CN114683029B - 一种接发扣组装机 - Google Patents
一种接发扣组装机 Download PDFInfo
- Publication number
- CN114683029B CN114683029B CN202210388662.5A CN202210388662A CN114683029B CN 114683029 B CN114683029 B CN 114683029B CN 202210388662 A CN202210388662 A CN 202210388662A CN 114683029 B CN114683029 B CN 114683029B
- Authority
- CN
- China
- Prior art keywords
- inner ring
- clamping
- outer ring
- station
- along
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G5/00—Hair pieces, inserts, rolls, pads, or the like; Toupées
- A41G5/004—Hairpieces, e.g. hair extensions
- A41G5/0053—Fastening thereof
- A41G5/0073—Fastening thereof by mechanical fasteners, e.g. clasps, buttons, combs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
一种接发扣组装机,其特征在于:包括外环输送装置与内环组装装置,外环输送装置用于将外环从进料工位输送至组装工位,内环组装装置用于将内环输送至组装工位,并在组装工位,将内环压入外环形成接发扣。采用以上方案,能够实现接发扣的自动组装作业,减少人工操作,降低人工成本低,且提高组装工作效率。
Description
技术领域
本发明涉及自动化设备技术领域,具体涉及一种接发扣组装机。
背景技术
接发是众所周知并且流行的产品,用于增长个人头发的长度或提高蓬松度,同时混合在佩戴者的头发中或与佩戴者的头发结合为一体。接发允许佩戴者通过通常加入多束具有所选的一种或多种长度和一种或多种颜色的接发来修整其头发的外观,以获得期望的外观。
如图1-2所示,为当下流行的一种纳米接发扣,其包括外环100以及设置在外环100内的内环200,内环通常为硅胶材料,硅胶本身具有一定弹性,内环在装入外环后,其通过自身弹性与外环卡紧。接发时,利用钩针将头发穿过内环,由内环夹紧头发固定。
目前,上述接发扣都是通过人工手动组装,即通过人工手动将内环压入外环,但是上述接发扣体积非常小,而且需要用力克服内环的弹性力将内环压入外环,因此在操作时非常不方便,人工组装的工作效率非常低。
发明内容
为了克服背景技术的不足,本发明提供一种接发扣组装机。
本发明所采用的技术方案:一种接发扣组装机,包括:
外环输送装置,用于将外环从进料工位输送至组装工位;
内环组装装置,用于将内环输送至组装工位,并在组装工位,将内环压入外环形成接发扣。
所述外环输送装置同时用于将接发扣从组装工位输送至下料工位。
所述外环输送装置包括支撑轨道、外环移送机构以及外环夹持机构;所述支撑轨道沿X轴方向直线布置,并依次通过进料工位、组装工位与下料工位;所述外环移送机构设置在支撑轨道的其中一侧,包括能沿X轴方向直线滑移的滑动座以及驱使滑动座往复滑移的第一驱动件;所述外环夹持机构安装在外环移送机构上,包括能够沿Y轴方向直线滑移的夹持座以及驱使夹持座往复滑移的第二驱动件;所述夹持座朝向支撑轨道的一侧至少形成有一组与外环适配的夹持槽,所述夹持座通过沿Y轴方向的动作实现与外环的夹持与分离,通过沿X轴方向的动作实现外环沿支撑轨道移送。
所述夹持座上设有两组夹持槽,两组夹持槽分别位于夹持座沿X轴方向的两端;且所述进料工位与组装工位之间的间距、组装工位与下料工位之间的间距、以及夹持座上两组夹持槽之间的间距相一致。
所述内环组装装置包括内环定位导向机构、移动机构、内环夹持机构以及内环组装机构;所述内环定位导向机构安装在组装工位,包括支撑板,所述支撑板上形成有若干上下导通并沿X轴方向并列设置的导向槽;所述移动机构包括移动座以及驱使移动座沿Y轴与Z轴方向动作的移动驱动单元;所述内环夹持机构安装在移动座上,用于夹持内环,能随移动座动作并将内环放入支撑板的导向槽内;所述内环组装机构安装在移动座上,包括若干与支撑板上导向槽相适配的压杆,所述压杆能随移动座动作插入导向槽并将内环沿导向槽向下压装入外环。
所述导向槽包括与内环适配的圆形部以及沿圆形部周向均布的若干凸出部。
所述内环夹持机构包括限位块、若干夹持杆以及能驱使夹持杆上下往复滑移的第三驱动件;所述夹持杆贯穿限位块并与内环的内圈适配,所述夹持杆通过沿Z轴方向的上下动作实现与内环的夹持与分离。
所述支撑板连接有驱使其上下动作的第四驱动件。
所述支撑板延伸至下料工位,所述支撑板对应下料工位的位置设有若干下料限位杆,所述下料限位杆外轮廓小于内环内圈。
本发明的有益效果是:采用以上方案,能够实现接发扣的自动组装作业,减少人工操作,降低人工成本低,且提高组装工作效率。
附图说明
图1为接发扣的结构示意图。
图2为接发扣的分解结构示意图。
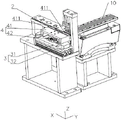
图3为本发明实施例接发扣组装机的结构示意图。
图4为本发明实施例接发扣组装机省略部分结构后的结构示意图。
图5为本发明实施例接发扣组装机省略部分结构后另一角度下的结构示意图。
图6为本发明实施例外环输送装置的结构示意图。
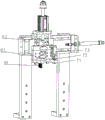
图7为本发明实施例内环组装装置的结构示意图。
图8为本发明实施例移动机构与内环夹持机构的结构示意图。
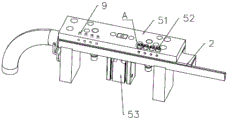
图9为本发明实施例内环定位导向机构的结构示意图。
图10为图9中A处的放大示意图。
具体实施方式
下面结合附图对本发明实施例作进一步说明。
如图1-2所示,一种接发扣,其包括外环100与内环200,内环200设置在外环100内圈,内环100采用具有一定弹性的硅胶环,本实施例用于接发扣的自动组装,即将内环200压入外环100形成所述的接发扣。
如图3-10所示,一种接发扣组装机,包括机架1与控制装置,以及安装在机架1上的外环进料装置10、内环进料装置11、外环输送装置、内环组装装置。
如图3-6所示,所述外环进料装置10设置在进料工位,用于外环的自动进料,所述外环进料装置10采用常规进料装置,如本实施例中,其采用振动盘的进料形式,由振动盘振动实现自动排序供料,外环能够沿外环进料轨道持续进料,在外环进料轨道的末端还可以进一步设置间歇性动作的外环定位机构,用于阻挡外环,实现外环的间歇性进料,使其能够保持与外环输送装置相同的运动节拍,保证外环稳定的进料作业。其中,所述外环进料轨道设有多条,能够实现多个外环的同步进料,在本实施例中,外环进料轨道设有4条。
如图6所示,所述外环输送装置包括支撑轨道2、外环移送机构3以及外环夹持机构4,用于外环间歇性输送转移。
所述支撑轨道2沿X轴方向直线布置,所述支撑轨道2上形成有宽度与外环适配且深度小于外环长度的轨道槽,外环能够沿支撑轨道2的轨道槽进行输送,所述支撑轨道2沿X轴方向从前往后的依次通过进料工位、组装工位与下料工位。
所述外环移送机构3设置在支撑轨道2的其中一侧,包括能沿X轴方向直线滑移的滑动座31以及驱使滑动座31往复滑移的第一驱动件32,所述第一驱动件32具体可以采用气缸、油缸、直线电机或电动丝杆等直线驱动件。
所述外环夹持机构4安装在外环移送机构3的滑动座31上,其包括能够沿Y轴方向直线滑移的夹持座41以及驱使夹持座41往复滑移的第二驱动件42,所述第二驱动件42具体可以采用气缸、油缸、直线电机或电动丝杆等直线驱动件。
所述夹持座41朝向支撑轨道2的一侧形成有两组与外环适配的夹持槽411,夹持槽411具体为U型槽,所述夹持座41通过沿Y轴方向的动作实现与外环的夹持与分离,通过沿X轴方向的动作实现外环沿支撑轨道2移送。通过上述外环输送装置能够用于将外环从进料工位输送至组装工位,并将组装完成的接发扣从组装工位输送至下料工位。
其中,所述夹持座41上设有两组夹持槽411,两组夹持槽411分别位于夹持座沿X轴方向的两端;且所述进料工位与组装工位之间的间距、组装工位与下料工位之间的间距、以及夹持座上两组夹持槽411之间的间距相一致,夹持座41在将进料工位的外环输送至组装工位的同时,能够将组装工位的接发扣成品输送至下料工位进行下料,进一步提高工作效率。
而且,每组夹持槽411均包含有4个夹持槽,与外环进料装置10的外环进料轨道数量相一致,那么在每次输送动作时,均能够同时夹持4个外环,大大提高工作效率,当然,每组夹持槽与外环进料轨道的数量不局限于4个,也可以是3个、5个甚至更多,采用4个时,既满足动作的高效性,提高工作效率,同时又保证整体设备结构紧凑,动作稳定,是一个较为合理的选择。
上述外环输送装置具体动作过程如下:
1)夹持座41在第二驱动件42的动作下沿Y轴方向朝向支撑轨道2动作,夹持座41前端的一组夹持槽能够卡住被送入到进料工位的外环;
2)夹持座41在外环移送机构3的动作下沿X轴方向从前向后进行输送,将外环送入组装工位,进行组装;
3)夹持座41在第二驱动件42的动作下沿Y轴方向远离支撑轨道2动作,与外环实现分离,然后在外环移送机构3的动作下沿X轴方向从后向前进行复位;
4)复位后,夹持座41在第二驱动件42的动作下再次沿Y轴方向朝向支撑轨道2动作,夹持座41前端的一组夹持槽能够卡住被送入到进料工位新的一组外环,而夹持座41后端的一组夹持槽则能够卡住完成组装的接线扣;
