CN101687603A - 连接管状型芯的设备 - Google Patents
连接管状型芯的设备 Download PDFInfo
- Publication number
- CN101687603A CN101687603A CN200880008543A CN200880008543A CN101687603A CN 101687603 A CN101687603 A CN 101687603A CN 200880008543 A CN200880008543 A CN 200880008543A CN 200880008543 A CN200880008543 A CN 200880008543A CN 101687603 A CN101687603 A CN 101687603A
- Authority
- CN
- China
- Prior art keywords
- core
- rollers
- cutting
- station
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/50—Methods of making reels, bobbins, cop tubes, or the like by working an unspecified material, or several materials
- B65H75/505—Working on cores, reels or the like to permit their reuse, e.g. correcting distortion, replacing parts of the core or reel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/16—Cutting rods or tubes transversely
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5092—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the tape handling mechanisms, e.g. using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5007—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like
- B29C65/5021—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5042—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like covering both elements to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1322—Severing before bonding or assembling of parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1343—Cutting indefinite length web after assembly with discrete article
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1348—Work traversing type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2096—Means to move product out of contact with tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2092—Means to move, guide, or permit free fall or flight of product
- Y10T83/2096—Means to move product out of contact with tool
- Y10T83/2098—With means to effect subsequent conveying or guiding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Replacement Of Web Rolls (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
一种用于连接和切割用于支撑卷绕材料辊的管状型芯(1)的设备,包括加载位置(80),其包括具有两个平行且水平的辊(10和11)、星状从动供应器的滚动支架,该星状从动供应器例如具有允许加载不同长度管状型芯的四个连续突起(2)。滚动支架的辊(10和11)沿纵向方向(16)设置。该设备包括推动器(5),一旦型芯被加载在滚动支架(10,11)上,推动器(5)就作用于型芯(1)的后端,以使加载的型芯的前端到达连接工位(60),原先加载的待连接的型芯部分的后端位于该工位处。推动器(5)包括具有垂直导辊(7和8)的接近元件(9)。加载工位(80)的下游设置绕带工位(60),桥接两型芯的传送辊(62)能够在型芯部分和型芯之间传送运动旋转。传送工位(50)、切割工位(30)和滑动吸入对抵装置(70)位于下游。该设备具有外围牵引装置(30),该外围牵引装置装有用于传送适于使所述型芯和所述型芯部分旋转预定圈数的转数的装置。
Description
技术领域
本发明涉及一种能够将端部相对并接连设置的两个管状型芯连接并且可以根据期望的长度切割得到的相连型芯的机器。
背景技术
公知这样的机器,该机器能够将端部相对并接连设置的两个管状型芯彼此连接,使得前一个型芯的前端设置成与下一个管状型芯的后端相抵靠,并且通过缠绕一层或多层胶带而形成对抵接头。在对抵接头处实施将型芯自由端接近并依次桥接两相邻型芯的缠绕胶带的步骤。然后,旋转型芯下游,并且其移动通过设置成桥接两型芯的橡胶导辊传送到型芯上游,使得两型芯绕自身旋转,从而牵引胶带并且形成对抵接头。
这种已知系统的缺点是,准确估计缠绕在型芯周围的胶带的圈数是不可能的,因此形成的接头经常互不相同并且由此具有不同的抵抗特性。
事实上,由于当两型芯支撑在一对导辊上的同时外部牵引从动辊使两型芯依次转动,由于待连接的型芯的直径经常改变,所以型芯的旋转和待连接的外围牵引辊型芯的旋转之间的比对于各个直径而有所不同。
尽管一方面,太低数量的胶带层会形成薄弱接头,但另一方面过多的胶带层数也是不可取的,因为形成的厚度将改变直径从而影响型芯使用。
发明内容
本发明一个特点是提供一种用胶带连接并且切割支撑管状型芯的辊子的设备,其适于针对所有相同直径的型芯得到彼此相同的接头,即对于任何直径的型芯使用相同的胶带层数。
本发明的另一个特点是提供一种改进型芯进给以在接头区域增加型芯对齐精确度的设备。
本发明的另一个特点是提供一种用于型芯进给的设备,其具有利于加载型芯并且确保每次只加载一个型芯的型芯进给系统。
本发明的另一个特点是提供一种用于型芯进给的设备,其具有用于定位相连的型芯部分的高精度系统。
本发明的另一个特点是提供一种用于型芯进给的设备,其允许用于任何直径的型芯的连接和切割的完全自动操作。
这些和其它目的通过一种用于连接并且切割支撑管状型芯的辊子的设备实现,该设备包括:
-用于进给所述型芯的装置,其适于将一个所述型芯定位在滚动支架上,所述型芯具有前端和后端;
-用于沿着所述支架沿纵向轴线推动所述型芯的装置,所述推动装置作用在所述后端上以便使所述前端移动到连接工位,在所述连接工位中布置待连接的型芯部分的后端;
-用于使所述型芯部分旋转的外围从动牵引装置;
-位于所述连接工位的连接装置,其包括胶带供应器和用于使所述型芯和所述型芯部分绕其自身轴线旋转的传送辊,所述连接装置保持所述型芯的前端和所述型芯部分的后端彼此成为一体,以牵引所述胶带缠绕并且形成接头;
-用于沿所述纵向轴线将所述已连接的型芯和型芯部分纵向传送到切割工位的传送装置,所述传送装置使所述已连接型芯和型芯部分前进,一直到所述型芯部分的前端以预定距离未经过所述切割工位;
-切割装置,其用于在所述切割工位切割相互连接的所述型芯和所述型芯部分以得到与所述距离相等的型芯长度;
所述设备的特征在于,用于传送转数的装置与所述外围牵引装置相关,所述装置适于使所述型芯和所述型芯部分旋转预定的圈数。
特别地,所述用于传送转数的装置包括;
-用于感测所述型芯的直径的装置;
-用于响应于所述直径计算所述预定圈数的计算装置;
-用于根据由所述计算装置提供的信号设定所述外围牵引装置的装置。
特别地,在所述计算装置中的程序装置用于:
-检测缠绕所述型芯接头的胶带层的数量n;
-通过方程n=N*D/d计算输入到外围牵引装置的圈数n,其中d是外围牵引装置的直径,D是从所述用于感测的装置传送的型芯的直径;
-将所述圈数n传送到所述用于设定的装置,以便触发牵引所述型芯并且停止所述型芯,以实现所述圈数n。
优选地,在所述连接工位的所述传送辊安装在可接近/离开所述型芯接头的支撑件上。特别地,所述支撑件选自包括以下支撑件的组:
-从动支撑件,其用于自动使所述传送辊接触所述型芯接头;
-手动操作支撑件,其用于手动使所述传送辊接触所述型芯接头。
优选地,所述用于感测所述型芯的直径的装置选自包括以下装置的组:
-用于自动读取直径尺寸的装置;
-用于获取预定直径的测量数据的获取装置;
-用于自动读取的装置和获取装置的组合,其中提供测试装置用于测试预定的直径是否与自动读取的直径一致。
有利地,所述纵向传送装置包括设置在所述型芯部分相反两侧的两个自动对心的辊,所述辊枢转安装在相应的支撑件上,所述支撑件适于使其移动接近所述型芯部分,横向推动所述型芯部分并且与该型芯部分结合,并且使其打开以脱离型芯部分,所述辊子中的第一辊作为从动辊,所述辊子中的第二辊作为导辊,所述支撑件适于通过致动装置而关闭或打开,编码器与至少一个所述辊相关联,用来准确测量用于连接和/或切割步骤的传送移动。
在优选示例性实施方式中,每个所述支撑件适于关闭以横向推动所述型芯,与其接合并且适于张开以脱离该型芯,所述支撑件包括绕轴线旋转的臂,该臂的自由端连接到所述旋转辊的各个辊。
有利地,用于自动读取所述型芯的直径尺寸的所述装置包括安装在其中一个所述旋转臂的轴线上的角位置传感器,特别地,所述角位置传感器安装在保持所述导辊的旋转臂的旋转轴线上。
特别地,所述角位置传感器是电位计。
有利地,所述第二从动辊是由电机驱动的带轮的辊,电机选自包括下述电机的组:
-具有异步电机的齿轮电机;
-步进电机。
特别地,所述两个自动对心的辊涂覆有Vulcolan。
有利地,所述外围牵引装置包括:
-相对于所述型芯径向可移动的支撑件;
-枢转连接到所述可移动支撑件的橡胶辊,所述橡胶辊的旋转轴线与所述型芯的轴线平行,
-电机,其根据预定的圈数使所述橡胶辊绕其自身旋转轴线旋转;
-电机装置,其用于移动所述可移动支撑件以使所述橡胶辊与所述型芯的侧表面接触。
有利地,所述胶带的供应器包括用于检测胶带存在的传感器。
有利地,所述切割工位包括:
-相对于所述纵向方向横向滑动的车架;
-垂直于所述纵向方向设置的带齿圆刀片,其安装于在所述车架上安装的支撑件上;
-用于移动所述滑动车架的装置;
-用于使所述圆刀片旋转的装置。
特别地,所述用于移动所述滑动车架的装置包括液压控速的气缸。
有利地,用于移动所述车架的所述装置包括用来获得快速接近冲程和缓慢切割冲程的装置。
有利地,所述切割工位包括适于在横向方向上测量所述滑动车架位置的位置传感器。
有利地,在所述切割工位中,设置用于在型芯旋转完预定角度后在切割过程中倒转型芯转速的装置。这样,可以获得非常高的切割精整度。
特别地,所述预定角度大于360°,特别设置在380-390°之间。
特别地,所述用于使所述圆刀片旋转的装置包括异步电机。
有利地,提供用于在切割时使所述型芯部分的前端停在预定位置的对抵装置。
特别地,所述对抵装置包括:
-在纵向方向上滑动的对抵车架;
-安装在所述对抵车架上并垂直于所述纵向方向布置的对抵元件;
-用于移动所述对抵车架的装置。
特别地,所述对抵元件是平面的。
特别地,所述对抵车架包括位置传感器。
有利地,所述对抵装置包括用于切割产生的碎屑的碎屑吸入装置。
特别地,所述吸入装置包括起始于所述对抵元件上的吸入开口的吸入管;
特别地,所述用于进给所述型芯的装置包括:
-沿与所述纵向轴线平行的旋转轴线延伸的具有星状横截面的延伸体,所述星状体包括至少三个连续径向突起;
-用于使所述星状轴绕所述旋转轴线旋转的电机。
有利地,所述突起在所述星状轴的整个长度上延伸。
特别地,所述星状轴包括端部彼此垂直面对的接连设置的四个径向连续突起。径向突起的连续设置可允许进给或加载在从几厘米到星状轴的整个长度之间的不同长度的型芯。
特别地,所述进给装置在其上定位所述型芯的所述滚动支架包括平行于所述星状轴的纵向轴线设置的两个导辊,所述导辊安装在低于所述星状轴的纵向轴线的位置处,以便在所述星状轴进行预定旋转后,型芯从所述支架上释放。
特别地,所述用于沿着所述支架纵向推动所述型芯的装置包括沿着所述型芯的纵向轴线的滑动从动车架,所述车架执行第一接近冲程。
特别地,所述用于推动的装置还包括:
-可操作地与所述型芯的后端接触并且安装在所述车架上的接近装置,该接近装置包括可相对于所述车架沿所述纵向轴线移动的致动器,该致动器用于进行进一步的精细接近冲程。
特别地,所述接近装置包括至少两个对齐的小导辊,所述小导辊具有垂直于所述型芯的纵向轴线的旋转轴线,所述辊可操作地与所述后端接触。
有利地,提供用于推动所述型芯抵靠所述滚动支架的装置,该装置包括将所述型芯反向推靠所述支架的垂直推动装置。该推动装置具有在旋转过程中保持较长管状型芯成一直线,使其绕其自身轴线旋转并且保持附于支架上的功能。
特别地,所述垂直推动装置包括:
-相对所述型芯径向滑动的叉状件,该叉状件具有朝向所述型芯定向的自由端,所述自由端包括至少两个通过所述型芯的旋转而旋转的小导辊;
-用于径向移动所述叉状件的电机装置。
特别地,所述电机装置选自包括下述电机的组中:
-气动线性致动器;
-液压线性致动器;
-电机。
有利地,所述设备包括用于致动和控制所述进给装置,所述推动装置,所述连接装置和所述传送装置的运动的装置。
附图说明
参照附图通过以下对本发明的例示但不是限制性的示例性实施方式的描述将更加清楚本发明,附图中:
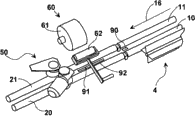
图1示出了根据本发明用于连接和切割支撑管状型芯的辊的设备的一个实施例;
图2详细示出了该设备的一个推动器;
图3图示了根据本发明的绕带工位的操作,其中传送辊位于将原先设置在支架上的部分和待连接型芯桥接的位置;
图4示出用于牵引该设备的工位;
图5示出该设备的切割工位;
图6示出接近传感器沿纵向方向的可能布置;
图7示出描述根据本发明的设备用于传送预定圈数的型芯绕带工位的操作的流程图。
具体实施方式
参照图1,描述了用于连接和切割用于支撑卷绕材料制成的辊的管状型芯1的设备。该设备包括加载工位80,该工位具有型芯进给装置1,进给装置1适于在包括两个平行的水平辊10和11的滚动支架上同时定位型芯。进给装置包括星状从动供应器4,供应器4例如具有允许加载不同长度的管状型芯的四个连续突起2。突起2的连续设置允许在没有手动调整的情况下加载长度必须从几厘米直到最大长度的管状型芯1。
滚动支架的辊子10和11沿纵向16设置,与工作期间型芯的轴线和型芯的操作方向相同。设备包括用于沿着纵向16推动型芯1的装置,具体时推动器5,一旦型芯1加载在旋转支架10、11上,推动器5就作用于型芯的后端,以使加载的型芯的前端连续地到达连接工位60。原先加载的待连接的型芯部分1’的后端位于该工位处。
如图2所示,推动器5包括沿纵向方向16在未示出的导轨上滑动的车架6、和接近元件9(例如气动元件),接近元件9的压力可调整并具有垂直导辊7和8。这些辊可操作地与已加载型芯的后端相接触,因而允许型芯沿着与其轴线相同的方向自由旋转,从而在旋转过程中利用接近元件9将其抓紧。垂直导辊7和8安装在托架19上,托架19相对于推动器5可通过未示出的活塞按照箭头17所示沿着纵向方向16移动。
推动器5还包括垂直推动装置81,垂直推动装置81具有安装在叉状件12上的两个小导辊13,在连接步骤过程中具有保持较长管状型芯成一直线的功能。事实上,长型芯通常会有轻微弯曲并且在没有推动装置81的作用时旋转会有碰撞导辊10和11甚至脱离支架的危险。该推动装置81迫使型芯1绕其轴线旋转。只有当使用长型芯并且加载步骤受自动加载单元影响时,才通过控制软件激活推动装置81。
在本发明中,加载可以以手动方式执行,或者自动加载。如果加载步骤通过加载单元手动实施,型芯具有普通的较小长度从而不会明显地发生弯曲,那么推动部件81不是必需的。
同样参照图2,根据本发明的设备包括连接装置,连接装置形成了已知类型的连接工位60。连接装置包括胶带61的供应器和传送导辊62。外围牵引装置31迫使型芯部分1’绕其自身轴线旋转,而且使型芯1绕其与型芯部分1’一体的自身轴线旋转。传送导辊62可以在箭头66所示的方向上下降,间接保持所述型芯1的前端和所述型芯部分的后端1’彼此相连。这样,可以实现牵引胶带61的自由端61’以缠绕并形成所述接头的效果。
根据本发明,外围牵引装置31通过无论型芯1、1’的直径如何都保持胶带圈数恒定的算法软件设定程序。型芯1的直径和厚度由操作者在机器的控制板(未在图中示出)上选择。在该工位处,安装有未示出的传感器,其检测胶带61是否用完(胶带存在传感器),并停下机器以警告操作者提供胶带61。
如图7所示的算法获取胶带绕型芯缠绕的层数N和输入到外围牵引装置的圈数n,通过方程n=N*D/d计算外围牵引装置的旋转圈数,其中d是外围牵引装置的直径,D是通过用于感测装置传送的型芯的直径。另外,该算法将数n传送到用于设定的装置,以触发牵引型芯并且使其达到所述圈数n时停止转动。
根据本发明的设备还包括工位50,其用于沿着纵向方向16牵引到切割工位30,运送相连的型芯部分1’和型芯1,直到部分1’的前端经过切割位置30预定距离。
图4所示的传送器50包括两个自动对心的辊53和54,辊53和54例如涂覆有Vulcolan,安装在与型芯部分1’相对安装的两个垂直轴上,通过图中未示出的单个气动气缸操作。每个辊53和54安装在相应的支撑臂51和52上,绕相应的垂直轴线55和56旋转。两个辊中的一个(例如辊54)以未示出的方式被驱动,另一辊53闲置,并被前进的型芯1牵引旋转。在空置辊53上安装有通过软件控制型芯部分1’或待连接的型芯1的移动的编码器58。在空置辊53的支撑臂51上,具体地在轴线55上,还安装有未示出的电位计,其具有电子控制型芯的所选直径的功能。电位计测量臂51必须移动直到接触型芯的接近距离。如果型芯的直径与操作者选择的不一致,机器便会停止并且产生错误代码信号。
如图4和图1所示,根据本发明的机器还包括由型芯的旋转单元30和切割单元40构成的切割工位。旋转单元30包括从动橡胶辊31(以上针对连接步骤关于图3进行了描述),其横向压迫型芯使其在切割和连接步骤中都旋转。该辊31安装在由未示出的气动气缸操作的桥接件34上。
切割单元40包括由未示出的异步电机控制的带齿圆刀片41,异步电机例如通过带传动装置44将运动传送给圆刀片41。切割单元40安装在可沿相对于纵向方向16横向的方向45滑动的由未示出的液压控速缸操作的车架43上。未示出的线性电位计控制车架43的位置,并且响应于型芯的直径控制两个速度,即快速接近速度和缓慢切割速度。
切割盘41在横向上快速移动直到距位于滚动支架上的型芯1几mm处,接着降低速度并且开始沿与盘41方向相反的旋转方向(盘是顺时针方向并且管是逆时针方向)切割型芯1。型芯从切割开始旋转约380-390°后,型芯1的旋转方向反转(盘是逆时针方向并且管是顺时针方向)并且完成切割。这种特殊的步骤消除了型芯中的切割缺陷并且使得切割表面更清洁。
如果从未示出的控制板设置切割不同材料的型芯(例如用PVC管代替压制纸板管),软件并不会导致型芯的反转,而是管状型芯1总是以顺时针方向旋转,因为在PVC管的情况下通常不会产生切割缺陷。
另外,在切割工位40中,提供用于压缩气体喷射的喷嘴(未在图中示出)目的是帮助已经切割的型芯的较短部分(例如长度小于50mm)的排出,较短部分将导致切割后卸载困难。
根据本发明的设备包括图1中所示的滑动对抵装置70,其适于为在切割之前校正型芯的设置提供沿着纵向方向16的停止标志。滑动对抵装置包括正交于纵向方向16的对抵元件71,对抵元件71安装于在导轨上滑动的未示出的从动车架上,从动车架沿平行于纵向16的方向75滑动。未示出的编码器控制对抵元件71的位置并允许系统调节对抵元件71相对于切割盘41的距离,即切割型芯的长度。对抵元件71具有可操作地设置在管状型芯1内部区域中的吸入口72,在该区域该吸入口72是连接到未示出的吸入泵的管73的端部。因而这种具有吸入类型的滑动对抵装置70能够以正确并精确的方式纵向定位,并同时吸入切割过程中产生的碎屑。
在经过切割循环后,型芯1被传送工位50(图4)的橡胶辊53和54高速传送。未示出的安装在传送工位上的编码器使型芯1’快速移动到切割所选的长度处,在提前几厘米处停止,接着减速并使型芯1低速移动到接触对抵元件71。在该点上,通过降低切割工位的橡胶辊30阻挡型芯,同时传送辊53和54打开并开始切割步骤。
在切割对抵元件71被未示出的气动气缸退回至少几厘米后,将切割的型芯长度卸载。接着对抵元件71回到原先位置。对抵元件71的退回有助于型芯部分的排出。
在图6中示出了根据本发明的机器的一部分,其具有设置在连接位置60上游的接近传感器90和同样桥接在连接工位60上的两个传感器91和92,以箭头16所示的纵向方向移动。当传感器90空闲时,其检测型芯的存在,第一管状型芯由星形供应器4(图1)加载并且落在加载工位的滚动支架的辊子10和11上。图1和图2所示的推动器5向前推动刚加载的型芯直到再次与传感器1接合。
接着,在新型芯和在切割工位保留的部分之间开始重复上面所描述的连接步骤。然后开始切割已连接型芯,并且启动牵引工位直到传感器91不再空闲。当传感器91空闲时,推动器5将新加载的型芯推到支架上,直到其不到达传感器92,接着降下型芯的移动速度,并且推动型芯直到与传感器91接合。
在这种情况下,新型芯位于距此前设置在滚动支架上的型芯几毫米的距离处。
此处,推动器5停止,并且推动型芯,通过接近安装在推动器5上的气动元件9而对照已经存在于滚动支架上的型芯部分。气动接近元件由沿纵向方向作用的气动活塞操作。这样,在开始连接胶带的步骤之前,在滚动支架上的之前型芯和下一型芯之间施加轻微推动,在接连的两型芯的对抵接头面处确保完美的接触。该推动可调整而作用于在操作接近元件9的气动回路中的流体压力。
如图1、3和5中所示,当牵引工位50的辊53和54牵引型芯连接到原先型芯时结束连接。如图3所示,安装在导辊58的轴线上的编码器58测量导辊58的旋转,允许型芯进行预定的运动,特别是运动与操作者选择的长度相同的长度,减少几厘米的运动。
然后,速度降低并且型芯被推至到达图1中的对抵元件71处。
此处,切割工位40的橡胶辊31被压在型芯上并且牵引工位50的辊子53和54同与其远离的型芯分离。另外,切割工位40的圆刀片41进行旋转并且横向前进。
根据快速接近运动,圆刀片进行横向移动直到接近型芯的位置,并且进行第二减速切割。圆刀片的位置通过图中未示出的线性电位计进行控制。
在完成切割之前,型芯的旋转速度反向,从而消除型芯的切割缺陷并且提供清洁的切割表面。对于PVC的管状型芯,由于没有必要,旋转速度不会反向。
在切割结束后,图1中的吸入对抵装置70通过图中未示出的气动气缸的动作而退回,并且卸载切割管部分以降低滚动支架中的其中一个辊子,特别是允许排出切割部分的图1中的辊子20。
具体实施方式的以上描述将根据概念充分揭示了本发明,因此其他人不需要对本发明进一步研究并且无须脱离本发明就通过应用现有知识可以将该实施方式改变和/或应用于不同场合,并且因此可以理解,这些变化和改变必须认为与该特定实施方式等同。由于这个原因,这里描述的实现不同功能的装置和材料无须脱离本发明的范围就可以具有不同的性能。可以理解,这里使用的措辞和术语是为了描述而不是进行限制。
Claims (12)
1.一种用于连接并且切割支撑管状型芯的辊的设备,该设备包括:
-用于进给所述型芯的装置,其适于将一个所述型芯定位在滚动支架上,所述型芯具有前端和后端;
-用于沿着所述支架沿纵向轴线推动所述型芯的装置,所述推动装置作用在所述后端上以便使所述前端移动到连接工位,在所述连接工位中布置待连接的型芯部分的后端;
-用于使所述型芯部分旋转的外围从动牵引装置;
-位于所述连接工位的连接装置,其包括胶带供应器和用于使所述型芯和所述型芯部分绕其自身轴线旋转的传送辊,所述连接装置保持所述型芯的前端和所述型芯部分的后端彼此成为一体,以牵引所述胶带缠绕并且形成所述接头;
-用于沿所述纵向轴线将所述已连接的型芯和型芯部分纵向传送一直到切割工位的传送装置,所述传送装置使所述已连接型芯和型芯部分前进,直到所述型芯部分的前端以预定距离未经过所述切割工位;
-切割装置,其用于在所述切割工位切割相互连接的所述型芯和所述型芯部分,以得到与所述距离相等的型芯长度;
所述设备的特征在于,用于传送转数的装置与所述外围牵引装置相关,所述用于传送转数的装置适于使所述型芯和所述型芯部分旋转预定的圈数。
2.如权利要求1所述的设备,其中,所述用于传送转数的装置包括:
-用于感测所述型芯的直径的装置;
-用于响应于所述直径而计算所述预定圈数的计算装置;
-用于根据由所述计算装置提供的信号设定所述外围牵引装置的装置。
3.如权利要求2所述的设备,其中,在所述计算装置中的程序装置用于:
-检测缠绕所述型芯接头的胶带层的数量n;
-通过方程n=N*D/d计算输入到所述外围牵引装置的圈数n,其中d是所述外围牵引装置的直径,D是从所述用于感测的装置传送的型芯的直径;
-将所述圈数n传送到所述用于设定的装置,以便触发牵引所述型芯并且停止所述型芯,以实现所述圈数n。
4.如权利要求1所述的设备,其中,在所述连接工位的所述传送辊安装在可接近/离开所述型芯接头的支撑件上,具体地说,所述支撑件选自包括以下支撑件的组:
-从动支撑件,其用于自动使所述传送辊接触所述型芯接头;
-手动操作支撑件,其用于手动使所述传送辊接触所述型芯接头。
5.如权利要求2所述的设备,其中,用于感测所述型芯的直径的装置选自包括以下装置的组:
-用于自动读取直径尺寸的装置;
-用于获取预定直径的测量数据的获取装置;
-用于自动读取的装置和获取装置的组合,其中提供测试装置用于测试预定的直径是否与自动读取的直径一致。
6.如权利要求1所述的设备,其中,所述纵向传送装置包括设置在所述型芯部分的相反两侧的两个自动对心的辊,所述辊枢转安装在相应的支撑件上,所述支撑件适于使其移动接近所述型芯部分,横向推动所述型芯部分并且与该型芯部分接合,并且使其打开以脱离型芯部分,所述辊子中的第一辊作为从动辊,所述辊子中的第二辊作为导辊,所述支撑件适于通过致动装置而被关闭或打开,编码器与至少一个所述辊相关联,用来准确测量用于连接和/或切割步骤的传送移动。
7.如权利要求6所述的设备,其中,每个所述支撑件适于关闭以横向推动所述型芯,与其接合并且适于张开以脱离该型芯,所述支撑件包括绕轴线旋转的臂,该臂的自由端连接到所述旋转辊的各个辊,用于自动读取所述型芯的直径尺寸的所述装置包括安装在其中一个所述旋转臂的轴线上的角位置传感器,具体地说,所述角位置传感器是电位计,具体地说,所述角位置传感器安装在保持所述导辊的旋转臂的旋转轴线上。
8.如权利要求1所述的设备,其中,提供用于在切割时使所述型芯部分的前端停在预定位置的对抵装置,所述对抵装置包括:
-在纵向方向上滑动的对抵车架;
-安装在所述对抵车架上并垂直于所述纵向方向布置的对抵元件;
-用于移动所述对抵车架的装置;
-用于切割产生的碎屑的碎屑吸入装置,具体地说,所述吸入装置包括起始于所述对抵元件上的吸入开口的吸入管。
9.如权利要求1所述的设备,其中,所述用于进给所述型芯的装置包括:
-沿与所述纵向轴线平行的旋转轴线延伸的具有星状横截面的延伸轴,所述星状轴包括至少三个连续径向突起,具体地说,所述连续突起在所述星状轴的整个长度上延伸,并且数量为四个,以端部彼此垂直面对的方式接连设置;
-用于使所述星状轴绕所述旋转轴线旋转的电机。
10.如权利要求1所述的设备,其中,所述用于沿着所述支架纵向推动所述型芯的装置包括:
-沿着所述型芯的纵向轴线的滑动从动车架,所述车架执行第一接近冲程;
-可操作地与所述型芯的后端接触并且安装在所述车架上的接近装置,该接近装置包括可相对于所述车架沿所述纵向轴线移动的致动器,该致动器用于进行进一步的精细接近冲程。
11.如权利要求11所述的设备,其中,所述接近装置包括至少两个对齐的小导辊,所述小导辊具有垂直于所述型芯的纵向轴线的旋转轴线,所述辊可操作地与所述后端接触。
12.如权利要求1所述的设备,其中,提供用于推动所述型芯抵靠所述滚动支架的装置,该装置包括将所述型芯反向推靠所述支架的垂直推动装置,具体地说,所述推动器安装在所述从动支架上,具体地说,所述垂直推动装置包括:
-相对所述型芯径向滑动的叉状件,该叉状件具有朝向所述型芯定向的自由端,所述自由端包括至少两个通过所述型芯的旋转而旋转的小导辊;
-用于径向移动所述叉状件的电机装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITPI20070030 ITPI20070030A1 (it) | 2007-03-16 | 2007-03-16 | Apparecchiatura per giuntare anime tubolari |
| ITPI2007A000030 | 2007-03-16 | ||
| PCT/IB2008/000618 WO2008114115A2 (en) | 2007-03-16 | 2008-03-17 | Apparatus for connecting tubular cores |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101687603A true CN101687603A (zh) | 2010-03-31 |
| CN101687603B CN101687603B (zh) | 2012-03-14 |
Family
ID=39766551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008800085430A Active CN101687603B (zh) | 2007-03-16 | 2008-03-17 | 连接管状型芯的设备 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8322394B2 (zh) |
| EP (2) | EP2121498B1 (zh) |
| CN (1) | CN101687603B (zh) |
| DK (1) | DK2121498T3 (zh) |
| EA (1) | EA015088B1 (zh) |
| ES (2) | ES2478672T3 (zh) |
| IT (1) | ITPI20070030A1 (zh) |
| PL (2) | PL2121498T3 (zh) |
| PT (2) | PT2502867E (zh) |
| WO (1) | WO2008114115A2 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103659879A (zh) * | 2012-08-29 | 2014-03-26 | 纽珀有限公司 | 用于从管上定长切割管区段的方法和管区段组件 |
| CN104227770A (zh) * | 2013-06-06 | 2014-12-24 | 艾迪奇股份公司 | 用于以双管切割模式切割管材的自动锯切割机的进给单元 |
| CN104309878A (zh) * | 2014-11-10 | 2015-01-28 | 蔡留保 | 一种鱼竿装饰条的贴装装置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITPI20110082A1 (it) * | 2011-07-22 | 2013-01-23 | Ga Vo Meccanica S N C | Apparecchiatura per eseguire una giunzione di testa tra corpi tubolari |
| ITPI20110084A1 (it) | 2011-07-23 | 2013-01-24 | Ga Vo Meccanica S N C | Apparecchiatura per tagliare trasversalmente corpi tubolari |
| IT201900006010A1 (it) | 2019-04-18 | 2020-10-18 | Avs Srl | Dispositivo per tagli trasversali di corpi tubolari |
| CN110193943B (zh) * | 2019-06-17 | 2021-01-12 | 威海市耐拓管道连接器有限公司 | 一种手持式家用ppr水管自动热熔连接设备 |
| CN111170091B (zh) * | 2020-01-22 | 2024-07-05 | 张家港市圣鼎源制管有限公司 | 一种化工气体钢管加工设备及加工方法 |
| US20240300132A1 (en) * | 2020-12-22 | 2024-09-12 | Kinemation Ag | Cutting device for elongated workpieces |
| IT202200004931A1 (it) | 2022-03-14 | 2023-09-14 | Ga Vo Mecc S R L | Apparecchiatura perfezionata per il taglio trasversale di corpi tubolari |
| CN117183358B (zh) * | 2023-09-15 | 2024-06-28 | 浙江铭泰汽车零部件有限公司 | 一种可定位贴附减震片的刹车片生产装配装置 |
| CN119734452B (zh) * | 2025-03-04 | 2025-05-13 | 北京玻钢院复合材料有限公司 | 一种复合材料耐压壳体金属端框粘接工装及方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8042A (en) * | 1851-04-15 | Setting logs in sawmills | ||
| US3074605A (en) * | 1960-11-07 | 1963-01-22 | Shaw Leslie Earl | Pipe wrapping device |
| US3260390A (en) * | 1964-07-30 | 1966-07-12 | Clifford F Morain | Pipe conveyor for wrapping machines and the like |
| US3322291A (en) * | 1966-08-22 | 1967-05-30 | Amsted Ind Inc | Pipe handling conveyor |
| JPS5142633B2 (zh) * | 1972-03-10 | 1976-11-17 | ||
| DE3617539C1 (de) * | 1986-05-24 | 1987-07-23 | Grammer Sitzsysteme Gmbh | Sitz mit verstellbarer Sitzplatte und neigbarer Rueckenlehne |
| US5873806A (en) * | 1993-10-08 | 1999-02-23 | Fabio Perini, S.P.A. | Machine for producing cardboard or similar tubes, with means for cutting the tube into sections of predetermined lengths |
| US5845871A (en) * | 1996-04-29 | 1998-12-08 | Csi Core Specialties Inc. | Recycled core for winding paper |
| US5956923A (en) * | 1997-11-17 | 1999-09-28 | Leucadia, Inc. | Method and apparatus for installing, retrieving and reusing protective coverings for plants, vines and trees |
| SE525100C2 (sv) * | 2003-04-01 | 2004-11-30 | Core Link Ab | Anordning för påläggning av ett materialark |
| JP4657628B2 (ja) * | 2004-05-18 | 2011-03-23 | 株式会社旭メカニカル | 紙管の切断方法 |
| FI117008B (fi) * | 2004-11-02 | 2006-05-15 | Raumaster Paper Oy | Menetelmä ja laitteisto hylsyn valmistamiseksi |
-
2007
- 2007-03-16 IT ITPI20070030 patent/ITPI20070030A1/it unknown
-
2008
- 2008-03-17 PL PL08737308T patent/PL2121498T3/pl unknown
- 2008-03-17 EA EA200901111A patent/EA015088B1/ru not_active IP Right Cessation
- 2008-03-17 WO PCT/IB2008/000618 patent/WO2008114115A2/en not_active Ceased
- 2008-03-17 ES ES08737308.0T patent/ES2478672T3/es active Active
- 2008-03-17 US US12/530,632 patent/US8322394B2/en active Active
- 2008-03-17 PT PT12157994T patent/PT2502867E/pt unknown
- 2008-03-17 EP EP08737308.0A patent/EP2121498B1/en active Active
- 2008-03-17 PL PL12157994T patent/PL2502867T3/pl unknown
- 2008-03-17 CN CN2008800085430A patent/CN101687603B/zh active Active
- 2008-03-17 EP EP20120157994 patent/EP2502867B1/en active Active
- 2008-03-17 ES ES12157994.0T patent/ES2526327T3/es active Active
- 2008-03-17 PT PT08737308T patent/PT2121498E/pt unknown
- 2008-03-17 DK DK08737308.0T patent/DK2121498T3/da active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103659879A (zh) * | 2012-08-29 | 2014-03-26 | 纽珀有限公司 | 用于从管上定长切割管区段的方法和管区段组件 |
| CN104227770A (zh) * | 2013-06-06 | 2014-12-24 | 艾迪奇股份公司 | 用于以双管切割模式切割管材的自动锯切割机的进给单元 |
| JP2015006723A (ja) * | 2013-06-06 | 2015-01-15 | アディジェ ソシエタ ペル アチオニ | ダブル管切断モードで管を切断する自動鋸切断機のための供給ユニット |
| CN104227770B (zh) * | 2013-06-06 | 2017-09-01 | 艾迪奇股份公司 | 用于以双管切割模式切割管材的自动锯切割机的进给单元 |
| CN104309878A (zh) * | 2014-11-10 | 2015-01-28 | 蔡留保 | 一种鱼竿装饰条的贴装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100032099A1 (en) | 2010-02-11 |
| ES2526327T3 (es) | 2015-01-09 |
| WO2008114115A3 (en) | 2009-02-19 |
| EP2121498A2 (en) | 2009-11-25 |
| EA015088B1 (ru) | 2011-06-30 |
| EP2121498B1 (en) | 2014-04-23 |
| EP2502867B1 (en) | 2014-09-17 |
| ES2478672T3 (es) | 2014-07-22 |
| EP2502867A3 (en) | 2012-12-05 |
| PL2121498T3 (pl) | 2014-10-31 |
| CN101687603B (zh) | 2012-03-14 |
| PT2121498E (pt) | 2014-07-25 |
| PT2502867E (pt) | 2014-12-23 |
| DK2121498T3 (da) | 2014-07-21 |
| PL2502867T3 (pl) | 2015-04-30 |
| ITPI20070030A1 (it) | 2008-09-17 |
| WO2008114115A2 (en) | 2008-09-25 |
| EP2502867A2 (en) | 2012-09-26 |
| US8322394B2 (en) | 2012-12-04 |
| EA200901111A1 (ru) | 2010-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101687603B (zh) | 连接管状型芯的设备 | |
| CN102233685B (zh) | 轮胎用带状部件的缠绕装置 | |
| ITPI20110084A1 (it) | Apparecchiatura per tagliare trasversalmente corpi tubolari | |
| KR102228558B1 (ko) | 고무 시트 부재의 공급장치 및 방법 | |
| US6286419B1 (en) | Apparatus for rolling compressible sheet material | |
| NL2011541C2 (en) | Method for picking up and placing tire components. | |
| KR101994983B1 (ko) | 시트재 자동 절단 장치 | |
| RS56152B1 (sr) | Uređaj za izradu čeonog spoja između cevastih tela | |
| CN108778933B (zh) | 一种用于移动沿着前进方向不断前进的物品的设备 | |
| JP6872377B2 (ja) | フィラー付きビードの製造方法および装置 | |
| US20030089459A1 (en) | Splicer for splicing strips of cords embedded in rubber material to each other | |
| HK1142859A (zh) | 连接管状型芯的设备 | |
| CN107922135A (zh) | 用于拾取薄膜材料的拾取机构 | |
| JP7244083B2 (ja) | テープ貼付装置 | |
| JPH10152216A (ja) | 原木誘導搬送装置 | |
| CN112407497A (zh) | 一种输氧管自动组装机 | |
| JPH05229532A (ja) | 物品供給コンベヤにおける物品サイズ検出装置 | |
| WO2011031140A1 (en) | Device and method for manufacturing an air spring | |
| CN207860559U (zh) | 卷材外护板自动化包装装置 | |
| US11518129B2 (en) | Transfer and posing of a semi-finished product destined for use in tire production | |
| JP2006315795A (ja) | 自動センタリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1142859 Country of ref document: HK |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1142859 Country of ref document: HK |