BRPI0709189B1 - Componente de motor de combustão interna e método para produzir o mesmo - Google Patents
Componente de motor de combustão interna e método para produzir o mesmo Download PDFInfo
- Publication number
- BRPI0709189B1 BRPI0709189B1 BRPI0709189-3A BRPI0709189A BRPI0709189B1 BR PI0709189 B1 BRPI0709189 B1 BR PI0709189B1 BR PI0709189 A BRPI0709189 A BR PI0709189A BR PI0709189 B1 BRPI0709189 B1 BR PI0709189B1
- Authority
- BR
- Brazil
- Prior art keywords
- internal combustion
- combustion engine
- grains
- silicon
- engine component
- Prior art date
Links
- 238000002485 combustion reaction Methods 0.000 title claims abstract description 89
- 238000000034 method Methods 0.000 title description 41
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 176
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 176
- 239000010703 silicon Substances 0.000 claims abstract description 176
- 239000013078 crystal Substances 0.000 claims abstract description 126
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 36
- 230000005496 eutectics Effects 0.000 claims description 62
- 239000011159 matrix material Substances 0.000 claims description 12
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 9
- 239000011574 phosphorus Substances 0.000 claims description 9
- 229910052698 phosphorus Inorganic materials 0.000 claims description 9
- 238000009826 distribution Methods 0.000 claims description 8
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 claims description 6
- 239000011575 calcium Substances 0.000 claims description 6
- 229910052791 calcium Inorganic materials 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 16
- 238000007517 polishing process Methods 0.000 description 47
- 239000000314 lubricant Substances 0.000 description 40
- 230000008569 process Effects 0.000 description 34
- 230000000052 comparative effect Effects 0.000 description 31
- 238000005299 abrasion Methods 0.000 description 27
- 238000004049 embossing Methods 0.000 description 19
- 239000003921 oil Substances 0.000 description 18
- 230000014759 maintenance of location Effects 0.000 description 11
- 238000011282 treatment Methods 0.000 description 11
- 238000000227 grinding Methods 0.000 description 10
- 238000005498 polishing Methods 0.000 description 9
- 238000001816 cooling Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 229910000676 Si alloy Inorganic materials 0.000 description 5
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 5
- 238000005266 casting Methods 0.000 description 5
- 238000005530 etching Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000006061 abrasive grain Substances 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 229920002313 fluoropolymer Polymers 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 235000013372 meat Nutrition 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000001131 transforming effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000002828 fuel tank Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- SBEQWOXEGHQIMW-UHFFFAOYSA-N silicon Chemical compound [Si].[Si] SBEQWOXEGHQIMW-UHFFFAOYSA-N 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- -1 that is Chemical compound 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images













Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F1/00—Cylinders; Cylinder heads
- F02F1/18—Other cylinders
- F02F1/20—Other cylinders characterised by constructional features providing for lubrication
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/4927—Cylinder, cylinder head or engine valve sleeve making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/1216—Continuous interengaged phases of plural metals, or oriented fiber containing
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Powder Metallurgy (AREA)
Abstract
componente de motor de combustão interna e método para produzir o mesmo. um componente de motor de combustão interna é composto de uma liga de alumínio contendo silício, e inclui uma pluralidade de grãos de cristal de silício localizados em uma superfície de deslizamento. a superfície de deslizamento tem uma rugosidade média em dez pontos rzjis de cerca de 0,54 (mi)m ou mais, e uma relação de comprimento de carga rmr(30) em um nível de corte de cerca de 30% da superfície de deslizamento é cerca de 20% ou mais.
Description
A presente invenção refere-se a um componente de motor de combustão interna, 5 por exemplo, a bloco dos cilindros ou um pistão, e um método para produzir o mesmo. Mais particularmente, a presente invenção refere-se a um componente de motor de combustão interna composto de uma liga de alumínio que inclui silício, e um método para produzir o mesmo. A presente invenção da mesma forma refere-se a um motor de combustão interna e um aparato de transporte incorporando um tal componente de motor de combustão inter- 10 na.
Nos anos recentes, em uma tentativa de reduzir o peso de motores de combustão interna, houve uma tendência para utilizar uma liga de alumínio para os blocos dos cilindros. Visto que um bloco dos cilindros é requerido ter uma resistência alta e resistência à abrasão 15 alta, ligas de alumínio que contém uma quantidade grande de silício, isto é, ligas de alumínio-silício tendo uma composição hipereutética, são esperadas ser ligas de alumínio promissoras para os blocos dos cilindros.
Em um bloco do cilindro composto de uma liga de alumínio-silício, grãos de cristal de silício localizados na superfície de deslizamento contribuirão para melhoria da resistência 20 e resistência à abrasão. Um exemplo de uma técnica para obter grãos de cristal de silício expostos na superfície de uma matriz de liga é um processo de polimento para permitir grãos de cristal de silício permanecerem ressaltados (chamado "polimento em gravação em relevo"). Além disso, Patente japonesa No. 2885407 descreve uma técnica de realizar um processo de cauterização para permitir grãos de cristal de silício permanecerem ressaltados 25 na superfície de uma liga de alumínio-silício, e depois disso realizar uma oxidação anódica para formar uma camada de óxido, e também pulverizar com chama um fluoroplástico sobre esta camada de óxido para formar uma camada de resina fluoroplástica.
Visto que um lubrificante é retido entre os grãos de cristal de silício que permane- cem ressaltados na superfície da deslizamento (isto é, nos intervalos entre os grãos de cristal de silício funcionando como poças de óleo), uma lubricidade melhorada é obtida quando um pistão desliza dentro do cilindro, pelo qual a resistência à abrasão e resistência ao em- perranriento do bloco dos cilindros são melhoradas.
Entretanto, os inventores constataram que outras melhorias na resistência à abrasão e resistência ao emperramento torna-se necessária ao utilizar o bloco dos cilindros de liga de alumínio descrito acima para certos tipos de motor de combustão interna.
Convencionalmente, blocos dos cilindros de liga de alumínio foram utilizados em motores de combustão interna que são montados em automóveis de quatro rodas. Em um automóvel de quatro rodas, um mecanismo (por exemplo, uma bomba de óleo) para com- pulsoriamente fornecer um lubrificante para o bloco dos cilindros e pistão é fornecido no motor de combustão interna, e o motor de combustão interna é operado em uma velocidade de revolução relativamente baixa (especificamente, sob uma velocidade de revolução máxima de 7500 rpm o menos), caso em que os problemas anteriormente mencionados não ocorrerão. Entretanto, em um motor de combustão interna que é operado em uma velocidade de revolução relativamente alta (especificamente, sob uma velocidade de revolução máxima de 8000 rpm ou menor), ou em um motor de combustão interna em que um lubrificante é fornecido ao cilindro apenas por meio de borrifação do lubrificante associado com rotação do eixo de manivela (isto é, a bomba de óleo é omitida, como no caso de um motor de combustão interna que é montado em uma motocicleta), o bloco dos cilindros de liga de alumínio pode experimentar o emperramento e/ou abrasão significante. Além disso, quando uma liga de alumínio é utilizada como o material de pistão para obter uma outra redução de massa, há uma probabilidade aumentada de emperramento.
Para também melhorar a resistência à abrasão e resistência ao emperramento do bloco dos cilindros, é necessário melhorar a lubricidade na partida do motor de combustão interna, que requer boa retenção de lubrificante na superfície de deslizamento. Os inventores constataram através de seu estudo que um bloco dos cilindros que foi submetido ao processo de polimento em gravação em relevo anteriormente mencionado ou processo de cauterização não pode alcançar uma retenção de lubrificante suficiente, de forma que menos do que a lubricidade adequada exista quando uma operação em alta velocidade é alcançada imediatamente depois da partida do motor de combustão interna.
Para resolver os problemas anteriormente mencionados, modalidades preferidas da presente invenção fornecem um componente de motor de combustão interna com uma superfície de deslizamento que tem uma boa capacidade de retenção de lubrificante, e um método para produzir o mesmo.
Um componente de motor de combustão interna de acordo com uma modalidade preferida da presente invenção é um componente de motor de combustão interna composto de uma liga de alumínio contendo silício, incluindo: uma pluralidade de grãos de cristal de silício localizados em uma superfície de deslizamento, em que a superfície de deslizamento tem uma rugosidade média em dez pontos Rzj|S de cerca de 0,54 pm ou mais, e uma relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% da superfície de deslizamento é cerca de 20% ou mais.
Em uma modalidade preferida, a pluralidade de grãos de cristal de silício inclui uma pluralidade de grãos de silício de cristal primário e uma pluralidade de grãos de silício eutéti- cos.
Em uma modalidade preferida, a pluralidade de grãos de silício de cristal primário tem um tamanho de grão de cristal médio de não menor do que 12 pm e não maior do que cerca de 5 0 pm.
Em uma modalidade preferida, a pluralidade de grãos de silício eutéticos tem um tamanho de grão de cristal médio de cerca de 7,5 pm ou menor.
Em uma modalidade preferida, a pluralidade de grãos de cristal de silício tem uma distribuição de tamanho de grão tendo um primeiro pico existindo em uma faixa de tamanho de grão de cristal de não menor do que cerca de 1 pm e não maior do que cerca de 75 pm e um segundo pico existindo em uma faixa de tamanho de grão de cristal de não menor do que cerca de 12 pm e não maior do que cerca de 50 pm.
Em uma modalidade preferida, uma freqüência no primeiro pico é pelo menos cerca de cinco vezes maior do que uma freqüência no segundo pico.
Em uma modalidade preferida, a liga de alumínio contém: não menos do que cerca de 73,4% em massa e não mais do que cerca de 79,6% em massa de alumínio; não menos do que cerca de 18% em massa e não mais do que cerca de 22% em massa de silício; e não menos do que cerca de 2,0% em massa e não mais do que cerca de 3,0% em massa de cobre.
Em uma modalidade preferida, a liga de alumínio contém não menos do que cerca de 50 ppm em massa e não mais do que cerca de 200 ppm em massa de fósforo e não mais do que cerca de 0,01 % em massa de cálcio.
Em uma modalidade preferida, um componente de motor de combustão interna de acordo com a presente invenção é um bloco dos cilindros.
Um motor de combustão interna de acordo com outra modalidade preferida da presente invenção inclui um componente de motor de combustão interna tendo a construção acima mencionada.
