CN1556873A - Precoated metal sheet having excellent press formability and manufacturing method thereof - Google Patents
Precoated metal sheet having excellent press formability and manufacturing method thereof Download PDFInfo
- Publication number
- CN1556873A CN1556873A CNA028184610A CN02818461A CN1556873A CN 1556873 A CN1556873 A CN 1556873A CN A028184610 A CNA028184610 A CN A028184610A CN 02818461 A CN02818461 A CN 02818461A CN 1556873 A CN1556873 A CN 1556873A
- Authority
- CN
- China
- Prior art keywords
- coating
- pigment
- chemical conversion
- metal sheet
- metal plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/51—One specific pretreatment, e.g. phosphatation, chromatation, in combination with one specific coating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/082—Anti-corrosive paints characterised by the anti-corrosive pigment
- C09D5/084—Inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/48—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 not containing phosphates, hexavalent chromium compounds, fluorides or complex fluorides, molybdates, tungstates, vanadates or oxalates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2701/00—Coatings being able to withstand changes in the shape of the substrate or to withstand welding
- B05D2701/10—Coatings being able to withstand changes in the shape of the substrate or to withstand welding withstanding draw and redraw process, punching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Paints Or Removers (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
Description
发明领域field of invention
本发明涉及一种具有优异的压制成型性和耐腐蚀性的表面处理过的金属材料。该材料具有防锈作用,并且当被压制成型时表现出涂层粘结力,特别是其中没有使用存在环境问题的六价铬。该材料可用于家用器具、建筑材料、结构材料、机器、机动车、家具或容器。The present invention relates to a surface-treated metal material having excellent press formability and corrosion resistance. The material is rust-resistant and exhibits coating adhesion when pressed, and in particular does not use hexavalent chromium, which is an environmental concern. The material can be used in household appliances, building materials, structural materials, machines, motor vehicles, furniture or containers.
背景技术Background technique
通过在加工后涂覆树脂而得到的传统后涂覆产品可用于家用器具、结构材料和机动车,为了替代该产品,已使用了涂有有色涂层的预涂覆金属。这种预涂覆金属板可以通过在预处理过的金属板上形成树脂涂层组合物层而得到。在涂覆树脂涂层组合物后,该预涂覆金属板被切割并压制成型。因此,预涂覆金属板的切割端面部分存在在耐腐蚀性方面的问题,该部分上的金属因没有被树脂涂层覆盖而暴露在外,并且在压制成型过程中存在树脂层分离的问题。然而,当施涂铬酸盐对金属进行预处理并使用含有六价铬基防锈颜料的树脂涂层时,可以解决这些问题。此类金属板目前可用于一般用途。In order to replace conventional post-coated products obtained by coating resin after processing, which are used in household appliances, structural materials, and automobiles, pre-coated metals coated with colored coatings have been used. Such a precoated metal sheet can be obtained by forming a layer of the resin coating composition on a pretreated metal sheet. After applying the resin coating composition, the pre-coated metal sheet is cut and press-formed. Therefore, the cut end face portion of the precoated metal sheet has problems in corrosion resistance, the metal on this portion is exposed because it is not covered by the resin coating, and there is a problem of separation of the resin layer during press molding. However, these problems can be resolved when pre-treating the metal with chromates and using resin coatings containing hexavalent chromium-based anti-rust pigments. Such metal plates are currently available for general use.
然而,可从铬酸盐膜中溶出的六价铬和含有六价铬基防锈颜料的树脂涂层存在环境问题。因此,近来对无铬酸盐的化学转化处理以及不含六价铬的无铬酸盐树脂涂层材料的需求逐渐增多。日本未审专利公开出版物(Kokai)No.2001-89868公开了一种用于提供预涂覆金属板的方法,其中金属板的加工部分具有优异的粘结性和高度的耐腐蚀性,该方法采用同时含有丹宁、丹宁酸、硅烷偶联剂和二氧化硅细颗粒的化学转化处理来代替铬酸盐处理。另一方面,日本未审专利公开出版物No.9-12931公开了一种用于提供其中切割端面部分具有优异的耐腐蚀性的预涂覆金属板的方法,该方法采用的是聚酯基和环氧基涂层组合物,其中该组合物结合使用了磷酸基防锈颜料和离子交换二氧化硅基防锈颜料来代替六价铬基防锈颜料。However, hexavalent chromium, which can be leached from chromate films, and resin coatings containing hexavalent chromium-based antirust pigments have environmental problems. Therefore, there has been an increasing demand for chromate-free chemical conversion treatments and chromate-free resin coating materials that do not contain hexavalent chromium. Japanese Unexamined Patent Publication (Kokai) No. 2001-89868 discloses a method for providing a precoated metal sheet in which the processed portion of the metal sheet has excellent adhesion and high corrosion resistance, the Methods The chemical conversion treatment containing tannin, tannin acid, silane coupling agent and silica fine particles was used instead of chromate treatment. On the other hand, Japanese Unexamined Patent Publication No. 9-12931 discloses a method for providing a precoated metal sheet in which the cut end portion has excellent corrosion resistance, using a polyester-based And an epoxy-based coating composition, wherein the composition combines a phosphoric acid-based antirust pigment and an ion-exchanged silica-based antirust pigment instead of a hexavalent chromium-based antirust pigment.
日本未审专利公开出版物No.2001-89868公开的化学转化方法可以确保加工的部件在Erichsen测试或T-弯曲测试中具有优异的粘结力,但是其问题在于:当进行压制成型(例如深拉成型)时,与经过铬酸盐处理的预涂覆金属板相比,该涂层会被模具刮破并轻易地剥离。另一方面,日本未审专利公开出版物No.9-12931所公开的方法采用磷酸锌进行化学转化处理,而其问题在于:与经过铬酸盐处理的预涂覆金属板相比,加工部分的涂层粘结力不够,并且当进行压制成型时,该涂层会被模具刮破并轻易地剥离。The chemical conversion method disclosed in Japanese Unexamined Patent Publication No. 2001-89868 can ensure that the processed parts have excellent adhesion in the Erichsen test or the T-bend test, but it has a problem in that when press molding (such as deep When stretch forming), the coating is scratched by the die and peeled off easily compared to chromated pre-coated sheet metal. On the other hand, the method disclosed in Japanese Unexamined Patent Laid-Open Publication No. 9-12931 uses zinc phosphate for chemical conversion treatment, and has a problem in that the processed part The adhesion of the coating is not enough, and when press molding, the coating will be scratched by the mold and easily peeled off.
本发明的目的在于解决传统方法中的那些问题,并提供即使是不含六价铬也具有优异的耐腐蚀性能的预涂覆金属板,该板还具有优异的压制成型性,并且提供其制备方法。The object of the present invention is to solve those problems in the conventional methods, and to provide a precoated metal sheet having excellent corrosion resistance even without hexavalent chromium, which sheet is also excellent in press formability, and to provide method.
发明概述Summary of the invention
本发明人已发现,当形成的化学转化涂层同时含有硅烷偶联剂和二氧化硅细颗粒以及丹宁和丹宁酸中的至少一种,另外在其上形成含有磷酸铝基颜料的树脂涂层时,得到的复合涂膜不仅可以具有优异的耐腐蚀性能,而且可以具有优异的压制成型性。本发明是基于该发现完成的。本发明的要点如下:The present inventors have found that when a chemical conversion coating is formed containing both a silane coupling agent and silica fine particles and at least one of tannin and tannic acid, a resin containing an aluminum phosphate-based pigment is additionally formed thereon When coating, the obtained composite coating film can not only have excellent corrosion resistance, but also can have excellent press formability. The present invention was accomplished based on this finding. Main points of the present invention are as follows:
(1)一种具有优异的压制成型性的预涂覆金属板,其包括一面或两面均具有化学转化涂层的金属板,该化学转化涂层同时含有作为固体成分的硅烷偶联剂、二氧化硅细颗粒以及丹宁和丹宁酸中的至少一种,并且该化学转化涂层上另外涂有包含1-140质量份磷酸铝基颜料/100质量份树脂固体成分的树脂涂层。(1) A precoated metal sheet having excellent press-formability, comprising a metal sheet having a chemical conversion coating on one or both sides, the chemical conversion coating simultaneously containing a silane coupling agent, two Silica fine particles and at least one of tannin and tannin, and the chemical conversion coating is additionally coated with a resin coating comprising 1-140 parts by mass of aluminum phosphate-based pigment per 100 parts by mass of resin solid content.
(2)如上文(1)中所述的具有优异的压制成型性的预涂覆金属板,其中化学转化涂层还含有作为固体成分的聚酯树脂。(2) The precoated metal sheet having excellent press formability as described in (1) above, wherein the chemical conversion coating further contains a polyester resin as a solid component.
(3)如上文(1)或(2)中所述的具有优异的压制成型性的预涂覆金属板,其中树脂涂层中包含的磷酸铝基颜料是三聚磷酸二氢铝。(3) The precoated metal sheet having excellent press formability as described in (1) or (2) above, wherein the aluminum phosphate-based pigment contained in the resin coating layer is aluminum dihydrogen tripolyphosphate.
(4)如上文(1)至(3)中任一项所述的具有优异压制成型性的预涂覆金属板,其中树脂涂层中还含有防锈颜料,并且防锈颜料和磷酸铝基颜料的总含量为140质量份或更少/100质量份树脂固体成分。(4) The precoated metal sheet having excellent press-formability as described in any one of (1) to (3) above, wherein the resin coating further contains an antirust pigment, and the antirust pigment and an aluminum phosphate-based The total content of the pigments is 140 parts by mass or less per 100 parts by mass of resin solid content.
(5)如上文(4)中所述的具有优异压制成型性的预涂覆金属板,其中树脂涂层中包含的防锈颜料是钙离子交换二氧化硅。(5) The precoated metal sheet having excellent press formability as described in (4) above, wherein the antirust pigment contained in the resin coating layer is calcium ion-exchanged silica.
(6)如上文(1)至(5)中任一项所述的具有优异压制成型性的预涂覆金属板,其中金属板是一面或两面具有镀层的金属板。(6) The precoated metal sheet having excellent press-formability as described in any one of (1) to (5) above, wherein the metal sheet is a metal sheet having a plating layer on one or both sides.
(7)一种制造具有优异压制成型性的预涂覆金属板的方法,其包括将同时含有硅烷偶联剂、二氧化硅细颗粒以及丹宁和丹宁酸中的至少一种的处理液涂覆在金属板的一面或两面上,干燥该处理液以形成化学转化涂层,另外在化学转化涂层上涂覆含有1-140质量份的磷酸铝基颜料/100质量份的树脂固体成分的树脂涂层组合物,并干燥和固化该涂层材料。(7) A method of producing a precoated metal sheet having excellent press-formability, comprising treating a treatment liquid simultaneously containing a silane coupling agent, silica fine particles, and at least one of tannin and tannin Coating on one or both sides of the metal plate, drying the treatment liquid to form a chemical conversion coating, and coating the aluminum phosphate-based pigment containing 1-140 parts by mass per 100 parts by mass of resin solid content on the chemical conversion coating The resin coating composition, and drying and curing the coating material.
(8)如上文(7)中所述的制造具有优异压制成型性的预涂覆金属板的方法,其中处理液中还含有聚酯树脂。(8) The method of producing a precoated metal sheet excellent in press formability as described in (7) above, wherein the treatment liquid further contains a polyester resin.
(9)如上文(7)或(8)中所述的制造具有优异压制成型性的预涂覆金属板的方法,其中涂层组合物还含有防锈颜料,并且防锈颜料和磷酸铝基颜料的总含量是140质量份或更少/100质量份的树脂固体成分。(9) The method for producing a precoated metal sheet having excellent press formability as described in (7) or (8) above, wherein the coating composition further contains an antirust pigment, and the antirust pigment and an aluminum phosphate-based The total content of the pigments is 140 parts by mass or less per 100 parts by mass of resin solid content.
(10)包含压制成型的预涂覆金属板的压制成型的预涂覆金属制品,所述压制成型的预涂覆金属板是(1)至(9)中所述的金属板。(10) A press-formed precoated metal article comprising a press-formed precoated metal sheet which is the metal sheet described in (1) to (9).
附图简述Brief description of the drawings
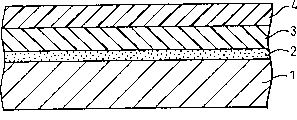
图1是压制成型的预涂覆金属板的截面示意图,其中,在金属板1的表面上形成化学转化涂层2、树脂涂层3和可选择存在的顶部涂层4,所述化学转化涂层2含有丹宁和丹宁酸中的至少一种、硅烷偶联剂和二氧化硅细颗粒,树脂涂层3含有磷酸铝基颜料。可在金属板的两面形成涂层2-4。1 is a schematic cross-sectional view of a press-formed precoated metal sheet, wherein a
本发明的实施方式Embodiments of the present invention
本发明可以通过以下方式实现:在金属板或镀覆金属板的一面或两面上形成同时含有硅烷偶联剂、二氧化硅细颗粒以及丹宁和丹宁酸中的至少一种作为固体成分的化学转化涂层,并另外在其上形成含有1-140质量份磷酸铝基颜料的树脂涂层。磷酸铝基颜料优选是三聚磷酸二氢铝,因为在压成型过程中这种涂层更耐刮擦。此外,本发明的预涂覆金属板中所用的化学转化涂层优选还含有作为固体成分的聚酯树脂,因为这样可以改善涂层的粘结力,并且在压制成型过程中这种涂层更耐刮擦。The present invention can be realized in the following manner: on one or both sides of a metal plate or a plated metal plate, a silane coupling agent, silicon dioxide fine particles, and at least one of tannin and tannic acid are formed as solid components. A chemical conversion coating, and additionally formed thereon a resin coating containing 1 to 140 parts by mass of an aluminum phosphate-based pigment. The aluminum phosphate based pigment is preferably aluminum dihydrogen tripolyphosphate, as this coating is more scratch resistant during press molding. Furthermore, the chemical conversion coating used in the precoated metal sheet of the present invention preferably also contains a polyester resin as a solid component, since this improves the adhesion of the coating and makes the coating more durable during press-forming. Scratch resistant.
在本发明的预涂覆金属板中形成的树脂涂层,优选除了磷酸铝基颜料之外还包含防锈颜料,因为这样可以提高预涂覆金属板的耐腐蚀性。这些颜料的适宜的添加量以磷酸铝基颜料和防锈颜料的总含量计算为140质量份或更少/100质量份树脂固体成分。此外,该防锈颜料优选为钙离子交换二氧化硅,因为这样可以提高耐腐蚀性。The resin coating layer formed in the precoated metal sheet of the present invention preferably contains an antirust pigment in addition to the aluminum phosphate-based pigment, since this can improve the corrosion resistance of the precoated metal sheet. A suitable addition amount of these pigments is 140 parts by mass or less per 100 parts by mass of resin solid content based on the total content of the aluminum phosphate-based pigment and the antirust pigment. In addition, the antirust pigment is preferably calcium ion-exchanged silica, since this improves corrosion resistance.
优选通过施涂同时含有硅烷偶联剂、二氧化硅细颗粒以及丹宁和丹宁酸中的至少一种的涂覆液或者这样的另外含有聚酯树脂的涂覆液,并干燥被涂的涂覆液而形成本发明的预涂覆金属板中的化学转化涂层,由此可更加有效地制备本发明的预涂覆金属板。此外,优选通过施涂含有磷酸铝基颜料的树脂涂层组合物或同时含有磷酸铝基颜料和防锈颜料的树脂涂层材料、并干燥和固化该树脂涂层组合物而形成本发明预涂覆金属板的树脂涂层,由此可加更有效地制备本发明的预涂覆金属板。It is preferable to apply a coating liquid containing a silane coupling agent, silica fine particles, and at least one of tannin and tannin at the same time, or such a coating liquid additionally containing a polyester resin, and dry the coated The coating liquid is used to form the chemical conversion coating in the precoated metal sheet of the present invention, whereby the precoated metal sheet of the present invention can be produced more efficiently. In addition, it is preferable to form the precoat of the present invention by applying a resin coating composition containing an aluminum phosphate-based pigment or a resin coating material containing both an aluminum phosphate-based pigment and an antirust pigment, and drying and curing the resin coating composition. Resin coating of clad metal sheets, whereby the precoated metal sheets of the present invention can be produced more efficiently.
通过对其中涂层在压制成型过程中几乎不会被模具刮破的无铬酸盐的预涂覆金属板进行多种研究,结果本发明人发现当在金属板或镀覆的金属板上形成同时含有丹宁和/或丹宁酸、硅烷偶联剂和二氧化硅细颗粒的化学转化涂层,并在其上另外形成含有磷酸铝基颜料的涂层时,可以显著地阻止在压制成型过程中由于模具的刮擦而导致涂层剥离现象的发生。在压制成型过程中,涂层被模具刮擦并剥离现象的发生的原因被认为是在重负载下模具将预涂覆金属板的涂层刮破而使由此产生的剪切力作用于该涂层上导致的。因此,认为以下的两种方法可以解决该问题。第一种方法是增加涂层和金属之间的粘结强度。第二种方法是,使得作用于涂层的剪切力很难传递至涂层的剥离面(涂层和原金属板之间的界面)。本发明的预涂覆金属板的涂层在压制成型过程中具有耐模具刮擦性能的原因尚不十分清楚,但是认为同时含有丹宁和/或丹宁酸、硅烷偶联剂和二氧化硅细颗粒并具有优异粘结性能的化学转化涂层与含磷酸铝基颜料的树脂涂料层结合,从而由于协同作用显著提高了涂层的粘结力,并且可以阻止由于磷酸铝基颜料本身的机械性质而在压制成型时的涂层中产生的剪切力轻易地传递至涂层和金属板之间的界面。As a result of conducting various studies on chromate-free precoated metal sheets in which the coating is hardly scratched by the die during press-forming, the present inventors have found that when formed on a metal sheet or a plated metal sheet When a chemical conversion coating containing tannin and/or tannin, a silane coupling agent, and silica fine particles is formed at the same time, and a coating containing an aluminum phosphate-based pigment is additionally formed thereon, it can significantly prevent the During the process, the coating peeling phenomenon occurs due to the scraping of the mold. The reason why the coating is scraped and peeled by the die during the press-forming process is considered to be that the die scrapes the coating of the pre-coated metal sheet under heavy load and the resulting shear force acts on the die. caused by the coating. Therefore, it is considered that the following two methods can solve this problem. The first method is to increase the bond strength between the coating and the metal. The second method is to make it difficult for the shear force acting on the coating to be transmitted to the peeled surface of the coating (the interface between the coating and the original metal plate). The reason why the coating of the precoated metal sheet of the present invention has mold scratch resistance during press-forming is not fully understood, but it is thought to contain tannins and/or tannins, silane coupling agents and silica The chemical conversion coating with fine particles and excellent adhesion properties is combined with the resin coating layer containing aluminum phosphate-based pigments, thereby significantly improving the adhesion of the coating due to the synergistic effect, and can prevent mechanical damage caused by the aluminum phosphate-based pigment itself. The shear force generated in the coating at the time of press-forming due to its nature is easily transmitted to the interface between the coating and the metal plate.
本发明的预涂覆金属板中所用的金属板可以是通常已知的金属板或镀覆金属板,例如冷轧钢板、热轧钢板、熔融镀锌钢板、电镀锌钢板、熔融合金化的镀锌钢板、镀铝钢板、镀铝-锌合金钢板、镀有铝-镁-锌的钢板、镀有铝-镁-硅-锌的钢板、不锈钢板和铝板。在化学转化处理之前,可以对这些金属板进行常规的处理例如热水冲洗和用碱除油。The metal sheet used in the precoated metal sheet of the present invention may be a generally known metal sheet or a coated metal sheet, such as cold-rolled steel sheet, hot-rolled steel sheet, hot-dip galvanized steel sheet, electro-galvanized steel sheet, molten alloyed coated Zinc steel plate, aluminum plated steel plate, aluminum-zinc alloy plated steel plate, aluminum-magnesium-zinc plated steel plate, aluminum-magnesium-silicon-zinc plated steel plate, stainless steel plate and aluminum plate. These metal plates may be subjected to conventional treatments such as hot water washing and degreasing with alkali prior to chemical conversion treatment.
在本发明的预涂覆金属板中形成的化学转化涂层的特征在于其含有丹宁和/或丹宁酸、硅烷偶联剂和二氧化硅细颗粒。The chemical conversion coating formed in the precoated metal sheet of the present invention is characterized in that it contains tannin and/or tannic acid, a silane coupling agent, and silica fine particles.
所用的丹宁或丹宁酸可以是可水解丹宁、浓缩丹宁或其部分分解的产物。对丹宁和丹宁酸没有特别的限制,其实例包括金缕梅丹宁、中国没食子丹宁、五倍子丹宁、诃子丹宁、鞣科芸实丹宁、苏方荚丹宁(algarobillatannic)、鞣花丹宁(valonia tannic)和儿茶酚丹宁。当使用“丹宁酸:AL”(Fuji Kagaku Kogyo制造)时,可以特别地改进涂层的加工部分的粘结性能。对丹宁或丹宁酸中的至少一种的添加量没有特别的规定,但是在欲涂覆于金属板上以形成涂层的化学转化溶液中其含量优选为2-80克/升。如果丹宁或丹宁酸中的至少一种的添加量少于2克/升,则不能确保涂层的防锈效果或涂层粘结性,反之如果其超过80克/升,则会在一定程度上降低防锈效果或涂层粘结性或者丹宁或丹宁酸不能溶解于水溶液中。The tannins or tannins used may be hydrolyzable tannins, concentrated tannins or partial decomposition products thereof. Tannins and tannins are not particularly limited, and examples thereof include witch hazel tannins, Chinese gall tannins, galla tannins, myrobalan tannins, tannins, algarobillatannic , valonia tannic and catechol tannic. When "Tannin: AL" (manufactured by Fuji Kagaku Kogyo) is used, the bonding performance of the processed part of the coating can be particularly improved. The amount of at least one of tannin or tannic acid added is not particularly specified, but is preferably 2-80 g/L in the chemical conversion solution to be coated on the metal plate to form a coating. If the amount of at least one of tannin or tannin added is less than 2 g/l, the antirust effect or coating adhesion of the coating cannot be ensured, whereas if it exceeds 80 g/l, the Decrease the anti-rust effect or coating adhesion to a certain extent or the tannin or tannin cannot be dissolved in the aqueous solution.
