CN113953473A - 一种连铸结晶器用保护渣及其制备方法 - Google Patents
一种连铸结晶器用保护渣及其制备方法 Download PDFInfo
- Publication number
- CN113953473A CN113953473A CN202111385464.5A CN202111385464A CN113953473A CN 113953473 A CN113953473 A CN 113953473A CN 202111385464 A CN202111385464 A CN 202111385464A CN 113953473 A CN113953473 A CN 113953473A
- Authority
- CN
- China
- Prior art keywords
- parts
- continuous casting
- slag
- covering slag
- mold flux
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002893 slag Substances 0.000 title claims abstract description 60
- 238000009749 continuous casting Methods 0.000 title claims abstract description 21
- 238000002360 preparation method Methods 0.000 title abstract description 10
- 238000005266 casting Methods 0.000 claims abstract description 46
- 239000000843 powder Substances 0.000 claims abstract description 35
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Inorganic materials O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims abstract description 21
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 18
- 229910052681 coesite Inorganic materials 0.000 claims abstract description 16
- 229910052906 cristobalite Inorganic materials 0.000 claims abstract description 16
- 239000000377 silicon dioxide Substances 0.000 claims abstract description 16
- 229910052682 stishovite Inorganic materials 0.000 claims abstract description 16
- 229910052905 tridymite Inorganic materials 0.000 claims abstract description 16
- KKCBUQHMOMHUOY-UHFFFAOYSA-N Na2O Inorganic materials [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 claims abstract description 13
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910001634 calcium fluoride Inorganic materials 0.000 claims abstract description 7
- 229910052593 corundum Inorganic materials 0.000 claims abstract description 7
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910001845 yogo sapphire Inorganic materials 0.000 claims abstract description 7
- 230000004907 flux Effects 0.000 claims description 35
- 238000002156 mixing Methods 0.000 claims description 5
