CN102774009A - Method for preparing polyolefin micro-porous film - Google Patents
Method for preparing polyolefin micro-porous film Download PDFInfo
- Publication number
- CN102774009A CN102774009A CN2012102782979A CN201210278297A CN102774009A CN 102774009 A CN102774009 A CN 102774009A CN 2012102782979 A CN2012102782979 A CN 2012102782979A CN 201210278297 A CN201210278297 A CN 201210278297A CN 102774009 A CN102774009 A CN 102774009A
- Authority
- CN
- China
- Prior art keywords
- chill roll
- film
- polyolefin
- preparation
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920000098 polyolefin Polymers 0.000 title claims abstract description 83
- 238000000034 method Methods 0.000 title abstract description 12
- 238000001816 cooling Methods 0.000 claims abstract description 55
- 239000002904 solvent Substances 0.000 claims abstract description 15
- 238000000605 extraction Methods 0.000 claims abstract description 13
- 238000002156 mixing Methods 0.000 claims abstract description 13
- 230000004888 barrier function Effects 0.000 claims description 53
- 239000000463 material Substances 0.000 claims description 47
- 238000000465 moulding Methods 0.000 claims description 37
- 238000002360 preparation method Methods 0.000 claims description 31
- -1 Polypropylene Polymers 0.000 claims description 24
- 206010061592 cardiac fibrillation Diseases 0.000 claims description 24
- 230000002600 fibrillogenic effect Effects 0.000 claims description 24
- 238000009998 heat setting Methods 0.000 claims description 24
- 239000000203 mixture Substances 0.000 claims description 19
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims description 15
- 238000002844 melting Methods 0.000 claims description 13
- 230000008018 melting Effects 0.000 claims description 13
- 239000004925 Acrylic resin Substances 0.000 claims description 12
- 229920000178 Acrylic resin Polymers 0.000 claims description 12
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 claims description 12
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 12
- 229920001903 high density polyethylene Polymers 0.000 claims description 10
- 239000004700 high-density polyethylene Substances 0.000 claims description 10
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims description 9
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 9
- 238000002425 crystallisation Methods 0.000 claims description 9
- 230000008025 crystallization Effects 0.000 claims description 9
- 239000006185 dispersion Substances 0.000 claims description 9
- XNGIFLGASWRNHJ-UHFFFAOYSA-N o-dicarboxybenzene Natural products OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 claims description 9
- 239000004743 Polypropylene Substances 0.000 claims description 8
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 claims description 6
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 claims description 6
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 claims description 6
- 238000010008 shearing Methods 0.000 claims description 6
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 claims description 6
- 229920001155 polypropylene Polymers 0.000 claims description 5
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 claims description 3
- 235000019483 Peanut oil Nutrition 0.000 claims description 3
- 150000002012 dioxanes Chemical class 0.000 claims description 3
- 125000005456 glyceride group Chemical group 0.000 claims description 3
- 239000004006 olive oil Substances 0.000 claims description 3
- 235000008390 olive oil Nutrition 0.000 claims description 3
- 239000012188 paraffin wax Substances 0.000 claims description 3
- 239000000312 peanut oil Substances 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims description 3
- 239000003549 soybean oil Substances 0.000 claims description 3
- 235000012424 soybean oil Nutrition 0.000 claims description 3
- 239000011148 porous material Substances 0.000 abstract description 18
- 239000003792 electrolyte Substances 0.000 abstract description 12
- 229910001416 lithium ion Inorganic materials 0.000 abstract description 10
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 abstract description 9
- 238000001035 drying Methods 0.000 abstract description 2
- 238000010521 absorption reaction Methods 0.000 abstract 1
- 230000002457 bidirectional effect Effects 0.000 abstract 1
- 230000035699 permeability Effects 0.000 abstract 1
- 229920005672 polyolefin resin Polymers 0.000 abstract 1
- 238000007493 shaping process Methods 0.000 abstract 1
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 27
- 229910004298 SiO 2 Inorganic materials 0.000 description 10
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 10
- FKRCODPIKNYEAC-UHFFFAOYSA-N ethyl propionate Chemical compound CCOC(=O)CC FKRCODPIKNYEAC-UHFFFAOYSA-N 0.000 description 10
- 239000000843 powder Substances 0.000 description 10
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 239000000654 additive Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000002145 thermally induced phase separation Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- 229910013872 LiPF Inorganic materials 0.000 description 1
- 101150058243 Lipf gene Proteins 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000002337 anti-port Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000001471 micro-filtration Methods 0.000 description 1
- 238000001728 nano-filtration Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000033772 system development Effects 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
The invention discloses a method for preparing polyolefin micro-porous film. The method includes fusing and mixing a polyolefin resin and a film forming solvent in an extruder to prepare a polyolefin homogeneous melt; extruding the polyolefin homogeneous melt from a flat film die to form a molded melt, imposing various temperature fields on the surface of the molded melt for cooling, and imposing a shear force in the thickness direction during the cooling to form sheets; preheating the sheets, and performing longitudinal or bidirectional drawing on the sheets to form micro fibrillated film; extracting the film forming solvent in the micro fibrillated film with an extraction solvent, and drying the film forming solvent to form micro-porous film; preheating the micro-porous film, and subjecting the micro-porous film to secondary drawing and heat shaping. According to the method for preparing polyolefin micro-porous film, the pore diameter of the micro-porous film changes in the film thickness direction, and a compact structure layer and a coarse pore diameter structure layer are provided. The micro-porous film has the advantages of being rapid in electrolyte absorption, high in puncture strength, small in air permeability change and the like, and can meet the use requirements of lithium ion battery diaphragms.
Description
Technical field
The present invention relates to a kind of preparation method of MIcroporous polyolefin film, relate in particular to a kind of preparation method who is applicable to the MIcroporous polyolefin film of lithium ion battery separator.
Background technology
Microporous barrier is an a kind of purposes filter medium very widely, can be used for gas separation, counter-infiltration, nanofiltration, ultrafiltration and micro-filtration etc. according to the difference in microporous barrier aperture.MIcroporous polyolefin film is because its cheap price, good mechanical performance and chemical resistance are widely used in capacitor diaphragm, battery diaphragm and various diffusion barrier.
In technique known, the preparation method of existing MIcroporous polyolefin film mainly contains fusion drawn method and thermally induced phase separation.The fusion drawn method comprises molten polymer, film extrusion, and annealing increases platelet content and size, and accurate the stretching makes it form fine and close orderly microcellular structure.The microcellular structure that the barrier film that the fusion drawn method is produced has prolate, owing to only carried out simple tension, the transverse strength of barrier film is lower.Thermally induced phase separation is that high boiling hydrocarbon liquids or low-molecular-weight material are mixed with vistanex; Heating and melting in extruder; Through extruding the casting sheet, cooling is separated, and sheet material is carried out vertically (MDO) or biaxial tension; Use volatile solvent extraction pore former at last, prepare the membrane material of the microcellular structure that contains mutual perforation.
Barrier film is the important component part in the lithium ion battery; Expansion along with the lithium ion battery applications field; Like electric automobile, electric bicycle and energy storage field etc.; And new positive and negative electrode system development in the lithium ion battery, the development of these lithium batteries is to the demands for higher performance of barrier film.Because polyolefin is a hydrophobic material, the absorbency of electrolyte is relatively poor, along with the requirement of lithium ion cell high-capacityization, must improve the absorbent of barrier film; In the charge and discharge process of lithium ion battery, along with lithium ion in positive and negative pole material insertion and take off embedding, positive and negative pole material expands and shrinks; When both positive and negative polarity expands and shrink; Barrier film can bear up to every square centimeter tens kilograms pressure, in addition, and electrode surface rough; Also can cause the barrier film pressurized, the pressurized of barrier film can have influence on cycle life, service efficiency and the security feature of battery.Along with the application of the high capacity of battery in recent years, high magnificationization and new electrode system, to electrolyte absorbency, the resistance to pressure of battery diaphragm with pierce through intensity etc. and have higher requirement, and the microporous barrier of traditional handicraft preparation is difficult to take into account these performances.
Summary of the invention
In view of this; The invention provides a kind of preparation method of MIcroporous polyolefin film; The MIcroporous polyolefin film of this method preparation have electrolyte absorb fast, puncture intensity is high, air penetrability changes advantages such as little during pressurized, can satisfy the instructions for use of lithium ion battery separator.
The preparation method of MIcroporous polyolefin film of the present invention comprises the steps:
(a), vistanex and film forming solvent melting mixing in extruder are mixed with polyolefin homogeneous phase melt;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from flat film die, applies the cooling of different temperature field on moulding melt two surfaces, applies a shearing force at thickness direction in the time of cooling, forms sheet material;
(c), the preheating sheet material, sheet material is carried out vertically or biaxial tension, form the fibrillation film;
(d), with the film forming solvent in the extractant extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Further; In the said step (b), two surfaces of moulding melt are A face and B face, and the A face contacts cooling with chill roll A; The A face is with after chill roll A contacts; The B face contacts cooling with chill roll B, and the temperature of chill roll A is lower than the temperature of chill roll B, and the linear velocity of chill roll B is higher than the linear velocity of chill roll A.
Further, the temperature of said chill roll A is 15 ~ 50 ℃, and the temperature of chill roll B is higher 5 ~ 25 ℃ than the temperature of chill roll A, and the linear velocity of chill roll B is than the high 0.2 ~ 2m/min of linear velocity of chill roll A; The A face contacts cooling 10 ~ 30s with chill roll A, the A face is with after chill roll A contacts 2 ~ 5s, and the B face contacts cooling with chill roll B.
Further, said vistanex is the mixture of polyvinyl resin, acrylic resin or polyvinyl resin and acrylic resin.
Further, said polyvinyl resin is a weight average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene or weight average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene and weight average molecular weight 5 * 10
4~ 5 * 10
5The mixture of high density polyethylene (HDPE).
Further, said acrylic resin is a weight average molecular weight 1 * 10
5~1.5 * 10
6Polypropylene.
Further, contain in the mixture of said polyvinyl resin and acrylic resin and account for the ternary polymerized polypropylene of mixture gross mass below 10%.
Further, said film forming solvent is one or more the mixture in atoleine, solid paraffin, soybean oil, peanut oil, olive oil, phthalic acid ester, o-phthalic acid dibutyl ester, dibutyl phthalate and the glyceride; Said extractant is one or more the mixture in pentane, hexane, heptane, carrene, carbon tetrachloride, dioxolane, diethyl ether, dioxanes and the methyl ethyl ketone.
Further, in the said step (a), the proportioning of vistanex and film forming solvent is 20 ~ 40:60 ~ 80.
Further, in the said step (c), sheet material is carried out biaxial tension, draft temperature is higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, and stretching ratio is 3 * 3~10 * 10; In the said step (e); Succeeding stretch is unidirectional cross directional stretch, and draft temperature is higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, and stretching ratio is 1.1~1.5; Heat setting temperature is between polyolefin crystallization dispersion temperature to polyolefin fusing point, and heat-setting time is 1 ~ 10min.
Beneficial effect of the present invention is: the present invention applies the cooling of different temperature field on two surfaces of moulding melt; Cause melt to produce temperature difference at thickness direction; Thereby the degree that control is separated, cooling surface forms the compact texture layer fast, and cooling surface forms gross porosity gauge structure layer at a slow speed; And in cooling time, apply a shearing force at thickness direction; Shearing force can enlarge the aperture of gross porosity gauge structure layer and the thickness of control gross porosity gauge structure layer, can make microporous barrier produce molecularly oriented to a certain degree in film thickness direction simultaneously, improves the puncture intensity of microporous barrier.
Therefore; The aperture of the MIcroporous polyolefin film of the present invention's preparation changes in film thickness direction; Have compact texture layer and gross porosity gauge structure layer double-layer structure; Wherein the average pore size of compact texture layer is 0.05~0.08 μ m, and the average pore size of gross porosity gauge structure layer is 0.1~0.2 μ m, and the thickness of gross porosity gauge structure layer is 2~5 times of thickness of compact texture layer; This microporous barrier have electrolyte absorb fast, puncture intensity is high, air penetrability changes advantages such as little during pressurized, can satisfy the instructions for use of lithium ion battery separator.
The specific embodiment
Below will carry out detailed description to the preferred embodiments of the present invention.
Embodiment 1
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 25 mass parts (weight average molecular weight 1 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.025 mass parts and the nucleator SiO 2 powder of 0.5 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 75 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 18 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 3s; The chill roll B of B face and temperature adjustment to 25 ℃ contacts cooling; The linear velocity of chill roll B is than the high 1.2m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 118 ℃ of draft temperatures, stretching ratio are 1.2,122 ℃ of heat setting temperatures; Heat-setting time is 2min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 2
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 10 mass parts (weight average molecular weight 1.5 * 10
6), the polypropylene (weight average molecular weight 2.5 * 10 of 17 mass parts
5) and the ternary polymerized polypropylene (weight average molecular weight 1 * 10 of 3 mass parts
5) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.03 mass parts and the nucleator SiO 2 powder of 0.6 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 70 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 235 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end, draws the moulding melt with the chill roll A of temperature adjustment to 20 ℃, the A face of moulding melt contacts cooling 30s with chill roll A; The A face is with after chill roll A contacts 3s; The chill roll B of B face and temperature adjustment to 25 ℃ contacts cooling, and the linear velocity of chill roll B is than the high 1.2m/min of linear velocity of chill roll A, and the B face leaves behind the chill roll B with the cooling of cooling air; Cooling air temperature is 25 ± 2 ℃, and cooling air volume is 120ml/m
2, form sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 138 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the hexane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 138 ℃ of draft temperatures, stretching ratio are 1.5,145 ℃ of heat setting temperatures; Heat-setting time is 2min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 3
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 12 mass parts (weight average molecular weight 1.5 * 10
6) and the high density polyethylene (HDPE) (weight average molecular weight 4 * 10 of 15 mass parts
5) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.027 mass parts and the nucleator SiO 2 powder of 0.54 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 73 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 20 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 25s with chill roll A, and the A face is with after chill roll A contacts 4s; The chill roll B of B face and temperature adjustment to 25 ℃ contacts cooling; The linear velocity of chill roll B is than the high 1.2m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 118 ℃ of draft temperatures, stretching ratio are 1.5,122 ℃ of heat setting temperatures; Heat-setting time is 2min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 4
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 28 mass parts (weight average molecular weight 1.2 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.028 mass parts and the nucleator SiO 2 powder of 0.56 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 72 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 20 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 4s; The chill roll B of B face and temperature adjustment to 32 ℃ contacts cooling; The linear velocity of chill roll B is than the high 1.2m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 118 ℃ of draft temperatures, stretching ratio are 1.2,125 ℃ of heat setting temperatures; Heat-setting time is 2min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 5
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 28 mass parts (weight average molecular weight 1 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.028 mass parts and the nucleator SiO 2 powder of 0.56 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 72 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 20 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 3s; The chill roll B of B face and temperature adjustment to 32 ℃ contacts cooling; The linear velocity of chill roll B is than the high 2.0m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 118 ℃ of draft temperatures, stretching ratio are 1.5,125 ℃ of heat setting temperatures; Heat-setting time is 3min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 6
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the ultra-high molecular weight polyethylene of 12 mass parts (weight average molecular weight 1 * 10
6) and the high density polyethylene (HDPE) (weight average molecular weight 4 * 10 of 15 mass parts
5) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.027 mass parts and the nucleator SiO 2 powder of 0.54 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 73 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 25 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 5s; The chill roll B of B face and temperature adjustment to 32 ℃ contacts cooling; The linear velocity of chill roll B is than the high 2.0m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 118 ℃ of draft temperatures, stretching ratio are 1.2,126 ℃ of heat setting temperatures; Heat-setting time is 5min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Embodiment 7
The preparation method of the MIcroporous polyolefin film of present embodiment comprises the steps:
(a), the HOPP of 32 mass parts (weight average molecular weight 4.5 * 10
5) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.032 mass parts and the nucleator SiO 2 powder of 0.64 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 68 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 235 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 15 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 5s; The chill roll B of B face and temperature adjustment to 28 ℃ contacts cooling; The linear velocity of chill roll B is than the high 2.0m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 150 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch; 150 ℃ of draft temperatures, stretching ratio are 1.2,155 ℃ of heat setting temperatures; Heat-setting time is 5min, forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
Comparative example 1
The preparation method of the MIcroporous polyolefin film of comparative example 1 comprises the steps:
(a), the ultra-high molecular weight polyethylene of 25 mass parts (weight average molecular weight 1 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.025 mass parts and the nucleator SiO 2 powder of 0.5 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 75 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 22 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling with chill roll A, and the B face directly is exposed in the environment temperature; Naturally cooling forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch, 118 ℃ of draft temperatures, stretching ratio are 1.2,122 ℃ of heat setting temperatures, heat-setting time are 2min.
Comparative example 2
The preparation method of the MIcroporous polyolefin film of comparative example 2 comprises the steps:
(a), the ultra-high molecular weight polyethylene of 25 mass parts (weight average molecular weight 1 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.025 mass parts and the nucleator SiO 2 powder of 0.5 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 75 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 22 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 3s; The chill roll B of B face and temperature adjustment to 25 ℃ contacts cooling; The linear velocity of chill roll B is identical with the linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization, succeeding stretch are unidirectional cross directional stretch, 118 ℃ of draft temperatures, stretching ratio are 1.2,122 ℃ of heat setting temperatures, heat-setting time are 2min.
Comparative example 3
The preparation method of the MIcroporous polyolefin film of comparative example 3 comprises the steps:
(a), the ultra-high molecular weight polyethylene of 25 mass parts (weight average molecular weight 1 * 10
6) in; Add the antioxidant 1010 { four [ methyl-β-(3,5-di-tert-butyl-hydroxy phenyl) propionic ester ] pentaerythritol ester } of 0.025 mass parts and the nucleator SiO 2 powder of 0.5 mass parts; Add double screw extruder (diameter 110mm then; L/D=52) in, the atoleine of 75 mass parts injects in the middle of the double screw extruder through measuring pump, and melting mixing is mixed with polyolefin homogeneous phase melt under 210 ℃, 100r/min condition;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from the flat film die of extruder front end; Chill roll A with temperature adjustment to 17 ℃ draws the moulding melt, and the A face of moulding melt contacts cooling 30s with chill roll A, and the A face is with after chill roll A contacts 3s; The chill roll B of B face and temperature adjustment to 25 ℃ contacts cooling; The linear velocity of chill roll B is than the high 1.2m/min of linear velocity of chill roll A, and the B face carries out the nature cooling to it after leaving chill roll B, forms sheet material;
(c), the preheating sheet material, sheet material is carried out the horizontal biaxial tension in back earlier vertically, 118 ℃ of draft temperatures, stretching ratio are 5 * 5, form the fibrillation film;
(d), with the atoleine in the dichloromethane extraction fibrillation film, and dry, form microporous barrier; Not carrying out succeeding stretch and thermal finalization after the drying handles.
Utilize following method to measure the physical property of each MIcroporous polyolefin film that obtains in above-mentioned each example.The result is as shown in table 1.
Thickness: press GB/T 6672-2001 and carry out.
Percent thermal shrinkage: press GB/T12027-2004 and carry out.
Hot strength: press GB/T1040.3-2006 and carry out.
Puncture intensity: press ASTMD4833-07 and carry out, measure and use the pin of front end as the diameter 1mm of sphere.
Compression performance: having clamping microporous barrier sample between the high level and smooth a pair of pressing plate, under the pressure of 2.2Mpa, at 90 ℃ it is added hot compression 5min, thickness change is to be to calculate under 100% the situation to establish thickness before the compression.
Pore structure test: the regional A with the full depth x face direction 20 μ m in transmission electron microscope (TEM) photo (10000 times) in the thickness direction cross section of microporous barrier is divided into 5 pores in each rectangular-shaped zone (corresponding film thickness sum total is 8~12) that the per 2 μ m of thickness direction obtain; The interval (maximum external diameter of a circle) of measuring the longest portion and the interval (diameter of maximum inscribed circle) of short portion; Carry out arithmetic average, as the average pore diameter in each rectangular-shaped zone.The rectangular-shaped area B that with the average pore diameter that obtains is 0.05~0.08 μ m is as compact texture layer structure, and the average pore diameter of the whole rectangular-shaped area B of arithmetic average is as the average pore size of compact texture layer.With beyond the rectangular-shaped area B among the regional A rectangular-shaped zone C as gross porosity gauge structure layer, the average pore diameter of the whole rectangular-shaped zone C of arithmetic average is as the average pore size of gross porosity gauge structure layer.The ratio of average pore diameter is by formula: (gross porosity gauge structure layer average pore diameter)/(compact texture layer average pore diameter) tried to achieve.The gross thickness of whole rectangular-shaped area B is made as the compact texture layer thickness, the gross thickness of whole rectangular-shaped zone C is made as the thickness of gross porosity gauge structure layer, the ratio of thickness is by formula: (gross porosity gauge structure layer thickness)/(compact texture layer thickness) tried to achieve.
Electrolyte absorbs: microporous barrier is cut into the batten of 50mmL * 10mmW, puts into the beaker (electrolyte: LiPF of containing electrolyte
6, electrolyte concentration: 1mol/L, solvent: ethylene carbonate/dimethyl carbonate=3/7 (volumetric ratio)); Microporous barrier batten one end vertically immerses in the electrolyte; Immersing is 10mm highly, measures the length of the above batten Electolyte-absorptive of liquid level of electrolyte behind the 10min, 25 ℃ of probe temperatures.
Table 1
Table 1 is continuous
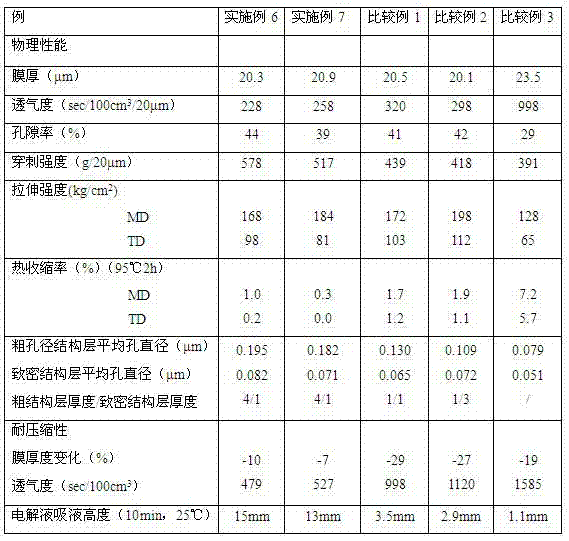
Can find out from the test result of table 1; The aperture of the MIcroporous polyolefin film of the present invention's preparation changes in film thickness direction; Have compact texture layer and gross porosity gauge structure layer double-layer structure; Wherein the average pore size of compact texture layer is 0.05~0.08 μ m, and the average pore size of gross porosity gauge structure layer is 0.1~0.2 μ m, and the thickness of gross porosity gauge structure layer is 2~5 times of thickness of compact texture layer; And embodiment 1-7 is compared with comparative example 1-3, and the MIcroporous polyolefin film electrolyte of embodiment 1-7 preparation absorbs sooner, puncture intensity is higher.
In the step of the present invention (b), the method for cooling forming melt can be cold wind, cold water, chill roll etc., preferred chill roll cooling; Preferred 15~50 ℃ of the temperature of chill roll A, more preferably 15~40 ℃, the temperature of chill roll B is preferably high 5~25 ℃ than the temperature of chill roll A, and the quick melt A of chill roll A face forms the compact texture layer, and chill roll B cold fuse-element B face at a slow speed forms gross porosity gauge structure layer; In order in cooling, to apply shearing force,, control the shearing that is applied on the melt through the linear velocity of control chill roll B; The linear velocity of chill roll B is preferably than the high 0.2 ~ 2m/min of linear velocity of chill roll A; More preferably high 0.8~2.0m/min, the speed difference of chill roll A and chill roll B is too small, can't reach the effect of control gross porosity gauge structure layer and compact texture layer thickness difference; Excessive speed difference can damage the apparent of sheet material, even destroys sheet material; Chill roll A and chill roll B antiport, the rotating speed of chill roll A confirm according to the speed of homogeneous phase melt, is advisable with 1.2~1.8 times of the homogeneous phase melt rate of outflow; The A face contacts preferred 10 ~ 30s cool time with chill roll A, more preferably 15~30s, and the A face is with after chill roll A contacts 2 ~ 5s, and behind preferred 3~4s, the B face contacts cooling with chill roll B.
Among the present invention, vistanex can be the mixture of polyvinyl resin, acrylic resin or polyvinyl resin and acrylic resin; Polyvinyl resin preferable weight-average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene or weight average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene and weight average molecular weight 5 * 10
4~ 5 * 10
5The mixture of high density polyethylene (HDPE); Acrylic resin preferable weight-average molecular weight 1 * 10
5~1.5 * 10
6Polypropylene; If vistanex is the mixture of polyvinyl resin and acrylic resin, need in the mixture to add to account for the ternary polymerized polypropylene of mixture gross mass below 10%.
Among the present invention, film forming solvent can be one or more the mixture in atoleine, solid paraffin, soybean oil, peanut oil, olive oil, phthalic acid ester, o-phthalic acid dibutyl ester, dibutyl phthalate and the glyceride; Extractant can be one or more the mixture in pentane, hexane, heptane, carrene, carbon tetrachloride, dioxolane, diethyl ether, dioxanes and the methyl ethyl ketone.
Among the present invention, proportion optimization 20 ~ 40:60 ~ 80 of vistanex and film forming solvent; As required, can add various additives, for example nucleator, antioxidant, antistatic additive, ultra-violet absorber or anti-caking agent etc. need only said additive and do not damage effect of the present invention.
In the step of the present invention (c), sheet material is carried out longitudinal stretching at least, preferably carry out biaxial tension, draft temperature preferably is higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, and stretching ratio is preferred 3 * 3~10 * 10, and more preferably 4 * 4~8 * 8; In the step (e); Succeeding stretch is simple tension or biaxial tension; Preferred unidirectional cross directional stretch, draft temperature preferably are higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, stretching ratio preferred 1.1~1.5; Heat setting temperature between polyolefin crystallization dispersion temperature to polyolefin fusing point, the preferred 1 ~ 10min of heat-setting time.
Explanation is at last; Above embodiment is only unrestricted in order to technical scheme of the present invention to be described; Although through invention has been described with reference to the preferred embodiments of the present invention; But those of ordinary skill in the art should be appreciated that and can make various changes to it in form with on the details, and the spirit and scope of the present invention that do not depart from appended claims and limited.
Claims (10)
1. the preparation method of a MIcroporous polyolefin film is characterized in that: comprise the steps:
(a), vistanex and film forming solvent melting mixing in extruder are mixed with polyolefin homogeneous phase melt;
(b), polyolefin homogeneous phase melt is extruded as the moulding melt from flat film die, applies the cooling of different temperature field on moulding melt two surfaces, applies a shearing force at thickness direction in the time of cooling, forms sheet material;
(c), the preheating sheet material, sheet material is carried out vertically or biaxial tension, form the fibrillation film;
(d), with the film forming solvent in the extractant extraction fibrillation film, and dry, form microporous barrier;
(e), the preheating microporous barrier, this microporous barrier of succeeding stretch and thermal finalization forms the MIcroporous polyolefin film that the aperture changes in film thickness direction.
2. the preparation method of MIcroporous polyolefin film according to claim 1; It is characterized in that: in the said step (b), two surfaces of moulding melt are A face and B face, and the A face contacts cooling with chill roll A; The A face is with after chill roll A contacts; The B face contacts cooling with chill roll B, and the temperature of chill roll A is lower than the temperature of chill roll B, and the linear velocity of chill roll B is higher than the linear velocity of chill roll A.
3. the preparation method of MIcroporous polyolefin film according to claim 2; It is characterized in that: the temperature of said chill roll A is 15 ~ 50 ℃; The temperature of chill roll B is higher 5 ~ 25 ℃ than the temperature of chill roll A, and the linear velocity of chill roll B is than the high 0.2 ~ 2m/min of linear velocity of chill roll A; The A face contacts cooling 10 ~ 30s with chill roll A, the A face is with after chill roll A contacts 2 ~ 5s, and the B face contacts cooling with chill roll B.
4. according to the preparation method of claim 1,2 or 3 described MIcroporous polyolefin films, it is characterized in that: said vistanex is the mixture of polyvinyl resin, acrylic resin or polyvinyl resin and acrylic resin.
5. the preparation method of MIcroporous polyolefin film according to claim 4, it is characterized in that: said polyvinyl resin is a weight average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene or weight average molecular weight 5 * 10
5~5 * 10
6Ultra-high molecular weight polyethylene and weight average molecular weight 5 * 10
4~ 5 * 10
5The mixture of high density polyethylene (HDPE).
6. the preparation method of MIcroporous polyolefin film according to claim 4, it is characterized in that: said acrylic resin is a weight average molecular weight 1 * 10
5~1.5 * 10
6Polypropylene.
7. the preparation method of MIcroporous polyolefin film according to claim 4 is characterized in that: contain in the mixture of said polyvinyl resin and acrylic resin and account for the ternary polymerized polypropylene of mixture gross mass below 10%.
8. according to the preparation method of claim 1,2 or 3 described MIcroporous polyolefin films, it is characterized in that: said film forming solvent is one or more the mixture in atoleine, solid paraffin, soybean oil, peanut oil, olive oil, phthalic acid ester, o-phthalic acid dibutyl ester, dibutyl phthalate and the glyceride; Said extractant is one or more the mixture in pentane, hexane, heptane, carrene, carbon tetrachloride, dioxolane, diethyl ether, dioxanes and the methyl ethyl ketone.
9. according to the preparation method of claim 1,2 or 3 described MIcroporous polyolefin films, it is characterized in that: in the said step (a), the proportioning of vistanex and film forming solvent is 20 ~ 40:60 ~ 80.
10. according to the preparation method of claim 1,2 or 3 described MIcroporous polyolefin films; It is characterized in that: in the said step (c); Sheet material is carried out biaxial tension, and draft temperature is higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, and stretching ratio is 3 * 3~10 * 10; In the said step (e); Succeeding stretch is unidirectional cross directional stretch, and draft temperature is higher than 10~30 ℃ of polyolefin crystallization dispersion temperatures, and stretching ratio is 1.1~1.5; Heat setting temperature is between polyolefin crystallization dispersion temperature to polyolefin fusing point, and heat-setting time is 1 ~ 10min.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102782979A CN102774009A (en) | 2012-08-07 | 2012-08-07 | Method for preparing polyolefin micro-porous film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102782979A CN102774009A (en) | 2012-08-07 | 2012-08-07 | Method for preparing polyolefin micro-porous film |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102774009A true CN102774009A (en) | 2012-11-14 |
Family
ID=47119215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012102782979A Pending CN102774009A (en) | 2012-08-07 | 2012-08-07 | Method for preparing polyolefin micro-porous film |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102774009A (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103840113A (en) * | 2014-02-28 | 2014-06-04 | 苏州捷力新能源材料有限公司 | Preparation method of polyethylene isolation membrane for lithium batteries |
| CN106170509A (en) * | 2013-12-06 | 2016-11-30 | 东丽电池隔膜株式会社 | Polyolefin micro porous polyolefin membrane, nonaqueous electrolytic solution system secondary cell barrier film, polyolefin micro porous polyolefin membrane coiling body, nonaqueous electrolytic solution system secondary cell and the manufacture method of polyolefin micro porous polyolefin membrane |
| CN108905638A (en) * | 2018-06-27 | 2018-11-30 | 中材科技股份有限公司 | A kind of preparation method of high performance membrane filtering material |
| CN109309183A (en) * | 2017-07-27 | 2019-02-05 | 微宏动力系统(湖州)有限公司 | Aromatic polyamide porous membrane, preparation method and lithium ion secondary battery |
| CN110181880A (en) * | 2018-02-22 | 2019-08-30 | 黄振正 | Compound thin-layer substance and preparation method thereof |
| CN110828751A (en) * | 2019-11-06 | 2020-02-21 | 江苏厚生新能源科技有限公司 | A kind of preparation method of multi-layer microporous structure polyethylene diaphragm |
| CN111619083A (en) * | 2020-05-28 | 2020-09-04 | 青岛蓝科途膜材料有限公司 | Preparation method of waterproof breathable film and waterproof breathable film prepared by same |
| CN111690195A (en) * | 2020-05-06 | 2020-09-22 | 江苏厚生新能源科技有限公司 | Nano microporous membrane, and preparation method and application thereof |
| CN112318949A (en) * | 2020-10-27 | 2021-02-05 | 江苏厚生新能源科技有限公司 | Windproof and warm composite fabric functional interlayer and preparation process thereof |
| CN112886138A (en) * | 2021-01-05 | 2021-06-01 | 中材锂膜有限公司 | Microporous membrane with different micropores on two surfaces and preparation method thereof |
| CN113276384A (en) * | 2021-04-28 | 2021-08-20 | 河北金力新能源科技股份有限公司 | Fresh air exchange membrane and preparation method and application thereof |
| CN113856479A (en) * | 2021-09-18 | 2021-12-31 | 浙江大学 | A kind of fish gill polymer straight through-hole film and its preparation method and application |
| CN114274484A (en) * | 2021-11-11 | 2022-04-05 | 乐凯胶片股份有限公司 | Polyethylene microporous membrane and preparation method thereof, and lithium ion battery |
| CN114678656A (en) * | 2022-03-31 | 2022-06-28 | 苏州捷力新能源材料有限公司 | Small-aperture lithium battery diaphragm and preparation method and application thereof |
| WO2023004820A1 (en) * | 2021-07-30 | 2023-02-02 | 宁德时代新能源科技股份有限公司 | Isolation film and preparation method therefor, electrochemical apparatus, electrochemical device, and electric apparatus |
| CN116093545A (en) * | 2023-03-15 | 2023-05-09 | 中材锂膜(南京)有限公司 | Polyolefin microporous membrane and preparation method thereof, battery diaphragm and electrochemical device |
| CN116373191A (en) * | 2023-03-29 | 2023-07-04 | 江苏厚生新能源科技有限公司 | Quick production method of polyolefin diaphragm and cooling device |
| WO2025180169A1 (en) * | 2024-02-28 | 2025-09-04 | 青岛中科华联新材料股份有限公司 | Waterproof breathable membrane, preparation method therefor, and composite fabric comprising same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0355214A1 (en) * | 1987-04-30 | 1990-02-28 | Tonen Corporation | Process for producing microporous ultra-high molecular weight polyolefin membrane |
| CN101233176A (en) * | 2005-08-04 | 2008-07-30 | 东燃化学株式会社 | Microporous polyethylene membrane, method for producing same, and battery separator |
| CN101747549A (en) * | 2008-12-18 | 2010-06-23 | 比亚迪股份有限公司 | Polyolefin micro porous polyolefin membrane and method for preparing same |
| CN102544416A (en) * | 2010-12-08 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | Multilayer polyolefin battery diaphragm and preparation method thereof |
| CN102527260A (en) * | 2010-12-31 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | Multi-layer polyethylene microporous membrane and preparation method thereof |
-
2012
- 2012-08-07 CN CN2012102782979A patent/CN102774009A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0355214A1 (en) * | 1987-04-30 | 1990-02-28 | Tonen Corporation | Process for producing microporous ultra-high molecular weight polyolefin membrane |
| CN101233176A (en) * | 2005-08-04 | 2008-07-30 | 东燃化学株式会社 | Microporous polyethylene membrane, method for producing same, and battery separator |
| CN101747549A (en) * | 2008-12-18 | 2010-06-23 | 比亚迪股份有限公司 | Polyolefin micro porous polyolefin membrane and method for preparing same |
| CN102544416A (en) * | 2010-12-08 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | Multilayer polyolefin battery diaphragm and preparation method thereof |
| CN102527260A (en) * | 2010-12-31 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | Multi-layer polyethylene microporous membrane and preparation method thereof |
Non-Patent Citations (1)
| Title |
|---|
| 刘延华: "《聚合物成型机械》", 31 July 2005, article "压延成型", pages: 364-368 * |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106170509A (en) * | 2013-12-06 | 2016-11-30 | 东丽电池隔膜株式会社 | Polyolefin micro porous polyolefin membrane, nonaqueous electrolytic solution system secondary cell barrier film, polyolefin micro porous polyolefin membrane coiling body, nonaqueous electrolytic solution system secondary cell and the manufacture method of polyolefin micro porous polyolefin membrane |
| CN103840113B (en) * | 2014-02-28 | 2016-08-24 | 苏州捷力新能源材料有限公司 | A kind of preparation method of the polyethylene separators for lithium battery |
| CN103840113A (en) * | 2014-02-28 | 2014-06-04 | 苏州捷力新能源材料有限公司 | Preparation method of polyethylene isolation membrane for lithium batteries |
| CN109309183B (en) * | 2017-07-27 | 2021-08-13 | 微宏动力系统(湖州)有限公司 | Aromatic polyamide porous membrane, preparation method and lithium ion secondary battery |
| CN109309183A (en) * | 2017-07-27 | 2019-02-05 | 微宏动力系统(湖州)有限公司 | Aromatic polyamide porous membrane, preparation method and lithium ion secondary battery |
| CN110181880A (en) * | 2018-02-22 | 2019-08-30 | 黄振正 | Compound thin-layer substance and preparation method thereof |
| CN108905638A (en) * | 2018-06-27 | 2018-11-30 | 中材科技股份有限公司 | A kind of preparation method of high performance membrane filtering material |
| CN110828751A (en) * | 2019-11-06 | 2020-02-21 | 江苏厚生新能源科技有限公司 | A kind of preparation method of multi-layer microporous structure polyethylene diaphragm |
| CN111690195B (en) * | 2020-05-06 | 2022-12-02 | 江苏厚生新能源科技有限公司 | A kind of nano-microporous membrane, nano-microporous membrane manufacturing method and application thereof |
| CN111690195A (en) * | 2020-05-06 | 2020-09-22 | 江苏厚生新能源科技有限公司 | Nano microporous membrane, and preparation method and application thereof |
| CN111619083A (en) * | 2020-05-28 | 2020-09-04 | 青岛蓝科途膜材料有限公司 | Preparation method of waterproof breathable film and waterproof breathable film prepared by same |
| CN112318949B (en) * | 2020-10-27 | 2022-07-08 | 江苏厚生新能源科技有限公司 | Windproof and warm-keeping composite fabric functional interlayer and preparation process thereof |
| CN112318949A (en) * | 2020-10-27 | 2021-02-05 | 江苏厚生新能源科技有限公司 | Windproof and warm composite fabric functional interlayer and preparation process thereof |
| CN112886138A (en) * | 2021-01-05 | 2021-06-01 | 中材锂膜有限公司 | Microporous membrane with different micropores on two surfaces and preparation method thereof |
| CN113276384A (en) * | 2021-04-28 | 2021-08-20 | 河北金力新能源科技股份有限公司 | Fresh air exchange membrane and preparation method and application thereof |
| WO2023004820A1 (en) * | 2021-07-30 | 2023-02-02 | 宁德时代新能源科技股份有限公司 | Isolation film and preparation method therefor, electrochemical apparatus, electrochemical device, and electric apparatus |
| CN113856479B (en) * | 2021-09-18 | 2022-11-25 | 浙江大学 | Fish gill-like polymer straight-through hole membrane and preparation method and application thereof |
| CN113856479A (en) * | 2021-09-18 | 2021-12-31 | 浙江大学 | A kind of fish gill polymer straight through-hole film and its preparation method and application |
| CN114274484A (en) * | 2021-11-11 | 2022-04-05 | 乐凯胶片股份有限公司 | Polyethylene microporous membrane and preparation method thereof, and lithium ion battery |
| CN114678656A (en) * | 2022-03-31 | 2022-06-28 | 苏州捷力新能源材料有限公司 | Small-aperture lithium battery diaphragm and preparation method and application thereof |
| CN116093545A (en) * | 2023-03-15 | 2023-05-09 | 中材锂膜(南京)有限公司 | Polyolefin microporous membrane and preparation method thereof, battery diaphragm and electrochemical device |
| WO2024187671A1 (en) * | 2023-03-15 | 2024-09-19 | 中材锂膜有限公司 | Polyolefin microporous membrane and preparation method therefor, battery separator and electrochemical device |
| CN116373191A (en) * | 2023-03-29 | 2023-07-04 | 江苏厚生新能源科技有限公司 | Quick production method of polyolefin diaphragm and cooling device |
| WO2025180169A1 (en) * | 2024-02-28 | 2025-09-04 | 青岛中科华联新材料股份有限公司 | Waterproof breathable membrane, preparation method therefor, and composite fabric comprising same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102774009A (en) | Method for preparing polyolefin micro-porous film | |
| CN103199300B (en) | Coated lithium ion battery diaphragm | |
| CN102501419B (en) | Polyolefin multilayer micro-porous membrane and preparation method thereof | |
| CN102527260B (en) | Multi-layer polyethylene microporous membrane and preparation method thereof | |
| EP3085531B1 (en) | Polyolefin multilayer microporous membrane and battery separator | |
| CN103618055A (en) | Preparation method for polyolefin diaphragm of lithium ion battery | |
| US10079378B2 (en) | Polyolefin microporous membrane and production method thereof | |
| CN102148346B (en) | Polyolefin microporous diaphragm and preparation method thereof | |
| CN102320133A (en) | A kind of polyolefin battery separation film and preparation method thereof | |
| JP2009537638A (en) | Polyolefin microporous membrane, method for producing the same, battery separator and battery | |
| CN101618295B (en) | Method for continuously producing jelly of ultra-high molecular weight polyethylene porous membrane | |
| CN111086181A (en) | Preparation method of lithium battery diaphragm | |
| CN104327351B (en) | A kind of microporous polyethylene film | |
| CN103022401A (en) | Preparation method of lithium-ion polyolefin membrane | |
| JP2009537637A (en) | Polyolefin microporous membrane, method for producing the same, battery separator and battery | |
| CN102064299A (en) | Polyolefin multi-layer porous diaphragm for lithium ion battery and preparation method thereof | |
| CN102241832A (en) | Polyolefin film and preparation method thereof | |
| CN105355811B (en) | A kind of MIcroporous polyolefin film, preparation method and lithium ion battery | |
| CN113972435A (en) | Preparation method of high-porosity and high-permeability lithium ion battery base membrane | |
| CN105552280A (en) | Preparation method of lithium-ion battery separator | |
| CN103647036B (en) | A kind of preparation method of high strength microporous lithium ion battery separator and battery diaphragm | |
| CN102267229B (en) | Polyolefin microporous film for lithium battery and preparation method thereof | |
| CN102290549B (en) | Polyolefine power battery diaphragm and preparation method thereof | |
| CN103700796A (en) | Preparation method of lithium ion diaphragm | |
| CN116470229A (en) | Method for manufacturing heat-stable composite diaphragm for lithium battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20121114 |