可使用的硅烷偶联剂的实例包括γ-(2-氨乙基)氨丙基三甲氧基硅烷、γ-(2-氨乙基)氨丙基甲基二甲氧基硅烷、γ-(2-氨乙基)氨丙基三乙氧基硅烷、γ-(2-氨乙基)氨丙基甲基二乙氧基硅烷、γ-(2-氨乙基)氨丙基甲基二甲氧基硅烷、γ-甲基丙烯酰氧丙基三甲氧基硅烷、γ-甲基丙烯酰氧丙基甲基二甲氧基硅烷、γ-甲基丙烯酰氧丙基三乙氧基硅烷、γ-甲基丙烯酰氧丙基甲基二乙氧基硅烷、N-β-(N-乙烯基苄基氨基乙基)-γ-氨丙基三甲氧基硅烷、N-β-(N-乙烯基苄基氨基乙基)-γ-氨丙基甲基二甲氧基硅烷、N-β-(N-乙烯基苄基氨基乙基)-γ-氨丙基三乙氧基硅烷、N-β-(N-乙烯基苄基氨基乙基)-γ-氨丙基甲基二乙氧基硅烷、γ-环氧丙氧丙基三甲氧基硅烷、γ-环氧丙氧丙基甲基二甲氧基硅烷、γ-环氧丙氧丙基三乙氧基硅烷、γ-环氧丙氧丙基甲基二乙氧基硅烷、γ-巯基丙基三甲氧基硅烷、γ-巯基丙基甲基二甲氧基硅烷、γ-巯基丙基三乙氧基硅烷、γ-巯基丙基甲基二乙氧基硅烷、甲基三甲氧基硅烷、二甲基二甲氧基硅烷、甲基三乙氧基硅烷、二甲基二乙氧基硅烷、乙烯基三乙酸基硅烷、γ-氯丙基三甲氧基硅烷、γ-氯丙基甲基二甲氧基硅烷、γ-氯丙基三乙氧基硅烷、γ-氯丙基甲基二乙氧基硅烷、六甲基二硅氮烷、γ-苯胺丙基三甲氧基硅烷、γ-苯胺丙基甲基二甲氧基硅烷、γ-苯胺丙基三乙氧基硅烷、γ-苯胺丙基甲基二乙氧基硅烷、乙烯基三甲氧基硅烷、乙烯基甲基二甲氧基硅烷、乙烯基三乙氧基硅烷、乙烯基甲基二乙氧基硅烷、十八烷基二甲基[3-(三甲氧基甲硅烷基)丙基]氯化铵、十八烷基二甲基[3-(甲基二甲氧基甲硅烷基)丙基]氯化铵、十八烷基二甲基[3-(三乙氧基甲硅烷基)丙基]氯化铵、十八烷基二甲基[3-(甲基二乙氧基甲硅烷基)丙基]氯化铵、γ-氯丙基甲基二甲氧基硅烷、γ-巯基丙基甲基二甲氧基硅烷、甲基三氯硅烷、二甲基二氯硅烷和三甲基氯硅烷。特别是,当使用具有缩水甘油基醚基团的γ-环氧丙氧丙基三甲氧基硅烷或γ-环氧丙氧丙基三乙氧基硅烷时,可以改进涂层加工部分的粘结性能。此外,当使用三乙氧基型硅烷偶联剂时,可提高表面处理剂的存储稳定性。这被认为是由于三乙氧基硅烷在水溶液中相对稳定,并且聚合反应在低速度下进行。Examples of usable silane coupling agents include γ-(2-aminoethyl)aminopropyltrimethoxysilane, γ-(2-aminoethyl)aminopropylmethyldimethoxysilane, γ-( 2-Aminoethyl)aminopropyltriethoxysilane, γ-(2-aminoethyl)aminopropylmethyldiethoxysilane, γ-(2-aminoethyl)aminopropylmethyldi Methoxysilane, γ-methacryloxypropyltrimethoxysilane, γ-methacryloxypropylmethyldimethoxysilane, γ-methacryloxypropyltriethoxysilane , γ-methacryloxypropylmethyldiethoxysilane, N-β-(N-vinylbenzylaminoethyl)-γ-aminopropyltrimethoxysilane, N-β-(N -vinylbenzylaminoethyl)-γ-aminopropylmethyldimethoxysilane, N-β-(N-vinylbenzylaminoethyl)-γ-aminopropyltriethoxysilane, N-β-(N-vinylbenzylaminoethyl)-γ-aminopropylmethyldiethoxysilane, γ-glycidoxypropyltrimethoxysilane, γ-glycidoxypropyl Methyldimethoxysilane, γ-Glycidoxypropyltriethoxysilane, γ-Glycidoxypropylmethyldiethoxysilane, γ-Mercaptopropyltrimethoxysilane, γ- Mercaptopropylmethyldimethoxysilane, γ-mercaptopropyltriethoxysilane, γ-mercaptopropylmethyldiethoxysilane, methyltrimethoxysilane, dimethyldimethoxysilane , Methyltriethoxysilane, Dimethyldiethoxysilane, Vinyltriacetoxysilane, γ-Chloropropyltrimethoxysilane, γ-Chloropropylmethyldimethoxysilane, γ- Chloropropyltriethoxysilane, γ-chloropropylmethyldiethoxysilane, hexamethyldisilazane, γ-anilinopropyltrimethoxysilane, γ-anilinopropylmethyldimethoxy ylsilane, γ-anilinopropyltriethoxysilane, γ-anilinopropylmethyldiethoxysilane, vinyltrimethoxysilane, vinylmethyldimethoxysilane, vinyltriethoxy Silane, Vinylmethyldiethoxysilane, Octadecyldimethyl[3-(trimethoxysilyl)propyl]ammonium chloride, Octadecyldimethyl[3-(methyl Dimethoxysilyl)propyl]ammonium chloride, octadecyldimethyl[3-(triethoxysilyl)propyl]ammonium chloride, octadecyldimethyl[3 -(methyldiethoxysilyl)propyl]ammonium chloride, γ-chloropropylmethyldimethoxysilane, γ-mercaptopropylmethyldimethoxysilane, methyltrichlorosilane , dimethyldichlorosilane and trimethylchlorosilane. In particular, when γ-glycidoxypropyltrimethoxysilane or γ-glycidoxypropyltriethoxysilane having a glycidyl ether group is used, the adhesion of the coating processing part can be improved performance. In addition, when a triethoxy-type silane coupling agent is used, the storage stability of the surface treatment agent can be improved. This is believed to be due to the relative stability of triethoxysilane in aqueous solution and the low rate of polymerization.
对硅烷偶联剂的添加量没有特别的规定,但是在欲涂覆于金属板上以形成化学转化涂层的化学转化溶液中其含量优选为2-80克/升。如果硅烷偶联剂的含量少于2克/升,则不能得到在加工过程中具有充分高粘结力的涂层,并且耐腐蚀性不够,反之如果其超过80克/升,则会在一定程度上降低涂层的粘结力。The amount of the silane coupling agent added is not particularly specified, but its content in the chemical conversion solution to be coated on the metal plate to form a chemical conversion coating is preferably 2-80 g/L. If the content of the silane coupling agent is less than 2 g/L, a coating with sufficiently high adhesion during processing cannot be obtained, and the corrosion resistance is insufficient, whereas if it exceeds 80 g/L, it will be damaged at a certain Reduce the adhesion of the coating to a certain extent.
用于本发明的二氧化硅细颗粒通常是指具有微小颗粒尺寸的二氧化硅,因此当将其分散于水中时可稳定地保持水分散状态。可使用的二氧化硅细颗粒的实例包括市售的硅胶例如“Snowtex N”、“Snowtex C”、“Snowtex Up”、“Snowtex pS(均由Nissan Chemicals Industries,Ltd.制造)和“Adelite AT-20Q”(由Asahi Denka Kogyo K.K.制造),以及粉末二氧化硅例如“Aerosil#300”(Nippon Aerosil制造)。可以根据所需要的性适当地选择二氧化硅细颗粒。当使用甚至在pH=4或更大时可稳定分散的二氧化硅细颗粒例如“Snowtex C”时,表面处理剂的存储稳定性可以得到改进。这被认为是因为是化学溶液的pH可被调节为4或更大,因此可抑制在低pH值下具有高活性反应的硅烷偶联剂发生反应。The silica fine particles used in the present invention generally refer to silica having a minute particle size so that it can stably maintain a water-dispersed state when dispersed in water. Examples of usable silica fine particles include commercially available silica gels such as "Snowtex N", "Snowtex C", "Snowtex Up", "Snowtex pS (all manufactured by Nissan Chemicals Industries, Ltd.) and "Adelite AT- 20Q" (manufactured by Asahi Denka Kogyo K.K.), and powdered silica such as "Aerosil #300" (manufactured by Nippon Aerosil). Silica fine particles can be appropriately selected according to the required properties. When used even at pH=4 The storage stability of the surface treatment agent can be improved when using fine silica particles such as "Snowtex C" that can be stably dispersed when it is larger or larger. This is considered to be because the pH of the chemical solution can be adjusted to 4 or larger, Therefore, the reaction of the silane coupling agent, which has a high activity at low pH, can be suppressed.
对二氧化硅细颗粒的添加量也没有特别的规定,但是在欲涂覆于金属板上以形成化学转化涂层的化学转化溶液中其含量优选为1-40克/升。如果该含量少于1克/升,则涂层的加工部分粘结性能差,反之如果超过40克/升,则加工部分的粘结性能和耐腐蚀性达到饱和,这是不利的。The amount of silica fine particles to be added is also not particularly specified, but is preferably 1 to 40 g/liter in the chemical conversion solution to be coated on a metal plate to form a chemical conversion coating. If the content is less than 1 g/l, the processed portion of the coating is poor in adhesiveness, whereas if it exceeds 40 g/l, the adhesiveness and corrosion resistance of the processed portion become saturated, which is disadvantageous.
优选化学转化涂层中还含有聚酯树脂作为固体成分,因为可以更好地提高加工粘结性能。对聚酯树脂的添加量也没有特别的规定,但是当其在欲涂覆于金属板上以形成化学转化涂层的化学转化溶液中的含量为1-60克/升时,可以更大地提高加工部分的粘结性能。如果含量少于1克/升,则不能达到添加聚酯的效果,反之如果超过60克/升,则会一定程度上降低涂层加工部分的粘结性能。可使用的聚酯树脂的实例包括“FINETEXES-650”、“FINETEX ES-611”、“FINETEX ES-670”、“FINETEXES-675”(均由Dai-Nippon Ink&Chemicals,Inc.制造)、“VILONALMD-1200”、“VILONAL MD-1220”、“VILONAL MD-1250”、“VILONAL MD-1100”、“VILONAL MD-1330”和“VILONALMD-1930”(均由Toyobo Co.,Ltd.制造)。It is preferable that the chemical conversion coating also contains polyester resin as a solid component, because it can better improve the processing adhesion performance. There is no special regulation on the amount of polyester resin added, but when its content in the chemical conversion solution to be coated on the metal plate to form a chemical conversion coating is 1-60 g/liter, it can be greatly improved. Adhesive properties of processed parts. If the content is less than 1 g/L, the effect of adding polyester cannot be achieved; on the contrary, if it exceeds 60 g/L, the bonding performance of the coating processing part will be reduced to a certain extent. Examples of usable polyester resins include "FINETEXES-650", "FINETEX ES-611", "FINETEX ES-670", "FINETEXES-675" (all manufactured by Dai-Nippon Ink & Chemicals, Inc.), "VILONALMD- 1200", "VILONAL MD-1220", "VILONAL MD-1250", "VILONAL MD-1100", "VILONAL MD-1330" and "VILONAL MD-1930" (all manufactured by Toyobo Co., Ltd.).
在用于形成本发明的化学转化涂层时被涂覆的化学转化溶液中,可以加入酸、碱等来调节pH,使之处于不会损害性能的范围。In the chemical conversion solution to be coated when used to form the chemical conversion coating of the present invention, acid, alkali, etc. may be added to adjust the pH within a range that does not impair performance.
优选通过将上述化学转化剂涂覆于金属板上并对化学转化剂进行焙烧或加热/干燥而在金属板上形成化学转化涂层,因为这样可以提高生产效率。焙烧温度优选是50-250℃。如果焙烧温度低于50℃,则水的蒸发速度慢,并且不能得到满意的良好的成膜性能,结果防锈能力不够,反之如果焙烧温度高于250℃,则作为有机材料的丹宁或丹宁酸或者硅烷偶联剂的烷基部分会发生变性例如热分解,并且会降低粘结性能或耐腐蚀作用。焙烧温度更优选是70-160℃。在热空气干燥中,优选干燥1-5秒,因为这样可以提高生产效率。It is preferable to form a chemical conversion coating on a metal plate by applying the above-mentioned chemical conversion agent to the metal plate and firing or heating/drying the chemical conversion agent, because this can improve production efficiency. The firing temperature is preferably 50-250°C. If the roasting temperature is lower than 50°C, the evaporation rate of water is slow, and satisfactory film-forming properties cannot be obtained, resulting in insufficient rust resistance. The alkyl moiety of nitric acid or silane coupling agent will be denatured such as thermally decomposed, and will reduce the adhesion performance or corrosion resistance. The firing temperature is more preferably 70-160°C. In hot air drying, it is preferable to dry for 1-5 seconds because it can improve production efficiency.
对化学转化溶液的涂覆方法没有特别的限制,可以采用通常已知的方法例如辊式涂布、环辊涂布(ringer roll coating)、空气喷涂、无空气喷涂或浸渍。优选通过全部装配有这些涂覆设备的普通连续涂覆生产线(被称为卷涂生产线或板涂生产线)涂覆化学转化溶液,因为这样可以以良好的效率进行涂覆,并且可以实现大规模生产。The coating method of the chemical conversion solution is not particularly limited, and generally known methods such as roll coating, ring roll coating, air spray coating, airless spray coating, or dipping can be employed. It is preferable to apply the chemical conversion solution by an ordinary continuous coating line (referred to as a coil coating line or a plate coating line) fully equipped with these coating equipment, because it can be coated with good efficiency and large-scale production can be realized .
形成的化学转化涂层的固体含量优选是10-500mg/m2。如果形成的量小于10mg/m2,则不能确保加工部分具有足够高的粘结性能,反之,如果该量超过500mg/m2,则会一定程度上损害加工部分的粘结性能。The solids content of the formed chemical conversion coating is preferably 10-500 mg/m 2 . If the formed amount is less than 10 mg/m 2 , sufficiently high bonding performance of the processed portion cannot be ensured, whereas if the amount exceeds 500 mg/m 2 , the bonding performance of the processed portion may be impaired to some extent.
在本发明的预涂覆金属板中,用于在化学转化涂层上形成涂层的树脂可以是含水型、溶剂型、粉末型等的任何形式。对于树脂的类型而言,可以以其自身或组合的方式使用通常已知的树脂例如聚丙烯酰基树脂、聚烯烃基树脂、聚氨酯基树脂、环氧基树脂、聚酯基树脂、聚丁缩醛基树脂和三聚氰胺基树脂。In the precoated metal sheet of the present invention, the resin used to form the coating on the chemical conversion coating may be in any form of aqueous type, solvent type, powder type, or the like. As for the type of resin, generally known resins such as polyacryl-based resins, polyolefin-based resins, polyurethane-based resins, epoxy-based resins, polyester-based resins, polybutyral resins, etc. can be used by themselves or in combination. based resins and melamine based resins.
本发明的预涂覆金属板的树脂涂层中必须含有1-140质量份的磷酸铝基颜料/100质量份树脂固体成分。如果磷酸铝基颜料的添加量小于1质量份,则在压制成型过程中,涂层没有抵御刮擦的作用,这是不适宜的。随着磷酸铝基颜料的添加量的增加,可以有利地提高涂层在加工成型过程中抵御刮擦的作用,但是如果添加量超过140质量份,则预涂覆金属板的可加工性大大降低,这是不适宜的。The resin coating of the precoated metal sheet of the present invention must contain 1-140 parts by mass of aluminum phosphate-based pigment per 100 parts by mass of resin solid content. If the added amount of the aluminum phosphate-based pigment is less than 1 part by mass, the coating has no effect of resisting scratches during the press molding process, which is unfavorable. With the increase of the added amount of aluminum phosphate-based pigments, the effect of the coating against scratches during processing and molding can be advantageously improved, but if the added amount exceeds 140 parts by mass, the machinability of the pre-coated metal sheet is greatly reduced , which is inappropriate.
可使用的磷酸铝基颜料的实例包括通常已知的颜料例如三聚磷酸二氢铝和偏磷酸铝。这些颜料中,容易得到三聚磷酸二氢铝并优选之。可使用的三聚磷酸二氢铝的实例包括市售可得的产品例如由Tayca Corporation制造的“K-WHITE”。Examples of usable aluminum phosphate-based pigments include generally known pigments such as aluminum dihydrogen tripolyphosphate and aluminum metaphosphate. Among these pigments, aluminum dihydrogen tripolyphosphate is easily available and is preferred. Examples of usable aluminum dihydrogen tripolyphosphate include commercially available products such as "K-WHITE" manufactured by Tayca Corporation.
在本发明的预涂覆金属板的涂层中,除了磷酸铝基颜料外优选添加能够发挥防锈作用的防锈颜料,因为这样可以提高耐腐蚀性能。随着防锈颜料添加量的增加,可有利地提高其效果,但是,防锈颜料和磷酸铝基颜料的适宜的总含量是140质量份或更少/100质量份的树脂固体成分中。如果磷酸铝基颜料和防锈颜料的总添加量超过140质量份,则会产生问题,例如当预涂覆金属板被弯曲时,其加工性能大大降低,这是不优选的。In the coating layer of the precoated metal sheet of the present invention, it is preferable to add an antirust pigment capable of exerting an antirust function in addition to the aluminum phosphate-based pigment, because this improves corrosion resistance. As the added amount of the antirust pigment increases, its effect can be advantageously improved, however, a suitable total content of the antirust pigment and the aluminum phosphate-based pigment is 140 parts by mass or less per 100 parts by mass of resin solid content. If the total added amount of the aluminum phosphate-based pigment and the rust-preventive pigment exceeds 140 parts by mass, problems arise, such as when the precoated metal sheet is bent, its processability is greatly reduced, which is not preferable.
本发明的预涂覆金属板的树脂涂层中加入的防锈颜料可以是通常已知的防锈颜料。其实例包括(1)磷酸基防锈颜料例如磷酸锌和磷酸铁,(2)钼酸基防锈颜料例如钼酸钙、钼酸铝和钼酸钡,(3)钒基防锈颜料例如氧化钒,(4)铬酸盐基防锈颜料例如铬酸锶、铬酸锌、铬酸钙、铬酸钾和铬酸钡,以及(5)细颗粒二氧化硅例如水可分散的二氧化硅、热解二氧化硅和钙离子交换二氧化硅。但是,优选不使用(4)的铬酸盐防锈颜料,因为其存在环境问题。在(5)中的二氧化硅基颜料中,优选钙离子交换二氧化硅,因为这种二氧化硅对环境无害并且具有很好的防锈效果,当添加其作为防锈颜料时可发挥出较高的防锈效果。可使用的钙离子交换二氧化硅的实例包括Grace制造的“Shieldex”。加入的防锈颜料可以是多种颜料的组合物。The antirust pigment added to the resin coating of the precoated metal sheet of the present invention may be a generally known antirust pigment. Examples thereof include (1) phosphoric acid-based antirust pigments such as zinc phosphate and iron phosphate, (2) molybdic acid-based antirust pigments such as calcium molybdate, aluminum molybdate, and barium molybdate, (3) vanadium-based antirust pigments such as oxide Vanadium, (4) chromate-based antirust pigments such as strontium chromate, zinc chromate, calcium chromate, potassium chromate, and barium chromate, and (5) fine particle silica such as water-dispersible silica , fumed silica and calcium ion-exchanged silica. However, it is preferable not to use the chromate antirust pigment of (4) because of its environmental problems. Among the silica-based pigments in (5), calcium ion-exchanged silica is preferred because this silica is environmentally friendly and has a good antirust effect, which can be exerted when added as an antirust pigment. A higher anti-rust effect. Examples of calcium ion-exchanged silica that can be used include "Shieldex" manufactured by Grace. The added antirust pigment can be a composition of various pigments.
