CN103190036A - 用于连接电导体与电接触部件的方法和装置 - Google Patents
用于连接电导体与电接触部件的方法和装置 Download PDFInfo
- Publication number
- CN103190036A CN103190036A CN2011800409997A CN201180040999A CN103190036A CN 103190036 A CN103190036 A CN 103190036A CN 2011800409997 A CN2011800409997 A CN 2011800409997A CN 201180040999 A CN201180040999 A CN 201180040999A CN 103190036 A CN103190036 A CN 103190036A
- Authority
- CN
- China
- Prior art keywords
- contact part
- conductor
- legs
- contact component
- laser beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/22—Spot welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/187—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping combined with soldering or welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0221—Laser welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/058—Crimping mandrels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
- Y10T29/49185—Assembling terminal to elongated conductor by deforming of terminal
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
本发明涉及一种用于使电导体(18)与电接触部件(16)连接的方法,其中接触部件(16)具有可变形的腿部(26),利用弯曲阳模(12)使腿部(26)变形成使导体(18)与接触部件(16)力锁合地挤压,其中在接触部件(16)上这样施加作用,至少使腿部(26)材料结合地相互连接。本发明还涉及一种具有弯曲阳模(12)的装置,用于使电导体(18)与电接触部件(16)连接,其中接触部件(16)具有可变形的腿部(26),弯曲阳模(12)设计成,使腿部(26)变形成使导体(18)与接触部件(16)力锁合地挤压,其中所述装置还包括激光焊接仪(20),其中激光焊接仪(20)设计成,这样作用于接触部件(16)上,至少使腿部(26)材料结合地相互连接。
Description
技术领域
本发明涉及一种用于连接电导体与电接触部件的方法,其中接触部件具有可变形的腿部,并且腿部利用弯曲阳模/冲模这样变形成使得导体与接触部件力锁合地挤压在一起。本发明还涉及一种用于连接电导体与电接触部件的具有弯曲阳模的装置,其中接触部件具有可变形的腿部,并且弯曲阳模设计成使得腿部这样变形:该腿部使导体与接触部件力锁合地挤压在一起。
背景技术
对于汽车的电子和电的部件、例如汽车的车载电网,通常通过机械的、力锁合的连接、即所谓的压接连接来实现接触部件与导线的连接。在压接方法中至少两个部件通过至少一部件的塑性变形而力锁合地相互连接。通常接触部件具有腿部或所谓的压接侧面,它们在力作用下与电缆绞合线通过挤压压紧在一起。在此通常没有材料结合的连接。按照现有技术常见的是,通过约20%的挤压变形程度实现绞合线在接触部件里面的蜂窝状的挤压。此外要实现腿部相对于可能的复位弹簧的支撑。
通常通过所谓的压接力监控来保证压接连接的质量,在监控时测量对于压接或弯曲要花费的力与弯曲行程的关系。在行程上对力进行积分得到所作的功,其中在监控压接力时使用在没有导线的被压接的接触部件与具有导线的被压接的接触部件之间的作功差值作为压接连接的质量量度/等级。通过约30%的作功差,可以诊断出电缆缺少绞合线、接触部件与导线的不良压紧和变化的压接参数(例如压接高度)。
由现有技术已知的压接方法存在两个主要缺陷:
在导线横截面非常小(小于0.35平方毫米)或者接触部件在变形部位中板厚很大时,测得的作功差这样微小,使得不再能够良好地监控压接工艺。例如不再能够鉴别出电缆缺少绞合线。但是如果在压接部位中缺少各电缆绞合线,则压接中的挤压变形程度下降并且在导体与接触部件之间的过渡电阻可能提高到无穷大。因此不再给出所述连接的电功能。
要变形的接触部件的典型材料是金属。因为所有金属都具有弹性特性,所以在不足够地对变形的压接腿进行支撑时可能产生这个腿部的不期望的回弹。由此可能使变形的接触部件与导体之间的接触恶化并且两个部件之间的电阻增加。于是压接连接的质量变差。
由DE 103 58 153 A1已知一种连接方法,其中首先使电缆与接触部件压接,接着与接触部件在三个独立的步骤中激光焊接。压接和激光焊接在两个独立的装置中并因此也在分开的工作步骤中进行。
DE 10 2004 053 126 A1公开了一种装置,在该装置中电导体与接触部件在相同的工作过程中不仅压接而且焊接。在此接触部件的压接板通过专用的压接工具挤压在一起。在电导体的芯线套与接触部件的压接板之间建立挤压接触,而焊接在就地的另一位置上在导体端部与接触部件之间实现。在焊接时电流经焊接电极流过导体和接触部件的待连接的元件。
由DE 198 40 214 C2已知一种用于压焊的方法,利用该方法使导线固定在导线固定件的连接板之间。为此首先将导线放入到导线固定件里面并且在一个连接板叠放在另一连接板下面的情况下借助于砧部和压接阳模挤压导线固定件。接着实现连接板的焊接。
DE 100 07 258 A1公开了一种移动的电缆连接器,其中将线材束插入到倒角的圆柱形金属套里面。然后在倒角的插入孔处将线材束与金属套的侧面通过两个电极超声波焊接。
DE 103 52 482 A1描述了一种装置,通过它能够焊接不同电缆的绞合线。此外它能够压接电缆的电绝缘部位。
由DE 30 17 364 A1已知一种方法,其中首先通过用压印阳模将扁平插头的金属腿挤压到一起而将电缆的绞合线与扁平插头压接。压印阳模也用于使绞合线与扁平插头相互超声波焊接。
由DE 10 2007 032 584 B4也已知一种装置,通过它可以建立压接和焊接连接。在此接触部件的卷边部首先包围电缆的绝缘部并且在第二步骤中将去绝缘的电缆端部与接触部焊接。
发明内容
本发明的目的是,在电导体与电接触部件之间建立可靠的连接。
这个目的通过具有权利要求1特征的方法以及具有权利要求10特征的装置实现。
按照本发明的方法使用一弯曲阳模。该弯曲阳模这样设计,通过它使接触部件的可变形的腿部变形成,使导体与接触部件力锁合地挤压。这种弯曲阳模也称为卷边机(Crimper),挤压过程也称为压接工艺或者压接过程。弯曲阳模尤其构造成,使得接触部件的腿部以给定的和受控的方式方法变形。本方法尤其可应用于由金属构成并且具有金属板或金属腿形式的侧面部位的接触部件。接触部件的腿部可以成对地相互对置地设置。如果在腿部之间存在有——例如电缆绞合线形式的——导体,则该导体可以通过腿部的变形被夹紧在腿部之间。
所述弯曲阳模尤其构造成,使得可以特别有效地执行挤压或压紧。它尤其具有用于接触部件和导体的凹部,其中,在接触部件与弯曲阳模之间的力作用导致,接触部件通过界定凹部的弯曲阳模壁部区域的机械阻力而变形。弯曲阳模的至少一与接触部件或其腿部处于机械接触的侧面或表面优选构造成,使得通过变形的力作用给出被变形的腿部的专有最终形状。例如弯曲阳模的壁部可以为此匹配地成形,例如成形为部分圆形的/弓形的。
按照本发明的方法能够在电导体与电接触部件之间建立特别固定、可靠且持久的连接。通过附加的材料结合的连接避免了,例如由于接触部件腿部的弹性回弹而削弱力锁合的连接。即,本方法确保,至少接触部件的腿部彼此材料结合地连接。该材料结合的连接尤其通过使腿部材料熔化而建立。当熔化的材料再固化时,这导致熔化部位的特别紧密地材料连接。原先独立的腿部例如可以熔化成唯一的金属部件。材料结合的连接过程尤其也是焊接过程。此外可以规定,使接触部件也材料结合地与导体连接。为此例如可以调节造成材料结合的功率或持续时间。尤其可以在接触部件腿部与电缆绞合线之间建立材料连接。由此建立特别紧密的接触,并且电阻可以保持微小。
本方法的优点是,也可以使细导线与接触部件可靠地连接。在导线横截面小时,仅仅力锁合地与接触部件相挤压大多是不够的。附加的材料结合的连接在这里能够在质上改善电接触。同样能够使细的电缆与相对较大的接触部件可靠连接。因此也能够使用细的导线,这在总体上有助于减轻电部件的重量。也可以在这样的接触部件与导线之间建立连接,即其中按照现有技术导线横截面与接触部件尺寸的比例是不利的。
优选使用一具有至少一开口的弯曲阳模。通过开口可以这样作用于接触部件,使得至少接触部件的腿部彼此材料结合地连接。在此开口形成通到弯曲阳模凹部(在该凹部中发生挤压)的入口。由此可以在挤压期间通过开口对接触部件施加影响。开口允许例如电弧、超声波或电流作用于接触部件上,以便建立材料结合的连接。但是该开口尤其适合作为焊接激光器的激光射线的入射口。通过开口实现了通向弯曲阳模凹部的简单的入口,由此可以无困难地影响接触部件。该开口能够在接触部件仍由弯曲阳模包围期间在接触部件上建立材料结合的连接。在此弯曲阳模的特性对建立力锁合的连接没有不利的影响。
优选通过接触部件腿部的棱边上的凹口或缺口这样施加作用,使得在导体各个部件之间、尤其在电缆绞合线之间建立材料结合的连接。附加地或替代地优选这样施加作用,使得在导体与接触部件之间也建立材料结合的连接,而且尤其在各个电缆绞合线与接触部件的腿部之间建立材料结合的连接。为此在腿部的各端部部位或外棱边上设有凹口,所述凹口在力锁合的挤压期间相互对置。在腿部弯曲以后例如各个棱边部位相互接触,而在具有凹口的位置上形成开口,通过所述开口可以作用于被腿部包围的部位上。例如可以通过所述开口使激光射线入射在电缆的被挤压在一起的绞合线上,该激光射线使绞合线相互间和/或与腿部焊接。在压接侧面的边缘上延伸的凹口可以具有任意几何形状。可以交替地存在这样的区域,在这些区域中腿部直接相互接触或者通向导体的中间空间被开通。每个腿部可以设有一个或多个缺口。
特别优选地,缺口在腿部的拼合/压接后形成开口,该开口的面积小于引起材料结合的所述作用的应用部位。例如这种开口小于所作用的焊接激光射线的直径。因此所述作用不仅直接作用在腿部上,而且直接作用在导体上。
这种实施例能够建立特别紧密的材料结合的连接。其确保,例如不仅压接腿相互焊接,而且电缆绞合线相互间也材料结合地连接且必要时附加地与接触部件腿部中的至少一个材料结合地连接。引起材料结合的所述作用的持续时间也能够减少。例如激光射线不必使腿部熔化成使得其热作用也一直透到绞合线。例如也可以通过较小的激光强度进行工作。
优选通过入射激光射线而造成材料结合的连接。激光射线在此例如通过弯曲阳模中的开口射到接触部件上。因此该开口是用于激光射线的入射口。入射到接触部件腿部上的激光射线使得至少腿部彼此材料结合地连接。用于激光射线的源可以是这种(焊接)激光器,它发射特别高强度的激光射线。在遇到腿部时可以沉积足够的能量,以使它们相互焊接。
激光焊接是用于建立材料结合的接触的已知的高效的方法。在激光射线强度高时短的焊接时间便已足以在焊接物料中造成最佳的连接。激光源还能够非常灵活可变地定位,因为由其发出的激光射线例如可以通过反射镜、棱镜、玻璃纤维或其它光学元件非常简单地被引导。
如果由激光射线引起材料结合的连接,则还优选,也测量表征激光射线在接触部件和/或导体上的作用的参数。这些参数提供材料结合的连接的质量量度。监控激光焊接参数能够推断出所建立的连接的质量。于是例如可以省去传统的压接力监控或者通过监控焊接参数来对所述压接力监控进行补充。如上所述,当小横截面的导线和/或大板厚的接触部件相互连接时,压接力监控经常失效。监控焊接参数能够确定,是否已经达到高质量的焊接。不再需要用于保证压接连接质量的费事的附加技术措施。通过测量、分析处理和监控激光焊接参数,足以保证所实现的连接的质量。
所测量的参数优选是焊接持续时间。替代地或附加地,也可以测量激光射线(22)的入射强度。替代地或附加地,也可以测量激光射线(22)作用于其上的部位(30)所发出的那个具有最高射线功率的射线波长。在后一种情况下例如可以按照维恩位移定律确定温度,这又改善焊接过程的质量监控。
此外还优选,在通过弯曲阳模实现预先给定的腿部理论变形以后实现材料结合的连接。为了实现充分的力锁合的挤压,必须使腿部通过弯曲阳模适当地变形。这种弯曲可以被确定成理论变形。理论变形尤其对应于在相应压接过程中实现的最大变形。理论变形也可以是,使相互对置的腿部弯曲成相互搭接和/或彼此接触。
在这种实施例中保证,一方面在接触部件与导体之间的力锁合是最佳的,另一方面给出对于有效的材料连接的尽可能最好的前提。例如如果腿部相互接触,则可能只需熔化很少的材料以实现材料结合的连接。通过显著的理论变形还可以实现,腿部材料只还有微小的弹性特性。由此避免由于腿部的反弹对压接连接的质量带来的不利影响。材料结合连接的步骤不增加或者只不明显地增加实际压接过程的节拍时间。所述方法因此是近似节拍时间中性的。
接触部件的尺寸能够通过其纵向长度和其横向长度来表征。优选至少在关于纵向长度居中的局部部位中实现材料结合的连接。居中的局部部位尤其是相对于接触部件腿部的纵向长度居中设置的部位。
通常,在这种中心部位中电缆绞合线特别致密地位于腿部之间。因此所产生的变形力在那里特别高并且腿部优选弹性回撤。因此附加的材料连接特别有效地阻止腿部在这个位置上回弹。变形的接触部件区域的前面和后面的出口部位经常构造成漏斗形的,由此材料结合的连接在这些部位显示出较少的作用。
本发明还涉及一种用于使电导体与电接触部件连接的装置。按照本发明的装置包括激光焊接仪以及弯曲阳模。该弯曲阳模设计成,使电接触部件的腿部这样变形,使得所述腿部使导体与接触部件力锁合地挤压在一起。该激光焊接仪设计成,这样作用于接触部件上,至少使腿部彼此材料结合地连接。这尤其利用由激光焊接仪发出的焊接激光射线实现。
所述弯曲阳模优选还具有弯曲侧面,在弯曲侧面上接触部件的腿部可以与弯曲阳模作用接触。在弯曲侧面上在弯曲阳模与接触部件之间产生的压力可以最大。弯曲侧面一般具有特征化的表面形状或形貌,用以使接触部件的腿部在力作用下以有针对性的方式和方法变形。此外还优选,弯曲阳模具有开口,该开口是由激光焊接仪发出的焊接激光射线的通过口。通过这个开口可以使焊接激光射线入射到由弯曲侧面界定的凹部里面。在此开口优选位于弯曲侧面本身中。由此弯曲侧面不仅能够有针对性地使接触部件的腿部变形,而且也能够耦入对腿部进行焊接的激光射线。
此外所述装置还优选具有测量装置,该测量装置设计成,测量表征焊接激光射线的参数。通过这种测量装置保证焊接过程的质量和由此实现的材料连接。
在另一优选的实施例中,所述装置也包括定位装置,该定位装置能够使激光焊接仪和/或接触部件以合适的方式方法定位。尤其能够控制激光焊接仪与接触部件彼此间的相对布置。如果接触部件的腿部沿着其棱边具有凹口,则能够通过定位装置这样调整接触部件的位置,使至少一凹口位于焊接激光射线中。定位装置也即能够用激光射线犹如对准凹口。在挤压压接腿以后通过凹口释放通向导体的通过口。然后可以通过激光射线直接作用于导体上,并且例如可以使其绞合线相互焊接。
基于按照本发明的方法介绍的优选实施例和其优点相应地适用于按照本发明的装置。
由权利要求、附图和附图说明给出本发明的其它特征。上面在说明书中列举的特征和特征组合以及在附图说明中列举的特征和特征组合和/或在附图中单独示出的特征和特征组合不仅可以在相应给出的组合中,而且可以在其它组合中或单独地使用,而不离开本发明的范围。
附图说明
下面借助于实施例详细解释本发明。在附图中:
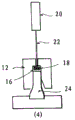
图1A-1D示出用于连接电导体与电接触部件的装置在执行按照本发明的连接方法期间的四个不同时刻的示意截面图,
图2示出电接触部件的示意截面图,其具有变形的腿部和力锁合地被挤压的电缆绞合线,
图3示出接触部件的立体图,在激光焊接的时刻其腿部与电缆绞合线力锁合地挤压在一起,
图4A示出接触部件的立体图,其腿部与电缆绞合线力锁合地挤压在一起,其中腿部具有多个缺口作为供激光射线通过的通过口,
图4B示出图4A的接触部件一部分的示意俯视图,其中示出腿部的展开状态,
图5A示出接触部件的立体图,其腿部与电缆绞合线力锁合地挤压在一起,其中腿部各具有一缺口,所述缺口一起形成激光射线的一个通过口,
图5B示出图5A的接触部件一部分的示意俯视图,其中示出腿部的展开状态。
在附图中,相同或功能相同的部件配有相同的附图标记。
具体实施方式
图1A-1D示出一用于连接电接触部件16与电导体18的装置10在四个不同的、对于连接方法具有表征性的位置(1)至(4)。装置10尤其包括顶杆24,接触部件16顶靠在其上。接触部件16在本实施例中由金属制成并且具有成对地相互对置的腿部26。导体18松动地插入到腿部26之间。导体18在本实施例中是具有多个单导体或绞合线28的电缆。尤其是,对于时刻(1)(图1A)在接触部件16与导体18的绞合线28之间还没有建立持久的连接。在本实施例中绞合线28由导电的金属制成。最后,装置10还包括弯曲阳模12,该弯曲阳模构造成顶杆24的对应件。这使得顶杆24的至少一局部区域可以导入到弯曲阳模12的凹部32里面。在此顶杆24和弯曲阳模12作为部件和对应部件精确配合地共同作用。凹部32构造成长缝,其底面34具有开口14。弯曲阳模12也称为卷边机并且由金属制成。弯曲阳模是磨损部件,它在频繁地重复按照本发明的连接方法以后一般必须更换。因此弯曲阳模12是装置10的可更换的压接工具。
装置10还包括激光器20,该激光器可以发出激光射线22。激光器20用作为焊接激光器,其高强度的激光射线适合于熔化金属。激光器20这样设置,使得由它发射的激光射线22穿过弯曲阳模12的开口14入射到凹部32中。激光器20相对于弯曲阳模12的空间布置在图1A-1D的实施例中仅非常示意性地示出。激光器20可以相对于弯曲阳模12任意布置,只要其激光射线22能以适合的方式穿过弯曲阳模12的开口14。这尤其也能够通过未示出的射线偏转部件、如反射镜、棱镜或其它光学元件来实现。也可以设想其它耦入激光射线22的方法。因此激光射线22可以通过开口14利用光导体、例如玻璃纤维导入到凹部32中。光导体例如通过开口14的局部区域或者通过整个开口14一直延伸到凹部32的壁部区域处或者甚至一直延伸到凹部32里面。弯曲阳模12也可以具有多个开口,其中每个开口可以配置独立的激光射线22。也可以规定,激光射线22接续地通过不同的开口入射。激光射线22也可以通过在多个开口中选择开口进行入射。尤其也可以使唯一的激光射线22通过多个光导体分裂,其中各个光导体通过多个开口延伸到凹部32中。
装置10也称为应用器(Applikator)。但是另选地也可以规定,包括核心部件弯曲阳模12和顶杆24的应用器在空间上与激光器20分开。尤其可以使这样构成的应用器和独立的激光器20形成两个独立的设备,而其组合形成装置10。
为了使接触部件16与导体18连接,顶杆24和弯曲阳模12这样相对于彼此运动,使顶杆24配合准确地挤入到凹部32里面。顶杆24支撑放置在其上的接触部件16与导体18。弯曲阳模12垂直地向着顶杆24运动(见图1B中的时刻(2))。
在时刻(3)(图1C)顶杆24这样深地挤入到凹部32里面,使得接触部件16的腿部26接触弯曲阳模12的底面34。一力通过腿部26抵抗顶杆24与弯曲阳模12的进一步的相对运动。
如果现在继续在顶杆24和/或弯曲阳模12上施加力,则导致腿部26变形。根据力作用以及变形程度的持续时间,得到腿部26的塑性变形。通过侧面34的合适形状实现,腿部以受控的且预限定的方式方法变形。在本实施例中侧面34具有两个呈部分圆形的拱起部,腿部26在变形期间跟随所述拱起部,由此使腿部犹如卷起。
在图2中示出具有变形的腿部26的接触部件16。在接触部件16的对置的侧上形成的腿部26通过确定的力作用螺旋形地弯曲并且在中间彼此相遇。原先松动地位于接触部件16里面的导体18的绞合线28与接触部件16力锁合地挤压在一起。这在一定程度上亦即是挤压接触,该挤压接触通过有目的地挤压腿部26而建立。通过绞合线28相互间的和与接触部件16的紧密相互接触,也在所有这样挤压的部件之间建立良好的电接触。
纯力锁合的挤压也称为压接或卷边。腿部26可能局部弹性地朝向其初始位置的方向上回弹,由此解除与绞合线28的力锁合的连接。由此也会使在导体18与接触部件16之间可能得到的电接触变差或者甚至中断。
因此另一步骤规定,在其中至少建立腿部26相互间的附加的材料结合的连接(见图1D中的时刻(4))。一旦顶杆24最深地挤入到弯曲阳模12的凹部32里面,则激光射线22通过开口14作用于变形的腿部26上。这个时刻也称为下死点。腿部26最大地变形并且尽可能最好地围裹绞合线28。因为在下死点上力仍施加在接触部件16上,所以腿部26还不能弹性地回弹。激光射线22遇到腿部26、加热腿部并熔化它。由此使腿部26相互焊接并由此材料结合地连接。在本实施例中这样选择激光射线的强度和应用时间,使得不仅腿部26相互焊接,而且接触部件16与绞合线28和一些绞合线28相互间也焊接。由此实现特别紧密的、持久的、固定的和可靠的机械连接。良好的材料连接也导致最佳的电连接,即,具有微小电阻的连接。
腿部26压接、即弯曲的过程持续一定的时间。从装置10中取出已经压紧的接触部件16并且再重新插入要连接的部件。压接过程周期的持续时间也受到导体18与接触部件16相互挤压所需的时间跨度的影响。激光焊接过程在此不增加或者只略微增加压接过程的周期时间。因此与纯压接方法相比,这种组合的压接/焊接方法是节拍时间中性的。因为每分钟例如可以建立略多于100至1000个压接连接,因此这一点是明显有利的。尽管通过附加的焊接改善了压接连接,但是对于整个方法所需的持续时间没有延长或仅不明显地延长。
在本实施例中通过按照现有技术监控激光焊接参数来实现组合的压接和焊接方法的质量安全性。力锁合地建立的压接连接的质量一般由此保证,即监控在变形期间产生的力。在这里所示的实施例中这种压接力监控通过附加地监控激光焊接参数来补充。这种附加的质量安全步骤保证,实际上在接触部件16与导体18之间建立充分的连接。仅仅监控压接力在某些条件下(例如导体18与接触部件16的不利的尺寸比)是不够的。
接触部件16具有一定的纵向长度和确定的横向长度。由图2只能看出左、右方向上的横向长度。成对地相对设置的腿部26彼此对称地变形并且在关于横向长度居中的部位相互接触。如同在图2中通过激光射线22的入射位置和入射方向示意性示出的那样,正好在这个接触部位实现腿部26的材料结合的连接。由此保证特别好的连接并且尽可能最好地防止腿部26的弹性回弹。
在图3的实施例中焊接部位30不仅关于接触部件16的横向长度居中地设置,而且关于其纵向长度居中地设置。由此能够实现非常受控的且稳定的材料结合的连接。
在图4A至5B的实施例中示出特殊设计的接触部件16,它们能够简单且非常有效地监控材料结合连接的形式。接触部件16的相互对置的腿部26的棱边38特殊成形。这尤其由图4B和5B的视图中看出,其中接触部件16的包括腿部26的部段以展开的或者未压接的腿部26的俯视图示出。腿部26分别具有一个(图5B)或多个(图4B)缺口36,这些缺口沿着腿部26的否则为直线的棱边38构造。在力锁合的挤压过程中各对置的腿部26的缺口36彼此并排而置并且形成开口,通过所述开口激光射线22可以直接作用于位于腿部26之间的绞合线28上。按照图5A激光射线22可以有目的地通过由缺口36形成的开口入射到绞合线28上并使它们材料结合地相互连接。这附加地实现腿部26的力锁合的连接,因为开口具有小于激光射线22横截面的面积。按照图4A也可以构造多个缺口36,由此在部位30上一方面焊接腿部26,另一方面使激光射线22经由缺口36一直透入到绞合线28上,以便使它们材料结合地相互连接。在本实施例中缺口36是部分圆形的。
Claims (13)
1.一种用于使电导体(18)与电的接触部件(16)连接的方法,其中,该接触部件(16)具有能变形的腿部(26),利用弯曲阳模(12)使腿部(26)变形成使导体(18)与接触部件(16)力锁合地挤压在一起,其特征在于,这样在接触部件(16)上施加作用,至少使腿部(26)材料结合地相互连接。
2.根据权利要求1所述的方法,其特征在于,通过弯曲阳模(12)中的至少一开口(14)实现造成材料结合的连接的所述作用。
3.根据权利要求1或2所述的方法,其特征在于,通过接触部件(16)腿部(26)的棱边(38)上的凹口(36)这样在导体(18)施加作用上,使得在导体(18)的各部分(28)之间和/或在导体(18)与接触部件(16)的一个或两个腿部(26)之间建立材料结合的连接。
4.根据上述权利要求中任一项所述的方法,其特征在于,用激光射线(22)造成材料结合的连接。
5.根据权利要求3和4所述的方法,其特征在于,激光射线(22)作用在其上的、用于至少一凹口(36)的部位(30)具有比凹口(36)大的面积,其中,垂直于激光射线(22)的射线方向在该面积出现在该部位(30)上时对该面积进行测量。
6.根据权利要求4或5所述的方法,其特征在于,对表征激光射线(22)作用的参数进行测量,以得到材料结合的连接的质量量度。
7.根据权利要求6所述的方法,其特征在于,所测量的参数是焊接持续时间和/或激光射线(22)的入射强度和/或激光射线(22)作用在其上的部位(30)所发出的那个具有最高射线功率的射线波长。
8.根据上述权利要求中任一项所述的方法,其特征在于,在利用弯曲阳模(12)实现腿部(26)的规定的理论变形以后,实现材料结合的连接。
9.根据上述权利要求中任一项所述的方法,其特征在于,对于具有纵向长度和横向长度的接触部件(16),至少在关于纵向长度居中的局部部位(30)中实现材料结合的连接。
10.一种用于使电导体(18)与电的接触部件(16)连接的、具有弯曲阳模(12)的装置,其中,接触部件(16)具有能变形的腿部(26)并且弯曲阳模(12)设计成,使腿部(26)变形成使导体(18)与接触部件(16)力锁合地挤压在一起,其特征在于,所述装置还包括激光焊接仪(20),其中激光焊接仪(20)设计成,这样在接触部件(16)上施加作用,至少使腿部(26)材料结合地相互连接。
11.根据权利要求10所述的装置(10),其特征在于,所述弯曲阳模(12)具有弯曲侧面(34)和开口(14),其中,由激光焊接仪(20)发出的焊接激光射线(22)能通过开口(14)入射到由弯曲侧面(34)界定的空间(32)中。
12.根据权利要求11所述的装置,其特征在于,所述开口(14)设置在弯曲侧面(34)中。
13.根据权利要求10所述的装置,其特征在于,设有一定位装置,该定位装置设计成,使激光焊接仪(20)和/或接触部件(16)——在该接触部件的腿部(26)的边缘(38)上具有凹口(36)——这样定位,使得由激光焊接仪(20)发出的焊接激光射线(22)在至少一凹口(36)的位置上出现。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010035424A DE102010035424A1 (de) | 2010-08-26 | 2010-08-26 | Verfahren zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil |
| DE102010035424.4 | 2010-08-26 | ||
| PCT/EP2011/004264 WO2012025235A1 (de) | 2010-08-26 | 2011-08-25 | Verfahren und vorrichtung zum verbinden eines elektrischen leiters mit einem elektrischen kontaktteil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103190036A true CN103190036A (zh) | 2013-07-03 |
| CN103190036B CN103190036B (zh) | 2016-03-30 |
Family
ID=44545639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201180040999.7A Expired - Fee Related CN103190036B (zh) | 2010-08-26 | 2011-08-25 | 用于连接电导体与电接触部件的方法和装置 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9325135B2 (zh) |
| EP (1) | EP2609655B1 (zh) |
| JP (1) | JP5752250B2 (zh) |
| CN (1) | CN103190036B (zh) |
| DE (1) | DE102010035424A1 (zh) |
| ES (1) | ES2546872T3 (zh) |
| HU (1) | HUE027582T2 (zh) |
| MX (1) | MX345002B (zh) |
| PL (1) | PL2609655T3 (zh) |
| WO (1) | WO2012025235A1 (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107732495A (zh) * | 2016-08-12 | 2018-02-23 | 东莞莫仕连接器有限公司 | 接线端子组件 |
| CN111355109A (zh) * | 2018-12-20 | 2020-06-30 | 罗伯特·博世有限公司 | 用于制造导电的铜绞线-铜条带-连接的方法 |
| CN111375579A (zh) * | 2018-12-28 | 2020-07-07 | 汉能移动能源控股集团有限公司 | 薄片扶起清洁装置 |
| CN113972545A (zh) * | 2020-07-22 | 2022-01-25 | 矢崎总业株式会社 | 带端子的电线制造方法以及带端子的电线 |
| CN114080737A (zh) * | 2019-07-03 | 2022-02-22 | 格鲍尔格里勒电缆有限公司 | 电导体与接触元件之间的电连接 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012007846B4 (de) | 2012-04-19 | 2023-06-15 | Audi Ag | Crimpvorrichtung zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil, das verformbare Schenkel aufweist |
| AT513003B1 (de) * | 2012-06-06 | 2014-05-15 | Gebauer & Griller | Verbindung eines elektrischen Kabels mit einem Kontaktteil |
| JP6066609B2 (ja) | 2012-07-30 | 2017-01-25 | 矢崎総業株式会社 | 圧着端子付きアルミ電線 |
| JP5884986B2 (ja) * | 2012-07-31 | 2016-03-15 | 矢崎総業株式会社 | 圧着端子付きアルミ電線 |
| DE102013201167A1 (de) | 2013-01-24 | 2014-08-07 | Elringklinger Ag | Verfahren zum Herstellen einer elektrisch leitenden Verbindung zwischen einer elektrischen Leitung und einem elektrisch leitenden Bauteil und nach dem Verfahren hergestellte Baugruppe |
| US8905767B2 (en) * | 2013-02-07 | 2014-12-09 | Tyco Electronics Corporation | Cable assembly and connector module having a drain wire and a ground ferrule that are laser-welded together |
| JP6005083B2 (ja) * | 2013-02-22 | 2016-10-12 | 古河電気工業株式会社 | 板材の溶接方法 |
| JP5931100B2 (ja) * | 2013-02-22 | 2016-06-08 | 古河電気工業株式会社 | 端子製造装置 |
| JP5981472B2 (ja) * | 2013-02-22 | 2016-08-31 | 古河電気工業株式会社 | レーザ溶接装置 |
| JP5543638B1 (ja) * | 2013-05-31 | 2014-07-09 | 株式会社フジクラ | 被覆電線の端末構造 |
| DE102013010981B3 (de) * | 2013-07-01 | 2014-08-28 | Audi Ag | Verfahren und Vorrichtung zum Verbinden eines elektrischen Leiters mit einem elektrischen Kontaktteil |
| DE102014215170B4 (de) | 2013-08-01 | 2023-04-13 | Lear Corporation | Elektrische Anschlussbaugruppe |
| DE102013219150A1 (de) | 2013-09-24 | 2015-04-09 | Elringklinger Ag | Verfahren zum Herstellen einer elektrisch leitenden Verbindung zwischen einer elektrischen Leitung und einem elektrisch leitenden Bauteil |
| EP2996199B1 (en) * | 2014-09-15 | 2019-01-09 | Tyco Electronics France SAS | Connection assembly, method of manufacturing a connection assembly, and tool for manufacturing a connection assembly |
| JP6421737B2 (ja) * | 2015-10-21 | 2018-11-14 | 株式会社オートネットワーク技術研究所 | 端子付き電線の製造方法、圧着冶具、および端子付き電線 |
| JP6887203B2 (ja) * | 2017-07-14 | 2021-06-16 | 古河電気工業株式会社 | 導体接続装置及び導体接続方法 |
| DE102017218486A1 (de) | 2017-10-16 | 2019-04-18 | Te Connectivity Germany Gmbh | Verfahren und Anordnung zum Herstellen einer gecrimpten Verbindungsanordnung, Verbindungsanordnung |
| HUE057988T2 (hu) * | 2018-11-14 | 2022-06-28 | Rogers Bv | Eljárás gyûjtõsín elõállítására és az így készített gyûjtõsín |
| JP6957551B2 (ja) * | 2019-04-16 | 2021-11-02 | 矢崎総業株式会社 | 端子付き電線製造装置 |
| EP3783741A1 (en) * | 2019-08-20 | 2021-02-24 | Aptiv Technologies Limited | Connector and assembly for automotive applications |
| TWI733369B (zh) * | 2020-03-12 | 2021-07-11 | 連展科技股份有限公司 | 電源端子接線裝置及其方法 |
| JP7143370B2 (ja) | 2020-07-22 | 2022-09-28 | 矢崎総業株式会社 | 端子付き電線の製造方法及びその製造装置 |
| JP7225166B2 (ja) * | 2020-07-22 | 2023-02-20 | 矢崎総業株式会社 | 電線の製造方法および電線製造装置 |
| JP7234188B2 (ja) * | 2020-07-22 | 2023-03-07 | 矢崎総業株式会社 | 電線の製造方法および電線製造装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3017364A1 (de) * | 1980-05-07 | 1981-11-19 | Niebuhr Mikroschweißtechnik GmbH, 8752 Goldbach | Verfahren und vorrichtung zum verbinden eines leiters mit einem flachstecker |
| US4913678A (en) * | 1989-02-02 | 1990-04-03 | Gte Products Corporation | Electrical contact |
| US4966565A (en) * | 1988-10-13 | 1990-10-30 | Yazaki Corporation | Crimp-style terminal and method of connecting crimp-style terminal and electric cable together |
| DE4200492A1 (de) * | 1991-10-04 | 1993-04-08 | Ghassem Dipl Ing Azdasht | Vorrichtung zum elektrischen verbinden von kontaktelementen |
| JP2000231944A (ja) * | 1999-02-12 | 2000-08-22 | Sumitomo Wiring Syst Ltd | 接続端子と電線の接続部の構造及び接続装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4466689A (en) * | 1982-04-02 | 1984-08-21 | At&T Technologies, Inc. | Methods of making a terminal and products produced thereby |
| JPH04137380A (ja) | 1990-09-27 | 1992-05-12 | Yazaki Corp | 圧着端子の接続装置 |
| DE4118166C3 (de) * | 1991-06-03 | 1995-10-26 | Siemens Ag | Schweißverfahren zur Verbindung eines Wicklungsdrahtes einer Spule mit einem Anschlußelement und Metall-Hülse zur Anwendung bei diesem Verfahren |
| US5300755A (en) * | 1991-08-12 | 1994-04-05 | Yazaki Corporation | Structure for welding electrical connecting portions to each other using laser light beam |
| US5269056A (en) * | 1992-09-16 | 1993-12-14 | Oea, Inc. | Laser welding of wire strands to an electrode pin |
| JPH06302341A (ja) * | 1993-04-16 | 1994-10-28 | Yazaki Corp | レーザ溶接構造及びレーザ溶接端子 |
| US5961348A (en) * | 1996-03-01 | 1999-10-05 | Molex Incorporated | System for terminating the shield of a high speed cable |
| JP3731783B2 (ja) | 1997-09-05 | 2006-01-05 | 矢崎総業株式会社 | 端子の圧着方法および圧着装置 |
| DE10002703B4 (de) * | 2000-01-22 | 2006-12-07 | Robert Bosch Gmbh | Verfahren zum Herstellen einer elektrisch leitenden Verbindung mittels Laserstrahlung |
| DE10007258A1 (de) | 2000-02-17 | 2001-08-30 | Welcker F | Mobiler Kabelverbinder für elektrische Akkumulatoren |
| JP4387612B2 (ja) * | 2001-06-13 | 2009-12-16 | 矢崎総業株式会社 | 端子圧着用歯型 |
| US6697675B1 (en) * | 2001-06-14 | 2004-02-24 | Pacesetter, Inc. | Laser welded joint for implantable lead |
| JP2003338328A (ja) * | 2002-05-20 | 2003-11-28 | Yazaki Corp | 溶接端子及びその溶接装置 |
| JP4413491B2 (ja) * | 2002-12-11 | 2010-02-10 | 矢崎総業株式会社 | 電線と接続端子との接続方法 |
| TW200505116A (en) * | 2003-07-30 | 2005-02-01 | Hon Hai Prec Ind Co Ltd | Cable connector assembly and method for making the same |
| DE10352482A1 (de) | 2003-11-07 | 2005-06-23 | Maschinen- Und Apparatevertrieb Helmut Strunk | Vorrichtung zum Verschweißen der Adern von Litzen |
| DE102004053126A1 (de) | 2004-11-03 | 2006-05-11 | Tyco Electronics Amp Gmbh | Verfahren und Vorrichtung zur Verbindung eines elektrischen Übertragungselementes mit einem Kontaktelement |
| DE102007032584B4 (de) | 2006-07-12 | 2008-11-13 | Maschinen- Und Apparatevertrieb Helmut Strunk | Vorrichtung zum Schweißen einer Litze an einen Kontakt |
| US20100105256A1 (en) * | 2008-10-28 | 2010-04-29 | Tektronix, Inc. | Electrical Contact Assembly and Method of Manufacture |
-
2010
- 2010-08-26 DE DE102010035424A patent/DE102010035424A1/de not_active Withdrawn
-
2011
- 2011-08-25 MX MX2013002209A patent/MX345002B/es active IP Right Grant
- 2011-08-25 ES ES11751822.5T patent/ES2546872T3/es active Active
- 2011-08-25 WO PCT/EP2011/004264 patent/WO2012025235A1/de not_active Ceased
- 2011-08-25 JP JP2013525185A patent/JP5752250B2/ja not_active Expired - Fee Related
- 2011-08-25 HU HUE11751822A patent/HUE027582T2/en unknown
- 2011-08-25 US US13/818,944 patent/US9325135B2/en not_active Expired - Fee Related
- 2011-08-25 EP EP11751822.5A patent/EP2609655B1/de active Active
- 2011-08-25 CN CN201180040999.7A patent/CN103190036B/zh not_active Expired - Fee Related
- 2011-08-25 PL PL11751822T patent/PL2609655T3/pl unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3017364A1 (de) * | 1980-05-07 | 1981-11-19 | Niebuhr Mikroschweißtechnik GmbH, 8752 Goldbach | Verfahren und vorrichtung zum verbinden eines leiters mit einem flachstecker |
| US4966565A (en) * | 1988-10-13 | 1990-10-30 | Yazaki Corporation | Crimp-style terminal and method of connecting crimp-style terminal and electric cable together |
| US4913678A (en) * | 1989-02-02 | 1990-04-03 | Gte Products Corporation | Electrical contact |
| DE4200492A1 (de) * | 1991-10-04 | 1993-04-08 | Ghassem Dipl Ing Azdasht | Vorrichtung zum elektrischen verbinden von kontaktelementen |
| JP2000231944A (ja) * | 1999-02-12 | 2000-08-22 | Sumitomo Wiring Syst Ltd | 接続端子と電線の接続部の構造及び接続装置 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107732495A (zh) * | 2016-08-12 | 2018-02-23 | 东莞莫仕连接器有限公司 | 接线端子组件 |
| CN111355109A (zh) * | 2018-12-20 | 2020-06-30 | 罗伯特·博世有限公司 | 用于制造导电的铜绞线-铜条带-连接的方法 |
| CN111355109B (zh) * | 2018-12-20 | 2024-08-13 | 罗伯特·博世有限公司 | 用于制造导电的铜绞线-铜条带-连接的方法 |
| CN111375579A (zh) * | 2018-12-28 | 2020-07-07 | 汉能移动能源控股集团有限公司 | 薄片扶起清洁装置 |
| CN114080737A (zh) * | 2019-07-03 | 2022-02-22 | 格鲍尔格里勒电缆有限公司 | 电导体与接触元件之间的电连接 |
| CN114080737B (zh) * | 2019-07-03 | 2024-05-28 | 格鲍尔格里勒电缆有限公司 | 电导体与接触元件之间的电连接 |
| US12015230B2 (en) | 2019-07-03 | 2024-06-18 | Gebauer & Griller Kabelwerke Gesellschaft M.B.H. | Electrical connection between an electrical conductor and a contact element |
| CN113972545A (zh) * | 2020-07-22 | 2022-01-25 | 矢崎总业株式会社 | 带端子的电线制造方法以及带端子的电线 |
| CN113972545B (zh) * | 2020-07-22 | 2023-10-20 | 矢崎总业株式会社 | 带端子的电线制造方法以及带端子的电线 |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2609655T3 (pl) | 2016-04-29 |
| US9325135B2 (en) | 2016-04-26 |
| DE102010035424A1 (de) | 2012-03-01 |
| ES2546872T3 (es) | 2015-09-29 |
| CN103190036B (zh) | 2016-03-30 |
| JP5752250B2 (ja) | 2015-07-22 |
| MX2013002209A (es) | 2013-10-28 |
| WO2012025235A1 (de) | 2012-03-01 |
| HUE027582T2 (en) | 2016-10-28 |
| MX345002B (es) | 2017-01-13 |
| JP2013536552A (ja) | 2013-09-19 |
| US20140144016A1 (en) | 2014-05-29 |
| EP2609655B1 (de) | 2015-08-12 |
| EP2609655A1 (de) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103190036B (zh) | 用于连接电导体与电接触部件的方法和装置 | |
| CN105556766A (zh) | 用于将电导体与电接触件连接的方法和设备 | |
| KR102109943B1 (ko) | 전기 단자를 전기 와이어에 크림핑하기 위한 방법 및 장치 | |
| CN104094470B (zh) | 压接端子、连接构造体、连接器、线束以及压接端子的制造方法、连接构造体的制造方法 | |
| JP5603524B1 (ja) | 圧着端子、圧着端子の製造方法、電線接続構造体、及び電線接続構造体の製造方法 | |
| KR101488468B1 (ko) | 압착 단자, 접속 구조체 및, 접속 구조체의 제조방법 | |
| KR102710699B1 (ko) | 와이어들을 연결하기 위한 크림프 | |
| US9289848B2 (en) | Method of attaching a wire cable terminal to a multi-strand wire cable | |
| CN105580202A (zh) | 用于在电线路与导电构件之间建立导电连接的方法 | |
| CN107453182B (zh) | 具有端子的电线的制造方法 | |
| JPH09161936A (ja) | 線材の接合方法 | |
| WO2018088189A1 (ja) | 素線接合部を有する導電部材の製造方法及び素線接合部を有する導電部材 | |
| CN101999192B (zh) | 电端子系统 | |
| KR20190138749A (ko) | 다중 버스형 종단부들 | |
| KR102586402B1 (ko) | 전선접속용 단자 및 전선접속용 단자와 전선의 접합방법 | |
| JP2000231944A (ja) | 接続端子と電線の接続部の構造及び接続装置 | |
| JP2009123451A (ja) | 電線と端子のスポット溶接方法 | |
| CN103001019A (zh) | 导线压接端子 | |
| JP5535287B2 (ja) | 接続構造体の製造方法、接続構造体、コネクタ、ワイヤハーネス | |
| JP6133080B2 (ja) | 圧着端子、圧着端子の製造方法、電線接続構造体、並びに電線接続構造体の製造方法 | |
| JP5607851B2 (ja) | 接続構造体の製造方法、及び圧着装置 | |
| JP2004119258A (ja) | フラットケーブルと接続端子の接続方法及び接続部 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20160330 |