Disclosure of Invention
The invention aims to solve the blank of the technology of preparing the ultra-high strength yarn by using para-aromatic polyamide copolymer fiber or poly-p-phenylene benzobisoxazole fiber as a raw material to perform blended spinning in the prior art, and provides the ultra-high strength yarn and the production method thereof.
An ultra-high strength staple fiber yarn, wherein the yarn at least comprises one twisted yarn, wherein the twisted yarn at least comprises a first staple fiber and a second staple fiber, and the weight ratio of the first staple fiber to the second staple fiber is 30-100: 30-100 parts; the first staple fiber is made of aramid II (para-aramid fiber) filaments with breaking strength of more than 15g/d, and the second staple fiber is made of aramid III (para-aramid copolymer fiber) filaments with breaking strength of more than 27g/d or PBO (poly-p-phenylene benzobisoxazole) filaments with breaking strength of more than 30 g/d.
Further, the length of the short fiber is more than 36mm and less than 62mm, and when blended, the short fiber can be mixed in various lengths and ratios within the above range.
Furthermore, the invention also provides a production method of the ultra-high strength yarn, which can directly spin without crimping treatment on the para-aramid copolymer fiber (aramid III) and the poly-p-phenylene benzobisoxazole fiber (PBO) which are difficult to crimp, has simple process, and can be used for spinning without crimping treatment (the crimping treatment consumes manpower and material resources independently and is difficult to crimp), so that the production cost can be greatly reduced, and a practical and feasible spinning process route is provided for spinning the para-aramid copolymer fiber and the poly-p-phenylene benzobisoxazole fiber.
The method comprises the following steps:
a and wool opening: the first short fiber and the second short fiber are mixed according to the weight ratio of 30-100: feeding the mixture into a wool combining machine for mixing wool in a ratio of 30-100; the fibers are required to be free of balls and impurities, and generally, the first short fiber (aramid II) is a crimped short fiber, and the second short fiber (aramid III short fiber or PBO short fiber) is rigid, difficult to crimp and not crimped, so that the first short fiber is a non-crimped or non-crimped short fiber;
before blending, firstly spraying an oil agent on the short fibers for balancing for 24-48 h, wherein the water content of the short fibers is kept at 13% -20%, and the main components of the oil agent are an antistatic agent and emulsified silicone oil; for example, alkyl phosphate can be used as the antistatic agent, and water-based silicone oil can be used as the silicone emulsion.
B. Combing: and B, sending the short fibers obtained in the step A into a carding machine for carding to obtain wool tops, wherein the weight of the wool tops is controlled to be 18 g/5 m, the spacing of a cylinder cover plate of the carding machine is 0.54mm, 0.47mm, 0.47mm and 0.54mm, the rotating speed of a cylinder is 280 r/min, and the rotating speed of a doffer is as follows: 25 revolutions per minute and a lickerin revolution 534 revolutions per minute.
C. Three-step drawing: b, inputting the wool tops obtained in the step B into a drawing frame for drawing to obtain coarse wool tops;
wherein, together: 1 in 6 pieces, and 16-18 g/m is required; draft multiple 6.03, sliver discharging speed: 120 m/min, moisture regain of 11%;
secondly, combining: combining 10 fibers into one fiber, wherein the requirement is 12-14 g/5 m, the draft multiple is 8.2, and the sliver discharging speed is as follows: 120 m/min, moisture regain 10.5%;
and thirdly: 8 pieces of the sliver are combined into one piece, the requirement is 15-17 g/5 m, the drafting multiple is 9.05, the sliver discharging speed is as follows: the moisture regain of 120 m/min is 9.5%;
D. roving: processing the rough wool tops obtained in the step C by a roving machine to obtain rough yarns; in the process from the rough wool top to the rough wool top, in order to prevent the rough wool top from falling off in the process of entering a bobbin, the rough wool bobbin of the roving machine is parallel to a sliver outlet of a drawing frame so as to ensure the stability of sliver outlet; the resulting roving requires a dry basis weight: 3 g/10 m, roving moisture regain 9%;
E. spinning: d, drafting the rough yarn obtained in the step D by a wool spinning long roller gauge (the roller gauge is 28-63 mm.) to obtain a spun yarn; the roller spacing was 12.5mm 30.5mm 50.5 mm. Roller pressurization 15 daN/double ingot, gauge block specification: 12.5mm, ingot speed: 450 rpm, and 2.1 times draft in the back zone. The long-distance roller for spinning from the rough yarn to the spun yarn uses a wool spinning roller, and the roller gauge is 28-63mm, so that short fibers with larger length can be used, and the yarn performance is improved.
After the spun yarn is obtained, the subsequent method adopts the traditional ring spinning process.
Further, the length of the short fiber is more than 36mm, and the obtained yarn is mainly used for glove yarns, woven yarns or sewing threads.
The method of the present invention has the following advantageous effects
1. The invention provides the blended yarn containing the para-aromatic polyamide copolymer fiber or the poly-p-phenylene benzobisoxazole fiber for the first time, fills the blank of the blended yarn containing the para-aromatic polyamide copolymer fiber staple fiber yarn or the poly-p-phenylene benzobisoxazole fiber, and provides excellent optional fabric for national defense and military industry.
Although the para-aromatic polyamide copolymer fiber and the poly-p-phenylene benzobisoxazole fiber have excellent performance, the para-aromatic polyamide fiber has high cost and relatively low price, but the new performance is relatively poor, so the para-aromatic polyamide copolymer fiber or the poly-p-phenylene benzobisoxazole fiber and the para-aromatic polyamide fiber are blended according to a specific proportion, the raw material cost is reduced, the performance of the obtained yarn is correspondingly improved, the overall mechanical performance of the yarn is higher than 86cN/tex, the yarn has high temperature resistance, and the thermal decomposition temperature is higher than 400 ℃.
2. The invention aims to further solve the problem that when the para-aramid copolymer fiber and the poly-p-phenylene benzobisoxazole fiber are spun in the existing spinning process, the two fibers difficult to crimp need to be crimped first for spinning, and provides a process method capable of spinning without crimping treatment.
3. The invention controls the drafting multiple, the drawing speed and the moisture regain in the three drawing processes respectively, thus ensuring the uncrimped short fiber to be stable and smoothly completing the drawing process after cotton carding, and simultaneously controlling the coarse wool sliver can to be parallel to the sliver outlet in the drawing process, avoiding the coarse wool sliver from falling off in the can feeding process, thereby ensuring the smooth spinning.
Detailed Description
The present invention will be described in detail with reference to specific embodiments.
In the following examples, a B261 type wool comber was used in the wool opening step, a B271 type wool comber was used in the carding step, a 1242 type drawing frame was used for drawing, and a 1252 type roving frame was used for roving.
Example 1
This example takes an ultra-high strength spun yarn of 100kg as an example.
Ultra-high strength yarn, wherein the yarn consists of 2 twisted threads, wherein the twisted threads consist of a first staple fiber and a second staple fiber, the weight of the first staple fiber and the second staple fiber being 70kg and 30kg, respectively; the first staple fiber is made of aramid II filaments with a breaking strength of 20g/d, and the second uncrimped staple fiber is made of aramid III filaments with a breaking strength of 28 g/d.
Example 2
This example takes an ultra-high strength yarn of 100kg as an example.
Ultra-high strength yarn, wherein the yarn consists of 2 twisted threads, wherein the twisted threads consist of a first staple fiber and a second staple fiber, the weight of the first staple fiber and the second staple fiber being 70kg and 30kg, respectively; the first staple fiber is made of aramid II filaments with a breaking strength of 20g/d, and the second staple fiber is made of PBO filaments with a breaking strength of 32 g/d.
Example 3
This example takes an ultra-high strength spun yarn of 100kg as an example.
An ultra-high strength yarn, wherein the yarn is composed of 3 twisted threads, wherein the twisted threads are composed of first staple fibers and second staple fibers, and the weight of the first staple fibers and the weight of the second staple fibers are 60 kg and 40 kg respectively; the first staple fiber is made of aramid II filaments with a breaking strength of 20g/d, and the second uncrimped staple fiber is made of aramid III filaments with a breaking strength of 29 g/d.
In this example, the first staple fiber and the second staple fiber each had a length of 36 mm.
Example 4
This example shows an ultra-high tenacity spun yarn in an amount of 100kg
An ultra-high strength spun yarn, wherein the yarn consists of 3 twisted threads, wherein the twisted threads consist of a first staple fiber, a second staple fiber and a third staple fiber, and the weight of the first staple fiber and the second staple fiber is 70kg and 30kg respectively; the first staple is made from aramid II filaments having a breaking strength of 20g/d and the second uncrimped staple is made from PBO filaments having a breaking strength of 36 g/d.
In this example, the first staple fiber and the second staple fiber each had a length of 62 mm.
Example 5
This example shows an ultra-high tenacity spun yarn in an amount of 100kg
Ultra-high strength yarn, wherein the yarn consists of 2 twisted threads, wherein the twisted threads consist of a first staple fiber and a second staple fiber, the weight of the first staple fiber and the weight of the second staple fiber are respectively 50kg and 50 kg; the first staple fiber is made of aramid II filaments with a breaking strength of 22g/d, and the second uncrimped staple fiber is made of aramid III filaments with a breaking strength of 34 g/d.
In this embodiment, the length of the first staple fiber is taken from each length of 32mm to 62mm, and the length of the second staple fiber is taken from each length of 32mm to 62 mm.
Example 6
An ultra-high strength yarn, wherein the yarn is composed of twisted threads, wherein the twisted threads are composed of first staple fibers and second staple fibers, and the weight of the first staple fibers and the weight of the second staple fibers are respectively 30kg and 70 kg; the first staple fiber was made from aramid II filaments having a breaking strength of 21g/d and the second uncrimped staple fiber was made from PBO filaments having a breaking strength of 36 g/d.
In this embodiment, the length of the first staple fiber is taken from each length of 32mm to 62mm, and the length of the second staple fiber is taken from each length of 32mm to 62 mm.
Example 7
This example provides a method for producing the above ultra high strength yarn, which can be used for the production of the ultra high strength yarn of examples 1 to 6 above; the process comprises the following steps:
a and wool opening: feeding the first short fibers and the second short fibers into a wool combining machine for wool combining; the fiber is required to be free of wool balls and impurities, the first short fiber is aramid II short fiber with crimp, and the second short fiber (aramid III short fiber or PBO short fiber) is crimp-free short fiber without crimp treatment and is directly used for spinning;
B. combing: b, sending the short fibers obtained in the step A into a wool comber for combing to obtain wool tops;
C. three-step drawing: b, inputting the wool tops obtained in the step B into a drawing frame for drawing to obtain coarse wool tops;
D. roving: processing the rough wool tops obtained in the step C by a roving machine to obtain rough yarns;
E. spinning: and D, drafting the rough yarn obtained in the step D by a wool spinning long roller to obtain spun yarn.
Wherein, each process parameter in each step is carried out according to the existing semi-worsted wool spinning process parameter.
Example 8
Other steps are carried out according to the embodiment 7, in the embodiment, before opening before wool blending, the short fibers are sprayed with oil agent for balancing for 24 hours, and the water content is kept between 13 and 20 percent.
Example 9
On the basis of example 7, in this example, before opening before fluffing, the short fibers are sprayed with an oiling agent for balancing for 32 hours, and the water content is kept between 13 and 20 percent.
In order to better implement the present invention, the embodiment provides specific step requirements and parameters in the spinning process, which are specifically as follows;
in step B, the weight of the wool tops is controlled to be 18 g/5 m, the spacing of a cylinder cover plate of the carding machine is 0.54mm, 0.47mm, 0.47mm and 0.54mm, the rotating speed of a cylinder is 280 revolutions per minute, and the rotating speed of a doffer is as follows: 25 revolutions per minute and a lickerin revolution 534 revolutions per minute.
In step C, the three drawing passes, together: 6 and 1 root, requiring 18 g/m; draft multiple 6.03, sliver discharging speed: 120 m/min, moisture regain of 11%; secondly, combining: 10 pieces are combined into one piece, 14 g/5 m is required, the drawing multiple is 8.2, the drawing speed is as follows: 120 m/min, moisture regain 10.5%; and thirdly: 8 pieces are combined into one piece, 17 g/5 m is required, the drawing multiple is 9.05, the drawing speed is as follows: 120 m/min and the moisture regain of 9.5 percent.
In step D, the dry weight of the roving: 3 g/10 m, roving moisture regain 9%; the roving barrel of the roving frame is parallel to the sliver outlet of the drawing frame.
In step E, the roller gauge of the wool spinning long roller is 63mm. The roller spacing of the wool spinning long roller is 12.5mm 30.5mm 50.5 mm; roller pressurization 15 daN/double spindle, gauge block specification: 12.5mm, ingot speed: 450 rpm, and 2.1 times draft in the back zone.
Example 10
This example differs from example 9 in that: before the implementation and the pre-wool opening, the short fibers are firstly sprayed with the oil agent for balancing for 48 hours, and the water content is kept between 13 and 20 percent.
In the drawing step, this embodiment is as follows: 6 and 1, 16 g/m. Draft multiple 6.03, sliver discharging speed: 120 m/min, moisture regain of 11%;
secondly, combining: 10 pieces are combined into one piece, 12 g/5 m is required, the drawing multiple is 8.2, the drawing speed is as follows: 120 m/min, moisture regain 10.5%;
and thirdly: one for 8, requiring 15 g/5 m, draft multiple 9.05, drawing speed: the moisture regain of 120 m/min is 9.5 percent;
in step E, the roller gauge of the wool spinning long roller is 28 mm.
Example 11
The difference between this example and example 10 is: in the drawing step, this embodiment is as follows: 6 and 1, and 17 g/m is required. Draft multiple 6.03, sliver discharging speed: 120 m/min, and the moisture regain is 11 percent;
secondly, combining: 10 pieces are combined into one piece, 13 g/5 m is required, the drawing multiple is 8.2, the drawing speed is as follows: 120 m/min, moisture regain 10.5%;
and thirdly: 8 pieces are combined into one piece, 16 g/5 m is required, the drawing multiple is 9.05, the drawing speed is as follows: the moisture regain of 120 m/min is 9.5 percent; the roller gauge of the wool spinning long roller in the embodiment is 55 mm.
In the spinning process, the whole process humidity is controlled to be 70-80%.
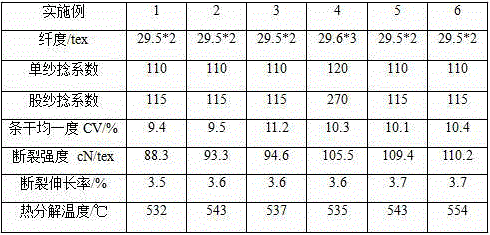
The ultra high strength spun yarn performance parameters for examples 1-6 are summarized in table 1 below, wherein examples 1, 2 were produced using the method of example 7, example 3 was produced using the method of example 8, example 4 was produced using the method of example 9, example 5 was produced using the method of example 10, and example 6 was produced using the method of example 11.
TABLE 1