BRPI0812965B1 - Método para lingotamento contínuo do aço - Google Patents
Método para lingotamento contínuo do aço Download PDFInfo
- Publication number
- BRPI0812965B1 BRPI0812965B1 BRPI0812965-7A BRPI0812965A BRPI0812965B1 BR PI0812965 B1 BRPI0812965 B1 BR PI0812965B1 BR PI0812965 A BRPI0812965 A BR PI0812965A BR PI0812965 B1 BRPI0812965 B1 BR PI0812965B1
- Authority
- BR
- Brazil
- Prior art keywords
- electromagnetic
- liquid steel
- mold
- steel
- supplied
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/18—Controlling or regulating processes or operations for pouring
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
método para lingotamento continuo do aço. a presente invenção refere-se a uma maneira de aplicação de corrente a uma bobina para dois propósitos, dispondo as duas primeiras bobinas de excitação 5b enroladas em torno das respectivas periferias externas de dois núcleos de ferro polares magnéticos 5a, e uma segunda bobina eletromagnética tendo uma bobina de excitação 5c enrolada em torno da periferia externa dos dois núcleos de ferro polares magnéticos 5a juntos, com o mesmo número na periferia externa de um lado largo 3b de um molde 3, para um total de (2n + 2) na periferia externa (n é um número natural) do lado largo 3b. no caso de agitação eletromagnética, uma multifase corrente alternada de 3 fases ou mais, cada fase tendo uma diferença de fase de 90° a 120°, é aplicada às bobinas de excitação 5b, 5c de todas as bobinas eletromagnéticas, no caso de agitação eletromagnética. no caso de frenagem eletromagnética, uma corrente continua é aplicada à bobina de excitação 5c ou às 3 bobinas de excitação 5b, 5c para cada uma das primeira e segunda bobinas eletromagnéticas. a frenagem eletromagnética ou a agitação eletromagnética é seletivamente ativada de acordo com a composição do aço líquido e a quantidade de aço líquido 2 fornecido. é possível com estabilidade produzir placas lingotadas com boa qualidade de superfície, independente do tipo de aço e das condições de lingotamento, e a ocorrência de rompimento pode ser controlada, desse modo tornando possível obter-se uma operação de lingotamento estável.
Description
[001] A presente invenção refere-se a um método paralingotamento contínuo do aço que emprega uma bobina eletromagnética capaz de ativar seletivamente a frenagem eletromagnética ou a agitação eletromagnética, ao mesmo tempo que controla o fluxo de aço líquido no molde.
[002] No típico lingotamento contínuo do aço, o aço líquido éinjetado em um molde por meio de um bocal de imersão com dois orifícios de saída. A figura 2 é uma vista secional esquemática de um estado do fluído do aço líquido em um molde neste típico lingotamento contínuo. O aço líquido 2, o qual é descarregado por um orifício de saída 1a de um bocal de imersão 1, colide contra uma casca solidificada 2c em um lado estreito 3a de um molde 3. Após contato com a casca solidificada 2c no lado estreito 3a, o aço líquido separa-se em um fluxo para cima 2a e um fluxo para baixo 2b. O fluxo para cima 2a em seguida forma um fluxo horizontal abaixo do menisco e se move na direção do bocal de imersão 1. Número de referência 4 da figura 2 mostra um pó de molde.
[003] O controle do fluxo de aço líquido no molde é da máximaimportância na operação e no controle de qualidade das placas lingotadas. Existem vários métodos para obter o controle do fluxo do aço líquido, tal como melhorar a forma do bocal de imersão, ou aplicar uma força eletromagnética ao aço líquido no molde. Nos anos recentes, os métodos de aplicação de uma força eletromagnética ao aço líquido têm conseguido ser amplamente empregados. Existem dois métodos de aplicação de uma força eletromagnética para o aço líquido: usando um freio eletromagnético para aplicação de uma força de frenagem para o fluxo de descarregamento do aço líquido do bocal de imersão, e usando a agitação eletromagnética para agitar o aço líquido por meio de uma força eletromagnética.
[004] A frenagem eletromagnética e a agitação eletromagnéticacada uma têm suas vantagens e desvantagens, porém falando de um modo geral, a frenagem eletromagnética é usada em lingotamento de alta velocidade, e a agitação eletromagnética é usada em lingotamento de baixa velocidade. Os freios eletromagnéticos e os agitadores eletromagnéticos são ambos equipados com um núcleo eletromagnético que tem um núcleo de ferro enrolado com uma bobina. O núcleo de ferro é tipicamente disposto no lado posterior de uma placa de cobre de um molde. Os dispositivos que têm estas bobinas eletromagnéticas tipicamente possuem uma única função, ou frenagem eletromagnética ou agitação eletromagnética.
[005] Dessa maneira, por algum tempo recentemente, dispositivosda bobina eletromagnética têm sido desenvolvidos com a capacidade de funcionamento de ambos como um freio eletromagnético e como um agitador eletromagnético (referido abaixo como uma bobina para dois propósitos), como descrito pelo requerente nas Referências de Patente 1 e 2.
[006] Referência de Patente 1: Publicação Kokai de Pedido dePatente Japonesa N° 2005-349454
[007] Referência de Patente 2: Publicação Kokai de Pedido dePatente Japonesa N° 2007-007719
[008] A bobina para dois propósitos das Referências de Patente 1e 2 seletivamente causa frenagem eletromagnética ou agitação eletromagnética ao agir sobre o aço líquido em um molde, por fornecer corrente alternada ou contínua à uma bobina eletromagnética disposta na periferia externa do molde.
[009] A bobina para dois propósitos descrita nas Referências de Patente 1 e 2 permite o uso de ambas frenagem eletromagnética e agitação eletromagnética, que até aqui era impossível.
[0010] O problema a ser resolvido pela presente invenção é que nocaso de uma bobina para dois propósitos capaz de funcionamento tanto como um freio eletromagnético quanto como um agitador eletromagnético, não fica claro de que maneira aplicar a corrente elétrica durante o lingotamento contínuo do aço, como descrito pelo requerente.
[0011] O método para lingotamento contínuo do aço de acordo comuma modalidade da presente invenção é um método que especifica uma maneira de aplicação de corrente a uma bobina para dois propósitos. O método pode incluir os etapas de:
[0012] dispor pelo menos dois núcleos de ferro polares com omesmo número na periferia externa de um lado largo de um molde, para um total de (2n + 2) na periferia externa do lado largo do molde, em que n é um número natural, em que cada um dos núcleos de ferro polares compreende uma primeira bobina de excitação enrolada em torno da periferia externa do núcleo de ferro polar magnético, e em que uma segunda bobina de excitação é enrolada em torno da periferia externa de dois de pelo menos dois núcleos de ferro polares magnéticos, tal que os dois núcleos de ferro polares magnéticos são enrolados juntos;
[0013] aplicar, no caso de agitação eletromagnética, uma correntealternada de multifase às bobinas de excitação de todas as bobinas eletromagnéticas, em que a corrente alternada de multifase tem pelo menos 3 fases, cada fase tendo uma diferença de fase dentre cerca de 90° a cerca de 120°;
[0014] aplicar, no caso de frenagem eletromagnética, uma corrente contínua à segunda bobina de excitação ou às primeiras bobinas de excitação enroladas em torno dos dois núcleos de ferro polares magnéticos e da segunda bobina de excitação, e
[0015] seletivamente ativar a frenagem eletromagnética ou aagitação eletromagnética de acordo com a composição do aço líquido e da quantidade de aço líquido fornecido.
[0016] Em um aspecto, quando a concentração de carbonoconstituinte do aço líquido fornecido para o molde é de pelo menos 0,07% e 0,16% ou menos em termos de percentagem em massa:1) uma corrente alternada de multifase de 3 fases ou mais é aplicada às primeira e segunda bobinas eletromagnéticas, desse modo causando agitação eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em menos do que 3 ton/min, e2) uma corrente contínua é aplicada as primeira e segunda bobinas eletromagnéticas a fim de causar frenagem eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em 3 ton/min ou mais.
[0017] Em outro aspecto, quando a concentração de carbonoconstituinte do aço líquido fornecido para o molde é maior do que 0,0050% e menor do que 0,07% em termos de percentagem em massa:1) uma corrente alternada de multifase de 3 fases ou mais é aplicada as primeira e segunda bobinas eletromagnéticas a fim de causar agitação eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em menos do que 4 ton/min, e2) uma corrente contínua é aplicada às primeira e segunda bobinas eletromagnéticas a fim de causar frenagem eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em 4 ton/min ou mais.
