一种扎带工具的三角形机构
技术领域
本发明涉及一种运动机构,尤其涉及一种扎带工具的三角形机构。
背景技术
传统地,扎带的捆扎都是手工完成的,2011年以来,在国内市场上出现了桌面式自动扎带机,本人也于2012-2013年研发了手持式自动扎带工具,国外有使用连体扎带的手持式自动扎带枪,但前述的各种自动扎带机器及自动扎带工具都不适用在狭小空间扎带作业及需要穿过小孔的扎带作业,比如:电机线圈的捆扎是典型的狭小空间作业的情况,而每个电机定子线圈需要扎4-12根扎带防止线圈工作时松散,在世界范围内,电机线圈的捆扎作业都是手工作业,工作效率低,劳动强度大,已经问世的各种自动扎带设备均没有能够解决电机线圈这种狭小空间自动扎带作业的技术难题,即使对本人设计的手持式自动扎带工具的爪子进行特别小型化改造,也会在捆扎后形成自锁,取出捆扎后的线圈困难。许多电机行业的工程师为电机定子线圈的捆扎想过很多办法,比如:有人设计过采用气动或电动的拉紧、并剪断扎带尾部的装置,但事先还需要人工拿取扎带、人工穿扎带、并人工预拉紧,这种气动或电动的装置被电机行业普遍采用,但这种装置没有从根本上实现自动,效率提高不大。应电机行业的多家大型工厂的要求,经过长时间的构思,本人专门为电机线圈这种狭小空间的扎带作业研发了一种自动扎带的方法和工具,一种扎带工具的三角形机构是所述的一种自动扎带的方法和工具的关键部件之一。
发明内容
本发明的目的在于解决解决市面上现有的各种自动扎带设备及工具均不能实现对电机线圈这种狭小空间的自动扎带作业而研发的一种全新的自动扎带方法和工具的部件,亦今为止,电机生产的其它工序都能自动化,只有线圈的包胶及扎带无法实现自动化,本发明是为解决线圈扎带自动化的瓶颈而提供的一种扎带工具的三角形机构。
一种自动扎带工具,包括:主机、送料管、数据线、自动扎带工作头,所述主机分别连接有送料管及数据线,所述主机通过送料管及数据线与所述自动扎带工作头相连接;进一步地,所述自动扎带工作头包括自动扎带工作头本体、穿拉切组合模块、固定的第二导向爪、可动的第二导向爪、可动的第二导向爪气缸、抬头气缸、升降气缸、升降滑块;所述固定的第二导向爪、可动的第二导向爪气缸、升降气缸固定在所述自动扎带工作头本体上,所述可动的第二导向爪与所述可动的第二导向爪气缸的作用杆联接并可在所述自动扎带工作头本体的导向槽内滑动。
本发明是通过以下技术方案来实现的:一种扎带工具的三角形机构,包括:自动扎带工作头本体、穿拉切组合模块、抬头气缸、升降气缸、升降滑块;所述升降气缸固定在所述自动扎带工作头本体上并与所述升降滑块连接,所述抬头气缸通过铰链安装在所述升降滑块上,所述抬头气缸的作用杆通过铰链与所述穿拉切组合模块连接,所述升降气缸作用杆通过所述升降滑块采用铰链与所述穿拉切组合模块连接(所述升降滑块实际上就是所述升降气缸作用杆的延长部分),所述抬头气缸、所述升降滑块及所述穿拉切组合模块装配后形成三角形的三条边。
进一步地,所述穿拉切组合模块设置有:壳体、支架板、马达、减速箱、计数齿轮、计数齿轮感应器、连杆、切刀、固定的第一导向爪、可动的第一导向爪、内部送料管、拉带机构。所述减速箱、计数齿轮、计数齿轮感应器、连杆、固定的第一导向爪、可动的第一导向爪、拉带机构都安装在支架板上;
所述减速箱的动力输出传给计数齿轮,所述计数齿轮一侧设有计数齿轮感应器,计数齿轮感应器固定在所述支架板上,所述计数齿轮每转动到某个固定位置,计数齿轮感应器感应一次。
所述拉带机构设置有:机架、盖板、拉带齿轮、拉带轴、拉带轮;所述拉带齿轮、拉带轴、拉带轮通过轴承安装在所述机架及盖板上;所述拉带轮的周边设有棘齿,所述拉带轮的棘齿咬住扎带并将扎带不断拉紧,扎带被拉紧后所述切刀切断扎带尾部。
进一步地,所述机架内设有空腔,所述空腔内容纳拉带轮;所述机架还设计有扎带废料通道,所述扎带废料通道在与第二导向爪相连的一端为扎带进口,另一端为扎带出口,所述机架及盖板将所述的拉带齿轮、计数齿轮及减速箱等传动系统隔离在所述的扎带废料通道外,防止所述的扎带废料通道内产生的扎带碎屑进入传动系统。
本发明的有益效果在于:
1、采用三角形联接的复合机构实现所述穿拉切组合模块的复合运动;
2、三角形联接的复合机构实现扎带工具的多个导向爪按顺序关联动作;
3、解决了自从电机诞生以来一直用手工扎扎带的低效率的困扰;
4、解决小空间自动扎带的难题。
【附图说明】
图1为一种自动扎带的轴测图;
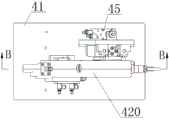
图2为自动扎带工作头的主视图,移去防护罩,可动的第二导向爪位于下死点位置,升降气缸及抬头气缸均位于上死点位置,自动扎带工作头处于此状态时,放入及取出工件;
图3为自动扎带工作头的俯视图,移去防护罩;
图4为自动扎带工作头主视图,移去防护罩,可动的第二导向爪及升降气缸位于上死点位置,抬头气缸位于下死点位置,自动扎带工作头处于该状态时扎带被送入的自动扎带工作头定位;
图5为与图3对应的B-B剖面图,可动的第二导向爪、升降气缸及抬头气缸均位于下死点位置,图中位置是扎带捆扎工作刚完成时的状态;
图6为自动扎带工作头主视图,移去防护罩;可动的第二导向爪及升降气缸位于上死点位置,抬头气缸位于下死点位置;第二导向爪气缸、升降气缸及抬头气缸均以简化原理图表示,示意所述抬头气缸、所述升降滑块及所述穿拉切组合模块之间的“三角形”结构关系;
图7为自动扎带工作头主视图,以简化原理图说明:所述升降滑块其实就是所述升降气缸作用杆的延长部分,同时示意:所述抬头气缸、所述升降滑块及所述穿拉切组合模块之间的“三角形”结构关系;
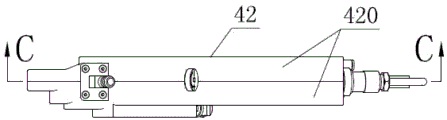
图8为穿拉切组合模块俯视图;
图9为穿拉切组合模块主视图,移去一个壳体;
图10为穿拉切组合模块C-C剖视图;
图11为穿拉切组合模块轴测图,移去一个壳体;
附图标记:1、主机;112、电气控制系统;2、送料管;3、数据线;4、自动扎带工作头;41、自动扎带工作头本体;42、穿拉切组合模块;420、壳体;421、支架板;422、马达;423、减速箱;424、计数齿轮;425、计数齿轮感应器;429、连杆;4210、力矩比较器;4211、切刀;4212、固定的第一导向爪;4213、可动的第一导向爪;4214、内部送料管;4215、拉带机构;42150、机架;42151、盖板;421500、拉带齿轮;421511、拉带轴; 421500、拉带轮;42156、固定的第二导向爪;42157、可动的第二导向爪; 43、可动的第二导向爪气缸;44、抬头气缸;45、升降气缸;46、升降滑块;47、铰链。
【具体实施方式】
下面结合附图及具体实施方式对本发明做进一步描述:
实施例1
如图1所示,所述自动扎带工作头4通过柔性的有方形截面内孔的送料管2及数据线3与所述主机1相连,在所述主机1固定的情况下,可根据电机定子生产线的高低、方位调节所述自动扎带工作头4的高低及方位。
实施例2
如图2、图3、图4、图5、图6、图7所示,所述自动扎带工作头4包括自动扎带工作头本体41、穿拉切组合模块42、固定的第二导向爪42156、可动的第二导向爪42157、可动的第二导向爪气缸43、抬头气缸44、升降气缸45、升降滑块46,所述固定的第二导向爪42156、可动的第二导向爪气缸43、升降气缸45固定在所述自动扎带工作头本体41上,所述可动的第二导向爪42157与所述可动的第二导向爪气缸43的作用杆联接并可在所述自动扎带工作头本体41的导向槽内滑动。
实施例3
如图2、图3、图4、图5、图6、图7所示,一种扎带工具的三角形机构,包括:自动扎带工作头本体41、穿拉切组合模块42、抬头气缸44、升降气缸45、升降滑块46;所述升降气缸45安装在所述自动扎带工作头本体41上并与所述升降滑块46连接,所述抬头气缸44通过铰链47安装在所述升降滑块46上,所述抬头气缸44的作用杆通过铰链47与所述穿拉切组合模块42连接,所述升降气缸45作用杆通过所述升降滑块46采用铰链47与所述穿拉切组合模块42连接,所述抬头气缸44、所述升降滑块46及所述穿拉切组合模块42装配后形成三角形的三条边。
实施例4
如图2至图11所示,所述穿拉切组合模块42设置有:壳体420、支架板421、马达422、减速箱423、计数齿轮424、计数齿轮感应器425、连杆429、切刀4211、固定的第一导向爪4212、可动的第一导向爪4213、内部送料管4214、及拉带机构4215,所述减速箱423、计数齿轮424、计数齿轮感应器425、连杆429、切刀4211、固定的第一导向爪4212、可动的第一导向爪4213、拉带机构4215都安装在支架板421上;
所述减速箱423的一侧连接有计数齿轮424,减速箱423的动力输出传给计数齿轮424,所述计数齿轮424一侧设有计数齿轮感应器425,计数齿轮感应器425固定在所述支架板421上,所述计数齿轮424每转动到某个固定位置,计数齿轮感应器425感应一次,所述电气控制系统112立即控制马达422停止,即每个工作周期中,所述计数齿轮424转动一圈;
进一步地,所述壳体420端部连接有数据线3及柔性的送料管2,所述柔性的送料管2与内部送料管4214相连,所述内部送料管4214与所述拉带机构4215的机架42150相连;
如图5、图9、图10所示,所述拉带机构4215包括机架42150、盖板42151、拉带齿轮421500、拉带轴421511、拉带轮421522,所述拉带齿轮421500、拉带轴421511、拉带轮421522通过轴承安装在所述机架42150及盖板42151上,外部动力由拉带齿轮421500传入,并带动拉带轴421511、拉带轮421522转动,扎带的齿被所述拉带轮421522的棘齿咬住。
所述机架42150、固定的第一导向爪4212、固定的第二导向爪42156、可动的第二导向爪42157均开有导向槽,可动的第一导向爪4213与固定的第一导向爪4212组合形成导向槽,所述机架42150及所述盖板42151还有给扎带头部定位的凹坑,当扎带头部被压缩空气推进运行所述凹坑位置时被挡住也不能倒退,所述机架42150、固定的第一导向爪4212、可动的第一导向爪4213、固定的第二导向爪42156、可动的第二导向爪42157的导向槽对接形成近似梨形的导向槽闭合圈,所述导向槽闭合圈的周长大于扎带的长度,当扎带被推入所述导向槽闭合圈定位时,所述可动的第二导向爪42157的根部锁住扎带头部,所述可动的第一导向爪4213在连杆429作用下向内勾,将扎带尾部穿入扎带头部的孔中,所述可动的第一导向爪4213将扎带尾部推入所述拉带轮421522之间的间隙,所述拉带轮421522周边的棘轮咬住扎带,将扎带不断拉紧,所述机架42150右侧下方设有切刀4211,扎带被拉紧后所述切刀4211在外部动力作用下切断扎带尾部,所述拉带轮421522继续转动将切断的扎带尾部卷出。
进一步地,所述机架42150内设有空腔,所述空腔内容纳拉带轮421522,所述机架42150还设计有扎带废料通道,所述扎带废料通道是在机架42150与第二导向爪相连的一端为扎带进口,另一端(图5所示的上方)为扎带出口,所述机架42150及盖板42151将所述的拉带齿轮421500及传动系统隔离在所述的扎带废料通道外,防止所述的扎带废料通道内产生的扎带碎屑进入传动系统。
进一步地,所述拉带机构4215还设置气管42155,所述气管42155固定在所述盖板42151上,所述气管42155与所述的扎带废料通道出口成一个钝角,用于将切断的扎带废料及碎屑吹出,由于所述钝角的作用,利用空气动力学中的气流的“趋表效应”、气流在所述扎带废料通道中碰到所述机架42150表面并沿着表面流向所述出口,将所述切刀4211切断的扎带尾料及碎屑吹出所述扎带废料通道外。
实施例5:
如图2所示,所述升降气缸45及抬头气缸44均处于上死点位置,所述穿拉切组合模块42处于最高位置并抬头,将电机定子放入自动扎带工作头4,并将所述固定的第二导向爪42156插入硅钢片与线圈的间隙,踩下脚踏开关;如图4所示,所述抬头气缸44工作到下死点,所述穿拉切组合模块42向下摆动,所述机架42150、固定的第一导向爪4212、可动的第一导向爪4213、固定的第二导向爪42156、可动的第二导向爪42157的导向槽对接形成导向槽闭合圈,在压缩空气的推动作用下扎带经过所述送料管2、内部送料管4214,扎带头部最终被送到机架42150的凹坑中定位,所述可动的第一导向爪4213在所述连杆429作用下向内勾,将扎带尾部穿入扎带头部的孔中,所述可动的第一导向爪4213将扎带尾部推入所述拉带轮421522之间的间隙,所述拉带轮421522周边的棘轮咬住扎带,将扎带不断拉紧;如图5所示,所述可动的第二导向爪气缸43下行并带动所述可动的第二导向爪42157运动到下死点,同时所述升降气缸45也立即向左下方运动,并带动所述升降滑块46、穿拉切组合模块42、及所述抬头气缸44一起向左下方运行至下死点,所述升降滑块46、穿拉切组合模块42、及所述抬头气缸44一起向左下方运行的目的有两个:一是为了让穿拉切组合模块42拉紧扎带,二是为了让捆扎后的扎带头部向电机定子的中心移动,避免电机定子后续装配时扎带头部与电机壳体干涉;所述升降气缸45向左下方运动,并带动所述升降滑块46、穿拉切组合模块42、及所述抬头气缸44一起向左下方运行至下死点;
结合实施例4所述:所述马达422的动力经过所述减速箱423、计数齿轮424传递给所述拉带齿轮421500,使扎带继续收紧线圈,当扎带收紧线圈并达到设定的预紧力时,所述切刀4211切断扎带尾部,扎带尾部被切断后,所述拉带齿轮421500继续转动将切断的扎带尾部卷出,所述气管42155与所述机架42150及盖板42151所形成的扎带废料通道出口方向成一个钝角,被切断的扎带尾料在所述气管42155引导的压缩空气作用下加速向外射出。
如图2所示,当所述自动扎带工作头4完成对扎带的穿、拉、切动作后,所述升降气缸45、抬头气缸44、及所述可动的第二导向爪气缸43均复位到上死点位置,方便取出已经捆扎后的电机定子。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行适当的变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。