Em uma modalidade preferida, a motor de combustão interna de acordo com a presente invenção inclui um pistão composto de uma liga de alumínio; e o componente de motor de combustão interna é um bloco dos cilindros.
Um aparato de transporte de acordo com outra modalidade preferida da presente invenção inclui um motor de combustão interna tendo a construção acima mencionada.
Um método de produzir um componente de motor de combustão interna é um método de produzir um componente de motor de combustão interna tendo uma superfície de deslizamento, incluindo: uma etapa de fornecer um molde que é composto de uma liga de alumínio contendo silício e que inclui grãos de silício de cristal primário e grãos de silício eu- téticos próximos a uma superfície; uma etapa de polir a superfície do molde utilizando um polidor tendo um número de grão de #1500 ou mais; e uma etapa de cauterizar a superfície polida do molde para formar uma superfície de deslizamento a partir da qual os grãos de silício de cristal primário e grãos de silício eutéticos estendem-se.
Em um componente de motor de combustão interna de acordo com uma modalidade preferida da presente invenção, a superfície de deslizamento preferivelmente tem uma rugosidade média em dez pontos Rzj|S de cerca de 0,54 pm ou maior e uma relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% da superfície de des- 5 lizamento é cerca de 20% ou mais. Como resultado, uma capacidade de retenção de lubrificante melhorada e uma resistência à abrasão excelente e resistência ao emperramento pode ser obtida.
Tipicamente, a pluralidade de grãos de cristal de silício inclui uma pluralidade de grãos de silício de cristal primário e uma pluralidade de grãos de silício eutéticos. Visto que 10 não apenas grãos de silício de cristal primário, mas também os grãos de silício eutéticos permanecem ressaltados na superfície de deslizamento, a rugosidade média em dez pontos RZJIS e a relação de comprimento de carga Rmr(30) podem facilmente ajustar-se dentro das faixas numéricas acima mencionadas.
A partir do ponto de vista de melhorar a resistência à abrasão e resistência do com- 15 ponente de motor de combustão interna, é preferível que a pluralidade de grãos de silício de cristal primário tenha um tamanho de grão de cristal médio não menor do que cerca de 12 pm e não maior do que cerca de 50 pm e que a pluralidade de grãos de silício eutéticos tenha um tamanho de grão de cristal médio de cerca de 7,5 pm ou menor. É da mesma forma preferível que a pluralidade de grãos de cristal de silício tenha uma distribuição de 20 tamanho de grão tendo um primeiro pico existindo em uma faixa de tamanho de grão de cristal de não menor do que cerca de 1 pm e não maior do que cerca de 7,5 pm e um segundo pico existindo em uma faixa de tamanho de grão de cristal não menor do que cerca de 12 pm e não maior do que cerca de 50 pm. É também preferível que a frequência no primeiro pico seja pelo menos cerca de cinco vezes maior do que a frequência no segundo 25 pico.
Para realçar suficientemente a resistência à abrasão e resistência do componente de motor de combustão interna, é preferível que a liga de alumínio contenha: não menos do que cerca de 73,4% em massa e não mais do que cerca de 79,6% em massa de alumínio; não menos do que cerca de 18% em massa e não mais do que cerca de 22% em massa de silício; e não menos do que cerca de 2,0% em massa e não mais do que cerca de 3,0% em massa de cobre.
Além disso, é preferível que a liga de alumínio contenha não menos do que cerca de 50 ppm em massa e não mais do que cerca de 200 ppm em massa de fósforo e não mais do que cerca de 0,01% em massa de cálcio. Quando a liga de alumínio contém não menos do que cerca de 50 ppm em massa e não mais do que cerca de 200 ppm em massa de fósforo, a tendência dos grãos de cristal de silício tornar-se gigantesca pode ser suprimida, pela qual os grãos de cristal de silício podem ser uniformemente dispersos dentro da liga. Garantindo-se que o teor de cálcio na liga de alumínio não é maior do que cerca de 0,01% em massa, o efeito de fornecer grãos de cristal de silício finos devido ao fósforo é garantido, e uma estrutura metalúrgica com resistência à abrasão excelente pode ser obtida.
Várias modalidades preferidas da presente invenção são amplamente aplicáveis em uma variedade de componentes de motor de combustão interna tendo superfícies de deslizamento, e podem ser adequadamente utilizadas para um bloco dos cilindros, um pistão, uma bucha do cilindro, uma peça de carne, e similares,
O componente de motor de combustão interna de acordo com várias modalidades preferidas da presente invenção pode ser adequadamente utilizado em motores de combustão interna para vários tipos de aparatos de transporte.
De acordo com o método para produzir o componente de motor de combustão interna de acordo com uma modalidade preferida da presente invenção, a superfície de um molde que tem grãos de silício de cristal primário e grãos de silício eutéticos próximos à superfície é polida utilizando-se um polidor que tem um número de grão de #1500 ou mais, e depois disso cauterizado para formar uma superfície de deslizamento. Portanto, uma superfície de deslizamento é obtida, na qual não só grãos de silício de cristal primário, mas da mesma forma grãos de silício eutéticos permanecem ressaltados. Como um resultado, podem ser formadas poças de óleo de profundidade suficiente com um fino passo, e desse modo um componente de motor de combustão interna que tem resistência à abrasão exce- lente e resistência ao emperramento, pode ser produzido.
De acordo com as modalidades preferidas da presente invenção, é fornecido um componente de motor de combustão interna que tem uma superfície de deslizamento com uma excelente capacidade de retenção de lubrificante, bem como um método para produzir o mesmo.
Outros aspectos, elementos, processos, etapas, características e vantagens da presente invenção ficarão mais aparentes a partir da seguinte descrição detalhada de modalidades preferidas da presente invenção com referência aos desenhos anexados.
A FIG. 1 é um vista perspectiva esquematicamente mostrando um bloco dos cilindros de acordo com uma modalidade preferida da presente invenção.
A FIG. 2 é uma vista plana esquematicamente mostrando uma imagem aumentada de uma superfície de deslizamento do bloco dos cilindros da FIG. 1.
A FIG. 3 é uma vista em corte transversal esquematicamente mostrando uma imagem aumentada de uma superfície de deslizamento do bloco dos cilindros da FIG. 1.
A FIG. 4 é um fluxograma que mostra as etapas de produção para o bloco dos cilindros da FIG. 1.
A FIG. 5 é um fluxograma que mostra as etapas de produção para o bloco dos cilindros da FIG. 1.
As FIGs. 6A a 6D são vistas em corte transversal passo a passo que mostram esquematicamente, em parte, as etapas de produção para o bloco dos cilindros da FIG. 1.
As FIGs. 7A a 7C são diagramas para explicar uma razão pela qual os grãos de silício eutéticos não contribuem para a retenção de lubrificante quando um processo de polimento em gravação em relevo é realizado.
As FIGs. 8A a 8C são diagramas para explicar uma razão pela qual os grãos de silício eutéticos não contribuem para a retenção de lubrificante, quando um processo de cauterização é realizado sem primeiro realizar um processo de polimento de acabamento espelhado.
A FIG. 9 é um gráfico no qual os Exemplos 1 a 10 e Exemplos Comparativos 1 a 7, são plotados, em um eixo horizontal que representa uma aspereza média de dez pontos Rz- jis e um eixo vertical que representa uma relação de comprimento de carga Rmr(30) em um nível de corte de 30%.
As FIGs. 10A e 10B, são gráficos de microscópio de força atômica (AFM) que mostram superfícies de deslizamento de blocos de cilindro do Exemplo 2 e Exemplo Comparativo 2, respectivamente.
As FIGs. 11A e 11B, são gráficos que mostram perfis em corte transversal de superfícies de deslizamento do Exemplo 2 e Exemplo Comparativo 2.
As FIGs. 12A e 12B, são gráficos que mostram os perfis de carga de superfícies de deslizamento do Exemplo 2 e Exemplo Comparativo 2.
As FIGs. 13A e 13B, são fotografias que mostram as superfícies de deslizamento dos blocos de cilindro do Exemplo 2 e Exemplo Comparativo 2 depois de ser submetido a um teste de operação.
As FIGs. 14A e 14B, são fotografias que mostram os resultados de um teste de umectabilidade realizado para superfícies de deslizamento dos blocos de cilindro do Exemplo 2 e Exemplo Comparativo 2.
A FIG. 15, é uma vista em corte transversal que mostra esquematicamente superfícies de deslizamento nas quais não só grãos de silício de cristal primário, mas da mesma forma grãos de silício eutéticos permanecem ressaltados.
A FIG. 16, é uma vista em corte transversal que mostra esquematicamente uma superfície de deslizamento na qual substancialmente apenas os grãos de silício de cristal primário permanecem ressaltados.
A FIG. 17 é um diagrama para explicar uma rugosidade média tomada em dez pontos RZJIS.
A FIG. 18 é um diagrama para explicar uma relação de comprimento de carga R- mr(c).
A FIG. 19 é um diagrama para explicar uma razão pela qual uma altura do molde constante não pode ser obtida, quando um processo de polimento em gravação em relevo é empregado.
A FIG. 20 é um diagrama para explicar uma razão pela qual uma altura da moldura constante é obtida quando um processo de cauterização é empregado.
A FIG. 21 é um gráfico que mostra um exemplo de uma distribuição de tamanho de grão preferível de grãos de cristal de silício.
A FIG. 22 é uma vista em corte transversal que mostra esquematicamente um motor de combustão interna, incluindo o bloco dos cilindros da FIG. 1.
A FIG. 23 é um vista lateral que mostra esquematicamente uma motocicleta que incorpora a motor de combustão interna mostrado na FIG. 22.
Em seguida, AS modalidades preferidas da presente invenção serão descritas com referência aos desenhos acompanhantes. Embora as seguintes descrições sejam principalmente direcionadas aos blocos de cilindro como um exemplo, a presente invenção não está limitada a isto. A presente invenção é extensamente aplicável aos componentes de motor de combustão interna que têm uma superfície de deslizamento.
A FIG. 1 mostra um bloco dos cilindros 100 de acordo com a presente modalidade preferida. O bloco dos cilindros 100 é formado de uma liga de alumínio que contém silício, e mais especificamente, uma liga de alumínio-silício de uma composição hipereutético que contém uma grande quantidade de silício.
