CN110901057A - 一种光固化3d打印系统 - Google Patents
一种光固化3d打印系统 Download PDFInfo
- Publication number
- CN110901057A CN110901057A CN201911347069.0A CN201911347069A CN110901057A CN 110901057 A CN110901057 A CN 110901057A CN 201911347069 A CN201911347069 A CN 201911347069A CN 110901057 A CN110901057 A CN 110901057A
- Authority
- CN
- China
- Prior art keywords
- printing
- layer
- spreader
- light
- spreading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/218—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/286—Optical filters, e.g. masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
Abstract
本发明涉及一种光固化3D打印系统,包括料载体和铺料器,铺料器为转带式结构,铺料器的铺料侧至少有部分区域为透光区,铺料器与载料体发生相对平移运动,将光敏打印料铺设到透光区相对的所述载料体上,且铺设的光敏打印料还处于被挤压状态时,光束透过所述透光区并根据要打印的三维模型信息选择性照射所述透光区相对的光敏打印料形成固化层,铺料器与所述料载体能够相对竖向运动,打印过程中,使得所述铺料器与所述料载体之间的距离拉大,在料载体上由所述固化层层层堆叠形成固化模型。本发明能够实现铺料与光照固化的同步进行,有利于提升3D打印的速度和打印精度,适用范围更加广泛,且有利于降低设备成本和生产成本。
Description
技术领域
本发明属于3D打印的技术领域,特别是涉及一种光固化3D打印系统。
背景技术
现有的光固化打印方法主要采用激光或DLP光源照射光敏树脂形成固化层,层层堆叠形成三维模型,例如SLA(Stereo Lithography Apparatus)或DLP(Digital LightProcessing)光固化打印方法。对于光敏树脂与其他粉末材料混合的浆料,一般采用类似SLS(Selective Laser Sintering)或3DP(在粉末床上铺粉然后选区喷射粘结剂层层叠加制作模型)中铺粉的方式,先将浆状光敏打印料刮平,然后用光束照射,形成固化层,然后重复上述过程将固化层层层堆叠直至三维模型打印完成。
由于铺料和光照固化是分时进行,影响了打印速度,另外,浆状光敏打印料,例如光敏树脂或光敏树脂与其他粉末材料形成的粘稠的奖状的打印料,铺设的厚度容易受刮板间隙,刮板移动速度,料载体(打印平台)的温度或振动,打印料的粘度和表面特性,或打印料成分配方,浆状打印料的压强等多种因素的影响,进而影响铺料层厚的精度和三维模型的精度。
发明内容
本发明所要解决的技术问题是提供一种光固化3D打印系统,实现铺料与光照固化的同步进行,提升3D打印速度和打印精度。
本发明解决其技术问题所采用的技术方案是提供一种光固化3D打印系统,包括料载体和铺料器,所述铺料器为转带式结构,所述铺料器包括转带和转辊组,所述转带由所述转辊组支撑并随转辊组转动,所述铺料器的铺料侧至少有部分区域为透光区,所述透光区设置在转带上,所述铺料器与载料体发生相对平移运动,将光敏打印料铺设到透光区相对的所述载料体上,且铺设的光敏打印料还处于被挤压状态时,光束透过所述透光区并根据要打印的三维模型信息选择性照射所述透光区相对的光敏打印料形成固化层,所述铺料器与所述料载体能够相对竖向运动,打印过程中,使得所述铺料器与所述料载体之间的距离拉大,在所述料载体上由所述固化层层层堆叠形成固化模型。
所述铺料器还包括透明压板,所述透明压板与转带铺料侧的内侧面贴压用于减小转带铺料侧的变形。
还包括辅助刮料器和成像打印头,所述铺料器外侧设置辅助刮料器,使光敏打印料先在所述铺料器表面形成预打印料层,然后再经所述铺料器铺设到所述料载体上,所述成像打印头相对铺料器的周面设置并能够通过所述成像打印头在预打印料层上形成成像层。
所述成像打印头为彩色喷头,所述彩色喷头相对铺料器的周面设置并能够通过彩色喷头在预打印料层上形成彩色颜料的成像层。
所述成像打印头为电磁成像打印头总成,所述电磁成像打印头总成包括可转动的显影鼓且所述显影鼓相对铺料器的周面设置,通过电磁成像打印头总成在预打印料层上选择性打印形成的成像层为显影料层。
所述成像打印头为包若干电磁成像打印头总成和可转动的传送鼓,所述电磁成像打印头总成包括可转动的显影鼓且若干显影鼓相对传送鼓的周面设置,所述传送鼓相对铺料器的周面设置,通过若干电磁成像打印头总成在传送鼓表面选择性打印形成的成像层为复合显影料层并通过传送鼓将复合显影料层传送至铺料器与铺料器表面的预打印料层吸附结合。
还包括给料器,所述给料器设置于所述铺料器的周面外侧或者与所述料载体相对平移运动方向的前方。
还包括用于将铺料器表面多余光敏打印料吸除或者将固化层表面多余光敏打印料吸除的打印料回收器。
所述铺料器部分浸没于光敏打印料中,所述转带两侧的边缘分别设有防止光敏打印料流入转带内部的竖边结构,通过所述铺料器转动在凸出于光敏打印料液面的外侧形成预打印料层并将光敏打印料铺设到铺料器与载料体之间。
至少两个铺料器同时工作,各铺料器分别铺设异质或异色的光敏打印料,各铺料器同时对同一铺料层进行匹配铺料和分别选择性光照固化得到一层异质或异色的固化层。
至少两个铺料器同时工作,相邻铺料器铺料的高度方向的位置相差一层铺料层的厚度,各铺料器分别同时对不同的铺料层进行铺料和选择性光照固化。
所述料载体的相对两侧分别设有往复交替升降的给料活塞,当一侧给料活塞用于给料时,另一侧给料活塞用于接收多余的光敏打印料。
一种光固化3D打印系统,包括料载体和铺料器,所述料载体具有圆柱状的成型表面且能够沿其中轴线转动,所述铺料器为转带式结构,所述铺料器包括转带和转辊组,所述转带由所述转辊组支撑并随转辊组转动,所述铺料器的铺料侧至少有部分区域为透光区,所述透光区设置在转带上,所述铺料器的转带与载料体之间发生相对转动将光敏打印料铺设到透光区相对的所述载料体上,且铺设的光敏打印料还处于被挤压状态时,光束透过所述透光区并根据要打印的三维模型信息选择性照射所述透光区相对的光敏打印料形成固化层,所述铺料器与所述料载体能够相对竖向运动,打印过程中,使得所述铺料器与所述料载体之间的距离拉大,在所述料载体上由所述固化层层层堆叠形成固化模型。
所述铺料器的转带与载料体之间发生相对转动进行铺料的同时,所述铺料器与料载体之间沿相互远离的方向同步产生连续的相对竖向运动。
一种光固化3D打印系统,包括料载体和铺料器,所述铺料器为转带式结构,所述铺料器包括转带和转辊组,所述转带由所述转辊组支撑并随转辊组转动,所述铺料器的铺料侧至少有部分区域为透光区,所述透光区设置在转带上,所述转带的外侧面沿环周方向形成齿槽和齿凸面连续间隔排列的齿结构,所述齿凸面为可透光结构,所述齿槽为非透光结构,所述转带循环转动通过齿槽将光敏打印料铺设到透光区相对的所述载料体上,且铺设的光敏打印料还处于被挤压状态时,光束透过所述透光区并根据要打印的三维模型信息选择性照射所述透光区相对的光敏打印料形成固化层,所述铺料器与所述料载体能够相对竖向运动,打印过程中,使得所述铺料器与所述料载体之间的距离拉大,在所述料载体上由所述固化层层层堆叠形成固化模型。
有益效果
第一,本发明中由于铺料和光照固化是同时进行,可以实现更快的打印速度;转带式铺料器的铺料侧面积大,可大幅增加光照面积,更加有利于提高打印速度;另外,还可以设置多个打印头同时沿相同或者不同的铺料层进行铺料和打印,进一步提升打印速度,同时还能够实现复合材料打印模型的成型。
第二,本发明中铺料器与固化模型之间的间隙(与铺料层厚度相关)可以通过装置设定或控制系统实现精确的控制,光敏打印料处于铺料层厚度完全受控的状态时被光束选择性照射成型,铺料器与固化层脱离后,固化层的厚度不再变化或变化很小,从而可以实现更加精确的三维模型的打印;另外,由于光敏打印料处于被挤压状态时固化成型,也利于提升所打印的三维模型的密度和强度。