5)夹持座41在外环移送机构3的动作下沿X轴方向从前向后进行输送,新的一组外环被送入组装工位,进行组装,而完成组装的接线扣则被送入到下料工位进行下料;
6)夹持座41在第二驱动件42的动作下沿Y轴方向远离支撑轨道2动作,与外环、接线扣实现分离,然后在外环移送机构3的动作下沿X轴方向从后向前进行复位;
7)复位后重复动作4-6,便可实现连续的送料动作。
如图3-5及图7所示,所述内环进料装置11与外环进料装置10平行设置,采用与外环进料装置10相似的进料装置,由振动盘振动实现内环的自动排序供料,且内环能够沿内环进料轨道持续进料,在内环进料轨道的末端则进一步设置间歇性动作的内环推送机构,用于推出内环,实现内环的间歇性进料,使其能够保持与内环组装装置相同的运动节拍,保证内环稳定的进料作业。其中,所述内环进料轨道同样设置4条,每次进料4个内环。
如图7-10所示,所述内环组装装置包括内环定位导向机构5、移动机构6、内环夹持机构7以及内环组装机构8。
所述内环定位导向机构5设置在组装工位,并位于支撑轨道2的上方,所述内环定位导向机构5包括支撑板51,所述支撑板51上形成有若干上下导通并沿X轴方向依次并列的导向槽52,所述导向槽52包括与内环适配的圆形部521以及沿圆形部521外圆对称布置的若干凸出部522。
所述移动机构6包括移动座61以及驱使移动座61动作的移动驱动单元62,所述移动驱动单元62包括两组交叉设置的直线驱动单元,其驱动源具体可以气缸、油缸、直线电机或电动丝杆,能够驱使移动座61沿Y轴与Z轴方向动作。
所述内环夹持机构7安装在移动座61上,包括限位块71、若干夹持杆72以及驱使夹持杆72上下往复滑移的第三驱动件73,所述限位块71上形成有上下导通且与夹持杆72适配的导槽,所述夹持杆72贯穿导槽并与内环的内圈适配,所述第三驱动件73具体可以采用气缸、油缸、直线电机或电动丝杆等直线驱动件,所述内环夹持机构7用于夹持内环,夹持杆72通过插入内环实现对内环的夹持,夹持杆72通过沿Z轴方向的上下动作实现与内环的夹持与分离,同时随着移动座61的动作,并将内环放入支撑板51的导向槽52内。
所述内环组装机构8同样安装在移动座61上,包括若干与支撑板51上导向槽52相适配的压杆81,所述压杆81能随移动座61动作插入导向槽52并将内环沿导向槽52向下压装入外环。
当然,压杆81、夹持杆72的数量与每组夹持槽411的数量相同。
另外,所述支撑板51还连接有驱使其上下动作的第四驱动件53,所述支撑板51同样可以采用气缸、油缸、直线电机或电动丝杆等直线驱动件,在组装动作时,可通过支撑板51压住外环,进一步确保外环位置稳定,保证准确组装动作,同时支撑板51在压住外环时,固定外环,能进一步方便夹持座41与外环分离。
进一步的,所述支撑板51延伸至下料工位,所述支撑板51对应下料工位的位置设有若干下料杆9,所述下料杆9的直径略小于内环内圈,在外环输送装置将成品接发扣从组装工位输送至下料工位时,下料限位杆9能够在支撑板51的驱动下同步向下动作,并插入到接发扣的内环内圈,从而能进一步方便夹持座41沿Y轴推出时,能够与外环快速分离。
上述内环组装装置的具体动作过程如下:
1)夹持杆72穿出至限位块71下方,并在移动机构6的动作下,夹持杆72穿过由内环进料装置11送出的一组内环内圈,利用内环本身弹性,使得内环固定套设在夹持杆72端部,完成夹持动作;
2)内环夹持机构7在移动机构6的动作下进行转移,使得其夹持杆72伸入导向槽52,并利用限位块71将内环压入到导向槽52的圆形部内,然后夹持杆72在第三驱动件73的动作下沿Z轴方向向上收缩,利用限位块71将内环从夹持杆72上脱出;
3)内环夹持机构7在移动机构6的动作下进行复位转移,夹持杆72重新穿出至限位块71下方,在移动机构6的动作下,夹持杆72穿过新的一组内环内圈,完成夹持,同时压杆81被伸入到导向槽52内,并将导向槽52的内环沿导向槽52向下压入到组装工位的外环内,完成内环组装动作;
4)重复动作2-3,实现连续的组装动作。
如图3-5所示,在支撑轨道2的末端还设有储料框12,成品接线扣在下料工位下料后,会留在支撑轨道2上,随着外环输送装置的重复动作,夹持座会将接线扣沿支撑轨道2不断向后推送,并将接线扣推到储料框12中进行收集。
采用以上方案,能够实现接发扣的自动组装作业,减少人工操作,降低人工成本低,且提高组装工作效率。
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
各位技术人员须知:虽然本发明已按照上述具体实施方式做了描述,但是本发明的发明思想并不仅限于此发明,任何运用本发明思想的改装,都将纳入本专利专利权保护范围内。
Claims (8)
1.一种接发扣组装机,其特征在于:包括:
外环输送装置,用于将外环从进料工位输送至组装工位;
内环组装装置,用于将内环输送至组装工位,并在组装工位,将内环压入外环形成接发扣;
所述内环组装装置包括内环定位导向机构(5)、移动机构(6)、内环夹持机构(7)以及内环组装机构(8);
所述内环定位导向机构(5)安装在组装工位,包括支撑板(51),所述支撑板(51)上形成有若干上下导通并沿X轴方向并列设置的导向槽(52),所述移动机构(6)包括移动座(61)以及驱使移动座(61)沿Y轴与Z轴方向动作的移动驱动单元(62);
所述内环夹持机构(7)安装在移动座(61)上,用于夹持内环,能随移动座(61)动作并将内环放入支撑板(51)的导向槽(52)内;
所述内环组装机构(8)安装在移动座(61)上,包括若干与支撑板(51)上导向槽(52)相适配的压杆(81),所述压杆(81)能随移动座(61)动作插入导向槽(52)并将内环沿导向槽(52)向下压装入外环。
2.根据权利要求1所述的接发扣组装机,其特征在于:所述外环输送装置同时用于将接发扣从组装工位输送至下料工位。
3.根据权利要求1或2所述的接发扣组装机,其特征在于:所述外环输送装置包括支撑轨道(2)、外环移送机构(3)以及外环夹持机构(4);
所述支撑轨道(2)沿X轴方向直线布置,并依次通过进料工位、组装工位与下料工位;
所述外环移送机构(3)设置在支撑轨道(2)的其中一侧,包括能沿X轴方向直线滑移的滑动座(31)以及驱使滑动座(31)往复滑移的第一驱动件(32);
所述外环夹持机构(4)安装在外环移送机构(3)上,包括能够沿Y轴方向直线滑移的夹持座(41)以及驱使夹持座(41)往复滑移的第二驱动件(42);
所述夹持座(41)朝向支撑轨道(2)的一侧至少形成有一组与外环适配的夹持槽(411),所述夹持座(41)通过沿Y轴方向的动作实现与外环的夹持与分离,通过沿X轴方向的动作实现外环沿支撑轨道(2)移送。
4.根据权利要求3所述的接发扣组装机,其特征在于:所述夹持座(41)上设有两组夹持槽(411),两组夹持槽(411)分别位于夹持座沿X轴方向的两端;且所述进料工位与组装工位之间的间距、组装工位与下料工位之间的间距、以及夹持座上两组夹持槽(411)之间的间距相一致。
5.根据权利要求1所述的接发扣组装机,其特征在于:所述导向槽(52)包括与内环适配的圆形部(521)以及沿圆形部(521)周向均布的若干凸出部(522)。
6.根据权利要求1所述的接发扣组装机,其特征在于:所述内环夹持机构(7)包括限位块(71)、若干夹持杆(72)以及能驱使夹持杆(72)上下往复滑移的第三驱动件(73);所述夹持杆(72)贯穿限位块(71)并与内环的内圈适配,所述夹持杆(72)通过沿Z轴方向的上下动作实现与内环的夹持与分离。
7.根据权利要求1所述的接发扣组装机,其特征在于:所述支撑板(51)连接有驱使其上下动作的第四驱动件(54)。
8.根据权利要求1所述的接发扣组装机,其特征在于:所述支撑板(51)延伸至下料工位,所述支撑板(51)对应下料工位的位置设有若干下料杆(9),所述下料杆(9)小于内环内圈。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210388662.5A CN114683029B (zh) | 2022-04-14 | 2022-04-14 | 一种接发扣组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210388662.5A CN114683029B (zh) | 2022-04-14 | 2022-04-14 | 一种接发扣组装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114683029A CN114683029A (zh) | 2022-07-01 |
| CN114683029B true CN114683029B (zh) | 2023-02-10 |
Family
ID=82142303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210388662.5A Active CN114683029B (zh) | 2022-04-14 | 2022-04-14 | 一种接发扣组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114683029B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120680733B (zh) * | 2025-08-20 | 2025-10-28 | 乐清市宏旭自动化科技有限公司 | 一种接发扣组装设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH081327A (ja) * | 1994-06-15 | 1996-01-09 | Hino Motors Ltd | リング状ワークの加工装置 |
| CN210549364U (zh) * | 2019-07-19 | 2020-05-19 | 苏州康克莱自动化科技有限公司 | 一种小尺寸轴承压装设备 |
| CN210756230U (zh) * | 2019-06-28 | 2020-06-16 | 无锡双益精密机械有限公司 | 自动衬圈压入机 |
| CN213969855U (zh) * | 2020-12-31 | 2021-08-17 | 河北亚超轴承集团有限公司 | 一种用于滚动轴承生产的内外环套装装置 |
-
2022
- 2022-04-14 CN CN202210388662.5A patent/CN114683029B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH081327A (ja) * | 1994-06-15 | 1996-01-09 | Hino Motors Ltd | リング状ワークの加工装置 |
| CN210756230U (zh) * | 2019-06-28 | 2020-06-16 | 无锡双益精密机械有限公司 | 自动衬圈压入机 |
| CN210549364U (zh) * | 2019-07-19 | 2020-05-19 | 苏州康克莱自动化科技有限公司 | 一种小尺寸轴承压装设备 |
| CN213969855U (zh) * | 2020-12-31 | 2021-08-17 | 河北亚超轴承集团有限公司 | 一种用于滚动轴承生产的内外环套装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114683029A (zh) | 2022-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114683029B (zh) | 一种接发扣组装机 | |
| CN207972052U (zh) | 镜框打孔生产线 | |
| CN106820493B (zh) | 一种智能打孔串珠机器人 | |
| CN210225209U (zh) | 一种自动串激马达定子入槽纸机 | |
| CN115156903A (zh) | 剃须刀头自动装配线用动刀组自动装配装置 | |
| CN107263071B (zh) | 自动卡簧装配器 | |
| CN207563546U (zh) | 一种新型高效气动旗形连接器模具 | |
| CN210394793U (zh) | 一种钉珠绣花机 | |
| CN210054847U (zh) | 花式拉片倒穿穿头机 | |
| CN219026568U (zh) | 一种圈夹生产装配设备 | |
| CN211208873U (zh) | 5g基站天线射频smp板对板转接器套管成型自动机 | |
| CN207759677U (zh) | 一种珠绣机的送珠装置 | |
| CN212822463U (zh) | 一种铆接装置与设备 | |
| CN221489234U (zh) | 一种拉链穿头装置 | |
| CN210620974U (zh) | 双工位拉链头自动上挂装置 | |
| CN212192048U (zh) | 一种灯串自动组装设备 | |
| CN109348701B (zh) | 振动型管式飞达 | |
| CN217127737U (zh) | 一种小嘴加长式电脑缝纫机 | |
| CN223879118U (zh) | 一种压布送布装置 | |
| CN205629795U (zh) | 一种双工位联动定位装置 | |
| CN219729740U (zh) | 一种多位自动变距转运机构 | |
| CN223590186U (zh) | 一种压合效果好的压合装置 | |
| CN220946286U (zh) | 充电头尾料送折设备 | |
| CN223977932U (zh) | 电芯下料机构及卷绕设备 | |
| CN219945184U (zh) | 一种高速夹扣组装机的大小片供料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A hair clip assembly machine Granted publication date: 20230210 Pledgee: Qingtian branch of China Postal Savings Bank Limited by Share Ltd. Pledgor: ZHEJIANG HONGRI AUTOMATION TECHNOLOGY Co.,Ltd. Registration number: Y2025980001727 |