A presente invenção trata de um novo método para a produção de 1,3-propanodiol compreendendo cultivar um microorganismo em um meio de cultura com alto conteúdo de glicerina. A invenção também trata de um novo microorganismo, ou linhagem de microorganismo, adaptado para a produção de 1,3-propanodiol a partir de um meio compreendendo alto conteúdo de glicerina. A invenção também trata de um "microorganismo adaptado" cujo metabolismo para glicerol é direcionado para a produção de 1,3-propanodiol, e que é deixado crescer na presença de uma alta concentração de glicerina industrial. A invenção também trata de um 1,3-propanodiol oriundo de fonte biológica obtido pelo processo da invenção. Por fim, a invenção trata do uso do 1,3-propanodiol oriundo de fonte biológica acima descrito como extensor de cadeia em poliuretano termoplástico, como monômeros em tereftalato de politrimetileno e como um componente em formulações de cosméticos.
Fundamentos da invenção
1,3-Propanodiol (PDO) é um dos produtos de fermentação conhecidos há mais tempo. o 1,3-Propanodiol foi confiavelmente identificado em torno de 1881 por August Freund, em uma cultura de mistura de fermentação de glicerol obviamente contendo Clostridium pasteurianum como o organismo ativo. Análises quantitativas da fermentação de diferentes enterobactérias produzindo PDO (trimetileno glicol, propileno glicol) começaram na escola de microbiologia de Delft, em torno de 1928, e continuaram de forma bem-sucedida em Ames, Iowa na década de 1940. Nos anos de 1960, o interesse mudou para enzimas atacando glicerol, em particular para o glicerol e diol desidratases, já que essas enzimas eram peculiares, pois necessitavam da coenzima B12. Clostridios formando PDO foram primeiramente descritas em 1983, como parte de um processo para obter um produto de especialidade a partir de algas que excretam glicerol (Nakas et al., 1983). PDO é um tipico produto de fermentação de glicerol e não foi encontrado em conversões anaeróbicas de outros substratos orgânicos. Apenas alguns poucos organismos, todos eles bactérias, são capazes de formá-lo. Esses incluem enterobactérias dos gêneros Klebsiella (K. pneumoniae), Enterobacter (E. agglomerans) e Citrobacter (C. freundii), lactobacilos (A. brevise L. buchneri) e clostridios do grupo C. butyricum e C. pasteurianum.
A análise de produtos de fermentação mostra que parte do glicerol é convertida aos mesmos produtos como na fermentação do açúcar dessas diferentes espécies, por exemplo, ácido acético, 2,3-butanodiol, ácido butirico, ácido lático, etanol e ácido succinico. Essa conversão provê a energia necessária para o crescimento, mas, para vários dos produtos, equivalentes de redução são também liberados, os quais são usados em uma conversão redutiva de glicerol a PDO. A formação de butirato, que diminui a produção de PDO em clostridios, é, de alguma forma, comparável a formação de etanol em Klebsiella, mas parece ser mais dependente na taxa de crescimento. Butirato diminui rapidamente com a taxa de diluição, mesmo na ausência de excesso de substrato. Em qualquer caso, mudanças na razão acetato/butirato não possuem um impacto tão grande na produção de PDO.
PDO, como um composto orgânico bi-funcional, poderia potencialmente ser usado para várias reações de sintese, em particular como um monômero para policondensações para produzir poliésteres, poliéteres e poliuretanos. PDO pode ser produzido por diferentes vias quimicas, mas geram fluxos de rejeitos contendo substâncias extremamente poluentes e o custo de produção é, então, alto e PDO quimicamente produzido não poderia competir com os dióis petroquimicamente disponíveis, como 1,2-etanodiol, 1,2-propanodiol, e 1, 4-butanodiol. Portanto, no passado PDO encontrou apenas aplicações em nichos de volume de mercado insignificante. Esta é a razão pela qual em 1995 a Dupont começou um programa de pesquisa para a conversão biológica da glicose para PDO. Apesar de esse processo ser ambientalmente amigável, ele possui a desvantagem por i) usar vitamina B12 um cofator muito caro e ii) ser um processo descontinuo devido à instabilidade da linhagem produtora. Devido à disponibilidade de uma grande quantidade de glicerol emitido a partir da indústria de biodiesel, um processo continuo, livre de vitamina B12, uma produção de carbono mais alta seria vantajosa.
É conhecido na arte que PDO pode ser produzido a partir de glicerina, um produto residual indesejado da produção de biodiesel que contém grosseiramente 80-85% de glicerol misturado com sais e água. C. butyricum foi previamente descrito como sendo capaz de crescer e produzir PDO a partir de glicerol industrial em grupo e fermentação continua de dois estágios (Papanikolaou et al., 2000). Contudo, na maior concentração de glicerol, a máxima titulação de PDO obtida foi 48,1 g/L em uma taxa de diluição de 0,02h-1, significando uma produtividade de 0,9 g/L/H. As culturas foram conduzidas com uma concentração de glicerol máxima no meio de nutrição de 90g/L e na presença de extrato de levedura, um composto custoso contendo nitrogênio orgânico que é conhecido pela pessoa especialista na arte para ajudar no aumento da produção de biomassa bacteriana. WO2006/128381 descreve o uso dessa glicerina para a produção de PDO com culturas em grupo e alimentadas em grupo usando organismos produtores de PDO naturais, tais como, Klebsiella pneumoniae, C. butyricum ou C. pasteuricum. Adicionalmente, o meio usado em WO2006/128381 também contém extrato de levedura. Como descrito nesta aplicação de patente, a produtividade máxima alcançada é compreendida entre 0,8 e l,lg.l.h-1.
O desempenho de uma linhagem de C. acetobutylicum modificada para conter a glicerol-desidratase independente de vitamina B12 e a PDO-desidrogenase a partir de C. butyricum, chamado C. acetobutylicum DG1 pSPD5 foi descrita em Gonzalez-Pajuelo et al., 2005. Essa linhagem originalmente cresce e produz PDO com um meio de nutrição contendo até 120 g.l’1 de glicerol puro. Além disso, análises com um meio de nutrição contendo um máximo de 60g.l-1 de glicerol puro ou industrial não identificou quaisquer diferenças. Quando comparando C. butyricum a C. acetobutylicum DG1 pSPD5, um comportamento global similar foi observado pelos autores de Gonzalez-Pajuelo et al.,2006.
Contudo, a mesma linhagem de C. acetobutylicum DG1 pSPD5, testada com 105g.l-1 de glicerol industrial em um meio de nutrição sintético sem nitrogênio orgânico, não poderia dar as mesmas performances assim como com a mesma concentração de glicerol puro (ver exemplo 1).
A presente invenção provê meios para a produção de 1,3-propanodiol com alta concentração de glicerina industrial e onde uma maior titulação e produtividade de PDO podem ser alcançadas.
Breve descrição da invenção
A presente invenção trata de um método para a produção de 1,3-propanodiol em um processo continuo de fermentação de glicerina, compreendendo cultivar um microorganismo produtor em um meio de cultura, referido microorganismo produtor permitindo a conversão de glicerol em 1,3- propanodiol, e recuperando o 1,3-propanodiol, caracterizado pelo fato de que o meio de cultura compreende uma alta concentração de glicerina industrial, referida glicerina industrial compreendendo glicerol, e caracterizado pelo fato de que o microorganismo produtor é um microorganismo previamente adaptado para crescer na presença de uma alta concentração de glicerina industrial.
Em incorporações preferidas, o glicerol está presente no meio de cultura em uma concentração compreendida entre 90 e 120 g/L, preferencialmente uma concentração de cerca de 105g/L.
O meio de cultura é preferencialmente um meio sintético, sem adição de qualquer fonte de nitrogênio orgânico, e, em particular sem extrato de levedura.
A glicerina industrial é particularmente um subproduto da produção de biodiesel.
O microorganismo produtor é preferencialmente uma bactéria, mais preferencialmente selecionado a partir de membros do gênero Clostridium,particularmente Clostridium ãcetobutylicum.
O microorganismo produtor é vantajosamente um microorganismo geneticamente modificado para permitir produção melhorada de 1,3-propanodiol a partir de glicerol.
Em uma modalidade preferida, a atividade de glicerol desidratase no microorganismo produtor é independente da presença de coenzima B12 ou um de seus precursores e é derivado de Clostridium butyricum.
Preferencialmente, o microorganismo produtor é um microorganismo previamente adaptado para crescer no meio de cultura tendo uma alta concentração de glicerina industrial cultivando-se um microorganismo em um meio de cultura compreendendo uma alta concentração de glicerina industrial em uma baixa taxa de diluição e selecionando o microorganismo adaptado.
Eventualmente, o 1,3-propanodiol é adicionalmente purificado.
A presente invenção também trata de um método para a modificação de um microorganismo em um microorganismo adaptado para crescer na presença de uma alta concentração de glicerina industrial, compreendendo cultivar o microorganismo em um meio de cultura, compreendendo uma alta concentração de glicerina industrial em uma baixa taxa de diluição, e selecionando o microorganismo adaptado capaz de crescer no meio de cultura tendo uma alta concentração de glicerina industrial.
O microorganismo é vantajosamente cultivado em uma baixa taxa de diluição em um periodo variando de 24 horas a 10 dias, preferencialmente mais do que 2 dias, mais preferencialmente cerca de 8 dias.
A taxa de diluição é geralmente compreendida entre 0, 005 e 0,1 h-1, preferencialmente entre 0, 005 e 0,02 h-1. A taxa de diluição pode ser mudada durante o método de adaptação, eventualmente com uma primeira etapa compreendida entre 0,005 e 0,02 h-1 e uma segunda etapa onde a taxa de diluição é aumentada até 0,1 h-1, preferencialmente 0,06 h-1.
A presente invenção também trata de um microorganismo adaptado, um microorganismo produtor adaptado a crescer na presença de uma alta concentração de glicerina industrial passível de obtenção pelo método, como descrito acima e abaixo.
A invenção também trata um 1,3-propanodiol oriundo de fonte biológica obtido pelo método da invenção.
A invenção também trata um 1,3-propanodiol oriundo de fonte biológica caracterizado por uma combinação de valores isotópicos de 13C e 18O selecionados entre δ13C menores que - 34 Vo e δ18O entre 21,9 V» e 0,5 V, preferencialmente δ13C é menor do que -35 V e δ18O está entre 21,9 V e 0,5 V, mais preferencialmente δ13C está entre -35,05 V e -36,09 V e δ18O está entre 21,9 V e 17,34 V.
Em uma modalidade preferida, o 1,3-propanodiol oriundo de fonte biológica é caracterizado por um valor de razão isotópica de δ13C/δ18O compreendido entre -2 e 0, preferencialmente entre -1 e -0,2 e mais ore preferencialmente entre -0,65 e -0,4.
A presente invenção também trata do uso de 1,3- propanodiol oriundo de fonte biológica obtido pelo método da invenção ou, como definido acima, como um extensor de cadeia em poliuretano termoplástico, como monômeros em tereftalato de politrimetileno ou como um componente em formulações cosméticas.
Descrição detalhada da invenção
A invenção está relacionada a um método para a produção de 1,3-propanodiol em um processo continuo de fermentação de glicerina, compreendendo cultivar um microorganismo produtor em um meio de cultura, referido microorganismo produtor permitindo a conversão de glicerol em 1,3-propanodiol, e recuperar o 1,3-propanodiol, caracterizado pelo fato de que o meio de cultura compreende a alta concentração de glicerina industrial, referida glicerina industrial compreendendo glicerol, e caracterizado pelo fato de que o microorganismo produtor é um microorganismo previamente adaptado a crescer na presença de uma alta concentração de glicerina industrial.
O termo "microorganismo" significa um microorganismo selecionado dentre um grupo consistindo de bactérias, leveduras e fungos. Preferencialmente, o microorganismo é uma bactéria selecionada preferencialmente entre o grupo consistindo de Enterobacteriaceae, Bacillaceae, Clostridiaceae, Streptomycetaceae e Corynebacteriaceae. Mais preferencialmente, a bactéria é selecionada entre o grupo consistindo de Escherichia sp. (preferencialmente Escherichia coli) , Klebsiellasp. (preferencialmente Klebsiella pneumoniae), Bacillus sp.(preferencialmente Bacillus subtilis), Clostridium sp.(preferencialmente Clostridium acetobutylicum e Clostridium butyricum) e Corynebacterium sp.(preferencialmente Corynebacterium glutamicum).
Os termos "Escherichia", "Klebsiella", "Bacillus", "Clostridium" e "Clostridia" e "Corynebacterium" referem-se a todo tipo de bactérias pertencendo a essas familias ou gêneros.
O termo "microorganismo produtor" ou "linhagem de microorganismo produtora" significa um microorganismo ou uma linhagem de microorganismo caracterizado pelo fato de que o metabolismo de glicerol do microorganismo é direcionado para a produção de 1,3-propanodiol.
Um "microorganismo adaptado" significa um microorganismo sendo modificado para ser capaz de crescer em altas concentrações de glicerina industrial.
Um "meio de cultura apropriado" ou um "meio de cultura" refere-se a um meio de cultura otimizado para o crescimento e produção de diol da linhagem produtora.
Os termos "alto conteúdo de glicerina" ou "alta concentração de glicerina" significa mais do que 90 g/l de glicerol no meio de cultura. Em incorporações preferidas, o meio de cultura compreende glicerol em uma concentração compreendida entre 90 e 120 g/L, preferencialmente cerca de 105g/L.
"Glicerina industrial" significa um produto de glicerina obtido a partir de um processo industrial sem purificação substancial. Glicerina industrial pode ser também designada como "glicerina em estado natural", "glicerol em estado natural" ou "glicerol industrial". Glicerina industrial contém mais do que cerca de 70% de glicerol, preferencialmente mais do que cerca de 80 %, menos do que 15% de água e impurezas, tais como, sais minerais e ácidos graxos. A concentração de sais minerais é de menos de 10%, preferencialmente menos de 5%. A concentração de ácidos graxos é de menos de 20%, preferencialmente menos de 5%. Os ácidos graxos mais representados na glicerina industrial são ácido palmitico, ácido esteárico, ácido oléico, ácido linolênico, ácido linoléico e ácido araquidico.
Processos industriais a partir dos quais glicerina industrial é obtida são, inter alia, métodos de fabricar onde gorduras e óleos, particularmente gorduras e óleos de origem vegetal, são processados em produtos industriais, tais como detergente ou lubrificantes. Em tais métodos de fabricação, glicerina industrial é considerada como um subproduto.
Em uma modalidade em particular, a glicerina industrial é um subproduto da produção de biodiesel compreende impurezas conhecidas de glicerina obtida a partir da produção de biodiesel, compreendendo cerca de 80 a 85% de glicerol com sais, água e alguns compostos orgânicos, tais como ácidos graxos. Glicerina industrial obtida a partir da produção de biodiesel não foi sujeita a etapas de purificação adicionais.
O termo "meio sintético" significa um meio de cultura compreendendo um substrato quimicamente definido no qual organismos são cultivados.
No meio de cultura da presente invenção, glicerol é vantajosamente a única fonte de carbono. Preferencialmente, esse meio de cultura não contém qualquer fonte de nitrogênio orgânico. Nitrogênio é um elemento naturalmente ocorrente que é essencial para o crescimento e reprodução tanto em plantas e animais. É encontrado em aminoácidos e em vários outros compostos orgânicos e inorgânicos. "Nitrogênio orgânico" significa, de acordo com a invenção, um nitrogênio compreendendo composto orgânico obtido a partir de organismos vivos. Fontes usuais de nitrogênio orgânico para culturas bacterianas compreendem extrato de levedura.
Em uma modalidade preferida, o microorganismo produtor é uma linhagem de Clostridium,mais preferencialmente Clostridium acetobutylicum.
Em outra modalidade da invenção, o microorganismo produtor é uma bactéria geneticamente modificada.
A frase "bactéria geneticamente modificada" significa que a linhagem foi transformada com o objetivo de mudar suas características genéticas. Genes endógenos podem ser atenuados, deletados, ou sobre-expressados. Genes exógenos podem ser introduzidos, carregados por um plasmideo, ou integrados no genoma da linhagem, a ser expressados na célula.
O termo "plasmideo" ou "vetor" como aqui usado refere- se a um elemento extra cromossômico frequentemente carregando genes que não são parte do metabolismo central da célula, e usualmente na forma de moléculas de dupla-fita DNA circulares.
Em outra modalidade da invenção, o método é caracterizado pelo fato de que o microorganismo produtor possua uma atividade de glicerol desidratase que seja independente da presença de coenzima B12 ou um de seus precursores, e que seja derivado de Clostridium butyricum.
Em particular, o microorganismo produtor apresenta um fluxo aumentado de produção de 1,3-propanodiol introduzindo-se cópias extra do operon de 1,3-propanodiol de C. butyricum,(codificando enzimas envolvidas na via de 1,3-propanodiol independente de vitamina B12) tanto sobre- expressado por um plasmideo ou integrado no cromossomo do microorganismo. Por exemplo o plasmideo pSPD5 pode ser usado para uma sobre-expressão do operon de 1,3- propanodiol.
Métodos para direcionar o metabolismo de glicerol em direção à produção de 1,3-propanodiol são conhecidos na arte (ver, por exemplo, WO2006/128381, González-Pajuelo & al. 2006).
Em outra modalidade da invenção, o microorganismo produtor é um microorganismo que foi previamente adaptado a crescer na presença de uma alta concentração de glicerina industrial, referida "adaptação" do microorganismo produtor é obtida cultivando-se o microorganismo em um meio de cultura compreendendo alta concentração de glicerina industrial em uma baixa taxa de diluição, e selecionando o microorganismo adaptado capaz de crescer no meio de cultura tendo alta concentração de glicerina industrial.
A presente invenção é também relacionada a um método para a modificação de um microorganismo em um microorganismo adaptado a crescer na presença de uma alta concentração de glicerina industrial.
Diversos "processos de adaptação" podem ser escolhidos pela pessoa especialista na arte para transformar o microorganismo produtor em um microorganismo produtor deixado crescendo na presença de uma alta concentração de glicerina industrial.
De acordo com a presente invenção, a modificação de um microorganismo em um microorganismo adaptado para crescer na presença de uma alta concentração de glicerina industrial compreende cultivar o microorganismo em um meio de cultura compreendendo uma alta concentração de glicerina industrial em uma baixa taxa de diluição e selecionar o microorganismo adaptado capaz de crescer no meio de cultura tendo uma alta concentração de glicerina industrial.
O microorganismo é vantajosamente cultivado em uma baixa taxa de diluição por um periodo variando de 24 horas a 10 dias, preferencialmente mais de 2 dias, mais preferencialmente cerca de 8 dias.
A taxa de diluição é geralmente compreendida entre 0,005 e 0,1 h-1, preferencialmente entre 0,005 e 0,02 IT1. A taxa de diluição pode ser mudada durante o método de adaptação, eventualmente com uma primeira etapa compreendida entre 0,005 e 0,02 h-1 e uma segunda etapa onda a taxa de diluição é aumentada em até 0,1 h-1, mais preferencialmente 0,06 h-1. Quando a taxa de diluição é modificada durante o método de adaptação, taxas de diluição entre 0,005 e 0,02 h-1 são chamadas "baixas taxas de diluição" enquanto que taxas de diluição entre 0,02 e 0,1 h-1 são taxas de diluição comuns.
A invenção é também relacionada a um microorganismo adaptado a crescer na presença de uma alta concentração de glicerina industrial suscetível de ser obtida pelo método como descrito acima.
O microorganismo adaptado com o método da presente invenção é preferencialmente um microorganismo produtor sendo adicionalmente adaptado a crescer na presença de uma alta concentração de glicerina industrial.
O microorganismo adaptado pode ser também um primeiro microorganismo adaptado a crescer na presença de uma alta concentração de glicerina industrial adicionalmente modificada para ter seu metabolismo de glicerol direcionado para a produção de 1,3-propanodiol.
O "microorganismo adaptado" de acordo com a invenção é um microorganismo produtor adaptado a crescer na presença de uma alta concentração de glicerina industrial e possui duas características essenciais:
Seu metabolismo de glicerol é direcionado para a produção de 1,3-propanodiol, e
Este é deixado crescer na presença de uma alta concentração de glicerina industrial.
Em uma modalidade especifica da invenção, a linhagem DG1 pSPD5 de C. acetobutylicum é cultivada em cultura continua usando um meio de nutrição contendo 105g.l-1 de glicerol em estado natural a partir da produção de biodiesel, em uma baixa taxa de diluição, compreendida entre 0,005 e 0,02b/1, preferencialmente 0,02b/1. Em um periodo de no máximo 10 dias, preferencialmente entre 5 e 8 dias, a linhagem está adaptada à alta concentração de glicerina presente no meio de nutrição, e a taxa de diluição pode ser aumentada em até 0,1 h-1, preferencialmente até 0,06 h-1 (ver exemplo 2).
O aumento gradual da taxa de diluição pode ser feito entre o final da fase de incubação em grupo e 10 dias, preferencialmente após 5 dias, entre 5 e 8 dias, cerca de 7 dias, resultando em uma produtividade aumentada da cultura continua (ver exemplo 3).
Vantajosamente, após a fase de adaptação, a concentração de glicerol no meio de nutrição pode ser aumentada em até 120g.l-1. Contudo, tentativas diretas para adaptar a linhagem com 120g.l-1 de glicerol industrial não são possíveis, mesmo em uma taxa de diluição de 0,02h-1 como para uma concentração de glicerol de 105g.l-1, demonstrando, novamente, que a linhagem não é capaz de crescer na presença de uma alta concentração de glicerina no meio de nutrição sem adaptação anterior.
O método da invenção, em suas diferentes incorporações (uso de microorganismo geneticamente modificado e/ou uso de meio sem fonte de nitrogênio orgânico adicional), leva à produção de 1,3-propanodiol com um rendimento compreendido entre 0,4 e 0,6 g.g-1 e uma produtividade compreendida entre 1,8 e 3,5 g.l-1.h-1 para uma taxa de diluição compreendida entre 0,05 e 0, 6g.hr1. Preferencialmente, o rendimento é compreendido entre 0,5 e 0,56 g.g-1 e a produtividade entre 2 e 2,9 g.l-1.h-1.
Em um aspecto específico da invenção, o 1,3- propanodiol produzido é adicionalmente purificado.
Processos contínuos de fermentação são conhecidos de pessoas especialistas na arte.
O processo de fermentação é geralmente conduzido em reatores com um meio de cultura inorgânico de composição definida adaptado às bactérias usadas, contendo ao menos glicerina, um subproduto da produção de biodiesel contendo glicerol, e, se necessário, um co-substrato para a produção do metabólito.
Este método da invenção é preferencialmente realizado em um processo contínuo. A pessoa especialista na arte conhece como administrar cada uma dessas condições experimentais, e como definir as condições de cultura para os microorganismos de acordo com a invenção. Em particular clostridios são fermentados a uma temperatura entre 20 °C e 60°C, preferencialmente entre 25°C e 40°C para C. acetobutilicum.
Métodos para recuperar e eventualmente purificar 1,3- propanodiol a partir de um meio de fermentação são conhecidos da pessoa especialista. 1,3-propanodiol pode ser isolado por destilação. Na maioria das incorporações, 1,3- propanodiol é destilado a partir do meio de fermentação com um subproduto, tal como acetato, e, então, adicionalmente purificado por métodos conhecidos.
A presente invenção também trata de 1,3-propanodiol oriundo de fonte biológica obtido de acordo com o método descrito acima.
A presente invenção também trata de 1,3-propanodiol oriundo de fonte biológica caracterizado por suas razões isotópicas. Análises de razões isotópicas de hidrogênio (D/H) e carbono (13C/12C) provêm indicadores de autenticidade para produtos específicos, tais como mel (Grenier-Loustalot et al., 2006) ou vinho (Guillou et al, 2001) . A razão isotópica 13C/12C provê indicações para discriminação de fonte e reflete a via metabólica biossintética do produto especifico e a matéria prima usada. De fato, diferenças podem ser feitas entre ciclo fotossintético de Calvin-Benson usando plantas C3 e ciclo fotossintético de Hatch-Slack usando plantas C4. A aplicação de patente WO 01/11070 descreve uma razão isotópica 13C/12C de 1,3-propanodiol oriundo de fonte biológica produzido a partir de glicose entre -10,9 e - 15,4; uma razão isotópica 13C/12C de 1,3-propanodiol oriundo de fonte biológica produzido a partir de glicerol entre - 22,41 e -22,60 enquanto a razão isotópica 13C/12C de 1,3- propanodiol produzido quimicamente é compreendida entre - 17,95 e -18,33.
De acordo com a presente invenção, a razão D/H (chamada δD) , razão 13C/i2C (chamada δ13C) , razão 18O/16O (chamada δ18O) de 1,3-propanodiol foram determinadas por espectrometria de massa após combustão. A razão de isótopos 13C/12C foi calculada como δ por mil (s;) com referência ao padrão internacional (PDB = Pee Dee Belemita) . A razão de isótopos 18O/16O foi calculada como δ por mil (°ss) com referência ao padrão internacional Mean Ocean Water (SMOW). A razão de isótopos D/H foi calculada como ppm comparando ao padrão internacional Mean Ocean Water (SMOW).
Apesar da razão D/H e razões 13C/12C serem bem conhecidas para a caracterização de um dado produto, a razão 18O/15O é principalmente usada para análise de água como um indicador paleoclimático.
A comparação entre diferentes tipos de 1,3-propanodiol mostra que δD não é discriminatória. δD para 1,3- propanodiol oriundo de fonte biológica a partir de glicerol (objeto da invenção) está entre 147,38 ppm e 145,84 ppm enquanto é de 145 ppm para 1,3-propanodiol oriundo de fonte biológica a partir de glicose e entre 150,19 ppm e 139,37 ppm para 1,3-propanodiol quimico.
A invenção trata de 1,3-propanodiol oriundo de fonte biológica suscetível de ser obtido de acordo com o método descrito acima, caracterizado por valores isotópicos de δ13C menores do que -34 V, preferencialmente menores do que -35 V e mais preferencialmente compreendidos entre -35,05 V e -36,09 Vo.
A invenção também trata de 1,3-propanodiol oriundo de fonte biológica suscetível de ser obtido de acordo com o método descrito acima, caracterizado por valores isotópicos de δ18O compreendidos entre 21,5 V e 0,5 V, preferencialmente entre 21,9 V e 15 V e mais preferencialmente compreendidos entre 21,9 V e 17,34 V.
A invenção também trata de um 1,3-propanodiol oriundo de fonte biológica caracterizado por uma das seguintes características ou uma combinação dessas: valores isotópicos de 13C e 18O selecionados entre δ13C menores do que -34 V e δ18O entre 21,9 °si e 0,5 00 f preferencialmente δ13C é menor do que -35 V e δ180 está entre 21,9 V e 0,5 V, mais preferencialmente δ13C está entre -35,05 H e - 36, 09 s'» e δ18O está entre 21,9 V e 17,34 V (ver exemplo 4) .
Em uma modalidade da invenção, o 1,3-propanodiol oriundo de fonte biológica é caracterizado por um valor de razão isotópica de 18O/13C compreendido entre -2 e 0; preferencialmente entre -1 e -0,2 e mais preferencialmente entre -0,65 e -0,4.
Preferencialmente, 1,3-propanodiol oriundo de fonte biológica caracterizado pelas razões isotópicas anteriores é obtido por fermentação baseada em glicerol como matéria prima. Mais preferencialmente, 1,3-propanodiol oriundo de fonte biológica caracterizado pelas razões isotópicas anteriores é obtido a partir do método da invenção para a produção de 1,3-propanodiol.
A presente invenção também trata do uso de 1,3- propanodiol oriundo de fonte biológica, obtido pelo método da invenção, ou como acima definido, como extensor de cadeia em poliuretanos termoplásticos, como monômeros em tereftalato de politrimetileno ou como componente em formulações cosméticas. 1,3-propanodiol oriundo de fonte biológica pode ser usado em todas as aplicações conhecidas de 1,3-propanodiol químico. A pessoa especialista na arte conhece como obter esses produtos finais a partir de 1,3- propanodiol.
A presente invenção trata de métodos de preparação de poliuretanos termoplásticos usando como extensor de cadeia um 1,3-propanodiol oriundo de fonte biológica de acordo com a invenção. Ela também trata de métodos de preparação de composições cosméticas contendo 1,3-propanodiol oriundo de fonte biológica de acordo com a invenção. Ela também trata de métodos de síntese de tereftalato de politrimetileno usando 1,3-propanodiol oriundo de fonte biológica de acordo com a invenção como monômero.
Figuras
Figura 1: PDO δ13C e δ18O em k» do padrão internacional: PDO1: PDO produzido de acordo com o processo descrito; PDO2: PDO produzido a partir de glicose como substrato; PDO3: PDO produzido processo químico.
Figura 2: razão δ18O / δ13C de PDO: PDO1: PDO produzido de acordo com o processo descrito; PDO2: PDO produzido a partir de glicose como substrato; PDO3: PDO produzido por processo químico.
Exemplos
Exemplo 1
O meio sintético usado para cultivos de grupos de Clostridiumcontinham por litro de água deionizada: glicerol, 30g; KH2PO4, 0,5; K2HPO4, 0,5g; MgSO4, 7H2O, 0,2g; CoC12 6H2O, 0,01g, H2SO4, 0,1ml; NH4C1, l,5g, biotina, 0,16mg; p- ácido amino benzóico, 32mg e FeSO4, 7H2O, 0,028g. O pH do meio foi ajustado para 6,3 com NH4OH 3N. Para cultivo de grupo, glicerol comercial adquirido da Sigma (pureza 99,5%) foi usado. 0 meio de nutrição para culturas continuas continham por litro de água da torneira: glicerol em estado natural, 105g; KH2PO4, 0,5; K2HPO4, 0,5g; MgSO4, 7H2O, 0,2g; CoC12 6H2O, 0,026g; NH4C1, l,5g, biotina, 0,16mg; ácido p-amino benzóico, 32mg; FeSO4, 7H2O, 0,04g, anti-espuma, 0,05ml; ZnSO4, 7H2O, 8mg; CuC12, 2H2O, 4mg; MnSO4, H2O, 40mg, H3BO3, 2mg; Na2Mo04, 2H2O, 0,8mg. O pH do meio não foi ajustado nesse caso. Glicerol em estado natural resultando do processo de trans-esterificação de produção de biodiesel foi fornecido pela SAIPOL (Le Meriot, France) e continha 83% glicerol (w/w).
Culturas continuas foram realizadas em um biorreator de 2L da Tryton (Pierre Guerin, France) com urn volume de trabalho de 1000ml. 0 volume de cultivo foi mantido constante em 1000ml por regulação automática do nivel da cultura. Culturas foram mexidas a 200 RPM, a uma temperatura de 35°C e o pH foi mantido em 6,5 por adição automática de NH4OH 3N. O poder óxido-redutivo do meio de cultura, expressado em mV, foi controlado e gravado durante o experimento. Para criar condições anaeróbicas, o meio esterilizado no vaso foi lavado com nitrogênio estéril sem 02 por uma hora a 60 °C e lavado novamente até alcançar 35°C. 0 a saida de gás do biorreator foi protegida do oxigênio por um arranjo de pirogalol (Vasconcelos et al., 1994). Após a esterilização o meio de nutrição foi também lavado com nitrogênio estéril sem 02 até que a temperatura ambiente fosse alcançada e mantido sobre uma pressão de nitrogênio a 200mbar para evitar a entrada de 02.
A concentração de células foi medida turbidimetricamente a 620nm e correlacionada com o peso seco das células avaliado diretamente. Glicerol, 1,3- propanodiol, etanol, butanol, ácidos acético e butirico e outros ácidos de concentrações nivel traço foram medidos por análise HPLC. A separação foi realizada em uma coluna Biorad Aminex HPX-87H e a detecção foram alcançadas pelo índice refrativo. As condições de operação foram como a seguir: ácido sulfúrico da fase móvel 0,5mM; taxa de fluxo 0,5ml/min, temperatura, 25°C.
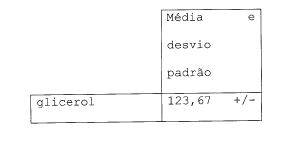
Um cultivo de crescimento em frascos de 100ml em meio sintético (o mesmo meio de cultura de grupo acima descrito, mas com a adição de ácido acético, 2,2g.l-1 e MOPS, 23, 03g.I~í) tomado ao final da fase de crescimento exponencial foi usado como inoculações (5% v/v). As culturas foram primeiro crescidas como em grupo. No início da fase de crescimento exponencial, um pulso de glicerol comercial foi adicionado: o pulso é definido por uma adição de meio sintético (o mesmo como descrito para cultura em grupo) com glicerol comercial 120g.l~1 em uma taxa de fluxo de 50ml.h-1 durante 3 horas (e.gr. uma adição de 18g de glicerol). Então, o crescimento continuou como em grupo e antes do final da fase de crescimento exponencial, a alimentação contínua começou com uma taxa de diluição de 0,06h-1 e um meio de nutrição contendo 105g.l-1 de glicerol em estado natural. Tabela 1: Cultura contínua de C. acetobutylicum DG1 (pSPD5) em glicerol em estado natural a 105 g.l”1 (D = 0,06h-l, pH 6,5 ant T°C = 35°C). Os dados valores representam uma media de 7 pontos na condição de estado constante obtidos após 3 mudanças de volume.
YI,3-PDO : produção de PDO (g/g de glicerol consumido) QI,3PDO : PDO produtividade volumétrica
Para o cálculo de recuperação de carbono, a concentração de dióxido de carbono foi estimada a partir das concentrações 5 dos produtos finais.
Exemplo 2
Os meios sintéticos usados foram os mesmos, como descritos no exemplo 1. Pré-cultura, Inoculação e crescimento tipo em grupo foram realizados nas mesmas condições como descrito acima.
A alimentação continua se iniciou com uma taxa de diluição de 0,02h-1 e um meio de nutrição contendo 105g.!'1 de glicerol em estado natural. Após poucos dias nessas condições (i.e. 8-10 dias após a inoculação do biorreator correspondendo a ao menos 3 mudanças de volume) a taxa de diluição foi aumentada de 0,02h-1 para 0,05h-1 de acordo com o seguinte esquema: i) aumento de 0,01h-1 unidade em 48 horas e ii) etapa de repouso 24-48 horas, repetidas 3 vezes. A estabilidade da cultura foi seguida de análise de produtos usando o protocolo HPLC previamente descrito. Notavelmente, nós esperamos que o glicerol residual seria o menor possível para fazer um aumento final da taxa de diluição para 0,06h-1 em 48 horas. Tabela 2: Cultura contínua de C. acetobutylicum DG1 (pSPD5) em glicerol em estado natural a 105 g.l-1 (D = 0,05h-l e 0,06h-l, pH 6,5 ant T°C = 35°C). Os valores dados representam uma media de 3 ou 4 pontos na condição de estado constante.

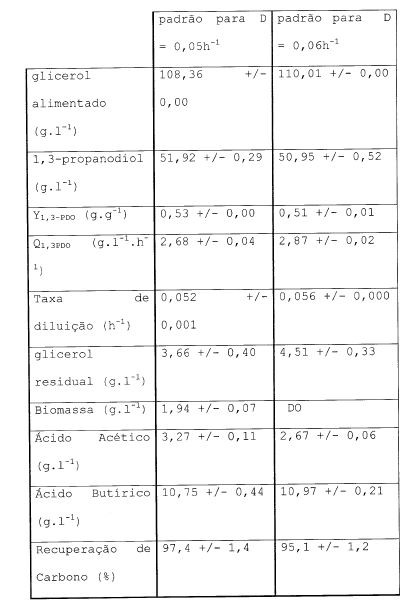
YI,3-PDO : produção de PDO (g/g de glicerol consumido) QI,3PDO : PDO produtividade volumétrica
Para o cálculo de recuperação de carbono, a concentração de dióxido de carbono foi estimada a partir das concentrações dos produtos finais.
Outra cultura realizada nas mesmas condições levou aos 5 mesmos resultados.
Exemplo 3
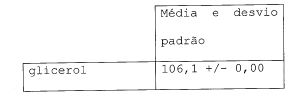
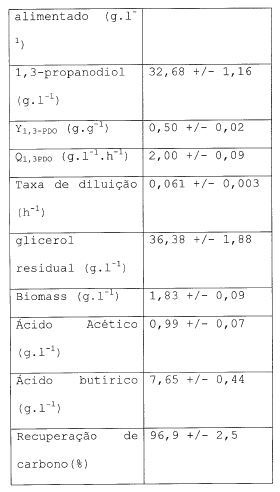
Os meios sintéticos usados foram os mesmos como descritos no exemplo 1, exceto pelo fato de que o meio de nutrição continha l∑Og.l’1de glicerol em estado natural. Pré-cultura, Inoculação e crescimento tipo em grupo foram realizados nas mesmas condições como descrito acima. A) A alimentação continua se iniciou com uma taxa de diluição de 0,02h-1 e um meio de nutrição contendo diretamente 120g.l-1 de glicerol em estado natural. Tabela 3: Cultura continua de C. acetobutylicum DG1 (pSPD5) em glicerol em estado natural a 120 g.l-1 (D = 0,02h-1, pH 6,5 e T°C = 35°C) . Os valores dados representam uma media de 7 pontos na condição de estado constante obtidos após 3 mudanças de volume.
YI,3-PDO : produção de PDO (g/g de glicerol consumido) QI,3PDO •’ PDO produtividade volumétrica
Para o cálculo de recuperação de carbono, a concentração de dióxido de carbono foi estimada a partir das concentrações dos produtos finais. B) A alimentação continua se iniciou com uma taxa de diluição de 0,02h-1 e um meio de nutrição contendo primeiro 5 105g.!’1de glicerol em estado natural. Após poucos dias nessas condições (correspondendo a ao menos 3 mudanças de volume), a taxa de diluição foi aumentada de 0,02h-1 a 0,0 6h-1 de acordo com o esquema previamente descrito. Então, a alimentação foi modificada para uma taxa de 10 diluição de 0,05h-1 e um meio de nutrição contendo 120g.!’1 de glicerol em estado natural. Tabela 4: Cultura continua de C. acetobutylicum DG1 (pSPD5) em glicerol em estado natural a 120 g.l"1 (D = 0,05h-1, pH 6,5 e T°C = 35°C) após 15 alimentação a 105g.l-1 glicerol em estado natural a D = 0,06b"1. Os valores dados representam uma media de 3 pontos obtidos após 20 mudanças de volume.

YI,3-PDO :produção de PDO (g/g de glicerol consumido) QI,3PDO :PDO produtividade volumétrica
Para o cálculo de recuperação de carbono, a concentração de dióxido de carbono foi estimada a partir das concentrações dos produtos finais.
Exemplo 4
Métodos para cálculo dos valores de δ13C e δ18O
Níveis de 13C e 180 são, por convenção, expressados como valores relativos. Normalmente, eles são expressados na forma de uma porcentagem (δ) quando compardo a duas referencias internacionais.
Para o 13C, a referência é um "Vienna.PD belemnite", que é o carbonato fóssil do qual A valor de 13C é conhecido. A formula para o calculo da δe como se segue:
Para 18O, a referência é o "Standard Mean Ocean Water"(SMOW) com um valor de 18O conhecido. A fórmula é identical à do 13C, com o valor de referência de 180.
Materiais usados e preparação de amostras 13C
A razão isotópica 13C/12C de PDO foi calculada baseada no espécime de dióxido de carbono medido experimentalmente. Para esse propósito, as amostras foram queimadas em um analisador de elementos e o dióxido de carbono obtido foi injetado em um espectrômetro de massa (Finnigan MAT DELTA) combinado a um analisador de elementos (CARLO ERBA NA 2100) para a determinação da razão isotópica. Dessa forma, as massas de dióxido de carbono 44, 45 e 46 foram separadas e quantificadas. A razão isotópica 13C/12C foi, então, calculada na escala delta por mil, comparando os resultados com aquele da referência de trabalho (Ácido Glutâmico) que é calibrado de antemão versus o padrão internacional. 180
A medida da razão isotópica 18O/16O foi feita em um fluxo contínuo de um composto orgânico. Para esse propósito, as amostras foram queimadas por pirólise no nivel de um forno microanalisador e o monóxido de carbono produzido foi enviado ao espectrômetro de massa (OPTIMA combinado com um analisador de elementos Fisons NA1500 2 series, ou, um espectrômetro de massa Delta V combinado com um analisador de elementos TC/EA da Thermoelectron). Diferentes isótopos de 28, 29, 30 foram determinados no monóxido de carbono produzido por pirólise. A razão isotópica 180/lδ0 foi então calculada na escala delta por mil comparando os resultados com o SMOW.
Resultados
Para PDO produzido a partir de glicerol em estado natural nós obtivemos um valor médio de δ13C de -35, 57 ± 0,52 ho, PDO produzido a partir de glicose possui um valor médio de δ13C de -12,6 H e PDO produzido quimicamente possui um valor médio de δ13C de - 30,05 ± 5,02 Vo.
PDO produzido a partir de glicerol em estado natural possui um valor médio de Ô18O de 19,76 ± 2,42 V, PDO produzido a partir de glicose possui um valor médio de δ18O de 22,0 Vo e PDO produzido quimicamente possui um valor médio de δ180 de - 0,8 0 ± 1,27 V.
Assim, a medida de δ13C permite distinguir PDO produzido por um processo de fermentação a partir de diversas matérias primas. A δ13C de PDO produzido quimicamente mostra alta variabilidade (-30,05 ± 5,02) e é apenas levemente maior do que a δ13C de PDO produzido a partir de glicerol. A δ18O de PDO quimicamente produzido possui um valor muito baixo (-0,8 ± 1,27), o que torna possivel distinguir entre um PDO quimicamente produzido e um PDO de origem biológica, tanto com base em glicose ou glicerol (Fig 1).
O valor δ18O / δ13C claramente permite identificar os diferentes PDOs (Fig 2) com uma razão δ18O / δ13C de -0,56 para PDO com base em glicerol, -1,75 para PDO com base em glicose e 0,03 para PDO quimicamente produzido. Em conclusão, PDO produzido a partir de glicerol pode ser identificado através das medidas de δ13C e δ18O seguido pela determinação da razão δ18O / δ13C.
Referências 1. Cotte JF, Casabianca H, Lhéritier J, Perrucchietti C, Sanglar C, Waton H and Grenier-Loustalot MF. 2007. Study and validity of 13C stable carbon isotopic ratio analysis by mass spectrometry and 2H site specific natural isotopic fractionation by nuclear magnetic resonance isotopic measurements to characterize and control the authenticity of honey. Analytics Chimica Acta 582: 125-136. 2. González-Pajuelo M, Meynial-Salles I, Mendes F, Andrade JC, Vasconcelos I, and Soucaille P. 2005. Metabolic engineering of Clostridium acetobutylicum for the industrial production of 1,3-propanodiol from glycerol. Metabolic Engineering 7: 329-336. 3. González-Pajuelo M, Meynial-Salles I, Mendes F, Soucaille P. and Vasconcelos I. 2006. Microbial conversion of a natural producer, Clostridium butyricum VPI 3266, and an engineered strain, Clostridium acetobutylicum DG (pSPD5). Applied and Environmental Microbiology, 72: 96- 101. 4. Guillou C, Jamin E, Martin GJ, Reniero F, Wittkowski R and Wood R. 2001. Analyses isotopiques du vin et des produits dérivés du raisin. Bulletin de 1'0.I.V : 839-840. 5. Nakas JP, Schaedle M, Parkinson CM, Coonley CE, and Tanenbaum SW. 1983. System development for linked- fermentation products of solvents from algal biomass. Applied and Environmental Microbiology 46: 1017-1023. 6. Papanikolaou S, Ruiz-Sanchez P, Pariset B, Blanchard F 5 and Fick M. 2000. High production of 1,3-propanediol from industrial glycerol by a newly isolated Clostridium butyricum strain. Journal of Biotechnology. 77: 191-2008. 7. WO2006/128381. Method for preparing 1,3-propanediol by using glycerine as the by-product of the biological 10 diesel oil. 8. W001/11070. 1,3-propanediol and polymer derivatives from a fermentable carbon source.