第三,本发明可以在转带式铺料器周面外侧设置成像打印头,成像打印头可以是彩色喷头或电磁成像打印头总成,可实现快速的具有图案或彩色模型打印。
第四,本发明可以实现蜗旋形式的3d打印,实现更加快速的打印速度,尤其适合具有环形特征的零件的打印。
第五,本发明中铺料器为转带式结构,通过调控铺料器的转动速度以及相对料载体的水平移动速度,能够使得铺料器与料载体或者料载体上的固化模型之间保持纯滚动,在打印过程中通过转动剥离的方式实现与固化层的分离,既能够有利于加快铺料器与固化层之间的脱离效率,又能够降低铺料器与固化层发生脱离对固化层结构精度造成影响,从而有利于提高打印精度和打印速度;另外,纯滚动的转带在打印过程中几乎不存在摩擦,有利于降低对转带表面造成的磨损,保证转带持久的透光性,有利于提升转带的使用寿命;另外,还可以在铺料器的周面设置用于降低固化层与转带黏连的隔离层,能够更加有利于提高打印精度和打印速度,提高了该装置对比较粘稠的光敏打印料的适应性。
第六,由于铺料器的铺料侧的光敏打印料在受控状态下即被光照发生固化,使得环境温度、振动等外界因素对打印精度的影响大为降低,更适合应用于打印装置的安装基础是运动的场合,例如船舶、火车或飞机等。
第七,本发明通过给料器能够实现在铺料和光照固化的同时进行给料,从而避免了需要在料载体上铺满光敏打印料,同时能够实现对给料量的控制,可以极大地降低对光敏打印料的使用量,简化设备结构,降低设备承重要求,有利于降低设备成本和装置运行成本。
第八,本发明采用转带式铺料器,转带采用转辊支撑,可以实现更大的内部空间,方便布设光源;通过转辊的合理调整,可以灵活的调整转带的布置和形状,使得转带式铺料器具有更加灵活和更广泛的应用适用性。
附图说明
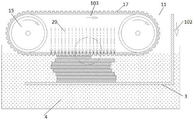
图1为本发明实施例1的结构示意图。
图2为图1的俯视结构示意图。
图3为图1的A-A剖视结构示意图。
图4为本发明实施例2的结构示意图(状态一)。
图5为本发明实施例2的结构示意图(状态二)。
图6为本发明实施例3的结构示意图(状态一)。
图7为本发明实施例3的结构示意图(状态二)。
图8为本发明实施例4的结构示意图。
图9a为本发明实施例5的结构示意图。
图9b为图9a的A-A剖视结构示意图。
图10为本发明实施例6的结构示意图。
图11为本发明实施例7的结构示意图。
图12为本发明实施例8的结构示意图。
图13为本发明实施例9的结构示意图。
图14为本发明实施例10的结构示意图。
图15为本发明实施例11的结构示意图。
图16为本发明实施例12的结构示意图(状态一)。
图17为本发明实施例12的结构示意图(状态二)。
图18为本发明实施例13的结构示意图。
图19为本发明实施例14的结构示意图。
图20为本发明实施例15的结构示意图。
图21为图20的局部放大示意图。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
实施例1
如图1所示的一种光固化3D打印系统,包括料载体3和铺料器11。其中,铺料器11包括转带17和转辊组,转辊组(至少包括两根转辊)包括转辊15-1和15-2,转带17由转辊组支撑,并随转辊组的转动而沿箭头103转动。铺料器11的铺料侧至少有部分区域为透光区12,这里的铺料侧是指铺料器11与料载体3相对的一侧,也即图1所示的转带17底部,当然随着转带17的转动,铺料侧所对应转带17上的具体部位是动态变化的。透光区12设置在转带17上,例如转带17可以是透明的,即转带17可以采用透光材料制作,光束29透过转带17照射处于挤压状态的打印料形成固化层41。为了减小转带17的变形,提升铺料层的厚度精度,铺料器11还可以包括透明压板16,透明压板16可以透光,例如光束29透过透明压板16和转带17照射光敏打印料层。也可以在转带17的表面设置隔离层46,进一步提升转带17与固化层41的分离速度。例如可以进一步设置涂布器70,可以向转带17表面涂布润滑层,或者,涂布器70向转带17渗入聚合抑制剂(如氧气),以便转带17可以更容易与固化层41分离。
参见图1,透光区12是在转带17上朝向料载体3的一侧的平面部分的区域,例如循环转带17可以是透明的,光束29透过转带17照射转带17下方处于挤压状态的光敏打印料4形成固化层41。铺料器11与料载体3之间可以进行相对平移运动和相对竖向运动,例如料载体3沿第一箭头101移动或者铺料器11沿第一箭头101相反方向的移动实现铺料器11与料载体3之间相对平移运动,料载体3沿第二箭头102移动或者铺料器11沿第二箭头102相反方向的移动实现铺料器11与料载体3之间相对竖向运动。铺料器11与料载体3之间相对平移运动将打印料4铺设到铺料器11与料载体3之间,光束29透过转带17(即透过转带17上的透光区12)照射铺设到铺料器11与料载体3之间打印料形成固化层41。每打印完成一层,铺料器11与料载体3之间相对竖向运动设定距离,例如料载体3沿第二箭头102移动层厚的距离,然后铺料器11与料载体3可以进行反向相对平移运动,例如料载体3沿第一箭头101相反反向移动,同时铺料器11沿第三箭头103相反方向转动,进行下一层打印料的铺设和固化,层层堆叠直至固化模型5打印完成。采用转带式铺料器11铺设和光照固化形成固化层41后,更加利于固化层41与转带17的脱离,同时可以设置较大面积的透光区12,利于加快固化速度。
另外还可以在转带17的表面设置隔离层46(图中未示出),隔离层46处于转带17与固化层41之间,进一步提升转带17与固化层41的分离速度。例如可以进一步设置涂布器70,可以向转带17表面涂布润滑层形成隔离层46;或者,通过涂布器70向转带17渗入聚合抑制剂(如氧气),使得靠近转带17的一层光敏打印料4由于吸收氧气而受到光束29照射也不会固化而形成隔离层46,设有隔离层46的转带17可以更容易与固化层41分离。在某些实施例中为了减小转带17的变形,提升铺料层厚度的精度,铺料器11还可以包括透明压板16,透明压板16与转带17铺料侧的内侧面贴压用于减小转带17铺料侧的变形。透明压板16可以透光,例如光束29透过透明压板16和转带17照射光敏打印料层。图中透明压板16不是本发明的必须,另外,透光区12、透明压板16以及光束29的照射投影区域大体上相对应。
图2示意了图1的俯视状态,且为了显示方便仅示出了透光区12、料载体3和固化模型5之间的位置关系。图中点划线示意了固化模型5相应层的轮廓图案,当铺料器11沿第一箭头101移动时,铺料器11会铺设光敏打印料4到料载体3上,同时透光区12也沿第一箭头101移动,当透光区12移动至与固化模型5的层轮廓图案投影交叠的照射区域26时进行光束照射,如图中的交叉线阴影示意。由于采用转带式结构,具有更大的透光区12,可以实现更大的照射区域26,可大幅提升打印速度。另外,通过调控转带17的转动速度以及铺料器11相对料载体3的水平移动速度,能够使得转带17与料载体3或者料载体3上的固化模型5之间保持纯滚动,转带17与41固化层41之间可以没有滑动,更利于提升固化层41的精确定位,提升打印精度。
图3为图1的A-A方向剖视结构,还示意了一种光源系统方案,光源2可以设置在转带17的外侧,在转带17内侧设置有反射镜85,将光源2发出的光束29朝向料载体3的方向反射,对固化层41进行选择性照射。如此的结构更加利于光源2的布置和选型,也方便光源2的散热,也利于减小转带17环绕包络的空间,利于缩减转带17的长度,利于提升转带17的寿命和降低成本。
在本发明各实施方式优选的方案中,铺料器11的转动速度与料载体3相对移动速度合理匹配,使得铺料器11的转带17与料载体3基本不会发生滑动,而仅是纯滚动,如此设置来保证铺设到料载体3上的铺料层能精确定位。
实施例2
参见图4和图5,在铺料器11的左右两侧都设置了辅助刮料器13,根据料载体3与铺料器11的相对水平运动方向决定哪个辅助铺料器13工作,以实现双向移动时都可以铺料和固化。例如,图4中,料载体3沿第一箭头101移动,或者转鼓沿第一箭头101相反的方向移动,铺料器11沿第三箭头103转动(即转带17沿第三箭头103转动),辅助刮料器13-2工作,并在铺料器11的左侧形成预打印料层42,经铺料器11将预打印料层42铺设到料载体3上,经光束29照射固化形成固化层41。当一层打印完,料载体3沿第二箭头102下移设定距离,如一个铺料层层厚的距离,然后如图5沿第一箭头101方向运动进行下一层打印,或者转鼓沿第一箭头101相反的方向移动,铺料器11反向转动,即沿图5中的第三箭头103转动,同时,右侧的辅助刮料器13-1工作,在铺料器11右侧形成预打印料层42,被铺料器11铺设到料载体3上,同时被光束29照射固化形成固化层41。如此反复直至固化模型5打印完成。如此可以实现料载体3往复运动过程中都可以铺料和打印,提高打印速度。另外,图4和图5中还示意辅助刮料器13采用转辊的形式,当然还可以是其他形式,如刮板的形式,相比刮板的形式通过控制转辊形式的辅助刮料器13的旋转更利于控制预打印料层42的层厚。另外,图4和图5中还示意了设置给料器18,如右侧的给料器18-1和左侧的给料器18-2,给料器可以随对应的辅助铺料器13一同工作。
另外,图5中还示意在铺料器11的上方设置光源2,光源2发出的光束透过整个铺料器11照射铺料器11与料载体3之间的预打印料层42(也即铺料层)形成固化层41。由于光源2设置在铺料器11的外部,更方便光源2的设置与选型,也方便光源2的散热。例如通过在光源2左右两侧都设置打印料回收器19,例如在光源2的右侧设置打印料回收器19-1和左侧设置的打印料回收器19-2,两个打印料回收器可以在铺料器11往复运行时交替工作,可以确保铺料器11的外侧清洁,避免光束29照射时将图中铺料器11带动到转带17上方的打印料固化,而影响后续铺料和精确打印。图4和图5还示意了通过在铺料器11上形成预打印料层42,可以不用在料载体3上铺满打印料,可以减少打印过程中打印料的应用,可简化结构,降低成本。
实施例3
图6和图7示意还可以在铺料器11上设置成像打印头,例如图6中的成像打印头为彩色喷头83。图6示意先通过给料器18-2和辅助刮料器13-2在铺料器11上形成预打印层42,然后通过彩色喷头83将颜料喷射到铺料器11上的预打印料层42上形成成像层,具体的此成像层为彩色颜料,预打印料层42随铺料器11旋转带到铺料器11与料载体3之间的位置被光束29照射形成固化层41,层层固化形成彩色模型或者具有立体图案的固化模型。图7示意彩色喷头83先将颜料喷射到铺料器11上,然后通过给料器18-1和给料器18-1下游的辅助刮料器13-1在铺料器11上继续形成预打印料层42,此预打印料层42将颜料覆盖,并随铺料器11旋转带到铺料器11与料载体3之间的位置被光束29照射形成固化层41,层层固化形成彩色模型或者具有立体图案的固化模型。本实施例与图8所示的将彩色喷头83与铺料器11独立设置的实施例相比,可以减少铺料器11左右空间的占用,利于减少打印头左右方向移动的行程,而且彩色颜料与预打印料层42事先结合,同时铺料和固化,利于提升彩色固化模型的打印速度。
图6和图7中还示意在铺料器11的左右两外侧可以分别设置打印料回收器19,如右侧的打印料回收器19-1和左侧的打印料回收器19-2,方便将铺设到料载体3上或者固化模型5上但没有固化的多余光敏打印料4回收,保持打印过程的清洁,提升模型的精度,且没有大量打印料铺设在料载体3上,可以节约打印料的使用量,降低应用成本。打印料回收器19可以采用真空吸料器或其他能实现流动态打印料回收的装置。
实施例4
图8示意彩色喷头83还可以设置在铺料器11的左右两外侧,或至少一外侧设置有彩色喷头83,两外侧都设置彩色喷头可以实现铺料器11左右往复运动都可同步进行彩色打印。例如图8中,铺料器11沿第一箭头101移动,转带17沿第三箭头103转动,给料器18向铺料器11上铺料并由刮料器13-1形成设定厚度的预打印料层42,由铺料器11铺设到料载体3与铺料器11之间,由光束29照射固化形成固化层41。然后打印料回收器19-2将没有固化的多余光敏打印料4回收,然后彩色喷头83-2向固化层41表面喷射颜料,形成彩色打印。当然,也可以是右侧的彩色喷头83-1先喷射颜料,然后铺料器11再铺设预打印料层42并由光束29透过铺料器11照射固化形成固化层41,然后由打印料回收器19-2将没有固化的多余光敏打印料4回收。采用此结构可以形成彩色模型或具有图案模型的打印,而且是铺料、固化和彩色打印等过程都可以同时进行,可大幅提升彩色模型的打印速度。
图中还示意采用4个转辊15支撑转带17形成铺料器11,可以形成更大的铺料器11内部空间,更方便内部器件,如光源2的布置,还不会增加左右方向的尺寸,更利于铺料器11的结构紧凑,如果采用直径小些的转辊15,铺料器11在相同左右尺寸的情况下可以增加朝向料载体3方向的透光区12的面积(平面区域的面积),利于打印装置的结构紧凑,也利于铺料器11左右往复运动行程的减少和光束照射面积增加,提升打印速度。
实施例5
图9a示意铺料器11设置在料载体3的下方,铺料器11设置在料箱68内,料箱68内储存有光敏打印料4的料液,铺料器11部分浸没在光敏打印料4中,随着铺料器11的转动,转带17带动光敏打印料4在凸出于光敏打印料4液面以上的外侧面形成预打印料层42,并带动到料载体3与铺料器11之间的区域,光源2发出的光束29透过转带17照射形成固化层41。采用此结构可以方便转带17带动光敏打印料4形成预打印料层42,且不必单独设置给料器和辅助刮料器,结构简单。铺料器11、料箱68和光源2可以构成打印头。例如打印头可以沿第一箭头101方向移动,打印完成一层,料载体3沿第二箭头102移动设定距离,如一个铺料层层厚的距离,然后打印头沿第二箭头102相反方向移动,同时转带17沿第三箭头103相反方向转动,进行下一层的打印。层层堆叠固化,直至固化模型5打印完成。此实施例更加利于减少打印料的应用,没有固化的预打印料层42更容易被带回到料箱68,进行随转带17循环利用,不容易滴落到料载体3上,利于节约打印料,降低成本,保持打印过程的整洁,有利于提升打印精度。图9a中采用4个转辊15的效果与图8中的类似,不累述。
为了防止光敏打印料4进入转带17的内部,被光束29照射固化而影响转带17的正常工作,可在转带17两侧的边缘设置竖边结构,如图9b所示。竖边结构包括第一竖边17-1向转带17的内侧方向竖起,转带17部分浸没于光敏打印料4时不会让光敏打印料4流入转带17的内部。竖边结构还可以包括第二竖边17-2,第二竖边17-2与第一竖边17-1连接并向转带17的外侧方向竖立伸出,最优的,第二竖边17-2不会凸出转带17,第一竖边17-1与第二竖边17-2之间形成环状的沟槽,可让多余的光敏打印料4沿此沟槽回流到料箱68内。竖边结构还可以提升转带17的刚度,减小转带17的变形,提升打印精度。
实施例6
图10示意将电磁成像技术与铺料器11相结合的一种图案或彩色模型的打印方法。此实施例中的成像打印头为电磁成像打印头总成72将显影器78中的显影料86选择性的吸附到显影鼓62上,随显影鼓62的旋转,形成成像层,即显影料层88,例如图中的电磁成像打印头总成72-1形成的显影料层88-1被吸附到转带17上,图中示意显影料层88-1吸附到转带17上的预打印料层42上,当然也可以是显影料层88-1先吸附到转带17上,然后再向转带17上铺设预打印料层42。还可以设置多个电磁成像打印头总成72,例如图中还在电磁成像打印头总成72-1的下游位置设置了电磁成像打印头总成72-2,形成显影料层88-2也转移到转带17上,采用多个电磁成像打印头总成可以形成更多颜色的彩色打印。在电磁成像打印头总成72对应的转带17的内侧分别设置有偏压装置36,偏压装置36具有高的电压或磁场,可以将显影料层88吸附到转动17上,例如电磁成像打印头总成72-1对应设置有偏压装置36-1,电磁成像打印头总成72-2对应设置有偏压装置36-2。图中还示意在转带17与辅助刮料器13相对应的内侧设置有辅助转辊15a,控制辅助刮料器13与辅助转辊15a的间隙可以更精确的控制预打印料层厚度,利于提升打印精度。
实施例7
图11示意成像打印头包括多个电磁成像打印头总成72与传送鼓92同步配合设置,即显影鼓62与传送鼓92之间都是同步转动,相互之间纯滚动,提升显影料层88的转移精度。每个电磁成像打印头总成72的显影料层88都在相应的位置相互匹配的转移到传送鼓92上,在传送鼓92上根据预固化模型的层图案相应的形成了彩色的复合显影料层,然后将此复合显影料层都转移到转带17上形成成像层,进行彩色模型打印。采用传送鼓92的方式可以更精确的实现每层不同颜色或材料的显影料层的匹配铺设,由于每个显影鼓62与传送鼓92之间的位置和转速更容易精确控制,可以实现更加精确的层颜色排布,实现更精确的彩色模型打印。如图11中还示意传送鼓92内侧与各显影鼓62对应的位置设置有具有电压或磁场的传送偏压装置94,用于将相应的显影料层吸引到传送鼓92上,例如与电磁成像打印头总成72-1对应设置的传送偏压装置94-1,与电磁成像打印头总成72-2对应设置的传送偏压装置94-2,与电磁成像打印头总成72-3对应设置的传送偏压装置94-3。与传送鼓92对应的转带17的内侧设置有偏压装置36,例如还可能让偏压装置36与支撑转带17的转辊15共用,节约空间和成本。
如图11示意,还可以设置外加固化器22,外加固化器22可朝向料载体3的方向进行光照或加热,对已经铺设到料载体3上的打印料层继续进行固化,加快打印速度,也利于颜料与固化层41之间的进一步融合,例如加入的彩色颗粒颜料可以在模型成型后再加热,熔融后与光敏树脂更好结合。当然,还可以在外加固化器22与铺料器11之间设置打印料回收器19(图中未示出)。
实施例8
图12示意铺料器11可以由三个转辊15支撑转带17构成,形成三角形的铺料器11,图中示意铺料器11在料载体3的下方,当然也可以在料载体3的上方。在铺料器11的左右两侧上可以布置给料器18和电磁成像打印头总成72(即成像打印头)。图中示意给料器18可以同时起到辅助刮料器的作用,在转带17上形成预打印料层42,当然也可以在给料器18的下游位置设置辅助刮料器13(图中未示出)。如此的布置更加利于打印头空间的紧凑,在确保比较大的透光区12的情况下,可以让铺料器11远离料载体3的部分减小,利于其他器件的排布。
图11和图12中还示意料载体3可以沿轨迹109运动,如此打印头可以不移动,简化打印头的结构和控制。当然料载体3每沿轨迹109循环一次,整体上会沿第二箭头102移动设定距离,例如一个铺料层层厚的距离。或者让打印头沿此轨迹相反方向运动,且每移动一个循环,打印头可以沿第二箭头102相反的方向移动设定距离,如一个铺料层层厚的距离。当然料载体3的此运动方案也可以应用与其他实施例中。
本发明中将静电成像技术(xerograph)、离子注射成像技术(Ionography),或磁成像技术技术(Magnetography)统称为电磁成像技术,实现电磁成像的装置称为电磁成像打印头总成。如下说明以静电成像技术(或称为静电照相技术,xerograph)为主体对电磁成像技术进行说明,并请参考图10至图12:
1)充电过程,感光的显影鼓62沿其箭头所示的方向转动的同时,采用充电器74对显影鼓62表面充上一层负电荷(或正电荷)。充电器可以采用电晕线、电晕管(corotrons)、栅控式电晕(scorotron)、充电辊或其他充电方式。
2)曝光成像过程,显影鼓62转动的同时,显影引擎76在显影鼓表面进行选择性扫描照射。显影鼓62的表面层66附有光导材料,在没有被光照射的情况下具有很高的电阻率。当被光照射的地方电阻率明显降低,表面的电荷经导电体64传导消失。未被光照的部位的电荷保持不变,即形成一层静电潜像。显影引擎76可以采用激光束或LED(light emittingdiode),或其他可选择性控制照射点,在显影鼓62表面形成点阵位图的光源。光导材料可以采用硒、硫化镉、氧化锌、有机光导体(OPC)、非晶硅、氧化锌等。
对于采用离子注射的实施方式(Ionography),充电器74和显影引擎76被可选择性的在显影鼓表面层66上进行沉积电荷的装置所替代。其中的显影引擎76是离子或电荷注射器,即当显影鼓62转动的同时,显影引擎76根据三维模型信息选择性的向显影鼓62表面层66注射离子形成电荷沉积,在表面层66上形成静电潜像。采用离子注射的方式可以省去充电器4,表面层66也不必采用光导材料,简化结构。
3)显影过程,由静电潜像形成真正的图像的过程,利用电荷同性排斥,异性吸引的原理来完成。显影器78内的装有打印料(也即显影料86),且打印料一般为粉末材料,如高分子材料或热塑性塑料等,通过摩擦或其他方式使之带有负电荷(或正电荷)。显影鼓62上带有静电潜像的表面部分被转动到显影器78时,由于被光照的部分(即静电潜像的部分)的负电荷被中和掉了,显影器78对其施加负(或正)的偏压,使得显影器78上带有负电荷(或正电荷)的粉末跳到显影鼓的曝光区域。显影鼓上的暗区(未被曝光的区域)依然带有负电荷(或正电荷),与带有负电荷(或正电荷)的粉末排斥,不会附着,在显影鼓62上形成可看得到由显影料86形成的图像,即形成显影料层88。既可以利用显影鼓62中和掉电荷的部分形成显影料层88,也可以利用显影鼓62中没有和掉电荷的部分形成显影料层88。
4)转印过程(即将显影料层88由显影鼓62直接或间接转移到铺料器11上的过程),图7所示是通过显影鼓62直接将显影料层88转印到铺料器11上,图,8示意显影料层88经过传送鼓92间接传送到铺料器11上。
5)进一步的,在一些实施例中电磁成像打印头总成72还可以包括清洁过程,将显影鼓62表面清洁干净。第一清洁器80将显影鼓62表面没有完全转移的残余打印料清除干净,以便在下一个打印周期有一个清洁的显影鼓表面。
6)进一步的,在一些实施方式中电磁成像打印头总成72还可以在清洁过程之后,充电过程之前设置消电过程。充电器74对显影鼓充电时也同时起到了消电的作用。但更优的,可以设置单独的消电器82,来清除显影鼓62上的电荷,然后再由充电器74来对显影鼓62表面充上一层电荷。适合消电的装置有曝光装置对显影鼓全面曝光,或用消电电晕装置对显影鼓进行反极性充电来消除显影鼓上的残余电荷,或高压交流电晕管(corotrons)和/或栅控式电晕(scorotron),内部具有导电体并带有高压交流电的旋转介电辊,或上述的组合方式。
对于采用磁成像技术(Magnetography)来实现的电磁成像打印头总成,基本过程与上述过程类似,不同的是显影鼓62可以是磁鼓,显影鼓62的表面层66是由磁材料构成的磁性材料层,显影引擎76是成像磁头,根据三维模型信息在磁材料层选择性的改变表面各点的磁性状态,例如通过在磁性材料的表面层66内建立阵列的磁化区域来形成记录点,这些记录点形成潜磁图像。当显影鼓62转动到显影器78处,显影器78中具有磁化的磁性颜料86被根据潜磁图案选择性的吸附到显影鼓62的表面,在显影鼓62表面层66吸附上颜料,形成显图案的显影料层88,然后转印到铺料器11上。第一清洁装置80的作用与前述相同。在某些实施方式中可以设置消磁器,将显影鼓62表面层66的磁状态恢复到初始状态。然后随着显影鼓的周期转动重复上述过程,直至模型打印完成。采用磁成像技术,磁鼓(即显影鼓62)表面层66硬度高,寿命更长,且磁记录点具有永久记忆功能,即磁记录点形成的磁潜像可以周期重复使用,可以省去充电器74,简化结构。
实施例9
图13示意了一种连续打印的方式,转带17沿第三箭头103连续的转动,连续的形成预打印料层42铺设到料载体3上,料载体3连续的沿第二箭头102移动,经光束29透过转带17的透光区选择性照射预打印料层42形成固化层41,固化层41层层堆叠形成固化模型5。为了防止固化层41与转带17黏连,可设置隔离层46,隔离层46保持转带17与固化层41之间可滑动。隔离层46可以采用图1所示的涂布器70在转带17外表面形成润滑层或抑制剂层使得隔离层46内的打印料被光束29照射也不会固化。还可以在转带17内侧设置氧气等抑制剂,转带17设置为半透膜,可以透过氧气等抑制剂,使得与转带17外表面接触的一层打印料被29照射也不会固化。由于转带17是连续的转动,料载体3是连续的移动,使得固化层41的分层更加精细,利于提升打印精度,另外由于铺料器11可以不用左右往复移动,可大幅提升打印速度。
实施例10
铺料器11的数量可以是1个或多个,参见图14,多个铺料器11同时打印,可以大幅提升打印速度。图14示出两个铺料器11同时打印,铺料器11-1处于铺料器11-2相对料载体3水平移动方向的前方(或上游位置),铺料器11-1的高度位置比铺料器11-2的低一个铺料层厚度,铺料器11-1和光束29-1形成固化层41-1,铺料器11-2和光束29-2形成固化层41-2,固化层41-2堆叠在固化层41-1上,固化层41-1和41-2同时打印。给料器18-1和给料器18-2还可以与料源(图中未示出)连通,还可以在给料器与料源之间打印料的传输路径上设置泵送装置和阀门。另外,既可以是料载体3沿第一箭头101移动,也可以是铺料器11-1和11-2沿第一箭头101相反的方向移动。
实施例11
图15示意至少两个铺料器11同时工作,各铺料器11铺设异质或异色的光敏打印料并同时对同一铺料层进行匹配铺料和分别选择性光照固化得到一层异质或异色的固化层41。例如由铺料器11-1形成固化模型5-1部分,固化模型5-1部分可以采用材料A。由铺料器11-2形成固化模型5-2部分,固化模型5-2部分可以采用材料B。还可以设置打印料回收器19-1、19-2和19-3,其中打印料回收器19-2设置在铺料器11-1和铺料器11-2之间,或者可以在铺料器11-1和铺料器11-2之间设置两个打印料回收器19分别吸收材料A和材料B。打印料回收器19将没有固化的多余光敏打印料4回收,例如真空吸收的方式,确保复合材料打印过程中每种材料的准确铺设和固化,避免多种材料误混,实现精确的复合材料固化模型。铺料器11-1和11-2以及打印料回收器19-1、19-2和19-3等可以同步沿第一箭头101移动。打印完一层后料载体3可以沿第二箭头102移动设定距离,逐层打印使得复合材料的固化层41层层堆叠结合形成复合材料固化模型5。
实施例12
图16和图17示意在料载体3的左右两侧都设置给料活塞,当一侧给料活塞用于给料时,另一侧给料活塞用于接收多余的光敏打印料,两侧给料活塞往复交替。如图16,铺料器11处于最右端,右侧给料活塞36上移将光敏打印料4推出,铺料器11开始左移,将光敏打印料4向左刮料形成铺料层铺设到料载体3上,同时根据固化模型5的信息对处于透光区下方挤压状态的铺料层进行选择性光照固化,铺料器11移动到左侧给料活塞38位置,左侧给料活塞38下移将多余的打印料回收到左侧给料活塞38上方,铺料器11移动到最左端,如图17所示;然后左侧给料活塞38上移将光敏打印料4推出,铺料器11开始右移,将光敏打印料4向右推动铺设到料载体3上,同时根据固化模型5的信息对处于透光区下方挤压状态的铺料层进行选择性光照固化,铺料器11移动到右侧给料活塞36位置,右侧给料活塞36下移,将多余的打印料回收到右侧给料活塞36上方,铺料器11移动到最右端,如图16所示;如此重复往复,直至固化模型5打印完成。
实施例13
图18示意了一种涡旋式的光固化3D打印系统,铺料器11的转带17由辊轮15-1和15-2支撑并带动沿箭头103循环转动,料载体3的成型表面为圆柱表面,且沿箭头101方向转动,铺料器11与料载体3产生相对转动实现了铺料器11与料载体3之间的相对平移运动,在转带17上形成的预打印料层42以卷绕的方式铺设到料载体3上,同时光束29透过转带17选择性照射光敏打印料4形成固化层41结合到料载体3上或料载体3上的固化模型5上,固化层41逐层堆叠形成三维的固化模型5。最优的,铺料器11与料载体3同步配合设置,即两者转动速度合理设置使得两者之间接触的部分保持纯滚动,防止预打印料层42或固化层41在料载体3上堆叠时发生“褶皱”,确保精确打印。在进行三维模型的打印时,铺料器11与料载体3之间可以根据铺料侧的厚度逐层断续地沿相互远离的方向进行相对竖向移动,在料载体3进行逐层的卷绕式铺料和打印;也可以是铺料器11与料载体3之间沿相互远离的方向进行连续的相对竖向移动,从而能够在料载体3上进行连续的卷绕式铺料和打印,加快打印速度。该实施例能够避免铺料器11与料载体3之间需要进行水平相对移动,或者水平往复移动,利于系统的控制,增加了系统运行的稳定性,尤其适合具有环形特征的零件的打印。
当然,如图18所示还可以设置成像打印头99,在预打印料层42上形成成像层,例如成像打印头99可以是前述的彩色喷头83或电磁成像打印头总成72,或者包括若干电磁成像打印头总成72和可转动的传送鼓92,成像层可以是彩色颜料,或显影料层88,或复合显影料层。
实施例14
图19示意了另外一种涡旋式的光固化3D打印系统,与图18不同的是,图19示意转带17还可以通过三根辊轮15-1、15-2和15-3支撑形成三角形排布,转带17通过辊轮15-1压向料载体3,料载体3的成型表面为圆柱表面,转动17受驱动沿箭头103循环转动,与铺料器11铺料侧相对应的辊轮15-1为可透光结构,保证光束29的顺利透过进行选择性光照。该实施例不仅便于器件布置,还由于转带17向料载体3上铺设打印料后沿辊轮15-1转动方向发生了突变,更加利于固化层41与转带17的脱离。
实施例15
图20和图21示意了一种可实现连续打印的光固化3D打印系统,与图13所示实施例不同的是转带17的外侧面设置为环周排列的齿结构,也即沿转带17的外侧面沿其周向形成齿凸面17b和齿槽17a的连续间隔排列,齿凸面17b和齿槽17a沿转带17的幅面宽度方向延伸,且齿凸面17b为透光的,而齿槽17a为不透光结构,例如在齿槽17a的部位设置遮光层。齿槽17a可以携带光敏打印料4,每个齿结构形成一个刮料器,随转带17的循环转动,使得转带17(以及齿凸面17b和齿槽17a)与料载体3产生相对平移运动,将光敏打印料4携带到料载体3上,光束29透过齿凸面17b选择性照射光敏打印料4形成固化层41。此实施例中,由于光敏打印料4可以通过齿槽17a携带,所以铺料器11与料载体3之间可以不必相对平移运动,可进一步提升打印速度,简化系统结构和控制。例如随转带17沿箭头103的转动,料载体3可以沿箭头102连续移动,避免了铺料器11或料载体3的往复运动,可进一步提升打印速度。当然此实施例中也可以采用前述的给料器18或辅助刮料器13等结构,或采用图9a的结构等,并不必须将料载体3或固化模型5浸没在光敏打印料4内。另外,也可以在转带17的周面外侧设置成像打印头99,实现彩色模型或复合材料模型的打印。
需说明,本发明中的铺料器11与料载体3之间的相对平移运动,可以实现光敏打印料4在料载体3上的铺设,即形成铺料层,即可以是铺料器11平移运动,料载体3不动,也可以是料载体3平移运动,铺料器11不动,或料载体3和铺料器11同时平移运动,料载体3或铺料器11的平移运动是指各图中沿第一箭头101方向或相反方向的移动,或者沿水平方向的移动,或者沿平行于料载体3的成型表面的方向移动。铺料器11与料载体3之间的相对竖向运动,可以实现固化层41的层层堆叠,形成固化模型5(即三维模型,或三维物体),即可以是铺料器11竖向运动,料载体3不动,也可以是料载体3竖向运动,铺料器11不动,或料载体3和铺料器11同时竖向运动,料载体3或铺料器11的竖向运动是指沿图中第二箭头102方向或相反方向的运动,或沿竖直方向运动,或沿垂直于料载体3的成型表面的方向运动。料载体3的成型表面是指料载体3上可以接收固化层41或预打印料层42的表面。
各实施例中,在打印过程中,可以设置转带17的转动速度与料载体3与打印头的相对平移速度(例如图6中打印头沿第一箭头101移动的速度)的合理匹配,使得转带17与料载体3之间纯滚动,让预打印料层可精确的铺设到料载体3上,提升打印精度,且避免转带17与料载体3或其上的固化打印料之间的摩擦,提升转带的应用寿命。
上文中提到的打印头可能包括铺料器11和光源2,还可能包括料箱68,还可能包括辅助刮料器13,还可能包括给料器18,还可能包括打印料回收器19,还可能包括彩色喷头83,还可能包括电磁成像打印头总成72。光源2可以与铺料器1一起移动,也可以不随铺料器11一起移动。
各实施方式中铺料器11的透光区12在光敏打印料4侧的表面(即朝向料载体3的表面),还可以采用自润滑材料,如聚四氟乙烯,或含油的材料阻止固化层41在透光区12上的黏连。让固化层41(固化的光敏打印料层)能快速的与铺料器11脱离,加快打印速度,也利于提升打印精度。
如前述各实施例所示,本发明中光源2可以采用DLP投影照射,也可以采用设置在铺料器11透光区上的LCD屏幕或LED阵列来照射,或采用激光源,通过镜组让激光透过铺料器11上的透光区12对处于挤压状态的光敏打印料进行选择性照射,或其他可以选择性照射的光源均可。
本发明的光固化打印装置和打印方法的打印料4可以采用液态的光敏树脂材料,可以是任何光照引发聚合反应的树脂液体,还可以是光敏树脂与其他液体或粉末的混合液体或浆料,如与陶瓷粉末,金属粉末,塑料粉末或其他的粉末材料进行混合,还可以在树脂中混合细胞,药物,颜料等。
对于光敏树脂与金属粉末或陶瓷粉末的混合浆料,还可以结合金属粉末注射成型(MIM,metal powder injection molding)或陶瓷粉末注射成型(CIM,ceramic powderinjection molding)等PIM方法,通过本发明3D打印的方式制作生培模型(green part),然后脱脂和烧结(Sintering),形成金属或陶瓷等零部件。采用本发明的光固化打印装置或打印方法不仅可以快速的打印塑料或树脂模型,还可以更加高效的定制金属或陶瓷零件,或生物医药,或其他模型。
文中叙述采用“上方”,“下方”,“左”,“右”等方位性词语,是基于具体附图的方便性描述,不是对本发明的限制。实际应用中,由于结构整体在空间的变换,实际的左或右位置可能会与附图的不同。但这些变换都应是本发明的保护范围。同时,以上各实施例都是本发明的可选实施例,本领域普通技术人员在此基础上还可以进行各种变换或改进,在不脱离本发明总的构思的前提下,这些变换或改进都应当属于本发明要求保护的范围之内。
Claims (15)
1.一种光固化3D打印系统,其特征在于:包括料载体(3)和铺料器(11),所述铺料器(11)为转带式结构,所述铺料器(11)包括转带(17)和转辊组,所述转带(17)由所述转辊组支撑并随转辊组转动,所述铺料器(11)的铺料侧至少有部分区域为透光区(12),所述透光区(12)设置在转带(17)上,所述铺料器(11)与载料体(3)发生相对平移运动,将光敏打印料(4)铺设到透光区(12)相对的所述载料体(3)上,且铺设的光敏打印料(4)还处于被挤压状态时,光束(29)透过所述透光区(12)并根据要打印的三维模型信息选择性照射所述透光区(12)相对的光敏打印料(4)形成固化层(41),所述铺料器(11)与所述料载体(3)能够相对竖向运动,打印过程中,使得所述铺料器(11)与所述料载体(3)之间的距离拉大,在所述料载体(3)上由所述固化层(41)层层堆叠形成固化模型。
2.根据权利要求1所述的一种光固化3D打印系统,其特征在于:所述铺料器(11)还包括透明压板(16),所述透明压板(16)与转带(17)铺料侧的内侧面贴压用于减小转带(17)铺料侧的变形。
3.根据权利要求1所述的一种光固化3D打印系统,其特征在于:还包括辅助刮料器(13)和成像打印头(99),所述铺料器(11)外侧设置辅助刮料器(13),使光敏打印料(4)先在所述铺料器(11)表面形成预打印料层(42),然后再经所述铺料器(11)铺设到所述料载体(3)上,所述成像打印头(99)相对铺料器(11)的周面设置并能够通过所述成像打印头(99)在预打印料层(42)上形成成像层。
4.根据权利要求3所述的一种光固化3D打印系统,其特征在于:所述成像打印头(99)为彩色喷头(83),所述彩色喷头(83)相对铺料器(11)的周面设置并能够通过彩色喷头(83)在预打印料层(42)上形成彩色颜料的成像层。
5.根据权利要求3所述的一种光固化3D打印系统,其特征在于:所述成像打印头(99)为电磁成像打印头总成(72),所述电磁成像打印头总成(72)包括可转动的显影鼓(62)且所述显影鼓(62)相对铺料器(11)的周面设置,通过电磁成像打印头总成(72)在预打印料层(42)上选择性打印形成的成像层为显影料层(88)。
6.根据权利要求3所述的一种光固化3D打印系统,其特征在于:所述成像打印头(99)为包若干电磁成像打印头总成(72)和可转动的传送鼓(92),所述电磁成像打印头总成(72)包括可转动的显影鼓(62)且若干显影鼓(62)相对传送鼓(92)的周面设置,所述传送鼓(92)相对铺料器(11)的周面设置,通过若干电磁成像打印头总成(72)在传送鼓(92)表面选择性打印形成的成像层为复合显影料层并通过传送鼓(92)将复合显影料层传送至铺料器(11)与铺料器(11)表面的预打印料层(42)吸附结合。
7.根据权利要求1所述的一种光固化3D打印系统,其特征在于:还包括给料器(18),所述给料器(18)设置于所述铺料器(11)的周面外侧或者与所述料载体(3)相对平移运动方向的前方。
8.根据权利要求1所述的一种光固化3D打印系统,其特征在于:还包括用于将铺料器(11)表面多余光敏打印料(4)吸除或者将固化层(41)表面多余光敏打印料(4)吸除的打印料回收器(19)。
9.根据权利要求1所述的一种光固化3D打印系统,其特征在于:所述铺料器(11)部分浸没于光敏打印料(4)中,所述转带(17)两侧的边缘分别设有防止光敏打印料(4)流入转带(17)内部的竖边结构,通过所述铺料器(11)转动在凸出于光敏打印料(4)液面的外侧形成预打印料层(42)并将光敏打印料(4)铺设到铺料器(11)与载料体(3)之间。
10.根据权利要求8所述的一种光固化3D打印系统,其特征在于:至少两个铺料器(11)同时工作,各铺料器(11)分别铺设异质或异色的光敏打印料(4),各铺料器(11)同时对同一铺料层进行匹配铺料和分别选择性光照固化得到一层异质或异色的固化层(41)。
11.根据权利要求1所述的一种光固化3D打印系统,其特征在于:至少两个铺料器(11)同时工作,相邻铺料器(11)铺料的高度方向的位置相差一层铺料层的厚度,各铺料器(11)分别同时对不同的铺料层进行铺料和选择性光照固化。
12.根据权利要求1所述的一种光固化3D打印系统,其特征在于:所述料载体(3)的相对两侧分别设有往复交替升降的给料活塞,当一侧给料活塞用于给料时,另一侧给料活塞用于接收多余的光敏打印料(4)。
13.一种光固化3D打印系统,其特征在于:包括料载体(3)和铺料器(11),所述料载体(3)具有圆柱状的成型表面且能够沿其中轴线转动,所述铺料器(11)为转带式结构,所述铺料器(11)包括转带(17)和转辊组,所述转带(17)由所述转辊组支撑并随转辊组转动,所述铺料器(11)的铺料侧至少有部分区域为透光区(12),所述透光区(12)设置在转带(17)上,所述铺料器(11)的转带(17)与载料体(3)之间发生相对转动将光敏打印料(4)铺设到透光区(12)相对的所述载料体(3)上,且铺设的光敏打印料(4)还处于被挤压状态时,光束(29)透过所述透光区(12)并根据要打印的三维模型信息选择性照射所述透光区(12)相对的光敏打印料(4)形成固化层(41),所述铺料器(11)与所述料载体(3)能够相对竖向运动,打印过程中,使得所述铺料器(11)与所述料载体(3)之间的距离拉大,在所述料载体(3)上由所述固化层(41)层层堆叠形成固化模型。
14.根据权利要求14所述的一种光固化3D打印系统,其特征在于:所述铺料器(11)的转带(17)与载料体(3)之间发生相对转动进行铺料的同时,所述铺料器(11)与料载体(3)之间沿相互远离的方向同步产生连续的相对竖向运动。
15.一种光固化3D打印系统,其特征在于:包括料载体(3)和铺料器(11),所述铺料器(11)为转带式结构,所述铺料器(11)包括转带(17)和转辊组,所述转带(17)由所述转辊组支撑并随转辊组转动,所述铺料器(11)的铺料侧至少有部分区域为透光区(12),所述透光区(12)设置在转带(17)上,所述转带(17)的外侧面沿环周方向形成齿槽(17a)和齿凸面(17b)连续间隔排列的齿结构,所述齿凸面(17b)为可透光结构,所述齿槽(17a)为非透光结构,所述转带(17)循环转动通过齿槽(17a)将光敏打印料(4)铺设到透光区(12)相对的所述载料体(3)上,且铺设的光敏打印料(4)还处于被挤压状态时,光束(29)透过所述透光区(12)并根据要打印的三维模型信息选择性照射所述透光区(12)相对的光敏打印料(4)形成固化层(41),所述铺料器(11)与所述料载体(3)能够相对竖向运动,打印过程中,使得所述铺料器(11)与所述料载体(3)之间的距离拉大,在所述料载体(3)上由所述固化层(41)层层堆叠形成固化模型。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811619829.4A CN109605737A (zh) | 2018-12-28 | 2018-12-28 | 一种光固化3d打印系统和打印方法 |
| CN2018116198294 | 2018-12-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110901057A true CN110901057A (zh) | 2020-03-24 |
| CN110901057B CN110901057B (zh) | 2022-03-18 |
Family
ID=66012008
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811619829.4A Pending CN109605737A (zh) | 2018-12-28 | 2018-12-28 | 一种光固化3d打印系统和打印方法 |
| CN201911348706.6A Active CN110884116B (zh) | 2018-12-28 | 2019-12-24 | 一种光固化3d打印系统和打印方法 |
| CN201911347069.0A Active CN110901057B (zh) | 2018-12-28 | 2019-12-24 | 一种光固化3d打印系统 |
| CN201911347102.XA Active CN110901058B (zh) | 2018-12-28 | 2019-12-24 | 一种光固化3d打印系统和打印方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811619829.4A Pending CN109605737A (zh) | 2018-12-28 | 2018-12-28 | 一种光固化3d打印系统和打印方法 |
| CN201911348706.6A Active CN110884116B (zh) | 2018-12-28 | 2019-12-24 | 一种光固化3d打印系统和打印方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911347102.XA Active CN110901058B (zh) | 2018-12-28 | 2019-12-24 | 一种光固化3d打印系统和打印方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (4) | CN109605737A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113799312A (zh) * | 2021-08-31 | 2021-12-17 | 上海翌上新能源科技有限公司 | 一种粉末铺料器 |
| CN114619667A (zh) * | 2020-12-11 | 2022-06-14 | 中国科学院福建物质结构研究所 | 一种用于打印超高黏度树脂的同步推送及线剥离装置及制备树脂的方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12172370B2 (en) | 2019-05-23 | 2024-12-24 | General Electric Company | Recoat assemblies for additive manufacturing systems and methods for using the same |
| CN112813467B (zh) * | 2019-11-15 | 2022-05-03 | 源秩科技(上海)有限公司 | 电化学加工装置及其方法 |
| CN113021892A (zh) * | 2019-12-24 | 2021-06-25 | 源秩科技(上海)有限公司 | 一种光固化打印系统和方法 |
| CN112810140B (zh) * | 2020-12-28 | 2023-03-10 | 上海联泰科技股份有限公司 | 数据处理方法、系统、存储介质及3d打印设备、控制方法 |
| CN115008748B (zh) * | 2021-03-04 | 2024-02-13 | 源秩科技(上海)有限公司 | 一种光固化三维打印装置和打印方法 |
| CN115431518A (zh) * | 2021-06-01 | 2022-12-06 | 源秩科技(上海)有限公司 | 一种三维打印装置和三维打印方法 |
| TWI815249B (zh) * | 2021-12-17 | 2023-09-11 | 國立臺北科技大學 | 三維列印系統及三維列印方法 |
| CN114850490B (zh) * | 2022-03-31 | 2024-03-26 | 芯体素(杭州)科技发展有限公司 | 基于3d打印的电子散热器制作方法 |
| CN115008739B (zh) * | 2022-06-24 | 2023-09-01 | 东莞爱的合成材料科技有限公司 | 一种三维物体连续打印方法及设备、电子设备及存储介质 |
| CN115534307A (zh) * | 2022-09-27 | 2022-12-30 | 湖南华曙高科技股份有限公司 | 一种粉末材料的3d打印方法和3d打印设备 |
| CN116175730B (zh) * | 2023-03-23 | 2023-09-08 | 中国科学院空间应用工程与技术中心 | 一种光固化陶瓷3d打印铺料中辊子刮刀的改进方法及装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331911A (zh) * | 2013-06-18 | 2013-10-02 | 珠海天威飞马打印耗材有限公司 | 三维打印快速成型设备及三维实体物成型方法 |
| CN204222195U (zh) * | 2011-09-23 | 2015-03-25 | 斯特拉塔西斯公司 | 用于打印三维部件的累积制造系统 |
| US20150131074A1 (en) * | 2012-06-04 | 2015-05-14 | Ivoclar Vivadent Ag | Method for the Construction of a Shaped Body |
| CN106003728A (zh) * | 2016-06-28 | 2016-10-12 | 杭州铭展网络科技有限公司 | 用于圆筒壁成型的3d打印机 |
| WO2016192626A1 (zh) * | 2015-06-03 | 2016-12-08 | 珠海天威飞马打印耗材有限公司 | 三维快速成型设备和成型方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9527244B2 (en) * | 2014-02-10 | 2016-12-27 | Global Filtration Systems | Apparatus and method for forming three-dimensional objects from solidifiable paste |
| BR112016029755A2 (pt) * | 2014-06-23 | 2017-08-22 | Carbon Inc | métodos de produção de objetos tridimensionais a partir de materiais tendo múltiplos mecanismos de endurecimento |
| CN112549529B (zh) * | 2014-07-13 | 2022-11-29 | 斯特拉塔西斯公司 | 用于三维打印的系统及制造三维物体的方法 |
| CN105711088B (zh) * | 2014-12-02 | 2019-12-17 | 北京十维科技有限责任公司 | 一种光固化3d打印机 |
| CN105269816A (zh) * | 2015-05-07 | 2016-01-27 | 南京百川行远激光科技有限公司 | 阻隔氧气透光液体刮平系统 |
| TWI566917B (zh) * | 2015-06-15 | 2017-01-21 | 國立臺灣科技大學 | 光固化立體造型裝置及方法 |
| JP6772283B2 (ja) * | 2015-11-13 | 2020-10-21 | パクシス リミティッド ライアビリティー カンパニー | 付加製造の装置、システム、及び方法 |
| CN105922587B (zh) * | 2016-05-19 | 2019-02-01 | 深圳长朗智能科技有限公司 | 一种连续光固化三维打印设备及其使用方法 |
| CN106476267B (zh) * | 2016-12-09 | 2018-11-20 | 深圳市鑫创盈科技有限公司 | 3d打印中光敏材料固化层成型方法及实现该方法的结构 |
| JP6868406B2 (ja) * | 2017-01-31 | 2021-05-12 | 株式会社ミマキエンジニアリング | 立体物造形装置 |
| CN108927994A (zh) * | 2017-05-22 | 2018-12-04 | 三纬国际立体列印科技股份有限公司 | 立体打印装置 |
| CN207789731U (zh) * | 2017-12-04 | 2018-08-31 | 厦门光服科技有限公司 | 一种3d打印装置 |
| CN208277438U (zh) * | 2018-05-17 | 2018-12-25 | 厦门艾斯美客科技有限公司 | 一种用于连续光固化3d打印的光敏树脂槽 |
-
2018
- 2018-12-28 CN CN201811619829.4A patent/CN109605737A/zh active Pending
-
2019
- 2019-12-24 CN CN201911348706.6A patent/CN110884116B/zh active Active
- 2019-12-24 CN CN201911347069.0A patent/CN110901057B/zh active Active
- 2019-12-24 CN CN201911347102.XA patent/CN110901058B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204222195U (zh) * | 2011-09-23 | 2015-03-25 | 斯特拉塔西斯公司 | 用于打印三维部件的累积制造系统 |
| US20150131074A1 (en) * | 2012-06-04 | 2015-05-14 | Ivoclar Vivadent Ag | Method for the Construction of a Shaped Body |
| CN103331911A (zh) * | 2013-06-18 | 2013-10-02 | 珠海天威飞马打印耗材有限公司 | 三维打印快速成型设备及三维实体物成型方法 |
| WO2016192626A1 (zh) * | 2015-06-03 | 2016-12-08 | 珠海天威飞马打印耗材有限公司 | 三维快速成型设备和成型方法 |
| CN106003728A (zh) * | 2016-06-28 | 2016-10-12 | 杭州铭展网络科技有限公司 | 用于圆筒壁成型的3d打印机 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114619667A (zh) * | 2020-12-11 | 2022-06-14 | 中国科学院福建物质结构研究所 | 一种用于打印超高黏度树脂的同步推送及线剥离装置及制备树脂的方法 |
| CN113799312A (zh) * | 2021-08-31 | 2021-12-17 | 上海翌上新能源科技有限公司 | 一种粉末铺料器 |
| CN113799312B (zh) * | 2021-08-31 | 2023-10-31 | 上海翌上新能源科技有限公司 | 一种粉末铺料器 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110901058A (zh) | 2020-03-24 |
| CN110901057B (zh) | 2022-03-18 |
| CN110884116A (zh) | 2020-03-17 |
| CN110884116B (zh) | 2021-10-19 |
| CN109605737A (zh) | 2019-04-12 |
| CN110901058B (zh) | 2021-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110901057B (zh) | 一种光固化3d打印系统 | |
| US11590695B2 (en) | Photocuring printing system and method | |
| US9141015B2 (en) | Electrophotography-based additive manufacturing system with transfer-medium service loops | |
| US10272664B2 (en) | Fabrication of 3D objects via multiple build platforms | |
| US10144175B2 (en) | Electrophotography-based additive manufacturing with solvent-assisted planarization | |
| CN115104065A (zh) | 用于基于光刻增材制造三维(3d)结构的系统和方法 | |
| CN102555450B (zh) | 涂敷装置和成像装置 | |
| JP3242917B2 (ja) | 液体現像剤結像装置 | |
| US7020420B2 (en) | Device and method for electrographically printing or copying using liquid inks | |
| US4761669A (en) | Highlight color printing | |
| KR20090024771A (ko) | 일렉트로포토그래피를 이용한 인쇄 방법 | |
| CN104890241A (zh) | 三维快速成型设备和成型方法 | |
| US20170210070A1 (en) | Large format electrophotographic 3d printer | |
| US20250332785A1 (en) | Three-Dimensional Printing Apparatus and Three-Dimensional Printing Method | |
| EP0635766B1 (en) | A liquid development system | |
| CN109459921B (zh) | 选择性铺料装置和铺料方法 | |
| CN115431520B (zh) | 三维打印装置和方法 | |
| CN109551756B (zh) | 转鼓成像打印装置和打印方法 | |
| US6876833B2 (en) | Device and method for cleaning and for regenerating an image carrier during electrographic printing or copying by using liquid ink | |
| JP2009537035A (ja) | 物体、ウェブまたはシート上に画像を形成するための粉末の使用 | |
| CN217258457U (zh) | 一种面投影3d打印幅面扩大装置 | |
| CN204712469U (zh) | 三维快速成型设备 | |
| US6799009B2 (en) | Applicator element and method for electrographic printing or copying using liquid coloring agents | |
| US8665489B2 (en) | Laser printing process using light controlled wettability | |
| CN214645902U (zh) | 一种双管式三维碳粉激光打印机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |