CN110901081A - 铁件粘胶段切机 - Google Patents
铁件粘胶段切机 Download PDFInfo
- Publication number
- CN110901081A CN110901081A CN201911271006.1A CN201911271006A CN110901081A CN 110901081 A CN110901081 A CN 110901081A CN 201911271006 A CN201911271006 A CN 201911271006A CN 110901081 A CN110901081 A CN 110901081A
- Authority
- CN
- China
- Prior art keywords
- module
- product
- linear motion
- feeding
- cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
- B29C65/7805—Positioning the parts to be joined, e.g. aligning, indexing or centring the parts to be joined comprising positioning features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
- B29C65/7847—Holding or clamping means for handling purposes using vacuum to hold at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
- B29C65/785—Holding or clamping means for handling purposes using magnetic forces to hold at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7855—Provisory fixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/472—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7428—Transition metals or their alloys
- B29C66/74283—Iron or alloys of iron, e.g. steel
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Adhesive Tape Dispensing Devices (AREA)
Abstract
本发明公开了一种铁件粘胶段切机,旨在提供一种能提高生产效率的铁件粘胶段切机。本发明包括机台,机台上设置有点胶模组、产品取料模组、产品上料模组、胶条取料模组、胶条上料模组、切胶模组及产品点胶移动模组,产品取料模组及产品上料模组均呈X向,且左右并排设置,胶条取料模组、胶条上料模组均呈X向,且左右并排设置在产品取料模组及产品上料模组的前方,切胶模组配合设置在胶条取料模组及胶条上料模组之间,产品点胶移动模组呈Y向且配合设置在产品取料模组及胶条取料模组的一侧,点胶模组配合设置在产品点胶移动模组的一侧。本发明应用于铁件粘胶段切机的技术领域。
Description
技术领域
本发明涉及一种铁件粘胶段切机。
背景技术
在打印机或复印机的打印或复印过程中,碳粉在硒鼓上形成图像,再转印到复印纸上面,这个过程中会有一部分碳粉留在硒鼓上面,如果这一部分不被清除的话,在复印下一张的时候就会转印到下一张复印纸上面,就会影响到下一张的复印效果和质量,在这时就需要有刮刀在复印机复印完一张后清除残留在硒鼓上的碳粉,而硒鼓的刮刀由不锈钢刀及粘在不锈钢刀上的胶条组成,传统技术需要通过人工将胶条而存在生产效率低的状况。
发明内容
本发明所要解决的技术问题是克服现有技术的不足,提供了一种能提高生产效率的铁件粘胶段切机。
本发明所采用的技术方案是:本发明包括机台,所述机台上设置有点胶模组、产品取料模组、产品上料模组、胶条取料模组、胶条上料模组、切胶模组及产品点胶移动模组,所述产品取料模组及所述产品上料模组均呈X向,且左右并排设置,所述胶条取料模组、胶条上料模组均呈X向,且左右并排设置在所述产品取料模组及所述产品上料模组的前方,所述切胶模组配合设置在所述胶条取料模组及所述胶条上料模组之间,所述产品点胶移动模组呈Y向且配合设置在所述产品取料模组及所述胶条取料模组的一侧,所述点胶模组配合设置在所述产品点胶移动模组的一侧。
进一步,所述产品点胶移动模组包括产品点胶固定架,所述产品点胶固定架上设置有Y轴直线运动模组,所述Y轴直线运动模组上滑动配合有点胶移动底架,所述点胶移动底架上设置有产品放置板,所述产品放置板上配合设置有若干个限位柱。
进一步,所述产品取料模组包括第一固定支架,所述第一固定支架上设置有呈X向的第一X轴直线运动模组,所述第一X轴直线运动模组上并排依次设置有第一Z轴直线运动模组、第二Z轴直线运动模组及第三Z轴直线运动模组,所述第一Z轴直线运动模组、第二Z轴直线运动模组及所述第三Z轴直线运动模组上均配合设置有磁吸模组。
进一步,所述胶条取料模组包括胶条取料固定架,所述胶条取料固定架的一端设置在所述胶条上料模组的末端,所述胶条取料固定架上设置有第四Z轴直线运动模组及呈X向的第二X轴直线运动模组,所述第四Z轴直线运动模组位于所述胶条上料模组末端的上方,所述第二X轴直线运动模组上配合设置有第五Z轴运动模组,所述第四Z轴直线运动模组及所述第五Z轴运动模组上均设置有吸盘组件。
进一步,所述切胶模组包括切刀直线运动模组、切刀及切刀气缸,所述切刀直线运动模组上配合设置有切刀移动座,所述切刀移动座上开有弧形槽,所述切刀上设置有与所述弧形槽相适配的滑块,所述切刀设置在所述切刀移动座上,所述滑块滑动配合在所述弧形槽中,所述切刀气缸的一端铰接在所述切刀移动座上,另一端铰接在所述滑块上。
进一步,所述切刀直线运动模组包括第一固定座、第二固定座、第三固定座及直线运动气缸,所述第一固定座及所述第二固定座之间设置有若干条滑动杆,所述切刀移动座滑动配合在所述滑动杆上,所述直线运动气缸的一端铰接在所述第三固定座上,另一端铰接在所述切刀移动座的底部,所述第一固定座的内侧设置有与所述切刀移动座配合的缓冲器。
进一步,所述产品上料模组包括上料传动模组,所述上料传动模组上配合设置有若干个钣金放置组件,所述钣金放置组件包括放置底板,所述放置底板上设置有相配合的第一钣金限位件及第二钣金限位件,所述第一钣金限位件及所述第二钣金限位件中均配合设置有限位块,所述限位块上开有产品限位槽。
进一步,所述第一钣金限位件及所述第二钣金限位件均包括第一限位板、第二限位板及第三限位板,所述第一限位板、所述第二限位板及所述第三限位板均垂直设置在所述放置底板上,所述第一限位板与所述第二限位板相平行设置,所述第三限位板的一端设置在所述第一限位板的一侧,所述第三限位板的另一端设置在所述第二限位板的一侧,所述第一限位板、所述第二限位板及所述第三限位板之间形成限位凹槽,所述限位块配合设置在所述限位凹槽中。
进一步,所述的铁件粘胶段切机还包括上料传感器,所述上料传感器设置在所述上料传动模组的末端,且与所述钣金放置组件配合。
进一步,所述胶条上料模组包括胶条上料固定座,所述胶条上料固定座上设置有开有若干个呈X向的通槽,所述通槽上设置有胶条推板,所述胶条上料固定座中设置有推板直线运动模组,所述推板直线运动模组位于所述通槽的下方,且与所述胶条推板相固定配合。
本发明的有益效果是:相对于现有技术存在生产效率的状况,在本发明中,所述产品上料模组配置于对不锈钢刀进行上料,所述产品取料模组配置于对所述产品上料模组末端的不锈钢刀进行取料并放置在所述产品点胶移动模组上,所述胶条上料模组配置于对胶条进行上料,所述切胶模组配置于将所述产品上料模组末端的胶条进行切割,所述胶条取料模组配置于对所述胶条上料模组上切割完成的胶条进行取料并放置在所述产品点胶移动模组上,所述产品点胶移动模组配置于放置不锈钢刀及胶条及移动到所述点胶模组处,所述点胶模组配置于将胶条粘在不锈钢刀上,通过所述点胶模组、所述产品取料模组、所述产品上料模组、所述胶条取料模组、所述胶条上料模组、所述切胶模组及所述产品点胶移动模组的设置使得本发明具有能提高生产效率的优点,所以,本发明具有能提高生产效率的优点。
附图说明
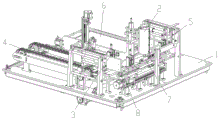
图1是本发明第一视角的立体结构示意图;
图2是本发明第二视角的立体结构示意图;
图3是本发明第三视角的立体结构示意图;
图4是产品点胶移动模组的立体结构示意图;
图5是产品取料模组的立体结构示意图;
图6是产品取料模组另一视角的立体结构示意图;
图7是胶条取料模组及胶条上料模组的立体结构示意图;
图8是切胶模组的立体结构示意图;
图9是切胶模组另一视角的立体结构示意图;
图10是产品上料模组的立体结构示意图;
图11是第一钣金限位件的立体结构示意图。
具体实施方式
如图1至图11所示,在本实施例中,本发明包括机台1,所述机台1上设置有点胶模组2、产品取料模组3、产品上料模组4、胶条取料模组5、胶条上料模组6、切胶模组7及产品点胶移动模组8,所述产品取料模组3及所述产品上料模组4均呈X向,且左右并排设置,所述胶条取料模组5、胶条上料模组6均呈X向,且左右并排设置在所述产品取料模组3及所述产品上料模组4的前方,所述切胶模组7配合设置在所述胶条取料模组5及所述胶条上料模组6之间,所述产品点胶移动模组8呈Y向且配合设置在所述产品取料模组3及所述胶条取料模组5的一侧,所述点胶模组2配合设置在所述产品点胶移动模组8的一侧。相对于现有技术存在生产效率的状况,在本发明中,所述产品上料模组4配置于对不锈钢刀进行上料,所述产品取料模组3配置于对所述产品上料模组4末端的不锈钢刀进行取料并放置在所述产品点胶移动模组8上,所述胶条上料模组6配置于对胶条进行上料,所述切胶模组7配置于将所述产品上料模组4末端的胶条进行切割,所述胶条取料模组5配置于对所述胶条上料模组6上切割完成的胶条进行取料并放置在所述产品点胶移动模组8上,所述产品点胶移动模组8配置于放置不锈钢刀及胶条及移动到所述点胶模组2处,所述点胶模组2配置于将胶条粘在不锈钢刀上,通过所述点胶模组2、所述产品取料模组3、所述产品上料模组4、所述胶条取料模组5、所述胶条上料模组6、所述切胶模组7及所述产品点胶移动模组8的设置使得本发明具有能提高生产效率的优点。
在本实施例中,所述产品点胶移动模组8包括产品点胶固定架801,所述产品点胶固定架801上设置有Y轴直线运动模组802,所述Y轴直线运动模组802上滑动配合有点胶移动底架803,所述点胶移动底架803上设置有产品放置板804,所述产品放置板804上配合设置有若干个限位柱。不锈钢刀上开有与所述限位柱相适配的限位孔,所述产品放置板804通过所述限位柱对不锈钢刀进行限位。使用时,所述产品放置板804先后移动到所述产品取料模组3及所述胶条取料模组5的下方,使得不锈钢刀及胶条能够依次放置在所述产品放置板804上。
在本实施例中,所述产品取料模组3包括第一固定支架301,所述第一固定支架301上设置有呈X向的第一X轴直线运动模组302,所述第一X轴直线运动模组302上并排依次设置有第一Z轴直线运动模组303、第二Z轴直线运动模组304及第三Z轴直线运动模组305,所述第一Z轴直线运动模组303、第二Z轴直线运动模组304及所述第三Z轴直线运动模组305上均配合设置有磁吸模组306。所述磁吸模组306配置于对不锈钢刀进行吸取。所述第三Z轴直线运动模组305上还设置有翻转支架,所述翻转支架的上端与翻转气缸的一端相铰接,所述翻转气缸的另一端与所述第三Z轴直线运动模组305的所述磁吸模组306铰接,所述第三Z轴直线运动模组305与所述磁吸模组306相铰接,所述翻转支架及所述翻转气缸的设置使得所述第三Z轴直线运动模组305的所述磁吸模组306能够在吸取不锈钢刀的同时对其进行翻转。
在本实施例中,所述胶条取料模组5包括胶条取料固定架501,所述胶条取料固定架501的一端设置在所述胶条上料模组6的末端,所述胶条取料固定架501上设置有第四Z轴直线运动模组502及呈X向的第二X轴直线运动模组503,所述第四Z轴直线运动模组502位于所述胶条上料模组6末端的上方,所述第二X轴直线运动模组503上配合设置有第五Z轴运动模组504,所述第四Z轴直线运动模组502及所述第五Z轴运动模组504上均设置有吸盘组件505。所述第四Z轴直线运动模组502及其所述吸盘组件505配置于对所述胶条上料模组6末端的胶条进行下压,从而便于所述切胶模组7进行切割,所述第五Z轴运动模组504及其所述吸盘组件505配置于吸取并移动所述胶条上料模组6末端的胶条。
在本实施例中,所述切胶模组7包括切刀直线运动模组701、切刀702及切刀气缸703,所述切刀直线运动模组701上配合设置有切刀移动座704,所述切刀移动座704上开有弧形槽705,所述切刀702上设置有与所述弧形槽705相适配的滑块706,所述切刀702设置在所述切刀移动座704上,所述滑块706滑动配合在所述弧形槽705中,所述切刀气缸703的一端铰接在所述切刀移动座704上,另一端铰接在所述滑块706上。初始状态下,所述滑块706位于所述弧形槽705中部,此时所述切刀702处于竖直状态而无法切割胶条,使用时,所述切刀气缸703拉动所述切刀702,使得所述滑块706滑动到所述弧形槽705的一末端,此时所述切刀702处于倾斜状态,进一步所述切刀直线运动模组701带动所述切刀702进行运动,使得所述切刀702能够进行切割,在此过程中,通过所述切刀气缸703来调整所述切刀702的角度能够很好的降低生产成本,且在所述切刀702处于倾斜状态进行切割时,所述滑块706顶靠在所述弧形槽705的一末端中,使得所述切刀702不易抖动而能够易于切割。
在本实施例中,所述切刀直线运动模组701包括第一固定座721、第二固定座722、第三固定座723及直线运动气缸724,所述第一固定座721及所述第二固定座722之间设置有若干条滑动杆725,所述切刀移动座704滑动配合在所述滑动杆725上,所述直线运动气缸724的一端铰接在所述第三固定座723上,另一端铰接在所述切刀移动座704的底部,所述第一固定座721的内侧设置有与所述切刀移动座704配合的缓冲器726。
在本实施例中,所述产品上料模组4包括上料传动模组401,所述上料传动模组401上配合设置有若干个钣金放置组件402,所述钣金放置组件402包括放置底板403,所述放置底板403上设置有相配合的第一钣金限位件404及第二钣金限位件405,所述第一钣金限位件404及所述第二钣金限位件405中均配合设置有限位块406,所述限位块406上开有产品限位槽407。所述产品限位槽407呈V型。
在本实施例中,所述第一钣金限位件404及所述第二钣金限位件405均包括第一限位板411、第二限位板412及第三限位板413,所述第一限位板411、所述第二限位板412及所述第三限位板413均垂直设置在所述放置底板403上,所述第一限位板411与所述第二限位板412相平行设置,所述第三限位板413的一端设置在所述第一限位板411的一侧,所述第三限位板413的另一端设置在所述第二限位板412的一侧,所述第一限位板411、所述第二限位板412及所述第三限位板413之间形成限位凹槽,所述限位块406配合设置在所述限位凹槽中。
在本实施例中,所述的铁件粘胶段切机还包括上料传感器,所述上料传感器设置在所述上料传动模组401的末端,且与所述钣金放置组件402配合。所述上料传感器配置于感应所述上料传动模组401的末端是否放置有产品。
在本实施例中,所述胶条上料模组6包括胶条上料固定座601,所述胶条上料固定座601上设置有开有若干个呈X向的通槽602,所述通槽602上设置有胶条推板603,所述胶条上料固定座601中设置有推板直线运动模组604,所述推板直线运动模组604位于所述通槽602的下方,且与所述胶条推板603相固定配合。胶条放置在所述胶条推板603的前端,进一步通过所述推板直线运动模组604带动所述胶条推板603沿着X向作直线运动,使得所述胶条推板603推动胶条到所述胶条上料固定座601的末端。
虽然本发明的实施例是以实际方案来描述的,但是并不构成对本发明含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
Claims (10)
1.一种铁件粘胶段切机,其特征在于:其包括机台(1),所述机台(1)上设置有点胶模组(2)、产品取料模组(3)、产品上料模组(4)、胶条取料模组(5)、胶条上料模组(6)、切胶模组(7)及产品点胶移动模组(8),所述产品取料模组(3)及所述产品上料模组(4)均呈X向,且左右并排设置,所述胶条取料模组(5)、胶条上料模组(6)均呈X向,且左右并排设置在所述产品取料模组(3)及所述产品上料模组(4)的前方,所述切胶模组(7)配合设置在所述胶条取料模组(5)及所述胶条上料模组(6)之间,所述产品点胶移动模组(8)呈Y向且配合设置在所述产品取料模组(3)及所述胶条取料模组(5)的一侧,所述点胶模组(2)配合设置在所述产品点胶移动模组(8)的一侧。
2.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述产品点胶移动模组(8)包括产品点胶固定架(801),所述产品点胶固定架(801)上设置有Y轴直线运动模组(802),所述Y轴直线运动模组(802)上滑动配合有点胶移动底架(803),所述点胶移动底架(803)上设置有产品放置板(804),所述产品放置板(804)上配合设置有若干个限位柱。
3.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述产品取料模组(3)包括第一固定支架(301),所述第一固定支架(301)上设置有呈X向的第一X轴直线运动模组(302),所述第一X轴直线运动模组(302)上并排依次设置有第一Z轴直线运动模组(303)、第二Z轴直线运动模组(304)及第三Z轴直线运动模组(305),所述第一Z轴直线运动模组(303)、第二Z轴直线运动模组(304)及所述第三Z轴直线运动模组(305)上均配合设置有磁吸模组(306)。
4.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述胶条取料模组(5)包括胶条取料固定架(501),所述胶条取料固定架(501)的一端设置在所述胶条上料模组(6)的末端,所述胶条取料固定架(501)上设置有第四Z轴直线运动模组(502)及呈X向的第二X轴直线运动模组(503),所述第四Z轴直线运动模组(502)位于所述胶条上料模组(6)末端的上方,所述第二X轴直线运动模组(503)上配合设置有第五Z轴运动模组(504),所述第四Z轴直线运动模组(502)及所述第五Z轴运动模组(504)上均设置有吸盘组件(505)。
5.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述切胶模组(7)包括切刀直线运动模组(701)、切刀(702)及切刀气缸(703),所述切刀直线运动模组(701)上配合设置有切刀移动座(704),所述切刀移动座(704)上开有弧形槽(705),所述切刀(702)上设置有与所述弧形槽(705)相适配的滑块(706),所述切刀(702)设置在所述切刀移动座(704)上,所述滑块(706)滑动配合在所述弧形槽(705)中,所述切刀气缸(703)的一端铰接在所述切刀移动座(704)上,另一端铰接在所述滑块(706)上。
6.根据权利要求5所述的铁件粘胶段切机,其特征在于:所述切刀直线运动模组(701)包括第一固定座(721)、第二固定座(722)、第三固定座(723)及直线运动气缸(724),所述第一固定座(721)及所述第二固定座(722)之间设置有若干条滑动杆(725),所述切刀移动座(704)滑动配合在所述滑动杆(725)上,所述直线运动气缸(724)的一端铰接在所述第三固定座(723)上,另一端铰接在所述切刀移动座(704)的底部,所述第一固定座(721)的内侧设置有与所述切刀移动座(704)配合的缓冲器(726)。
7.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述产品上料模组(4)包括上料传动模组(401),所述上料传动模组(401)上配合设置有若干个钣金放置组件(402),所述钣金放置组件(402)包括放置底板(403),所述放置底板(403)上设置有相配合的第一钣金限位件(404)及第二钣金限位件(405),所述第一钣金限位件(404)及所述第二钣金限位件(405)中均配合设置有限位块(406),所述限位块(406)上开有产品限位槽(407)。
8.根据权利要求7所述的铁件粘胶段切机,其特征在于:所述第一钣金限位件(404)及所述第二钣金限位件(405)均包括第一限位板(411)、第二限位板(412)及第三限位板(413),所述第一限位板(411)、所述第二限位板(412)及所述第三限位板(413)均垂直设置在所述放置底板(403)上,所述第一限位板(411)与所述第二限位板(412)相平行设置,所述第三限位板(413)的一端设置在所述第一限位板(411)的一侧,所述第三限位板(413)的另一端设置在所述第二限位板(412)的一侧,所述第一限位板(411)、所述第二限位板(412)及所述第三限位板(413)之间形成限位凹槽,所述限位块(406)配合设置在所述限位凹槽中。
9.根据权利要求7所述的铁件粘胶段切机,其特征在于:所述的铁件粘胶段切机还包括上料传感器,所述上料传感器设置在所述上料传动模组(401)的末端,且与所述钣金放置组件(402)配合。
10.根据权利要求1所述的铁件粘胶段切机,其特征在于:所述胶条上料模组(6)包括胶条上料固定座(601),所述胶条上料固定座(601)上设置有开有若干个呈X向的通槽(602),所述通槽(602)上设置有胶条推板(603),所述胶条上料固定座(601)中设置有推板直线运动模组(604),所述推板直线运动模组(604)位于所述通槽(602)的下方,且与所述胶条推板(603)相固定配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911271006.1A CN110901081A (zh) | 2019-12-12 | 2019-12-12 | 铁件粘胶段切机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911271006.1A CN110901081A (zh) | 2019-12-12 | 2019-12-12 | 铁件粘胶段切机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110901081A true CN110901081A (zh) | 2020-03-24 |
Family
ID=69824881
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911271006.1A Pending CN110901081A (zh) | 2019-12-12 | 2019-12-12 | 铁件粘胶段切机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110901081A (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105750473A (zh) * | 2016-04-12 | 2016-07-13 | 深圳普迈仕精密制造技术开发有限公司 | 一种梯子自动化铆压生产设备 |
| CN106298224A (zh) * | 2016-09-29 | 2017-01-04 | 东莞市嘉龙海杰电子科技有限公司 | 变压器铁芯粘胶带及点胶设备 |
| CN107651416A (zh) * | 2017-09-15 | 2018-02-02 | 严传玉 | 一种点胶设备组装上下料机 |
| CN108930700A (zh) * | 2018-09-05 | 2018-12-04 | 江苏铁锚明信交通科技有限公司 | 汽车天窗注塑包边铁件垫片自动粘结设备 |
| CN108940741A (zh) * | 2018-09-06 | 2018-12-07 | 广东立迪智能科技有限公司 | 一种支架灯全自动点胶设备 |
| CN109822923A (zh) * | 2019-03-18 | 2019-05-31 | 苏州吉格尔科技有限公司 | 一种自动化/半自动化贴胶机 |
| CN209578692U (zh) * | 2018-12-05 | 2019-11-05 | 深圳润通智能科技有限公司 | 一种新型运动机构 |
| CN110437762A (zh) * | 2019-07-17 | 2019-11-12 | 苏州微邦材料科技有限公司 | 一种压敏导电胶条及其在光伏电池片贴合中的应用 |
| CN110919244A (zh) * | 2019-12-12 | 2020-03-27 | 珠海市锦沣科技有限公司 | 自动上料焊接机 |
| CN211806311U (zh) * | 2019-12-12 | 2020-10-30 | 珠海市锦沣科技有限公司 | 切胶机构 |
| CN211807933U (zh) * | 2019-12-12 | 2020-10-30 | 珠海市锦沣科技有限公司 | 铁件粘胶段切机 |
-
2019
- 2019-12-12 CN CN201911271006.1A patent/CN110901081A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105750473A (zh) * | 2016-04-12 | 2016-07-13 | 深圳普迈仕精密制造技术开发有限公司 | 一种梯子自动化铆压生产设备 |
| CN106298224A (zh) * | 2016-09-29 | 2017-01-04 | 东莞市嘉龙海杰电子科技有限公司 | 变压器铁芯粘胶带及点胶设备 |
| CN107651416A (zh) * | 2017-09-15 | 2018-02-02 | 严传玉 | 一种点胶设备组装上下料机 |
| CN108930700A (zh) * | 2018-09-05 | 2018-12-04 | 江苏铁锚明信交通科技有限公司 | 汽车天窗注塑包边铁件垫片自动粘结设备 |
| CN108940741A (zh) * | 2018-09-06 | 2018-12-07 | 广东立迪智能科技有限公司 | 一种支架灯全自动点胶设备 |
| CN209578692U (zh) * | 2018-12-05 | 2019-11-05 | 深圳润通智能科技有限公司 | 一种新型运动机构 |
| CN109822923A (zh) * | 2019-03-18 | 2019-05-31 | 苏州吉格尔科技有限公司 | 一种自动化/半自动化贴胶机 |
| CN110437762A (zh) * | 2019-07-17 | 2019-11-12 | 苏州微邦材料科技有限公司 | 一种压敏导电胶条及其在光伏电池片贴合中的应用 |
| CN110919244A (zh) * | 2019-12-12 | 2020-03-27 | 珠海市锦沣科技有限公司 | 自动上料焊接机 |
| CN211806311U (zh) * | 2019-12-12 | 2020-10-30 | 珠海市锦沣科技有限公司 | 切胶机构 |
| CN211807933U (zh) * | 2019-12-12 | 2020-10-30 | 珠海市锦沣科技有限公司 | 铁件粘胶段切机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209534508U (zh) | 自动制证机 | |
| CN110901081A (zh) | 铁件粘胶段切机 | |
| CN211807933U (zh) | 铁件粘胶段切机 | |
| AU6810994A (en) | A method and a device for the manufacture of booklets | |
| JP2912729B2 (ja) | 刷本移送路装置 | |
| CN206639727U (zh) | 一种键盘开关轴自动插装机 | |
| CN209853452U (zh) | 一种可自动送料印刷的印刷机组 | |
| US3022998A (en) | Printing apparatus | |
| CN216000628U (zh) | 一种书刊印刷用切纸装置 | |
| CN110919244A (zh) | 自动上料焊接机 | |
| CN216884374U (zh) | 一种书本自动冲型装置 | |
| CN216889202U (zh) | 上料装置改进的印刷机 | |
| CN113320273B (zh) | 一种自动丝印胶片定位贴合设备 | |
| CN212049801U (zh) | 一种印刷品印刷用导向机构 | |
| KR101608337B1 (ko) | 책표지 모서리 가공장치 | |
| CN108223521A (zh) | 一种多膜片组合贴装机构 | |
| JP2007326200A (ja) | 断裁装置、後処理装置及び画像形成装置 | |
| CN218707875U (zh) | 一种印刷纸张折页装置 | |
| CN223704699U (zh) | 一种印刷定位装置 | |
| CN211769313U (zh) | 一种贴片胶设备 | |
| CN220883823U (zh) | 一种打印机标签纸固定机构 | |
| CN223999189U (zh) | 一种防偏移的印刷覆膜机 | |
| CN121733970A (zh) | 一种纪念册全自动无线胶装生产线及其控制方法 | |
| CN219885201U (zh) | 一种印刷机防卡纸装置 | |
| CN222663008U (zh) | 一种印刷品装订装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200324 |