CN100547103C - A manufacturing method of high-strength X80 steel spiral welded pipe - Google Patents
A manufacturing method of high-strength X80 steel spiral welded pipe Download PDFInfo
- Publication number
- CN100547103C CN100547103C CNB2007101853478A CN200710185347A CN100547103C CN 100547103 C CN100547103 C CN 100547103C CN B2007101853478 A CNB2007101853478 A CN B2007101853478A CN 200710185347 A CN200710185347 A CN 200710185347A CN 100547103 C CN100547103 C CN 100547103C
- Authority
- CN
- China
- Prior art keywords
- welding
- steel
- wire
- strength
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 97
- 239000010959 steel Substances 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 238000003466 welding Methods 0.000 claims abstract description 60
- 238000000034 method Methods 0.000 claims abstract description 54
- 230000008569 process Effects 0.000 claims abstract description 46
- 239000000203 mixture Substances 0.000 claims abstract description 25
- 239000000126 substance Substances 0.000 claims abstract description 23
- 238000003801 milling Methods 0.000 claims abstract description 20
- 238000005452 bending Methods 0.000 claims abstract description 19
- 238000007689 inspection Methods 0.000 claims abstract description 16
- 238000012360 testing method Methods 0.000 claims abstract description 6
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 4
- 229910052802 copper Inorganic materials 0.000 claims abstract description 4
- 239000000463 material Substances 0.000 claims abstract description 4
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 4
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 4
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 4
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 4
- 238000012545 processing Methods 0.000 claims abstract description 4
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 4
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 4
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 4
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 4
- 229910052796 boron Inorganic materials 0.000 claims abstract description 3
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 3
- 230000004907 flux Effects 0.000 claims description 5
- 239000010953 base metal Substances 0.000 claims description 4
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 238000003475 lamination Methods 0.000 claims 1
- 238000005516 engineering process Methods 0.000 abstract description 11
- 229910052751 metal Inorganic materials 0.000 abstract description 8
- 239000002184 metal Substances 0.000 abstract description 8
- 229910052782 aluminium Inorganic materials 0.000 abstract description 2
- 238000012797 qualification Methods 0.000 abstract 1
- 239000010955 niobium Substances 0.000 description 10
- 230000007547 defect Effects 0.000 description 9
- 239000011572 manganese Substances 0.000 description 9
- 238000001514 detection method Methods 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 241001125929 Trisopterus luscus Species 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000011056 performance test Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009659 non-destructive testing Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Abstract
本发明公开了一种高强度X80钢螺旋焊管制造方法。焊管的母材采用X80钢卷板,其化学成分的质量百分比为:C 0.02~0.09%,Si 0.10~0.42%,Mn1.50~1.85%,P≤0.022%,S≤0.005%,Cr≤0.45%,Ni≤0.50%,Cu≤0.30%,Mo≤0.35%,Ti≤0.025%,Nb≤0.11%,V≤0.06%,Al≤0.06%,N≤0.008%,B≤0.0005%,Pcm≤0.23%;其加工工序包括:开卷、矫平、铣边、预弯、成型、内焊、外焊、管端扩径、母材分层超声波检查、焊缝X射线检查、水压试验、焊缝超声波检查、管端倒棱和成品检查工序。用本发明的技术制造的Φ1219×18.4mm、X80钢螺旋焊管,成功的解决了高强度X80钢螺旋焊管生产制造中成型稳定性差和焊缝性能难以满足技术要求等问题,大大提高了产品的合格率和生产效率。The invention discloses a method for manufacturing a high-strength X80 steel spiral welded pipe. The base material of the welded pipe is X80 steel coil, the mass percentage of its chemical composition is: C 0.02~0.09%, Si 0.10~0.42%, Mn1.50~1.85%, P≤0.022%, S≤0.005%, Cr≤0.45 %, Ni≤0.50%, Cu≤0.30%, Mo≤0.35%, Ti≤0.025%, Nb≤0.11%, V≤0.06%, Al≤0.06%, N≤0.008%, B≤0.0005%, Pcm≤0.23 %; its processing procedures include: uncoiling, leveling, edge milling, pre-bending, forming, internal welding, external welding, pipe end expansion, parent metal layered ultrasonic inspection, weld X-ray inspection, hydraulic test, weld Ultrasonic inspection, pipe end chamfering and finished product inspection processes. The Φ1219×18.4mm, X80 steel spiral welded pipe manufactured by the technology of the present invention has successfully solved the problems of poor forming stability and weld seam performance difficult to meet technical requirements in the production and manufacture of high-strength X80 steel spiral welded pipe, and greatly improved the qualification of the product rate and production efficiency.
Description
技术领域 technical field
本发明涉及一种螺旋焊管制造技术,尤其是涉及一种Φ1219×18.4mm高强度X80钢螺旋焊管制造技术。The invention relates to a manufacturing technology of a spiral welded pipe, in particular to a manufacturing technology of a Φ1219×18.4mm high-strength X80 steel spiral welded pipe.
背景技术 Background technique
螺旋焊钢管是将钢卷板按一定的曲率半径进行螺旋弯曲后沿钢板搭接的缝隙焊接在一起制成的。由于螺旋焊钢管具有投资低、生产品种多等优点,因此成为目前国内使用量最多的一种钢管制造方法。但由于其成型的方式、以及长期来钢管强度都比较低等限制,对高强度、厚壁钢管的生产很少。目前,螺旋焊管所生产的钢管所用钢材均在X70钢级及以下,最大壁厚仅为17.5mm。随管线建设向长距离、高压力、大口径的发展,使钢管的强度、壁厚要求显著增加。例如用X80高强度管线钢制作螺旋焊管目前还没有公开的技术研究。目前的生产方式在生产高强度、厚壁的螺旋焊钢管时仍存在很多问题,主要表现在:随着钢的强度和壁厚的增加,钢带在成型器中,尤其是递送边一侧带钢边缘变形不充分,同时目前普遍采用的剪边工艺还会造成板边的下翻边现象,在随后的工序中如不进行矫正,生产中在成型咬合时容易出现噘嘴、成型缝内紧外松、错边等缺陷,甚至会造成焊缝微裂纹等致命缺陷;卷板自身存在的月牙弯等问题,突出地影响了钢管的成型稳定性,使钢管的周长和椭圆度变化较大,不能有效保证钢管外形尺寸的稳定性,给钢管现场对接施工造成一定的影响;另外,随钢的强度和壁厚的增加,使焊接过程变得更加困难,如何控制焊缝的组织和性能也是需要解决的一个关键问题。Spiral welded steel pipe is made by spirally bending steel coils according to a certain radius of curvature and then welding them together along the gap between the steel plates. Spiral welded steel pipe has the advantages of low investment and various production varieties, so it has become the most widely used steel pipe manufacturing method in China. However, due to the limitations of its forming method and the relatively low strength of steel pipes for a long time, there are few productions of high-strength, thick-walled steel pipes. At present, the steel used in the steel pipes produced by spiral welded pipes are all X70 steel grade and below, and the maximum wall thickness is only 17.5mm. With the development of long-distance, high-pressure, and large-diameter pipeline construction, the strength and wall thickness requirements of steel pipes have increased significantly. For example, there is no published technical research on making spiral welded pipes with X80 high-strength pipeline steel. The current production method still has many problems in the production of high-strength, thick-walled spiral welded steel pipes. The main manifestations are: as the strength and wall thickness of the steel increase, the steel strip in the former, especially the belt on the delivery side The deformation of the steel edge is insufficient. At the same time, the edge trimming process commonly used at present will also cause the phenomenon of underflaring of the edge of the plate. If it is not corrected in the subsequent process, pouting and tightness in the forming seam will easily occur during the forming and occlusion during production. Defects such as outer looseness and misalignment may even cause fatal defects such as weld micro-cracks; problems such as crescent bends in the coil itself significantly affect the forming stability of the steel pipe, making the circumference and ellipticity of the steel pipe change greatly , can not effectively guarantee the stability of the steel pipe dimensions, which will have a certain impact on the on-site butt joint construction of the steel pipe; in addition, with the increase of the strength and wall thickness of the steel, the welding process becomes more difficult, and how to control the structure and performance of the weld A key issue that needs to be addressed.
发明内容 Contents of the invention
本发明需要解决的技术问题是提供一种利用现有的螺旋焊管的生产技术生产规格为Φ1219×18.4mm的X80高强度螺旋管线钢焊管的生产工艺。The technical problem to be solved in the present invention is to provide a production process for producing X80 high-strength spiral pipeline steel welded pipe with a specification of Φ1219×18.4mm by utilizing the existing production technology of spiral welded pipe.
为解决上述技术问题,本发明所采用的技术方案是:In order to solve the problems of the technologies described above, the technical solution adopted in the present invention is:
在生产螺旋焊管时主要是成型和焊接工序。焊接是需保证钢管焊缝的组织和性能,因此需要选择母材钢板的化学成分,本发明所使用的是低碳微合金X80钢的控轧钢板卷,其宽度1500~2000mm、厚度18.4mm,其化学成分(质量百分比)为:碳C 0.02~0.09%,硅Si 0.10~0.42%,锰Mn 1.50~1.85%,磷P≤0.022%,硫S≤0.005%,铬Cr≤0.45%,镍Ni≤0.50%,铜Cu≤0.30%,钼Mo≤0.35%,钛Ti≤0.025%,铌Nb≤0.11%,钒V≤0.06%,铝Al≤0.06%,氮N≤0.008%,硼B≤0.0005%,冷裂系数Pcm≤0.23%。In the production of spiral welded pipes, the main processes are forming and welding. Welding needs to ensure the structure and performance of the weld seam of the steel pipe, so the chemical composition of the base steel plate needs to be selected. What is used in the present invention is a controlled-rolled steel coil of low-carbon microalloy X80 steel, with a width of 1500-2000 mm and a thickness of 18.4 mm. Its chemical composition (mass percentage) is: carbon C 0.02-0.09%, silicon Si 0.10-0.42%, manganese Mn 1.50-1.85%, phosphorus P≤0.022%, sulfur S≤0.005%, chromium Cr≤0.45%, nickel Ni ≤0.50%, copper Cu≤0.30%, molybdenum Mo≤0.35%, titanium Ti≤0.025%, niobium Nb≤0.11%, vanadium V≤0.06%, aluminum Al≤0.06%, nitrogen N≤0.008%, boron B≤0.0005 %, cold cracking coefficient Pcm≤0.23%.
螺旋焊管的加工工艺路线为:板卷开卷、矫平、铣边、预弯、成型、内焊、外焊、管端扩径、母材分层超声波检查、焊缝X射线检查、水压试验、焊缝超声波检查、管端倒棱、成品检查。The processing route of spiral welded pipe is: coil uncoiling, leveling, edge milling, pre-bending, forming, internal welding, external welding, pipe end expansion, base metal layered ultrasonic inspection, weld X-ray inspection, hydraulic test , Weld seam ultrasonic inspection, pipe end chamfering, finished product inspection.
本发明的技术关键在于对板卷的铣边设计、预弯边工艺、焊接工艺、管端扩径工艺、无损检测技术的优化和改进,与现有的加工螺旋管的工艺路线相比主要增加了双铣边工序、预弯边工序、管端扩径工序。The technical key of the present invention lies in the optimization and improvement of the coil milling design, pre-bending process, welding process, pipe end diameter expansion process, and non-destructive testing technology. Compared with the existing process route for processing spiral tubes, it mainly increases Double milling process, pre-bending process, pipe end expanding process.
其中双铣边工艺为:先粗铣I型坡口,以保证去除钢板卷因钢坯及轧制过程中的板边缺陷、月牙弯,粗铣时将板边宽度铣削掉5~20mm;然后精铣X型坡口,即将钢板卷的板边开出钝边尺寸为5~8mm,坡口角度为30°~45°的X坡口;开坡口的目的是保证厚壁板卷在焊接过程中能够焊透,并提高焊接速度,改善焊缝形貌,减小焊接线能量,降低焊接热输入对焊接热影响区组织和性能的影响,提高焊缝热影响区的性能。Among them, the double milling process is: first rough milling the I-shaped groove to ensure the removal of the plate edge defects and crescent bends caused by the steel billet and the rolling process of the steel plate, and milling the plate edge width by 5-20mm during rough milling; Milling an X-shaped groove means that the edge of the steel plate coil is cut into an X-groove with a blunt edge size of 5-8mm and a groove angle of 30°-45°; the purpose of the groove is to ensure that the thick-walled plate coil will It can penetrate through the medium, increase the welding speed, improve the weld shape, reduce the welding heat energy, reduce the influence of welding heat input on the structure and performance of the welding heat affected zone, and improve the performance of the weld heat affected zone.
预弯工序的工艺为:采用二辊预弯机对卷板的递送边和自由边进行预弯边,预弯边的尺寸为半径1470mm、长度100~130mm。The process of the pre-bending process is: use a two-roller pre-bending machine to pre-bend the delivery side and the free side of the coil. The size of the pre-bending is 1470mm in radius and 100-130mm in length.
在大直径、厚壁、高钢级的螺旋焊接钢管的成型过程中,合口对缝两侧的带钢的边部通常以圆弧曲线过渡或微内张口较为适宜;钢带在成型器中,尤其是递送边一侧,机臂需给内焊装置预留空间,端头成型辊距板边至少50mm。若不使用弯边辊,将造成带钢边缘变形不充分;有时剪边工序还会造成板边的下翻边现象,生产中容易造成成型咬合时出现噘嘴、成型缝内紧外松、错边等缺陷,严重影响钢管外观质量和以后的焊接工序,甚至会造成焊缝微裂纹等致命缺陷,无法在以后的工序予以消除,严重影响钢管的质量,造成钢管合格率下降。因此针对Φ1219×18.4mm的X80高强度螺旋管线钢的屈服强度,通过放样、弹性力学分析等手段设计了合适弧度的二辊弯边机,在带钢送入三辊成型器之前对带钢边部进行预“弯边”。这种二辊式预弯边装置,既可通过水平调节调整钢带边部的变形区域,也可通过调节上下辊升降,改变板卷受力的大小,使板卷达到预期的变形效果。生产过程中观察测量焊缝附近的钢管质量,分析在递送边和自由边所需要的预变形调整量,对带钢边缘进行充分预弯,能有效消除了噘嘴、错边等成型缺陷,使钢管成型焊接质量得到明显提高。In the forming process of large-diameter, thick-walled, and high-grade spiral welded steel pipes, it is more appropriate for the edges of the strip steel on both sides of the seam to be arc-curved or slightly open; the steel strip is in the former, Especially on the side of the delivery side, the machine arm needs to reserve space for the internal welding device, and the end forming roller is at least 50mm away from the edge of the plate. If the bending roller is not used, the deformation of the edge of the strip will be insufficient; sometimes the edge trimming process will also cause the under-flanging phenomenon of the edge of the plate, which will easily cause pouting during the forming bite, tight inside and loose outside of the forming seam, and wrong Defects such as edges seriously affect the appearance quality of the steel pipe and the subsequent welding process, and even cause fatal defects such as weld microcracks, which cannot be eliminated in the subsequent process, seriously affect the quality of the steel pipe, and cause a decline in the qualified rate of the steel pipe. Therefore, aiming at the yield strength of X80 high-strength spiral pipeline steel of Φ1219×18.4mm, a two-roller bending machine with a suitable arc was designed by means of lofting and elastic mechanics analysis. The part is pre-bent. This two-roller pre-bending device can not only adjust the deformation area of the edge of the steel strip through horizontal adjustment, but also change the force on the coil by adjusting the up and down rollers, so that the coil can achieve the expected deformation effect. During the production process, observe and measure the steel pipe quality near the weld, analyze the pre-deformation adjustment required on the delivery side and the free side, and fully pre-bend the edge of the strip, which can effectively eliminate forming defects such as pouting and misalignment, so that The quality of steel pipe forming and welding has been significantly improved.
内焊及外焊工序的工艺为:The process of internal welding and external welding process is as follows:
焊接为制造螺旋管的主要工艺过程。由于钢管所用的母材是低碳微合金化的高强度钢,其碳当量达到了0.4%以上,焊接时具有一定的难度。在焊接过程中,为控制焊缝的性能和焊接质量,通过多次试验,确定了内焊和外焊均采用双丝串列埋弧自动焊接工艺,其工艺参数为:内焊第一丝为直流,其电流I=1000~1200A、电压V=31~33V;第二丝为交流,其电流I=430~470A、电压V=35~37V;焊丝间距d=10~14mm;焊接速度V=1.3~1.6m/min。Welding is the main process for manufacturing spiral pipes. Since the base material used in the steel pipe is low-carbon micro-alloyed high-strength steel, its carbon equivalent has reached more than 0.4%, and it is difficult to weld. In the welding process, in order to control the performance and welding quality of the weld, through many tests, it is determined that both the internal welding and the external welding adopt the double-wire tandem submerged arc automatic welding process, and the process parameters are: the first wire of the internal welding is DC, its current I=1000~1200A, voltage V=31~33V; the second wire is AC, its current I=430~470A, voltage V=35~37V; welding wire spacing d=10~14mm; welding speed V= 1.3~1.6m/min.
外焊第一丝为直流,其电流I=1100~1300A、电压V=33~35V;第二丝为交流,其电流I=400~450A、电压V=35~37V;焊丝间距d=12~16mm;焊接速度V=1.3~1.6m/min。The first wire for external welding is DC, its current I=1100~1300A, voltage V=33~35V; the second wire is AC, its current I=400~450A, voltage V=35~37V; welding wire spacing d=12~ 16mm; welding speed V = 1.3 ~ 1.6m/min.
选择上述工艺参数的主要作用是:第一丝的作用主要是保证熔透深度。需要采用大焊接电流、较低电弧电压;第二丝的作用主要是盖面,即获得良好的外观质量,焊缝与母材平滑过渡,减少和消除咬边,需要采用小焊接电流和较高电弧电压;第一丝与第二丝配合,充分排气、排渣,获得良好的焊缝形状,优良的质量。采用上述工艺,根据板卷的成分合理选择焊接材料,控制焊缝的成分在如下的范围:C 0.02~0.09%,Si 0.10~0.40%,Mn 1.50~1.85%,P≤0.015%,S≤0.003%,Cr≤0.40%,Ni≤0.30%,Cu≤0.25%,Mo≤0.35%,Ti≤0.020%,Nb≤0.090%,V≤0.04%。焊接后焊缝获得的金相组织以针状铁素体+贝氏体为主,从而保证焊缝熔敷金属具有高的强韧性配合以及内在质量和理化性能。The main function of selecting the above process parameters is: the function of the first wire is mainly to ensure the penetration depth. Large welding current and low arc voltage are required; the function of the second wire is mainly to cover the surface, that is, to obtain good appearance quality, smooth transition between the weld seam and the base metal, and reduce and eliminate undercutting. It is necessary to use small welding current and high Arc voltage; the first wire cooperates with the second wire to fully exhaust and slag discharge to obtain a good weld shape and excellent quality. Using the above process, reasonably select the welding material according to the composition of the coil, and control the composition of the weld in the following range: C 0.02~0.09%, Si 0.10~0.40%, Mn 1.50~1.85%, P≤0.015%, S≤0.003 %, Cr≤0.40%, Ni≤0.30%, Cu≤0.25%, Mo≤0.35%, Ti≤0.020%, Nb≤0.090%, V≤0.04%. After welding, the metallographic structure obtained by the weld is mainly acicular ferrite + bainite, so as to ensure that the weld deposited metal has high strength and toughness, internal quality and physical and chemical properties.
管端扩径工序的工艺为:在钢管管端300mm范围内进行冷扩径,最大扩径量为直径的1.5%;管端周长偏差±1.5mm,椭圆度偏差小于等于2mm;扩径段与未扩径段应平滑过渡。钢管管端的尺寸稳定性直接影响到现场管线施工的效率,本发明在优化钢管成型工艺的同时,增加钢管管端扩径工艺,对钢管管端进行整圆,较好地控制了钢管管端尺寸精度,达到了管端周长偏差±1.5mm,椭圆度偏差小于等于2mm的水平,大大提高了钢管现场的对接效率,方便了现场施工作业。The process of pipe end expansion process is as follows: cold expansion within 300mm of the steel pipe end, the maximum expansion amount is 1.5% of the diameter; the circumference deviation of the pipe end is ±1.5mm, and the ellipticity deviation is less than or equal to 2mm; There should be a smooth transition with the unexpanded section. The dimensional stability of the steel pipe end directly affects the efficiency of on-site pipeline construction. While optimizing the steel pipe forming process, the present invention increases the diameter expansion process of the steel pipe end, rounds the steel pipe end, and better controls the steel pipe end size The precision has reached the level of pipe end circumference deviation ±1.5mm and ellipticity deviation less than or equal to 2mm, which greatly improves the on-site docking efficiency of steel pipes and facilitates on-site construction operations.
另外本发明还增加了多道采用先进的无损检测技术的检测工序。针对厚壁、高钢级、大口径螺焊钢管,焊缝中气孔、夹渣、裂纹等缺陷出现的几率增加,本发明采用先进的无损检测技术实现了对焊缝内在质量的有效检测。通过采用焊缝缺陷判断计算机专家系统,对焊缝X射线探伤的图像进行实时扫描分析,完成缺陷的自动识别、标记、报警、记录的功能,实现X射线探伤的自动化;在超声波系统上采用激光自动跟踪技术、同时改进其机械装置,在保证探头架刚性的前提下,探头与钢管柔性接触,从而提高自动超声波探伤的准确性和可靠性。In addition, the present invention also adds a plurality of detection processes using advanced non-destructive detection technology. For thick-walled, high-grade, large-diameter spiral-welded steel pipes, the probability of defects such as pores, slag inclusions, and cracks in the weld increases. The invention uses advanced non-destructive testing technology to achieve effective detection of the internal quality of the weld. By using the computer expert system for weld defect judgment, real-time scanning and analysis of weld X-ray flaw detection images, the automatic identification, marking, alarm and recording of defects are completed, and the automation of X-ray flaw detection is realized; the ultrasonic system adopts laser Automatic tracking technology, while improving its mechanical device, under the premise of ensuring the rigidity of the probe frame, the probe is in flexible contact with the steel pipe, thereby improving the accuracy and reliability of automatic ultrasonic flaw detection.
由于采用了上述技术方案,本发明取得的技术进步是:Owing to having adopted above-mentioned technical scheme, the technical progress that the present invention obtains is:
本发明的制造Φ1219×18.4mm高强度X80钢螺旋焊管的技术中,与制造普通螺旋焊管相比,工艺步骤中增加了双铣边工序、预弯边工序、管端扩径工序,成功的解决了高强度的X80钢螺旋焊管生产制造中成型稳定性差和焊缝性能难以满足技术要求等问题,大大提高了产品的合格率和生产效率。In the technology of manufacturing Φ1219×18.4mm high-strength X80 steel spiral welded pipe of the present invention, compared with the manufacture of ordinary spiral welded pipes, the process steps include double milling process, pre-bending process, and pipe end diameter expanding process, and successfully solved the problem. It solves the problems of poor forming stability and difficulty in meeting technical requirements in the production and manufacture of high-strength X80 steel spiral welded pipes, and greatly improves the pass rate and production efficiency of the product.
焊接工艺参数和铣边工序及其中坡口尺寸的确定也是基于特制的X80钢的化学成分以及超厚的板材、经过认真计算并多次试验确定的,在实际生产具有很强的实用性,是全体发明人创造性劳动的结晶。其取得的优异效果已经在上述技术方案中进行了论述。Welding process parameters, edge milling process and the determination of the groove size are also based on the chemical composition of the special X80 steel and the ultra-thick plate, after careful calculation and multiple tests, it has strong practicability in actual production and is The crystallization of the creative labor of all inventors. The excellent effects achieved by it have been discussed in the above technical solutions.
具体实施方式 Detailed ways
下面结合实施例对本发明做进一步详细说明:Below in conjunction with embodiment the present invention is described in further detail:
实施例1:Example 1:
本实施例采用的X80钢板卷的化学成分和力学性能如表1、表2所示,钢板的厚度为18.4mm,钢管的内径为Φ1219mm。钢管的制造工艺步骤如下:The chemical composition and mechanical properties of the X80 steel coil used in this example are shown in Table 1 and Table 2. The thickness of the steel plate is 18.4mm, and the inner diameter of the steel pipe is Φ1219mm. The manufacturing process steps of steel pipe are as follows:
1、板卷经开卷、矫平;1. The coil is uncoiled and leveled;
2、铣边:先粗铣,将板边宽度铣削掉5~20mm;然后精铣X型坡口,即将钢板卷两个对接的板边分别开出钝边尺寸为5mm、坡口角度为30°~45°的坡口,钢板的两个边对接后形成60°~80°的X形坡口;2. Edge milling: first rough milling, milling off the width of the plate edge by 5-20mm; then fine milling the X-shaped groove, that is, the two butt-joint edges of the steel plate are respectively cut out with a blunt edge size of 5mm and a groove angle of 30 °~45° groove, the two sides of the steel plate are butted to form an X-shaped groove of 60°~80°;
3、预弯:在二辊弯边机上对卷板的递送边和自由边进行预弯边,使半径尺寸为1470mm;长度100~130mm;3. Pre-bending: Pre-bend the delivery side and free side of the coiled plate on the two-roller bending machine, so that the radius size is 1470mm; the length is 100-130mm;
4、成型:将经过上述预弯边的带钢在三辊成型器卷制成直径为Φ1219mm的螺旋状圆筒;4. Forming: The strip steel that has undergone the above-mentioned pre-bending is rolled into a spiral cylinder with a diameter of Φ1219mm in a three-roller former;
5、焊接:沿钢管圆筒的接缝进行内焊和外焊,焊接工艺参数如表5,焊丝和焊剂的化学成分如表3、表4;5. Welding: Internal welding and external welding are carried out along the seam of the steel pipe cylinder. The welding process parameters are shown in Table 5, and the chemical composition of welding wire and flux is shown in Table 3 and Table 4;
6、管端扩径:在钢管管端300mm范围内进行冷扩径,最大扩径量为直径的1.5%;管端周长偏差±1.5mm,椭圆度偏差±2mm;扩径段与未扩径段应平滑过渡;6. Pipe end expansion: Cold expansion is carried out within 300mm of the steel pipe end, and the maximum expansion is 1.5% of the diameter; the circumference deviation of the pipe end is ±1.5mm, and the ellipticity deviation is ±2mm; The diameter segment should transition smoothly;
7、探伤:对母材进行分层超声波检查和X射线检查;7. Flaw detection: conduct layered ultrasonic inspection and X-ray inspection on the base metal;
8、水压试验;8. Hydrostatic test;
9、对焊缝进行超声波检查和超声波手探;9. Ultrasonic inspection and ultrasonic hand detection of welds;
10、管端倒棱:对钢管的端部棱边进行倒钝;10. Pipe end chamfering: blunt the end edge of the steel pipe;
11、成品检查。11. Finished product inspection.
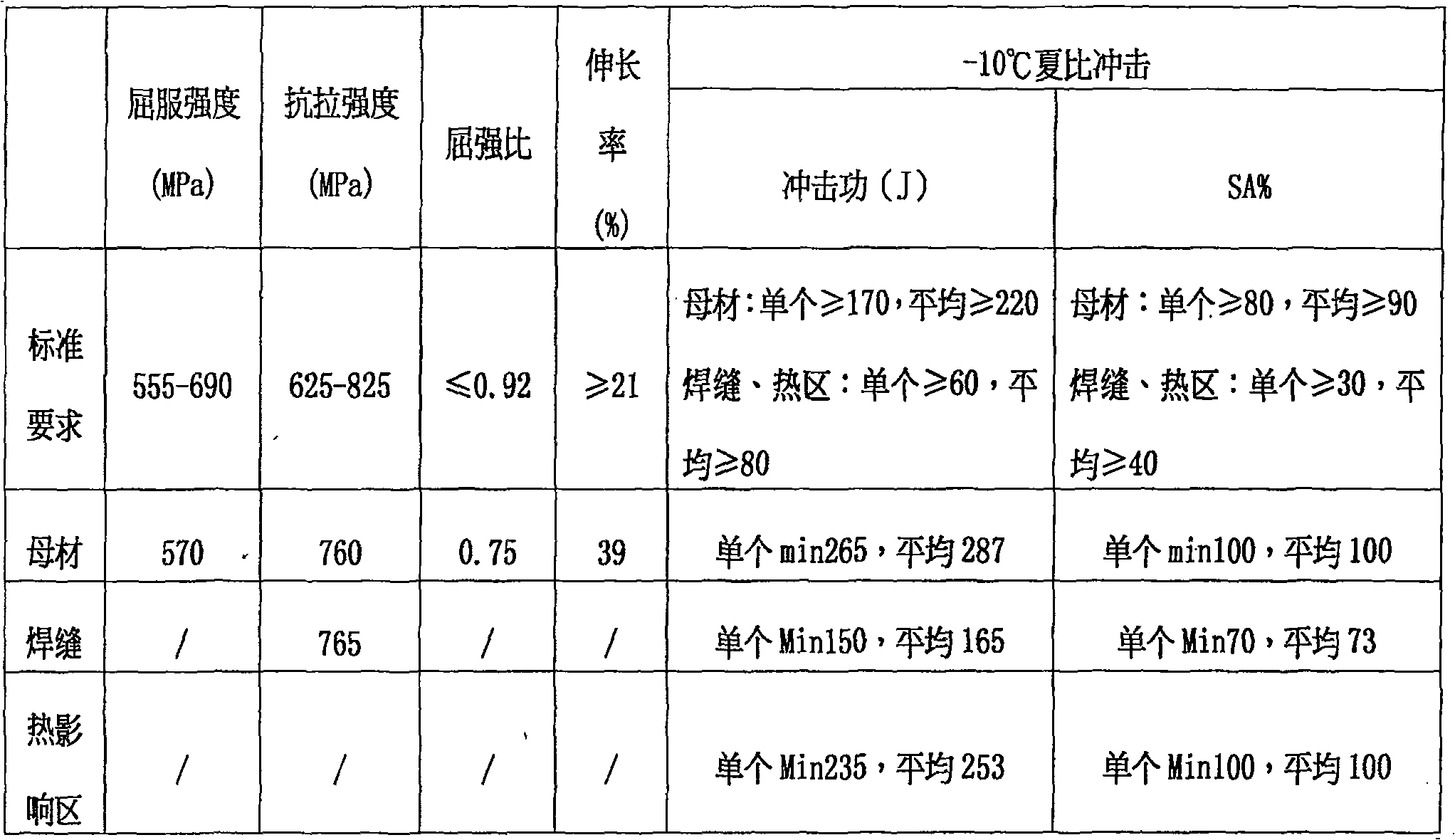
表6给出的是本实施例的焊缝金属的化学成分,表7给出的是钢管实物的性能检测结果和X80钢级管线钢管的性能要求,由表可见,利用本发明的技术制造的螺旋焊管达到了X80钢级管线钢管的技术要求。Table 6 provides the chemical composition of the weld metal of this embodiment, and Table 7 provides the performance test results of the steel pipe and the performance requirements of the X80 steel grade pipeline steel pipe. It can be seen from the table that the steel pipe produced by the technology of the present invention is Spiral welded pipe meets the technical requirements of X80 steel grade pipeline steel pipe.
表1板卷的主要化学成分(wt.%)Table 1 Main chemical composition of coils (wt.%)
表2板卷(轧制方向30°)拉伸试验值Table 2 Tensile test value of coil (rolling direction 30°)
表3焊丝化学成分(wt.%)(具体成分)Table 3 Chemical composition of welding wire (wt.%) (specific composition)
表4焊剂化学成分(wt.%)Table 4 Chemical composition of flux (wt.%)
表5双丝焊参数Table 5 Twin wire welding parameters

表6焊缝金属的化学成分(wt.%)Table 6 Chemical Composition of Weld Metal (wt.%)
表7钢管力学性能Table 7 Mechanical properties of steel pipes
实施例2:Example 2:
本实施例采用的X80钢板卷的化学成分和力学性能如表8、表9所示。钢管的制造工艺步骤以及焊丝和焊剂的化学成分与实施例1相同,焊接时的工艺参数如表10所示。表11给出的是本实施例的焊缝金属的化学成分,表12给出的是钢管实物的性能检测结果X80钢级管线钢管的性能要求,由表可见,利用本发明的技术制造的螺旋焊管达到了X80钢级管线钢管的技术要求。The chemical composition and mechanical properties of the X80 steel coil used in this example are shown in Table 8 and Table 9. The manufacturing process steps of the steel pipe and the chemical composition of the welding wire and the flux are the same as in Example 1, and the welding process parameters are shown in Table 10. Table 11 shows the chemical composition of the weld metal of this embodiment, and Table 12 shows the performance test results of the actual steel pipe. The performance requirements of the X80 steel grade pipeline steel pipe can be seen from the table. The welded pipe meets the technical requirements of X80 steel grade pipeline steel pipe.
表8板卷的主要化学成分(wt.%)Table 8 Main chemical composition of coils (wt.%)
表9板卷(轧制方向30°)拉伸试验值Table 9 Tensile test values of coils (rolling direction 30°)
表10双丝焊参数Table 10 Twin wire welding parameters
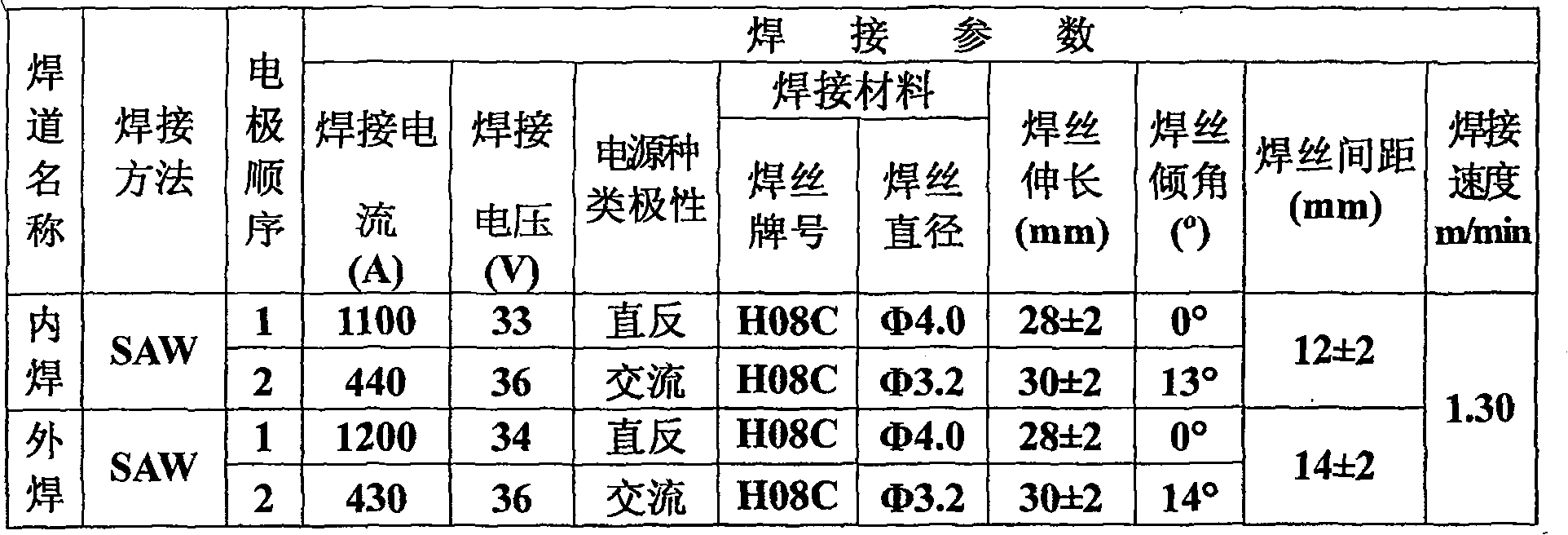
表11焊缝金属的化学成分(wt.%)Table 11 Chemical Composition of Weld Metal (wt.%)
表12钢管力学性能Table 12 Mechanical properties of steel pipes

实施例3:Example 3:
本实施例采用的X80钢板卷的化学成分和力学性能如表13、表14所示。钢管的制造工艺步骤以及焊丝和焊剂的化学成分与实施例1相同,焊接时的工艺参数如表15所示。表16给出的是本实施例的焊缝金属的化学成分,表17给出的是钢管实物的性能检测结果X80钢级管线钢管的性能要求,由表可见,利用本发明的技术制造的螺旋焊管达到了X80钢级管线钢管的技术要求。The chemical composition and mechanical properties of the X80 steel coil used in this example are shown in Table 13 and Table 14. The manufacturing process steps of the steel pipe and the chemical composition of the welding wire and the flux are the same as in Example 1, and the welding process parameters are shown in Table 15. Table 16 shows the chemical composition of the weld metal of this embodiment, and Table 17 shows the performance test results of the actual steel pipe. The performance requirements of the X80 steel grade pipeline steel pipe can be seen from the table. The welded pipe meets the technical requirements of X80 steel grade pipeline steel pipe.
表13板卷的主要化学成分(wt.%)Table 13 Main chemical composition of coils (wt.%)
表14板卷(轧制方向30°)拉伸试验值Table 14 Tensile test values of coils (rolling direction 30°)
表15双丝焊参数Table 15 Twin wire welding parameters
表16焊缝金属的化学成分(wt.%)Table 16 Chemical Composition of Weld Metal (wt.%)
表17钢管力学性能Table 17 Mechanical properties of steel pipes
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2007101853478A CN100547103C (en) | 2007-12-10 | 2007-12-10 | A manufacturing method of high-strength X80 steel spiral welded pipe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2007101853478A CN100547103C (en) | 2007-12-10 | 2007-12-10 | A manufacturing method of high-strength X80 steel spiral welded pipe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101205587A CN101205587A (en) | 2008-06-25 |
| CN100547103C true CN100547103C (en) | 2009-10-07 |
Family
ID=39566070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2007101853478A Expired - Fee Related CN100547103C (en) | 2007-12-10 | 2007-12-10 | A manufacturing method of high-strength X80 steel spiral welded pipe |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100547103C (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101892428A (en) * | 2010-07-16 | 2010-11-24 | 攀钢集团钢铁钒钛股份有限公司 | High-strength hot-rolled steel plate and production method thereof |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101362257B (en) * | 2008-10-08 | 2010-12-29 | 四川大西洋焊接材料股份有限公司 | Electric welding rod for hand welding X80 grade steel oil, gas transmission pipe |
| CN101579806B (en) * | 2009-07-07 | 2011-05-25 | 无锡华光轿车零件有限公司 | Technical method for processing automobile door guide slot |
| CN101886222B (en) * | 2010-07-05 | 2012-07-11 | 中国石油集团渤海石油装备制造有限公司 | Method for manufacturing high-strength X90 steel grade spiral submerged arc welded pipe |
| CN102205458B (en) * | 2011-05-05 | 2012-12-19 | 中国石油集团渤海石油装备制造有限公司 | Manufacturing method for X120 steel-level spiral seam hidden arc welding tube |
| CN102284550B (en) * | 2011-07-19 | 2015-12-16 | 天津市静海县兴达制管有限公司 | Spiral seam submerged arc welded pipe manufacturing process |
| CN102330034B (en) * | 2011-09-30 | 2013-04-24 | 中国石油集团渤海石油装备制造有限公司 | X65MS steel-grade spiral welded tube for acidic corrosion environment and manufacturing method thereof |
| CN102330032B (en) * | 2011-10-27 | 2013-06-19 | 中国石油集团渤海石油装备制造有限公司 | Acid-proof X70MS steel-grade spiral welded pipe and manufacturing method thereof |
| CN102560287A (en) * | 2012-03-02 | 2012-07-11 | 中国石油集团渤海石油装备制造有限公司 | X90 steel bent pipe and bending method thereof |
| CN103567707B (en) * | 2012-07-20 | 2016-05-04 | 北京隆盛泰科石油管科技有限公司 | A kind of welding production method of spiral seam submerged arc welding steel pipe |
| CN103225047B (en) * | 2013-05-10 | 2015-09-23 | 武汉钢铁(集团)公司 | The X80 pipeline steel of thickness >=26.5mm and production method thereof |
| CN103331328B (en) * | 2013-05-28 | 2015-05-06 | 中国石油天然气集团公司 | System and method for preparing longitudinal submerged arc welding (LSAW) |
| CN103418934A (en) * | 2013-07-26 | 2013-12-04 | 宝鸡石油钢管有限责任公司 | High-strength submerged arc welding wire good in low temperature toughness |
| CN103451570B (en) * | 2013-08-20 | 2016-06-22 | 宝鸡石油钢管有限责任公司 | A kind of oil-gas transportation spiral submerged welded pipe suitable in low temperature environment and manufacture method thereof |
| CN103484788B (en) * | 2013-08-31 | 2016-05-04 | 宝鸡石油钢管有限责任公司 | A kind of high-strength X 80 MS spiral submerged welded pipe and manufacture method thereof of hydrogen sulfide corrosion-resistant |
| CN103540867B (en) * | 2013-10-07 | 2015-10-28 | 宝鸡石油钢管有限责任公司 | A kind of X80 level straight-line joint submerged arc welding tube of anti-H 2 S stress corrosion and manufacture method thereof |
| CN103551714B (en) * | 2013-11-13 | 2016-06-29 | 中冶辽宁德龙钢管有限公司 | A kind of method improving big wall thickness spiral submerged welded pipe speed of welding |
| CN103602913B (en) * | 2013-12-10 | 2016-04-13 | 武汉钢铁(集团)公司 | For the X80 steel hot-rolled sheet coil and preparation method thereof of natural gas line |
| CN103805847B (en) * | 2014-03-07 | 2016-01-20 | 武钢集团昆明钢铁股份有限公司 | For making light coil rod reinforcing bar and the working method of prestressed concrete steel stick |
| CN104588913A (en) * | 2014-11-21 | 2015-05-06 | 宝鸡石油钢管有限责任公司 | Welding wire for submerged-arc welding suitable for X70 offshore oil and gas conveying steel |
| CN106989216A (en) * | 2016-01-20 | 2017-07-28 | 浙江三花智能控制股份有限公司 | The processing method of pipe fitting body, pipe fitting and pipe fitting |
| CN105674564A (en) * | 2016-01-28 | 2016-06-15 | 广东万和电气有限公司 | Spirally-welded water tank liner and manufacture method thereof |
| CN107164701A (en) * | 2016-03-07 | 2017-09-15 | 宝鸡石油钢管有限责任公司 | A kind of big wall thickness X80 spiral submerged welded pipes of Large Diameter Pipeline and its manufacture method |
| SG11201808855UA (en) | 2016-04-22 | 2018-11-29 | Sandvik Intellectual Property | A tube and a method of manufacturing a tube |
| CN105834697B (en) * | 2016-05-20 | 2017-09-05 | 中国石油大学(华东) | Manufacturing method of X80 pipeline steel straight seam welded pipe |
| CN105817844B (en) * | 2016-05-20 | 2017-08-29 | 中国石油大学(华东) | The manufacture method of X80 pipeline steel spiral welded pipes |
| CN106624612A (en) * | 2016-08-22 | 2017-05-10 | 中石化石油工程机械有限公司沙市钢管厂 | Thick-wall spiral steel pipe high-speed submerged arc welding process |
| CN106540987A (en) * | 2016-11-24 | 2017-03-29 | 宝鸡石油钢管有限责任公司 | A kind of X80 levels pipe line steel heavy caliber thick wall spiral submerged arc welded pipe manufacturing method |
| JP6432716B1 (en) * | 2017-02-28 | 2018-12-05 | 新日鐵住金株式会社 | Fillet welded joint and manufacturing method thereof |
| CN106956108B (en) * | 2017-03-13 | 2019-04-12 | 南京浩康有色金属设备有限公司 | A kind of process for producing welded pipe method |
| CN109420846B (en) * | 2017-08-25 | 2020-06-23 | 鞍钢股份有限公司 | A kind of low alloy high strength steel laser welding process adjustment method |
| CN108620448B (en) * | 2018-04-20 | 2021-02-09 | 中国石油集团渤海石油装备制造有限公司 | Method for manufacturing large-diameter and high-strength spiral welded pipe |
| CN108637428B (en) * | 2018-05-18 | 2020-10-27 | 共享铸钢有限公司 | Repair welding repair repairing method for defects of high-strength gear ring type steel castings |
| CN108546884A (en) * | 2018-06-20 | 2018-09-18 | 南京钢铁股份有限公司 | A kind of acid-resistant pipeline steel and pipe-making method |
| CN111716077A (en) * | 2019-03-20 | 2020-09-29 | 天津市同鑫泰钢管制造有限公司 | Anti-cracking spiral steel pipe for long-distance oil and gas transmission and manufacturing process thereof |
| CN111715984A (en) * | 2019-03-20 | 2020-09-29 | 天津市同鑫泰钢管制造有限公司 | High-strength anti-drag type long-distance spiral steel pipe for oil gas transmission and machining process thereof |
| CN115436597A (en) * | 2019-11-20 | 2022-12-06 | 苏州热工研究院有限公司 | Method for testing spatial spiral bent pipe |
| CN111545876A (en) * | 2020-05-11 | 2020-08-18 | 中国石油天然气集团有限公司 | Method for improving low-temperature impact toughness of X80 pipeline steel pipe welding joint |
| CN115592241B (en) * | 2021-07-07 | 2024-04-26 | 中国石油天然气集团有限公司 | Control method for guiding bending performance of longitudinal submerged arc welded pipe and longitudinal submerged arc welded pipe |
-
2007
- 2007-12-10 CN CNB2007101853478A patent/CN100547103C/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| 大直径螺旋焊管生产资料汇编. 西安重型机械研究所等,7-9. 1975 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101892428A (en) * | 2010-07-16 | 2010-11-24 | 攀钢集团钢铁钒钛股份有限公司 | High-strength hot-rolled steel plate and production method thereof |
| CN101892428B (en) * | 2010-07-16 | 2012-02-08 | 攀钢集团钢铁钒钛股份有限公司 | High-strength hot-rolled steel plate and production method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101205587A (en) | 2008-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100547103C (en) | A manufacturing method of high-strength X80 steel spiral welded pipe | |
| CN101797600B (en) | A manufacturing method of high-strength X100 steel grade spiral seam submerged arc welded pipe | |
| CN102330034B (en) | X65MS steel-grade spiral welded tube for acidic corrosion environment and manufacturing method thereof | |
| CN101886222B (en) | Method for manufacturing high-strength X90 steel grade spiral submerged arc welded pipe | |
| CN102205458B (en) | Manufacturing method for X120 steel-level spiral seam hidden arc welding tube | |
| CN103521550B (en) | A kind of X90 level pipe line steel heavy caliber thick wall straight-line joint submerged arc welding tube manufacture method | |
| CN103540867B (en) | A kind of X80 level straight-line joint submerged arc welding tube of anti-H 2 S stress corrosion and manufacture method thereof | |
| CN102383049B (en) | Method for manufacturing low-cost high-toughness X70 steel spiral submerged arc welded pipe | |
| CN102310119B (en) | Manufacturing method of X65 pipeline steel longitudinal submerged arc welded pipe for undersea use | |
| CN104089109B (en) | A kind of 625MPa grades of UOE welded tube and its manufacture method | |
| CN103521549B (en) | A kind of manufacture method of X100 Hi-grade steel heavy caliber thick wall straight-line joint submerged arc welding tube | |
| CN103008999B (en) | Spiral seam submerged-arc welded pipe butt joint process | |
| CN105817844B (en) | The manufacture method of X80 pipeline steel spiral welded pipes | |
| CN101862884A (en) | A pipe-pipe field butt welding method for coiled tubing | |
| CN103317306A (en) | Spiral seam thermometal composite welded pipe manufacturing method | |
| CN103194678B (en) | A kind of UOE welded tube and manufacture method thereof | |
| CN108500559A (en) | A kind of manufacturing method of super large caliber heavy wall X80 steel-grade spiral submerged welded pipe | |
| CN102330032B (en) | Acid-proof X70MS steel-grade spiral welded pipe and manufacturing method thereof | |
| CN103028631B (en) | Manufacture process of thin-wall spiral composite steel pipe | |
| CN103526108B (en) | The ERW welded tube of the X70MS that a kind of anti-SSCC stress corrosion is excellent and manufacture method thereof | |
| CN107803574A (en) | A kind of X100 levels pipe line steel large-caliber spiral submerged-arc welded (SAW) pipe manufacture method | |
| CN110629109B (en) | Ultra-large diameter thick-walled UOE straight seam submerged arc welded pipe and manufacturing method thereof | |
| CN117987720A (en) | A L360M steel grade electric resistance welded pipe suitable for hydrogen transportation and a processing method thereof | |
| JP6579249B2 (en) | Welded steel pipe for line pipe excellent in low temperature toughness and its manufacturing method | |
| CN118773510B (en) | HFW welded pipe for conveying supercritical carbon dioxide and manufacturing method and application thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: HUAYOU STEEL PIPE CO., LTD. Free format text: FORMER OWNER: NO.1 MACHINERY FACTORY, HUABEI PETROLEAM ADMINISTRATION Effective date: 20090925 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20090925 Address after: 102 mailbox, Qingxian County, Hebei Province Patentee after: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. Address before: 102 mailbox, Qingxian County, Hebei Province Patentee before: 1ST MACHINERY WORKS OF NORTH C |
|
| ASS | Succession or assignment of patent right |
Owner name: NORTH CHINA PETROLEUM STEEL PIPE CO., LTD. Owner name: CNPC BOHAI PETROLEUM EQUIPMENT MANUFACTURING CO., Free format text: FORMER OWNER: NORTH CHINA PETROLEUM STEEL PIPE CO., LTD. Effective date: 20100827 |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: ADDRESS; FROM: 062658 MAILBOX 102, QINGXIAN COUNTY, HEBEI PROVINCE TO: 300457 BUILDING 3, TIANJIN BINHAI SERVICE OUTSOURCING INDUSTRIAL PARK, NO.19, XINHUAN WEST ROAD, TIANJIN DEVELOPMENT ZONE, TIANJIN CITY |
|
| TR01 | Transfer of patent right |
Effective date of registration: 20100827 Address after: 300457, Tianjin, Tianjin Development Zone, No. 19 West Ring Road, Tianjin Binhai service outsourcing industry park, building 3 Co-patentee after: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. Patentee after: CNPC BOHAI EQUIPMENT MANUFACTURING Co.,Ltd. Address before: 102 box 062658, Hebei, Qingxian County Patentee before: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20091007 Termination date: 20211210 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |