CN111844590B - 一种连续发泡材料的定厚装置 - Google Patents
一种连续发泡材料的定厚装置 Download PDFInfo
- Publication number
- CN111844590B CN111844590B CN202010571685.0A CN202010571685A CN111844590B CN 111844590 B CN111844590 B CN 111844590B CN 202010571685 A CN202010571685 A CN 202010571685A CN 111844590 B CN111844590 B CN 111844590B
- Authority
- CN
- China
- Prior art keywords
- roller
- thickness
- foaming
- pressure roller
- determining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/203—Expanding the moulding material in a vertical channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3415—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/60—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/10—Surface shaping of articles, e.g. embossing; Apparatus therefor by electric discharge treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/038—Controlling transverse register of web by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/26—Registering, tensioning, smoothing or guiding webs longitudinally by transverse stationary or adjustable bars or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
本发明属于发泡材料生产设备技术领域,具体公开了一种连续发泡材料的定厚装置,包括发泡腔和锁厚部;所述发泡腔的两端分别设置有进料口和出料口,发泡腔的内壁沿着发泡材料输送方向设有若干加热元件;所述锁厚部设于所述出料口的外部,锁厚部包括相对设置的与冷却媒介管路连通的压力辊和转向辊,所述压力辊和转向辊中,至少一个表面设有冷却结构,且至少一个为由动力设备驱转的主动辊;所述发泡材料经过压力辊和转向辊之间的压制区域后以贴合于所述转向辊表面的方式送出。本发明能够实现发泡材料的精确、快速定厚,有效降低成品尺寸偏差,提高成品质量。
Description
技术领域
本发明属于发泡材料生产设备技术领域,具体涉及一种连续发泡材料的定厚装置。
背景技术
片材发泡是指将带状的高分子材料在发泡炉中进行加热,发泡剂在高温下分解产生气体,填充于高分子材料内部,产生具有密闭气孔的发泡材料的过程,实际生产中,在发泡完成后需要通过冷却装置使发泡材料冷却定型,再直接收卷或者经一些后处理工序(如切边、压花、裁片等)再收卷得到成品。上述过程中,冷却定型过程尤为重要,直接决定成品质量,现有的发泡材料生产线的定型装置大多是设于发泡炉外的冷却辊组(如CN105599210B、 CN209111359U),存在以下缺陷:一是冷却速度慢,虽然可以通过增加冷却辊组数量或者加大对辊压力改善,但是前者能耗高后者容易将片材挤压过度甚至压断;还有更重要的是目前的冷却定型只是通过冷却辊对片材降温使其固化,很难对片材的厚度做精确控制,而片材又比较薄(通常只有2-3mm),很容易受温度、气流、牵引速度等外界因素影响导致变形,因此成品尺寸难以控制,容易出现大的偏差,而发泡材料通常是需要贴合在其他板材上使用的,一旦不同部位厚度产生较大偏差,直接影响其与板材的结合,进而影响板材的质量和使用性能。
发明内容
为解决上述问题,本发明提出了一种连续发泡材料的定厚装置,能够实现精确、快速定厚,有效降低成品尺寸偏差,提高成品质量。
为达到上述目的,本发明采用的具体技术方案如下:
一种连续发泡材料的定厚装置,包括发泡腔和锁厚部;所述发泡腔的两端分别设置有进料口和出料口,发泡腔的内壁沿着发泡材料输送方向设有若干加热元件;所述锁厚部设于所述出料口的外部,锁厚部包括相对设置的与冷却媒介管路连通的压力辊和转向辊,所述压力辊和转向辊中,至少一个表面设有冷却结构,且至少一个为由动力设备驱转的主动辊;所述发泡材料经过压力辊和转向辊之间的压制区域后以贴合于所述转向辊表面的方式送出。本发明通过由发泡腔与锁厚部组成的定厚装置对发泡材料的尺寸进行精确控制,其中锁厚部由相对设置的具有冷却功能的且至少一个表面有冷却结构的压力辊和转向辊组成,冷却结构为能够使片材经过压力辊和转向辊辊压后表面形成凹凸外观的构造。片材在发泡腔发泡后初步成型,然后垂直进入压力辊和转向辊之间,辊压时发泡材料利用余热使冷却结构能够嵌入其表面,同时在冷却媒介的作用下冷却定型;冷却结构在发泡材料表面的多个部位形成凹陷部分,并且由于凹陷部分与平面部分间隔交替,不会对其强度造成影响;冷却结构的设置不仅增加了冷却接触面积,而且使得冷却进程能够快速深入到发泡材料内部,实现对厚度的精确、快速控制,提高片材整体冷却的速度和充分性,与现有技术中增加冷却辊组数量或者加大对辊压力的方式相比在定型效果和效率上具有显著优势;本发明在压花完成后还以贴合于转向辊的方式送出,以增加冷却接触时间,对由冷却结构在发泡材料表面形成的纹路起到保护和稳固作用。因此,本发明的锁厚部不仅使发泡材料表面定型,也能在厚度方向上对其进行精确定型,使得成品尺寸偏差小。
优选的,所述冷却结构为压力辊和/或转向辊表面的若干凸出部,凸出部的形状、尺寸可以多样化。
优选的,所述凸出部高出压力辊和/或转向辊的表面0.1-0.5mm。
优选的,所述转向辊的辊筒直径至少为所述压力辊的辊筒直径的1.2倍。通过增大转向辊的直径增加发泡材料与其的接触面积,使得发泡材料的冷却定型更加充分,强化锁厚效果。
优选的,所述发泡材料贴合于所述转向辊表面送出时,送出方向与发泡材料在发泡腔的输送方向呈锐角。通过控制发泡材料的送出方向增加发泡材料与转向辊的接触面积,使得发泡材料的冷却定型更加充分,强化锁厚效果。
优选的,所述压力辊和转向辊上的至少压制区域与所述出料口正对。辊压的同时也在进行冷却,而发泡材料表面需要在冷却结构作用下形成凹凸构造,因此需要避免过早冷却,以克服难以成型而直接影响外观的问题,通过将压力辊和转向辊上的至少压制区域设置在与发泡腔出料口正对的位置,使得压制区域和发泡材料有一定的受热,不会立即冷却。
优选的,所述压力辊位于所述出料口的正对区域,所述转向辊至少70%的部分位于所述出料口的正对区域之外。这样的位置设计,能够有效减缓压冷却结构在与发泡材料贴合辊压时的冷却进程,有利于凹凸结构的成型,辊压后发泡材料贴合于转向辊送出,转向辊受热少,可快速对发泡材料进行锁厚,使得锁厚部可以在确保发泡材料美观性的同时不影响锁厚效果。
优选的,所述出料口为长方形,长边设置方向与压力辊和转向辊的轴向一致,使得发泡材料在宽度方向上不同部位受热均匀,进而避免因受热差异导致的锁厚进程不一致而增加成品尺寸偏差的问题。
优选的,所述压力辊和转向辊的辊轴两端分别设有调节部,所述调节部包括固定架以及套设于辊轴并滑动连接于所述固定架的轴承座。调节部通过轴承座在固定架上的滑动实现压力辊和转向辊的位置调节及拆卸更换,操作简单。
优选的,所述压力辊的调节部还设有一与轴承座相连的气缸,为轴承座在固定架上的移动提供动力,使处于外侧的压力辊的拆装更加方便快速。
优选的,所述加热元件设于所述发泡腔内壁的中部,所述加热元件的设置区域下方设有具有冷却功能的展开辊。发泡腔中片材在加热元件作用下进行发泡,发泡后片材会膨胀,两边也会卷曲,因此在非加温区设置具有冷却功能的展开辊,一方面通过展开辊将片材展平,提高片材的平整性,另一方面,在非加温区域展平的同时通过展开辊的冷却作用使得片材内部完全停止发泡,避免片材展平后厚度再发生变化,为后续片材的锁厚提供良好的结构基础。
发泡材料在定厚装置定型后,需要进行收卷,为减少收卷过程对发泡材料定厚过程的影响,本发明提供一种适用于上述定型装置的收卷组件,包括纠偏机、牵引机和收卷架。片材经定厚装置处理后直接用收卷架收卷,容易产生偏移现象,而一旦片材偏移,会导致正在进行锁厚的片材两侧受力不平衡,直接影响定型效果,增加片材尺寸偏差,因此本发明在收卷组件中设置了纠偏机避免锁厚过程产生偏差;通过张力机的设置为整个传输过程提供良好的缓冲作用,在收卷速度变化时,维持恒定张力,使得锁厚过程能够持续稳定进行,进一步减少收卷对锁厚过程造成的影响。
优选的,所述张力机的数量为两个,所述收卷组件包括依次设置的纠偏机、第一张力机、牵引机、第二张力机以及收卷架。两个张力机的设置可以有效提高生产效率,当收卷架换卷时或者进行后续切割等操作时,两个张力机协同作用,可以提供出一定的调整时间,短时间内对前面的发泡、锁厚工序不会产生影响,因此可以实现连续生产;并且两个张力机的设置可以有效减少发泡材料发生偏移的情况以及发生偏移的程度,减少设置在第一张力机前端的纠偏机工作负荷并降低纠偏难度,即使发生一定偏移也能快速调整,不会对锁厚过程造成影响,进一步提高收卷的稳定性,确保发泡材料尺寸的精确控制。
本发明还提供一种包括上述定型装置和收卷组件的发泡材料的生产系统,为了提高成品的表面性能,除包括定型装置和收卷组件外,还包括设于转向辊一侧用于进一步冷却发泡材料的冷却辊以及设于冷却辊与纠偏机之间的电晕机。通过电晕机的设置对发泡材料进行电晕处理,增加其表面的粗糙度,进而改善其表面的润湿性和附着性,提高后续使用时与胶黏剂的相容性;通过冷却辊的设置确保发泡材料冷却完全,提高其尺寸稳定性,进而获得良好的电晕效果。所述发泡材料的生产系统可以持续稳定地生产各种片状的发泡材料,生产效率高,生产出的发泡材料尺寸偏差小,与其他板材的结合性好。
本发明具有以下有益效果:
1、通过由发泡腔与锁厚部组成的定厚装置对发泡材料的尺寸进行精确控制,其中锁厚部由相对设置的具有冷却功能的压力辊和转向辊组成,且至少压力辊和转向辊的一个上具有表面冷却结构;片材在发泡腔发泡后初步成型,在锁厚部通过冷却结构配合辊压完成表面以及厚度方向上的精确定型,与现有技术相比,定型更加快速充分,成品尺寸偏差小(可控制在10%以内)。此外,冷却结构可以在片材表面形成纹路,其样式可根据用户需求设计,无需经过后续处理即可提高美观性,有效降低成本。
2、通过增大转向辊的直径、控制发泡材料在转向辊的送出方向与其在发泡腔的输送方向呈锐角这两个方面增加发泡材料与转向辊的接触面积,使得发泡材料的冷却定型更加充分,强化锁厚效果。
3、通过将压力辊和转向辊上的至少压制区域设置在与发泡腔出料口正对的位置,使得压制区域和发泡材料有一定的受热,避免发泡材料过早冷却而导致其表面难以在冷却结构作用下形成对应的凹凸构造,进而影响外观和锁厚效果。更加优化的,通过将压力辊设于出料口的正对区域,转向辊至少70%的部分设于出料口的正对区域之外,确保发泡材料凹凸结构顺利成型的同时,实现快速冷却进而获得良好的锁厚效果;通过将出料口设置为长方形,使得发泡材料在宽度方向受热均匀,提高不同部位锁厚效果的一致性。
4、通过在压力辊和转向辊两端设置调节部实现两个辊的位置调节及拆卸更换,调节部包括固定架以及套设于辊轴并滑动连接于固定架的轴承座,操作简单,当辊表面的冷却结构磨损时或者需要不同样式的冷却结构时,可快速完成辊的替换,提高工作效率。
5、通过在加热元件下方的非加温区设置具有冷却功能的展开辊,将膨胀的片材展平,并使片材内部停止发泡进以避免厚度再发生变化,为后续片材的锁厚提供良好的结构基础。
6、通过在收卷组件中设置纠偏机和张力机减少收卷操作对锁厚效果的影响;具体的,通过在收卷组件中设置纠偏机避免片材位置偏差导致的锁厚不准、增加成品尺寸偏差的问题;通过设置张力机为整个传输过程提供良好的缓冲作用,在收卷速度变化时维持恒定的片材压力,使得锁厚过程能够持续稳定进行;更加优化的,通过设置两个张力机避免收卷后续操作对前面的发泡、锁厚工序产生影响,可以实现连续生产,有效提高生产效率;并且能够减少发泡材料的偏移,进一步提高收卷的稳定性,确保发泡材料尺寸的精确控制。
7、锁厚部中冷却结构的设置使得发泡材料表面呈现凹凸结构,有利于其后续使用时与胶黏剂的结合,本发明在此基础上通过设置电晕机对完成定型的发泡材料进行电晕,以增加发泡材料表面的粗糙度,改善表面的润湿性和附着性,进一步提高发泡材料与胶黏剂的相容性。
8、本发明可以进行IXPE、XPE、EVA等发泡材料的连续生产,发泡腔可以是立式也可以是卧式,适用范围广,应用前景好。
附图说明
图1:实施例1所述定厚装置的结构示意图。
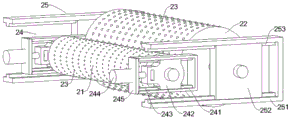
图2:实施例1所述锁厚部的立体结构图。
图3:实施例3所述定厚装置的结构示意图。
图4:实施例4所述收卷组件的结构示意图。
图5:实施例4所述张力机的立体结构图。
图6:实施例6所述连续发泡材料的生产系统的结构示意图。
图7:实施例6所述电晕机的过料辊的结构示意图。
图中:1-发泡腔,2-锁厚部,3-冷却辊,4-电晕机,5-收卷组件;11-进料口,12-出料口,13-加热元件,14-展开辊,21-压力辊,22-转向辊,23-冷却结构,24-第一调节部,25第二调节部,41-过料辊,51-纠偏机,52a-第一张力机,52b-第二张力机,53-牵引机,54-收卷架;241-第一固定架,242-第一轴承座,243-第一滑轨,244-气缸,245-固定板,251-第二固定架,252-第二轴承座,253-第二滑轨,521-导辊,522-浮辊,523-平衡块,524-传动部,525-导向杆,526-弹簧。
具体实施方式
以下结合附图和具体实施例对本发明进行进一步的说明。
实施例1
一种连续发泡材料的定厚装置,如图1所示,包括发泡腔1和锁厚部2;本实施例中,发泡腔1为立式的发泡腔,上下两端分别设置有进料口11和出料口12,发泡腔1的内壁沿着发泡材料输送方向设有若干加热元件13,并且加热元件13设置在发泡炉1的内壁中部,加热元件13的设置区域下方设有展开辊14,所述展开辊14内部中空,并设有冷却水进口。
所述锁厚部2设于所述出料口12的外部,如图1-2所示,包括相对设置的与冷却水管路连通的表面均设有冷却结构23的压力辊21和转向辊22;所述转向辊22为由电机驱转的主动辊;所述冷却结构23为设置在压力辊21和转向辊22表面的若干凸出部,所述凸出部高出压力辊21和/或转向辊22的表面0.1-0.5mm(设置在压力辊21和转向辊22表面的凸出部形状、尺寸、样式可以相同,也可以不同);所述转向辊22的辊筒直径至少为所述压力辊21的辊筒直径的1.2倍;所述发泡材料经过压力辊21和转向辊22之间的压制区域后以贴合于所述转向辊22表面的方式送出,送出方向与发泡材料在发泡腔1的输送方向呈锐角;压力辊21位于所述出料口12的正对区域,转向辊22上的压制区域与出料口12正对,且转向辊22至少70%位于所述出料口12的正对区域之外;压力辊21和转向辊22的压制区域与出料口12的距离在0.2-0.35m;出料口12为长方形,且长边的设置方向与压力辊21和转向辊22的轴向相同。
所述压力辊21的辊轴两端分别设有第一调节部24,所述转向辊22的辊轴两端分别设有第二调节部25,所述有第二调节部25位于第一调节部24外侧,第一调节部24包括第一固定架241、两侧通过第一滑轨243滑动连接于所述第一固定架241的第一轴承座242以及套接于所述第一轴承座242底部的气缸244,所述气缸244还通过一固定板245与所述第一固定架241螺纹连接;所述第二调节部25包括第二固定架251以及两侧通过第二滑轨253滑动连接于所述第二固定架251的第二轴承座252,所述第二固定架251的一侧敞开设置;需要更换压力辊21时,松掉气缸244,再取下固定板245与第一固定架241连接的螺丝,即可通过第一轴承座242在第一滑轨243的滑动将其取出,当需要更换所述转向辊22时,需要再将第一固定架241取下,通过第二轴承座252在第二滑轨253上沿敞开侧滑动即可取出。
实施例2
一种连续发泡材料的生产设备,基本构造同时实施例1,区别在于:本实施例仅在压力辊21表面设有冷却结构23。
实施例3
一种连续发泡材料的生产设备,基本构造同时实施例1,区别在于:本实施例发泡腔1为卧式发泡腔,如图3所示,发泡腔1左右两端分别设置有进料口11和出料口12,压花辊21和转向辊22上下相对设置,其余构造同实施例1。
实施例4
为减少直接收卷对定厚效果的影响,本实施例提供一种优化的适用于本发明定厚装置的收卷组件,如图4所示,包括依次设置的纠偏机51、第一张力机52a、牵引机53、第二张力机52b以及收卷架54;收卷组件5中两个张力机的设置在维持恒定张力的基础上,还能避免收卷后续工序对锁厚过程造成影响,实现连续化生产,提高生产效率。
所述纠偏机51包括机架以及固定于所述机架的四个辊,纠偏机51通过红外探测器检验位置正确性,通过自动控制器调整机架方向实现对发泡材料输送方向的纠偏,进而避免发泡材料的偏移对锁厚效果造成影响。
所述第一张力机52a和第二张力机52b的构造一样,如图5所示,包括中间的浮辊522以及设于所述浮辊522两侧的并处于浮辊522上方的两个导辊521,所述导辊521与浮辊522相互平行;浮辊522的两端设置有传动部524,本实施例中传动部524为链轮链条机构,所述链轮链条机构包括竖向设置的链条以及供所述链条绕设的链轮,所述链轮由电机驱转,所述链条一端固接有用于降低浮辊522升降阻力的平衡块523、另一端与所述浮辊522固接;浮辊522的两端还套设于一竖向设置的导向杆525,所述导向杆525能够有效避免浮辊522的升降发生偏移,进而避免发泡材料在张力控制过程发生偏移;通过链轮的正反转使链条带动浮辊522在固定杆525上下移动;所述导向杆525上还套设有两个弹簧526,其中一个弹簧526位于所述浮辊522上方,另一弹簧526位于所述浮辊522下方,所述弹簧可以减少浮辊522触底时产生的冲击力,提高调节稳定性;浮辊522还与电位器电性连接,当收卷速度发生变化时,浮辊522收到的张力发生变化,电位器接受到该信号,并将其输出至控制器,控制器根据该信号控制电机,进而使浮辊522作出相应位置调整,实现恒张力控制。动力机通过浮辊522的升降配合收卷速度的调整,起到良好的缓冲作用,维持恒定的张力,避免了张力变化对锁厚效果造成影响。
实施例5
一种发泡材料的生产系统,包括实施例1所述的定厚装置和实施例4所述的收卷组件5。
实施例6
本实施例提供一种更加优化的发泡材料的生产系统,如图6所示,包括依次设置的定厚装置、冷却辊3、电晕机4和收卷组件5,所述定厚装置的构造同实施例1,所述收卷组件5的构造同实施例4,所述冷却辊3设于转向辊22的一侧,且冷却辊3的轴心高于转向辊22;所述电晕机4包括机架、设于机架内的胶辊以及设于胶辊两侧的过料辊41,所述过料辊41如图7所示,表面设有防止发泡材料褶皱的若干环状纹路,环状纹路的设置关于过料辊32中部对称,由内向外倾斜,使得发泡材料可以充分铺展开,确保电晕效果,并使后续收卷能够顺利进行;所述胶辊上方设有电极棒,通过电极棒的高压放电,使发泡材料表面产生游离基反应而使聚合物发生交联,从而提高表面的粗糙度和润湿性,有效改善发泡材料的表面性能,提高其在实际使用时与其他板材的结合水平。
利用实施例6所述生产设备生产IXPE连续发泡材料,具体包括以下步骤:
S1.发泡:将IXPE母片预热至90-110℃,由进料口11垂直输入已开启加热元件13的发泡腔1,发泡腔1通过进料口11和出料口12产生的抽风效应,使得发泡腔1内中部达到二段发泡温度230-270℃,上部达到一段发泡温度270-290℃;片材依次进行一段发泡和二段发泡后通过发泡腔1内的展开辊14展平,然后从发泡腔1的出料口12输出;
S2.定厚:提前打开与压力辊21和转向辊22连通的冷却水管道,片材进入压力辊21和转向辊22之间的压制区域,压力辊21和转向辊22反向运转,在两辊表面冷却结构23以及两辊内冷却水的作用下实现锁厚,再将片材送至冷却辊3进一步冷却;
S3.电晕: 片材进入电晕机4进行表面处理,使表面粗糙化;
S4.收卷: 片材依次经过纠偏机51、第一张力机52b、牵引机53、第二张力机52b以及收卷架54,完成纠偏、张力控制、牵引和收卷工序,得到IXPE成品发泡材料。
Claims (9)
1.一种连续发泡材料的定厚装置,其特征在于:包括发泡腔(1)和锁厚部(2);所述发泡腔(1)的两端分别设置有进料口(11)和出料口(12),发泡腔(1)的内壁沿着发泡材料输送方向设有若干加热元件(13);所述锁厚部(2)设于所述出料口(12)的外部,锁厚部(2)包括相对设置的与冷却媒介管路连通的压力辊(21)和转向辊(22),所述压力辊(21)和转向辊(22)中,至少一个表面设有冷却结构(23),且至少一个为由动力设备驱转的主动辊;所述压力辊(21)和转向辊(22)上的至少压制区域与所述出料口(12)正对;所述发泡材料经过压力辊(21)和转向辊(22)之间的压制区域后以贴合于所述转向辊(22)表面的方式送出;所述冷却结构(23)为压力辊(21)和/或转向辊(22)表面的若干凸出部。
2.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述凸出部高出压力辊(21)和/或转向辊(22)的表面0.1-0.5mm。
3.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述转向辊(22)的辊筒直径至少为所述压力辊(21)的辊筒直径的1.2倍。
4.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述发泡材料贴合于所述转向辊(22)表面送出时,送出方向与发泡材料在发泡腔(1)的输送方向呈锐角。
5.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述压力辊(21)位于所述出料口(12)的正对区域,所述转向辊(22)至少70%的部分位于所述出料口(12)的正对区域之外。
6.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述出料口(12)为长方形。
7.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述压力辊(21)和转向辊(22)的辊轴两端分别设有调节部,所述调节部包括固定架以及套设于辊轴并滑动连接于所述固定架的轴承座。
8.根据权利要求7所述的连续发泡材料的定厚装置,其特征在于:所述压力辊(21)的调节部还设有一与轴承座相连的气缸。
9.根据权利要求1所述的连续发泡材料的定厚装置,其特征在于:所述加热元件(13)设于所述发泡腔(1)内壁的中部,所述加热元件(13)的设置区域下方设有具有冷却功能的展开辊(14)。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010571685.0A CN111844590B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的定厚装置 |
| CN202010609769.9A CN111847051A (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的收卷组件 |
| CN202010611684.4A CN111873295B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的生产系统 |
| PCT/CN2020/127505 WO2021258609A1 (zh) | 2020-06-22 | 2020-11-09 | 一种连续发泡材料的定厚装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010571685.0A CN111844590B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的定厚装置 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010611684.4A Division CN111873295B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的生产系统 |
| CN202010609769.9A Division CN111847051A (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的收卷组件 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111844590A CN111844590A (zh) | 2020-10-30 |
| CN111844590B true CN111844590B (zh) | 2021-07-30 |
Family
ID=72987052
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010611684.4A Active CN111873295B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的生产系统 |
| CN202010609769.9A Pending CN111847051A (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的收卷组件 |
| CN202010571685.0A Active CN111844590B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的定厚装置 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010611684.4A Active CN111873295B (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的生产系统 |
| CN202010609769.9A Pending CN111847051A (zh) | 2020-06-22 | 2020-06-22 | 一种连续发泡材料的收卷组件 |
Country Status (2)
| Country | Link |
|---|---|
| CN (3) | CN111873295B (zh) |
| WO (1) | WO2021258609A1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111873295B (zh) * | 2020-06-22 | 2022-02-15 | 浙江润阳新材料科技股份有限公司 | 一种连续发泡材料的生产系统 |
| CN113086713A (zh) * | 2021-03-19 | 2021-07-09 | 浙江新恒泰新材料有限公司 | 一种ixpe泡棉生产设备及生产工艺 |
| CN113829567A (zh) * | 2021-09-24 | 2021-12-24 | 宜兴留森模具制造有限公司 | 一种pvc自由发泡板模具的展开装置 |
| CN115771329A (zh) * | 2022-12-21 | 2023-03-10 | 安脉时代智能制造(宁德)有限公司 | 一种复合控制方法、系统、装置及复合卷绕机 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201566134U (zh) * | 2009-07-17 | 2010-09-01 | 湖北慧狮塑业股份有限公司 | 薄膜热压消光装置 |
| CN102245521A (zh) * | 2008-12-19 | 2011-11-16 | 日本电气硝子株式会社 | 玻璃板制造装置 |
| CN203237832U (zh) * | 2013-04-10 | 2013-10-16 | 东莞市顺翼机械有限公司 | 垂直升降式浮辊 |
| CN104085104A (zh) * | 2014-07-01 | 2014-10-08 | 上海紫华企业有限公司 | 薄膜生产冷却装置 |
| CN204715074U (zh) * | 2015-06-19 | 2015-10-21 | 浙江中采实业有限公司 | 无纺布的多种压纹装置 |
| CN207028028U (zh) * | 2017-06-16 | 2018-02-23 | 杭州临安鑫烽包装材料有限公司 | 一种辐射交联聚烯烃发泡设备 |
| CN207711184U (zh) * | 2017-12-19 | 2018-08-10 | 青岛豪元晟五金塑胶有限公司 | 双辊冷却装置 |
| CN209111359U (zh) * | 2018-11-21 | 2019-07-16 | 浙江润阳新材料科技股份有限公司 | 一种立式发泡设备 |
| CN209238815U (zh) * | 2018-08-13 | 2019-08-13 | 浙江巨科新材料股份有限公司 | 一种铝板压纹机 |
| CN110183721A (zh) * | 2019-04-12 | 2019-08-30 | 山东博拓塑业股份有限公司 | Pvc发泡广告板电晕工艺 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1054763A (en) * | 1974-10-31 | 1979-05-22 | William J. Bonner | Method and apparatus for embossing sheets |
| DE2646456A1 (de) * | 1976-04-12 | 1977-10-20 | Ici Ltd | Verfahren und vorrichtung zum praegen von biegsamen polyurethanschaumstoffen |
| US5061545A (en) * | 1988-11-28 | 1991-10-29 | Allied-Signal Inc. | Fiber/polymer composite with nonuniformly distributed polymer matrix |
| JP2756211B2 (ja) * | 1992-06-17 | 1998-05-25 | ワイケイケイ株式会社 | 両面に係合片を有する一体成形面ファスナーの製造方法及びその装置 |
| JPH07299832A (ja) * | 1994-05-09 | 1995-11-14 | Sekisui Chem Co Ltd | ポリオレフィン系樹脂発泡シートの製造方法 |
| US5817260A (en) * | 1996-11-20 | 1998-10-06 | Celotex Corporation | Method of using a heated metering device for foam production |
| JP2002264197A (ja) * | 2001-03-14 | 2002-09-18 | Kanegafuchi Chem Ind Co Ltd | 板状ポリプロピレン系樹脂押出発泡体の製造方法および建築用防振緩衝材 |
| DE10205454B4 (de) * | 2002-02-08 | 2004-05-13 | Richard Meyer-Theilinger | Vorrichtung zum Spannen einer endlosen Bahn |
| US20050029708A1 (en) * | 2003-08-05 | 2005-02-10 | General Electric Company | Process and apparatus for embossing a film surface |
| CN1951677A (zh) * | 2005-10-17 | 2007-04-25 | 直兴企业股份有限公司 | 橡塑胶复合材的制造方法 |
| US8097192B2 (en) * | 2006-03-02 | 2012-01-17 | Daisen Industry Co., Ltd. | Foamed resin molding machine and method of operating the same |
| CN101648431A (zh) * | 2008-08-14 | 2010-02-17 | 李文和 | 一种包装用硬质聚氯乙烯片材挤出装置 |
| JP5728078B2 (ja) * | 2011-04-14 | 2015-06-03 | 三和化工株式会社 | 発泡体の製造方法及び窓用パッキング |
| US9315409B2 (en) * | 2011-11-29 | 2016-04-19 | Corning Incorporated | Glass manufacturing apparatus and methods |
| CN203198206U (zh) * | 2013-03-05 | 2013-09-18 | 安吉鼎烽塑料有限公司 | 一种塑胶挤出整理设备 |
| JP6787779B2 (ja) * | 2013-03-12 | 2020-11-18 | スリーエム イノベイティブ プロパティズ カンパニー | 高分子多層フィルムの製造方法 |
| CN203246065U (zh) * | 2013-04-22 | 2013-10-23 | 浙江润阳新材料科技有限公司 | 一种塑胶挤出整理设备 |
| CN103624992B (zh) * | 2013-11-22 | 2016-05-25 | 北京化工大学 | 一种聚合物微结构的片材压制设备及压制加工方法 |
| US20170157815A1 (en) * | 2014-07-11 | 2017-06-08 | Cannon S.P.A. | Method and apparatus for continuous foaming of a panel |
| CN206417686U (zh) * | 2017-01-04 | 2017-08-18 | 浙江圣大皮革有限公司 | 皮革输送机 |
| CN109421286B (zh) * | 2017-09-01 | 2021-06-01 | 陆钉毅 | 塑胶发泡地板的制造设备 |
| CN207844627U (zh) * | 2018-01-24 | 2018-09-11 | 青岛鼎颐达家居用品有限公司 | 卷材张紧输送装置 |
| CN208544911U (zh) * | 2018-05-11 | 2019-02-26 | 安徽艾迪文新材料有限公司 | 一种张力收卷控制系统 |
| CN210260564U (zh) * | 2019-08-05 | 2020-04-07 | 临海市郑家休闲用品有限公司 | 一种气泡膜撑拉装置 |
| CN110614835A (zh) * | 2019-10-15 | 2019-12-27 | 纷美(北京)贸易有限公司 | 压力辊和方法、复合包装材料、包装片材和包装容器 |
| CN111873295B (zh) * | 2020-06-22 | 2022-02-15 | 浙江润阳新材料科技股份有限公司 | 一种连续发泡材料的生产系统 |
-
2020
- 2020-06-22 CN CN202010611684.4A patent/CN111873295B/zh active Active
- 2020-06-22 CN CN202010609769.9A patent/CN111847051A/zh active Pending
- 2020-06-22 CN CN202010571685.0A patent/CN111844590B/zh active Active
- 2020-11-09 WO PCT/CN2020/127505 patent/WO2021258609A1/zh not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102245521A (zh) * | 2008-12-19 | 2011-11-16 | 日本电气硝子株式会社 | 玻璃板制造装置 |
| CN201566134U (zh) * | 2009-07-17 | 2010-09-01 | 湖北慧狮塑业股份有限公司 | 薄膜热压消光装置 |
| CN203237832U (zh) * | 2013-04-10 | 2013-10-16 | 东莞市顺翼机械有限公司 | 垂直升降式浮辊 |
| CN104085104A (zh) * | 2014-07-01 | 2014-10-08 | 上海紫华企业有限公司 | 薄膜生产冷却装置 |
| CN204715074U (zh) * | 2015-06-19 | 2015-10-21 | 浙江中采实业有限公司 | 无纺布的多种压纹装置 |
| CN207028028U (zh) * | 2017-06-16 | 2018-02-23 | 杭州临安鑫烽包装材料有限公司 | 一种辐射交联聚烯烃发泡设备 |
| CN207711184U (zh) * | 2017-12-19 | 2018-08-10 | 青岛豪元晟五金塑胶有限公司 | 双辊冷却装置 |
| CN209238815U (zh) * | 2018-08-13 | 2019-08-13 | 浙江巨科新材料股份有限公司 | 一种铝板压纹机 |
| CN209111359U (zh) * | 2018-11-21 | 2019-07-16 | 浙江润阳新材料科技股份有限公司 | 一种立式发泡设备 |
| CN110183721A (zh) * | 2019-04-12 | 2019-08-30 | 山东博拓塑业股份有限公司 | Pvc发泡广告板电晕工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111873295B (zh) | 2022-02-15 |
| CN111847051A (zh) | 2020-10-30 |
| CN111873295A (zh) | 2020-11-03 |
| CN111844590A (zh) | 2020-10-30 |
| WO2021258609A1 (zh) | 2021-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111844590B (zh) | 一种连续发泡材料的定厚装置 | |
| EP0747200A2 (en) | Oriented polyester sheet production | |
| US5311814A (en) | Assembly for embossing a pattern on surfaces of a slat used in a vertical blind assembly | |
| CN110587890B (zh) | 一种纵横向同步拉伸压延机 | |
| CN111715746A (zh) | 一种可调节的数控卷板机 | |
| EP0953059A1 (en) | Method for stretching of a profile in an induction heat treatment process | |
| CN203726843U (zh) | 一种高透膜生产线 | |
| CN214639093U (zh) | 一种用于钼板的轧制装置 | |
| JPH0674105B2 (ja) | フイルム等帯状物の巻取装置 | |
| CN209851754U (zh) | 一种多功能节能热风复合机 | |
| CN113145638B (zh) | 变截面多段连续式五连轧系统 | |
| CN211891870U (zh) | 一种吹膜机上的牵引机构 | |
| CN213441246U (zh) | 一种使流延膜两面都形成压纹的新型流延膜机 | |
| CN222118351U (zh) | 一种高分子塑料薄膜装置 | |
| CN111703006A (zh) | 一种带状高分子材料的发泡系统 | |
| CN221985832U (zh) | 一种具有辅助定位结构的吹膜机 | |
| US616434A (en) | Calender for running out sheet india-rubber | |
| KR101254251B1 (ko) | 섬유 주름 가공용 권축장치 | |
| CN223223736U (zh) | 橡胶压延机 | |
| CN222681566U (zh) | 一种用于发泡材料连续生产的机架牵引装置 | |
| CN223802936U (zh) | 三辊压光设备 | |
| CN218555144U (zh) | 变截面多段连续式五连轧系统 | |
| CN211542095U (zh) | 四辊压延机 | |
| CN220744873U (zh) | 一种码布机牵引结构 | |
| CN208321627U (zh) | 一种出单钢带成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |