CN110901981A - Triangle-shaped mechanism of ribbon instrument - Google Patents
Triangle-shaped mechanism of ribbon instrument Download PDFInfo
- Publication number
- CN110901981A CN110901981A CN201911168883.6A CN201911168883A CN110901981A CN 110901981 A CN110901981 A CN 110901981A CN 201911168883 A CN201911168883 A CN 201911168883A CN 110901981 A CN110901981 A CN 110901981A
- Authority
- CN
- China
- Prior art keywords
- cable tie
- cylinder
- pulling
- head
- tool according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 33
- 210000000078 claw Anatomy 0.000 claims abstract description 55
- 230000009471 action Effects 0.000 claims abstract description 19
- 239000002699 waste material Substances 0.000 claims description 14
- 230000009467 reduction Effects 0.000 claims description 10
- 150000001875 compounds Chemical class 0.000 abstract description 3
- 230000000149 penetrating effect Effects 0.000 description 12
- 230000035515 penetration Effects 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/02—Applying and securing binding material around articles or groups of articles, e.g. using strings, wires, strips, bands or tapes
- B65B13/04—Applying and securing binding material around articles or groups of articles, e.g. using strings, wires, strips, bands or tapes with means for guiding the binding material around the articles prior to severing from supply
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Abstract
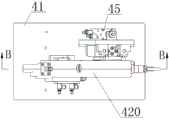
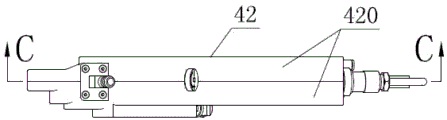
本发明提供了一种扎带工具的三角形机构,包括:自动扎带工作头本体、穿拉切组合模块、抬头气缸、升降气缸、升降滑块;所述升降气缸固定在所述自动扎带工作头本体上并与所述升降滑块连接,所述抬头气缸安装在所述升降滑块上,所述抬头气缸的作用杆通过铰链与所述穿拉切组合模块连接,所述升降气缸作用杆通过所述升降滑块采用铰链与所述穿拉切组合模块连接,所述抬头气缸、所述升降滑块及所述穿拉切组合模块装配后形成三角形的三条边;所述的一种扎带工具的三角形机构实现所述穿拉切组合模块的复合运动、实现扎带工具的多个导向爪按顺序关联动作。

The invention provides a triangular mechanism of a tie tool, comprising: an automatic tie working head body, a pulling and cutting combined module, a head-up cylinder, a lifting cylinder, and a lifting slider; the lifting cylinder is fixed on the automatic tie and works The head body is connected with the lifting slide block, the lift cylinder is installed on the lift slide block, the action rod of the lift cylinder is connected with the thread-pulling and cutting combination module through a hinge, and the lift cylinder action rod The lifting slider is connected with the pulling and cutting combined module by a hinge, and the head-up cylinder, the lifting slider and the pulling and cutting combined module are assembled to form three sides of a triangle; The triangular mechanism with the tool realizes the compound movement of the threading, pulling and cutting combined module, and realizes the sequential associated actions of the plurality of guide claws of the tie tool.
Description
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911168883.6A CN110901981B (en) | 2016-01-04 | 2016-01-04 | Tool for automatic ribbon binding in narrow space |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610005704.7A CN105460260B (en) | 2016-01-04 | 2016-01-04 | A tool for automatic cable ties in narrow spaces |
| CN201911168883.6A CN110901981B (en) | 2016-01-04 | 2016-01-04 | Tool for automatic ribbon binding in narrow space |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610005704.7A Division CN105460260B (en) | 2016-01-04 | 2016-01-04 | A tool for automatic cable ties in narrow spaces |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110901981A true CN110901981A (en) | 2020-03-24 |
| CN110901981B CN110901981B (en) | 2021-10-12 |
Family
ID=55598515
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911233520.6A Withdrawn CN110901982A (en) | 2016-01-04 | 2016-01-04 | Combined guide claw mechanism of automatic binding tool |
| CN201610005704.7A Active CN105460260B (en) | 2016-01-04 | 2016-01-04 | A tool for automatic cable ties in narrow spaces |
| CN201911168883.6A Active CN110901981B (en) | 2016-01-04 | 2016-01-04 | Tool for automatic ribbon binding in narrow space |
| CN201911262017.3A Withdrawn CN110901983A (en) | 2016-01-04 | 2016-01-04 | Four-guide-claw combined mechanism of binding tape tool |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911233520.6A Withdrawn CN110901982A (en) | 2016-01-04 | 2016-01-04 | Combined guide claw mechanism of automatic binding tool |
| CN201610005704.7A Active CN105460260B (en) | 2016-01-04 | 2016-01-04 | A tool for automatic cable ties in narrow spaces |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911262017.3A Withdrawn CN110901983A (en) | 2016-01-04 | 2016-01-04 | Four-guide-claw combined mechanism of binding tape tool |
Country Status (1)
| Country | Link |
|---|---|
| CN (4) | CN110901982A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114524122A (en) * | 2022-03-03 | 2022-05-24 | 吉安跃辉自动化设备有限公司 | Automatic hand-held gun for binding belt |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107539521B (en) * | 2016-06-27 | 2019-11-12 | 沈阳新松机器人自动化股份有限公司 | A kind of harness automatic bonding unit |
| CN106742456A (en) * | 2017-01-06 | 2017-05-31 | 深圳市众和正通科技发展有限公司 | One kind ties up device for mark automatically |
| CN107098014B (en) * | 2017-07-04 | 2020-05-26 | 深圳市施威德自动化科技有限公司 | Automatic material distributing and counting device for bulk binding tapes |
| CN116119134B (en) * | 2017-07-04 | 2025-02-18 | 深圳市施威德自动化科技有限公司 | Automatic cutting device for conjoined ribbon |
| CN116336176A (en) * | 2017-09-03 | 2023-06-27 | 深圳市施威德自动化科技有限公司 | Three-terminal input/output mechanism of automatic ribbon tool |
| CN108507423A (en) * | 2017-11-29 | 2018-09-07 | 昆明德澳科技有限公司 | A kind of detonator storing material collecting device |
| CN109051124B (en) * | 2018-06-15 | 2020-12-08 | 宁波禹泰自动化科技有限公司 | A junction box automatic tying equipment |
| CN108945564B (en) * | 2018-08-27 | 2024-06-25 | 深圳市施威德自动化科技有限公司 | Working head of automatic cable tie tool |
| DE102021203997A1 (en) * | 2021-04-21 | 2022-10-27 | Hellermanntyton Gmbh | Cable tie straightening device |
| CN113561414B (en) * | 2021-09-26 | 2021-12-07 | 南通凌志环保科技有限公司 | Automatic material distribution equipment for bulk binding tapes |
| CN115072030B (en) * | 2022-07-11 | 2024-04-26 | 深圳市施威德自动化科技有限公司 | Shaping and locking mechanism of automatic bundling tool and bundling tool |
| CN117302624A (en) * | 2023-09-06 | 2023-12-29 | 苏州市毅田自动化科技有限公司 | An automatic tie-tying machine |
| CN117326125A (en) * | 2023-09-06 | 2024-01-02 | 苏州市毅田自动化科技有限公司 | Automatic wire winding ribbon equipment |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6121316A (en) * | 1984-07-10 | 1986-01-30 | 株式会社 ニフコ | Bundling tool |
| DE3632239A1 (en) * | 1986-09-23 | 1988-04-07 | Messerschmitt Boelkow Blohm | DEVICE FOR ATTACHING CABLE TIES WITH A MOTOR DRIVEN TIE DEVICE |
| JPH08151011A (en) * | 1994-11-30 | 1996-06-11 | Mitsuba Seisakusho:Kk | Automatic binding machine |
| JP2923242B2 (en) * | 1996-03-15 | 1999-07-26 | 大木樹脂工業株式会社 | Rebar binding machine |
| DE29617651U1 (en) * | 1996-10-10 | 1998-02-05 | Paul Hellermann GmbH, 25421 Pinneberg | Arrangement for binding an object, in particular a wire harness |
| JP3949177B2 (en) * | 1997-07-29 | 2007-07-25 | トーマス アンド ベッツ インターナショナル,インク. | Improved cable tie distributor |
| JP2009154895A (en) * | 2007-12-26 | 2009-07-16 | Max Co Ltd | Binding machine for horticulture |
| CN105173166B (en) * | 2008-04-23 | 2019-01-04 | 信诺国际Ip控股有限责任公司 | Mobile strapping device |
| CN102390606B (en) * | 2011-07-22 | 2013-09-25 | 孙激扬 | Steel bar bundling mechanical hand and special buckle element thereof |
| CN104853591B (en) * | 2012-11-29 | 2017-07-21 | 日绊株式会社 | Binding apparatus |
| CN104150006B (en) * | 2013-09-02 | 2016-09-14 | 许修义 | A kind of hand-held automatic tie tool |
| CN204433117U (en) * | 2015-02-06 | 2015-07-01 | 张家港市兰马机械有限公司 | A kind of ribbon feeder |
| CN204822147U (en) * | 2015-08-03 | 2015-12-02 | 深圳市林全科技有限公司 | Full -automatic ribbon of hand -held type machine |
| CN105059581B (en) * | 2015-08-11 | 2018-06-01 | 许修义 | A belt-drawing mechanism of an automatic cable tie tool |
| CN205819628U (en) * | 2016-01-04 | 2016-12-21 | 深圳市施威德自动化科技有限公司 | A kind of instrument for small space automatic tie |
-
2016
- 2016-01-04 CN CN201911233520.6A patent/CN110901982A/en not_active Withdrawn
- 2016-01-04 CN CN201610005704.7A patent/CN105460260B/en active Active
- 2016-01-04 CN CN201911168883.6A patent/CN110901981B/en active Active
- 2016-01-04 CN CN201911262017.3A patent/CN110901983A/en not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114524122A (en) * | 2022-03-03 | 2022-05-24 | 吉安跃辉自动化设备有限公司 | Automatic hand-held gun for binding belt |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105460260B (en) | 2019-11-22 |
| CN110901982A (en) | 2020-03-24 |
| CN110901981B (en) | 2021-10-12 |
| CN110901983A (en) | 2020-03-24 |
| CN105460260A (en) | 2016-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110901981A (en) | Triangle-shaped mechanism of ribbon instrument | |
| CA2694202C (en) | Strapping machine with improved tension, seal and feed arrangement | |
| CN108945564B (en) | Working head of automatic cable tie tool | |
| CN105059581B (en) | A belt-drawing mechanism of an automatic cable tie tool | |
| KR20110028657A (en) | Portable electric binding device | |
| US20240376728A1 (en) | Binding machine | |
| CN210191911U (en) | Online electric wire binding apparatus | |
| CN205819628U (en) | A kind of instrument for small space automatic tie | |
| CN111591490B (en) | A cable tie machine | |
| CN219786420U (en) | Cable fixed length cutting device | |
| GB1198135A (en) | Wire Tensioning and Tying Device | |
| CN214608247U (en) | Steel band bundling machine with bundling head and steel band biting device | |
| CN220948688U (en) | Packaging equipment | |
| JP2018109294A (en) | Binding machine | |
| CN113597925A (en) | A cord reel for a binding machine and a binding machine with the cord reel | |
| CN223891271U (en) | Full-automatic ribbon installation aircraft nose module | |
| CN204747087U (en) | Wire drawing coiling mechanism | |
| CN210724500U (en) | Winding device for motor manufacturing | |
| CN221715536U (en) | A cutting device for wire rope processing | |
| CN112024780A (en) | Automatic reinforcing bar of business turn over material is cut and is tied up equipment | |
| CN218913523U (en) | Labor-saving clutch structure of motorcycle engine | |
| CN214930877U (en) | Belt feeding and guiding device of belt binding machine | |
| CN221835904U (en) | Wire harness strap pulling and cutting mechanism | |
| CN210238140U (en) | Traction device for cutting and pressing steel wire rope | |
| CN214280718U (en) | Electric wire poling draw gear |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: No. 405, Building A, Fuhai Technology Industrial Park, Huafeng Zhigu, Xinhe Community, Fuhai Street, Bao'an District, Shenzhen City, Guangdong Province 518101 Patentee after: SHENZHEN SHI WEIDE AUTOMATION TECHNOLOGY Co.,Ltd. Country or region after: China Address before: 518103 Zhuoke Science Park, 190 Chongqing Road, Heping Community, Fuhai Street, Baoan District, Shenzhen City, Guangdong Province Patentee before: SHENZHEN SHI WEIDE AUTOMATION TECHNOLOGY Co.,Ltd. Country or region before: China |
|
| CP03 | Change of name, title or address | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Application publication date: 20200324 Assignee: Foshan Aobangli Technology Co.,Ltd. Assignor: SHENZHEN SHI WEIDE AUTOMATION TECHNOLOGY Co.,Ltd. Contract record no.: X2025980000544 Denomination of invention: A tool for automatic zip ties in narrow spaces Granted publication date: 20211012 License type: Common License Record date: 20250107 |
|
| EE01 | Entry into force of recordation of patent licensing contract |