CN100547103C - 一种高强度x80钢螺旋焊管制造方法 - Google Patents
一种高强度x80钢螺旋焊管制造方法 Download PDFInfo
- Publication number
- CN100547103C CN100547103C CNB2007101853478A CN200710185347A CN100547103C CN 100547103 C CN100547103 C CN 100547103C CN B2007101853478 A CNB2007101853478 A CN B2007101853478A CN 200710185347 A CN200710185347 A CN 200710185347A CN 100547103 C CN100547103 C CN 100547103C
- Authority
- CN
- China
- Prior art keywords
- welding
- steel
- wire
- strength
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 97
- 239000010959 steel Substances 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 238000003466 welding Methods 0.000 claims abstract description 60
- 238000000034 method Methods 0.000 claims abstract description 54
- 230000008569 process Effects 0.000 claims abstract description 46
- 239000000203 mixture Substances 0.000 claims abstract description 25
- 239000000126 substance Substances 0.000 claims abstract description 23
- 238000003801 milling Methods 0.000 claims abstract description 20
- 238000005452 bending Methods 0.000 claims abstract description 19
- 238000007689 inspection Methods 0.000 claims abstract description 16
- 238000012360 testing method Methods 0.000 claims abstract description 6
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 4
- 229910052802 copper Inorganic materials 0.000 claims abstract description 4
- 239000000463 material Substances 0.000 claims abstract description 4
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 4
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 4
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 4
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 4
- 238000012545 processing Methods 0.000 claims abstract description 4
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 4
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 4
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 4
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 4
- 229910052796 boron Inorganic materials 0.000 claims abstract description 3
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 3
- 230000004907 flux Effects 0.000 claims description 5
- 239000010953 base metal Substances 0.000 claims description 4
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 238000003475 lamination Methods 0.000 claims 1
- 238000005516 engineering process Methods 0.000 abstract description 11
- 229910052751 metal Inorganic materials 0.000 abstract description 8
- 239000002184 metal Substances 0.000 abstract description 8
- 229910052782 aluminium Inorganic materials 0.000 abstract description 2
- 238000012797 qualification Methods 0.000 abstract 1
- 239000010955 niobium Substances 0.000 description 10
- 230000007547 defect Effects 0.000 description 9
- 239000011572 manganese Substances 0.000 description 9
- 238000001514 detection method Methods 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 241001125929 Trisopterus luscus Species 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000011056 performance test Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009659 non-destructive testing Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Abstract
Description
| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | Ceq | Pcm |
| 0.04 | 1.84 | 0.13 | 0.011 | 0.001 | 0.13 | 0.38 | 2.09 | 0.43 | 0.17 |
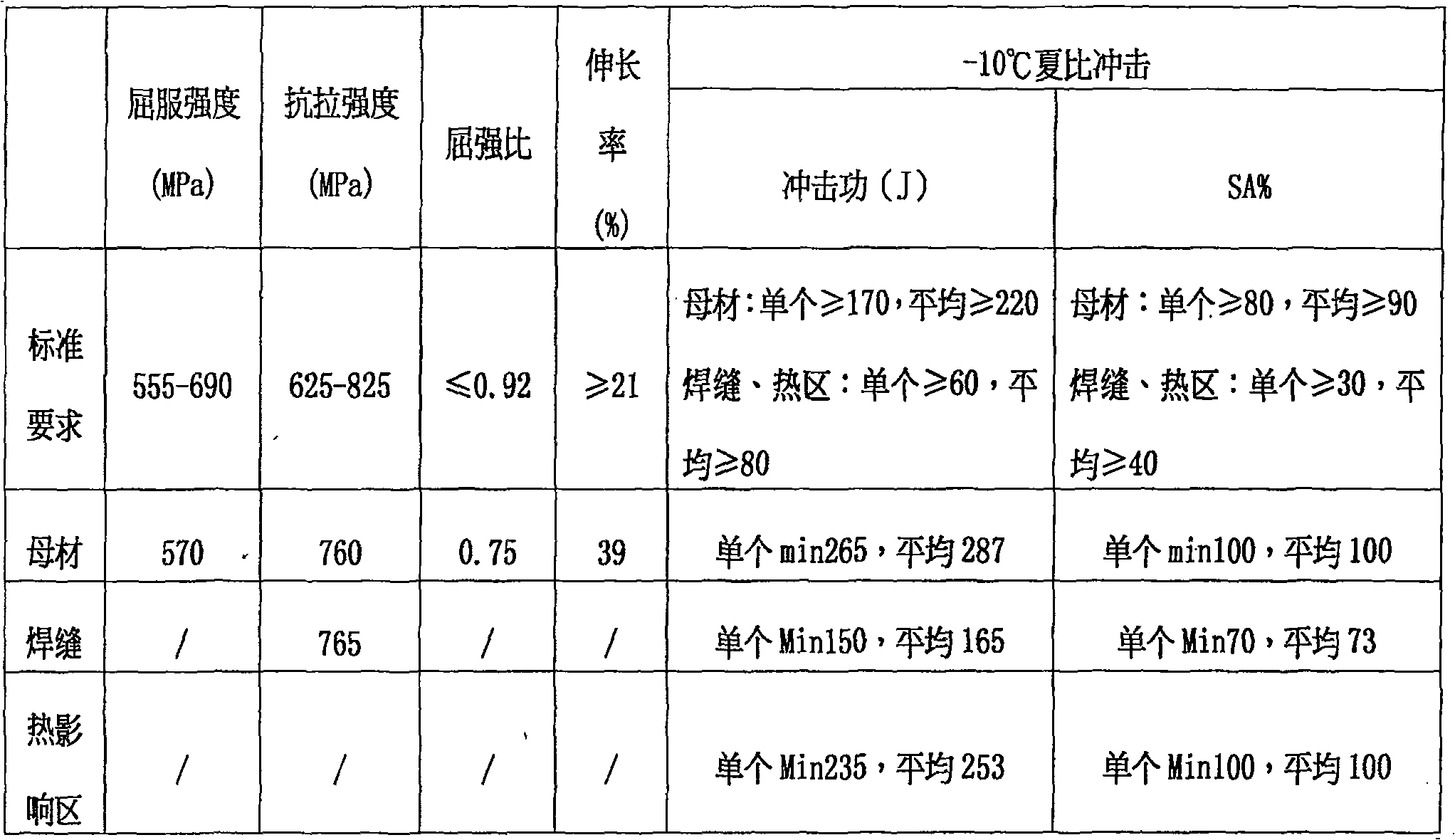
| 屈服强度Rt<sub>0.5</sub>(MPa) | 抗拉强度Rm(MPa) | 屈强比Rt<sub>0.5</sub>/Rm | 伸长率A50mm(%) | |
| Min | 580 | 675 | 0.86 | 35 |
| Max | 635 | 755 | 0.89 | 42 |
| Ave | 615 | 715 | 0.86 | 40 |
| C | Mn | Si | P | S | Mo | V+Nb+Ti | B |
| 0.05 | 1.45 | 0.14 | 0.008 | 0.002 | 0.39 | 0.085 | 0.005 |
| Mg | Mn | Si | Ca | Al |
| 9.46 | 7.90 | 10.30 | 9.07 | 10.50 |

| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | |
| 外焊缝 | 0.05 | 1.84 | 0.14 | 0.012 | 0.001 | 0.13 | 0.41 | 2.10 |
| 内焊缝 | 0.04 | 1.82 | 0.14 | 0.011 | 0.001 | 0.12 | 0.41 | 2.09 |
| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | Ceq | Pcm |
| 0.04 | 1.82 | 0.24 | 0.013 | 0.001 | 0.082 | 0.60 | 2.12 | 0.42 | 0.18 |
| 屈服强度Rt<sub>0.5</sub>(MPa) | 抗拉强度Rm(MPa) | 屈强比Rt<sub>0.5</sub>/Rm | 伸长率A50mm(%) | |
| Min | 560 | 670 | 0.82 | 38 |
| Max | 600 | 725 | 0.88 | 45 |
| Ave | 590 | 695 | 0.84 | 42 |
| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | |
| 外焊缝 | 0.04 | 1.69 | 0.28 | 0.014 | 0.001 | 0.063 | 0.47 | 2.02 |
| 内焊缝 | 0.04 | 1.69 | 0.28 | 0.013 | 0.001 | 0.062 | 0.46 | 2.03 |

| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | Ceq | Pcm |
| 0.03 | 1.54 | 0.26 | 0.011 | 0.001 | 0.10 | 0.73 | 1.87 | 0.38 | 0.14 |
| 屈服强度Rt<sub>0.5</sub>(MPa) | 抗拉强度Rm(MPa) | 屈强比Rt<sub>0.5</sub>/Rm | 伸长率A50mm(%) | |
| Min | 570 | 640 | 0.85 | 26 |
| Max | 580 | 660 | 0.89 | 49 |
| Ave | 575 | 650 | 0.88 | 33 |
| C | Mn | Si | P | S | V+Nb+Ti | Ni+Cr+Cu | Cr+Mo+Mn | |
| 外焊缝 | 0.04 | 1.55 | 0.27 | 0.014 | 0.001 | 0.078 | 0.55 | 1.91 |
| 内焊缝 | 0.04 | 1.55 | 0.28 | 0.014 | 0.001 | 0.078 | 0.56 | 1.90 |
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2007101853478A CN100547103C (zh) | 2007-12-10 | 2007-12-10 | 一种高强度x80钢螺旋焊管制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB2007101853478A CN100547103C (zh) | 2007-12-10 | 2007-12-10 | 一种高强度x80钢螺旋焊管制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101205587A CN101205587A (zh) | 2008-06-25 |
| CN100547103C true CN100547103C (zh) | 2009-10-07 |
Family
ID=39566070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2007101853478A Expired - Fee Related CN100547103C (zh) | 2007-12-10 | 2007-12-10 | 一种高强度x80钢螺旋焊管制造方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100547103C (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101892428A (zh) * | 2010-07-16 | 2010-11-24 | 攀钢集团钢铁钒钛股份有限公司 | 高强度热连轧钢板及其生产方法 |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101362257B (zh) * | 2008-10-08 | 2010-12-29 | 四川大西洋焊接材料股份有限公司 | X80等级钢油、气输送管手工焊接用电焊条 |
| CN101579806B (zh) * | 2009-07-07 | 2011-05-25 | 无锡华光轿车零件有限公司 | 一种加工汽车车门导槽的工艺方法 |
| CN101886222B (zh) * | 2010-07-05 | 2012-07-11 | 中国石油集团渤海石油装备制造有限公司 | 一种高强度x90钢级螺旋缝埋弧焊管制造方法 |
| CN102205458B (zh) * | 2011-05-05 | 2012-12-19 | 中国石油集团渤海石油装备制造有限公司 | X120钢级螺旋缝埋弧焊管的制造方法 |
| CN102284550B (zh) * | 2011-07-19 | 2015-12-16 | 天津市静海县兴达制管有限公司 | 螺旋缝埋弧焊管制造工艺 |
| CN102330034B (zh) * | 2011-09-30 | 2013-04-24 | 中国石油集团渤海石油装备制造有限公司 | 一种酸性腐蚀环境用x65ms钢级螺旋焊管及其制造方法 |
| CN102330032B (zh) * | 2011-10-27 | 2013-06-19 | 中国石油集团渤海石油装备制造有限公司 | 一种抗酸性x70ms钢级螺旋焊管及其制造方法 |
| CN102560287A (zh) * | 2012-03-02 | 2012-07-11 | 中国石油集团渤海石油装备制造有限公司 | 一种x90钢弯管及其弯制方法 |
| CN103567707B (zh) * | 2012-07-20 | 2016-05-04 | 北京隆盛泰科石油管科技有限公司 | 一种螺旋缝埋弧焊接钢管的焊接生产方法 |
| CN103225047B (zh) * | 2013-05-10 | 2015-09-23 | 武汉钢铁(集团)公司 | 厚度≥26.5mm的X80管线用钢及其生产方法 |
| CN103331328B (zh) * | 2013-05-28 | 2015-05-06 | 中国石油天然气集团公司 | 一种制备直缝埋弧焊管的系统和方法 |
| CN103418934A (zh) * | 2013-07-26 | 2013-12-04 | 宝鸡石油钢管有限责任公司 | 一种低温韧性优良的高强度埋弧焊丝 |
| CN103451570B (zh) * | 2013-08-20 | 2016-06-22 | 宝鸡石油钢管有限责任公司 | 一种适用于低温环境的油气输送用螺旋埋弧焊管及其制造方法 |
| CN103484788B (zh) * | 2013-08-31 | 2016-05-04 | 宝鸡石油钢管有限责任公司 | 一种耐硫化氢腐蚀的高强度x80ms螺旋埋弧焊管及其制造方法 |
| CN103540867B (zh) * | 2013-10-07 | 2015-10-28 | 宝鸡石油钢管有限责任公司 | 一种抗硫化氢应力腐蚀的x80级直缝埋弧焊管及其制造方法 |
| CN103551714B (zh) * | 2013-11-13 | 2016-06-29 | 中冶辽宁德龙钢管有限公司 | 一种提高大壁厚螺旋埋弧焊钢管焊接速度的方法 |
| CN103602913B (zh) * | 2013-12-10 | 2016-04-13 | 武汉钢铁(集团)公司 | 用于天然气管道的x80钢热轧板卷及其制备方法 |
| CN103805847B (zh) * | 2014-03-07 | 2016-01-20 | 武钢集团昆明钢铁股份有限公司 | 用于制作预应力混凝土钢棒的光圆盘条钢筋及加工方法 |
| CN104588913A (zh) * | 2014-11-21 | 2015-05-06 | 宝鸡石油钢管有限责任公司 | 一种适用于x70海洋油气输送钢埋弧焊接用焊丝 |
| CN106989216A (zh) * | 2016-01-20 | 2017-07-28 | 浙江三花智能控制股份有限公司 | 管件本体、管件及管件的加工方法 |
| CN105674564A (zh) * | 2016-01-28 | 2016-06-15 | 广东万和电气有限公司 | 螺旋焊水箱内胆及其制造方法 |
| CN107164701A (zh) * | 2016-03-07 | 2017-09-15 | 宝鸡石油钢管有限责任公司 | 一种大管径大壁厚x80螺旋埋弧焊管及其制造方法 |
| SG11201808855UA (en) | 2016-04-22 | 2018-11-29 | Sandvik Intellectual Property | A tube and a method of manufacturing a tube |
| CN105834697B (zh) * | 2016-05-20 | 2017-09-05 | 中国石油大学(华东) | X80管线钢直缝焊管的制造方法 |
| CN105817844B (zh) * | 2016-05-20 | 2017-08-29 | 中国石油大学(华东) | X80管线钢螺旋焊管的制造方法 |
| CN106624612A (zh) * | 2016-08-22 | 2017-05-10 | 中石化石油工程机械有限公司沙市钢管厂 | 一种厚壁螺旋钢管高速埋弧焊工艺 |
| CN106540987A (zh) * | 2016-11-24 | 2017-03-29 | 宝鸡石油钢管有限责任公司 | 一种x80级管线钢大口径厚壁螺旋埋弧焊管制造方法 |
| JP6432716B1 (ja) * | 2017-02-28 | 2018-12-05 | 新日鐵住金株式会社 | 隅肉溶接継手及びその製造方法 |
| CN106956108B (zh) * | 2017-03-13 | 2019-04-12 | 南京浩康有色金属设备有限公司 | 一种焊管生产工艺方法 |
| CN109420846B (zh) * | 2017-08-25 | 2020-06-23 | 鞍钢股份有限公司 | 一种低合金高强钢激光焊接工艺调整方法 |
| CN108620448B (zh) * | 2018-04-20 | 2021-02-09 | 中国石油集团渤海石油装备制造有限公司 | 一种大直径、高强度螺旋焊管制造方法 |
| CN108637428B (zh) * | 2018-05-18 | 2020-10-27 | 共享铸钢有限公司 | 一种高强度齿圈类铸钢件缺陷焊补修复方法 |
| CN108546884A (zh) * | 2018-06-20 | 2018-09-18 | 南京钢铁股份有限公司 | 一种抗酸管线钢及制管方法 |
| CN111716077A (zh) * | 2019-03-20 | 2020-09-29 | 天津市同鑫泰钢管制造有限公司 | 一种长距离油气输送用防裂螺旋钢管及其制造工艺 |
| CN111715984A (zh) * | 2019-03-20 | 2020-09-29 | 天津市同鑫泰钢管制造有限公司 | 一种高强减阻型长距离油气输送用螺旋钢管及其加工工艺 |
| CN115436597A (zh) * | 2019-11-20 | 2022-12-06 | 苏州热工研究院有限公司 | 一种空间螺旋弯管的检验方法 |
| CN111545876A (zh) * | 2020-05-11 | 2020-08-18 | 中国石油天然气集团有限公司 | 一种提高x80管线钢管焊接接头低温冲击韧性的方法 |
| CN115592241B (zh) * | 2021-07-07 | 2024-04-26 | 中国石油天然气集团有限公司 | 直缝埋弧焊管导向弯曲性能的控制方法及直缝埋弧焊管 |
-
2007
- 2007-12-10 CN CNB2007101853478A patent/CN100547103C/zh not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| 大直径螺旋焊管生产资料汇编. 西安重型机械研究所等,7-9. 1975 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101892428A (zh) * | 2010-07-16 | 2010-11-24 | 攀钢集团钢铁钒钛股份有限公司 | 高强度热连轧钢板及其生产方法 |
| CN101892428B (zh) * | 2010-07-16 | 2012-02-08 | 攀钢集团钢铁钒钛股份有限公司 | 高强度热连轧钢板及其生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101205587A (zh) | 2008-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100547103C (zh) | 一种高强度x80钢螺旋焊管制造方法 | |
| CN101797600B (zh) | 一种高强度x100钢级螺旋缝埋弧焊管制造方法 | |
| CN102330034B (zh) | 一种酸性腐蚀环境用x65ms钢级螺旋焊管及其制造方法 | |
| CN101886222B (zh) | 一种高强度x90钢级螺旋缝埋弧焊管制造方法 | |
| CN102205458B (zh) | X120钢级螺旋缝埋弧焊管的制造方法 | |
| CN103521550B (zh) | 一种x90级管线钢大口径厚壁直缝埋弧焊管制造方法 | |
| CN103540867B (zh) | 一种抗硫化氢应力腐蚀的x80级直缝埋弧焊管及其制造方法 | |
| CN102383049B (zh) | 一种低成本高韧性x70钢螺旋埋弧焊管制造方法 | |
| CN102310119B (zh) | 一种海底用x65管线钢直缝埋弧焊管制造方法 | |
| CN104089109B (zh) | 一种625MPa级UOE焊管及其制造方法 | |
| CN103521549B (zh) | 一种x100高钢级大口径厚壁直缝埋弧焊管的制造方法 | |
| CN103008999B (zh) | 一种螺旋缝埋弧焊管对接工艺 | |
| CN105817844B (zh) | X80管线钢螺旋焊管的制造方法 | |
| CN101862884A (zh) | 一种连续管的管-管现场对接焊方法 | |
| CN103317306A (zh) | 一种螺旋缝双金属复合焊管的制造方法 | |
| CN103194678B (zh) | 一种uoe焊管及其制造方法 | |
| CN108500559A (zh) | 一种超大管径厚壁x80钢级螺旋埋弧焊管的制造方法 | |
| CN102330032B (zh) | 一种抗酸性x70ms钢级螺旋焊管及其制造方法 | |
| CN103028631B (zh) | 一种薄壁螺旋复合钢管的制作工艺 | |
| CN103526108B (zh) | 一种抗sscc应力腐蚀优良的x70ms的erw焊管及其制造方法 | |
| CN107803574A (zh) | 一种x100级管线钢大口径螺旋埋弧焊管制造方法 | |
| CN110629109B (zh) | 一种特大口径厚壁uoe直缝埋弧焊管及其制造方法 | |
| CN117987720A (zh) | 一种适用于氢气输送的l360m钢级电阻焊管及加工方法 | |
| JP6579249B2 (ja) | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 | |
| CN118773510B (zh) | 一种输送超临界二氧化碳hfw焊管及其制造方法和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: HUAYOU STEEL PIPE CO., LTD. Free format text: FORMER OWNER: NO.1 MACHINERY FACTORY, HUABEI PETROLEAM ADMINISTRATION Effective date: 20090925 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20090925 Address after: 102 mailbox, Qingxian County, Hebei Province Patentee after: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. Address before: 102 mailbox, Qingxian County, Hebei Province Patentee before: 1ST MACHINERY WORKS OF NORTH C |
|
| ASS | Succession or assignment of patent right |
Owner name: NORTH CHINA PETROLEUM STEEL PIPE CO., LTD. Owner name: CNPC BOHAI PETROLEUM EQUIPMENT MANUFACTURING CO., Free format text: FORMER OWNER: NORTH CHINA PETROLEUM STEEL PIPE CO., LTD. Effective date: 20100827 |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: ADDRESS; FROM: 062658 MAILBOX 102, QINGXIAN COUNTY, HEBEI PROVINCE TO: 300457 BUILDING 3, TIANJIN BINHAI SERVICE OUTSOURCING INDUSTRIAL PARK, NO.19, XINHUAN WEST ROAD, TIANJIN DEVELOPMENT ZONE, TIANJIN CITY |
|
| TR01 | Transfer of patent right |
Effective date of registration: 20100827 Address after: 300457, Tianjin, Tianjin Development Zone, No. 19 West Ring Road, Tianjin Binhai service outsourcing industry park, building 3 Co-patentee after: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. Patentee after: CNPC BOHAI EQUIPMENT MANUFACTURING Co.,Ltd. Address before: 102 box 062658, Hebei, Qingxian County Patentee before: NORTH CHINA PETROLEUM STEEL PIPE Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20091007 Termination date: 20211210 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |