The positive and negative alternative expression electrorheological fluid-assisted polishing of a kind of blade electrode device
Technical field
The present invention relates to a kind of polishing tool, relate in particular to the positive and negative alternative expression electrorheological polishing tool of a kind of blade electrode, belong to ultraprecise optical surface machining tool field.
Background technology
Along with the development of photoelectron mechanics of communication, the size of photoelectronic device element is reducing gradually.In optoelectronics industry product, wilderness demand is compared with the micro-optical non-spherical lens of low surface roughness, and this has promoted the research to non-spherical lens new method for processing.Traditional polishing instrument is mainly polishing disk.When the small ultraprecise 3 D workpiece of processing or mould, because the surface of the work size of polishing is small, be difficult to manufacture small polished die and abrasive material is stably gathered in to machining area, therefore traditional finishing method can not meet processing request.In order to obtain lower surface roughness, in polishing process, utilized the auxiliary finishing method of magnetic field and electric field.
The research of electro-rheological technology can be traced back to the 1950's.First American scholar Winslow invents and manufactures the liquid with high electroviscosity, i.e. current liquid.And in nineteen forty-seven, applied for that in the world first electric current becomes patent, by universally acknowledged be the founder of electro-rheological technology.Electro-rheological technology is a kind of new and high technology of controlling rheologic characteristics of material by extra electric field, and the material base of electro-rheological technology is ER fluid.ER fluid is the complex fluid being mixed by the dielectric grain between nanometer and micro-meter scale and high iknsulating liquid, when applying electric field, dielectric grain is under the effect of induced dipole moment, direction along electric field line forms chain, column structure, and these chains, column structure have changed the rheological behavior of current liquid.Make to have obvious yield stress, becoming intensity can solid-state with the class of general solid-phase comparison (weak solid-state) material, and this special physical phenomenon is called electric rheological effect.
Electro-rheological technology is applied to that polishing field proposes in 1999 by the people such as Chuan Chang source, kitchen (T.Kuriyagawa) of northeastern Japan university the earliest, and he sneaks into fine abrasive in ER fluid, pass through applying high voltage, ER fluid will form the flexible polishing head with certain apparent viscosity and shearing force near tool-electrode, and follow tool-electrode motion to surface of the work generation shearing, realize polishing.This technology is the novel optical Surface-micromachining process that a kind of combination electrodynamics, hydrodynamics and analytical chemistry theory combine.Under computer auxiliary, can realize high-precision certainty polishing.
ER fluid polishing technology is because its polishing spot size is little, thereby can control exactly removal amount, and do not produce sub-surface breakdown layer, is conducive to obtain higher surface roughness, manufactures super-smooth surface.Yet while adopting traditional needle-like electrorheological polishing tool to carry out polishing, because its shear rate is little and polish pressure is limited, known according to Preston empirical equation, its removal efficiency is lower; Because conventional tool positive and negative electrode is all to adopt separate type to install, cause the power line between positive and negative electrode to transfer to rupture because of the high-speed rotary of electrode, thereby affect the stability of electric rheological effect simultaneously.
Summary of the invention
The object of the invention is, in order to solve the problem that existing electrorheological polishing tool material removing rate is low and the integrated difficulty of instrument positive and negative electrode is large, to have designed the positive and negative alternative expression electrorheological fluid-assisted polishing of a kind of blade electrode device.The structure of this device adopts fairshaped design, in conjunction with the nonlinear Distribution of electric field, can significantly improve material removal efficiency; And the positive and negative electrode blade alternate periodic arrangement of this burnishing device, makes Electric Field Distribution compact, and electric rheological effect fully demonstrates; The both positive and negative polarity of this burnishing device has been realized integral-rotation simultaneously, has effectively avoided the problem of power line fracture in rotary course, can realize certainty, the flexible polishing of complex optical surfaces.
The technical solution used in the present invention is:
The positive and negative alternative expression electrorheological fluid-assisted polishing of a kind of blade electrode device, comprise motor, nut, support, insulation sleeve, keyset, shaft coupling, support bar, rotating shaft, base, brush cover, screw, annulus brush, anode conducting cylinder, insulating concrete cylinder etc., also comprise Integrated electrode rubbing head.
Described Integrated electrode rubbing head, comprises electrolytic polishing blade, blade insulation sleeve, negative electrode polishing blade; Its annexation is: negative electrode polishing blade and rotating shaft lower end fixing formation negative electrode, is insulating with blade insulation sleeve with anode conducting cylinder contact position; The fixing formation of electrolytic polishing blade and anode conducting cylinder anode, fixes by blade insulation sleeve and rotating shaft, and distributes with negative electrode polishing blade alternate, forms Integrated electrode rubbing head;
Described Integrated electrode rubbing head can be made spinning motion under the drive of motor;
Described motor is rack-mount; Support is fixed on precise numerical control machine by the keyset on it, controls support and does multifreedom motion; Rotating shaft upper end and rotor are fixed by shaft coupling, and rotating shaft lower end and polishing electrode head are fixed as one;
Described rotating shaft is connected with DC high-voltage power supply negative pole, makes negative electrode polishing blade as negative electrode;
Screw and the insulation sleeve on support passed in the upper end of described support bar, and fixes by nut and support, and the lower end of support bar, through screw and insulation sleeve on base, is fixedly connected with base with nut; Brush cover is fixed on to base center; Annulus brush is fixed in the groove of brush cover, and close contact outside annulus brush inner side and anode conducting cylinder;
Described base is connected with DC high-voltage power supply is anodal, and making base, brush cover, annulus brush, anode conducting cylinder, electrolytic polishing blade is anode;
The present invention adopts the Integrated electrode rubbing head of rotation to carry out polishing; When applying high-voltage dc voltage on electrolytic polishing blade, negative electrode polishing blade, to there is electric rheological effect in the ER fluid that is mixed with polish abrasive between two polishing blades, become glue-like class solid, be gathered between two burnishing devices and edge, form " flexible polishing head "; During instrument rotation, drive " flexible polishing head " rotation and contact with surface of the work, under the actings in conjunction such as dynamic pressure that produce at the polarization pressure being produced by electric field, fluid gravity and fluid rotary, surface of the work is produced to certain shearing force, the removal of realization to surface of the work material, thus reach polishing effect; During work, this electric current becomes the positive and negative alternative expression electrorheological fluid-assisted polishing of blade electrode device in conjunction with multivariant precise numerical control machine, by computer control Integrated electrode rubbing head, move, and meet rotating shaft and workpiece spindle is angled, the normal of " flexible polishing head " centre of surface point of forming along Integrated electrode rubbing head is overlapped, the certainty polishing of realization to optical surface element with workpiece polishing area normal.
Beneficial effect:
1) the object of this invention is to provide the integrated form electrode instrument that a kind of electrorheological fluid-assisted polishing equipment is used, it is easy that the electric field of this integrated form electrode instrument applies mode, solved the large problem of the integrated difficulty of positive and negative electrode, can avoid the power line between positive and negative electrode to transfer to rupture because of the high-speed rotary of electrode, thereby affect the stability of electric rheological effect.
2) the object of this invention is to provide the integrated form electrode instrument that a kind of electrorheological fluid-assisted polishing equipment is used, this integrated form electrode instrument is streamlined has improved the adhesive force of ER fluid with design torsional surface, makes the shear pressure of polishing more stable.
3) integrated form electrode instrument adopts the mode of positive and negative electrode blade alternate, make Electric Field Distribution have continuously, compared with cycle, conforming feature, make shear pressure have more stability and uniformity.
4) integrated form electrode instrument adopts the mode ,Shi center electric-field intensity of positive and negative electrode blade alternate large, and electric field weakens gradually from inside to outside, has suppressed the little feature of core material removing rate causing because tool heads central area linear velocity is little.
Accompanying drawing explanation
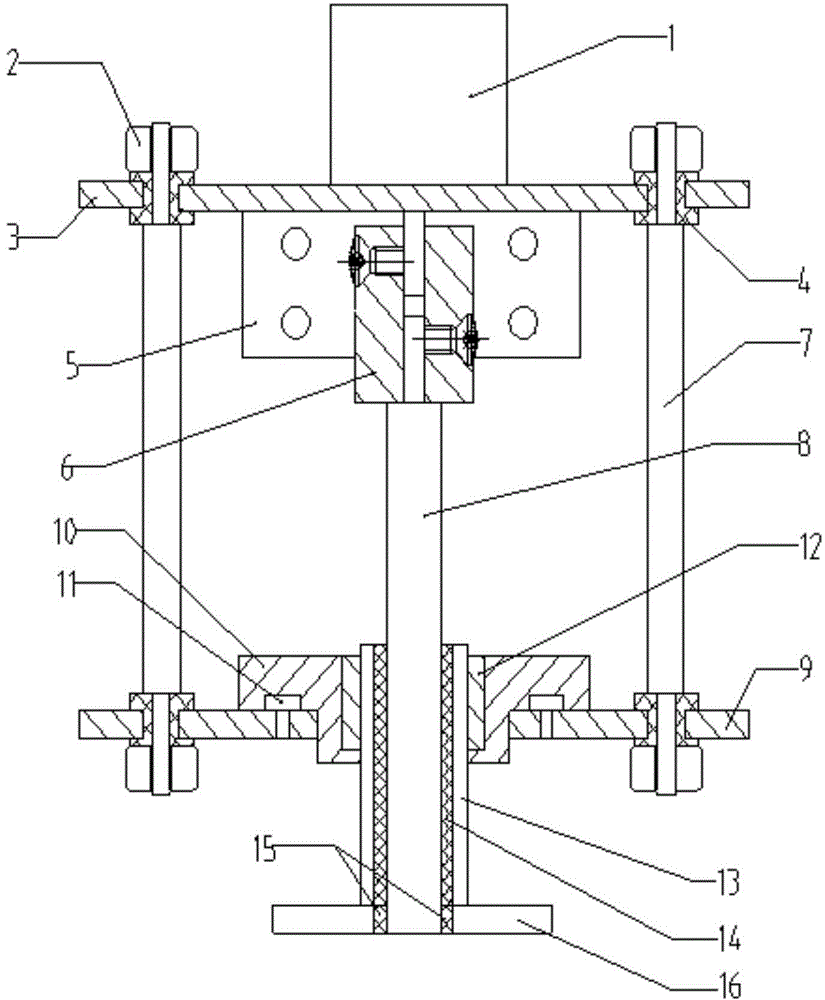
Fig. 1 is the structural representation of apparatus of the present invention;
Fig. 2 is the schematic three dimensional views of vane type electrode of the present invention;
Fig. 3 is the lower view of vane type polishing electrode head of the present invention;
Fig. 4 is the schematic three dimensional views of vane type polishing electrode head of the present invention;
Fig. 5 is the distribution map of electric-field intensity between vane type electrode of the present invention;
Fig. 6 is the distribution map of electric-field intensity between two blade electrodes of the present invention;
In figure, 1-motor, 2-nut, 3-support, 4-insulation sleeve, 5-keyset, 6-shaft coupling, 7-support bar, 8-rotating shaft, 9-base, 10-brush cover, 11-screw, 12 annulus brushes, 13-anode conducting cylinder, 14-insulating concrete cylinder, 15-blade insulation sleeve, 16-negative electrode polishing blade, 17-electrolytic polishing blade.
Specific embodiments
For objects and advantages of the present invention are described better, below in conjunction with embodiment and accompanying drawing, the present invention is described further.
As shown in Figure 1, the burnishing device in the embodiment of the present invention comprises that motor 1, nut 2, support 3, insulation sleeve 4, keyset 5, shaft coupling 6, support bar 7, rotating shaft 8, base 9, brush cover 10, screw 11, annulus brush 12, anode conducting cylinder 13, insulating concrete cylinder 14, blade insulation sleeve 15, negative electrode polishing blade 16 form; Motor 1 is arranged on support 3 by locating slot and screw; Support 3 is fixed on Ultra-precision CNC Machine by the keyset 5 on it, to control support according to certain orbiting motion; Rotating shaft 8 upper ends are connected with motor 1 rotating shaft by shaft coupling 6, and lower end is connected with Integrated electrode rubbing head, and it makes spinning motion under the drive of motor 1; Screw and the insulation sleeve 4 on support 3 passed in the upper end of support bar 7, and with nut 2, itself and support 3 is fixing, and screw and the insulation sleeve on base 9 passed in the lower end of support bar 7, and with nut, it is fixedly connected with base 9; Brush cover 10 is fixed on base 9 centers by screw 11; Annulus brush 12 is placed in the groove of brush cover 10, and the two is fixedly connected with, and annulus brush 12 and anode conducting cylinder 13 upper end close contacts; Described base 9 is connected with DC high-voltage power supply is anodal, and making base 9, brush cover 10, annulus brush 12, anode conducting cylinder 13 is anode; Described rotating shaft 8 is connected with DC high-voltage power supply negative pole, makes negative electrode polishing blade 16 as negative electrode.
As Fig. 2, it is the schematic three dimensional views of vane type electrode of the present invention.This blade rubbing head is used eight blade electrodes.Blade adopts the curved surface reversing, and electrode tool airflow design has improved the adhesive force of ER fluid, makes the shear pressure of polishing more stable.
As Fig. 3, it is the lower view of vane type polishing electrode head of the present invention.Negative electrode polishing blade 16 and rotating shaft 8 lower ends fixing formation negative electrode, insulating with blade insulation sleeve 15 with anode conducting cylinder 13 contact positions; Electrolytic polishing blade 17 and the fixing formation anode of anode conducting cylinder 13, fixing with rotating shaft 8 by blade insulation sleeve 15, and be alternately distributed with negative electrode polishing blade 16, form Integrated electrode rubbing head.It makes spinning motion under the drive of motor 1.
As Fig. 4, it is the schematic three dimensional views of vane type polishing electrode head of the present invention.
As Fig. 5, it is the distribution map of electric-field intensity between vane type electrode of the present invention.Leading to after positive voltage to the logical negative voltage of negative electrode polishing blade 16, electrolytic polishing blade 17 on polishing electrode head, between negative electrode polishing blade 16 and electrolytic polishing blade 17, produce center electric-field intensity large, the Electric Field Distribution that electric field weakens gradually from inside to outside.
As Fig. 6, it is the distribution map of electric-field intensity between two blade electrodes of the present invention.On figure, can clearly see that electric field points to negative electrode polishing blade along electrolytic polishing blade, produces center electric-field intensity large, the Electric Field Distribution that electric field weakens gradually from inside to outside.