[0018] Ainda em outro aspecto, quando a concentração de carbonoconstituinte do aço líquido fornecido para o molde é de 0,0050% ou menos em termos de percentagem em massa:1) uma corrente alternada de multifase de 3 fases ou mais é aplicada as primeira e segunda bobinas eletromagnéticas a fim de causar agitação eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em menos do que 5 ton/min, e2) uma corrente contínua é aplicada as primeira e segunda bobinas eletromagnéticas a fim de causar frenagem eletromagnética para agir no aço líquido disposto no molde, quando o aço líquido é fornecido em 5 ton/min ou mais.
[0019] De acordo com o método para lingotamento contínuo do açode acordo com uma modalidade da presente invenção, é possível com estabilidade produzir placas lingotadas com boa qualidade de superfície, até mesmo com tipos de variações de aço e condições de lingotamento. Além disso, na modalidade da presente invenção, a ocorrência de rompimento pode ser controlada e uma operação de lingotamento estável pode ser obtida.
[0020] A figura 1 ilustra a configuração da bobina para doispropósitos empregada no método da presente invenção. A figura 1 (a) é uma vista secional horizontal. A figura 1 (b) é uma vista secional vertical.
[0021] A figura 2 é uma vista secional vertical esquematicamentemostrando o estado do fluxo do aço líquido no molde em um método de lingotamento contínuo convencional.Breve Descrição dos Números de Referência1 Bocal de Imersão2 Aço Líquido3 Molde3a Lado Estreito 3b Lado Largo5 Bobina para Dois Propósitos5a Dentes5b Enrolamento Interno5c Enrolamento Externo5d Núcleo
[0022] A presente invenção especifica uma maneira de aplicar umacorrente a uma bobina para dois propósitos de acordo com a composição do aço líquido e a quantidade de aço líquido fornecido quando desempenhada o lingotamento contínuo do aço empregando uma bobina para dois propósitos que é capaz de servir a ambas funções de frenagem eletromagnética e de agitação eletromagnética. Modalidades
[0023] A figura 1 ilustra as modalidades preferidas da presenteinvenção e um processo de concepção inicial da presente invenção para solução dos problemas da técnica anterior.
[0024] Os inventores têm estudado de que maneira seletivamenteaplicar a frenagem eletromagnética ou a agitação eletromagnética às condições de lingotamento quando realizando o lingotamento contínuo do aço empregando uma bobina para dois propósitos como descrito na Referência de Patente 2.
[0025] A frenagem eletromagnética pode ter o efeito de reduçãolongitudinal das fissuras causadas por solidificação desigual do aço líquido, e inibindo a refusão da casca solidificada para desse modo controlar a ocorrência de rompimento. O motivo para isso é que a frenagem eletromagnética reduz a velocidade do fluxo do aço líquido que é descarregado do bocal de imersão, de modo que a velocidade do fluxo do aço líquido seja inferior quando colidir contra a casca solidificada.
[0026] Por outro lado, a agitação eletromagnética tem o efeito deimpedir que defeitos da superfície em placas lingotadas ocorram ao aumentar a velocidade do fluxo do aço líquido abaixo do menisco adicionando um fluxo de aço líquido que é paralelo à casca solidificada, desse modo impedindo que bolhas de ar e inclusões de serem capturadas na casca solidificada.
[0027] Os inventores atuais conduziram investigações nas quaisquando seletivamente aplica-se a frenagem eletromagnética ou a agitação eletromagnética de acordo com as condições de lingotamento, variam a concentração de carbono, um componente básico de aço, e a quantidade de aço líquido fornecido para o molde que é determinada pela velocidade de lingotamento e a área secional do molde.
[0028] O motivo pelo qual a quantidade de aço líquido fornecido éespecificada, em vez de fixar a velocidade de lingotamento como um parâmetro, é que a quantidade de aço líquido descarregado do bocal de imersão é um parâmetro primordial do fluxo de aço líquido no molde, e por conseguinte, a quantidade de aço líquido fornecido é um parâmetro mais apropriado do que a velocidade de lingotamento para determinar o método de controle do fluxo de aço líquido.
[0029] A seguinte é uma explanação dos resultados dasinvestigações conduzidas pelos inventores. O aço líquido foi fundido tendo as composições fornecidas na tabela 1 abaixo empregando uma máquina de lingotamento contínuo do molde vertical curvado capaz de produzir placas tendo uma largura de 1500 mm e uma espessura de 270 mm.
 (Unidade: % em massa)Nota: O Aço de baixo teor de carbono, o aço com teor ultrabaixo de carbono, e o aço hipoperitético, todos têm ferro residual e impurezas inevitáveis.
(Unidade: % em massa)Nota: O Aço de baixo teor de carbono, o aço com teor ultrabaixo de carbono, e o aço hipoperitético, todos têm ferro residual e impurezas inevitáveis.
[0030] A figura 1 mostra uma bobina para dois propósitosempregada no lingotamento, e suas dimensões típicas. Na figura 1, o Número de Referência 5 representa duas bobinas para dois propósitos dispostas continuamente nos respectivos lados largos 3b de um molde 3. Como ilustrado na figura 1, dois dentes 5a são fornecidos com enrolamentos internos 5b, e estes dois dentes são, além disso, unidos por enrolamentos externos 5c. Deve ser observado que o Número de Referência 5d é um núcleo, a extremidade mais alta que está na mesma altura em relação ao menisco, e o Número de Referência 6 é uma placa de apoio instalada no lado externo do molde 3.
[0031] As especificações para a bobina para dois propósitos, quefunciona tanto como um freio eletromagnético quanto como um agitador eletromagnético, são fornecidas abaixo. As condições de lingotamento são fornecidas na tabela 2, e os resultados da lingotamento são fornecidos na tabela 3.
[0032] Força eletromagnética no centro do molde na direção daespessura: 0,3 weber/metro quadrado 3000 Gauss;
[0033] Freqüência: 4,0 Hz
[0034] Corrente aplicada a cada bobina de excitação: 45,000ampéres-espiras
[0035] Fase de corrente alternada: 120°, 3 fases de correntealternada
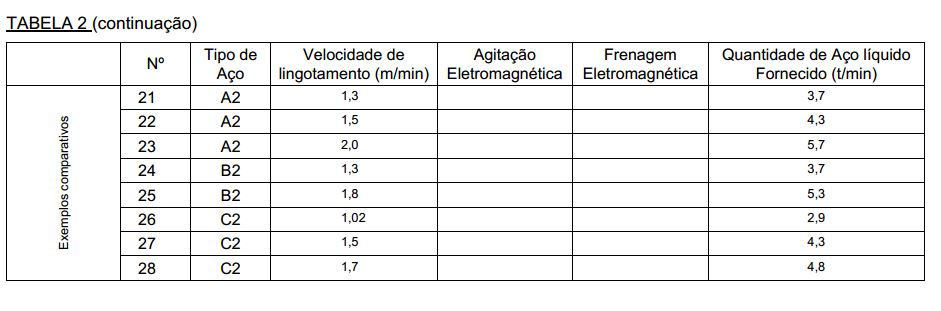

[0036] Voltando à tabela 2, o aço no grupo do tipo A foi um aço neutralizado de alumínio de baixo teor de carbono tendo uma concentração de carbono maior do que 0,0050% e menor do que 0,07% em termos da percentagem em massa. No aço do tipo A, a solidificação desigual não ocorreu facilmente, e quando as placas foram verificadas quanto a defeitos de superfície, a taxa de ocorrência não foi alta. Por esse motivo, até mesmo em uma taxa elevada de fornecimento de aço líquido de 5,7 ton/min, o lingotamento pode ser realizado, até mesmo sem ativar a agitação eletromagnética ou a frenagem eletromagnética convencional (Exemplo Comparativo 23).
[0037] De qualquer modo, se a frenagem eletromagnética não foiativada, quando a quantidade de aço líquido fornecido era de 4 ton/min ou maior, a taxa de rompimento aumentou (Vide, Exemplos Comparativos 22 e 23). Por outro lado, se a quantidade de aço líquido fornecida era menor do que 4 ton/min, os defeitos da superfície frequentemente ocorreram nas placas quando a agitação eletromagnética não foi ativada (Vide, Exemplo Comparativo 21).
[0038] Em contraposição, se a quantidade de aço líquido fornecidofosse de 4 ton/min ou maior, o lingotamento estável poderia ser obtido ao se ativar a frenagem eletromagnética (Vide, Exemplos de Trabalho 2-4 e 14). Além disso, se a quantidade de aço líquido fornecido fosse menor do que 4 ton/min, a ocorrência de defeitos da superfície nas placas poderia ser reduzida ao se ativar a agitação eletromagnética (Vide, Exemplos de Trabalho 1 e 13).
[0039] O aço no grupo do tipo B foi um aço de teor ultrabaixo decarbono tendo uma concentração de carbono de 0,0050% ou menos em termos da percentagem em massa. Apesar, falando de um modo qual, no aço do tipo B a solidificação desigual não ocorreu facilmente, a taxa de ocorrência de defeitos de superfície nas placas foi extremamente alta. Quando a agitação eletromagnética ou a frenagem eletromagnética não foi ativada, os defeitos da superfície ocorreram nas placas até mesmo se a quantidade de aço líquido fornecido foi menor do que 5 ton/min (Vide, Exemplo Comparativo 24), e se a quantidade de aço líquido fornecido foi de 5 ton/min ou maior, os defeitos da superfície frequentemente ocorreram nas placas (Vide, Exemplo Comparativo 25).
[0040] Usando o aço no grupo tipo B, se a quantidade de aço líquidofornecido foi menor do que 5 ton/min, foi eficaz ativar a agitação eletromagnética, e na verdade o efeito foi particularmente significante (Vide, exemplos de trabalho 5-7 e 15). Além disso, se a quantidade de aço líquido fornecido foi de 5 ton/min ou maior, foi da mesma forma eficaz ativar a frenagem eletromagnética (Vide, Exemplos de Trabalho 8 e 16).
[0041] O aço no grupo tipo C foi um aço hipoperitético tendo umaconcentração de carbono de 0,07% ou maior e 0,16% ou menor em termos de percentagem em massa. No aço tipo C, a solidificaçãodesigual facilmente ocorre, e a ocorrência de defeitos da superfície foi baixa. Usando o aço no grupo tipo C, quando a frenagemeletromagnética ou a agitação eletromagnética não foi ativada, se a quantidade de aço líquido fornecido era de 4 ton/min ou maior, as fissuras longitudinais e a refusão ocorreram, e a taxa de ocorrência de rompimento foi extremamente alta (Vide, Exemplos Comparativos 27 e 28).
[0042] Usando o aço no grupo tipo C, a taxa de ocorrência derompimento pode ser reduzida ao se ativar a agitação eletromagnética quando a quantidade de aço líquido fornecido era menor do que 3 ton/min (Vide, Exemplo de Trabalho 17), e por ativar a frenagem eletromagnética quando a quantidade de aço líquido fornecido era de 3 ton/min ou maior (Vide, Exemplos de Trabalho 9-12 e 18).
[0043] Estes resultados mostram que a frenagem eletromagnéticafoi muito eficaz nos seguintes casos: onde o aço líquido de baixo teor de carbono foi fornecido em 4 ton/min ou maior; no qual o aço líquido de teor ultrabaixo de carbono foi fornecido em 5 ton/min ou maior; e onde o aço líquido hipoperitético foi fornecido em 3 ton/min ou maior. Em particular, a frenagem eletromagnética foi extremamente eficaz no caso de aço hipoperitético, no qual a solidificação desigual e a refusão da casca solidificada facilmente ocorreu.
[0044] Por outro lado, se a quantidade do aço líquido dos tiposacima que foi fornecida foi menor do que as quantidades fornecidas acima, então a agitação eletromagnética foi muito eficaz. No caso do aço de teor ultrabaixo de carbono em particular, houve casos em que a taxa de defeito da superfície pode ser alta, porém a ativação da agitação eletromagnética foi constatada ser muito eficaz em eliminar tais defeitos.
[0045] A presente invenção é, lentamente, não limitada aosexemplos antecedentes, e as modalidades podem ser adequadamente modificadas, uma vez que estão no escopo das idéias técnicas relacionadas nas reivindicações.
[0046] Por exemplo, a corrente alternada não tem que ter 3-fases,porém pode ter um número mais elevado de fases, uma vez que a diferença da fase corrente é entre cerca de 90° a cerca de 120°.
[0047] A presente invenção descrita acima pode ser aplicada aolingotamento contínuo empregando um molde curvo, um molde vertical, ou qualquer forma de molde, uma vez que envolve lingotamento contínuo. Além do mais, a presente invenção pode ser aplicada não somente o lingotamento contínuo de placas, mas da mesma forma ao lingotamento contínuo de blocos.
Claims (4)
1. Método de lingotamento contínuo de aço, que especifica um modo para aplicar corrente a uma bobina eletromagnética de dois propósitos (5), o método caracterizado pelo fato de que compreende as etapas de:dispor pelo menos duas bobinas eletromagnéticas de dois propósitos (5)no mesmo número de uma periferia externa de um lado largo (3b) de um molde (3), para um total de (2n + 2) na periferia externa do lado largo (3b) do molde (3), em que n é um número natural, em que cada uma das bobinas eletromagnéticas de dois propósitos (5) compreende dois núcleos magnéticos de ferro polar (5a) e uma primeira bobina de excitação (5b) enrolada em torno da periferia externa de cada núcleo polar magnético de ferro (5a), e em que uma segunda bobina de excitação (5c) é enrolada em torno da periferia externa dos dois núcleos polares magnéticos de ferro (5a), tal que os dois núcleos polares magnéticos de ferro (5a) são enrolados juntos;aplicar, no caso de agitação eletromagnética, uma corrente alternada multifase às bobinas de excitação (5b, 5c) de todas as bobinas eletromagnéticas (5), em que a corrente alternada de multifase tem pelo menos 3 fases, cada fase tendo uma diferença de fase dentre cerca de 90° a cerca de 120°;aplicar, no caso de frenagem eletromagnética, uma corrente contínua à segunda bobina de excitação (5c) ou às primeiras bobinas de excitação (5b) enroladas em torno dos dois núcleos polares magnéticos de ferro (5a) e da segunda bobina de excitação (5c), eseletivamente ativar a frenagem eletromagnética ou a agitação eletromagnética de acordo com a composição do aço líquido (2) e a quantidade de aço líquido (2) fornecido.
2. Método, de acordo com reivindicação 1, caracterizado pelo fato de que, quando a concentração de carbono constituinte do aço líquido (2) fornecido para o molde (3) é de pelo menos 0,07% e 0,16% ou menos em termos de percentagem em massa:(1) uma corrente alternada multifase de 3 fases ou mais é aplicada às primeira e segunda bobinas de excitação (5b, 5c), desse modo causando a agitação eletromagnética agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em menos do que 3 ton/min, e(2) uma corrente contínua é aplicada às primeira e segunda bobinas de excitação (5b, 5c) a fim de causar a frenagemeletromagnética agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em 3 ton/min ou mais.
3. Método, de acordo com reivindicação 1, caracterizado pelo fato de que, quando a concentração de carbono constituinte do aço líquido (2) fornecido para o molde (3) é maior do que 0,0050% e menor do que 0,07% em termos de percentagem em massa:(1) uma corrente alternada multifase de 3 fases ou mais é aplicada às primeira e segunda bobinas de excitação (5b, 5c) a fim de causar a agitação eletromagnética agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em menos do que 4 ton/min, e(2) uma corrente contínua é aplicada às primeira e segunda bobinas de excitação (5b, 5c) a fim de causar frenagem eletromagnética para agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em 4 ton/min ou mais.
4. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que quando a concentração de carbono constituinte do aço líquido (2) fornecido para o molde (3) é de 0,0050% ou menos em termos de percentagem em massa:(1) uma corrente alternada multifase de 3 fases ou mais é aplicada às primeira e segunda bobinas de excitação (5b, 5c) a fim de causar a agitação eletromagnética agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em menos do que 5 ton/min, e(2) uma corrente contínua é aplicada às primeira e segunda bobinas de excitação (5b, 5c) a fim de causar a frenagemeletromagnética agir no aço líquido (2) disposto no molde (3), quando o aço líquido (2) é fornecido em 5 ton/min ou mais.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170578A JP4967856B2 (ja) | 2007-06-28 | 2007-06-28 | 鋼の連続鋳造方法 |
| JP2007-170578 | 2007-06-28 | ||
| PCT/JP2008/057511 WO2009001609A1 (ja) | 2007-06-28 | 2008-04-17 | 鋼の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0812965A2 BRPI0812965A2 (pt) | 2020-06-23 |
| BRPI0812965B1 true BRPI0812965B1 (pt) | 2021-07-27 |
Family
ID=40185432
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0812965-7A BRPI0812965B1 (pt) | 2007-06-28 | 2008-04-17 | Método para lingotamento contínuo do aço |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2158985B1 (pt) |
| JP (1) | JP4967856B2 (pt) |
| KR (1) | KR101154055B1 (pt) |
| CN (1) | CN101678446B (pt) |
| BR (1) | BRPI0812965B1 (pt) |
| ES (1) | ES2694707T3 (pt) |
| PL (1) | PL2158985T3 (pt) |
| WO (1) | WO2009001609A1 (pt) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5029324B2 (ja) * | 2007-11-28 | 2012-09-19 | 住友金属工業株式会社 | 鋼の連続鋳造方法 |
| JP4968020B2 (ja) * | 2007-11-28 | 2012-07-04 | 住友金属工業株式会社 | 鋼の連続鋳造時における鋳込み初期の運転方法 |
| JP5387070B2 (ja) * | 2008-09-30 | 2014-01-15 | Jfeスチール株式会社 | 連続鋳造におけるブレークアウト検出方法及び装置、該装置を用いた鋼の連続鋳造方法、ブレークアウト防止装置 |
| JP2010221283A (ja) * | 2009-03-25 | 2010-10-07 | Jfe Steel Corp | 連続鋳造におけるブレークアウト検出方法及び装置、該装置を用いた鋼の連続鋳造方法、ブレークアウト防止装置 |
| US8596334B2 (en) * | 2010-03-10 | 2013-12-03 | Jfe Steel Corporation | Continuous casting method for steel and method for manufacturing steel sheet |
| IT1401311B1 (it) | 2010-08-05 | 2013-07-18 | Danieli Off Mecc | Processo e apparato per il controllo dei flussi di metallo liquido in un cristallizzatore per colate continue di bramme sottili |
| JP5825215B2 (ja) * | 2012-07-24 | 2015-12-02 | 新日鐵住金株式会社 | 鋼の連続鋳造方法 |
| US9144840B2 (en) * | 2012-08-29 | 2015-09-29 | Nippon Steel & Sumitomo Metal Corporation | Electromagnetic stirrer and continuous casting method |
| CN112074359B (zh) * | 2018-05-08 | 2022-03-18 | 日本制铁株式会社 | 电磁搅拌装置 |
| JP7247777B2 (ja) * | 2018-06-22 | 2023-03-29 | 日本製鉄株式会社 | 鋼の連続鋳造方法 |
| CN110000368B (zh) * | 2019-05-20 | 2024-08-20 | 湖南中科电气股份有限公司 | 一种智能化多功能冶金中间包及其浇铸方法 |
| JP7617415B2 (ja) * | 2021-04-20 | 2025-01-20 | 日本製鉄株式会社 | 炭素鋼鋳片の連続鋳造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6044157A (ja) * | 1983-08-17 | 1985-03-09 | Sumitomo Metal Ind Ltd | 電磁撹拌装置 |
| JPH07100223B2 (ja) * | 1987-01-30 | 1995-11-01 | 新日本製鐵株式会社 | 連続鋳造鋳型用電磁コイル装置 |
| DE19542211B4 (de) * | 1995-11-13 | 2005-09-01 | Sms Demag Ag | Elektromagnetische Rühreinrichtung für eine Brammenstranggießkokille |
| JP3965545B2 (ja) * | 1999-06-28 | 2007-08-29 | Jfeスチール株式会社 | 鋼の連続鋳造方法および装置 |
| JP2004322179A (ja) * | 2003-04-25 | 2004-11-18 | Sumitomo Metal Ind Ltd | 鋳型内電磁力制御装置および連続鋳造方法 |
| JP4356531B2 (ja) * | 2004-06-11 | 2009-11-04 | 住友金属工業株式会社 | 鋼の連続鋳造方法及び鋳型内溶鋼の電磁力制御装置 |
| JP4438705B2 (ja) * | 2005-07-04 | 2010-03-24 | 住友金属工業株式会社 | 鋼の連続鋳造方法 |
-
2007
- 2007-06-28 JP JP2007170578A patent/JP4967856B2/ja active Active
-
2008
- 2008-04-17 KR KR1020097025091A patent/KR101154055B1/ko active Active
- 2008-04-17 PL PL08740581T patent/PL2158985T3/pl unknown
- 2008-04-17 WO PCT/JP2008/057511 patent/WO2009001609A1/ja not_active Ceased
- 2008-04-17 BR BRPI0812965-7A patent/BRPI0812965B1/pt not_active IP Right Cessation
- 2008-04-17 ES ES08740581.7T patent/ES2694707T3/es active Active
- 2008-04-17 EP EP08740581.7A patent/EP2158985B1/en not_active Not-in-force
- 2008-04-17 CN CN2008800192911A patent/CN101678446B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101154055B1 (ko) | 2012-06-11 |
| KR20100005235A (ko) | 2010-01-14 |
| BRPI0812965A2 (pt) | 2020-06-23 |
| PL2158985T3 (pl) | 2019-01-31 |
| JP2009006370A (ja) | 2009-01-15 |
| EP2158985B1 (en) | 2018-09-19 |
| WO2009001609A1 (ja) | 2008-12-31 |
| EP2158985A4 (en) | 2016-07-13 |
| EP2158985A1 (en) | 2010-03-03 |
| ES2694707T3 (es) | 2018-12-26 |
| CN101678446B (zh) | 2011-12-07 |
| JP4967856B2 (ja) | 2012-07-04 |
| CN101678446A (zh) | 2010-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0812965B1 (pt) | Método para lingotamento contínuo do aço | |
| KR101396734B1 (ko) | 몰드안의 용융 강의 유동 제어 방법 및 장치 | |
| JP2011515225A (ja) | 凝固の進行した段階での金属の変調された電磁攪拌 | |
| BRPI0820629A2 (pt) | sistema de bobina eletromagnética para aço fundido no molde | |
| TW201936292A (zh) | 鑄模設備 | |
| JP2018103198A (ja) | 連続鋳造方法 | |
| BRPI0820371B1 (pt) | sistema de bobina eletromagnética para aço fundido em molde capaz de servir tanto como agitador eletromagnético quanto como um freio eletromagnético | |
| BR112018008552B1 (pt) | Aparelho de lingotamento contínuo e método de lingotamento contínuo de placa multicamada | |
| JPH0320295B2 (pt) | ||
| BR112019019818B1 (pt) | Método de fundição contínua de aço | |
| US5137077A (en) | Method of controlling flow of molten steel in mold | |
| JPS63188461A (ja) | 連続鋳造鋳型用電磁コイル装置 | |
| TW200810859A (en) | Method and device for the continuous casting of preliminary steel sections, in particular preliminary I-sections | |
| US20200030874A1 (en) | Molten metal stirring device and continuous casting device system provided with same | |
| JPH09262650A (ja) | 連続鋳造における鋳型内流動制御方法および装置 | |
| ITUD970122A1 (it) | Procedimento di agitazione elettromagnetica per cristallizzatore e relativo cristallizzatore | |
| JP4872723B2 (ja) | 鋼の連続鋳造方法 | |
| JP3504649B2 (ja) | 連続鋳造鋳型内の電磁攪拌方法および装置 | |
| JP2009131856A (ja) | 鋼の連続鋳造方法 | |
| JP7273303B2 (ja) | 連続鋳造方法及び鋳型設備 | |
| CA3057130C (en) | Molten metal stirring device and continuous casting device system provided with same | |
| BR112023012417B1 (pt) | Método de fundição contínua de aço | |
| JP2008173644A (ja) | 連続鋳造鋳型用電磁コイル | |
| JP7265129B2 (ja) | 連続鋳造方法 | |
| JP4254576B2 (ja) | 鋼の連続鋳造装置および連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B25A | Requested transfer of rights approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL AND SUMITOMO METAL CORPORATION (JP) |
|
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 17/04/2008, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 18A ANUIDADE. |