Como mostrado na FIG. 1, o bloco dos cilindros 100 inclui preferivelmente: uma porção de parede (chamada uma “parede do diâmetro do cilindro) 103 que define um diâmetro do cilindro 102; e uma porção de parede (chamada uma “parede externa do bloco do cilindro”) 104 cercando a parede do diâmetro do cilindro 103 e definindo o contorno externo do bloco do cilindro 100. Entre a parede do diâmetro do cilindro 103 e a parede externa do bloco do cilindro 104, uma camisa hidráulica 105 para reter um refrigerante é fornecida.
A superfície 101 da parede do diâmetro do cilindro 103 que reveste o diâmetro do cilindro 102, define uma superfície de deslizamento que entra em contato com um pistão. A superfície de deslizamento 101 é mostrada aumentada na FIG. 2. A FIG. 2 é uma vista plana que mostra esquematicamente a superfície de deslizamento 101.
Como mostrado na FIG. 2, o bloco dos cilindros 100 inclui uma pluralidade de grâos de cristal de silício 1 e 2 na superfície de deslizamento 101. Estes grãos de cristal de silício 1 e 2 estão presentes, de uma maneira dispersa, em uma matriz (metal de base de liga) 3 de solução sólida que contém alumínio.
Os grãos de cristal de silício que são os primeiros a ser formados quando uma fusão de uma liga de alumínio-silício que tem uma composição hipereutética, são chamados “grãos de silício de cristal primário”. Os grãos de cristal de silício que são em seguida formados são chamados “grãos de silício eutéticos”. Entre os grãos de cristal de silício 1 e 2 mostrados na FIG. 2, os grãos de cristal de silício relativamente grandes 1, são os grãos de silício de cristal primário. Os grãos de cristal de silício relativamente pequenos 2 presentes entre os grãos de silício de cristal primário, são os grãos de silício eutéticos.
A FIG. 3 mostra uma estrutura em corte transversal da superfície de deslizamento 101. Como mostrado na FIG. 3, a pluralidade de grãos de cristal de silício 1 e 2, incluindo os grãos de silício de cristal primário 1 e grãos de silício eutéticos 2, projeta-se (isto é, permanecem ressaltados) a partir de uma matriz 3. Os rebaixos 4 formados entre os grâos de cristal de silício 1 e 2 funcionam como poças de óleo nas quais um lubrificante será retido.
Como parâmetros que representam a rugosidade de superfície da superfície de deslizamento 101, os inventores prestaram atenção a uma rugosidade média em dez pontos RzJIS e uma relação de comprimento de carga Rmr, e descobriram que o ajuste destes parâmetros a estar dentro das faixas especificas, pode melhorar grandemente a capacidade da superfície de deslizamento 101 de reter um lubrificante.
Especificamente, prescrevendo-se a rugosidade média em dez pontos Rzj|S da superfície de deslizamento 101 ser cerca de 0,54 /zm ou mais, e prescrevendo-se a relação de comprimento de carga Rmr(30) da superfície de deslizamento 101 em um nível de corte de cerca de 30% ser cerca de 20% ou mais, a capacidade de retenção de lubrificante da superfície de deslizamento 101, pode ser suficientemente realçada. As definições destes dois pa- râmetros, a rugosidade média em dez pontos RzJIS e a relação de comprimento de carga Rmr, serão mencionadas mais tarde com referência às FIG. 17 e FIG. 18.
Os inventores estudaram as razões pelas quais o processo de polimento em gravação em relevo convencional ou processo de cauterização, pode não perceber uma capacidade de reter lubrificante suficiente. Desse modo, foi constatado que a maioria dos grãos de silício eutéticos é realmente removida da superfície de deslizamento de acordo com estas técnicas convencionais, tal que dificilmente qualquer contribuição de grãos de silício eutéticos para retenção de lubrificante é obtida, desse modo resultando em uma baixa capacidade de reter lubrificante. O fato que grãos de silício eutéticos são removidos da superfície de deslizamento, também torna difícil manter a rugosidade de superfície da superfície de deslizamento dentro da faixa numérica acima mencionada.
Por outro lado, no bloco dos cilindros 100 de acordo com a presente modalidade preferida, os grãos de silício eutéticos 2 na superfície de deslizamento 101, são permitidos contribuir suficientemente para a retenção de lubrificante, desse modo assegurando que a rugosidade média em dez pontos RzJIS da superfície de deslizamento 101 seja cerca de 0,54 yzm ou mais, e que a relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30%, é cerca de 20% ou mais. Como resultado, a capacidade de retenção de lubrificante da superfície de deslizamento 101 é grandemente melhorada.
Um método para produzir o bloco dos cilindros 100 da presente modalidade preferida será descrito com referência à FIG. 4, à FIG. 5, e às FIGs. 6A a 6D. A FIG. 4 e a FIG. 5 são fluxogramas que mostram as etapas de produção para o bloco dos cilindros 100. As FIGs. 6A a 6D são vistas em corte transversal passo a passo que mostram esquematicamente, em parte, as etapas de produção.
Primeiro, um molde que é formado de uma liga de alumínio que contém silício e que inclui grãos de silício de cristal primário e grãos de silício eutéticos próximos a superfície, é fornecida (etapa S1). A etapa S1 de fornecer o molde pode incluir, por exemplo, as etapas S1a a S1e mostradas na FIG. 5.
Primeiro, uma liga de alumínio contendo silício é preparada (etapa S1a). Para as- segurar uma força e resistência à abrasão suficientes do bloco dos cilindros 100, é preferível utilizar uma liga de alumínio que contém: não menor do que cerca de 73,4% em massa e não maior do que cerca de 79,6% em massa de alumínio; não menor do que cerca de 18% em massa e não maior do que cerca de 22% em massa de silício; e não menor do que cerca de 2,0% em massa e não maior do que cerca de 3,0% em massa de cobre.
Logo, a liga de alumínio preparada é aquecida e fundida em um forno de fundição, pelo qual uma fusão é formada (etapa S1b). É preferível que cerca de 100 ppm em massa de fósforo sejam adicionados à liga de alumínio antes da fusão ou à fusão. Se a liga de a- lumínio contém não menor do que cerca de 50 ppm em massa e não maior do que cerca de 200 ppm em massa de fósforo, fica possível reduzir a tendência dos grãos de cristal de silício ficarem gigantescos, desse modo permitindo a dispersão uniforme dos grãos de cristal de silício dentro da liga. Por outro lado, se o teor de cálcio na liga de alumínio for cerca de 0,01% em massa ou menor, o efeito de fornecer grãos de cristal de silício finos devido a fósforo é garantido, e uma estrutura metalúrgica com resistência à abrasão excelente pode ser obtida. Em outras palavras, a liga de alumínio contém preferivelmente não menor do que cerca de 50 ppm em massa e não maior do que cerca de 200 ppm em massa de fósforo, e não maior do que cerca de 0,01 % em massa de cálcio.
Logo, a fundição é realizada utilizando-se a fusão de liga de alumínio (etapa S1c). Em outras palavras, a fusão é resfriada dentro de um molde para formar um molde. Neste momento, a redondeza da superfície de deslizamento é resfriada em uma grande taxa de resfriamento (por exemplo, não menor do que cerca de 4°C/segundo e não maior do que cerca de 50°C/segundo), desse modo formando integralmente um bloco dos cilindros no qual os grãos de cristal de silício que contribuem para a resistência à abrasão, existem próximo à superfície. Esta etapa de fundição S1c pode ser realizada utilizando-se, por exemplo, um aparato de fundição que é descrito na Publicação Internacional No. 2004/002658.
Logo, o bloco dos cilindros 100 que foi tirado do molde é submetido a um dos tra-tamentos térmicos geralmente conhecidos como “T5", “T6”, e “T7” (etapa S1d). Um tratamento T5 é um tratamento no qual o molde é resfriado rapidamente (com água ou similar) imediatamente depois de ser tirada do molde, e depois disso submetida ao envelhecimento artificial a uma temperatura predeterminada durante um período predeterminado de tempo, para obter estabilidade dimensional e propriedades mecânicas melhoradas, seguido por resfriamento a ar. Um tratamento T6 é um tratamento no qual o molde é submetido a um tratamento de solução a uma temperatura predeterminada durante um período predeterminado depois de ser tirada do molde, em seguida resfriada com água, e depois disso submetida ao envelhecimento artificial a uma temperatura predeterminada durante um período predeterminado de tempo, seguido por resfriamento a ar. Um tratamento T7 é um tratamento para causar um grau mais forte de envelhecimento do que no tratamento T6; embora o tratamento T7 possa assegurar melhor estabilidade dimensional do que o tratamento T6, a dureza resultante será mais inferior que aquela obtida a partir do tratamento T6.
Logo, a usinagem predeterminada é realizada para o bloco dos cilindros 100 (etapa S1e). Especificamente, uma superfície que está em contato com um cabeçote dos cilindros e uma superfície que está em contato com um cárter, são submetidas a esmerilhamento ou similar.
Depois que o molde é preparado como descrito acima, como mostrado na FIG. 6A, a superfície do molde, especificamente, a superfície interna da parede do diâmetro do cilindro 103 (isto é, a superfície a se tornar a superfície de deslizamento 101) é submetida a um processo de mandrilagem fina(etapa S2).
Logo, como mostrado na FIG. 6B. a superfície que sofreu um processo de mandrilagem fina é submetida a um processo de polimento grosseiro (etapa S3). Em outras palavras, a superfície a se tornar a superfície de deslizamento 101, é polida utilizando-se um polidor que tem um número de grão relativamente pequeno (especificamente, com um número de grão de #800 ou mais). Este processo de polimento grosseiro pode ser realizado utilizando-se um aparato de polimento descrito na Publicação de Patente Depositada em Aberto Japonesa No. 2004-268179, por exemplo.
Logo, como mostrado na FIG. 6C, um processo de polimento de acabamento espelhado é realizado (etapa S4). Em outras palavras, a superfície do molde (a superfície a se tornar a superfície de deslizamento 101) é polida utilizando-se um polidor que tem um número de grão relativamente grande (especificamente, com um número de grão de #1500 ou mais). Este processo de polimento de acabamento espelhado pode ser realizado da mesma forma utilizando-se um aparato de polimento tal como aquele descrito na Publicação de Patente Depositada em Aberto Japonesa No. 2004-268179.
Depois disso, como mostrado na FIG. 6D, a superfície polida do molde é submetida a uma cauterização (por exemplo, uma cauterização alcalina), desse modo formando a superfície de deslizamento 101 a partir da qual os grãos grão de cristal de silício de silício de cristal primário, desse modo formando a superfície de deslizamento 101 a partir da qual os grãos de silício de cristal primário 1 e os grãos de silício eutéticos 2 estendem-se (etapa S5). Através deste processo de cauterização, a matriz 3 próxima à superfície, é removida em uma espessura predeterminada, desse modo permitindo as poças de óleo 4 ser formadas entre os grãos de silício de cristal primário 1 e os grãos de silício eutéticos 2. A profundidade das poças de óleo 4 pode ser ajustada como apropriado com base na concentração e na temperatura do líquido de gravar, tempo de cauterização (tempo de imersão), e similar.
Note que as etapas de classificação a ser realizadas antes do processo de polimento de acabamento espelhado (etapa S4), não estão limitadas às duas etapas exemplificadas acima, isto é, um processo de mandrilagem fina (etapa S2) e um processo de polimento grosseiro (etapa S3). A classificação pode ser realizada através de uma única etapa, ou a classificação pode ser realizada através de três ou mais etapas.
Como descrito acima, na presente modalidade preferida, a superfície de deslizamento 101 é formada realizando-se uma cauterização depois de um polimento utilizando-se um polidor que tem um número de grão de #1500 ou mais. Em outras palavras, um processo suavizador de superfície (através de um processo de polimento de acabamento espelhado) é realizado primeiro, e em seguida um esmerilhamento químico (através de cauterização) é realizado, por meio do qual as poças de óleo 4 são formadas. Formando-se a superfície de deslizamento 101 desta maneira, os grãos de silício eutéticos 2 permanecer são permitidos permanecer na superfície de deslizamento 101 sem cair, de forma que os grãos de silício eutéticos 2 podem contribuir suficientemente para a retenção de lubrificante. Em seguida, as razões atrás disto serão descritas em mais detalhes, comparado com o processo de polimento em gravação em relevo convencional ou processo de cauterização.
No caso onde um processo de polimento em gravação em relevo é empregado para formar a superfície de deslizamento 101, um molde que tem grãos de silício de cristal primário e grãos de silício eutéticos próximos a sua superfície, é primeiro preparado (mesma etapa como a etapa S1 mostrada na FIG. 4), e em seguida a superfície do molde é submetida a um processo de mandrilagem fina, como mostrado na FIG. 7A. Em seguida, depois de realizar um processo de polimento grosseiro como mostrado na FIG. 7B, um processo de polimento em gravação em relevo é realizado como mostrado na FIG. 7C. O processo de polimento em gravação em relevo é realizado utilizando-se uma escova de resina na qual grãos abrasivos são aderidos, e é realizada de uma tal maneira que principalmente a matriz 3 será cortada. Entretanto, o processo de polimento em gravação em relevo, que é um processo de moagem mecânica, inevitavelmente removerá uma porção de grãos de silício eutéticos 2 junto com a matriz 3, como esquematicamente mostrado na FIG. 7C. Portanto, os grãos de silício eutéticos 2 não contribuem muito para retenção de lubrificante.
Por outro lado, no caso onde a superfície de deslizamento 101 é formada através de um processo de cauterização que não é precedido por um processo de polimento de a- cabamento espelhado, um molde que tem grãos de silício de cristal primário e grãos de silício eutéticos perto de sua superfície é primeiro preparado (mesma etapa como a etapa S1 mostrada na FIG. 4), e em seguida a superfície do molde é submetida em um processo de mandrilagem fina como mostrado na FIG. 8A. Em seguida, um processo de polimento grosseiro é realizado como mostrado na FIG. 8B, e depois disso um processo de cauterização é realizado como mostrado na FIG. 8C. Neste caso, estes grãos de silício eutéticos 2 cujas superfícies foram danificadas (isto é, rachado ou quebrado) através do processo de polimento grosseiro permanecerão ressaltados. Tais grãos de silício eutéticos 2 cairão eventualmente na superfície de deslizamento 101 como esquematicamente mostrado na FIG. 8C. Portanto, os grãos de silício eutéticos 2 não contribuem muito para a retenção de lubrifican- te.
Na presente modalidade preferiu, um processo de polimento de acabamento espelhado é realizado antes de um processo de cauterização, caso em que o processo de cauterização (que é um processo de moagem química) não remove os grãos de silício eutéticos 2 5 junto com a matriz 3, ao contrário do processo de polimento em gravação em relevo (que é uma moagem mecânica). Além disso, visto que a superfície é alisada através de um processo de polimento de acabamento espelhado (que também abrange a superfície dos grãos de silício eutéticos 2) antes do processo de cauterização, a queda dos grãos de silício eutéticos 2 ocorre menos freqüentemente que no caso onde o processo de cauterização é realizado 10 imediatamente depois de um processo de polimento grosseiro. Portanto, os grãos de silício eutéticos 2 suficientemente contribuem para retenção de lubrificante.
Em seguida, resultados da prototipação de fato do bloco do cilindro 100 de acordo com a modalidade preferida presente e de submetê-lo a um teste de avaliação de resistência à abrasão serão descritos. 15 Utilizar uma liga de alumínio da composição mostrada na Tabela 1 abaixo, um blo co do cilindro 100 foi produzido por uma técnica de fundição de matriz em alta pressão como aquela descrita no folheto da Publicação Internacional No. 2004/002658.
Os processos de polimento (processo de polimento grosseiro e processo de polimento de acabamento espelhado) foram realizados utilizando um aparato de polimento des- 20 crito na Publicação de Patente Depositada em Aberto Japonesa No. 2004-268179, enquanto fornecendo óleo de resfriamento sobre a superfície a ser polida (isto é, polimento úmido). Um polidor com um número de grão de #600 foi utilizado para o processo de polimento grosseiro, considerando que um polidor com um número de grão de #1500 ou #2000 foi uti- lizado para o processo de polimento de acabamento espelhado. Nota-se que um número de grão mais alto indica que o polidor tem grãos abrasivos mais finos e, portanto, a superfície polida atingirá uma suavidade mais alta. Entretanto, quando os grãos abrasivos ficam mais finos, a velocidade do corte diminuirá, desse modo resultando em um tempo de processo mais longo e produtibilidade mais baixa. Em outras palavras, o método de produção de a- cordo com a modalidade preferida presente arrisca de realizar o processo de polimento de acabamento espelhado que é desvantajoso em termos de produtibilidade.
O processo de cauterização foi realizado utilizando-se uma solução de hidróxido de sódio de aproximadamente 5 % em massa, sob condições tal que a temperatura da solução foi de cerca de 70°C. A quantidade de cauterização (profundidade de cauterização) foi ajustada variando-se o tempo de imersão.
Um motor de combustão interna foi montado utilizando-se o bloco do cilindro 100 bem como um pistão de liga de alumínio que foi produzido separadamente através de forja- mento. Imediatamente depois de um estado onde a motor de combustão interna ainda estava frio e o lubrificante não tinha penetrado no cilindro, este motor de combustão interna foi operado durante 5 minutos em uma velocidade de revolução de 8000 rpm, e os arranhões que ocorrem na superfície de deslizamento 101 (isto é, desgastando) foram observado através de inspeção visual para determinar se o bloco dos cilindros qualificaria para uso. Os resultados são mostrados na Tabela 2 abaixo. Tabela 2 da mesma forma mostra uma rugosidade média em dez pontos RzJIS e uma relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% da superfície de deslizamento 101, como medido utilizando-se SURFCOM 1400D fabricado por TOKYO SEIMITSU CO., LTD. Como será descrito depois em mais detalhes, a rugosidade média em dez pontos RzJIS é um parâmetro que pode ser utilizado para avaliar a profundidade das poças de óleo 4, considerando que a re-lação de comprimento de carga Rmr(30) é um parâmetro que pode ser utilizado para avaliar o número de grãos de silício eutéticos 2 que permanece ressaltados (isto é, permanecendo sem queda) na superfície de deslizamento 101.

Como pode ser visto a partir da Tabela 2, nos Exemplos 1 a 10, onde o processo de cauterização foi realizado depois de um processo de polimento de acabamento espelhado, a rugosidade média em dez pontos RZJIS foi cerca de 0,54 pm ou mais e a relação de comprimento de carga Rmr(30) foi cerca de 20% ou mais, e desse modo o desgaste não ocorreu. 5 Nota-se que a razão pela qual os valores da rugosidade média em dez pontos RZJIS e a relação de comprimento de carga Rmr(30) varia entre os Exemplos 1 a 5, embora os polidores com o mesmo número de grão (#2000) tenham sido utilizados no processo de polimento de acabamento do espelho, é que o tempo de cauterização é diferente. Pela mesma razão, os valores da rugosidade média em dez pontos RZJIS e relação de comprimento de carga R- mr(30) variam entre os Exemplos 6 a 10 embora os polidores com o mesmo número de grão (#1500) tenham sido utilizados no processo de polimento de acabamento do espelho. Os 5 tempos de cauterização (segundos) nos Exemplos 1 a 10 foram como mostrado na Table 3 abaixo.
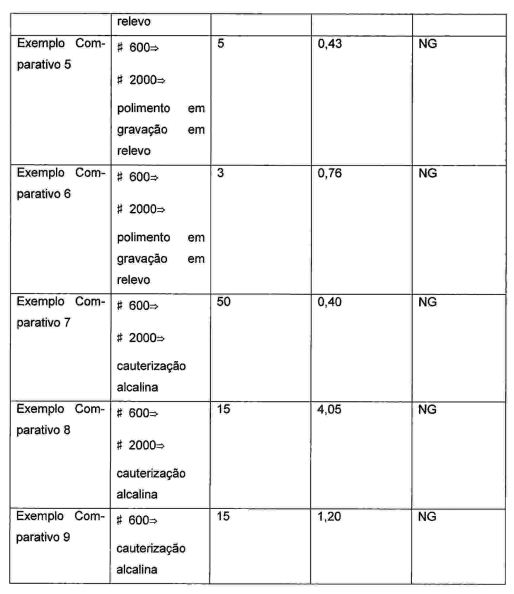
Por outro lado, no Exemplo Comparativo 1 (onde nem um processo de cauterização nem um processo de polimento em gravação em relevo foi realizado depois de um processo polimento grosseiro e um processo de polimento de acabamento espelhado) e Exemplo 10 Comparativo 2 (onde um processo de polimento em gravação em relevo foi realizado depois de um processo de polimento grosseiro), a rugosidade média em dez pontos RzJ!s foi menor que 0,54 pm, e a relação de comprimento de carga Rmr(30) foi menor que 20%, indicativos de desgaste.