在本发明的预涂覆金属板的涂层中,可使用通常被称为“体质颜料”的已知颜料或者用于着色的着色颜料,并且其可与那些磷酸铝基颜料和防锈颜料结合使用。“体质颜料”这一专业术语是指为提高涂层必须具有的多种性能例如涂层脆性或掩盖性能而添加的颜料。其实例包括能够起到填充或使涂层亚光作用的滑石、用于改进涂层的掩盖性能的钛白(氧化钛)、以及使涂层亚光或改进其刮擦性能的二氧化硅。当加入该体质颜料时,可以有利地提高上述多种性能。可使用的着色颜料的实例包括通常已知的着色颜料,这包括无机颜料例如氧化钛(TiO2)、氧化锌(ZnO)、氧化锆(ZrO2)、碳酸钙(CaCO3)、硫酸钡(BaSO4)、氧化铝(Al2O3)、高岭土、碳黑和氧化铁(Fe2O3、Fe3O4)以及有机颜料。优选结合使用具有不同效果的多种体质颜料和着色颜料,因为这样可以发挥各自的效果。当加入体质颜料和着色颜料时,所有颜料的添加量即磷酸铝基颜料、防锈颜料、体质颜料和着色颜料的总和适宜为140质量份或更少/100质量份涂层组合物的树脂固体成分。如果所有颜料的添加量超过140质量份,则会产生问题,例如当预涂覆金属板被弯曲时,其可加工性能大大降低。In the coating of the precoated metal sheet of the present invention, known pigments generally called "extender pigments" or coloring pigments for coloring can be used, and they can be combined with those aluminum phosphate-based pigments and antirust pigments use. The term "pigment extender" refers to pigments added to enhance various properties that a coating must have, such as coating brittleness or masking properties. Examples include talc to fill or matt the coating, titanium white (titanium oxide) to improve the hiding properties of the coating, and silica to matt the coating or improve its scratch properties. When the extender pigment is added, the various properties mentioned above can be advantageously improved. Examples of usable coloring pigments include commonly known coloring pigments including inorganic pigments such as titanium oxide (TiO 2 ), zinc oxide (ZnO), zirconium oxide (ZrO 2 ), calcium carbonate (CaCO 3 ), barium sulfate ( BaSO 4 ), aluminum oxide (Al 2 O 3 ), kaolin, carbon black and iron oxides (Fe 2 O 3 , Fe 3 O 4 ), and organic pigments. It is preferable to use a plurality of extender pigments and coloring pigments having different effects in combination, because the respective effects can be exerted. When the extender pigment and the color pigment are added, the added amount of all the pigments, i.e. the sum of the aluminum phosphate-based pigment, the antirust pigment, the extender pigment and the color pigment, is suitably 140 parts by mass or less per 100 parts by mass of the resin solids of the coating composition Element. If all the pigments are added in an amount exceeding 140 parts by mass, problems arise such as greatly reduced workability of the precoated metal sheet when it is bent.
在本发明的预涂覆金属板中,对含有磷酸铝基颜料的涂层厚度没有特别的规定,然而涂层的多种性能可随着层厚的变化而变化,因此,必须依据情况适当地选择层厚。In the precoated metal sheet of the present invention, there is no special regulation to the thickness of the coating containing aluminum phosphate-based pigments, but the various properties of the coating can vary with the thickness of the layer, so it must be properly adjusted according to the situation. Choose layer thickness.
在本发明的预涂覆金属板中,优选通过预先制备含有颜料的涂层组合物(其用量为基于树脂固体成分的本发明中规定的量)、并涂覆、干燥和固化该涂层组合物来形成含有磷酸铝基颜料的树脂涂层,由此更多地提高生产效率。涂层组合物可以以溶剂型涂层组合物、含水型涂层组合物、熔融型涂层组合物、粉末型涂层组合物、电沉积涂层组合物、紫外可固化的涂层组合物和电子束可固化的涂层组合物中的任何形式使用。可通过通常已知的涂覆方法例如辊式涂布、幕涂流动涂布(curtain flow coating)、辊式幕帘涂布(roller curtain coating)、模具涂覆、空气喷涂、无空气喷涂、电沉积涂布、粉末涂布、浸渍、棒式涂布或刷涂布来涂覆涂层组合物。优选通过装配有辊式涂布、幕涂流动涂布或辊式幕帘涂布设备的常规连续涂布生产线(被称为卷涂生产线或板涂生产线)涂覆涂层组合物,因为这样可以以良好的效率进行涂覆,并且可实现大规模生产。可通过通常抑制的干燥固化方法例如热风炉、直燃炉、远红外炉或感应加热炉来干燥、焙烧和固化涂层组合物。当涂层组合物是紫外可固化的涂层组合物时,可使用通常已知的紫外辐射设备,当涂层组合物是电子束可固化的涂层组合物时,可使用通常已知的电子束辐射设备。In the precoated metal sheet of the present invention, it is preferable to prepare a coating composition containing a pigment in advance (the amount thereof is the amount specified in the present invention based on the solid content of the resin), and apply, dry and cure the coating composition materials to form resin coatings containing aluminum phosphate-based pigments, thereby increasing production efficiency even more. The coating composition can be in the form of a solvent coating composition, an aqueous coating composition, a melt coating composition, a powder coating composition, an electrodeposition coating composition, an ultraviolet curable coating composition, and Use in any form of electron beam curable coating composition. It can be coated by generally known coating methods such as roll coating, curtain flow coating, roller curtain coating, die coating, air spray coating, airless spray coating, electric coating, etc. The coating composition is applied by deposition coating, powder coating, dipping, rod coating or brush coating. Preferably, the coating composition is applied by a conventional continuous coating line (known as a coil coating line or a panel coating line) equipped with roll coating, curtain coating flow coating or roll curtain coating equipment, because it can Coating is performed with good efficiency and mass production is possible. The coating composition may be dried, fired and cured by a generally inhibited dry curing method such as a hot air oven, a direct fired oven, a far infrared oven or an induction heating oven. When the coating composition is a UV curable coating composition, commonly known ultraviolet radiation equipment can be used, and when the coating composition is an electron beam curable coating composition, commonly known electron radiation equipment can be used. beam radiation equipment.
在本发明的预涂覆金属板中,可以在含有磷酸铝基颜料的树脂涂层上另外提供顶部涂层。通过提供顶部涂层可有利地进一步提高预涂覆金属板的涂层外观、颜色外观、设计外观以及其它涂层性能。可通过涂覆通常已知的顶部涂层组合物并干燥、焙烧和固化该涂层组合物来形成顶部涂层。通常已知的顶部涂层组合物的实例包括聚酯基顶部涂层组合物、环氧基顶部涂层组合物、聚氨酯基顶部涂层组合物、丙烯酰基树脂和三聚氰胺基顶部涂层组合物。顶部涂层组合物可以以溶剂型涂层组合物、含水型涂层组合物、粉末型涂层组合物、电沉积涂层组合物、紫外可固化的涂层组合物和电子束可固化的涂层组合物中的任何种形式使用。顶部涂层组合物可含有通常已知的着色颜料和体质颜料例如氧化钛(TiO2)、氧化锌(ZnO)、氧化锆(ZrO2)、碳酸钙(CaCO3)、硫酸钡(BaSO4)、氧化铝(Al2O3)、高岭土、碳黑和氧化铁(Fe2O3、Fe3O4)、滑石和二氧化硅。对于顶部涂层组合物而言,也可使用通常已知的设计涂层组合物、例如桔皮状顶部涂层组合物、绉纹状顶部涂层组合物、锤纹状顶部涂层组合物、缠结状(mattedtone)顶部涂层组合物、金属状顶部涂层组合物、珍珠状顶部涂层组合物或网纹涂层组合物。In the precoated metal sheet of the present invention, a top coat layer may be additionally provided on the resin coat layer containing an aluminum phosphate-based pigment. The coating appearance, color appearance, design appearance and other coating properties of the precoated metal sheet can advantageously be further enhanced by providing a top coat. The top coat layer may be formed by applying a generally known top coat composition and drying, firing, and curing the coating composition. Examples of commonly known top coating compositions include polyester-based top coating compositions, epoxy-based top coating compositions, polyurethane-based top coating compositions, acryl-based resins, and melamine-based top coating compositions. The top coating composition can be in the form of a solvent coating composition, an aqueous coating composition, a powder coating composition, an electrodeposition coating composition, an ultraviolet curable coating composition and an electron beam curable coating composition. Use in any form of layer composition. The topcoat composition may contain commonly known coloring pigments and extenders such as titanium oxide ( TiO2 ), zinc oxide (ZnO), zirconium oxide ( ZrO2 ), calcium carbonate ( CaCO3 ), barium sulfate ( BaSO4 ) , aluminum oxide (Al 2 O 3 ), kaolin, carbon black and iron oxides (Fe 2 O 3 , Fe 3 O 4 ), talc and silica. For the topcoat composition, generally known designer coating compositions can also be used, such as orange peel topcoat compositions, crepe topcoat compositions, hammer topcoat compositions, A matted tone top coating composition, a metallic top coating composition, a pearly top coating composition or a textured tone coating composition.
可通过通常已知的涂覆方法例如辊式涂布、幕涂流动涂布、辊式幕帘涂布、模具涂覆、空气喷涂、无空气喷涂、电沉积涂布、粉末涂布、浸渍、棒式涂布或刷涂布来涂覆顶部涂层组合物。优选通过装配有辊式涂布、幕涂流动涂布或辊式幕帘涂布设备的常规连续涂布生产线(被称为卷涂生产线或板涂生产线)涂覆顶部涂层涂料,因为这样可以以良好的效率进行涂覆,并且可实现大规模生产。可通过通常已知的干燥和固化方法例如热风炉、直燃炉、远红外炉或感应加热炉来干燥、焙烧和固化顶部涂层组合物。当顶部涂层组合物是紫外可固化的涂层组合物时,可以使用通常已知的紫外辐射设备,当顶部涂层组合物是电子束可固化的涂层组合物时,可使用通常已知的电子束辐射设备。It can be applied by generally known coating methods such as roll coating, curtain coating flow coating, roll curtain coating, die coating, air spray coating, airless spray coating, electrodeposition coating, powder coating, dipping, Rod coating or brush coating is used to apply the topcoat composition. The top coat coating is preferably applied by a conventional continuous coating line (known as a coil coating line or a panel coating line) equipped with roll coater, curtain flow coater or roll curtain coater equipment, as this can Coating is performed with good efficiency and mass production is possible. The top coating composition may be dried, fired and cured by a generally known drying and curing method such as a hot air oven, a direct-fired oven, a far-infrared oven, or an induction heating oven. When the topcoat composition is a UV curable coating composition, commonly known UV radiation equipment can be used, and when the topcoat composition is an electron beam curable coating composition, commonly known UV radiation equipment can be used. electron beam radiation equipment.
实施例Example
下面将详细描述实验中所利用的材料。The materials utilized in the experiments will be described in detail below.
1.金属板1. Metal plate
以下的金属板被用作实验中测试的材料。The following metal plates were used as materials tested in the experiments.
熔融镀锌钢板(GI)Hot-dip galvanized steel sheet (GI)
板厚:0.6mm,锌的施涂量:每个表面上60g/cm2(两表面均被镀覆)。Plate thickness: 0.6 mm, application amount of zinc: 60 g/cm 2 on each surface (both surfaces are plated).
电镀锌钢板(EG)Galvanized Steel Sheet (EG)
板厚:0.6mm,锌的施涂量:每个表面上20g/cm2(两表面均被镀覆)。Plate thickness: 0.6 mm, application amount of zinc: 20 g/cm 2 on each surface (both surfaces are plated).
55%镀铝-锌合金钢板(GL) 55% aluminum-zinc alloy steel plate (GL)
板厚:0.6mm,以锌计的施涂量:每个表面上90g/cm2(两表面均被镀覆)。Plate thickness: 0.6 mm, amount applied as zinc: 90 g/cm 2 on each surface (both surfaces are plated).
锌-11%铝-3%镁-0.2%镀硅钢板(SD)Zinc-11% Aluminum-3% Magnesium-0.2% Silicon-coated steel sheet (SD)
板厚:0.6mm,以锌计的施涂量:每个表面上60g/cm2(两表面均被镀覆)。Plate thickness: 0.6 mm, amount applied as zinc: 60 g/cm 2 on each surface (both surfaces are plated).
冷轧钢板(CR)Cold Rolled Steel Sheet (CR)
板厚:0.6mm。Plate thickness: 0.6mm.
2.化学转化溶液2. Chemical conversion solution
制备以下溶液作为实验中测试材料的化学转化溶液。The following solutions were prepared as chemical conversion solutions for the test materials in the experiments.
化学转化溶液(A)Chemical conversion solution (A)
制备含有20克/升丹宁酸、40克/升硅烷偶联剂和20克/升二氧化硅细颗粒的水溶液,并且将其作为对金属的预处理剂。使用的丹宁酸是FujiKagaku Kogyo制造的“丹宁酸:AL”,硅烷偶联剂是γ-环氧丙氧丙基三甲氧基硅烷,二氧化硅细颗粒是Nissan Chemicals Industries,Ltd.制造的“Snowtec-N”。An aqueous solution containing 20 g/L of tannic acid, 40 g/L of a silane coupling agent, and 20 g/L of silica fine particles was prepared and used as a pretreatment agent for metals. The tannin used was "Tannin: AL" manufactured by FujiKagaku Kogyo, the silane coupling agent was γ-glycidoxypropyltrimethoxysilane, and the silica fine particles were manufactured by Nissan Chemicals Industries, Ltd. "Snowtec-N".
化学转化溶液(B)Chemical conversion solution (B)
制备含有20克/升丹宁酸、40克/升硅烷偶联剂、20克/升二氧化硅细颗粒和20克/升聚酯的水溶液并且将其作为对金属的预处理剂。使用的丹宁酸是Fuji Kagaku Kogyo制造的“丹宁酸:AL”,硅烷偶联剂是γ-环氧丙氧丙基三甲氧基硅烷,二氧化硅细颗粒是Nissan ChemicalsIndustries,Ltd.制造的“Snowtec-N”,并且聚酯树脂是Dai-NipponInk&Chemicals,Inc.制造的FINETEX ES-650”。An aqueous solution containing 20 g/L of tannic acid, 40 g/L of a silane coupling agent, 20 g/L of silica fine particles, and 20 g/L of polyester was prepared and used as a pretreatment agent for metal. The tannin used was "Tannin: AL" manufactured by Fuji Kagaku Kogyo, the silane coupling agent was γ-glycidoxypropyltrimethoxysilane, and the silica fine particles were manufactured by Nissan Chemicals Industries, Ltd. "Snowtec-N", and the polyester resin is FINETEX ES-650 manufactured by Dai-Nippon Ink & Chemicals, Inc.".
化学转化溶液(C)Chemical conversion solution (C)
为了比较,使用市售可得的由Nihon Parkerizing Co.,Ltd.制造的铬酸盐处理液“ZM-1300AN”。For comparison, a commercially available chromate treatment liquid "ZM-1300AN" manufactured by Nihon Parkerizing Co., Ltd. was used.
化学转化溶液(D)Chemical conversion solution (D)
为了比较,使用市售可得的由Nihon Parkerizing Co.,Ltd.制造的磷酸锌处理液“PALBOND”。For comparison, a commercially available zinc phosphate treatment liquid "PALBOND" manufactured by Nihon Parkerizing Co., Ltd. was used.
3.含有磷酸铝的涂层组合物3. Coating compositions containing aluminum phosphate
向市售的完全不含颜料的聚酯基、聚氨酯基和环氧基的澄清涂层组合物中的每一种添加磷酸铝基颜料和如果需要的防锈颜料,并且搅拌它们以制备涂层组合物。使用的磷酸铝基颜料是Tayca Corporation制造的“K-G105”。使用的防锈颜料是Toho Ganryo制造的磷酸锌基防锈颜料“NP-530”(表中表示为“磷酸锌”)、Grace制造的钙离子交换二氧化硅“Shieldex-C303”(表中表示为“Ca-Si”)或市售可得的作为铬基防锈颜料的铬酸锶(表中表示为“Sr-Cr”)。表1中示出了这些颜料各自的添加量。另外,如果需要可使用体质颜料,使用的体质颜料是作为市售可得的细颗粒二氧化硅的Nippon Aerosil制造的“Aerosil#300”(表中表示为“二氧化硅”)、或作为白色颜料的Ishihara Sangyo Kaisha Ltd.制造的氧化钛“CR-95”(表中表示为“钛白”)。表1中示出了这些颜料各自的添加量。To each of commercially available completely pigment-free polyester-based, polyurethane-based, and epoxy-based clear coating compositions, an aluminum phosphate-based pigment and, if desired, an anti-rust pigment were added and stirred to prepare a coating combination. The aluminum phosphate-based pigment used was "K-G105" manufactured by Tayca Corporation. The antirust pigments used were zinc phosphate-based antirust pigment "NP-530" manufactured by Toho Ganryo (indicated as "zinc phosphate" in the table), calcium ion-exchanged silica "Shieldex-C303" manufactured by Grace (indicated in the table is "Ca-Si") or commercially available strontium chromate (indicated as "Sr-Cr" in the table) as a chromium-based anti-rust pigment. Table 1 shows the respective addition amounts of these pigments. In addition, if necessary, an extender pigment can be used, and the pigment extender used is "Aerosil #300" manufactured by Nippon Aerosil (indicated as "silica" in the table) as a commercially available fine particle silica, or as white The pigment is titanium oxide "CR-95" manufactured by Ishihara Sangyo Kaisha Ltd. (indicated as "titanium white" in the table). Table 1 shows the respective addition amounts of these pigments.
4.顶部涂层组合物4. Top coat composition
使用市售可得的Nippon Paint Co.,Ltd.制造的聚酯基顶部涂层组合物“FL100HQ”。颜色是白色。A commercially available polyester-based top coating composition "FL100HQ" manufactured by Nippon Paint Co., Ltd. was used. The color is white.
5.背部涂层组合物5. Back coating composition
使用市售可得的Nippon Paint Co.,Ltd.制造的聚酯基顶部涂层组合物“FL100HQ”。颜色是灰色。A commercially available polyester-based top coating composition "FL100HQ" manufactured by Nippon Paint Co., Ltd. was used. The color is gray.
6.预涂覆金属板的制造6. Manufacture of pre-coated metal sheets
将每块金属板浸渍在浓度为2质量%、温度为60℃的FC-364S水溶液(Nihon Parkerizing Co.,Ltd.制造)中10秒而使其脱脂,然后用水洗涤并且干燥。通过辊式涂布机将化学转化溶液(A)、(B)、(C)或(D)涂覆在每块金属板的两面上,并在热风干燥炉中干燥而得到化学转化涂层。对于化学转化溶液的量来说,当化学转化溶液为(A)、(B)或(D)时,施涂的整个干燥膜的化学转化溶液的量是200mg/m2。涂覆化学转化溶液的量以金属铬计是50mg/m2。在采用化学转化溶液(E)的样品中,通过将脱脂的金属板浸渍在化学转化溶液(E)中2分钟、并在热风干燥炉中干燥而得到化学转化涂层。涂覆的化学转化溶液(E)应使磷酸锌的施涂量是2mg/m2。化学转化和干燥时的最终板温设定为60℃。之后,通过辊式涂布机在金属板的一面上涂覆含磷酸铝基颜料的树脂涂层溶液而达到5微米的干燥厚度,并且通过辊式涂布机在金属板的另一面上涂覆背部树脂涂层组合物达5微米的干燥厚度。感应加热炉中干燥和固化这些树脂涂层组合物,同时向炉中吹入热风,条件是使金属板的最终板温为210℃,从而得到涂层。通过在干燥和固化过的涂覆金属板上喷水而用水来冷却该板。随后通过辊式涂布机在含磷酸铝基颜料的树脂涂层上涂覆15微米干燥厚度的顶部涂层组合物,然后使其在感应加热炉中干燥和固化,并同时向炉中吹入热风,条件是使金属板的最终板温为230℃。通过在干燥和固化过的涂覆金属板上喷水而用水来冷却该板。由此得到作为测试用材料的预涂覆金属板。Each metal plate was degreased by dipping in an aqueous FC-364S solution (manufactured by Nihon Parkerizing Co., Ltd.) having a concentration of 2% by mass and a temperature of 60° C. for 10 seconds, washed with water, and dried. The chemical conversion solution (A), (B), (C) or (D) is coated on both sides of each metal plate by a roll coater, and dried in a hot air drying oven to obtain a chemical conversion coating. Regarding the amount of the chemical conversion solution, when the chemical conversion solution is (A), (B) or (D), the amount of the chemical conversion solution of the entire dry film applied is 200 mg/m 2 . The amount of the chemical conversion solution applied was 50 mg/m 2 in terms of metallic chromium. In the samples using the chemical conversion solution (E), a chemical conversion coating was obtained by immersing a degreased metal plate in the chemical conversion solution (E) for 2 minutes, and drying in a hot air drying oven. The chemical conversion solution (E) was applied such that the applied amount of zinc phosphate was 2 mg/m 2 . The final plate temperature during chemical conversion and drying was set at 60°C. After that, a resin coating solution containing an aluminum phosphate-based pigment was applied to a dry thickness of 5 micrometers on one side of the metal plate by a roll coater, and coated on the other side of the metal plate by a roll coater. The back resin coating composition reaches a dry thickness of 5 microns. These resin coating compositions were dried and cured in an induction heating furnace while blowing hot air into the furnace under the condition that the final plate temperature of the metal plate was 210°C to obtain a coating. The dried and cured coated metal panels were cooled with water by spraying the panels with water. Subsequently, a topcoat composition with a dry thickness of 15 microns was applied on the resin coating containing aluminum phosphate-based pigments by a roll coater, which was then dried and cured in an induction heating furnace while blowing into the furnace Hot air, provided that the final plate temperature of the metal plate is 230°C. The dried and cured coated metal panels were cooled with water by spraying the panels with water. Precoated metal panels were thus obtained as test material.
对由此得到的预涂覆金属板进行以下的评估测试。在任何一种测试中,采用含有磷酸铝基颜料的树脂涂层组合物形成的树脂涂层的表面作为评估表面。The following evaluation tests were performed on the precoated metal sheets thus obtained. In either test, the surface of the resin coating formed by the resin coating composition containing the aluminum phosphate-based pigment was used as the evaluation surface.
1.涂层加工部分的粘结性能的测试1. Test of the adhesion performance of the coating processing part
使每块预涂覆金属板弯曲180°,并且通过20倍的放大镜观察加工部分的涂层,以检测存在或不存在涂层的裂纹。在弯曲测试中,弯曲作用应使得涂有包含磷酸铝基颜料的树脂涂层组合物的表面朝外。此外,将压敏胶带固定在加工部分上,并且用力将其剥离,目测涂层的残留状态。在该测试中,进行两次带剥离。在20℃的气氛中,通过OT弯曲(ECCA-27)来进行弯曲操作。Each precoated metal plate was bent 180°, and the coating of the processed portion was observed through a magnifying glass of 20 times to detect the presence or absence of cracks in the coating. In the bend test, the bend should be such that the surface coated with the resinous coating composition comprising the aluminum phosphate-based pigment faces outward. In addition, a pressure-sensitive tape was fixed on the processed part, and it was peeled off forcefully, and the remaining state of the coating was visually inspected. In this test, two tape peels were performed. The bending operation was performed by OT bending (ECCA-27) in an atmosphere of 20°C.
在评估涂层裂纹时,涂层完全没有裂纹的情况被评为◎,涂层具有大约1-3个非常小裂纹的情况被评为○,整个涂层上出现非常小裂纹的情况被评为△,涂层整个加工部分出现即使用目测也清晰可见的大裂纹的情况被评为×。In evaluating coating cracks, the case where the coating had no cracks at all was rated as ◎, the case where the coating had about 1-3 very small cracks was rated as ○, and the case where very small cracks appeared on the entire coating was rated as ◎ △, the case where large cracks clearly visible even by visual inspection occurred in the entire processed portion of the coating was rated as ×.
在评估带剥离后涂层的残留状态时,涂层没有被剥离并且留在钢板上的情况被评为◎,涂层的一部分被轻微剥离的情况被评为○,涂层的一部分被严重剥离的情况被评为△,几乎在整个加工部分可观察到涂层被剥离的情况被评为×。In evaluating the remaining state of the coating after tape peeling, the case where the coating was not peeled off and remained on the steel sheet was rated as ◎, the case where a part of the coating was slightly peeled off was rated as ○, and the case where a part of the coating was severely peeled off was rated as ◎ A case where the coating was observed to be peeled off almost throughout the processed portion was rated as x.
将每块经过OT弯曲的预涂覆金属板浸渍于热水中1小时,然后取出、放置24小时并且进行带剥离。在评估涂层的残留状态时,涂层根本没有被剥离并且留在镀覆钢板上的情况被评为◎,涂层的一部分被轻微剥离的情况被评为○,涂层的一部分被严重剥离的情况被评为△,几乎在整个加工部分观察到涂层被剥离的情况被评为×。Each OT bent precoated metal panel was dipped in hot water for 1 hour, then removed, left for 24 hours, and tape stripped. In evaluating the remaining state of the coating, the case where the coating was not peeled off at all and remained on the plated steel sheet was rated as ◎, the case where a part of the coating was slightly peeled off was rated as ○, and the case where a part of the coating was severely peeled off The case where the coating was observed to be peeled off almost throughout the processed portion was rated as x.
2.涂层被球珠(bead)刮擦的测试2. The coating is scratched by the ball (bead) test
进行“Test Method of Coating Scratching by bead”(参见TechnicalDisclosure Publication(Kokai-Giho)No.95-1078),这种测试方法是:对在预涂覆金属板的压制成型过程中被模具刮擦而产生的预涂覆金属板的涂层重复进行剥离。首先,将制备的预涂覆金属板切成30mm(宽)×300mm(长)的样品。将该样品夹于平金属模具和上面具有3mmR球珠的金属模具之间。此时,夹住样品使得金属模具的球珠被压在样品的含磷酸铝基颜料的树脂涂层表面(评估表面)上,并施加1吨负载,以使金属模具的球珠部分挤压预涂覆金属板的评估表面。在此状态下,以200mm/min的速度拉出预涂覆金属板,并目测和评估在被球珠刮擦的预涂覆金属板评估表面上涂层的剥离状态。Carry out "Test Method of Coating Scratching by bead" (see Technical Disclosure Publication (Kokai-Giho) No. 95-1078), this test method is: in the process of pressing and forming of pre-coated metal sheets produced by scraping by the die The coating of the pre-coated metal sheet is repeatedly stripped. First, the prepared precoated metal sheet was cut into 30 mm (width)×300 mm (length) samples. The sample was sandwiched between a flat metal mold and a metal mold with 3mmR balls on it. At this time, the sample was clamped so that the balls of the metal mold were pressed against the aluminum phosphate-based pigment-containing resin-coated surface (evaluation surface) of the sample, and a load of 1 ton was applied so that the balls of the metal mold were partially pressed against the pre-pressed surface. Evaluation surface of coated metal sheet. In this state, the precoated metal sheet was pulled out at a speed of 200 mm/min, and the peeling state of the coating on the evaluation surface of the precoated metal sheet scratched by the ball was visually observed and evaluated.
在评估中,涂层根本没有被剥离的情况被评为◎,涂层极少部分被剥离的情况被评为○,被球珠刮擦的部分中约20%或更多面积的涂层被剥离的情况被评为△,涂层完全被剥离的情况被评为×。In the evaluation, the case where the coating was not peeled off at all was rated as ◎, the case where the coating was peeled off in a very small part was rated as ○, and about 20% or more of the coating area in the part scratched by the ball was rated as ◎ The case of peeling was rated as Δ, and the case where the coating was completely peeled off was rated as x.
3.耐腐蚀性能的测试3. Test of corrosion resistance
在制备好的预涂覆金属板的涂有含磷酸铝基颜料涂层组合物的表面上,用切削工具切割涂层并穿过涂层达到金属板。此外,切割板的边缘部分以使切割形成的毛口达到涂有背部树脂涂层的表面(较少的毛口)。由此制备用于耐腐蚀性测试的样品。然后根据JIS K5400-9.1所述的方法对样品进行盐喷雾测试。将盐水喷在金属板的涂有含磷酸铝基颜料涂层组合物的表面上。当预涂覆金属板的原坯是冷轧钢板时,测试时间是120小时,当对比样是电镀锌钢板时,测试时间是240小时,并且当原坯是熔融镀锌钢板、55%镀铝锌合金化钢板或锌-11%铝-3%镁-0.2%镀硅的钢板时,测试时间是360小时。On the surface of the prepared precoated metal sheet coated with the aluminum phosphate-based pigment coating composition, a cutting tool is used to cut the coating and pass through the coating to the metal sheet. Also, cut the edge portion of the board so that the burrs formed by the cutting reach the surface coated with the back resin coating (less burrs). Samples for the corrosion resistance test were thus prepared. The samples were then subjected to a salt spray test according to the method described in JIS K5400-9.1. Salt water was sprayed on the surface of the metal plate coated with the aluminum phosphate-based pigment coating composition. When the original blank of the pre-coated metal sheet is a cold-rolled steel sheet, the test time is 120 hours. When the comparison sample is an electro-galvanized steel sheet, the test time is 240 hours. For zinc alloyed steel sheets or zinc-11% aluminum-3% magnesium-0.2% silicon-coated steel sheets, the test time is 360 hours.
在对涂层切割部分进行评估时,当切口一侧的最大起泡宽度小于1mm时被评为◎,当该宽度是2mm-小于3mm时被评为○,当该宽度是3mm-小于5mm时被评为△,并且当该宽度是5mm或更大时被评为×。In the evaluation of the cut part of the coating, when the maximum blistering width on the cut side is less than 1 mm, it is rated as ◎, when the width is 2 mm - less than 3 mm, it is rated as ○, when the width is 3 mm - less than 5 mm was rated as Δ, and was rated as x when the width was 5 mm or more.
在对切割端面部分进行评估时,当自端面的最大起泡宽度是2mm或更小时被评为◎,当该宽度是2mm-小于3mm时被评为○,当该宽度是3mm-小于5mm时被评为△,并且当该宽度是5mm或更大时被评为×。In the evaluation of the cut end face portion, it was rated as ◎ when the maximum blister width from the end face was 2 mm or less, and ○ when the width was 2 mm - less than 3 mm, and when the width was 3 mm - less than 5 mm was rated as Δ, and was rated as x when the width was 5 mm or more.
表
表(续表)
下面详细描述评估结果。The evaluation results are described in detail below.
表中给出了预涂覆金属板的评估测试结果。与采用传统的无铬酸盐化学转化处理例如磷酸锌处理的金属板(对比实施例28)相比,本发明的预涂覆金属板(实施例1-22)在用球珠刮擦涂层的测试中涂层较少地被剥离,这说明本发明的预涂覆金属板性能优异。此外,与化学转化涂层上的树脂涂层不添加磷酸铝基颜料涂料(对比实施例23)的情况或磷酸铝基颜料涂料添加量小于1质量份/100质量份树脂固体成分的情况(对比实施例24)相比,在用球珠刮擦涂层的测试时涂层较少地被剥离,这说明本发明的预涂覆金属板性能优异。在本发明的预涂覆金属板中,当化学转化涂层含有聚酯树脂时,涂层加工部分的粘结性能得以改进,并在用球珠刮擦涂层的测试时,涂层难以剥离(对比本发明实施例1和实施例10),因此更优选化学转化涂层含有聚酯树脂。当涂层材料中除了磷酸铝基颜料涂料之外还添加了防锈颜料时(本发明的实施例8-22)时,与没有添加防锈颜料的涂层材料(本发明实施例2-7)相比,耐腐蚀性能有所改进,因此优选向涂层组合物中另外添加防锈颜料。特别地,当防锈颜料是钙离子交换二氧化硅时(本发明实施例1、8-14和17-22),耐腐蚀性能有较大改进,而且耐腐蚀性能与添加传统铬酸盐基防锈颜料(对比本发明的实施例16与对比实施例26)时的性能相当,因此,优选防锈颜料为钙离子交换二氧化硅。The table gives the evaluation test results of the pre-coated metal panels. The precoated metal panels of the present invention (Examples 1-22) were scratch coated with balls compared to the metal panels treated with a conventional chromate-free chemical conversion treatment such as zinc phosphate (Comparative Example 28). The coating was less peeled off in the test, which shows that the performance of the precoated metal sheet of the present invention is excellent. In addition, compared with the case where no aluminum phosphate-based pigment coating (Comparative Example 23) is added to the resin coating on the chemical conversion coating or the addition of aluminum phosphate-based pigment coating is less than 1 mass part/100 mass parts resin solid content (Comparative Example 23) Compared with Example 24), the coating was less peeled off in the test of scratching the coating with a ball, which shows that the precoated metal sheet of the present invention has excellent performance. In the precoated metal sheet of the present invention, when the chemical conversion coating contains a polyester resin, the bonding performance of the coating processed part is improved, and the coating is difficult to peel off in the test of scratching the coating with a ball (Compare Example 1 and Example 10 of the present invention), therefore it is more preferred that the chemical conversion coating contains polyester resin. When (embodiment 8-22 of the present invention) when also adding antirust pigment except aluminum phosphate-based pigment paint in coating material, with the coating material (embodiment 2-7 of the present invention) that does not add antirust pigment ) compared to improved corrosion resistance, it is therefore preferred to additionally add antirust pigments to the coating composition. In particular, when the anti-rust pigment is calcium ion-exchanged silica (Example 1, 8-14 and 17-22 of the present invention), the corrosion resistance is greatly improved, and the corrosion resistance is the same as that of adding traditional chromate-based The performance of the antirust pigment (comparing Example 16 of the present invention with Comparative Example 26) is comparable, therefore, the antirust pigment is preferably calcium ion-exchanged silica.
工业适用性Industrial applicability
根据本发明,无须使用对环境有害的六价铬,就可以得到涂层的加工部分粘结性能和耐腐蚀性能优异的并且非常适合压制成型的预涂覆金属板。因此,本发明具有很高的工业价值。According to the present invention, it is possible to obtain a precoated metal sheet which is excellent in adhesion and corrosion resistance of the processed part of the coating and is very suitable for press forming without using hexavalent chromium which is harmful to the environment. Therefore, the present invention has high industrial value.
Claims (10)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP285378/2001 | 2001-09-19 | ||
| JP2001285378 | 2001-09-19 | ||
| JP170098/2002 | 2002-06-11 | ||
| JP2002170098A JP3950370B2 (en) | 2001-09-19 | 2002-06-11 | Precoated metal sheet having excellent press formability and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1556873A true CN1556873A (en) | 2004-12-22 |
| CN1304639C CN1304639C (en) | 2007-03-14 |
Family
ID=26622519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028184610A Expired - Lifetime CN1304639C (en) | 2001-09-19 | 2002-09-18 | Precoated metal sheet superior in press formability, and manufacturing method therefor |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP3950370B2 (en) |
| KR (1) | KR20040044944A (en) |
| CN (1) | CN1304639C (en) |
| MY (1) | MY144027A (en) |
| TW (1) | TW591118B (en) |
| WO (1) | WO2003027354A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101232994B (en) * | 2005-07-28 | 2012-10-03 | 新日本制铁株式会社 | Precoated metal plate and process for producing the same |
| CN101815805B (en) * | 2007-08-13 | 2013-06-26 | 纳米X有限公司 | Process for producing an active cathodic anti-corrosion coating on steel components |
| CN103360833A (en) * | 2012-03-31 | 2013-10-23 | 攀钢集团攀枝花钢铁研究院有限公司 | Metal protective paint and application thereof, and hot-dip metal material |
| CN101925659B (en) * | 2008-01-24 | 2014-03-26 | 油研工业股份有限公司 | Anticorrosive coating composition and process for producing member with anticorrosive coating film using composition |
| CN104594773A (en) * | 2014-12-08 | 2015-05-06 | 苏州福特美福电梯有限公司 | Car wall door sheet and coating method thereof |
| CN105658844A (en) * | 2013-10-31 | 2016-06-08 | 株式会社神户制钢所 | Surface-treated metal plate and metal plate-resin composite molded article |
| CN106883738A (en) * | 2017-03-27 | 2017-06-23 | 德施普科技发展温州有限公司 | A kind of ductile iron pipe with Corrosion Protection and preparation method thereof |
| CN110520291A (en) * | 2017-05-08 | 2019-11-29 | 日本轻金属株式会社 | The aluminium and its manufacturing method of coating |
| CN116445923A (en) * | 2023-02-24 | 2023-07-18 | 江阴市中岳机锻有限公司 | Preparation process of corrosion-resistant stainless steel tube plate |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI331085B (en) * | 2002-07-02 | 2010-10-01 | Nippon Steel Corp | Precoated metal sheet with excellent press-formability and production method thereof |
| JP4654089B2 (en) * | 2004-12-03 | 2011-03-16 | 新日本製鐵株式会社 | Chromate-free resin composite vibration damping material with excellent durability adhesion |
| JP4895535B2 (en) * | 2005-06-27 | 2012-03-14 | 新日本製鐵株式会社 | Non-chromate phosphate-treated galvanized steel sheet |
| JP5677337B2 (en) * | 2011-02-09 | 2015-02-25 | 新日鐵住金株式会社 | Pre-treatment metal plate surface treatment agent, coated ground metal plate coated with the same, and pre-coat metal plate using the same |
| CN102168264B (en) * | 2011-03-28 | 2012-10-03 | 佛山市南海华豪铝型材有限公司 | Method for compounding nano ceramic silane composite film before spraying aluminum product |
| JP5800668B2 (en) * | 2011-10-18 | 2015-10-28 | 日新製鋼株式会社 | Composite in which painted stainless steel plate and molded article of polycarbonate resin composition are joined, and method for producing the same |
| KR102696309B1 (en) * | 2016-05-16 | 2024-08-16 | 블루스코프 스틸 리미티드 | Coating process |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55148773A (en) * | 1979-05-07 | 1980-11-19 | Mitsui Mining & Smelting Co Ltd | Surface treatment of zinc or zinc alloy product |
| JPS6013428B2 (en) * | 1980-07-07 | 1985-04-06 | 昭和アルミニウム株式会社 | Method for imparting hydrophilicity to the condensation surface of aluminum heat exchangers |
| JPS59116381A (en) * | 1982-12-24 | 1984-07-05 | Mitsui Mining & Smelting Co Ltd | Surface treatment of zinc and zinc alloy |
| JPH0912931A (en) * | 1995-07-04 | 1997-01-14 | Teika Corp | Coating composition for precoated steel sheet |
| JP2001089868A (en) * | 1999-07-16 | 2001-04-03 | Nippon Steel Corp | Base treatment agent for pre-coated metal sheet, coated base-treated metal sheet coated with the same, and pre-coated metal sheet excellent in processing adhesion of coating film using the same |
-
2002
- 2002-06-11 JP JP2002170098A patent/JP3950370B2/en not_active Expired - Fee Related
- 2002-09-18 CN CNB028184610A patent/CN1304639C/en not_active Expired - Lifetime
- 2002-09-18 KR KR10-2004-7003948A patent/KR20040044944A/en not_active Ceased
- 2002-09-18 WO PCT/JP2002/009583 patent/WO2003027354A1/en not_active Ceased
- 2002-09-19 TW TW091121468A patent/TW591118B/en not_active IP Right Cessation
- 2002-09-19 MY MYPI20023482A patent/MY144027A/en unknown
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101232994B (en) * | 2005-07-28 | 2012-10-03 | 新日本制铁株式会社 | Precoated metal plate and process for producing the same |
| CN101815805B (en) * | 2007-08-13 | 2013-06-26 | 纳米X有限公司 | Process for producing an active cathodic anti-corrosion coating on steel components |
| CN101925659B (en) * | 2008-01-24 | 2014-03-26 | 油研工业股份有限公司 | Anticorrosive coating composition and process for producing member with anticorrosive coating film using composition |
| CN103360833A (en) * | 2012-03-31 | 2013-10-23 | 攀钢集团攀枝花钢铁研究院有限公司 | Metal protective paint and application thereof, and hot-dip metal material |
| CN103360833B (en) * | 2012-03-31 | 2015-11-18 | 攀钢集团攀枝花钢铁研究院有限公司 | A kind of metal protection coating and uses thereof and hot-dip metal plated material |
| CN105658844A (en) * | 2013-10-31 | 2016-06-08 | 株式会社神户制钢所 | Surface-treated metal plate and metal plate-resin composite molded article |
| CN105658844B (en) * | 2013-10-31 | 2018-09-18 | 株式会社神户制钢所 | Surface-treated metal plate and metallic plate compound resin formed products |
| CN104594773A (en) * | 2014-12-08 | 2015-05-06 | 苏州福特美福电梯有限公司 | Car wall door sheet and coating method thereof |
| CN106883738A (en) * | 2017-03-27 | 2017-06-23 | 德施普科技发展温州有限公司 | A kind of ductile iron pipe with Corrosion Protection and preparation method thereof |
| CN110520291A (en) * | 2017-05-08 | 2019-11-29 | 日本轻金属株式会社 | The aluminium and its manufacturing method of coating |
| CN116445923A (en) * | 2023-02-24 | 2023-07-18 | 江阴市中岳机锻有限公司 | Preparation process of corrosion-resistant stainless steel tube plate |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20040044944A (en) | 2004-05-31 |
| TW591118B (en) | 2004-06-11 |
| WO2003027354A1 (en) | 2003-04-03 |
| MY144027A (en) | 2011-07-29 |
| JP2003166079A (en) | 2003-06-13 |
| CN1304639C (en) | 2007-03-14 |
| JP3950370B2 (en) | 2007-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1304639C (en) | Precoated metal sheet superior in press formability, and manufacturing method therefor | |
| KR100735595B1 (en) | Nonchromate metallic surface treating agent for pcm use, method for pcm surface treatment, and treated pcm steel panel | |
| JP4799862B2 (en) | Precoated metal sheet having excellent press formability and method for producing the same | |
| AU2012321711B2 (en) | Paint pretreatment agent for coating-type paint, and coating-type painting method | |
| JP2001089868A (en) | Base treatment agent for pre-coated metal sheet, coated base-treated metal sheet coated with the same, and pre-coated metal sheet excellent in processing adhesion of coating film using the same | |
| CN103547446B (en) | Panel | |
| CN107531018A (en) | Precoated metal sheet | |
| CN1210356C (en) | Metal surface treatment agent, method thereof and metal material used with said method | |
| JP5113638B2 (en) | Metallic matte design coating Metal plate coating method | |
| JP4319957B2 (en) | Pre-coated metal plate with excellent corrosion resistance | |
| JP5979312B2 (en) | Pre-coated steel sheet and manufacturing method thereof | |
| CN1890089A (en) | Coated metal plate with excellent corrosion resistance and reduced environmental impact | |
| JP4246689B2 (en) | Pre-coated metal plate with excellent corrosion resistance | |
| JP2010247347A (en) | Pre-coated cold-rolled steel sheet and manufacturing method thereof | |
| JP4873974B2 (en) | Pre-coated metal plate and manufacturing method thereof | |
| WO2022085434A1 (en) | Plated steel sheet for precoated steel sheet, precoated plated steel sheet, and molded article | |
| JP4133762B2 (en) | Pre-coated metal sheet with excellent coating film adhesion at the forming section | |
| US7682706B2 (en) | Precoated metal sheet with little affect on environment | |
| JP2001003181A (en) | Painted steel sheet with excellent coating film adhesion and corrosion resistance of the processed part and low environmental load | |
| JP2008143108A (en) | Pre-coated metal plate and manufacturing method thereof | |
| JP5649021B2 (en) | Surface-treated galvanized steel sheet, pre-coated galvanized steel sheet, and production methods thereof | |
| JP2000167482A (en) | Pre-coated metal sheet with excellent coating adhesion | |
| JPH06101061A (en) | Rustproofing treated chromate steel sheet excellent in corrosion resistance | |
| JP2003251270A (en) | Method of coating automobile car body |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: NIPPON STEEL + SUMITOMO METAL CORPORATION Free format text: FORMER NAME: SHIN NIPPON STEEL LTD. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Tokyo, Japan Patentee after: NIPPON STEEL & SUMITOMO METAL Corp. Address before: Tokyo, Japan Patentee before: NIPPON STEEL Corp. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Tokyo, Japan Patentee after: NIPPON STEEL & SUMITOMO METAL Corp. Address before: Tokyo, Japan Patentee before: NIPPON STEEL & SUMITOMO METAL Corp. |
|
| CP01 | Change in the name or title of a patent holder | ||
| CX01 | Expiry of patent term |
Granted publication date: 20070314 |
|
| CX01 | Expiry of patent term |