- 239000002245 particle Substances 0.000 claims description 5
- 238000000227 grinding Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 claims description 3
- 230000001681 protective effect Effects 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 2
- 238000003801 milling Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 claims 4
- 238000009413 insulation Methods 0.000 abstract description 5
- 230000000694 effects Effects 0.000 abstract description 4
- 229910001208 Crucible steel Inorganic materials 0.000 abstract description 2
- 239000007788 liquid Substances 0.000 description 19
- 229910000831 Steel Inorganic materials 0.000 description 17
- 239000010959 steel Substances 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 16
- 238000012546 transfer Methods 0.000 description 13
- FUJCRWPEOMXPAD-UHFFFAOYSA-N Li2O Inorganic materials [Li+].[Li+].[O-2] FUJCRWPEOMXPAD-UHFFFAOYSA-N 0.000 description 10
- 239000002994 raw material Substances 0.000 description 8
- 230000009286 beneficial effect Effects 0.000 description 6
- 239000006229 carbon black Substances 0.000 description 5
- 230000002349 favourable effect Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 238000013329 compounding Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 238000005461 lubrication Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 3
- 229910001928 zirconium oxide Inorganic materials 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- XUCJHNOBJLKZNU-UHFFFAOYSA-M dilithium;hydroxide Chemical compound [Li+].[Li+].[OH-] XUCJHNOBJLKZNU-UHFFFAOYSA-M 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052664 nepheline Inorganic materials 0.000 description 2
- 239000010434 nepheline Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- GALOTNBSUVEISR-UHFFFAOYSA-N molybdenum;silicon Chemical compound [Mo]#[Si] GALOTNBSUVEISR-UHFFFAOYSA-N 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000004017 vitrification Methods 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/111—Treating the molten metal by using protecting powders
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