Além disso, nos Exemplos Comparativos 3 a 6 onde um processo de polimento em 15 gravação em relevo foi realizada depois de um processo de polimento grosseiro e um processo de polimento de acabamento espelhado, a relação de comprimento de carga Rmr(30) foi menor que 20%, e a rugosidade média em dez pontos Rzjfs foi menor que 0,54 pm (com exceção do Exemplo Comparativo 6), indicativos de desgaste.
No Exemplo Comparativo 7, a rugosidade média em dez pontos Rzjis foi menor que 0,54 pm embora um processo de cauterização tenha sido realizado depois de um processo de polimento de acabamento espelhado. Isto é porque o tempo de cauterização foi muito curto para fornecer uma quantidade de cauterização suficiente. No Exemplo Comparativo 8, a relação de comprimento de carga Rmr(30) foi menor que 20% embora um processo de cauterização tenha sido realizado depois de um processo de polimento de acabamento espelhado. Isto é porque o tempo de cauterização foi muito longo, desse modo resultando em uma quantidade de cauterização excessiva e causando a queda dos grãos de silício eutéticos. Os tempos de cauterização nos Exemplos 1 a 10 foram 10 a 40 segundos como mostrado na Tabela 3, considerando que o tempo de cauterização no Exemplo Comparativo 7 foi de 8 segundos, e o tempo de cauterização no Exemplo Comparativo 8 foi de 70 segundos.
Da mesma forma no Exemplo Comparativo 9, onde um processo de cauterização foi realizado diretamente depois de um processo de polimento grosseiro (isto é, sem realizar um processo de polimento de acabamento espelhado), a relação de comprimento de carga Rmr(30) foi menor que 20%, indicativo de desgaste.
FIG. 9 é um gráfico em que os Exemplos 1 a 10 e os Exemplos Comparativos 1 a 7 e 9 são plotados em um eixo horizontal que representa a rugosidade média em dez pontos RZJIS e um eixo vertical que representa a relação de comprimento de carga Rmr(30).
Como pode ser visto a partir da FIG. 9, nos Exemplos 1 a 10, onde nenhum desgaste ocorreu (mostrado como ex1 a ex10 no gráfico), a rugosidade média em dez pontos RZJIS foi cerca de 0,54 pm ou mais e a relação de comprimento de carga Rmr(30) foi cerca de 20% ou mais. Por outro lado, nos Exemplos Comparativos 1 a 7 e 9 que sofreram desgaste (mostrado como ce1 a ce7 e ce9 no gráfico), pelo menos um dentre a rugosidade média em dez pontos RZJIS e relação de comprimento de carga Rmr(30) cai fora da(s) faixa(s) numérica(s) acima mencionada. Portanto, pode ser visto que a capacidade de retenção de lubrificante é melhorada e o desgaste é prevenido sob as condições que a rugosidade média em dez pontos RZJISé cerca de 0,54 pm ou mais e a relação de comprimento de carga R- mr(30) em um nível de corte de cerca de 30% é cerca de 20% ou mais. Nota-se que, quando a rugosidade média em dez pontos RZJISexcede cerca de 4,0 pm como mostrado no Exemplo Comparativo 8, a queda significante dos grãos de silício eutéticos finos pode ocor-rer de forma que as lacunas finas para reter o lubrificante (poças de óleo 4 com um passo fino) possam diminuir. Portanto, preferivelmente, a rugosidade média em dez pontos RZJISé aproximadamente 4,0 pm ou menor.
FIGS. 10A e 10B mostra fotografias de microscópio de força atômica (AFM) de superfícies de deslizamento dos blocos de cilindro do Exemplo 2 e Exemplo Comparativo 2. Como mostrado na FIG. 10A, protrusões e depressões existem geralmente uniformemente com um passo fino sobre a superfície de deslizamento do Exemplo 2, tal que não apenas os grãos de silício de cristal primário 1 mas também um número grande de grãos de silício eutéticos 2 permanecem ressaltados. Por outro lado, como mostrado na FIG. 10B, apenas algumas protrusões existem na superfície de deslizamento do Exemplo Comparativo 2, indicando que principalmente os grãos de silício de cristal primário 1 permaneçam ressaltados.
FIGS. 11A e 11B mostra perfis em corte transversal das superfícies de deslizamento do Exemplo 2 e Exemplo Comparativo 2. Como mostrado na FIG. 11 A, um número grande de depressões de profundidade suficiente existe na superfície de deslizamento do Exemplo 2 com um passo fino, indicativo de poças de óleo 4 que são criadas pelos grãos de silício eutéticos 2. Por outro lado, como mostrado na FIG. 11B, nenhuma depressão de profundidade suficiente existe na superfície de deslizamento do Exemplo Comparativo 2, indicando que os grãos de silício eutéticos 2 não estão substancialmente criando poças de óleo 4.
FIGS. 12A e 12B mostram perfis de carga das superfícies de deslizamento do E- xemplo 2 e Exemplo Comparativo 2. Como mostrado na FIG. 12A, a superfície de deslizamento do Exemplo 2 tem uma relação de comprimento de carga alta Rmr mesmo em um nível de corte relativamente baixo (por exemplo, em torno de 30%), desse modo indicando que não apenas os grãos de silício de cristal primário 1 mas também um grande número de grãos de silício eutéticos 2 permanece ressaltado. Por outro lado, como mostrado na FIG. 12B, a superfície de deslizamento do Exemplo Comparativo 2 tem uma relação de compri- 5 mento de carga inferior Rmr em um nível de corte relativamente baixo (por exemplo, cerca de 30%), indicando que não muitos grãos de silício eutéticos 2 permanecem ressaltados.
FIGS. 13A e 13B mostram fotografias das superfícies de deslizamento dos blocos do cilindro do Exemplo 2 e Exemplo Comparativo 2 depois de ser submetidas a um teste de operação. Como mostrado na FIG. 13A, a superfície de deslizamento do Exemplo 2 dificil- 10 mente tem qualquer arranhão, indicativo de nenhum desgaste. Por outro lado, como mostrado na FIG. 13B, a superfície de deslizamento do Exemplo Comparativo 2 tem um número grande de arranhões, indicativo de desgaste.
A razão pela qual o Exemplo 2 está livre de desgaste porém o Exemplo Comparativo 2 sofre desgaste, como da mesma forma comprovado pelas FIGS. 13A e 13B, é que há 15 uma diferença na capacidade de retenção de lubrificante entre o Exemplo 2 e Exemplo Comparativo 2. FIGS. 14A e 14B mostra os resultados da realização de teste de umectabili- dade nas superfícies de deslizamento de blocos de cilindro do Exemplo 2 e Exemplo Comparativo 2. Considerando que a superfície de deslizamento do Exemplo 2 absorve o lubrificante em um nível alto como mostrado na FIG. 14A (onde a absorção até 2,70 mm es- 20 tá ocorrendo), a superfície de deslizamento do Exemplo Comparativo 2 não absorve o lubrificante em um nível alto como mostrado na FIG. 14(b) (onde s absorção está ocorrendo apenas até cerca de 0,94 mm). Desse modo, pode ser visto que a superfície de deslizamento do Exemplo 2 tem uma capacidade de retenção de lubrificante mais alta que a superfície de deslizamento do Exemplo Comparativo 2. 25 Como foi descrito acima, uma capacidade de retenção de lubrificante é obtida quando não apenas grãos de silício de cristal primárior 1 mas também um número grande de grãos de silício eutéticos 2 permanecem ressaltados na superfície de deslizamento 101. Como esquematicamente mostrado na FIG. 15, poças de óleo 4 de profundidade suficiente são formadas com um passo fino quando um número grande de grãos de silício eutéticos 2 permanecem ressaltados, pelos quais a capacidade de retenção de lubrificante é realçada e a resistência de emperramento é melhorada. Visto que um número grande de grãos de silício eutéticos 2 permanecem ressaltados, a área das porções que de fato entram em contato com um anel do pistão 122a é aumentada quando comparada ao caso onde apenas os grãos de silício de cristal primário 1 permanecem ressaltados. Como um resultado, a área de unidade por carga que é aplicada durante um deslizamento é reduzida, pela qual uma resistência à abrasão melhorada é obtida.
Por outro lado, como esquematicamente mostrado na FIG. 16, quando substanci-almente apenas os grãos de silício de cristal primário 1 permanecem ressaltados, as poças de óleo 4 são formadas com um passo largo, resultando em uma resistência ao emperramento e capacidade de retenção de lubrificante mais baixa. Visto que dificilmente quaisquer grãos de silício eutéticos 2 permanecem ressaltados, a área das porções que de fato entram em contato com o anel do pistão 122a é pequena, desse modo resultando em uma resistência à abrasão baixa.
Como parâmetros que representam a rugosidade de superfície da superfície de deslizamento 101, a modalidade preferida presente presta atenção á rugosidade média em dez pontos RZJIS e a relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30%.
A rugosidade média em dez pontos Rzj|S é, com respeito a uma porção retirada de um perfil em corte transversal, a porção que prolonga-se se a um comprimento de referência L (como mostrado na FIG. 17), uma diferença entre um valor médio de alturas R1, R3, R5, R7, e R9 do cinco ápices mais altos e um valor médio das alturas R2, R4, R6, R8, e R10 das cinco calhas inferiores, como expresso pela eq. 1 abaixo.
Portanto, uma rugosidade média em dez pontos RZJIS grande significa que as poças de óleo 4 têm uma profundidade suficiente. Como já foi descrito com respeito aos resultados experimentais acima, uma rugosidade média em dez pontos Rzj)S de cerca de 0,54 p.m é preferível em termos de capacidade de retenção de lubrificante.
Uma relação de comprimento de carga Rmr(c) em um determinado nível de corte c é, com respeito a uma porção retirada de um perfil de rugosidade, a porção que prolonga-se a um comprimento de avaliação 1n (como mostrado na FIG. 18), uma relação da soma de comprimentos de corte quando o perfil de rugosidade é cortado em um nivel de corte c que é paralelo a uma linha que conecta os ápices (isto é, comprimento da carga) Ml (c) ao comprimento de avaliação In, como expresso pela eq. 2 abaixo.
Portanto, a relação de comprimento de carga Rmr(c) é um índice que indica quantos grãos de silício 1 e 2 permanecem ressaltados na superfície de deslizamento 101. Uma relação de comprimento de carga grande Rmr(c) significa que um número grande de grãos de silício eutéticos 2 permanece ressaltados. Em um estágio precoce de operação de um motor de combustão interna, a superfície externa da superfície de deslizamento 101 é desgastada aproximadamente em uma profundidade que corresponde a um nível de corte de cerca de 30%. Portanto, pode ser dito que uma relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% serve como um parâmetro que indica quantos ou poucos grãos de silício eutéticos 2 permanecem ressaltados durante uma operação atual. Como já foi descrito com respeito aos resultados experimentais acima, é preferível que a relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% é cerca de 20% ou mais em termos de capacidade de retenção de lubrificante.
Como já foi descrito acima, com o processo de polimento em gravação em relevo convencional, é difícil assegurar que a rugosidade média em dez pontos RZJIS e relação de comprimento de carga Rmr(30) estão dentro das faixas numéricas acima mencionadas. A razão disto será descrita com referência à FIG. 19.
Em um processo de polimento em gravação em relevo que é um processo de moagem mecânica, a quantidade da moagem difere-se entre as regiões onde os grãos de cristal de silício 1 e 2 estão escassos e as regiões onde eles são densos. Especificamente, como mostrado no lado à direita na FIG. 19, a moagem profunda ocorre em uma região onde os 5 grãos de cristal de silício 1 e 2 estão escassos, desse modo resultando em uma altura da gravação em relevo grande h. Entretanto, como mostrado no lado à esquerda na FIG. 19, apenas a moagem superficial ocorre em uma região onde os grãos de cristal de silício 1 e 2 são densos, desse modo resultando em uma altura da gravação em relevo pequena h. Portanto, é difícil obter uma rugosidade média em dez pontos grande RzJIS sobre a superfície 10 de deslizamento inteira 101. Além disso, visto que alguns dos grãos de silício eutéticos 2 serão moídos junto com a matriz 3, é da mesma forma difícil obter uma relação de comprimento de carga alta Rmr(30).
Por outro lado, em um processo de cauterização (que é um processo de moagem química), como mostrado na FIG. 20, a moagem ocorre em uma profundidade constante in- 15 dependente de se os grãos de cristal de silício 1 e 2 estão escassos ou densos, de forma que uma altura da gravação em relevo constante h seja obtida. Portanto, ajustando-se a concentração e temperatura do líquido de gravar e o tempo de cauterização, a rugosidade média em dez pontos RZJIS pode ser aumentada facilmente. Além disso, visto que os grãos de silício eutéticos 2 não serão moídos junto com a matriz 3, a relação de comprimento de 20 carga Rmr(30) pode ser aumentada facilmente.
Em seguida, tamanhos de grão de cristal médios preferíveis e distribuições de tamanho de grão preferíveis dos grãos de cristal de silício 1 e 2 na superfície de deslizamento 101 serão descritos. Os inventores têm conduzido um estudo detalhado na relação entre o desenvolvimento específico dos grãos de cristal de silício 1 e 2 sobre a superfície de desli- 25 zamento 101 e a força e resistência à abrasão do bloco dos cilindros 100. Como um resultado, foi constatado que a força e resistência à abrasão podem ser melhoradas grandemente ajustando-se os tamanhos de grão de cristal médios dos grãos de cristal de silício 1 e 2 dentro de faixas específicas, e/ou prescrevendo-se as distribuições de tamanho de grão especí- I ficas para os grãos de cristal de silício 1 e 2.
Primeiro, ajustar o tamanho de grão de cristal médio de grãos de silício de cristal primário 1 para estar dentro da faixa de não menos que cerca de 12 pm e não mais que cerca de 50 pm, a resistência à abrasão do bloco dos cilindros 100 pode ser melhorada.
Se o tamanho de grão de cristal médio do grãos de silício de cristal primário 1 excede cerca de 50 pm, o número de grãos de silício de cristal primário 1 por área unitária da superficie de deslizamento 101 torna-se pequeno. Portanto, uma carga grande será aplicada a cada grão de silício de cristal primário 1 durante a operação do motor de combustão interna, de forma que os grãos de silício de cristal primário 1 possam ser destruídos. Os resíduos dos grãos de silício de cristal primário destruído 1 agirá como partículas abrasivas, causando possivelmente uma abrasão considerável da superfície de deslizamento 101.
Se o tamanho de grão de cristal médio dos grãos de silício de cristal primário 1 for menor que cerca de 12 pm, a porção de cada grão de silício de cristal primário 1 que é escondido dentro da matriz 3 será pequena. Portanto, a queda dos grãos de silício de cristal primário 1 é provável ocorrer durante a operação do motor de combustão interna. Os grãos de silício de cristal primário 1 tendo caído agirão como partículas abrasivas, possivelmente causando uma abrasão considerável da superfície de deslizamento 101.
Por outro lado, quando o tamanho de grão de cristal médio dos grãos de silício de cristal primário 1 não é menor que cerca de 12 pm e não maior que cerca de 50 pm , um número suficiente de grãos de silício de cristal primário 1 exista por área unitária da superfície de deslizamento 101. Portanto, a carga aplicada a cada grão de silício de cristal primário 1 durante a operação do motor de combustão interna será relativamente pequena, pela qual a destruição dos grãos de silício de cristal primário 1 é suprimida. Como a porção de cada grão de silício de cristal primário 1 que é escondido dentro da matriz 3 é suficientemente grande, a queda dos grãos de silício de cristal primário 1 é reduzida, pela qual à abrasão da superfície de deslizamento 101 devido aos grãos de silício de cristal primário 1 ter caído é da mesma forma suprimido.
Além disso, os grãos de silício eutéticos 2 servem a função de reforçar a matriz 3.
Portanto, fornecendo-se grãos de silício eutéticos finos 2, a força e resistência à abrasão do bloco dos cilindros 100 podem ser melhoradas. Especificamente, assegurando-se que os grãos de silício eutéticos 2 têm um tamanho de grão de cristal médio de cerca de 7,5 pm ou menor, um efeito de melhorar a força e resistência à abrasão é obtido.
Além disso, prescrevendo-se as distribuições de tamanho de grão para os grãos de cristal de silício 1 e 2 tal que os grãos de cristal de silício têm um pico em uma faixa de tamanho de grão de cristal não menor que cerca de 1 pm e não maior que cerca de 7,5 pm e que os grãos de cristal de silício têm um pico em uma faixa de tamanho de grão de cristal não menor que 12 pm e não maior que cerca de 50 pm, a força e resistência à abrasão do bloco do cilindro 100 podem ser grandemente melhoradas. FIG. 21 mostra um exemplo de distribuições de tamanho de grão preferíveis. Os grãos de cristal de silício cujos tamanhos de grão de cristal incluem-se na faixa não menor que cerca de 1 pm e não maior que cerca de 7,5 pm são grãos de silício eutéticos 2, considerando que os grãos de cristal de silício cujos tamanhos de grão de cristal incluem-se na faixa não menor que cerca de 12 pm e não maior que cerca de 50 pm são grãos de silício de cristal primário 1. Além disso, a partir do ponto de vista de permitir mais grãos de silício eutéticos 2 contribuírem para criação de poças de óleo 4, como é da mesma forma mostrado na FIG. 21, é preferível que a freqüência em um primeiro pico existindo na faixa de tamanho de grão de cristal não menor que cerca de 1 pm e não maior que cerca de 7,5 pm (isto é, o pico associado com os grãos de silício eutéticos 2) é pelo menos cerca de cinco vezes maior que a freqüência em um segundo pico existindo na faixa de tamanho de grão de cristal não menor que cerca de 12 pm e não maior que cerca de 50 pm (isto é, o pico associado com os grãos de silício de cristal primário 1).
Para controlar os tamanhos de grão de cristal médio dos grãos de silício de cristal primário 1 e dos grãos de silício eutéticos 2, a taxa de resfriamento da porção para transformar a superfície de deslizamento 101 pode ser ajustada na etapa de fundir o molde (a etapa S1c mostrada na FIG. 5). Especificamente, realizando-se a fundição acima mencionada de forma que a porção para transformar a superfície de deslizamento 101 seja resfriada em uma taxa de resfriamento não menor que cerca de 4°C/segundo e não maior que cerca de 50°C/ segundo, os grãos de cristal de silício 1 e 2 serão depositados de uma tal maneira que o grãos de silício de cristal primário 1 têm um tamanho de grão de cristal médio não menor que cerca de 12 gm e não maior que cerca de 50 pm e que os grãos de silício eutéticos que 2 têm um tamanho de grão de cristal médio de cerca de 7,5 pm ou menor.
Como descrito acima, o bloco do cilindro 100 da modalidade preferida presente inclui a superfície de deslizamento 101 que tem uma excelente capacidade de retenção de lubrificante, e portanto pode ser utilizado adequadamente nas máquinas de combustão interna de vários tipos de aparatos de transporte. Em particular, o bloco do cilindro 100 é a- propriadamente utilizada em qualquer motor de combustão interna que é operado em uma velocidade de revolução alta (especificamente, sob uma velocidade de revolução máxima de 8000 rpm ou mais), por exemplo, um motor de combustão interna de uma motocicleta, pelo qual a durabilidade do motor de combustão interna pode ser grandemente melhorado.
FIG. 22 mostra um motor de combustão interna exemplar 150 incorporando o bloco dos cilindros 100 de acordo com uma modalidade preferida da presente invenção. O motor de combustão interna 150 inclui um cárter 110, um bloco do cilindro 100, e um cabeçote dos blocos dos cilindros 130.
Um eixo de manivela 111 é acomodado dentro do cárter 110. O eixo de manivela 111 inclui um pino de manivela 112 e um braço de manivela 113.
O bloco do cilindro 100 é fornecido acima do cárter 110. Um pistão 122 é inserido em um diâmetro de cilindro do bloco dos cilindros 100. O pistão 122 é formado de uma liga de alumínio (tipicamente, uma liga de alumínio contendo silício). O pistão 122 pode ser formado por forjamento, como é descrito, por exemplo, na especificação de USP No. 6.205.836. A descrição da especificação de USP No. 6.205.836 está aqui incorporada em sua totalidade por referência.
Nenhuma bucha de cilindro é inserida no diâmetro do cilindro, e nenhum revestimento é fornecido na superfície interna da parede do diâmetro do cilindro 103 do bloco do cilindro 100. Em outras palavras, os grãos de silício de cristal primário 1 e os grãos de silício eutéticos 2 são expostos na superfície da parede de diâmetro do cilindro 103.
Um cabeçote dos blocos dos cilindros 130 é fornecido acima do bloco dos cilindros 100. Juntamente com o pistão 122 no bloco dos cilindros 100, o cabeçote dos blocos dos cilindros 130 define uma câmara de combustão 131. O cabeçote dos blocos dos cilindros 130 inclui um orifício de admissão 132 e um orifício de exaustão 133. Uma válvula de entrada 134 para fornecer mistura de ar-combustível na câmara de combustão 131 é fornecida no orifício de admissão 132, e uma válvula de exaustão 135 para realizar a evacuação da câmara de combustão 131 é fornecida no orifício de exaustão 133.
O pistão 122 e o eixo de manivela 111 são ligados por meio de uma haste de conexão 140. Especificamente, um pino do pistão 123 do pistão 122 é inserido em um furo para passagem em uma extremidade menor 142 da haste de conexão 140, e o pino da manivela 112 do eixo de manivela 111 é inserido em um furo para passagem em uma extremidade grande 144, pela qual o pistão 122 e o eixo de manivela 111 são ligados um ao outro. Roli- mãs 114 são fornecidas entre a superfície periférica interna do furo para passagem da extremidade grande 144 e o pino da manivela 112.
O motor de combustão interna 150 mostrado na FIG. 22 tem durabilidade excelente porque o bloco dos cilindros 100 da presente modalidade preferida está incorporado, embora faltando uma bomba de óleo para compulsoriamente fornecer um lubrificante. Visto que os blocos dos cilindros 100 da presente modalidade preferida são caracterizados por uma resistência à abrasão alta da superfície de deslizamento 101, não há necessidade de uma bucha do cilindro. Portanto, as etapas de produção do motor de combustão interna 150 podem ser simplificadas, o peso do motor de combustão interna 150 pode ser reduzido, e o desempenho do resfriamento pode ser melhorado. Além disso, visto que é desnecessário realizar o revestimento para a superfície interna da parede de diâmetro do cilindro 103, é da mesma forma possível reduzir o custo de produção.
FIG. 23 mostra uma motocicleta que incorpora o motor de combustão interna 150 mostrado na FIG. 22. Em uma motocicleta, o motor de combustão interna 150 será operado em uma velocidade de revolução alta.
Na motocicleta mostrada na FIG. 23, um tubo do cabeçote 302 é fornecido na ex- tremidade dianteira de uma estrutura da carroceria 301. Ao tubo do cabeçote 302, um garfo dianteiro 303 é ligado para ser capaz de oscilação na direção de direita-esquerda do veículo. Na extremidade inferior do garfo dianteiro 303, uma roda dianteira 304 é apoiada para ser capaz de girar. 5 Um rebordo do assento 306 é ligado a uma porção superior da extremidade traseira da estrutura da carroceria 301 para prolongar-se na direção traseira. Um tanque de combustível 307 é fornecido na estrutura da carroceria 301, e um assento principal 308a e um assento de dois lugares 308b são fornecidos no rebordo do assento 306
Braços traseiros 309 que prolongam-se na direção traseira são ligados à extremi- 10 dade traseira da estrutura da carroceria 301. Na extremidade traseira dos braços traseiros 309, uma roda traseira 310 é apoiada para ser capaz de girar.
Na porção central da estrutura da carroceria 301, o motor de combustão interna 150 mostrado na FIG. 22 é sustentado. O bloco dos cilindros 100 da presente modalidade preferida é utilizado para o motor de combustão interna 150. Um radiador 311 é fornecido na 15 frente do motor de combustão interna 150. Um cano de exaustão 312 é conectado a um orifício de exaustão do motor de combustão interna 150, e um silenciador 313 é ligado à extremidade traseira do cano de exaustão 312.
Uma transmissão 315 é ligada ao motor de combustão interna 150. Dentes da rodas propulsores 317 são ligados em um eixo de saída 316 da transmissão 315. Por meio de 20 uma corrente 318, os dentes de roda propulsores 317 são ligados aos dentes de roda da roda traseira 319 da roda traseira 310. A transmissão 315 e a corrente 318 funcionam como um mecanismo de transmissão para transmitir a força motriz gerada no motor de combustão interna 150 para a roda propulsora.
Visto que a motocicleta mostrada na FIG. 23 incorpora o motor de combustão inter- 25 na 150, em que o bloco dos cilindros 100 da modalidade preferida presente é utilizado, a motocicleta tem desempenho excelente.
Embora a presente modalidade preferida tenha sido ilustrada com relação a um bloco dos cilindros como um exemplo, a presente invenção não está limitada a esta. A pre- sente invenção é amplamente aplicável a qualquer componente de motor de combustão in-terna tendo uma superfície de deslizamento (isto é, um lubrificante necessita ser retido na superfície). Por exemplo, a presente invenção pode ser utilizada para um pistão, uma bucha do cilindro, ou uma peça de carne.
De acordo com as modalidades preferidas da presente invenção, é fornecido um componente de motor de combustão interna tendo uma superfície de deslizamento com uma capacidade de retenção de lubrificante excelente, bem como um método para produzir o mesmo.
O componente de motor de combustão interna de acordo com modalidades preferi das da presente invenção pode ser adequadamente utilizado nos motores de combustão interna para vários tipos de aparatos de transporte, e pode ser particularmente adequadamente utilizado para motores de combustão interna que são operados em revoluções altas e para motores de combustão interna em que o lubrificante não é compulsoriamente fornecido 15 em um cilindro por meio de uma bomba.
Enquanto a presente invenção foi descrita com relação às modalidades preferidas desta, ficará aparente para aqueles versados na técnica que a invenção descrita pode ser modificada de numerosas maneiras e pode assumir muitas modalidades diferente daquelas especificamente descritas acima. Desta maneira, é pretendido pelas reivindicações anexas 20 abranger todas as modificações da invenção que incluem-se no verdadeiro espírito e escopo da invenção.
Claims (11)
1. Componente de motor de combustão interna composto de uma liga de alumínio contendo silício, CARACTERIZADO pelo fato de compreender: uma pluralidade de grãos de cristal de silício localizados em uma superfície de deslizamento; em que a superfície de deslizamento tem uma rugosidade média de dez pontos RZJIS de cerca de 0,54 |im ou mais, e uma relação de comprimento de carga Rmr(30) em um nível de corte de cerca de 30% da superfície de deslizamento é cerca de 20% ou mais, a pluralidade de grãos de cristal de silício incluindo uma pluralidade de grãos de silício de cristal primário e uma pluralidade de grãos de silício eutéticos, e a pluralidade de grãos de cristal de silício primário e a pluralidade de grãos de silício eutéticos se projetando de uma matriz.
2. Componente de motor de combustão interna, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a pluralidade de grãos de silício de cristal primário tem um tamanho de grão de cristal médio não menor do que cerca de 12 |im e não maior do que cerca de 50 |im.
3. Componente de motor de combustão interna, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a pluralidade de grãos de silício eutéticos tem um tamanho de grão de cristal médio de cerca de 7,5 |im ou menos.
4. Componente de motor de combustão interna, de acordo com qualquer uma das reivindicações 1 a 3, CARACTERIZADO pelo fato de que a pluralidade de grãos de cristal de silício tem uma distribuição de tamanho de grão tendo um primeiro pico existindo em uma faixa de tamanho de grão de cristal não menor do que cerca de 1 |im e não maior do que cerca de 7,5 |im e um segundo pico existindo em uma faixa de tamanho de grão de cristal não menor do que cerca de 12 pm e não maior do que 50 pm.
5. Componente de motor de combustão interna, de acordo com a reivindicação 4, CARACTERIZADO pelo fato de que uma frequência no primeiro pico é pelo menos cerca de cinco vezes maior do que uma frequência no segundo pico.
6. Componente de motor de combustão interna, de acordo com qualquer uma das reivindicações 1 a 5, CARACTERIZADO pelo fato de que a liga de alumínio contém: não menos do que cerca de 73,4% em massa e não mais do que cerca de 79,6% em massa de alumínio; não menos do que cerca de 18% em massa e não mais do que cerca de 22% em massa de silício; e não menos do que cerca de 2,0% em massa e não mais do que cerca de 3,0% em massa de cobre.
7. Componente de motor de combustão interna, de acordo com qualquer uma das reivindicações 1 a 6, CARACTERIZADO pelo fato de que a liga de alumínio contém não menos do que cerca de 50 ppm em massa e não mais do que cerca de 200 ppm em massa de fósforo e não mais do que cerca de 0,01% em massa de cálcio.
8. Componente de motor de combustão interna, de acordo com qualquer uma das reivindicações 1 a 7, CARACTERIZADO pelo fato de que o componente de motor de combustão interna é um bloco de cilindro.
9. Motor de combustão interna, CARACTERIZADO pelo fato de compreender o componente de motor de combustão interna conforme definido em qualquer uma das reivindicações 1 a 8.
10. Motor de combustão interna, de acordo com a reivindicação 9, CARACTERIZADO pelo fato de o motor de combustão interna compreende um pistão composto de uma liga de alumínio, e o componente de motor de combustão interna é um bloco de cilindro.
11. Aparelho de transporte, CARACTERIZADO pelo fato de compreender o motor de combustão interna conforme definido na reivindicação 9 ou 10.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006-354551 | 2006-12-28 | ||
| JP2006354551 | 2006-12-28 | ||
| PCT/JP2007/075362 WO2008081964A1 (en) | 2006-12-28 | 2007-12-25 | Internal combustion engine component and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0709189A2 BRPI0709189A2 (pt) | 2011-06-28 |
| BRPI0709189B1 true BRPI0709189B1 (pt) | 2020-09-15 |
Family
ID=39251355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0709189-3A BRPI0709189B1 (pt) | 2006-12-28 | 2007-12-25 | Componente de motor de combustão interna e método para produzir o mesmo |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8047174B2 (pt) |
| EP (1) | EP2097634B1 (pt) |
| JP (2) | JP2008180218A (pt) |
| CN (1) | CN101438047B (pt) |
| BR (1) | BRPI0709189B1 (pt) |
| MY (1) | MY146855A (pt) |
| TW (1) | TWI385300B (pt) |
| WO (1) | WO2008081964A1 (pt) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010031840A (ja) * | 2008-06-27 | 2010-02-12 | Yamaha Motor Co Ltd | シリンダブロック、内燃機関、輸送機器およびシリンダブロックの製造方法 |
| US20120245065A1 (en) * | 2009-08-18 | 2012-09-27 | The Lubrizol Corporation | Lubricating Composition Containing an Antiwear Agent |
| WO2011093464A1 (ja) * | 2010-01-29 | 2011-08-04 | 日本ピストンリング株式会社 | ピストンリング |
| WO2013137060A1 (ja) | 2012-03-14 | 2013-09-19 | 株式会社リケン | シリンダとピストンリングとの組合せ |
| CN103572107A (zh) * | 2013-10-21 | 2014-02-12 | 姚富云 | 一种发动机气缸体用铸造铝合金制造方法 |
| JP2018059405A (ja) * | 2015-02-23 | 2018-04-12 | ヤマハ発動機株式会社 | 空冷エンジン、空冷エンジン用シリンダボディ部材及び空冷エンジン搭載車両 |
| JP2018059403A (ja) * | 2015-02-23 | 2018-04-12 | ヤマハ発動機株式会社 | エンジン、シリンダボディ部材及び車両 |
| JP2018059404A (ja) * | 2015-02-23 | 2018-04-12 | ヤマハ発動機株式会社 | エンジン、シリンダボディ部材及び車両 |
| JP7530574B2 (ja) * | 2020-12-15 | 2024-08-08 | スズキ株式会社 | 内燃機関のピストン及びその製造方法 |
| JP2024158265A (ja) * | 2023-04-27 | 2024-11-08 | ヤマハ発動機株式会社 | アルミニウム合金製シリンダブロックの製造方法 |
| US12546270B2 (en) | 2023-05-23 | 2026-02-10 | Arctic Cat Inc. | Interchangeable engine assembly |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2896009A (en) * | 1955-05-17 | 1959-07-21 | Jack E Caveney | Wiring duct |
| USRE27081E (en) | 1969-07-28 | 1971-03-02 | Formation of low friction glass-like surface on aluminum silicon alloy for engine operation | |
| JPS50148236A (pt) * | 1974-05-21 | 1975-11-27 | ||
| JPH0293086A (ja) * | 1988-09-29 | 1990-04-03 | Mazda Motor Corp | アルミニウム合金製摺動部材の製造方法 |
| JP2885407B2 (ja) * | 1988-10-07 | 1999-04-26 | マツダ株式会社 | 耐摩耗性アルミニウム合金部材の製造方法 |
| JPH08987B2 (ja) | 1989-02-10 | 1996-01-10 | 日産自動車株式会社 | アルミニウム合金の表面処理方法 |
| JP2666564B2 (ja) | 1990-11-21 | 1997-10-22 | 日産自動車株式会社 | ハイシリコンアルミシリンダブロックおよびその製造方法 |
| JP2776143B2 (ja) * | 1992-05-15 | 1998-07-16 | 日産自動車株式会社 | ハイシリコンアルミボアの仕上げボーリング加工方法 |
| JPH06167242A (ja) * | 1992-11-30 | 1994-06-14 | Nissan Motor Co Ltd | 高Siアルミニウム合金製シリンダボアの仕上げ加工方法 |
| US5489346A (en) * | 1994-05-03 | 1996-02-06 | Sps Technologies, Inc. | Hot corrosion resistant single crystal nickel-based superalloys |
| DE19523484C2 (de) * | 1995-06-28 | 2002-11-14 | Daimler Chrysler Ag | Verfahren zum Herstellen einer Zylinderlaufbüchse aus einer übereutektischen Aluminium/Silizium-Legierung zum Eingießen in ein Kurbelgehäuse einer Hubkolbenmaschine und danach hergestellte Zylinderlaufbüchse |
| US6096143A (en) | 1994-10-28 | 2000-08-01 | Daimlerchrysler Ag | Cylinder liner of a hypereutectic aluminum/silicon alloy for use in a crankcase of a reciprocating piston engine and process for producing such a cylinder liner |
| ATE228580T1 (de) * | 1997-08-30 | 2002-12-15 | Honsel Gmbh & Co Kg | Legierung und verfahren zum herstellen von gegenständen aus dieser legierung |
| JP3942129B2 (ja) | 1998-07-09 | 2007-07-11 | ヤマハ発動機株式会社 | 鍛造ピストンの製造方法および鍛造用金型 |
| JP4678802B2 (ja) * | 2000-11-06 | 2011-04-27 | 本田技研工業株式会社 | 有摺接面部材 |
| JP2002144214A (ja) * | 2000-11-06 | 2002-05-21 | Honda Motor Co Ltd | 摺接面の研磨加工方法 |
| JP4777533B2 (ja) * | 2001-04-18 | 2011-09-21 | 大豊工業株式会社 | コンプレッサの摺動部材 |
| JP2003035198A (ja) * | 2001-07-23 | 2003-02-07 | Showa Denko Kk | 内燃機関用ピストンおよびその製造方法 |
| JP4224024B2 (ja) | 2002-06-26 | 2009-02-12 | ヤマハ発動機株式会社 | アルミニウム合金の真空ダイカスト鋳造方法および鋳造装置並びにアルミニウム合金製品 |
| JP2004268179A (ja) | 2003-03-06 | 2004-09-30 | Nihon Micro Coating Co Ltd | 研磨装置 |
| JP2005273654A (ja) * | 2004-02-27 | 2005-10-06 | Yamaha Motor Co Ltd | エンジン用部品およびその製造方法 |
| EP1944495A1 (en) * | 2004-02-27 | 2008-07-16 | Yamaha Hatsudoki Kabushiki Kaisha | Engine component part and method for producing the same |
| US20050249602A1 (en) * | 2004-05-06 | 2005-11-10 | Melvin Freling | Integrated ceramic/metallic components and methods of making same |
| US7066132B1 (en) * | 2005-01-13 | 2006-06-27 | General Motors Corporation | Piston with oxidation catalyst |
-
2007
- 2007-12-20 JP JP2007329164A patent/JP2008180218A/ja active Pending
- 2007-12-25 CN CN2007800164264A patent/CN101438047B/zh active Active
- 2007-12-25 MY MYPI20083609A patent/MY146855A/en unknown
- 2007-12-25 US US12/282,015 patent/US8047174B2/en active Active
- 2007-12-25 BR BRPI0709189-3A patent/BRPI0709189B1/pt active IP Right Grant
- 2007-12-25 EP EP07860557.3A patent/EP2097634B1/en active Active
- 2007-12-25 WO PCT/JP2007/075362 patent/WO2008081964A1/en not_active Ceased
- 2007-12-27 TW TW096150655A patent/TWI385300B/zh active
-
2011
- 2011-12-08 JP JP2011268620A patent/JP5593302B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP5593302B2 (ja) | 2014-09-17 |
| US8047174B2 (en) | 2011-11-01 |
| CN101438047A (zh) | 2009-05-20 |
| TW200848605A (en) | 2008-12-16 |
| EP2097634A1 (en) | 2009-09-09 |
| JP2012057627A (ja) | 2012-03-22 |
| JP2008180218A (ja) | 2008-08-07 |
| BRPI0709189A2 (pt) | 2011-06-28 |
| EP2097634B1 (en) | 2018-02-07 |
| WO2008081964A1 (en) | 2008-07-10 |
| US20090151689A1 (en) | 2009-06-18 |
| CN101438047B (zh) | 2012-01-11 |
| TWI385300B (zh) | 2013-02-11 |
| MY146855A (en) | 2012-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0709189B1 (pt) | Componente de motor de combustão interna e método para produzir o mesmo | |
| Chen et al. | Effects of casting and heat treatment processes on the thermal conductivity of an Al-Si-Cu-Fe-Zn alloy | |
| US7765977B2 (en) | Engine component part and method for producing the same | |
| BRPI0901936A2 (pt) | bloco de cilindro, motor de combustão interna, aparelho de transporte e método para produzir bloco de cilindro | |
| PT97149B (pt) | Monocilindro ou bloco policilindrico | |
| JP5016400B2 (ja) | 鍛造ピストン、内燃機関、輸送機器および鍛造ピストンの製造方法 | |
| JP2003035198A (ja) | 内燃機関用ピストンおよびその製造方法 | |
| JP2008121057A (ja) | 加工性に優れた耐摩耗性アルミニウム合金材およびその製造方法 | |
| JP6108273B2 (ja) | オイルポンプ用ロータ | |
| JP2005273654A (ja) | エンジン用部品およびその製造方法 | |
| EP4219929B1 (en) | Internal combustion engine and transportation device | |
| Bosi et al. | Fatigue properties of a cast aluminium alloy for rims of car wheels | |
| JP2022091643A (ja) | 摺動部材及びその製造方法 | |
| Cheng et al. | Effect of the spinning deformation processing on mechanical properties of Al-7Si-0.3 Mg alloys | |
| EP4219928B1 (en) | Internal combustion engine and transportation device | |
| JP2001123884A (ja) | 調整された機械的特性を有するピストン | |
| Sokołowski et al. | Effect of tool cutter immersion on Al-Si bi-metallic materials in High-Speed-Milling | |
| FR3133416B1 (fr) | Vilebrequin à réduction des chocs dans l’huile | |
| JP2009113074A (ja) | 鍛造ピストン用ビレット、鍛造ピストン用ビレットの製造方法、鍛造ピストンの製造方法および内燃機関の製造方法 | |
| JP2009022972A (ja) | 車両操舵装置ハウジング用ダイカスト鋳物 | |
| VIGO | Comparison between Twist Control Test and Tensile Test for Cast Metallic Alloys |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06T | Formal requirements before examination [chapter 6.20 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 15/09/2020, OBSERVADAS AS CONDICOES LEGAIS. |