CN201007796Y - Controls for Tobacco Cutting Machines - Google Patents
Controls for Tobacco Cutting Machines Download PDFInfo
- Publication number
- CN201007796Y CN201007796Y CNU2007200665119U CN200720066511U CN201007796Y CN 201007796 Y CN201007796 Y CN 201007796Y CN U2007200665119 U CNU2007200665119 U CN U2007200665119U CN 200720066511 U CN200720066511 U CN 200720066511U CN 201007796 Y CN201007796 Y CN 201007796Y
- Authority
- CN
- China
- Prior art keywords
- motor
- field bus
- control device
- tobacco cutting
- cutting machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims abstract description 16
- 244000061176 Nicotiana tabacum Species 0.000 title 1
- 241000208125 Nicotiana Species 0.000 claims abstract description 15
- 230000001360 synchronised effect Effects 0.000 claims description 7
- 238000004891 communication Methods 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 238000000034 method Methods 0.000 abstract description 3
- 230000004044 response Effects 0.000 abstract description 3
- 230000006870 function Effects 0.000 description 13
- 238000004886 process control Methods 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Control Of Multiple Motors (AREA)
Abstract
本实用新型公开了一种烟草切丝机的控制装置,包括一个带有集成运动控制功能的技术功能CPU,该技术功能CPU集成有两个现场总线接口,一个与该技术功能CPU第一现场总线接口相连接的第一现场总线网络以及一个与该技术功能CPU第二现场总线接口相连接的第二现场总线网络,在该第一现场总线网络上,连接有切丝机的各电机驱动器,在该第二现场总线网络上,连接有位于切丝机机架各部位的一个或一个以上的分布式I/O模块以及人机界面HMI。其既取消了现有技术中存在的影响响应时间和产生干扰的接口,又降低了生产成本,并易于学习掌握其使用操作方法。
The utility model discloses a control device for a tobacco cutting machine, which comprises a technical function CPU with an integrated motion control function. The technical function CPU is integrated with two field bus interfaces, one of which is connected to the first field bus The first field bus network connected with the interface and a second field bus network connected with the second field bus interface of the technical function CPU, on the first field bus network, each motor driver of the shredding machine is connected. The second field bus network is connected with one or more distributed I/O modules and human-machine interface HMI located at various parts of the shredding machine frame. It not only cancels the interface that affects the response time and generates interference existing in the prior art, but also reduces the production cost, and is easy to learn and master its use and operation method.
Description
技术领域technical field
本实用新型涉及一种烟草切丝机的控制装置,特别涉及一种使用技术功能CPU对烟草切丝机进行控制的装置。The utility model relates to a control device of a tobacco cutting machine, in particular to a device which uses a technical function CPU to control the tobacco cutting machine.
背景技术Background technique
现有烟草切丝机的控制装置,基本有两种形式:There are basically two types of control devices for existing tobacco cutting machines:
一种以普通工业可编程序控制器PLC作为主控制器,由于这类PLC的中央处理器CPU不具备运动控制功能,PLC只执行切丝机的逻辑控制和工艺控制,作为切丝机关键部分的刀辊电机和排链电机的同步运动控制由嵌入在排链电机驱动器的处理器执行,这类控制方式在主子控制器之间存在影响响应时间和产生干扰的接口;A common industrial programmable logic controller (PLC) is used as the main controller. Because the central processing unit CPU of this type of PLC does not have the motion control function, the PLC only executes the logic control and process control of the shredding machine, and is used as a key part of the shredding machine. The synchronous motion control of the knife roller motor and the chain motor is performed by the processor embedded in the chain motor driver. This type of control method has an interface that affects the response time and generates interference between the main and sub-controllers;
另一种控制装置,则取消了PLC,由多轴伺服驱动控制器的具有运动控制、工艺控制和逻辑控制功能的运动控制模块作为主控制器,执行刀辊电机和排链电机的同步运动控制以及切丝机的工艺控制和逻辑控制.这种控制装置成本较高,而且要用专门的编程语言来实现运动控制任务.要花费较多的学习时间和培训成本。The other control device cancels the PLC, and the motion control module with the functions of motion control, process control and logic control of the multi-axis servo drive controller is used as the main controller to perform the synchronous motion control of the cutter roller motor and the chain motor. And the process control and logic control of the shredding machine. This kind of control device has a high cost, and a special programming language is used to realize the motion control task. It will cost more learning time and training costs.
发明内容Contents of the invention
本实用新型的目的是提供一种既取消了影响响应时间和产生干扰的接口,又降低了生产成本和培训成本的烟草切丝机控制装置。The purpose of the utility model is to provide a tobacco cutting machine control device that not only cancels the interface that affects the response time and generates interference, but also reduces the production cost and training cost.
本实用新型的目的是通过以下技术方案实现的:The purpose of this utility model is achieved by the following technical solutions:
一种烟草切丝机的控制装置,包括一个带有集成运动控制功能的技术功能CPU,该CPU具有两个集成的现场总线接口,一个与该CPU第一现场总线接口相连接的第一现场总线网络以及一个与该CPU第二现场总线接口相连接的第二现场总线网络,在该第一现场总线网络上,连接有切丝机的各电机驱动器,在该第二现场总线网络上,连接有位于切丝机机架各部位的一个或一个以上的分布式I/O模块以及人机界面HMI。A control device for a tobacco cutting machine, comprising a technical function CPU with an integrated motion control function, the CPU has two integrated fieldbus interfaces, a first fieldbus interface connected to the first fieldbus interface of the CPU Network and a second field bus network connected with the second field bus interface of the CPU, on the first field bus network, each motor driver of the wire cutter is connected, on the second field bus network, connected with One or more distributed I/O modules and human-machine interface HMI located in each part of the shredding machine frame.
其中,该各电机驱动器包括有多轴伺服驱动器、单轴伺服驱动器和变频驱动器。Wherein, the motor drivers include multi-axis servo drivers, single-axis servo drivers and variable frequency drivers.
其中,该多轴伺服驱动器分别与刀辊异步伺服电机、排链同步伺服电机和进刀直接驱动旋转电机连接。Wherein, the multi-axis servo driver is respectively connected with the asynchronous servo motor of the knife roller, the synchronous servo motor of the row chain and the direct drive rotary motor of the knife feed.
其中,该单轴伺服驱动器与砂轮直接驱动直线电机连接。Wherein, the single-axis servo drive is connected with the grinding wheel directly driving the linear motor.
其中,该变频驱动器与砂轮往复电机连接。Wherein, the variable frequency driver is connected with the reciprocating motor of the grinding wheel.
其中,该各电机驱动器分别通过动力电缆与相应的电机连接,有编码器的电机还通过通信电缆与电机驱动器连接。Wherein, the motor drivers are respectively connected to corresponding motors through power cables, and the motors with encoders are also connected to the motor drivers through communication cables.
其中,在该各电机的编码器与电机驱动器之间还设置有一个或一个以上的传感器模块。Wherein, one or more sensor modules are further arranged between the encoders of the motors and the motor drivers.
本实用新型的积极进步效果在于:The positive progressive effect of the present utility model is:
本烟草切丝机控制装置由成本较低的集成有运动控制功能的技术功能CPU同时完成刀辊电机与排链电机,进刀电机之间的同步控制和砂轮电机,砂轮往复电机的位置控制,以及切丝机的逻辑控制,工艺控制。既优化了控制系统结构,提升控制品质,保证稳定精确的切丝质量,又能降低生产成本。同时可使用人们熟悉的PLC编程语言实现运动控制,易于学习掌握其使用方法,减少培训成本。The control device of the tobacco cutting machine is composed of a low-cost technical function CPU integrated with a motion control function to simultaneously complete the synchronous control between the cutter roller motor and the chain motor, the feed motor, and the position control of the grinding wheel motor and the grinding wheel reciprocating motor. And the logic control and process control of the cutting machine. It not only optimizes the structure of the control system, improves the quality of control, ensures stable and accurate shredding quality, but also reduces production costs. At the same time, the PLC programming language that people are familiar with can be used to realize motion control, which is easy to learn and master its use, and reduces training costs.
附图说明Description of drawings
图1为本实用新型较佳实施例各部件之间的连接关系示意图。Fig. 1 is a schematic diagram of the connection relationship between the components of the preferred embodiment of the present invention.
具体实施方式Detailed ways
下面结合附图给出本实用新型较佳实施例,以详细说明本实用新型的技术方案。The preferred embodiments of the utility model are given below in conjunction with the accompanying drawings to describe the technical solution of the utility model in detail.
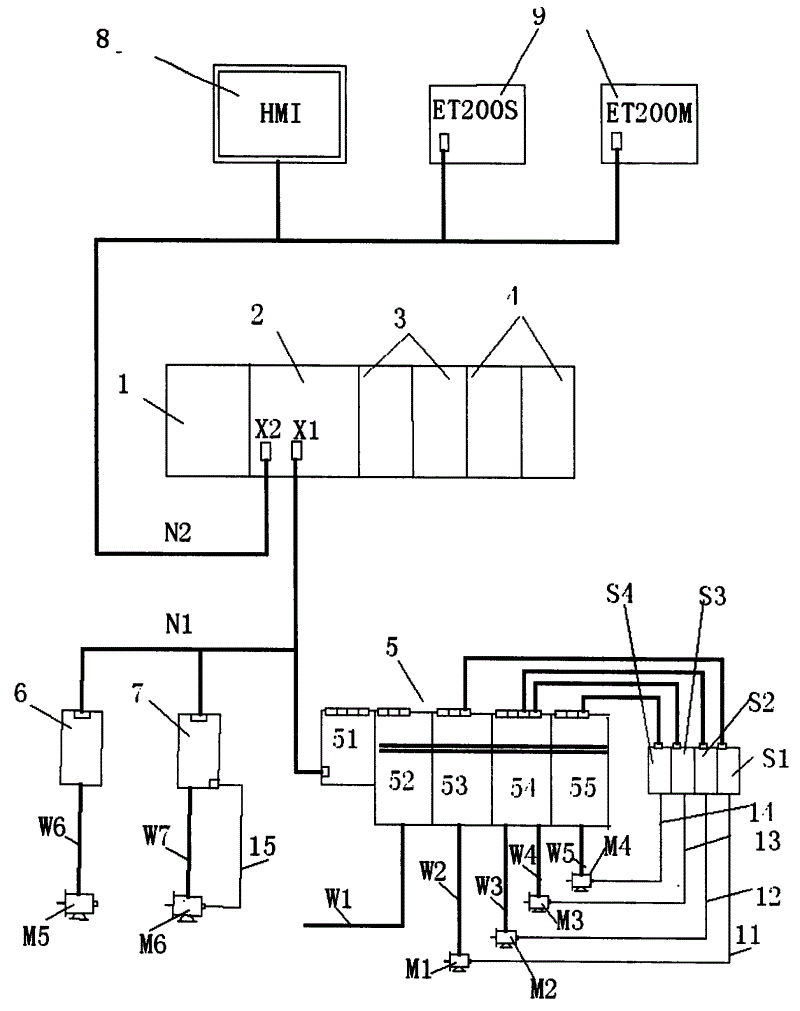
如图1所示,一种烟草切丝机的控制装置,包括一个带有集成运动控制功能的技术功能CPU2,型号为CPU31xT-2DP;与其相连接的一个电源模块1,型号为PS307 10A;两块输入模块3,型号为SM321;两块输出模块4,型号为SM322,其中输入模块3和输出模块4通过底部总线与技术功能CPU2连接,通过前面板接线端子板与开关、信号灯、接触器等元件连接。并且在技术功能CPU模块上设置有集成的第一现场总线接口X1和集成的第二现场总线接口X2,其分别与第一现场总线网络N1和第二现场总线网络N2连接。As shown in Figure 1, a control device for a tobacco cutting machine includes a technical function CPU2 with integrated motion control function, the model is CPU31xT-2DP; a
与技术功能CPU模块集成的第一现场总线接口X1相连接的第一现场总线网络N1为PROFIBUS-DP(DRIVE)网络,其上连接有多轴伺服驱动器5、单轴伺服驱动器7和变频驱动器6。The first field bus network N1 connected to the first field bus interface X1 integrated with the technical function CPU module is a PROFIBUS-DP (DRIVE) network, on which a
其中,多轴伺服驱动器5(型号为S120)通过其上的控制模块51与该网络N1连接;外部三相380V电源连接其电源模块52;其单电机模块53由动力电缆W2连接刀辊异步伺服电机M1,该电机的编码器由通信电缆11连接至传感器模块S1后,再与单电机模块53相连接;其双电机模块54由动力电缆W3、W4分别连接上排链同步伺服电机M2和下排链同步伺服电机M3,上、下排链电机M2,M3的编码器分别由通信电缆12、13连接至用于信号转换的传感器模块S2、S3后,再与双电机模块54相连接;其单电机模块55由动力电缆W5连接进刀直接驱动旋转电机M4.该进刀电机的编码器由通信电缆14连接至传感器模块S4后,再连接至单电机模块55。Among them, the multi-axis servo driver 5 (model S120) is connected to the network N1 through the
变频驱动器6,其型号为MM440。该变频驱动器由动力电缆W6与砂轮往复电机M5连接。单轴伺服驱动器7,其型号为S600。该伺服驱动器由动力电缆W7与砂轮直接驱动直线电机M6连接,该电机的编码器由通信电缆15连接至单轴伺服驱动器7。The variable frequency driver 6 is MM440 in model number. The variable frequency driver is connected with the grinding wheel reciprocating motor M5 by a power cable W6. Single-axis servo driver 7, whose model is S600. The servo driver is connected to the grinding wheel direct drive linear motor M6 by a power cable W7, and the encoder of the motor is connected to the single-axis servo driver 7 by a
与技术功能CPU模块集成的第二现场总线接口X2相连接的第二现场总线网络N2为MPI/DP网络。该网络上分别连接有型号为ET200S和ET200M的分布式I/O模块9以及人机界面(HMI)8。The second field bus network N2 connected with the second field bus interface X2 integrated with the technical function CPU module is an MPI/DP network. Distributed I/O modules 9 of models ET200S and ET200M and a human-machine interface (HMI) 8 are respectively connected to the network.
上叙各模块和驱动器均为现有技术,在此不再赘叙。The modules and drivers mentioned above are all prior art, and will not be repeated here.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200665119U CN201007796Y (en) | 2007-01-19 | 2007-01-19 | Controls for Tobacco Cutting Machines |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200665119U CN201007796Y (en) | 2007-01-19 | 2007-01-19 | Controls for Tobacco Cutting Machines |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201007796Y true CN201007796Y (en) | 2008-01-16 |
Family
ID=39003743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2007200665119U Expired - Fee Related CN201007796Y (en) | 2007-01-19 | 2007-01-19 | Controls for Tobacco Cutting Machines |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201007796Y (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115024504A (en) * | 2021-03-05 | 2022-09-09 | 秦皇岛烟草机械有限责任公司 | Hob type filament cutter control detection system |
| CN117461875A (en) * | 2023-12-15 | 2024-01-30 | 河北白沙烟草有限责任公司保定卷烟厂 | Grinding reciprocating mechanism and its control device, and shredding machine control system |
-
2007
- 2007-01-19 CN CNU2007200665119U patent/CN201007796Y/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115024504A (en) * | 2021-03-05 | 2022-09-09 | 秦皇岛烟草机械有限责任公司 | Hob type filament cutter control detection system |
| CN117461875A (en) * | 2023-12-15 | 2024-01-30 | 河北白沙烟草有限责任公司保定卷烟厂 | Grinding reciprocating mechanism and its control device, and shredding machine control system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204832876U (en) | Drive accuse integrated device | |
| CN201122242Y (en) | Controls for Tobacco Cutting Machines | |
| CN102445924B (en) | Integrated numerical control system and integrated numerical control machine | |
| CN201007796Y (en) | Controls for Tobacco Cutting Machines | |
| CN203250190U (en) | Industrial Robot Controller | |
| CN209497405U (en) | A kind of AGV servo motor driving control system | |
| CN103513634B (en) | Edge machine complex control system | |
| CN105099281B (en) | Servomotor drive | |
| CN206489436U (en) | A kind of new PLC | |
| CN204913925U (en) | Unloading robot control device on punch press | |
| CN205193561U (en) | Total line number accuse device of MIII | |
| CN202013501U (en) | Integrated numerical control system | |
| CN203126016U (en) | Special numerical control system for turret punch press | |
| CN201408354Y (en) | Control system integrated with precision machine tool and manipulator | |
| CN203217346U (en) | Batching control system and engineering machinery | |
| CN202548601U (en) | Integrated numerical control system and integrated numerical control machine | |
| CN110320865A (en) | A kind of high-speed electric main shaft modularized multi-axis collaborative controller | |
| CN201755705U (en) | CAN control system of electric spark forming machine | |
| CN201654533U (en) | Ethernet multi-axis positioning control module of programmable logic controller | |
| CN101315553A (en) | Numerical control machine based on PC machine operation | |
| CN203759487U (en) | Networked AC servo system test platform based on DSP and FPGA | |
| CN206348619U (en) | A kind of direct current servomotor of band EtherCAT buses | |
| CN207115118U (en) | A kind of integrated form networking motion control device | |
| CN207663233U (en) | Multi-axis motion controller | |
| CN206178446U (en) | CNC system of processing of digit control machine tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080116 Termination date: 20150119 |
|
| EXPY | Termination of patent right or utility model |