本申请涉及铸钢领域,具体公开了一种连铸结晶器用保护渣及其制备方法。一种连铸结晶器保护渣,包括以下成分SiO224.00‑31.00份、CaO26.00‑33.00份、Al2O35.40‑5.70份、Fe2O3≤3.00份、MgO≤3.00份、Na2O和Li2O6.50‑10.50份、CaF23.50‑7.50份、ZrO24.5‑5.5份、Y2O33.5‑4.5份;其制备方法为:将上述成分混合均匀,磨碎,得到成品保护渣粉渣,具有隔热效果好的优点。
Description
技术领域
本申请涉及铸钢领域,更具体地说,它涉及一种连铸结晶器用保护渣及其制备方法。
背景技术
结晶器保护渣是一种影响铸坯质量和连铸工艺稳定的功能性材料,在钢水浇铸过程中,向结晶器钢水液面上不断添加颗粒或者粉末状的保护渣,由于钢液的高温,使得保护渣形成三层结构,分别为液渣层、烧结层和粉渣层。保护渣的基本功能有:(1)使裸露的钢液绝热保温;(2)防止钢水二次氧化;(3)吸收上浮到钢水表面的夹杂物;(4)在结晶器壁和坯壳之间充满液态液膜,起到润滑的作用(5)控制铸坯向结晶器传热。保护渣能够有效改善钢坯表面出现纵裂、凹陷与漏钢等问题。
目前由于保护渣隔热效果不够好,使得结晶器外壁向铸坯的传冷过快,导致铸坯出现纵裂,从而影响钢坯质量的现象非常普遍,通过增加炭黑的方式可以有效控制保护渣的传热,但由于钢水成分多变,添加炭黑比例不容易计算,炭黑比例过高,炭黑容易进入铸坯中,使得铸坯表面含碳量增高,影响铸坯质量,炭黑比例过低,传热过程难以控制。
发明内容
为了改善保护渣的隔热效果,本申请提供一种连铸结晶器保护渣及其制备方法。
本申请提供的一种连铸结晶器保护渣及其制备方法采用如下的技术方案:
第一方面,一种连铸结晶器保护渣,包括以下成分SiO224.00-31.00份、CaO26.00-33.00份、Al2O35.40-5.70份、Fe2O3≤3.00份、MgO≤3.00份、Na2O和Li2O6.50-10.50份、CaF23.50-7.50份、ZrO24.5-5.5份、Y2O33.5-4.5份。
通过采用上述技术方案,氧化锆具有高熔点,不容易氧化等优点,并且在特定高温环境下化学性质稳定、隔热效果好、耐腐蚀、抗氧化性能好,不挥发、无污染,是一种性能良好的耐火材料,
当保护渣添加到钢水液面,保护渣由于钢水的高温而熔化,保护渣形成三层结构,分别为液渣层、烧结层和粉渣层。由于结晶器的晃动,使得铸坯与结晶器壁之间形成缝隙,液渣层流进铸坯与结晶器壁之间,起到润滑和控制传热的作用,由于保护渣中添加了氧化锆,氧化锆耐高温、化学性能稳定,隔热性能好,能够较好的降低保护渣的传热效率,减少由于铸坯冷却速度过快,从而使铸坯产生裂缝的可能性,除此之外,还避免了保护渣向铸坯表面渗碳的现象。
保护渣添加了氧化锆,较好地控制了保护渣的传热效率,但是氧化锆增大了保护渣液渣层的粘度,不利于液渣层渗入结晶器与铸坯之间的缝隙,从而导致铸坯不易从结晶器中拉出,甚至造成粘性漏钢事故,除此之外,氧化锆在1200℃以上性质不稳定,所以在保护渣中添加氧化钇,氧化钇高温下性能稳定,还可以降低保护液渣层的粘度,除此之外,氧化钇还可以在高温下稳定氧化锆,使得氧化锆性能更加稳定。
氧化锆与氧化钇协同作用提高了改善了保护渣的传热性能,而不减弱保护渣液渣的粘度,减小铸坯产生裂缝的可能性。
可选地,所述Na2O与Li20的重量比为1:1-2:1。
通过采用上述技术方案,Na2O和Li2O能够破坏保护渣的链状结构,降低保护渣液渣层的粘度,同时降低结晶温度,Na2O与Li20的重量比大于2:1,保护渣易析出霞石,不利于润滑,Na2O与Li20的重量比小于1:1,影响保护渣析晶率与玻璃化程度。
可选地,所述CaO与SiO2的重量比为0.95:1-1.15:1。
通过采用上述技术方案,CaO与SiO2的重量比为保护渣的碱度,碱度是反应保护渣吸收钢液中夹杂物能力的重要指标,适当提高碱度,有利于保护渣吸收钢液中夹杂物。
另一方面,一种连铸结晶器保护渣的制备方法,将SiO224.00-31.00份、CaO26.00-33.00份、Al2O35.40-5.70份、Fe2O3≤3.00份、MgO≤3.00份、Na2O和Li2O6.50-10.50份、CaF23.50-7.50份、ZrO24.5-5.5份、Y2O33.5-4.5份混合均匀,磨碎,得到成品保护渣粉渣。
可选地,将所述成品保护渣粉渣干燥。
通过采用上述技术方案,减小了保护渣中水分的含量,以免影响铸坯质量。
可选地,所述磨碎过程使用球磨机。
可选地,成品保护渣粉渣粒径对应目数为100-200目。
通过采用上述技术方案,颗粒密度较细,有利于保护渣的熔化,但是颗粒密度过细,使得液膜过后,不利于控制传热温度。
可选地,所述成品保护渣在干燥环境下存放。
综上所述,本申请具有以下有益效果:
1、当保护渣添加到钢水液面,保护渣由于钢水的高温而熔化,保护渣形成三层结构,分别为液渣层、烧结层和粉渣层。由于结晶器的晃动,使得铸坯与结晶器壁之间形成缝隙,液渣层流进铸坯与结晶器壁之间,起到润滑和控制传热的作用,由于保护渣中添加了氧化锆,氧化锆耐高温、化学性能稳定,隔热性能好,能够较好的降低保护渣的传热效率,减少由于铸坯冷却速度过快,从而使铸坯产生裂缝的可能性,除此之外,还避免了保护渣向铸坯表面渗碳的现象。
2、CaO与SiO2的重量比为保护渣的碱度,碱度是反应保护渣吸收钢液中夹杂物能力的重要指标,适当提高碱度,有利于保护渣吸收钢液中夹杂物。
具体实施方式
以下结实施例对本申请作进一步详细说明。
实施例
实施例1
一种连铸结晶器保护渣,包括以下成分SiO224.00kg、CaO26.00kg、Al2O35.40kg、Fe2O33.00kg、MgO3.00kg、Na2O与Li206.5kg、CaF23.50-7.50份、ZrO24.5-5.5份、Y2O33.5-4.5份,其中Na2O与Li20的重量比为1:1。
一种连铸结晶器保护渣的制备方法:将24.00kgSiO2、26.00kgCaO、5.40kgAl2O3、3.00kgFe2O3、3.00kgMgO、3.50kgCaF2、4.5kgZrO2、3.5kgY2O3、6.50kgNa2O与Li20混合均匀,使用球磨机磨碎,干燥,得到成品保护渣粉渣,成品保护渣粉渣粒径对应目数为100目,其中Na2O与Li20的重量比为1:1,CaO与SiO2的重量比为1.08:1。
实施例2-9以及对比例1-2
实施例2-9以及对比例1-2与实施例1的区别在于原料配比不同,具体原料配比入表1-1以及表1-2所示。
表1-1实施例2-9以及对比例1-2的原料配比


将表1-1每个实施例的质量设为1kg,其余数据均相应变化为下表所示:
表1-2实施例2-9以及对比例1-2的原料配比

性能检测试验
粘度测试验:根据标准YB/T185-2017连铸保护渣粘度试验方法测试保护渣粘度测试。
传热效率试验方法:采用HF-200结晶器渣膜热流模拟仪测试保护渣的热流密度。
热流测试计渣膜制取步骤:在1300℃时,将配置好的350g渣料混匀后放入石墨坩埚,并加入硅钼炉内升温熔化搅拌均匀,待炉膛温度达到1400℃后用搅拌杆均匀熔化保护渣,使传感器位置处于炉管中心之后启动升降臂带动定位传感仪下降至渣液面,当传感器接触液面便会立即自动上升。升降臂再次下降会带动铜探头进浸入渣液,并且传感器开始计时,80s后取出渣液面下的传感器,获取粘附在传感器上的固态液膜以及通过计算机自动采集到的进出口水温。
渣膜的热流密度计算方式:Ф=W·C·△T/(F·1000)
Ф-热流密度,Mw·m-2;W-热流传感器冷却水流量,kg·s-1;△T-热流传感器进出口水温差,℃;F-热流传感器有效传热面积,m2;C-水的比热,kg·(kg·℃)-1。
下表为实施例2-9以及对比例1-2的粘度与热流密度:
表2实施例2-9以及对比例1-2的粘度与热流密度对比


与实施例1相比,实施例2提高了SiO2的含量,数据显示,SiO2的含量在特定的范围内,SiO2含量增大,使得保护熔渣形成玻璃相,有利于铸坯的润滑;
与实施例1相比,实施例3提高了CaO的含量,数据显示,CaO的含量在特定的范围内,CaO的含量提高,保护渣粘度明显降低,吸收夹杂的能力提高;
与实施例1相比,实施例4中的Al2O3含量不变,粘度无变化;
与实施例1相比,实施例5中的Fe2O3的含量降低,但保护渣的粘度无变化,证明在Fe2O3的含量在特定的范围内不影响保护渣的粘度;
与实施例1相比,实施例6中的MgO含量降低,保护渣的粘度增大,MgO的含量在特定的范围内,MgO可以降低保护渣的粘度和凝固点,增加保护渣的流动性,对保护渣的化学稳定性有利;
与实施例1相比,实施例6中的CaF2含量降低,保护渣的粘度增大,在特定的含量范围内,增加CaF2的含量可以降低保护渣的粘度;
实施例1以及实施例7-8结合对比例1-2发现,ZrO2的含量在特定范围内,ZrO2的含量的含量增加,保护渣的粘度增大,保护渣的热流密度减小,证明保护渣的隔热性能增强,减少由于铸坯冷却速度过快,从而使铸坯产生裂缝的可能性。
实施例10-14以及对比例3-4
实施例10-14以及对比例3-4与实施例1的区别在于原料配比不同,具体原料配比入表3-1以及表3-2所示。
表3-1实施例10-14以及对比例3-4的原料配比
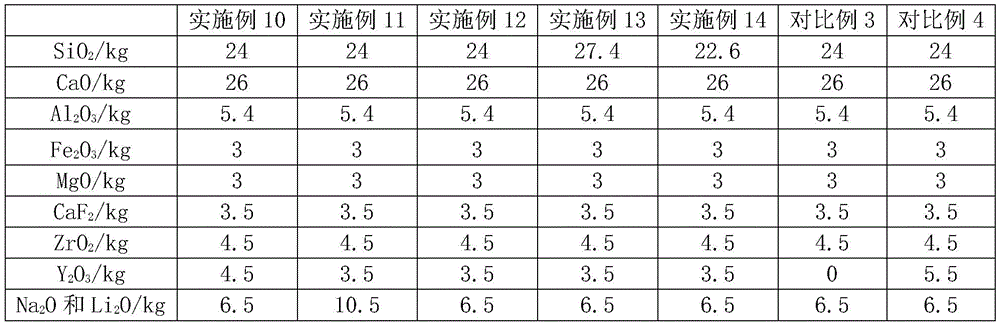

将表3-1每个实施例的质量设为1kg,其余数据均相应变化为下表所示:
表3-2实施例10-14以及对比例3-4的原料配比
| 实施例10 | 实施例11 | 实施例12 | 实施例13 | 实施例14 | 对比例3 | 对比例4 | |
| SiO<sub>2</sub>/kg | 0.30 | 0.29 | 0.30 | 0.33 | 0.29 | 0.32 | 0.29 |
| CaO/kg | 0.32 | 0.31 | 0.33 | 0.31 | 0.33 | 0.34 | 0.32 |
| Al<sub>2</sub>O<sub>3</sub>/kg | 0.07 | 0.06 | 0.07 | 0.07 | 0.07 | 0.07 | 0.07 |
| Fe<sub>2</sub>O<sub>3</sub>/kg | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 |
| MgO/kg | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 |
| CaF<sub>2</sub>/kg | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.05 | 0.04 |
| ZrO<sub>2</sub>/kg | 0.06 | 0.05 | 0.06 | 0.05 | 0.06 | 0.06 | 0.06 |
| Y<sub>2</sub>O<sub>3</sub>/kg | 0.06 | 0.04 | 0.04 | 0.04 | 0.04 | 0.00 | 0.07 |
| Na<sub>2</sub>O和Li<sub>2</sub>O/kg | 0.08 | 0.13 | 0.08 | 0.08 | 0.08 | 0.09 | 0.08 |
| Na<sub>2</sub>O/Li<sub>2</sub>0 | 1 | 1 | 2 | 1 | 1 | 1 | 1 |
| CaO/SiO<sub>2</sub> | 1.08 | 1.08 | 1.08 | 0.95 | 1.15 | 1.08 | 1.08 |
下表为实施例10-14以及对比例3-4的粘度与热流密度:
表4实施例10-14以及对比例3-4的粘度与热流密度对比

与实施例1相比,实施例10提高了Y2O3的含量,在特定含量范围内,提高了Y2O3的含量,降低了保护渣的粘度,并且减小了保护渣的热流密度;
实施例1以及实施例10结合对比例3-4发现,在特定含量范围内,Y2O3的含量越高,保护渣的粘度越低,并且与ZrO2协同,减小了保护渣的热流密度,即协同增加了保护渣的隔热性能。
与实施例1相比,实施例11提高了Na2O和Li20的含量,保护渣中的Na2O和Li20能够破坏硅酸盐的网络结构,在特定含量范围内能够降低保护渣的粘度。
与实施例1相比,实施例12提高了Na2O/Li20,在特定含量范围内,Na2O含量增大,结晶化倾向增大,易析出霞石,不利于润滑。
与实施例1相比,实施例13-14显示,在特定含量范围内,CaO/SiO2的比例增大,即碱度增大,提高了析晶,降低了传热。
本具体实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
Claims (8)
1.一种连铸结晶器用保护渣,其特征在于,所述保护渣包括以下成分SiO224.00-31.00份、CaO26.00-33.00份、Al2O35.40-5.70份、Fe2O3≤3.00份、MgO≤3.00份、Na2O和Li2O6.50-10.50份、CaF23.50-7.50份、ZrO24.5-5.5份、Y2O33.5-4.5份。
2.根据权利要求1所述的一种连铸结晶器用保护渣,其特征在于:所述Na2O与Li20的重量比为1:1-2:1。
3.根据权利要求1所述的一种连铸结晶器用保护渣,其特征在于:所述CaO与SiO2的重量比为0.95:1-1.15:1。
4.一种权利要求1-3任一项一种连铸结晶器用保护渣的制备方法,其特征在于:将SiO224.00-31.00份、CaO26.00-33.00份、Al2O35.40-5.70份、Fe2O3≤3.00份、MgO≤3.00份、Na2O和Li2O6.50-10.50份、CaF23.50-7.50份、ZrO24.5-5.5份、Y2O33.5-4.5份混合均匀,磨碎,得到成品保护渣粉渣。
5.根据权利要求4所述的一种连铸结晶器用保护渣的制备方法,其特征在于:将所述成品保护渣粉渣干燥。
6.根据权利要求4所述的一种连铸结晶器用保护渣的制备方法,其特征在于:所述磨碎过程使用球磨机。
7.根据权利要求4所述的一种连铸结晶器用保护渣的制备方法,其特征在于:成品保护渣粉渣粒径对应目数为100-200目。
8.根据权利要求4所述的一种连铸结晶器用保护渣的制备方法,其特征在于:所述成品保护渣在干燥环境下存放。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111385464.5A CN113953473B (zh) | 2021-11-22 | 2021-11-22 | 一种连铸结晶器用保护渣及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111385464.5A CN113953473B (zh) | 2021-11-22 | 2021-11-22 | 一种连铸结晶器用保护渣及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113953473A true CN113953473A (zh) | 2022-01-21 |
| CN113953473B CN113953473B (zh) | 2022-12-30 |
Family
ID=79471321
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111385464.5A Active CN113953473B (zh) | 2021-11-22 | 2021-11-22 | 一种连铸结晶器用保护渣及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113953473B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115647313A (zh) * | 2022-11-14 | 2023-01-31 | 鞍钢股份有限公司 | 一种适用于sphc钢种直上的钢包覆盖剂及使用方法 |
| CN117340210A (zh) * | 2023-09-27 | 2024-01-05 | 南京钢铁股份有限公司 | 一种高铝钢用高碱度连铸保护渣 |
| CN120624755A (zh) * | 2025-08-13 | 2025-09-12 | 洛阳科丰冶金新材料有限公司 | 一种电磁弹射双相不锈钢专用保护渣 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03193248A (ja) * | 1989-12-25 | 1991-08-23 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドパウダー |
| KR19990050955A (ko) * | 1997-12-17 | 1999-07-05 | 이구택 | 중탄소강 연속주조용 지르코니아 함유 몰드 플럭스 |
| JP2006247735A (ja) * | 2005-03-14 | 2006-09-21 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドパウダー |
| CN102006950A (zh) * | 2009-07-07 | 2011-04-06 | 住友金属工业株式会社 | 钢的连铸用保护渣及使用该保护渣的钢的连铸方法 |
| CN104607607A (zh) * | 2014-12-31 | 2015-05-13 | 中南大学 | 一种含锆中碳钢连铸用无氟保护渣 |
| CN107498014A (zh) * | 2017-09-06 | 2017-12-22 | 中南大学 | 一种含ZrO2汽车用TWIP钢保护渣及其应用 |
| CN109095896A (zh) * | 2018-08-21 | 2018-12-28 | 北京利尔高温材料股份有限公司 | 一种废浸入式水口渣线料泥料的钢包渣线砖 |
| CN113084105A (zh) * | 2021-03-31 | 2021-07-09 | 重庆大学 | 一种含氧化钇的高铝钢用低反应性保护渣 |
-
2021
- 2021-11-22 CN CN202111385464.5A patent/CN113953473B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03193248A (ja) * | 1989-12-25 | 1991-08-23 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドパウダー |
| KR19990050955A (ko) * | 1997-12-17 | 1999-07-05 | 이구택 | 중탄소강 연속주조용 지르코니아 함유 몰드 플럭스 |
| JP2006247735A (ja) * | 2005-03-14 | 2006-09-21 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドパウダー |
| CN102006950A (zh) * | 2009-07-07 | 2011-04-06 | 住友金属工业株式会社 | 钢的连铸用保护渣及使用该保护渣的钢的连铸方法 |
| CN104607607A (zh) * | 2014-12-31 | 2015-05-13 | 中南大学 | 一种含锆中碳钢连铸用无氟保护渣 |
| CN107498014A (zh) * | 2017-09-06 | 2017-12-22 | 中南大学 | 一种含ZrO2汽车用TWIP钢保护渣及其应用 |
| CN109095896A (zh) * | 2018-08-21 | 2018-12-28 | 北京利尔高温材料股份有限公司 | 一种废浸入式水口渣线料泥料的钢包渣线砖 |
| CN113084105A (zh) * | 2021-03-31 | 2021-07-09 | 重庆大学 | 一种含氧化钇的高铝钢用低反应性保护渣 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115647313A (zh) * | 2022-11-14 | 2023-01-31 | 鞍钢股份有限公司 | 一种适用于sphc钢种直上的钢包覆盖剂及使用方法 |
| CN115647313B (zh) * | 2022-11-14 | 2023-08-18 | 鞍钢股份有限公司 | 一种适用于sphc钢种直上的钢包覆盖剂及使用方法 |
| CN117340210A (zh) * | 2023-09-27 | 2024-01-05 | 南京钢铁股份有限公司 | 一种高铝钢用高碱度连铸保护渣 |
| CN120624755A (zh) * | 2025-08-13 | 2025-09-12 | 洛阳科丰冶金新材料有限公司 | 一种电磁弹射双相不锈钢专用保护渣 |
| CN120624755B (zh) * | 2025-08-13 | 2025-11-18 | 洛阳科丰冶金新材料有限公司 | 一种电磁弹射双相不锈钢专用保护渣 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113953473B (zh) | 2022-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113953473B (zh) | 一种连铸结晶器用保护渣及其制备方法 | |
| CN100584487C (zh) | 一种预熔型连铸结晶器保护渣的制备方法 | |
| CN106270429B (zh) | 低反应性保护渣及制备方法 | |
| JP7272477B2 (ja) | Al含有亜包晶鋼の連続鋳造用モールドパウダー及び連続鋳造方法 | |
| JP6674093B2 (ja) | 鋼の連続鋳造用モールドパウダーおよび連続鋳造方法 | |
| CN104923754A (zh) | 高拉速薄板坯包晶钢连铸结晶器保护渣及其制备方法 | |
| CN101758174A (zh) | 一种有效控制包晶钢厚板坯窄面凹陷缺陷的保护渣 | |
| CN101612654A (zh) | 控制中碳亚包晶钢板坯结晶器热流均匀性的高碱度保护渣 | |
| JP4337748B2 (ja) | 鋼の連続鋳造用モールドパウダー | |
| CN102990025A (zh) | H型钢连铸用中碳钢保护渣 | |
| CN102652990B (zh) | 一种中碳亚包晶钢连铸结晶器用保护渣 | |
| JP3179358B2 (ja) | 連続鋳造用モールドパウダー | |
| CN102304634B (zh) | 一种锡青铜合金熔炼用精炼剂 | |
| CN114535524A (zh) | 一种铜铁合金用半连铸结晶器覆盖剂 | |
| CN113996771A (zh) | 一种无取向硅钢用预熔型结晶器保护渣及其制备方法 | |
| CN113714477A (zh) | 一种含钛不锈钢的低碳保护渣的配方及生产工艺 | |
| CN101612652A (zh) | 一种低镍高锰不锈钢用连铸保护渣及其制备方法 | |
| JP3610885B2 (ja) | モールドパウダおよび連続鋳造方法 | |
| CN116422847A (zh) | 一种高稀土含量的稀土钢用低反应性连铸保护渣及其制备方法 | |
| JP2000051998A (ja) | 鉛含有鋼の連続鋳造方法 | |
| CN114769533B (zh) | 一种工业纯铁用连铸结晶器功能保护材料 | |
| JP2000218348A (ja) | 連続鋳造用モールドパウダおよび連続鋳造方法 | |
| CN110560649B (zh) | 一种新型高铝钢保护渣及其应用 | |
| CN115870464B (zh) | 一种高铁铜合金连铸结晶器保护渣及其制备方法和应用 | |
| JP7716005B2 (ja) | 発熱型モールドパウダー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |