis and Circle Grid Analysis |
-
2007
- 2007-02-01 CN CN2007800041527A patent/CN101379381B/zh active Active
- 2007-02-01 CA CA2641174A patent/CA2641174C/en active Active
- 2007-02-01 RU RU2008135325/28A patent/RU2402010C2/ru not_active IP Right Cessation
- 2007-02-01 KR KR1020087021077A patent/KR101065502B1/ko active Active
- 2007-02-01 EP EP07707897.0A patent/EP1985989B1/en active Active
- 2007-02-01 BR BRPI0707682-7A patent/BRPI0707682B1/pt active IP Right Grant
- 2007-02-01 US US12/278,117 patent/US8990028B2/en active Active
- 2007-02-01 WO PCT/JP2007/051711 patent/WO2007088935A1/ja not_active Ceased
- 2007-02-01 MX MX2008009816A patent/MX2008009816A/es active IP Right Grant
-
2010
- 2010-03-22 RU RU2010110951/28A patent/RU2434217C1/ru not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| RU2010110951A (ru) | 2011-09-27 |
| EP1985989A1 (en) | 2008-10-29 |
| CN101379381B (zh) | 2012-08-22 |
| KR20080090551A (ko) | 2008-10-08 |
| RU2434217C1 (ru) | 2011-11-20 |
| BRPI0707682A2 (pt) | 2011-05-10 |
| MX2008009816A (es) | 2008-09-11 |
| EP1985989A4 (en) | 2015-07-08 |
| KR101065502B1 (ko) | 2011-09-19 |
| US8990028B2 (en) | 2015-03-24 |
| CA2641174A1 (en) | 2007-08-09 |
| US20090177417A1 (en) | 2009-07-09 |
| CN101379381A (zh) | 2009-03-04 |
| EP1985989B1 (en) | 2021-03-31 |
| WO2007088935A1 (ja) | 2007-08-09 |
| RU2008135325A (ru) | 2010-03-10 |
| CA2641174C (en) | 2014-03-04 |
| RU2402010C2 (ru) | 2010-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0707682B1 (pt) | Método para predição de fratura | |
| JP4621217B2 (ja) | 破断予測方法及び装置、並びにプログラム及び記録媒体 | |
| EP2543983B1 (en) | Method of assessing fractures, fracture assessment device, program and computer readable recording medium | |
| JP4621216B2 (ja) | 破断限界取得方法及び装置、並びにプログラム及び記録媒体 | |
| EP3016009B1 (en) | Method for determining bending fracture in metal plate, program, and storage medium | |
| Giglio et al. | Ductile fracture locus of Ti–6Al–4V titanium alloy | |
| Kim et al. | The shear fracture of dual-phase steel | |
| JP5146395B2 (ja) | 歪勾配を考慮した伸びフランジ割れの推定方法およびプレス成形シミュレーションの伸びフランジ割れ判定システム | |
| JP6828476B2 (ja) | エッジ部破断予測方法、プログラム及び記録媒体 | |
| Paul | Prediction of complete forming limit diagram from tensile properties of various steel sheets by a nonlinear regression based approach | |
| CN101657712A (zh) | 断裂预测方法、运算处理装置、程序及记录介质 | |
| Silva et al. | Fracture toughness and failure limits in sheet metal forming | |
| JP7110976B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| JP4818786B2 (ja) | 破断限界取得システム及び方法、破断予測システム及び方法、並びにこれら方法のプログラム及び記録媒体 | |
| JP7206902B2 (ja) | 成形性評価方法、プログラム及び記録媒体 | |
| Wang et al. | Prediction and characterization of forming limits at necking from shear to equi-biaxial loading using the biaxial tensile testing method: Feasibility study and application to AA6061-T4 | |
| Wu et al. | Ductile fracture simulation of hydropiercing process based on various criteria in 3D modeling | |
| Gao et al. | A probabilistic model for prediction of cleavage fracture in the ductile-to-brittle transition region and the effect of temperature on model parameters | |
| Ilyas et al. | Failure and strain gradient analyses in incremental forming using GTN model | |
| Haji Aboutalebi et al. | Numerical estimation and practical validation of Hooputra’s ductile damage parameters | |
| Sobotka et al. | Side-groove effects in three-dimensional small-scale yielding: A load and thickness-scaling model | |
| JP2024163668A (ja) | 材料破断判定方法、材料破断判定装置およびプログラム | |
| Zhang et al. | Development and applications of forming-condition-based formability diagram for split concerns in stamping | |
| He | Practice of Process Modeling of Metal Forming in Manufacturing Environment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25G | Requested change of headquarter approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL AND SUMITOMO METAL CORPORATION (JP) |
|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 01/02/2007, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |