CN102774009A - 聚烯烃微孔膜的制备方法 - Google Patents
聚烯烃微孔膜的制备方法 Download PDFInfo
- Publication number
- CN102774009A CN102774009A CN2012102782979A CN201210278297A CN102774009A CN 102774009 A CN102774009 A CN 102774009A CN 2012102782979 A CN2012102782979 A CN 2012102782979A CN 201210278297 A CN201210278297 A CN 201210278297A CN 102774009 A CN102774009 A CN 102774009A
- Authority
- CN
- China
- Prior art keywords
- chill roll
- film
- polyolefin
- preparation
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920000098 polyolefin Polymers 0.000 title claims abstract description 83
- 238000000034 method Methods 0.000 title abstract description 12
- 238000001816 cooling Methods 0.000 claims abstract description 55
- 239000002904 solvent Substances 0.000 claims abstract description 15
- 238000000605 extraction Methods 0.000 claims abstract description 13
- 238000002156 mixing Methods 0.000 claims abstract description 13
- 230000004888 barrier function Effects 0.000 claims description 53
- 239000000463 material Substances 0.000 claims description 47
- 238000000465 moulding Methods 0.000 claims description 37
- 238000002360 preparation method Methods 0.000 claims description 31
- -1 Polypropylene Polymers 0.000 claims description 24
- 206010061592 cardiac fibrillation Diseases 0.000 claims description 24
- 230000002600 fibrillogenic effect Effects 0.000 claims description 24
- 238000009998 heat setting Methods 0.000 claims description 24
- 239000000203 mixture Substances 0.000 claims description 19
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims description 15
- 238000002844 melting Methods 0.000 claims description 13
- 230000008018 melting Effects 0.000 claims description 13
- 239000004925 Acrylic resin Substances 0.000 claims description 12
- 229920000178 Acrylic resin Polymers 0.000 claims description 12
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 claims description 12
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 12
- 229920001903 high density polyethylene Polymers 0.000 claims description 10
- 239000004700 high-density polyethylene Substances 0.000 claims description 10
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims description 9
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 9
- 238000002425 crystallisation Methods 0.000 claims description 9
- 230000008025 crystallization Effects 0.000 claims description 9
- 239000006185 dispersion Substances 0.000 claims description 9
- XNGIFLGASWRNHJ-UHFFFAOYSA-N o-dicarboxybenzene Natural products OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 claims description 9
- 239000004743 Polypropylene Substances 0.000 claims description 8
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 claims description 6
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 claims description 6
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 claims description 6
- 238000010008 shearing Methods 0.000 claims description 6
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 claims description 6
- 229920001155 polypropylene Polymers 0.000 claims description 5
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 claims description 3
- 235000019483 Peanut oil Nutrition 0.000 claims description 3
- 150000002012 dioxanes Chemical class 0.000 claims description 3
- 125000005456 glyceride group Chemical group 0.000 claims description 3
- 239000004006 olive oil Substances 0.000 claims description 3
- 235000008390 olive oil Nutrition 0.000 claims description 3
- 239000012188 paraffin wax Substances 0.000 claims description 3
- 239000000312 peanut oil Substances 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims description 3
- 239000003549 soybean oil Substances 0.000 claims description 3
- 235000012424 soybean oil Nutrition 0.000 claims description 3
- 239000011148 porous material Substances 0.000 abstract description 18
- 239000003792 electrolyte Substances 0.000 abstract description 12
- 229910001416 lithium ion Inorganic materials 0.000 abstract description 10
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 abstract description 9
- 238000001035 drying Methods 0.000 abstract description 2
- 238000010521 absorption reaction Methods 0.000 abstract 1
- 230000002457 bidirectional effect Effects 0.000 abstract 1
- 230000035699 permeability Effects 0.000 abstract 1
- 229920005672 polyolefin resin Polymers 0.000 abstract 1
- 238000007493 shaping process Methods 0.000 abstract 1
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 27
- 229910004298 SiO 2 Inorganic materials 0.000 description 10
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 10
- FKRCODPIKNYEAC-UHFFFAOYSA-N ethyl propionate Chemical compound CCOC(=O)CC FKRCODPIKNYEAC-UHFFFAOYSA-N 0.000 description 10
- 239000000843 powder Substances 0.000 description 10
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 239000000654 additive Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000002145 thermally induced phase separation Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- 229910013872 LiPF Inorganic materials 0.000 description 1
- 101150058243 Lipf gene Proteins 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000002337 anti-port Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000001471 micro-filtration Methods 0.000 description 1
- 238000001728 nano-filtration Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000033772 system development Effects 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
本发明公开了一种聚烯烃微孔膜的制备方法,将聚烯烃树脂和成膜溶剂在挤出机中熔融混炼配制成聚烯烃均相熔体;聚烯烃均相熔体从平膜模头挤出成为成型熔体,在成型熔体两表面施加不同的温度场冷却,冷却的同时在厚度方向施加一个剪切力,形成片材;预热片材,对片材进行纵向或双向拉伸,形成微纤化薄膜;用萃取溶剂萃取微纤化薄膜中的成膜溶剂,并干燥,形成微孔膜;预热微孔膜,二次拉伸并热定型该微孔膜。本发明制备的聚烯烃微孔膜的孔径在膜厚度方向变化,具有致密结构层和粗孔径结构层两层结构,该微孔膜具有电解液吸收快、穿刺强度高、受压时透气率变化小等优点,能够满足锂离子电池隔膜的使用要求。
Description
技术领域
本发明涉及一种聚烯烃微孔膜的制备方法,尤其涉及一种适用于锂离子电池隔膜的聚烯烃微孔膜的制备方法。
背景技术
微孔膜是一种用途十分广泛的过滤介质,根据微孔膜孔径的不同可用于气体分离、反渗透、纳滤、超滤和微滤等。聚烯烃微孔膜由于其低廉的价格、优良的机械性能和耐化学腐蚀性,广泛的应用于电容器隔膜、电池隔膜以及各种分离膜。
在公知的技术中,现有的聚烯烃微孔膜的制备方法主要有熔融拉伸法和热致相分离法。熔融拉伸法包括熔融聚合物,挤出成膜,退火增加片晶含量和尺寸,精确的拉伸使其形成致密有序的微孔结构。熔融拉伸法生产的隔膜具有扁长的微孔结构,由于只进行了单向拉伸,隔膜的横向强度比较低。热致相分离法是将高沸点的烃类液体或低分子量的物质与聚烯烃树脂混合,在挤出机中加热熔融,经挤出铸片,降温发生相分离,对片材进行纵向(MDO)或双向拉伸,最后用易挥发的溶剂萃取成孔剂,制备出含有相互贯通的微孔结构的膜材料。
隔膜是锂离子电池中的重要组成部分,随着锂离子电池应用领域的拓展,如电动汽车、电动自行车和储能领域等,以及锂离子电池中新的正负电极体系开发,这些锂电池的发展对隔膜的性能提出了更高的要求。由于聚烯烃为憎水性材料,电解液的吸液性较差,随着锂离子电池高容量化的要求,必须改进隔膜的吸液性能;在锂离子电池的充放电过程中,随着锂离子在正负极材料中的插入和脱嵌,正负极材料发生膨胀和收缩,在正负极膨胀和收缩时,隔膜会承受高达每平方厘米几十公斤的压力,此外,电极表面的不光滑,也会导致隔膜受压,隔膜的受压会影响到电池的循环寿命、使用效率和安全特性。随着近年来电池的高容量化、高倍率化和新的电极体系的应用,对电池隔膜的电解液吸液性、耐压性和刺穿强度等提出了更高的要求,而传统工艺制备的微孔膜很难兼顾到这些性能。
发明内容
有鉴于此,本发明提供了一种聚烯烃微孔膜的制备方法,该方法制备的聚烯烃微孔膜具有电解液吸收快、穿刺强度高、受压时透气率变化小等优点,能够满足锂离子电池隔膜的使用要求。
本发明的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、将聚烯烃树脂和成膜溶剂在挤出机中熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从平膜模头挤出成为成型熔体,在成型熔体两表面施加不同的温度场冷却,冷却的同时在厚度方向施加一个剪切力,形成片材;
(c)、预热片材,对片材进行纵向或双向拉伸,形成微纤化薄膜;
(d)、用萃取溶剂萃取微纤化薄膜中的成膜溶剂,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
进一步,所述步骤(b)中,成型熔体的两表面为A面和B面,A面与冷却辊A接触冷却,A面与冷却辊A接触后,B面与冷却辊B接触冷却,冷却辊A的温度低于冷却辊B的温度,并且冷却辊B的线速度高于冷却辊A的线速度。
进一步,所述冷却辊A的温度为15~50℃,冷却辊B的温度比冷却辊A的温度高5~25℃,冷却辊B的线速度比冷却辊A的线速度高0.2~2m/min;A面与冷却辊A接触冷却10~30s,A面与冷却辊A接触2~5s后,B面与冷却辊B接触冷却。
进一步,所述聚烯烃树脂为聚乙烯树脂、聚丙烯树脂或者聚乙烯树脂与聚丙烯树脂的混合物。
进一步,所述聚乙烯树脂为重均分子量5×105~5×106的超高分子量聚乙烯或者重均分子量5×105~5×106的超高分子量聚乙烯与重均分子量5×104~5×105的高密度聚乙烯的混合物。
进一步,所述聚丙烯树脂为重均分子量1×105~1.5×106的聚丙烯。
进一步,所述聚乙烯树脂与聚丙烯树脂的混合物中含有占混合物总质量10%以下的三元共聚聚丙烯。
进一步,所述成膜溶剂为液体石蜡、固体石蜡、大豆油、花生油、橄榄油、邻苯二甲酸酯、邻苯二甲酸二辛脂、邻苯二甲酸二丁酯和甘油酯中的一种或几种的混合物;所述萃取溶剂为戊烷、己烷、庚烷、二氯甲烷、四氯化碳、二氧五环、二乙醚、二恶烷和甲基乙基甲酮中的一种或几种的混合物。
进一步,所述步骤(a)中,聚烯烃树脂和成膜溶剂的配比为20~40:60~80。
进一步,所述步骤(c)中,对片材进行双向拉伸,拉伸温度高于聚烯烃结晶分散温度10~30℃,拉伸倍率为3×3~10×10;所述步骤(e)中,二次拉伸为单向横向拉伸,拉伸温度高于聚烯烃结晶分散温度10~30℃,拉伸倍率为1.1~1.5,热定型温度在聚烯烃结晶分散温度至聚烯烃熔点之间,热定型时间为1~10min。
本发明的有益效果在于:本发明在成型熔体的两表面施加不同的温度场冷却,导致熔体在厚度方向产生温度差,从而控制相分离的程度,快速冷却面形成致密结构层,慢速冷却面形成粗孔径结构层,而冷却的同时在厚度方向施加一个剪切力,剪切力可以扩大粗孔径结构层的孔径和控制粗孔径结构层的厚度,同时可使微孔膜在膜厚度方向产生一定程度的分子取向,提高微孔膜的穿刺强度。
因此,本发明制备的聚烯烃微孔膜的孔径在膜厚度方向变化,具有致密结构层和粗孔径结构层两层结构,其中致密结构层的平均孔径为0.05~0.08μm,粗孔径结构层的平均孔径为0.1~0.2μm,且粗孔径结构层的厚度是致密结构层的厚度的2~5倍;该微孔膜具有电解液吸收快、穿刺强度高、受压时透气率变化小等优点,能够满足锂离子电池隔膜的使用要求。
具体实施方式
以下将对本发明的优选实施例进行详细的描述。
实施例1
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、25质量份的超高分子量聚乙烯(重均分子量1×106)中,加入0.025质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.5质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,75质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至18℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触3s后,B面与调温至25℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高1.2m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.2,热定型温度122℃,热定型时间为2min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例2
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、10质量份的超高分子量聚乙烯(重均分子量1.5×106)、17质量份的聚丙烯(重均分子量2.5×105)和3质量份的三元共聚聚丙烯(重均分子量1×105)中,加入0.03质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.6质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,70质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在235℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至20℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触3s后,B面与调温至25℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高1.2m/min,B面离开冷却辊B后用冷却空气冷却,冷却空气温度为25±2℃,冷却空气量为120ml/m2,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度138℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用己烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度138℃,拉伸倍率为1.5,热定型温度145℃,热定型时间为2min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例3
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、12质量份的超高分子量聚乙烯(重均分子量1.5×106)和15质量份的高密度聚乙烯(重均分子量4×105)中,加入0.027质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.54质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,73质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至20℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却25s,A面与冷却辊A接触4s后,B面与调温至25℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高1.2m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.5,热定型温度122℃,热定型时间为2min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例4
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、28质量份的超高分子量聚乙烯(重均分子量1.2×106)中,加入0.028质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.56质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,72质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至20℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触4s后,B面与调温至32℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高1.2m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.2,热定型温度125℃,热定型时间为2min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例5
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、28质量份的超高分子量聚乙烯(重均分子量1×106)中,加入0.028质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.56质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,72质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至20℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触3s后,B面与调温至32℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高2.0m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.5,热定型温度125℃,热定型时间为3min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例6
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、12质量份的超高分子量聚乙烯(重均分子量1×106)和15质量份的高密度聚乙烯(重均分子量4×105)中,加入0.027质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.54质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,73质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至25℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触5s后,B面与调温至32℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高2.0m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.2,热定型温度126℃,热定型时间为5min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
实施例7
本实施例的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、32质量份的均聚聚丙烯(重均分子量4.5×105)中,加入0.032质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.64质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,68质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在235℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至15℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触5s后,B面与调温至28℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高2.0m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度150℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度150℃,拉伸倍率为1.2,热定型温度155℃,热定型时间为5min,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
比较例1
比较例1的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、25质量份的超高分子量聚乙烯(重均分子量1×106)中,加入0.025质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.5质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,75质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至22℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却,B面直接暴露于环境温度中,自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.2,热定型温度122℃,热定型时间为2min。
比较例2
比较例2的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、25质量份的超高分子量聚乙烯(重均分子量1×106)中,加入0.025质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.5质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,75质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至22℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触3s后,B面与调温至25℃的冷却辊B接触冷却,冷却辊B的线速度与冷却辊A的线速度相同,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,二次拉伸为单向横向拉伸,拉伸温度118℃,拉伸倍率为1.2,热定型温度122℃,热定型时间为2min。
比较例3
比较例3的聚烯烃微孔膜的制备方法,包括如下步骤:
(a)、25质量份的超高分子量聚乙烯(重均分子量1×106)中,加入0.025质量份的抗氧剂1010{四[甲基-β-(3、5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯}和0.5质量份的成核剂二氧化硅粉末,然后加入双螺杆挤出机(直径110mm,L/D=52)中,75质量份的液体石蜡通过计量泵从双螺杆挤出机中间注入,在210℃、100r/min条件下熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从挤出机前端的平膜模头挤出成为成型熔体,用调温至17℃的冷却辊A引出成型熔体,成型熔体的A面与冷却辊A接触冷却30s,A面与冷却辊A接触3s后,B面与调温至25℃的冷却辊B接触冷却,冷却辊B的线速度比冷却辊A的线速度高1.2m/min,B面离开冷却辊B后对其进行自然冷却,形成片材;
(c)、预热片材,对片材进行先纵向后横向的双向拉伸,拉伸温度118℃,拉伸倍率为5×5,形成微纤化薄膜;
(d)、用二氯甲烷萃取微纤化薄膜中的液体石蜡,并干燥,形成微孔膜;干燥后不进行二次拉伸和热定型处理。
利用以下方法测定上述各例中得到的各聚烯烃微孔膜的物理性能。结果如表1所示。
厚度:按GB/T 6672-2001执行。
热收缩率:按GB/T12027-2004执行。
拉伸强度:按GB/T1040.3-2006执行。
穿刺强度:按ASTMD4833-07执行,测定用前端为球面的直径1mm的针。
压缩性能:在具有高平滑的一对压板之间夹持微孔膜样品,在2.2Mpa的压力下,在90℃对其加热压缩5min,厚度变化率是以设压缩前膜厚为100%的情况下计算出的。
孔结构测试:对将微孔膜的厚度方向截面的透射电子显微镜(TEM)照片(10000倍)中的全部厚度x面方向20μm的区域A分割成厚度方向每2μm得到的各矩形状区域(对应膜厚度总合为8~12个)中的5个细孔,测定最长部的间隔(最大外接圆的直径)与最短部的间隔(最大内接圆的直径),进行算术平均,作为各矩形状区域的平均孔直径。将得到的平均孔直径为0.05~0.08μm的矩形状区域B作为致密结构层结构,算术平均全部矩形状区域B的平均孔直径,作为致密结构层的平均孔径。将区域A中矩形状区域B以外的的矩形状区域C作为粗孔径结构层,算术平均全部矩形状区域C的平均孔直径,作为粗孔径结构层的平均孔径。平均孔直径的比由式:(粗孔径结构层平均孔直径)/(致密结构层平均孔直径)求得。将全部的矩形状区域B的总厚度设为致密结构层厚度,将全部矩形状区域C的总厚度设为粗孔径结构层的厚度,厚度的比由式:(粗孔径结构层厚度)/(致密结构层厚度)求得。
电解液吸收:微孔膜裁剪成50mmL×10mmW的样条,放入盛电解液的烧杯中(电解质:LiPF6,电解质浓度:1mol/L,溶剂:碳酸亚乙酯/碳酸二甲酯=3/7(容积比)),微孔膜样条一端垂直浸入电解液中,浸入高度为10mm,10min后测量电解液液面以上样条吸收电解液的长度,测试温度25℃。
表1
表1续
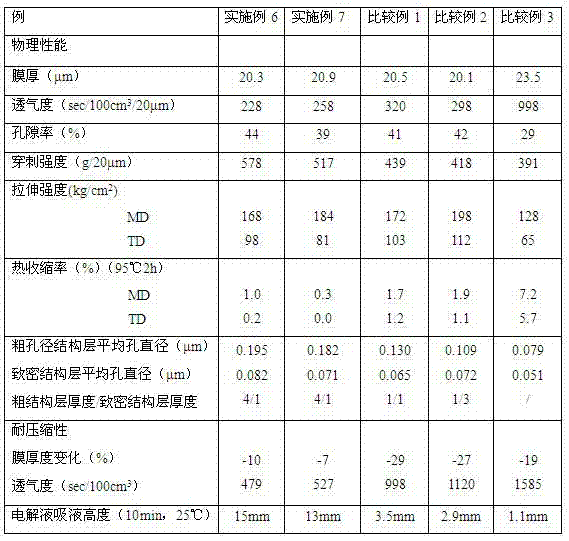
从表1的测试结果可以看出,本发明制备的聚烯烃微孔膜的孔径在膜厚度方向变化,具有致密结构层和粗孔径结构层两层结构,其中致密结构层的平均孔径为0.05~0.08μm,粗孔径结构层的平均孔径为0.1~0.2μm,且粗孔径结构层的厚度是致密结构层的厚度的2~5倍;并且将实施例1-7与比较例1-3相比,实施例1-7制备的聚烯烃微孔膜电解液吸收更快、穿刺强度更高。
本发明步骤(b)中,冷却成型熔体的方法可以是冷风、冷水、冷却辊等,优选冷却辊冷却;冷却辊A的温度优选15~50℃,更优选15~40℃,冷却辊B的温度优选比冷却辊A的温度高5~25℃,冷却辊A快速熔体A面形成致密结构层,冷却辊B慢速冷却熔体B面形成粗孔径结构层;为了在冷却的同时施加剪切力,通过控制冷却辊B的线速度,来控制施加在熔体上的剪切,冷却辊B的线速度优选比冷却辊A的线速度高0.2~2m/min,更优选高0.8~2.0m/min,冷却辊A和冷却辊B的速差过小的话,无法达到控制粗孔径结构层和致密结构层厚度差的效果,过大的速度差会损坏片材的表观,甚至破坏片材;冷却辊A与冷却辊B反向运转,冷却辊A的转速根据均相熔体的速度确定,以均相熔体流出速度的1.2 ~1.8倍为宜;A面与冷却辊A接触冷却时间优选10~30s,更优选15~30s ,A面与冷却辊A接触2~5s后,优选3~4s后,B面与冷却辊B接触冷却。
本发明中,聚烯烃树脂可以为聚乙烯树脂、聚丙烯树脂或者聚乙烯树脂与聚丙烯树脂的混合物;聚乙烯树脂优选重均分子量5×105~5×106的超高分子量聚乙烯或者重均分子量5×105~5×106的超高分子量聚乙烯与重均分子量5×104~5×105的高密度聚乙烯的混合物;聚丙烯树脂优选重均分子量1×105~1.5×106的聚丙烯;如果聚烯烃树脂为聚乙烯树脂与聚丙烯树脂的混合物,混合物中需加入占混合物总质量10%以下的三元共聚聚丙烯。
本发明中,成膜溶剂可以为液体石蜡、固体石蜡、大豆油、花生油、橄榄油、邻苯二甲酸酯、邻苯二甲酸二辛脂、邻苯二甲酸二丁酯和甘油酯中的一种或几种的混合物;萃取溶剂可以为戊烷、己烷、庚烷、二氯甲烷、四氯化碳、二氧五环、二乙醚、二恶烷和甲基乙基甲酮中的一种或几种的混合物。
本发明中,聚烯烃树脂和成膜溶剂的配比优选20~40:60~80;根据需要,可以添加各种添加剂,例如成核剂、抗氧剂、抗静电剂、紫外线吸收剂或抗结块剂等,只要所述添加剂不损害本发明效果。
本发明步骤(c)中,对片材至少进行纵向拉伸,优选进行双向拉伸,拉伸温度优选高于聚烯烃结晶分散温度10~30℃,拉伸倍率优选3×3~10×10,更优选4×4~8×8;步骤(e)中,二次拉伸为单向拉伸或双向拉伸,优选单向横向拉伸,拉伸温度优选高于聚烯烃结晶分散温度10~30℃,拉伸倍率优选1.1~1.5,热定型温度在聚烯烃结晶分散温度至聚烯烃熔点之间,热定型时间优选1~10min。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管通过参照本发明的优选实施例已经对本发明进行了描述,但本领域的普通技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离所附权利要求书所限定的本发明的精神和范围。
Claims (10)
1.一种聚烯烃微孔膜的制备方法,其特征在于:包括如下步骤:
(a)、将聚烯烃树脂和成膜溶剂在挤出机中熔融混炼配制成聚烯烃均相熔体;
(b)、聚烯烃均相熔体从平膜模头挤出成为成型熔体,在成型熔体两表面施加不同的温度场冷却,冷却的同时在厚度方向施加一个剪切力,形成片材;
(c)、预热片材,对片材进行纵向或双向拉伸,形成微纤化薄膜;
(d)、用萃取溶剂萃取微纤化薄膜中的成膜溶剂,并干燥,形成微孔膜;
(e)、预热微孔膜,二次拉伸并热定型该微孔膜,形成孔径在膜厚度方向变化的聚烯烃微孔膜。
2.根据权利要求1所述的聚烯烃微孔膜的制备方法,其特征在于:所述步骤(b)中,成型熔体的两表面为A面和B面,A面与冷却辊A接触冷却,A面与冷却辊A接触后,B面与冷却辊B接触冷却,冷却辊A的温度低于冷却辊B的温度,并且冷却辊B的线速度高于冷却辊A的线速度。
3. 根据权利要求2所述的聚烯烃微孔膜的制备方法,其特征在于:所述冷却辊A的温度为15~50℃,冷却辊B的温度比冷却辊A的温度高5~25℃,冷却辊B的线速度比冷却辊A的线速度高0.2~2m/min;A面与冷却辊A接触冷却10~30s,A面与冷却辊A接触2~5s后,B面与冷却辊B接触冷却。
4.根据权利要求1、2或3所述的聚烯烃微孔膜的制备方法,其特征在于:所述聚烯烃树脂为聚乙烯树脂、聚丙烯树脂或者聚乙烯树脂与聚丙烯树脂的混合物。
5.根据权利要求4所述的聚烯烃微孔膜的制备方法,其特征在于:所述聚乙烯树脂为重均分子量5×105~5×106的超高分子量聚乙烯或者重均分子量5×105~5×106的超高分子量聚乙烯与重均分子量5×104~5×105的高密度聚乙烯的混合物。
6.根据权利要求4所述的聚烯烃微孔膜的制备方法,其特征在于:所述聚丙烯树脂为重均分子量1×105~1.5×106的聚丙烯。
7.根据权利要求4所述的聚烯烃微孔膜的制备方法,其特征在于:所述聚乙烯树脂与聚丙烯树脂的混合物中含有占混合物总质量10%以下的三元共聚聚丙烯。
8.根据权利要求1、2或3所述的聚烯烃微孔膜的制备方法,其特征在于:所述成膜溶剂为液体石蜡、固体石蜡、大豆油、花生油、橄榄油、邻苯二甲酸酯、邻苯二甲酸二辛脂、邻苯二甲酸二丁酯和甘油酯中的一种或几种的混合物;所述萃取溶剂为戊烷、己烷、庚烷、二氯甲烷、四氯化碳、二氧五环、二乙醚、二恶烷和甲基乙基甲酮中的一种或几种的混合物。
9.根据权利要求1、2或3所述的聚烯烃微孔膜的制备方法,其特征在于:所述步骤(a)中,聚烯烃树脂和成膜溶剂的配比为20~40:60~80。
10. 根据权利要求1、2或3所述的聚烯烃微孔膜的制备方法,其特征在于:所述步骤(c)中,对片材进行双向拉伸,拉伸温度高于聚烯烃结晶分散温度10~30℃,拉伸倍率为3×3~10×10;所述步骤(e)中,二次拉伸为单向横向拉伸,拉伸温度高于聚烯烃结晶分散温度10~30℃,拉伸倍率为1.1~1.5,热定型温度在聚烯烃结晶分散温度至聚烯烃熔点之间,热定型时间为1~10min。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102782979A CN102774009A (zh) | 2012-08-07 | 2012-08-07 | 聚烯烃微孔膜的制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102782979A CN102774009A (zh) | 2012-08-07 | 2012-08-07 | 聚烯烃微孔膜的制备方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102774009A true CN102774009A (zh) | 2012-11-14 |
Family
ID=47119215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012102782979A Pending CN102774009A (zh) | 2012-08-07 | 2012-08-07 | 聚烯烃微孔膜的制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102774009A (zh) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103840113A (zh) * | 2014-02-28 | 2014-06-04 | 苏州捷力新能源材料有限公司 | 一种用于锂电池的聚乙烯隔离膜的制备方法 |
| CN106170509A (zh) * | 2013-12-06 | 2016-11-30 | 东丽电池隔膜株式会社 | 聚烯烃微多孔膜、非水电解液系二次电池用隔膜、聚烯烃微多孔膜卷绕体、非水电解液系二次电池和聚烯烃微多孔膜的制造方法 |
| CN108905638A (zh) * | 2018-06-27 | 2018-11-30 | 中材科技股份有限公司 | 一种高效膜过滤材料的制备方法 |
| CN109309183A (zh) * | 2017-07-27 | 2019-02-05 | 微宏动力系统(湖州)有限公司 | 一种芳香族聚酰胺多孔膜、制备方法及锂离子二次电池 |
| CN110181880A (zh) * | 2018-02-22 | 2019-08-30 | 黄振正 | 复合薄层物及其制作方法 |
| CN110828751A (zh) * | 2019-11-06 | 2020-02-21 | 江苏厚生新能源科技有限公司 | 一种多层微孔结构聚乙烯隔膜的制备方法 |
| CN111619083A (zh) * | 2020-05-28 | 2020-09-04 | 青岛蓝科途膜材料有限公司 | 一种防水透气膜的制备方法及由该方法制得的防水透气膜 |
| CN111690195A (zh) * | 2020-05-06 | 2020-09-22 | 江苏厚生新能源科技有限公司 | 一种纳米微孔膜、纳米微孔膜制作方法及其应用 |
| CN112318949A (zh) * | 2020-10-27 | 2021-02-05 | 江苏厚生新能源科技有限公司 | 一种防风保暖的复合面料功能夹层及其制备工艺 |
| CN112886138A (zh) * | 2021-01-05 | 2021-06-01 | 中材锂膜有限公司 | 一种两面微孔不同的微孔膜及其制备方法 |
| CN113276384A (zh) * | 2021-04-28 | 2021-08-20 | 河北金力新能源科技股份有限公司 | 一种新风交换膜及其制备方法和应用 |
| CN113856479A (zh) * | 2021-09-18 | 2021-12-31 | 浙江大学 | 一种仿鱼鳃聚合物直通孔膜及其制备方法和应用 |
| CN114274484A (zh) * | 2021-11-11 | 2022-04-05 | 乐凯胶片股份有限公司 | 聚乙烯微孔膜及其制备方法以及锂离子电池 |
| CN114678656A (zh) * | 2022-03-31 | 2022-06-28 | 苏州捷力新能源材料有限公司 | 一种小孔径锂电池隔膜及其制备方法和应用 |
| WO2023004820A1 (zh) * | 2021-07-30 | 2023-02-02 | 宁德时代新能源科技股份有限公司 | 隔离膜及其制备方法、电化学装置、电化学设备和用电装置 |
| CN116093545A (zh) * | 2023-03-15 | 2023-05-09 | 中材锂膜(南京)有限公司 | 一种聚烯烃微孔膜及其制备方法、电池隔膜、电化学装置 |
| CN116373191A (zh) * | 2023-03-29 | 2023-07-04 | 江苏厚生新能源科技有限公司 | 一种聚烯烃隔膜的快速生产方法及冷却装置 |
| WO2025180169A1 (zh) * | 2024-02-28 | 2025-09-04 | 青岛中科华联新材料股份有限公司 | 一种防水透气膜及其制备方法和包括其的复合面料 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0355214A1 (en) * | 1987-04-30 | 1990-02-28 | Tonen Corporation | Process for producing microporous ultra-high molecular weight polyolefin membrane |
| CN101233176A (zh) * | 2005-08-04 | 2008-07-30 | 东燃化学株式会社 | 聚乙烯微多孔膜及其制造方法以及电池用隔离件 |
| CN101747549A (zh) * | 2008-12-18 | 2010-06-23 | 比亚迪股份有限公司 | 一种聚烯烃微多孔膜及其制备方法 |
| CN102544416A (zh) * | 2010-12-08 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | 多层聚烯烃电池隔膜及其制备方法 |
| CN102527260A (zh) * | 2010-12-31 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | 一种多层聚乙烯微孔膜及其制备方法 |
-
2012
- 2012-08-07 CN CN2012102782979A patent/CN102774009A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0355214A1 (en) * | 1987-04-30 | 1990-02-28 | Tonen Corporation | Process for producing microporous ultra-high molecular weight polyolefin membrane |
| CN101233176A (zh) * | 2005-08-04 | 2008-07-30 | 东燃化学株式会社 | 聚乙烯微多孔膜及其制造方法以及电池用隔离件 |
| CN101747549A (zh) * | 2008-12-18 | 2010-06-23 | 比亚迪股份有限公司 | 一种聚烯烃微多孔膜及其制备方法 |
| CN102544416A (zh) * | 2010-12-08 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | 多层聚烯烃电池隔膜及其制备方法 |
| CN102527260A (zh) * | 2010-12-31 | 2012-07-04 | 重庆纽米新材料科技有限责任公司 | 一种多层聚乙烯微孔膜及其制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| 刘延华: "《聚合物成型机械》", 31 July 2005, article "压延成型", pages: 364-368 * |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106170509A (zh) * | 2013-12-06 | 2016-11-30 | 东丽电池隔膜株式会社 | 聚烯烃微多孔膜、非水电解液系二次电池用隔膜、聚烯烃微多孔膜卷绕体、非水电解液系二次电池和聚烯烃微多孔膜的制造方法 |
| CN103840113B (zh) * | 2014-02-28 | 2016-08-24 | 苏州捷力新能源材料有限公司 | 一种用于锂电池的聚乙烯隔离膜的制备方法 |
| CN103840113A (zh) * | 2014-02-28 | 2014-06-04 | 苏州捷力新能源材料有限公司 | 一种用于锂电池的聚乙烯隔离膜的制备方法 |
| CN109309183B (zh) * | 2017-07-27 | 2021-08-13 | 微宏动力系统(湖州)有限公司 | 一种芳香族聚酰胺多孔膜、制备方法及锂离子二次电池 |
| CN109309183A (zh) * | 2017-07-27 | 2019-02-05 | 微宏动力系统(湖州)有限公司 | 一种芳香族聚酰胺多孔膜、制备方法及锂离子二次电池 |
| CN110181880A (zh) * | 2018-02-22 | 2019-08-30 | 黄振正 | 复合薄层物及其制作方法 |
| CN108905638A (zh) * | 2018-06-27 | 2018-11-30 | 中材科技股份有限公司 | 一种高效膜过滤材料的制备方法 |
| CN110828751A (zh) * | 2019-11-06 | 2020-02-21 | 江苏厚生新能源科技有限公司 | 一种多层微孔结构聚乙烯隔膜的制备方法 |
| CN111690195B (zh) * | 2020-05-06 | 2022-12-02 | 江苏厚生新能源科技有限公司 | 一种纳米微孔膜、纳米微孔膜制作方法及其应用 |
| CN111690195A (zh) * | 2020-05-06 | 2020-09-22 | 江苏厚生新能源科技有限公司 | 一种纳米微孔膜、纳米微孔膜制作方法及其应用 |
| CN111619083A (zh) * | 2020-05-28 | 2020-09-04 | 青岛蓝科途膜材料有限公司 | 一种防水透气膜的制备方法及由该方法制得的防水透气膜 |
| CN112318949B (zh) * | 2020-10-27 | 2022-07-08 | 江苏厚生新能源科技有限公司 | 一种防风保暖的复合面料功能夹层及其制备工艺 |
| CN112318949A (zh) * | 2020-10-27 | 2021-02-05 | 江苏厚生新能源科技有限公司 | 一种防风保暖的复合面料功能夹层及其制备工艺 |
| CN112886138A (zh) * | 2021-01-05 | 2021-06-01 | 中材锂膜有限公司 | 一种两面微孔不同的微孔膜及其制备方法 |
| CN113276384A (zh) * | 2021-04-28 | 2021-08-20 | 河北金力新能源科技股份有限公司 | 一种新风交换膜及其制备方法和应用 |
| WO2023004820A1 (zh) * | 2021-07-30 | 2023-02-02 | 宁德时代新能源科技股份有限公司 | 隔离膜及其制备方法、电化学装置、电化学设备和用电装置 |
| CN113856479B (zh) * | 2021-09-18 | 2022-11-25 | 浙江大学 | 一种仿鱼鳃聚合物直通孔膜及其制备方法和应用 |
| CN113856479A (zh) * | 2021-09-18 | 2021-12-31 | 浙江大学 | 一种仿鱼鳃聚合物直通孔膜及其制备方法和应用 |
| CN114274484A (zh) * | 2021-11-11 | 2022-04-05 | 乐凯胶片股份有限公司 | 聚乙烯微孔膜及其制备方法以及锂离子电池 |
| CN114678656A (zh) * | 2022-03-31 | 2022-06-28 | 苏州捷力新能源材料有限公司 | 一种小孔径锂电池隔膜及其制备方法和应用 |
| CN116093545A (zh) * | 2023-03-15 | 2023-05-09 | 中材锂膜(南京)有限公司 | 一种聚烯烃微孔膜及其制备方法、电池隔膜、电化学装置 |
| WO2024187671A1 (zh) * | 2023-03-15 | 2024-09-19 | 中材锂膜有限公司 | 一种聚烯烃微孔膜及其制备方法、电池隔膜、电化学装置 |
| CN116373191A (zh) * | 2023-03-29 | 2023-07-04 | 江苏厚生新能源科技有限公司 | 一种聚烯烃隔膜的快速生产方法及冷却装置 |
| WO2025180169A1 (zh) * | 2024-02-28 | 2025-09-04 | 青岛中科华联新材料股份有限公司 | 一种防水透气膜及其制备方法和包括其的复合面料 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102774009A (zh) | 聚烯烃微孔膜的制备方法 | |
| CN103199300B (zh) | 一种涂层锂离子电池隔膜 | |
| CN102501419B (zh) | 一种聚烯烃多层微多孔膜及其制备方法 | |
| CN102527260B (zh) | 一种多层聚乙烯微孔膜及其制备方法 | |
| EP3085531B1 (en) | Polyolefin multilayer microporous membrane and battery separator | |
| CN103618055A (zh) | 一种聚烯烃锂离子电池隔膜制备方法 | |
| US10079378B2 (en) | Polyolefin microporous membrane and production method thereof | |
| CN102148346B (zh) | 一种聚烯烃微孔隔膜及其制备方法 | |
| CN102320133A (zh) | 一种聚烯烃电池隔膜及其制备方法 | |
| CN111086181A (zh) | 一种锂电池隔膜的制备方法 | |
| JP2009537638A (ja) | ポリオレフィン微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| CN101618295B (zh) | 超高分子量聚乙烯多孔膜的冻胶连续生产方法 | |
| CN104327351B (zh) | 一种微孔聚乙烯膜 | |
| CN103022401A (zh) | 一种锂离子电池聚烯烃隔膜的制备方法 | |
| JP2009537637A (ja) | ポリオレフィン微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| KR20140023303A (ko) | 개선된 배터리 분리막 및 그의 형성 방법 | |
| CN113972435A (zh) | 一种高孔隙、高透气锂离子电池基膜的制备方法 | |
| CN105355811B (zh) | 一种聚烯烃微孔膜、制备方法及锂离子电池 | |
| CN114142160B (zh) | 一种纳米陶瓷-聚丙烯复合电池隔膜及制备方法 | |
| CN105552280A (zh) | 一种锂离子电池隔膜的制备方法 | |
| CN103647036B (zh) | 一种高强度微孔锂离子电池隔膜的制备方法及电池隔膜 | |
| CN102267229B (zh) | 一种用于锂电池的聚烯烃微多孔膜及其制备方法 | |
| CN102290549B (zh) | 一种聚烯烃动力电池隔膜及其制备方法 | |
| JP2025527029A (ja) | 高強度のリチウムイオン電池用セパレータおよびその調製方法 | |
| CN116053699A (zh) | 复合隔膜、电化学装置和电子设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20121114 |