CN112772004A - 电气设备、包括电气设备的层间板层及制造所述电气设备和层间板层的方法 - Google Patents
电气设备、包括电气设备的层间板层及制造所述电气设备和层间板层的方法 Download PDFInfo
- Publication number
- CN112772004A CN112772004A CN201980064632.5A CN201980064632A CN112772004A CN 112772004 A CN112772004 A CN 112772004A CN 201980064632 A CN201980064632 A CN 201980064632A CN 112772004 A CN112772004 A CN 112772004A
- Authority
- CN
- China
- Prior art keywords
- major surface
- electrical
- layer
- circuit board
- electrically operable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

































Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/182—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC]
- H05K1/185—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC] associated with components encapsulated in the insulating substrate of the PCBs; associated with components incorporated in internal layers of multilayer circuit boards
- H05K1/186—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC] associated with components encapsulated in the insulating substrate of the PCBs; associated with components incorporated in internal layers of multilayer circuit boards manufactured by mounting on or connecting to patterned circuits before or during embedding
- H05K1/187—Printed circuits structurally associated with non-printed electric components associated with components mounted in printed circuit boards [PCB], e.g. insert-mounted components [IMC] associated with components encapsulated in the insulating substrate of the PCBs; associated with components incorporated in internal layers of multilayer circuit boards manufactured by mounting on or connecting to patterned circuits before or during embedding the patterned circuits being prefabricated circuits, which are not yet attached to a permanent insulating substrate, e.g. on a temporary carrier
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10541—Functional features of the laminated safety glass or glazing comprising a light source or a light guide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10899—Making laminated safety glass or glazing; Apparatus therefor by introducing interlayers of synthetic resin
- B32B17/10935—Making laminated safety glass or glazing; Apparatus therefor by introducing interlayers of synthetic resin as a preformed layer, e.g. formed by extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/14—Structural association of two or more printed circuits
- H05K1/147—Structural association of two or more printed circuits at least one of the printed circuits being bent or folded, e.g. by using a flexible printed circuit
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0058—Laminating printed circuit boards onto other substrates, e.g. metallic substrates
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0097—Processing two or more printed circuits simultaneously, e.g. made from a common substrate, or temporarily stacked circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
- H05K3/284—Applying non-metallic protective coatings for encapsulating mounted components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09754—Connector integrally incorporated in the printed circuit board [PCB] or in housing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10106—Light emitting diode [LED]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10151—Sensor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/05—Patterning and lithography; Masks; Details of resist
- H05K2203/0562—Details of resist
- H05K2203/0597—Resist applied over the edges or sides of conductors, e.g. for protection during etching or plating
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Combinations Of Printed Boards (AREA)
- Joining Of Glass To Other Materials (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Structure Of Printed Boards (AREA)
Abstract
描述了一种制造电气设备的方法。该方法包括以下步骤:(i)提供具有第一主表面和相对的第二主表面的层间材料层;(ii)将至少第一电可操作部件定位在第一层间材料层的第一主表面上,第一电可操作部件安装在第一电路板上;以及(iii)提供粘合剂材料层,优选地是液体,以覆盖层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分和/或第一电路板的一部分,使得在步骤(iii)之后,第一电可操作部件通过粘合剂材料层的至少一部分固定在层间材料层上。
Description
技术领域
本发明涉及一种电气设备、结合有可以用于制造层压玻璃窗(glazing)的电气设备的层间板层(ply)以及制造这种电气设备和层间板层的方法。
背景技术
已知在层压玻璃窗中的两个玻璃面板之间结合电子部件。
US2016/0313587A1描述了一种层压汽车玻璃窗,其中插入了供电功能组件。WO2018/025051A1描述了一种层压玻璃窗,其包括:第一玻璃窗片材和第二玻璃窗片材,在第一玻璃窗片材和第二玻璃窗片材之间具有至少一个粘合剂层间片材;第一电致动设备;以及与第一电致动设备电连通的第一接收器线圈。在WO2018/025051A1中还描述了用于制造这种层压玻璃窗的方法。
在EP1534513B1中,描述了一种层压玻璃窗面板,其包括两个玻璃板层、一个塑料板层以及一个或多个安装在电路板上被层压在玻璃板层之间的发光二极管。这种层压玻璃窗可以使用包括以下步骤的过程来生产:在层压过程之前在塑料板层中准备切口区域以容纳电路板。电路板和或更多发光二极管可以至少部分地涂覆有与塑料板层的材料相容的材料。电路板位于塑料板层中的切口区域中。
EP1534513B1中还描述了另一种生产层压玻璃窗的工艺,所述工艺包括将两个塑料板层配对、在上塑料板层中准备切口区域,以容纳其上安装有一个或多个发光二极管的电路板、将所述电路板定位在切口区域中、将另一个塑料板层与成对的塑料板层联接,从而形成复合板层、将复合板层交错在两个玻璃板层之间,以及对这些板层进行层压。电路板和一个或多个发光二极管一起可以至少部分地涂覆有与塑料板层的材料相容的材料,并且优选地,其上安装有一个或多个发光二极管的涂覆的电路板的整体厚度与它在其中定位的塑料板层的厚度相当。
这样的制造工艺的问题在于,当将其中具有切口区域的塑料板层放置在第一玻璃片上时,可能难以将电路板插入到孔中而没有拉伸切口区域和/或拉伸塑料板层的风险。当第一玻璃片弯曲时,该问题可能更加突出,在汽车玻璃窗领域中经常是这种情况。
发明内容
因此,本发明从第一方面提供了一种制造电气设备的方法,该方法包括以下步骤:
(i)提供具有第一主表面和相对的第二主表面的层间材料层;
(ii)将至少第一电可操作部件定位在第一层间材料层的第一主表面上,第一电可操作部件安装在第一电路板上;以及
(iii)提供粘合剂材料层,以覆盖第一层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分和/或第一电路板的至少一部分。
为了避免疑问,在步骤(iii)期间,提供粘合剂材料层可以(a)覆盖层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分,或者(b)覆盖第一层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分以及第一电路板的至少一部分,或者(c)覆盖第一层间材料层的第一主表面的至少一部分和第一电路板的至少一部分。
步骤(iii)中提供的粘合剂材料层用于在步骤(iii)之后将第一电可操作部件固定在层间材料层上。即,在步骤(iii)之后,通过粘合剂材料层的至少一部分将第一电可操作部件固定到第一层间材料层。
第一电可操作部件具有第一和第二电输入端子,用于连接到具有第一和第二输出端子的合适的电源,使得在使至少一个电可操作部件的第一输入端子与合适的电源的第一输出端子电连通并且使第一电可操作部件的第二输入端子与合适的电源的第二输出端子电连通时,将电力提供给至少一个电可操作部件。
使用根据本发明的第一方面的方法生产的电气设备可以以这样生产的形式被使用,或者可以用作用于从其生产子电气设备的母电气设备,该母设备和子设备各自具有相应的第一主表面和相对的第二主表面,其中子电气设备的第一主表面和第二主表面中的至少一个具有比母电气设备的第一主表面或第二主表面小的面积。
优选地,层间材料层被提供为片。
优选地,层间材料层包括整体片或多层片。
优选地,层间材料包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
优选地,层间材料层包括聚乙烯醇缩丁醛(PVB)片、乙烯的共聚物片,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯片,特别是热塑性聚氨酯(TPU)。
优选地,第一电路板包括具有第一主表面和相对的第二主表面的基板,其中在步骤(ii)期间,基板的第二主表面面对层间材料层,并且其中优选地将电可操作部件安装在基板的第一主表面上。
优选地,在步骤(ii)中,将第一电路板定位在层间材料层的第一主表面上,使得第一电路板位于层间材料层与第一电可操作部件之间。
优选地,在步骤(iii)之后,粘合剂材料层直接接触层间材料层的第一主表面和第一电可操作部件和/或第一电路板。
优选地,粘合剂材料是塑料材料。
优选地,粘合剂材料包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
优选地,在步骤(iii)中,粘合剂材料层被提供为液体(即,以液体形式)。通过提供液体形式的粘合剂材料层,可以浇注或喷涂粘合剂材料以覆盖层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分和/或第一电路板的至少一部分。
当最初以液体形式(即,作为液体)提供粘合剂材料层时,液体覆盖层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分和/或第一电路板的至少一部分,之后优选地对液体进行固化步骤。优选地,液体的固化步骤包括凝固(setting)步骤和/或硬化(curing)步骤。优选地,液体的固化步骤包括热加热步骤和/或辐照步骤,优选地是紫外线辐照步骤。
当粘合剂材料层最初作为液体被提供并且然后经历固化步骤时,粘合剂材料的固化层的不面对层间材料层的表面优选地被纹理化和/或优选地被设有涂层。
当粘合剂材料层最初作为液体被提供时,优选地,液体包括包含至少第一组分和第二组分的双组分体系,优选地,其中第一组分在步骤(iii)期间在被提供之前或之后与第二组分混合。
当粘合剂材料层最初作为液体被提供时,优选地,液体被调平(level)以相对于第一层间材料层实现均匀的厚度,更优选地,相对于第一层间材料层的第一主表面和/或第二主表面实现均匀的厚度。
在一些实施例中,粘合剂材料层的厚度在0.3mm和3.0mm之间,优选地在0.3mm和2.0mm之间,更优选地在0.3mm和1.6mm之间。优选地,塑料材料层的厚度为0.38mm、或0.76mm、或1.14mm或1.52mm。
优选地,粘合剂材料层具有均匀的厚度。
优选地,粘合剂材料层是光学透明的或着色的。
优选地,粘合剂材料层覆盖整个电可操作部件和/或整个第一电路板。
在一些实施例中,在步骤(i)之后,在层间材料层的第一主表面上或在层间材料层的外围周围提供第一屏障(barrier),并且在步骤(ii)之后,第一电路板的至少一部分在第一屏障的内侧(inboard)。
优选地,第一屏障围绕第一电路板,使得整个第一电路板在第一屏障的内侧。
优选地,在层间材料层的第一主表面上还提供第二屏障,第二屏障与第一屏障连通以限定在步骤(ii)之后第一电路板的至少一部分被定位在其中的空间。
在步骤(ii)之后的一些实施例中,至少第二电可操作部件被定位在层间材料层上,第二电可操作部件安装在第一电路板上并且与第一电可操作设备间隔开。
在步骤(ii)之后的一些实施例中,至少第二电可操作部件被定位在层间材料层上,第二电可操作部件安装在第二电路板上,第二电可操作部件与第一电可操作设备间隔开和/或第一电路板与第二电路板间隔开。
优选地,第一电可操作部件安装在第一电路板上,并且第二电可操作部件安装在第二电路板上,并且当第一和第二电可操作部件被定位在第一层间材料层上时,第一电路板与第二电路板间隔开。
在第一电可操作部件安装在第一电路板上并且第二电路板上安装有第二电可操作部件的实施例中,优选地,第一屏障和第二屏障被设在层间材料层的第一主表面上,并且在步骤(iii)之后,第一电路板在第一屏障的内侧,并且第二电路板在第二屏障的内侧。优选地,第二屏障不在第一屏障限定的外围内。
在第一电可操作部件安装在第一电路板上并且第二电可操作部件安装在第二电路板上的实施例中,优选地,第一屏障被设在层间材料层的第一主表面上或层间材料层的外围周围,并且在步骤(iii)之后,第一和第二电路板在第一屏障的内侧。
在第一电可操作部件安装在第一电路板上并且第二电可操作部件安装在第二电路板上的实施例中,优选地,在步骤(iii)期间,粘合剂材料层也覆盖第二电可操作部件的至少一部分和/或第二电路板的至少一部分,更优选地,其中粘合剂材料层还覆盖整个第二电可操作部件和/或整个第二电路板。
在第一电可操作部件安装在第一电路板上并且第二电可操作部件安装在第二电路板上的实施例中,优选地,在步骤(iii)之后,提供第二粘合剂材料层以覆盖第二电致动设备的至少一部分和/或第二电路板的至少一部分。优选地,第二粘合剂材料层优选地通过浇注或喷涂作为液体提供。当第二层最初作为液体被提供时,第二粘合剂材料层的液体优选地经历随后的固化步骤。优选地,第二粘合剂材料层的液体的随后的固化步骤包括凝固步骤和/或硬化步骤。优选地,第二粘合剂材料层的液体的随后的固化步骤包括热加热步骤和/或辐照步骤,优选地是紫外线辐照步骤。
优选地,第二粘合剂材料层的液体被调平以相对于第一层间材料层实现均匀的厚度,更优选地,相对于第一层间材料层的第一主表面和/或第二主表面实现均匀的厚度。
在第二粘合剂材料层最初作为液体被提供并且然后经历随后的固化步骤的实施例中,第二粘合剂材料层的不面对第一层间材料层的表面被纹理化和/或设有涂层。
在一些实施例中,在步骤(iii)之后,优选地通过切割步骤或冲压步骤从层间材料层中移除其上安装有第一电可操作部件的第一电路板,从而产生子电气设备。
在一些实施例中,当将其上安装有第一电可操作部件的第一电路板从层间材料层移除时,第一电路板的至少一部分在粘合剂材料层的一部分与层间材料层的一部分之间,并且层间材料层的至少一部分联接到粘合剂材料层的至少一部分。
在第一电路板上安装有第一电可操作部件并且在第二电路板上安装有第二电可操作部件的一些实施例中,并且当步骤(iii)之后,第一电路板的一侧被第一层间材料层覆盖并且相对侧被粘合剂材料层的至少一部分覆盖,并且第二电路板的一侧被第一层间材料层覆盖并且相对侧被粘合剂材料层的至少一部分覆盖,并且其中粘合剂材料层的至少一部分与层间材料层的第一主表面接触,从而将第一电路板和第二电路板固定到层间材料层,并且其中第一电路板与第二电路板间隔开,优选地,该方法包括在步骤(iii)之后的分离步骤,以将第一电可操作部件和/或第二电可操作部件与层间材料层分离,从而产生至少一个子电气设备。
在分离步骤期间,优选地,其上分别安装有第一和第二电可操作部件的整个第一和/或第二电路板与层间材料层分离。
优选地,在分离步骤期间,安装在第一电路板上的第一电可操作部件和/或安装在第二电路板上的第二电可操作部件与层间材料层分离,从而产生第一子(child)电气设备和/或第二子(daughter)电气设备。
优选地,分离步骤包括切割步骤或冲压步骤。
当分离步骤包括切割步骤时,优选地,切割步骤包括激光切割步骤、热切割步骤和机械切割步骤中的至少一个。
在其它实施例中,第一粘合剂材料层被提供为粘合剂材料片,并且在步骤(iii)之后,将粘合剂材料片加热以将粘合剂材料片融合到层间材料层的第一主表面的所述部分和第一电可操作设备的所述部分和/或第一电路板的所述部分。
在一些实施例中,在步骤(iii)之后,该方法包括将电气设备结合到层间材料片中的孔中,其中将电气设备结合到层间材料片中的孔中包括以下步骤:提供具有第一主表面和相对的第二主表面的层间材料片;移除层间材料片的至少第一部分以在层间材料片中形成孔,层间材料片的孔在层间材料片的第一主表面和第二主表面之间具有至少第一壁;将电气设备的至少一部分定位在孔中;使用接合手段将电气设备固定到层间材料片的第一主表面和/或第二主表面的至少一部分和/或层间材料片中的孔的第一壁的至少一部分。为了避免疑问,在其中步骤(i)中的层间材料层被设为层间材料片的这种实施例中,该片可以被称为第一层间材料片,并且其中形成孔以结合电气设备的层间材料片可以被称为第二层间材料片。
在这些实施例中,产生了根据本发明的一方面的包含层间材料片和电气设备的层间板层,其可以用于随后生产层压玻璃窗,该层压玻璃窗包含至少一个玻璃窗材料片,优选地是玻璃,特别是钠钙硅玻璃,其中层间板层与之联接。
电气设备可以是母电气设备,或从母电气设备生产(即,通过切割从母电气设备移除)的子电气设备。
通过将电气设备接合到层间材料板层中的孔的第一壁和/或层间材料片的第一主表面和/或第二主表面,简化了随后用玻璃窗材料片的层压工艺。
优选地,第一电可操作部件至少部分地定位在层间材料板层中的孔中。
优选地,接合手段包括用于将电气设备的第一电路板附接到层间材料板层的第一主表面和/或层间材料板层中的孔的第一壁的粘合剂。
优选地,接合手段包括用于将电气设备附接到层间材料板层的第一主表面和/或层间材料板层中的孔的第一壁的粘合剂。
优选地,粘合剂接合手段最初作为液体被提供,该液体随后被凝固或硬化。
优选地,粘合剂接合手段包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
电气设备的第一电路板具有第一主表面和相对的第二主表面,并且优选地,第一电路板的整个第一主表面和/或第二主表面覆盖有粘合剂接合手段层。
在其它实施例中,接合手段包括融合步骤,以将电气设备的层间材料层的至少一部分融合到层间材料板层中的孔的壁和/或层间材料板层的第一主表面和/或第二主表面。优选地,融合步骤包括热融合步骤。优选地,热融合步骤包括激光加热步骤。
在一些实施例中,在步骤(iii)之前,将柔性电路定位在层间材料层或第一电路板上,该柔性电路包括具有第一主表面和相对的第二主表面的基板,柔性电路的基板的第一主表面或第二主表面包括其上通过导电轨道与柔性电路的基板的第一主表面或第二主表面上的第二电连接器区域电连通的第一电连接器区域;其中柔性电路被定位成使得柔性电路的基板上的第二电连接器区域与第一电路板上的第一电连接器区域电连通。
优选地,柔性电路被定位成使得柔性电路的基板上的第二电连接器区域与第一电路板上的第一电连接器区域机械连通。
优选地,柔性电路的基板在其第一主表面或第二主表面上包括通过导电轨道与柔性电路的基板的第一主表面或第二主表面上的第四电连接器区域电连通的第三电连接器区域;其中柔性电路被定位成使得柔性电路的基板上的第四电连接器区域与第一电路板上的第二电连接器区域电连通。
优选地,柔性电路被定位成使得柔性电路的基板上的第四电连接器区域与第一电路板上的第二电连接器区域机械连通。
第一电可操作部件具有第一和第二电输入端子,用于连接到具有第一和第二输出端子的合适的电源,使得在使至少一个电可操作部件的第一输入端子与合适的电源的第一输出端子电连通并且使第一电可操作部件的第二输入端子与合适的电源的第二输出端子电连通时,将电力提供给至少一个电可操作部件。
第一电路板上的第一电连接器区域与第一电可操作设备的第一输入端子电连通,并且当存在时,第一电路板上的第二电连接器区域与第一电可操作设备的第二输入端子电连通。当使第一电路板上的第一电连接器区域与合适的电源的第一输出端子电连通并且使第一电可操作部件的第二输入端子与合适的电源的第二输出端子电连通(当存在第二电连接器区域时,其可以经由第二电连接器区域)时,向至少一个电可操作部件提供电力。
本发明从第二方面还提供了一种电气设备,包括:至少一个安装在第一电路板上的电可操作部件,第一电路板具有第一主表面和相对的第二主表面;具有外主表面的至少一个层间材料层;以及具有外主表面的至少一个粘合剂材料层;其中其上安装有至少一个电可操作部件的第一电路板在至少一个层间材料层的外主表面和至少一个粘合剂材料层的外主表面之间;进一步地,其中第一电路板通过至少粘合剂材料层固定到层间材料层;其特征在于,该电气设备具有第一外表面和相对的第二外表面,其中(a)电气设备的第一外表面包括至少一个层间材料层的外主表面,并且电气设备的第二外表面包括至少粘合剂材料层的外主表面,或者(b)电气设备的第一外表面包括至少一个粘合剂材料层的外主表面,并且电气设备的第二层外表面包括至少一个层间材料层的外主表面。
优选地,至少一个电可操作部件在第一电路板和至少一层粘合剂材料层之间。
第一电路板具有外围,并且优选地,至少一个粘合剂材料层覆盖第一电路板并且延伸超过其外围以接触至少一个层间材料层,以将第一电路板固定到至少一个层间材料层,更优选地,其中至少一个粘合剂材料层覆盖整个第一电路板并延伸超过其外围,以接触至少一个层间材料层,以将第一电路板固定到至少一个层间材料层。
至少一个电可操作部件具有第一和第二电输入端子,用于连接到具有第一和第二输出端子的合适的电源,使得在使至少一个电可操作部件的第一输入端子与合适的电源的第一输出端子电连通并且使至少一个电可操作部件的第二输入端子与合适的电源的第二输出端子电连通时,将电力提供给至少一个电可操作部件。
优选地,第一电路板包括第一电连接器区域,该第一电连接器区域优选地通过第一电路板上的第一导电轨道与至少一个电可操作部件的第一输入端子电连通。
优选地,第一电路板包括第二电连接器区域,该第二电连接器区域优选地通过第一电路板上的第二导电轨道与至少一个电可操作部件的第二输入端子电连通。
优选地,第一电路板包括基板,特别是包括聚对苯二甲酸乙二醇酯的基板,该基板具有第一主表面和相对的第二主表面,并且其中优选地,第一电路板在基板的第一主表面上包括第一和第二电连接器区域,基板上的第一电连接器区域通过基板的第一主表面或第二主表面的至少一部分上的第一导电涂层或第一导电轨道与至少一个电可操作部件的第一输入端子电连通,以及基板上的第二电连接器区域通过基板的第一主表面或第二主表面的至少一部分上的第二导电涂层或第二导电轨道与至少一个电可操作部件的第二输入端子电连通。
在一些实施例中,在第一电路板上具有与至少一个电可操作部件的第一输入端子电连通的第一电连接器区域,优选地,电气设备包括柔性电路,该柔性电路包括具有第一主表面和相对的第二主表面的基板,柔性电路的基板的第一主表面或第二主表面包括其上的第一电连接器区域,该第一电连接器区域通过导电轨道与柔性电路的基板的第一主表面或第二主表面上的第二电连接器区域电连通,柔性电路的基板上的第一电连接器区域与第一电路板上的第一电连接器区域电气和机械连通,使得在使至少一个电可操作部件的第二输入端子与合适的电源的第一输出端子电连通并且使柔性电路的第二电连接器区域与合适的电源的第二输出端子电连通时,将电力提供给至少一个电可操作部件。
优选地,柔性电路的第一电连接器区域和柔性电路的第二电连接器区域在柔性电路的基板的第二主表面上,并且优选地,柔性电路的第一电连接器区域通过柔性电路的基板的第二主表面上的导电轨道与柔性电路的第二电连接器区域电连通。
优选地,柔性电路的基板包括在柔性电路的基板的第一主表面或第二主表面上的第三电连接器区域,其通过导电轨道与柔性电路的基板的第一主表面或第二主表面上的第四电连接器区域电连通,柔性电路的基板上的第三电连接器区域与第一电路板上的第二电连接器区域电气和机械连通,第一电路板上的第二电连接器区域与至少一个电可操作部件的第二输入端子电连通,其中在使柔性电路的第四电连接器区域与合适的电源的第一输出端子电连通并且使柔性电路的第二电连接器区域与合适的电源的第二输出端子电连通时,将电力提供给至少一个电可操作部件。
优选地,柔性电路的第三电连接器区域和柔性电路的第四电连接器区域在柔性电路的基板的第二主表面上,并且优选地,柔性电路的第三电连接器区域通过柔性电路的基板的第二主表面上的导电轨道与柔性电路的第四电连接器区域电连通。
优选地,柔性电路的基板的第二主表面面对第一电路板的第一主表面。
优选地,柔性电路的基板的第二主表面与第一电路板的第一主表面的至少一部分直接接触。
优选地,临时粘合剂手段在第一电路板的第一主表面的至少一部分和柔性电路的基板的第二主表面之间,优选地,其中临时粘合剂手段是可再粘合的粘合剂。
在一些实施例中,电气设备是层间板层的一部分,该层间板层适合于将两片玻璃窗联接在一起,其中该层间板层包括具有第一主表面和相对的第二主表面的层间材料片,层间材料片中存在孔,该孔具有在层间材料片的第一主表面和第二主表面之间延伸的壁,该电气设备被定位在层间材料片中的孔中并且被接合到孔的壁的至少一部分和/或层间材料片的第一主表面和/或第二主表面的至少一部分。
优选地,层间材料片包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
当电气设备是层间板层的一部分时,可以通过使用本领域众所周知的适当的高温和高压层压条件将层间板层结合到层压玻璃窗中,使得层间板层位于第一和第二玻璃窗材料片(诸如,玻璃)之间。在电气设备与第一和/或第二玻璃窗材料片之间可以存在一个或多个其它层间材料板层(在其中的孔中结合或不结合电气设备)。
当电气设备是层间板层的一部分时,可以将层间板层层压到单个玻璃窗材料片(诸如玻璃),以便随后在窗户中使用,这可能需要将层间板层中的电气设备层压到第二玻璃窗材料片(诸如玻璃),或者具有层压到其的层间板层的单个玻璃窗材料片可以被用作窗户中的窗格(pane),例如具有一个窗格或两个或更多个窗格的窗口,诸如绝缘玻璃窗单元。
附图说明
现在将参考以下各图(未按比例)描述本发明,其中,
图1示出了可用于本发明的电可操作设备的示意性等距表示;
图2示出了图1中所示的电可操作设备的平面图;
图3a示出了在层间材料片上的电可操作设备的示意性侧视图;
图3b示出了如图3a中所示的层间材料片上的电可操作设备的示意性平面图;
图4a示出了在覆盖有液体塑料层的层间材料片上的电可操作设备的示意性侧视图;
图4b示出了在如图4a中所示的覆盖有液体塑料层的层间材料片上的电可操作设备的示意性平面图;
图5a示出了在覆盖有均匀塑料层的层间材料片上的电可操作设备的示意性侧视图;
图5b示出了在如图5a中所示的覆盖有均匀液体塑料层的层间材料片上的电可操作设备的示意性平面图;
图6a示出了从较大的母电气设备切下的子电气设备的示意性侧视图;
图6b示出了从如图6a中所示的较大的母电气设备切下的子电气设备的示意性平面图;
图7-12示出了在层间材料片上的多个电可操作设备,并且图示了制造可以从中切下子电气设备的母电气设备的制造步骤;
图13a-c是十六个电可操作设备的示意性平面图,这些设备被封装在塑料层中并随后从中移除;
图14图示了电气设备如何被定位在层间材料片中的孔中;
图15-17示出了根据本发明的一方面的如何将电气设备固定在层间材料片中的孔中以制造层间板层;
图18-20示出了根据本发明的一方面的结合了两个玻璃窗片和层间板层的不同层压玻璃窗的示意性侧视图和分解侧视图;
图21是在层间材料片和柔性电路之间的电可操作设备的示意性分解等距表示,该柔性电路可用于向电可操作设备供电;
图22是图21的示意性侧视图;
图23是图21的示意性侧视图,其中电可操作设备在层间材料片上并且柔性电路在电可操作设备上;
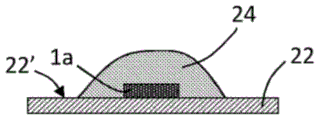
图24与图23相似,不同之处在于在电可操作设备和电路板周围的层间材料片上设有屏障,并且将液体塑料倒入由屏障界定的区域中;
图25a示出了根据本发明的一方面的电气设备的示意性侧视图;
图25b示出了图25a中所示的电气设备的示意性等距表示;
图26a示出了由图25a和25b中所示的结合在层间材料片中的孔中的电气设备组成的层间板层的示意性侧视图;
图26b示出了图26b的示意性等距表示;
图27示出了结合在层压玻璃窗中的图26a的层间板层的示意性侧视图;
图28是图27的一部分的放大图;以及
图29是图27中所示的层压玻璃窗的端部的示意性侧视图,其图示了柔性电路可以如何用于向电可操作部件提供电力。
具体实施方式
图1示出了可用于本发明的电可操作设备的示意性等距表示。图2是从箭头2的方向观察时电可操作设备1的平面图。
电可操作设备1包括具有第一主表面5和相对的第二主表面7的基板3。在基板3的第一主表面5上是电可操作部件9,诸如发光二极管或传感器。而且,在基板3的第一主表面5上是第一和第二电连接器区域11、13。第一电连接器区域11经由第一导电轨道15与电可操作部件9的第一输入端子19电连通。第二电连接器区域13经由第二导电轨道17与电可操作部件9的第二输入端子21电连通。
在将第一电连接器区域11和第二电连接器区域13连接到合适的电源的输出端子时,可以将电力提供给电可操作部件9,从而将电可操作部件从未通电状态切换到通电状态。例如,当电可操作部件9是发光二极管并且第一电连接器区域11连接到合适的电源的正极端子并且第二电连接器区域13连接到合适的电源的负极端子时,将电力提供给发光二极管9,并且从发光二极管9发射光。在与合适的电源断开连接后,不再从发光二极管发射光。合适的开关装置可以被包括作为电可操作设备1的一部分或与其分离,以允许合适的电源的开关。
可以在基板3上安装有一个或多个电可操作部件9。
在其主表面上具有至少一个导电轨道的基板3是电路板。例如,在基板3的第一主表面5上具有第一和第二电连接器区域11、13以及第一和第二导电轨道15、17的基板3是电路板。
在图1中,箭头2垂直于第一主表面5。
基板3通常是光学透明的,并且可以是塑料材料,诸如聚对苯二甲酸乙二酯(PET)。在图1和2中所示的示例中,基板是PET,其厚度约为0.2mm并且是相对柔性的。
第一电可操作部件9可以通过合适的粘合剂安装在基板3的第一主表面5上。第一电连接器区域11和第二电连接器区域13以及第一导电轨道15和第二导电轨道17可以是通过丝网印刷工艺等设在第一主表面5上的导电油墨的形式。
电可操作部件9可以安装在基板3的第二主表面7上,并且导电轨道15、17和/或电连接器区域11、13中的至少一个也可以在第二主表面7上。例如,如果电可操作部件9在基板3的第二主表面7上并且第一电连接器区域11在基板3的第一主表面5上,那么第一导电轨道15通过基板3的第一主表面和第二主表面5、7中合适的开口通过第一主表面和第二主表面5、7之间。
代替导电轨道15、17,电隔离的涂覆区域可以与电连接器区域和电可操作部件9的输入端子电连通。例如,基板3可以是例如在第一主表面5上的在其上具有导电涂层的涂覆基板。在这样的示例中,第一主表面5上的导电涂层可以具有两个电隔离区域,第一电隔离区域与电可操作部件的第一输入端子19电连通,并且第二电隔离区域与电可操作部件的第二输入端子21电连通。涂层的每个电隔离区域可以与相应的电连接器区域电连通。
图3-6用于图示根据本发明的一方面的制造电气设备所涉及的步骤。在图3-6中的每一个中,相应的图“a”是其侧视图,并且相应的图“b”是其平面图,即,沿着线Z-Z'的横截面图。
图3a示出了图1和2中所示类型的电可操作设备1a的示意图,该设备被定位在层间材料片22的主表面22'上,在该示例中该层间材料片是厚度约为0.2mm的乙烯乙酸乙烯酯(EVA)片。图3b示出了图3a的平面图,即,沿着箭头2a的方向的视图,所述箭头垂直于主表面22'。在图3a中,电可操作设备1a尚未固定到EVA片22。但是,通过使用适当的粘合剂,电可操作设备1a可以被固定到EVA片22。
图4用于图示根据本发明的一方面的电气设备的生产中的另一个步骤。提供其上具有电可操作设备1a的EVA片22的组件,并且液体粘合剂层24(在这个示例中为EVA)被沉积(即,通过浇注)在电可操作设备1a上,从而覆盖电可操作设备1a,并且还与EVA片22的主表面22'的一部分接触。用于层24的其它合适的材料包括合适的树脂或环氧树脂材料(其可以是多组分环氧树脂材料)。
在这个示例中,可以使用热胶枪或类似物来施加液体EVA的层24,该EVA最初为固体形式,然后被熔化以用于随后如上所述沉积在电可操作设备1a上。
由于EVA的粘度,层24相对于EVA片22(或EVA片22的主表面22')具有不均匀的厚度,相反,该层具有凸表面并且可以被称为本领域中的“团块(blob)”,即,覆盖电可操作设备1a的液体EVA的团块。在图4b中所示的平面图中,示出了液体EVA的团块具有圆形外围,但是液体EVA的团块的外围的形状可以是非圆形的。
图5用于图示根据本发明的一方面的电气设备的生产中的后续步骤。在液体EVA的层24固化之前,应用调平手段使层24变平,以提供液体EVA的层24a,其相对于EVA片22具有均匀(或基本均匀)的厚度。在这个示例中,层24a具有0.56mm的厚度,使得厚度27约为0.76mm。
液体EVA的层24a被硬化以形成EVA的固体层。固体EVA的层24a将电可操作设备1a粘附并固定到EVA片22,即,将电可操作设备封装在EVA片22上。
在图5a中所示的形式中,一旦层24a是固体EVA层,那么通过固体EVA的层24a将电可操作设备1a固定到其上的EVA片22的组件可以用作根据本发明的一方面的电气设备28。但是,优选的是使用附加的处理步骤来减小电气设备28的尺度以用于随后的使用,如将在下文中更详细描述的。以这种方式,电气设备28是可以从中生产子电气设备的母电气设备。
图6用于图示根据本发明的一方面的电气设备的生产中的另一个步骤。
参考图5和图6,从电气设备28(其是母电气设备)开始,较小的电气设备30(子电气设备)可以通过切割、冲压等从中移除。
在这个示例中,使用刀将电气设备30从母体电气设备28切下,以留下延伸通过EVA24a的固化层和EVA片22的洞(或孔)23。假定电可操作设备1a已经被移除,那么由EVA片22的一部分22a和与之接合的EVA 24a的固化层的一部分24c组成的部分29不再能够用作电气设备并且是多余的,并且可以被丢弃。
已从原始电气设备28上移除的电气设备30由覆盖电可操作设备1a并与之接合的EVA 24a的固化层的一部分24b组成。部分24b还接合到EVA片22的部分22c。电气设备30的厚度由箭头27示出,并且在这个示例中约为0.76mm(与电气设备28相同)。
电气设备30具有比电气设备28更小的外部尺度,因此是子电气设备。
虽然在图3-6中仅示出了定位在EVA片22上的一个电可操作设备1a,但是可以存在两个或更多个定位在EVA片22上的此类设备。在这样的示例中,液体层24可以在所有电可操作设备上延伸,或者可以存在覆盖每个电可操作设备的一个或多个这样的液体层,即,每个电可操作设备可以被相应的液体层覆盖,并且相应液体层中的两层或更多层可以彼此隔离。
图7-9示出了其中(参考图1和图2示出的类型的)多个电可操作设备1b被定位在诸如EVA的合适的层间材料片上的示例。在这个示例中,存在十六个电可操作设备1b。
参考图7,图7a示出了位于合适的托盘33的底部中的EVA片32的示意性平面图。定位在EVA片32上的是十六个电可操作设备,其中只有4个被标记为1b,并且具有参考图1和2描述的类型。EVA片32上可以存在更多或更少的电可操作设备。电可操作设备可以是相同类型或不同的类型。在这个示例中,电可操作设备以网格状的方式定位在EVA片32上,但是电可操作设备可以以任意其它配置(可以是随机的)定位在EVA片32上。
图7b示出了沿着线A-A'的图7a中所示组件的横截面图。EVA片32具有约0.2mm的厚度,并且平坦地搁置在托盘33的底部上。
托盘33具有外围壁33a,该外围壁33a从托盘的底部向上延伸约0.76mm。
图8示出了当在托盘中已经沉积一定体积的液体塑料以覆盖电可操作设备1b和EVA片32的暴露部分(即,EVA片32的其上没有电可操作设备的那些部分)时图7b中所示的组件的示意图。液体塑料的体积形成层34,并且由于其粘度,层34的厚度相对于EVA片32可能不均匀。如图9中所示,可以使用合适的调平手段将液体调平到托盘33的外围壁33a的高度。然后可以将液体塑料硬化以形成固态塑料层34',该固态塑料层封装电可操作设备1b。在这个示例中,EVA片32和固体层34'的组合厚度为约0.76mm,并且基本上由托盘33的外围壁33a的高度设定。
虽然图9可以用于图示形成层34的液体已被调平后图8的组件,但是同一图可以用于图示其中形成层34'的液体具有相对低的粘度的组件,使得一旦液体已经被沉积(即,通过浇注)到托盘中以覆盖电可操作设备1b和EVA片32,液体就自我调平至托盘33的外围壁33a的高度。
然后可以通过适当的切割、冲压等从图9中所示的组件中移除每个电可操作设备1b。可能无法从以这种方式生产的电气设备中移除托盘33的基座的部分。而且,在托盘的外围壁33a的区域中的液体的固化层将粘附在其上,从而使得从中难以分离。
图10示出了执行本发明的一方面的替代方法中的步骤。
在图10中,EVA片32已经被放置在合适的支撑物(即桌子)(未示出)上。然后将电可操作设备1c(其中只有两个被标记)定位在EVA片32上的期望位置。
然后,将合适的屏障36围绕定位在EVA片32上的电可操作设备定位在EVA片32上。屏障36可以在将电可操作设备定位在其上之前定位在EVA片32上,在这种情况下,将电可操作设备定位在屏障36内侧的EVA片32上。
屏障36可以由任何合适的材料,即塑料、聚乙烯、聚碳酸酯形成,并且适当地接合到EVA片32的上表面,优选地与之形成密封。屏障36可以是整体构造,或者由两个或更多个合适地联接在一起的段形成。
图11示出了当将合适的液体粘合剂浇注到由屏障36界定的区域中时图10中所示的组件。液体粘合剂形成覆盖电可操作设备1c和EVA片32的层34a。取决于形成层34a的液体粘合剂的粘度,可能需要使所述液体调平以形成如图12中所示的均匀厚度的层34a'。层34a随后硬化以形成固体层34a',该固体层34a'封装定位在EVA片32上的电可操作设备1c。替代地,液体可以具有低粘度,在这种情况下,不需要附加的调平步骤。如果需要,层34a可以在被固化之前不被调平,其中在被固化之后,通过使用合适的研磨手段或切割使层34a具有均匀的厚度。
图12示出了EVA片32的组件38,其具有被固体层34a'封装并且被屏障36界定的十六个电可操作设备1c。组件38可以用作根据本发明的实施例的电气设备。但是,优选的是从组件38中移除电可操作设备1c中的一个或多个以用于随后使用,如将在下文中描述的,即,电气设备38是用于随后从其生产子电气设备的母电气设备。
图13a示出了图12中所示的组件38的平面图。组件38用作准备十六个子电气设备的母电气设备,每个子电气设备类似于图6中所示的电气设备30。
在组件38的中央区域38a中,在屏障36的内侧有十六个封装的电可操作设备1c(在图13a中仅其中一个被标记)。中央区域38a通过沿着恰好在屏障36的内侧但与电可操作设备1c间隔开的线38b切割而从组件38移除。使用适当的切割步骤(诸如,激光切割、机械切割或热切割等),可以移除组件38的中央区域38a,以留下不包含电可操作设备的部分39,如图13b中所示。图13c中所示的移除部分40包含十六个封装的电可操作设备1c(在该图中仅其中一个被标记)。
在这个示例中,如图13c中所示,电可操作设备被布置为线性的行和列。有四行a、b、c和d和四列i、ii、iii和iv。可以通过沿着图13c中所示的虚线切割从部分40中移除每个电可操作设备1c,例如可以通过沿着虚线C-C'切割从部分40中移除每个行a。
在这个示例中,行a和d具有相同的高度,并且行b和c具有相同的高度。列i、ii、iii和iv各自具有相同的宽度,但可以不同。行a、b、c、d可以各自具有相同的高度。
通过沿着图13c中所示的虚线切割,制造出十六个图6中标记为30的类型的电气设备以供随后使用。这样获得的每个电气设备都是子电气设备,因为它是从组件38(它是母电气设备)生产的。
图14用于图示根据本发明的一方面的图6中所示类型的电气设备30如何可以用于形成包括电气设备30和层间材料片50的层间板层。图14a是平面图,并且图14b是沿着线D-D'的横截面图。如从上面明显看出的,电气设备30可以是由图13中所示类型的组件生产的子电气设备。
在层间材料片50中制有孔52,以在其中留有空隙(void)。在这个示例中,空隙在层间材料片50的两个主表面之间延伸,但是空隙可以不在层间材料片50的两个主表面之间延伸。孔52具有在层间材料片50的主表面之间延伸的壁52a。
将其中具有孔52的层间材料片50放置在合适的支撑物(即桌子)(未示出)上。然后将电气设备30定位在孔52中。电气设备的外部尺度略小于孔52的主尺度,使得电气设备未固定在孔52内。
电气设备30已经被制成使得其厚度(参见图6上的标签27)与层间材料片50的厚度相同或基本相同,其可以在0.38mm和0.76mm之间。
根据本发明的一方面,电气设备30使用合适的接合手段固定在层间材料片50中的孔52中。
在图15中所示的实施例中,局部加热源被施加到孔52和/或电气设备30的上边缘,即在由标签53、54指示的区域中。局部加热使层间材料50局部软化和/或熔化,从而使电气设备30的上部接合到孔52的壁52a上。在区域53、54中施加的局部加热还可以使粘合剂层24b局部软化和/或熔化。
类似地,可以将局部加热施加到孔52和/或电气设备30的下边缘,即在由标签55、56指示的区域中。这种局部加热可以使层间材料50和/或层间材料22c局部软化和/或熔化,以将电气设备接合在孔52中。
在如图16中所示的替代实施例中,使用粘合剂将电子设备30接合在层间材料片50中的孔52中。当电气设备30位于层间材料片50中的孔52中时,可以将粘合剂57、58施加到层间材料片50的上表面,以便也与电气设备30的至少一部分接触,从而将电气设备接合到孔52中。类似地,可以将粘合剂59、60施加到层间材料片50的下表面。
粘合剂57、58可以作为将层间材料片50连接到电气设备30的接合带(即,粘合剂带)施加。在这样的实施例中,接合带不必在电气设备30的整个主表面上延伸。但是,在替代实施例中,在其主表面上具有接触粘合剂的片可以用于将层间材料片50连接到电气设备30,在这种情况下,其上具有接触粘合剂的片可以在一侧覆盖整个电气设备30以将电气设备30固定到孔52中。
如图16中所示,粘合剂59、60可以延伸到孔52的壁52a与电气设备30的外壁之间的任何间隙中,以在它们之间提供接合。延伸到孔52的壁52a与电气设备30的外壁之间的任何间隙中的粘合剂59、60的量可以取决于粘合剂59、60的粘度。
图17示出了其中粘合剂层61、62用于将电气设备30接合在层间材料片50中的孔52中的另一个实施例。在将电气设备定位在孔52中之前,将粘合剂61、62施加到电气设备30的外壁。此后,粘合剂61、62接触孔52的壁52a以将电气设备30接合到其上。
如图14-17中所示,目的是使用接合手段将电气设备30固定在层间材料片50中的孔52中,以制成包括电气设备和层间材料片的层间板层。虽然优选地使用诸如粘合剂之类的接合手段将电气设备30固定在层间材料片中的孔52中,但是粘合剂可以是可再粘合的粘合剂,使得电气设备30可移除地固定在孔52中。
具有如上所述固定在层间材料片中的孔52中的电气设备30的层间板层可以用于构造如图18、19和20中所示的层压玻璃窗。图18-20中的每一个是玻璃窗的示意性侧视图。
在图18a中,示出了在第一玻璃片72和第二玻璃片74之间的图15、16或17中所示类型的层间板层70。层间板层70将第一玻璃片72联接到第二玻璃片74。可以使用常规的层压条件,例如升高的温度和压力以生产层压玻璃窗76。层间板层70提供与第一玻璃片72和第二玻璃片74中的每个的足够的粘合剂接合,部分原因是与层间板层70的主表面相比,电气设备30的主表面更小。此外,形成电气设备30的主表面的材料本身是粘合剂。
用于第一玻璃片72和第二玻璃片74的合适的玻璃包括钠钙硅玻璃(通常称为“钠钙硅酸盐玻璃”)。典型的钠钙硅玻璃成分为(按重量)SiO2 69-74%;Al2O3 0-3%;Na2O 10-16%;K2O 0-5%;MgO0-6%;CaO 5-14%;SO3 0-2%以及Fe2O3 0.005-2%。该玻璃成分还可以包含其它添加剂,例如,精制助剂和其它着色剂,其通常以至多2%的量存在。可以根据公认的标准(诸如BS EN410)测量透射的玻璃颜色。
为清楚起见,在图18b中示出了叠层玻璃窗76的分解图。
在图19a中,示出了在第一玻璃片72和第二玻璃片74之间的图15、16或17中所示类型的层间板层70。另外,还有另一个层间材料板层80,即,PVB、EVA等的板层(或片)。层间板层80位于第一玻璃片72和层间板层70之间。层间板层70位于第二玻璃片74和层间板层80之间。
第一玻璃片72通过层间结构与第二玻璃片74联接,该层间结构由根据本发明制成的层间板层70和常规的层间材料板层80组成。可以使用常规的层压条件,例如升高的温度和压力以生产层压玻璃窗76'。
为清楚起见,在图19b中示出了叠层玻璃窗76'的分解图。
在图20a中,示出了在第一玻璃片72和第二玻璃片74之间的图15、16或17中所示类型的层间板层70。另外,在第一玻璃片72和第二玻璃片74之间有第一层间材料板层80和第二层间材料板层80'。
第一层间板层80在第一玻璃片72和层间板层70之间。层间板层70位于第一和第二常规层间材料板层80、80'之间。第二层间板层80'在层间板层70与第二玻璃片74之间。
第一玻璃片72通过层间结构与第二玻璃片74联接,该层间结构由根据本发明制成的层间板层70、第一层间材料板层80和如上所述布置的第二层间材料板层80'组成。可以使用常规的层压条件,例如升高的温度和压力以生产层压玻璃窗76'。
为清楚起见,在图20b中示出了层压玻璃窗76'的分解图。
在图19中,层间材料板层80可以由已经根据本发明的一方面制成的另一个板层70代替。
在图20中,层间材料板层80、80'中的任一个或两者可以被已经根据本发明的一方面制成的层间板层代替。
根据需要,可以在层压玻璃窗的构造中使用(常规的或根据本发明制成的)附加的层间材料板层。
图21-23用于图示如何可以提供附加的柔性电路90以帮助实现与安装在基板上的电可操作部件(例如,如在图1和图2中所示类型的电可操作设备)的电连接。
在图21中,示出了如图1和图2中所示并且在其相关描述中描述的电可操作设备1的示意性等距表示。图22是图21的示意性侧视图,即沿着箭头82的方向观察的视图。
参考图21和22,位于电可操作设备1下方的是EVA片22。EVA片22具有上主表面22'和相对的下主表面(未标记)。通过沿着箭头84的方向移动电可操作设备1以使电可操作设备1处于EVA片22'上虚线所示的位置将电可操作设备1定位在EVA片22上。还参考图3b。
在将电可操作设备1定位在EVA片22上之后,通过沿着箭头86的方向移动柔性电路90,将柔性电路90定位在电可操作设备1上。
柔性电路90包括具有第一主表面92a和相对的第二主表面92b的基板92。当将柔性电路90定位在电可操作设备1上时,基板92的第二主表面92b面对基板3的第一主表面5。
在基板92的第二主表面92b上的基板92的一端是第一和第二电连接器区域94、96。在基板92的第二主表面92b上的基板92的相对端是第三和第四电连接器区域98、100。
第一电连接器区域94经由柔性电路90的基板92的第二主表面92b上的导电轨道102与第三电连接器区域98电连通。第二电连接器区域96经由柔性电路90的基板92的第二主表面92b上的导电轨道104与第三电连接器区域100电连通。
导电轨道102、104可以是丝网印刷的导电油墨。第一、第二、第三和第四电连接器区域94、96、98、100中的任何一个或全部可以是丝网印刷的导电油墨。
柔性电路90的基板92类似于电可操作设备1的基板3。但是,优选的是,基板92在机械上比基板3更坚固。例如,如果将相同的材料用于基板3和基板92,那么基板92通常比基板3厚。
替代地,或者此外,基板3和基板92可以由不同的材料制成,例如,由不同的塑料材料制成。在一些实施例中,基板92的有用特性是在不破坏第二主表面92b上的导电轨道102、104的情况下弯曲的能力。
柔性电路90用作整体电连接器,以帮助向电可操作设备1的电可操作部件9提供电力。
柔性电路90的基板92上的第一电连接器区域94被布置为与电可操作设备1的基板3上的第一电连接器区域11对准。柔性电路90的基板92上的第二电连接器区域96被布置为与电可操作设备1的基板3上的第二电连接器区域13对准(在图21中由在其间延伸的虚线指示)。当柔性电路90被定位在电可操作设备1上时,如前所述,向柔性电路90的基板92上的第三和第四电连接器区域98、100提供电力将电力提供给电可操作部件9,因为基板92上的第一和第二电连接器区域94、96与基板3上的相应的第一和第二电连接器区域11、13处于电连通和机械连通。
第三和第四电连接器区域98、100与第一和第二电连接器区域94、96间隔开。第三和第四电连接器区域98、100也与基板92的外围间隔开,使得可以通过沿着基板92的端部以及第三和第四电连接器区域98、100之间的线(如线M-M'所示)切割而移除基板92的一部分。第三和第四电连接器区域98、100也定位在基板3上的其中基板3的第一主表面上没有导电区域或轨道的区域中。
柔性电路的基板3上的第一电连接器区域94与电可操作设备1的基板5上的第一电连接器区域11之间的连接可以通过使用已知的电联接方法来增强,这些方法诸如导电粘合剂的局部斑、诸如由Dexerials公司制造的CP923CM-25AC(http://www.dexerials.jp/en/products/)的各向异性导电粘合剂或各向异性导电粘合剂膜的局部施加。
在图23中示出了在电可操作设备1上的柔性电路90的示意性侧视图,其中电可操作设备1在EVA片22上。在该图中,示出了柔性电路90与电可操作设备1之间的空间105。参考上文,空间105在柔性电路90的基板92的第二主表面92b与电可操作设备1的基板3的第一主表面5之间。在替代实施例中,柔性电路90的基板92的第二主表面92b或电可操作设备1的基板3的第一主表面5可以在其上具有可再粘合的粘合剂,使得基板92可移除地粘附到基板3。在另一个替代实施例中,柔性电路90的基板92的第二主表面92b与电可操作设备1的基板3的第一主表面5之间可以没有空间。
虽然在图23中,柔性电路90在一端与基板3的外围对准,但是柔性电路可以延伸超出电可操作设备1的基板3的外围。
图24用来图示如何生产根据本发明一方面的电气设备。图24类似于先前描述的图12。
将塑料屏障106定位在EVA片22上。在屏障106的基座和EVA片22的第一主表面22'之间形成气密密封。以与图10中所示类似的方式,当在平面图中观察时,屏障106完全围绕其上具有柔性电路90的电可操作设备1。
将合适的液体塑料浇注到由屏障106界定的区域中,以完全覆盖其上具有柔性电路90的电可操作设备1。液体塑料层108通过调平步骤或通过使液体沉降被调平到屏障106的高度。
适当地硬化液体塑料层108以形成固体的塑料层108,该塑料层108封装其上具有柔性电路90的电可操作设备1,即,其上具有柔性电路90的电可操作设备1被封装在固体的塑料层108和EVA片22之间。固体的塑料层108也接合到EVA片22的第一主表面22'。很明显,液体塑料是粘合剂。
如以上所讨论的,在图23和24中,示出了当柔性电路90在电可操作设备1上时,在基板92的第二主表面92b和基板3的片的第一主表面5之间的微小间隙105。所述间隙105的厚度可以足够小,使得当液体塑料被浇注到由屏障106界定的区域中时,由于液体塑料的粘性,液体塑料不能流入间隙中。替代地,柔性电路90可以被配置为使得当柔性电路板90在电可操作设备1上时,基板92的第二主表面92b与基板3的第一主表面5之间没有间隙。替代地或附加地,第二主表面92b的一个或多个区域可以设有合适的可再粘合的粘合剂,使得当柔性电路90位于电可操作设备1上时,基板92可移除地附接到基板3和/或EVA片22。当液体塑料被浇注到电可操作设备1上时,合适的可再粘合的粘合剂有助于形成密封。
其上具有柔性电路90的封装的电可操作设备1被用作用于生产子电气设备的母电气设备。电可操作设备1通过固体层塑料108固定在EVA片22上,并通过沿着屏障106内侧的线,即沿着图24中所示的线F-F'和G-G'切割而从中移除。这样制造的电气设备110如图25a中所示,其中可以看到,基本上电可操作设备1被封装在固化的塑料层108的一部分108'与EVA片22的一部分22'之间。如果通过沿着线H-H'切割而不是沿着线F-F'切割来生产子电气设备,那么将需要随后的切割步骤以允许进入柔性电路90,即本质上通过沿着线F-F'的一部分切割。
在这个示例中,电气设备110的厚度107约为0.76mm。电气设备110的示意性等距表示在图25b中示出。
根据本发明的一方面,可以以与关于图14-17所描述的方式相似的方式将电气设备110结合到具有约0.76mm的厚度的合适的层间材料112的大型片材中。这样制造的层间板层114的示意性横截面正视图在图26a中示出,并且层间板层114的示意性等距表示在图26b中示出。在图26b中,为清楚起见,示出了将电气设备110从合适的层间材料112的大型片材中的孔116中移除。
可以通过使用如前所述的合适的粘合剂手段,例如使用粘合剂的斑或条将电气设备110接合到孔中。
虽然在图26a和26b中仅示出了一个电气设备110被结合在合适的层间材料片112中,但是可以存在两个或更多个这样的电气设备被结合在合适的层间材料片112中。
层间114可以用于构造图18-20所示类型的层压玻璃窗。图27中示出了特定示例,该示例有助于说明附加的柔性电路90的益处。
如从图26a和26b中显见的,当将电气设备110结合到合适的层间材料片112中时,电气设备110可以通过沿着线H-H'而不是图24中所示的线F-F'切割来生产,因为如此产生的电气设备在孔116中时被层间材料112完全包围。
图27示出了层压玻璃窗120的示意性横截面表示。层间玻璃窗包括第一片具有2.1mm厚度的钠钙硅玻璃122和第二片也具有2.1mm厚度的钠钙硅玻璃124。通过层间板层114将第一片钠钙硅玻璃122联接到第二片钠钙硅玻璃,所述层间板层包括固定在合适的层间材料片112的孔116中的电气设备110。
层压玻璃窗120的一端的展开图在图28中示出。层间板层114的一部分114'延伸超过第一和第二片钠钙硅玻璃122、124的外围。部分114'包括柔性电路90的基板92的端部,该端部在其上具有第三和第四电连接器区域98、100,使得第三和第四电连接器区域98、100不在第一和第二片钠钙硅玻璃122、124之间。第一和第二电连接器区域94、96位于第一和第二片钠钙硅玻璃122、124之间,电可操作部件9也是如此。通过沿着线J-J'切割移除部分114'的一部分,从而提供进入柔性电路90的通道。
由于基板3和基板92之间的弱接合,例如,由于在生产如前所述的电可操作设备期间在基板92的第二主表面92b和/或基板3的第一主表面5上提供了可再粘合的粘合剂(或者它们之间可能没有接合),电气设备的下部的端部可以向下折叠(即,沿着箭头117的方向),从而允许进入柔性电路90的基板92的部分92'上的第三和第四电连接器区域98、100。
由于基板92比基板3在机械上更刚性和/或在机械上更强壮和/或在机械/化学上更坚固,因此柔性电路90的附加可以允许进行更可靠的电连接以为电可操作部件9供电。例如,如果不使用附加的柔性电路,而是第一和/或第二电连接器区域11、13延伸超过第一和第二片钠钙硅玻璃122、124的外围,那么有可能损坏基板3上的第一和/或第二导电轨道15、17,除非所述轨道具有适当的机械坚固性。此外,在不提供附加的柔性电路90的情况下,基板3的一部分可以被暴露,使得可能对其造成损坏,并具有折断其上的任何导电轨道的风险。柔性电路90的提供可以减少这种损坏的发生,因为柔性电路90的基板92比基板3在机械上更刚性和/或在机械上更强壮和/或在机械/化学上更坚固。
本发明提供了一种电气设备和用于制造该电气设备的方法。可以将该电气设备结合到层间材料片中,并且如此产生的层间板层可以用于层压玻璃窗的制造。这样的层间玻璃窗可以是平坦的或弯曲的,并且特别用作车辆和/或建筑物的窗户。
Claims (25)
1.一种制造电气设备的方法,包括以下步骤:
(i)提供具有第一主表面和相对的第二主表面的层间材料层;
(ii)将至少第一电可操作部件定位在第一层间材料层的第一主表面上,第一电可操作部件安装在第一电路板上;以及
(iii)提供粘合剂材料层,以覆盖所述层间材料层的第一主表面的至少一部分和第一电可操作部件的至少一部分和/或第一电路板的至少一部分;
使得在步骤(iii)之后,第一电可操作部件通过所述粘合剂材料层的至少一部分固定在所述层间材料层上。
2.根据权利要求1所述的方法,其中,在步骤(ii)中,第一电路板被定位在所述层间材料层的第一主表面上,使得第一电路板位于所述层间材料层与第一电可操作部件之间。
3.根据权利要求1或权利要求2所述的方法,其中,在步骤(iii)中,优选地通过浇注或喷涂将粘合剂材料作为液体提供,以提供所述粘合剂材料层。
4.根据权利要求3所述的方法,其中,在步骤(iii)之后,所述液体经历固化步骤,优选地,其中所述液体的固化步骤包括凝固步骤和/或硬化步骤,优选地,其中所述液体的固化步骤包括热加热步骤和/或辐照步骤,优选地是紫外线辐照步骤。
5.根据权利要求3或4所述的方法,其中,所述液体被调平以相对于第一层间材料层实现均匀的厚度,更优选地,相对于第一层间材料层的第一主表面和/或第二主表面实现均匀的厚度。
6.根据权利要求4或权利要求5所述的方法,其中,所述粘合剂材料的固化层的不面对第一层间材料层的表面被纹理化和/或设有涂层。
7.根据权利要求3至6中的任一项所述的方法,其中,所述液体包括双组分系统,所述双组分系统至少包括第一组分和第二组分,优选地,其中第一组分在步骤(iii)期间在被提供之前或之后与第二组分混合。
8.根据前述权利要求中的任一项所述的方法,其中,所述粘合剂材料层的厚度在0.3mm至3.0mm之间,和/或其中所述层间材料层的厚度在0.3mm至2.0mm之间,和/或其中所述粘合剂材料层覆盖整个电可操作部件和/或整个第一电路板。
9.根据前述权利要求中的任一项所述的方法,其中,在步骤(i)之后,在所述层间材料层的第一主表面上或在所述层间材料层的外围周围设有第一屏障,并且在步骤(ii)之后,第一电路板的至少一部分在第一屏障的内侧,优选地,其中第一屏障围绕第一电路板,使得整个第一电路板在第一屏障的内侧。
10.根据前述权利要求中的任一项所述的方法,其中,在步骤(ii)之后,至少第二电可操作部件被定位在所述层间材料层上,第二电可操作部件安装在第二电路板上,进一步地,其中第二电可操作部件与第一电可操作设备间隔开和/或第一电路板与第二电路板间隔开。
11.根据权利要求10所述的方法,其中,在步骤(iii)期间,所述粘合剂材料层还覆盖第二电可操作部件的至少一部分和/或第二电路板的至少一部分,优选地,其中所述粘合剂材料层还覆盖整个第二电可操作部件和/或整个第二电路板,或者,根据权利要求10所述的方法,其中,在步骤(iii)之后,提供第二粘合剂材料层以覆盖第二电可操作部件的至少一部分和/或第二电路板的至少一部分,优选地,其中第二粘合剂材料层被提供为液体。
12.根据前述权利要求中的任一项所述的方法,其中,在步骤(iii)之后,优选地通过切割步骤或冲压步骤从所述层间材料层中移除其上安装有第一电可操作部件的第一电路板的至少一部分,以产生作为子电气设备的电气设备。
13.根据前述权利要求中的任一项所述的方法,其中,在步骤(iii)之前,柔性电路被定位在所述层间材料层或第一电路板上,所述柔性电路包括具有第一主表面和相对的第二主表面的基板,所述柔性电路的基板的第一主表面或第二主表面包括其上通过导电轨道与所述柔性电路的基板的第一主表面或第二主表面上的第二电连接器区域电连通的第一电连接器区域;其中所述柔性电路被定位成使得所述柔性电路的基板上的第二电连接器区域与第一电路板上的第一电连接器区域电连通,并且优选地是机械连通。
14.根据权利要求13所述的方法,其中,所述柔性电路的基板在其第一主表面或第二主表面上包括通过导电轨道与所述柔性电路的基板的第一主表面或第二主表面上的第四电连接器区域电连通的第三电连接器区域;其中所述柔性电路被定位成使得所述柔性电路的基板上的第四电连接器区域与第一电路板上的第二电连接器区域电连通,并且优选地是机械连通。
15.根据前述权利要求中的任一项所述的方法,其中,在步骤(iii)之后,所述方法包括将所述电气设备结合进另一个层间材料片的孔中,其中将所述电气设备结合进所述另一个层间材料片的孔中包括以下步骤:提供具有第一主表面和相对的第二主表面的层间材料片;移除所述层间材料片的至少第一部分以在所述层间材料片中制成孔,所述层间材料片中的孔在所述层间材料片的第一主表面和第二主表面之间具有至少第一壁;将所述电气设备的至少一部分定位在孔中;使用接合手段将电气设备固定到所述层间材料片的第一主表面和/或第二主表面的至少一部分和/或所述层间材料片中的孔的第一壁的至少一部分。
16.根据权利要求15所述的方法,其中,整个电气设备在所述孔内,和/或其中所述接合手段包括融合步骤和/或粘合剂。
17.根据前述权利要求中的任一项所述的方法,其中,在步骤(i)中,所述层间材料层被设为层间材料片。
18.根据前述权利要求中的任一项所述的方法,其中,所述层间材料包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU);和/或其中所述粘合剂材料包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
19.一种电气设备,包括:
安装在第一电路板上的至少一个电可操作部件,第一电路板具有第一主表面和相对的第二主表面;
具有外主表面的至少一个层间材料层;以及
具有外主表面的至少一个粘合剂材料层;
其中,其上安装有所述至少一个电可操作部件的第一电路板在所述至少一个层间材料层的外主表面和所述至少一个粘合剂材料层的外主表面之间;
进一步地,其中第一电路板至少通过粘合剂材料层固定到所述层间材料层;
其特征在于,
所述电气设备具有第一外表面和相对的第二外表面,其中
(a)所述电气设备的第一外表面包括所述至少一个层间材料层的外主表面,并且所述电气设备的第二外表面包括所述至少一个粘合剂材料层的外主表面,
或者
(b)所述电气设备的第一外表面包括所述至少一个粘合剂材料层的外主表面,并且所述电气设备的第二外表面包括所述至少一个层间材料层的外主表面。
20.根据权利要求19所述的电气设备,其中,所述电可操作部件具有用于向其提供电力的第一输入端子和第二输入端子,并且其中,第一电路板包括第一电连接器区域,第一电路板的第一电连接器区域与电可操作设备的第一输入端子电连通,进一步地,其中所述电气设备包括柔性电路,所述柔性电路包括具有第一主表面和相对的第二主表面的基板,所述柔性电路的基板的第一主表面或第二主表面包括其上的第一电连接器区域,第一电连接器区域通过导电轨道与所述柔性电路的基板的第一主表面或第二主表面上的第二电连接器区域电连通,所述柔性电路的基板上的第一电连接器区域与第一电路板上的第一电连接器区域电气和机械连通,使得在使所述至少一个电可操作部件的第二输入端子与合适的电源的第一输出端子电连通并且使所述柔性电路的第二电连接器区域与合适的电源的第二输出端子电连通时,将电力提供给所述至少一个电可操作部件,优选地,其中所述柔性电路的第一电连接器区域和所述柔性电路的第二电连接器区域在所述柔性电路的基板的第二主表面上,并且优选地,所述柔性电路的第一电连接器区域通过所述柔性电路的基板的第二主表面上的导电轨道与所述柔性电路的第二电连接器区域电连通。
21.根据权利要求20所述的电气设备,其中,所述柔性电路的基板包括在所述柔性电路的基板的第一主表面或第二主表面上的第三电连接器区域,第三电连接器区域通过导电轨道与所述柔性电路的基板的第一主表面或第二主表面上的第四电连接器区域电连通,所述柔性电路的基板上的第三电连接器区域与第一电路板上的第二电连接器区域电气和机械连通,第一电路板上的第二电连接器区域与所述至少一个电可操作部件的第二输入端子电连通,其中在使所述柔性电路的第四电连接器区域与合适的电源的第一输出端子电连通并且使所述柔性电路的第二电连接器区域与合适的电源的第二输出端子电连通时,将电力提供给所述至少一个电可操作部件,优选地,其中所述柔性电路的第三电连接器区域和所述柔性电路的第四电连接器区域在所述柔性电路的基板的第二主表面上,并且优选地,所述柔性电路的第三电连接器区域通过所述柔性电路的基板的第二主表面上的导电轨道与所述柔性电路的第四电连接器区域电连通。
22.根据权利要求20或权利要求21所述的电气设备,其中,所述柔性电路的基板的第二主表面面对第一电路板的第一主表面,优选地,其中,所述柔性电路的基板的第二主表面与第一电路板的第一主表面的至少一部分直接接触和/或其中临时粘合剂手段位于第一电路板的第一主表面的至少一部分与所述柔性电路的基板的第二主表面之间,优选地,其中所述临时粘合剂手段是可再粘合的粘合剂。
23.根据权利要求19至22中的任一项所述的电气设备,其中,所述电气设备是层间板层的一部分,所述层间板层适合于将两片玻璃联接在一起,其中,所述层间板层包括具有第一主表面和相对的第二主表面的层间材料片,所述层间材料片中存在孔,所述孔具有在所述层间材料片的第一主表面和第二主表面之间延伸的壁,所述电气设备被定位在所述层间材料片中的所述孔中并且被接合到所述孔的壁的至少一部分和/或所述层间材料片的第一主表面和/或第二主表面的至少一部分,优选地,其中所述层间材料片包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
24.根据权利要求19至23中的任一项所述的电气设备,其中,所述至少一个层间材料层和所述至少一个粘合剂材料层中的至少一个包括聚乙烯醇缩丁醛(PVB)、乙烯的共聚物,诸如乙烯乙酸乙烯酯(EVA)或聚氨酯,特别是热塑性聚氨酯(TPU)。
25.一种层压玻璃窗,包括至少一个玻璃窗材料片,优选地是玻璃,以及根据权利要求19至24中的任一项所述的电气设备,其中所述电气设备通过所述至少一个层间材料片或所述至少一个粘合剂材料层被联接到所述至少一个玻璃窗材料片。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1814347.9A GB201814347D0 (en) | 2018-09-04 | 2018-09-04 | Electrical device, interlayer ply including an electrical device and methods for making said electrical device and interlayer ply |
| GB1814347.9 | 2018-09-04 | ||
| PCT/GB2019/052455 WO2020049292A1 (en) | 2018-09-04 | 2019-09-04 | Electrical device, interlayer ply including an electrical device and methods for making said electrical device and interlayer ply |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112772004A true CN112772004A (zh) | 2021-05-07 |
| CN112772004B CN112772004B (zh) | 2025-04-01 |
Family
ID=63921022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980064632.5A Active CN112772004B (zh) | 2018-09-04 | 2019-09-04 | 电气设备、包括电气设备的层间板层及制造所述电气设备和层间板层的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11812557B2 (zh) |
| EP (1) | EP3847873B1 (zh) |
| JP (1) | JP7604364B2 (zh) |
| CN (1) | CN112772004B (zh) |
| GB (1) | GB201814347D0 (zh) |
| WO (1) | WO2020049292A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4678392A1 (en) * | 2024-07-09 | 2026-01-14 | Koskisen Oyj | Layered product and method for manufacturing thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09293804A (ja) * | 1996-04-25 | 1997-11-11 | Fujitsu Ten Ltd | 電子機器の封止構造 |
| WO2000022893A1 (en) * | 1998-10-15 | 2000-04-20 | Amerasia International Technology, Inc. | Article having an embedded electronic device, and method of making same |
| WO2011092419A1 (fr) * | 2010-01-26 | 2011-08-04 | Saint-Gobain Glass France | Vitrage lumineux de vehicule, fabrications |
| WO2012057820A1 (en) * | 2010-10-29 | 2012-05-03 | Pilkington Group Limited | Method and apparatus for forming a vehicle window assembly |
| WO2016129278A1 (ja) * | 2015-02-12 | 2016-08-18 | 古河電気工業株式会社 | フレキシブル基板、フレキシブル基板付き部品、及びフレキシブル基板付き部品の製造方法 |
| WO2017203132A1 (fr) * | 2016-05-26 | 2017-11-30 | Saint-Gobain Glass France | Vitrage de signalisation lumineuse, vehicule l'incorporant et fabrication |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59300824D1 (de) | 1992-12-23 | 1995-11-30 | Rheinmetall Ind Gmbh | Spannungsfeste Elektronik-Baugruppe. |
| JPH10284630A (ja) * | 1997-04-01 | 1998-10-23 | Fujitsu Ten Ltd | 電子部品の封止構造 |
| JP2000222550A (ja) * | 1999-02-03 | 2000-08-11 | Toshiba Chem Corp | 非接触データキャリア及び非接触データキャリアの製造方法 |
| GB0216787D0 (en) | 2002-07-19 | 2002-08-28 | Pilkington Plc | Laminated glazing panel |
| DE102007008487A1 (de) * | 2007-02-19 | 2008-08-21 | Smartrac Ip B.V. | Verfahren und Halbzeug zur Herstellung eines Inlays |
| DE102012112738A1 (de) * | 2012-12-20 | 2014-06-26 | Conti Temic Microelectronic Gmbh | Elektronikmodul mit einer mit Kunststoff umhüllten elektronische Schaltung und Verfahren zu dessen Herstellung |
| US9338915B1 (en) * | 2013-12-09 | 2016-05-10 | Flextronics Ap, Llc | Method of attaching electronic module on fabrics by stitching plated through holes |
| BE1021978B1 (fr) | 2013-12-13 | 2016-02-01 | Agc Glass Europe | Vitrage automobile |
| DE102016205966A1 (de) * | 2016-04-11 | 2017-10-12 | Zf Friedrichshafen Ag | Elektronische Einheit mit ESD-Schutzanordnung |
| FR3050685B1 (fr) * | 2016-04-27 | 2021-02-12 | Saint Gobain | Procede d'assemblage d'un vitrage feuillete comprenant un composant surmoule |
| WO2018025051A1 (en) | 2016-08-05 | 2018-02-08 | Pilkington Group Limited | Laminated glazing |
| FR3061404B1 (fr) * | 2016-12-27 | 2022-09-23 | Packaging Sip | Procede de fabrication collective de modules electroniques hermetiques |
| DE102017204338A1 (de) * | 2017-03-15 | 2018-09-20 | Robert Bosch Gmbh | Elektronisches Steuermodul und Verfahren zum Herstellen eines elektronischen Steuermoduls |
-
2018
- 2018-09-04 GB GBGB1814347.9A patent/GB201814347D0/en not_active Ceased
-
2019
- 2019-09-04 JP JP2021512387A patent/JP7604364B2/ja active Active
- 2019-09-04 WO PCT/GB2019/052455 patent/WO2020049292A1/en not_active Ceased
- 2019-09-04 EP EP19766310.7A patent/EP3847873B1/en active Active
- 2019-09-04 US US17/273,249 patent/US11812557B2/en active Active
- 2019-09-04 CN CN201980064632.5A patent/CN112772004B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09293804A (ja) * | 1996-04-25 | 1997-11-11 | Fujitsu Ten Ltd | 電子機器の封止構造 |
| WO2000022893A1 (en) * | 1998-10-15 | 2000-04-20 | Amerasia International Technology, Inc. | Article having an embedded electronic device, and method of making same |
| WO2011092419A1 (fr) * | 2010-01-26 | 2011-08-04 | Saint-Gobain Glass France | Vitrage lumineux de vehicule, fabrications |
| WO2012057820A1 (en) * | 2010-10-29 | 2012-05-03 | Pilkington Group Limited | Method and apparatus for forming a vehicle window assembly |
| WO2016129278A1 (ja) * | 2015-02-12 | 2016-08-18 | 古河電気工業株式会社 | フレキシブル基板、フレキシブル基板付き部品、及びフレキシブル基板付き部品の製造方法 |
| WO2017203132A1 (fr) * | 2016-05-26 | 2017-11-30 | Saint-Gobain Glass France | Vitrage de signalisation lumineuse, vehicule l'incorporant et fabrication |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4678392A1 (en) * | 2024-07-09 | 2026-01-14 | Koskisen Oyj | Layered product and method for manufacturing thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021536677A (ja) | 2021-12-27 |
| CN112772004B (zh) | 2025-04-01 |
| EP3847873B1 (en) | 2024-01-24 |
| GB201814347D0 (en) | 2018-10-17 |
| US11812557B2 (en) | 2023-11-07 |
| EP3847873A1 (en) | 2021-07-14 |
| US20210329787A1 (en) | 2021-10-21 |
| JP7604364B2 (ja) | 2024-12-23 |
| WO2020049292A1 (en) | 2020-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1668461B (zh) | 层压玻璃窗板 | |
| CN110914055B (zh) | 具有可电切换的光学性能和改进的电接触的多层薄膜 | |
| US5026452A (en) | Method of producing IC cards | |
| JP6795698B2 (ja) | 機能要素を有する複合ペインを製造するための方法 | |
| JP2021512039A (ja) | 電気的に制御可能な装置を有する積層グレージング及びその製造方法 | |
| JPH09116322A (ja) | ガラスアンテナおよびコネクタ | |
| JP2001319775A (ja) | 有機el表示装置の封止方法および封止構造 | |
| CN110621498A (zh) | 含有电控装置的层压窗玻璃和制备 | |
| US20240383233A1 (en) | Glass resin laminate | |
| CN112599570B (zh) | 显示面板及其制备方法 | |
| CN111128039A (zh) | 一种柔性led薄膜显示屏及其制备方法 | |
| CN109071336B (zh) | 包括包覆成型部件的层压玻璃窗的组装方法 | |
| CN112772004B (zh) | 电气设备、包括电气设备的层间板层及制造所述电气设备和层间板层的方法 | |
| JP6845321B2 (ja) | 複合ペイン及び複合ペインを製造するための方法 | |
| US20230173893A1 (en) | Vehicle window glass | |
| CN111936445B (zh) | 玻璃结构体、接着结构、及玻璃结构体的制造方法 | |
| CN210805047U (zh) | 一种柔性led薄膜显示屏 | |
| US6617983B1 (en) | Glass keyboard, and method for producing a glass keyboard | |
| US12477870B2 (en) | Surface mountable optoelectronic device with side walls including slots filled with a laminated encapsulant material | |
| JPH10264560A (ja) | Icカードの製造方法 | |
| WO2024060252A1 (zh) | 调光结构及其制备方法、调光装置 | |
| JP2023157322A (ja) | ブラケット付きガラスを製造する方法及びブラケット付きガラス | |
| US20020173071A1 (en) | Method for packaging an image sensor | |
| JPH05203828A (ja) | 光ファイバ接続部の補強器用カバー部材およびその製造方法 | |
| JPH0429623B2 (zh) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |